
Причины коррозии металла на открытом воздухе
Совместное действие воды и кислорода происходит по схеме, где оба агрессивных вещества действуют на чистое железо: 4Fe + 6H₂O + 4O₂ = 4Fe(OH)₃.
В результате образуется гидроксид железа Fe(OH)₃, он имеет рыжий (оранжевый) цвет и обладает рыхлой структурой.

Углеродистая сталь при периодическом нагревании в окружающей среде теряет углерод, имеющееся в ней железо больше подвержено коррозии. Обезуглероживание стальных изделий идет по следующим химическим реакциям:
- Fe₃C + CO₂ = 3Fe + 2CO;
- Fe₃C + H₂O = 3Fe + H₂ + CO;
- Fe₃C + 2H₂ = 3Fe + CH₄,
где Fe₃C – цементит, одна из важных составляющих стали. Именно это соединение определяет прочность и твердость стальных изделий.
В поверхностном слое содержится больше чистого железа. Оно подвержено действию воды и окружающих газов. Процесс идет по нарастающей. Рыхлая ржавчина быстро распространяется внутри деталей.
Для предотвращения коррозии и обезуглероживания изделия покрывают красками или грунтовками. Химическое воздействие сокращается в сотни раз. Но не всегда можно использовать жидкие или порошковые краски. Целая группа стальных деталей эксплуатируется без окрашивания:
- Холодное и огнестрельное оружие.
- Изделия, полученные в результате холодной ковки.
- Претензионные пары, работающие с газами и жидкостями.
Для них нужно использовать иной способ защиты.
Получение цветного рисунка
Для придания полученному узору, рисунку или надписи дополнительного декоративного эффекта предлагаем воспользоваться несложным способом, доступным каждому. Для этого на обработанный участок нанесите небольшое количество любой нитроэмали, добившись полного заполнения углубления. Этот лакокрасочный материал достаточно быстро сохнет, поэтому к дальнейшей работе можно возвратиться уже по истечении часа. Убедившись, что эмаль полностью высохла, удалите лишний материал, попавший на поверхность протравленного изделия с помощью мелкой наждачной бумаги. Применение растворителя в данном случае может испортить всю работу, так как он размазывает краску по поверхности, полностью не удаляя ее, и может придать узору некрасивую матовость.
Окончательно придать окрашенному протравленному рисунку выразительность позволит механическое полирование готового изделия на войлочном круге с пастой ГОИ.
Уважаемые читатели, комментируйте статью, задавайте вопросы, подписывайтесь на новые публикации – нам интересно ваше мнение
Комментарии15 комментариев
Достаточно интересно, и вроде не сложно. Всё это можно сделать и самой, все материалы доступны. Я только одно не поняла, таким способом можно только металл травить, или серебро тоже? У меня есть кучка лома серебра, хочу попробовать браслет сделать, и если серебро тоже травится таким же способом, то было бы замечательно.
Для травления серебра простой солью не обойтись, потребуется соль азотной кислоты: NaNO3, KNO3
какая пропорция при травлении медным купоросом?
Для того, чтобы процесс шел быстрее, нужно получить насыщенный раствор — это значит требуется добавлять медный купорос, размешивая и наблюдая наличие остатка на дне. Добавлять реактив, пока он полностью растворяется. Как только настал момент, что вы не можете размешать осадок, значит раствор «насытился».
Вот такой вопрос, NaNO3 это что натриевая селитра, если да то как её использовать? Хочю вытравить на серебряной ложке.
Да, совершенно верно, так же можно взять нитрат аммония.
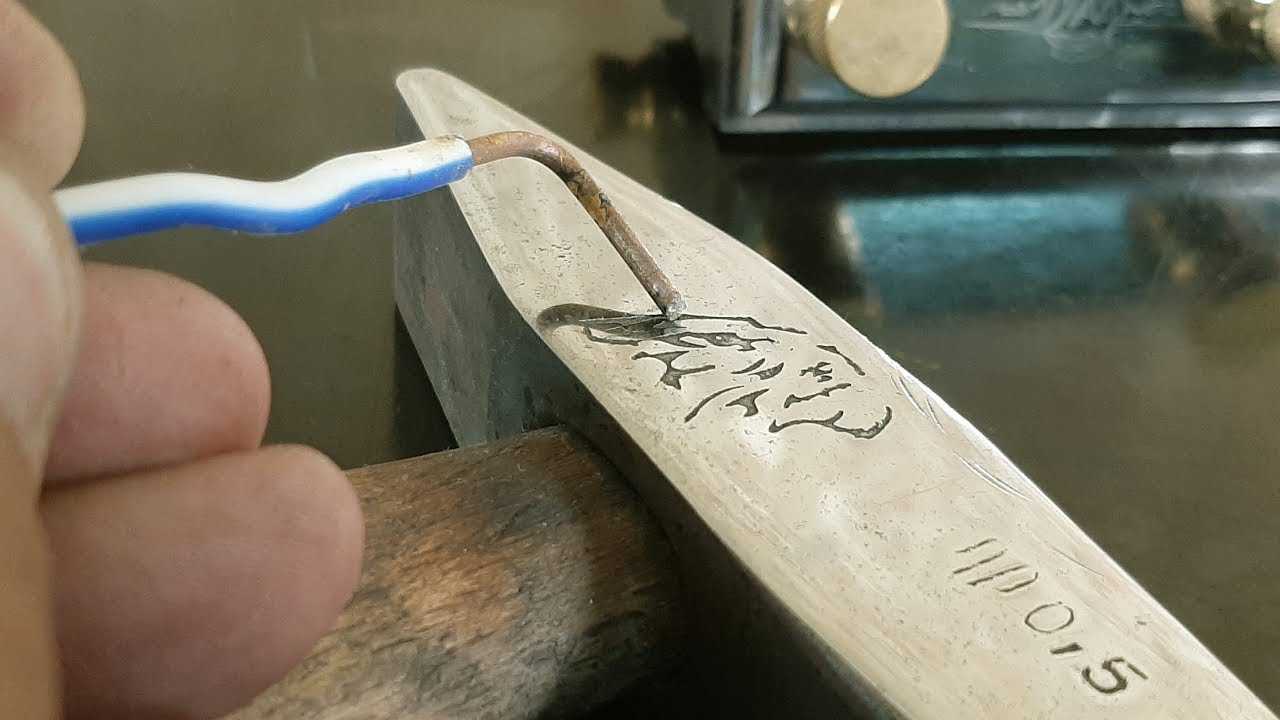
Берете ложку, закрываете всю поверхность защитным составом, за исключением мест под травление. Так же оставляете место для контакта с положительным полюсом источника. Ложку погружаете в раствор вместе с металлической полоской, подсоединенной к отрицательному контакту источника.
Только что попробовал, немного изменив технологию. Так, я использовал вместо лака лазерно-утюжную технологию (так радиолюбители делают печатные платы). Заготовку в раствор не помещал, но макал в раствор ватный тампон, подключенным к зарядному устройству для автоаккумуляторов. В итоге — красивый рисунок за 5 минут. Толщина травления порядка 0,2-0,3 мм. Единственный минус — раствор все-таки просочился под тонер и оставил небольшие раковины. Последующая обработка резинокордовым кругом и полировка позволила несколько нивелировать эту досадную неприятность, но не до конца. Полагаю, если бы я не тер ватой поверхность, а все-таки поместил заготовку в раствор все бы вышло замечательно. Но заготовка большая, поэтому такой возможности не было. Лучше наносить трафарет фоторезистивными пленками или лаком.
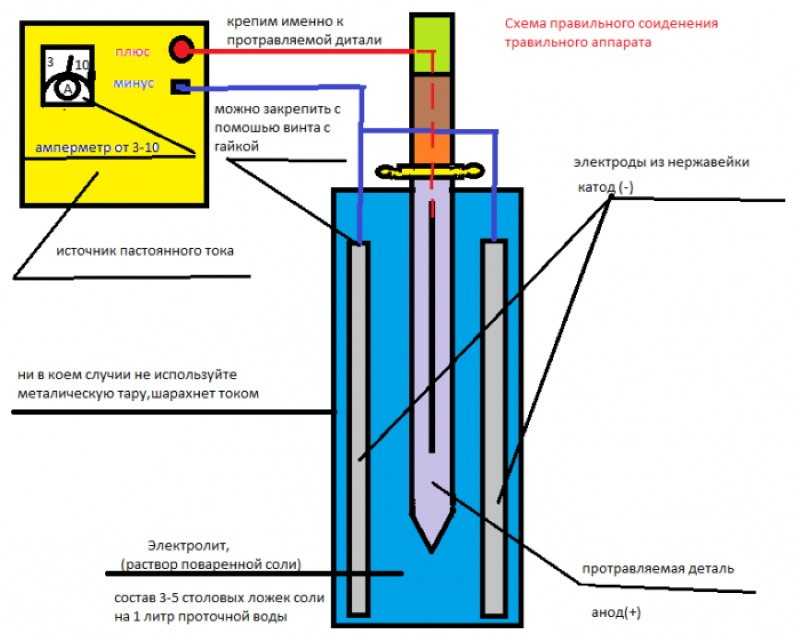
Для крупных предметов, например, декоративных мечей, кинжалов, копей и т.д., в качестве емкости можно использовать канализационные ПВХ трубы с заглушкой на одном конце. Лучше всего — фиксировать полученную емкость в вертикальном положении, хотя, при надобности, трубу можно разрезать вдоль и придумать заглушку на второй конец. Для травления подобных изделий лучше всего использовать сварочный инвертор, выставляя на 20-40 ампер. При большей силе тока раствор слишком быстро выкипает. Узор наносится по принципу способа с лаком для ногтей, только вместо оного используется акриловая краска.
Используемые способы
Несмотря на то, что суть методика одна – это снятие верхнего металлического слоя с помощью воздействия агрессивного вещества в заранее подготовленных, идеальных для этого условиях, технологию можно разделить по видам. В основу классификации будет положено не то, как вытравить рисунок на металле, а какой раствор для травления приготовить. В зависимости от материала, различают способы:
Химический. Его также называют жидким, поскольку применяются жидкости – кислоты. Несмотря на то, что результат получается достаточно быстрый и качественный, а специфическое или дорогое оборудование приобретать не нужно, не все пользуются именно таким методом, поскольку в ходе протравливания образуются едкие, вредные для здоровья пары
Очень важно придерживаться техники безопасности и обеспечить защиту верхних дыхательных путей.
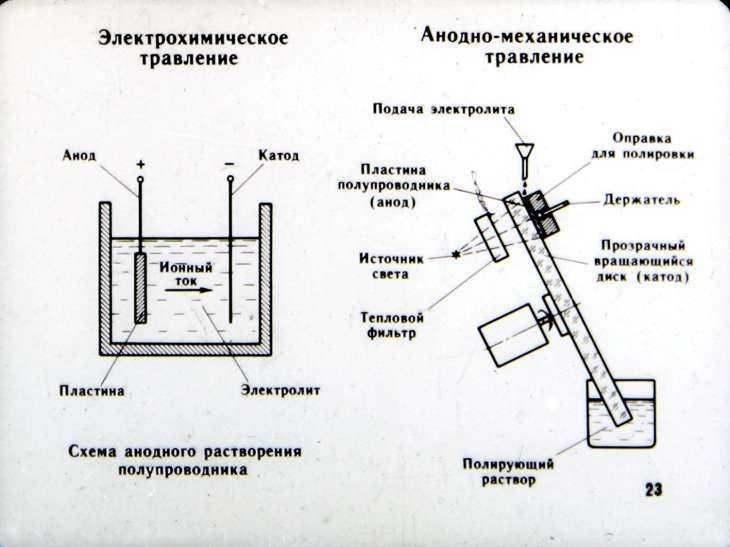
Электрохимический (гальванический). Суть в том, что реакцию металла с электролитическим раствором усиливает пропущенный через емкость электрический ток
Преимущества использования заряда в высокой скорости процесса, точном результате и в отсутствии испарений.
Ионно-плазменный. Второе название – сухой. Методика реализуется только на высокотехнологичном производстве, потому что требует дорогостоящего оборудования. На зону обработки попадает точно направленный пучок ионизированной плазмы. Наиболее часто так изготавливают микросхемы и другие миниатюрные элементы бытовой техники и гаджетов.
Нанесение рисунка на металл для травления: как сделать узор
Общий принцип единый: нужно защитить одну часть от разъедающего воздействия протравливающего состава. Только действовать можно с помощью разных материалов. Мы ниже приведем примеры таких веществ.
Лак для ногтей
Доступность этого метода очень высокая – косметическое средство можно купить в любом соответствующем магазине. Но пользователи отмечают, что есть несколько негативных сторон:
Поскольку жидкость достаточно вязкая, ее не получается наносить на очень маленькие детали, тонкие штрихи.
Не каждый человек без опыта сможет без трафарета нарисовать узор кисточкой
Должны быть определенные навыки рисования, а также твердая рука.
Если была допущена ошибка, то осторожно стереть неправильный участок лака достаточно сложно, он будет размазываться.
Травление рисунка на нержавейке грунтовкой или битумом
Способ достаточно кропотливый. Сперва вся обрабатываемая поверхность покрывается жидким материалом. После того как он подсохнет, берется ручка или фломастер, карандаш, им переносится узор. Затем нужно взять иголку, тонкую проволоку или другой заостренный металлический элемент
С его помощью необходимо процарапать все детали рисунка, которые не подвергаются протравливанию.При этом обратите внимание на то, чтобы не было сколов. Для нанесения подойдет грунтовка типов ГФ 021, ХВ 062, а также самый обычный битумный лак
Обычно технику используют, когда нужно нанести тонкие линии, а также изображения, отличающиеся высокой сложностью.
Глянцевая бумага
Необязательно покупать специальные одноцветные листы, вполне подойдет старый журнал. Однако отсутствие лишних напечатанных рисунков и текста на глянце способствует точному нанесению заготовленного узора
Что важно сделать:
На компьютере подготовить изображение и сделать его зеркальным (особенно важно для текста).
Используя струйный принтер, напечатать заготовку на глянцевую бумагу.
Пока чернила еще не до конца засохли, весь эскиз прикладывают к металлической поверхности, разглаживают его.
После остывания можно смочить листок теплой водой.
Перед началом следует защитить торцевые стороны изделия, а также задние, поскольку они в обратном случае тоже будут взаимодействовать с протравой. Как и у всех способов, этот имеет достоинства и недостатки. Основной плюс – максимальная точность перенесения изображения и отсутствие ошибок из-за художественного исполнения. К минусам же можно отнести то, что для точности поверхность должна быть максимально гладкой. Добиться этого можно с помощью качественной предварительной зачистки. Эта технология активно используется компьютерщиками и электриками для изготовления печатных плат.
Немного информации о травлении стали
Кроме высокой эстетичности, стальные детали, протравленные одним из методов, получают еще некоторые преимущества. Таким образом можно легко избавиться от оксидных пленок и окалин
Но для этих целей очень важно, чтобы были соблюдены такие параметры, как:
- Длительность пребывания детали в электролитическом растворе.
- Концентрация определенных веществ в протраве.
- Сила подаваемого тока.
Вне зависимости от того, какая технология используется – гальваническая или химическая, применяются достаточно сильно активные кислоты – соляная, серная. Перед тем как травить сталь, обязательно нужно тщательно обезжирить поверхность. Жирные пятна – это основная причина того, что заготовка портится
Кроме того, важно защитить те участки детали, которые в дальнейшем не требуется протравливать. Для этих целей можно применять лакокрасочные покрытия на основе скипидара, гудрона или канифоли
Так как они легко воспламеняются, необходимо быть очень осторожными в ходе работы. А когда процесс завершен, поверхность можно очень просто убрать обычным растворителем для лака.
Способы химического травления металла
Также существуют его виды, предусматривающие дополнительную активацию травящих веществ с помощью физических факторов. Это травление металла электрохимическое (или гальваническое) под действием электрического поля или ионно-плазменное посредством ионизации частиц реагентов. Если слово «травление» употреблено без указания его вида, то речь идет о химическом травлении в водном электролите. Его еще называют «жидким», в отличие от «сухого» ионно-плазменного.






При травлении металла кислотой, как правило, серной либо соляной, в ее раствор погружают заготовку. В кислотную реакцию при этом вступают как окислы, существующие на поверхности детали, так и металл основной. От увеличения содержания кислот операции растворения ускоряются одновременно для окислов и основного металла. На скорость процесса травления металла, помимо концентрации кислоты, влияют также его температурный режим, а также химический состав окислов. Наиболее оптимальное сочетание этих факторов позволяет вести травление так, чтобы при максимально скором растворении окислов оно как можно меньше затрагивало основной металл. Помимо этого в художественном травлении, когда необходимо сохранить нетронутой часть поверхности изделия, она покрывается особым защитным слоем.
Для очистки железа от поверхностных оксидов оптимален раствор 10% соляной кислоты с температурой в 40 єС (для использования кислоты серной – 60 єС). С увеличением этой температуры возрастает и скорость процесса. Получаемые в ходе травления металла соли также способны влиять на скорость процесса. Одни из них, например FеСl2, увеличивают ее, а другие, такие как FeSO4, уменьшают.
Травление металла хлорным железом осложняется получением водорода в ходе реакций железа и кислот. Он взаимодействует с верхним слоем металла, образуя в нем «травильные пузырьки» и делая изделие более хрупким. С целью предотвращения такого эффекта в ванну с травильным раствором добавляются особые добавки, замедляющие реакции. Они, создавая специальную оболочку, защищают металл от негативного воздействия водорода.
Баки из бетона или дерева, покрытые внутри кислотоупорными материалами, служат основным оборудованием для травления металла. Для удобства погружения небольших заготовок в ванны с травильным раствором используют особые лотки с корзинами. Когда необходима очистка не всей поверхности, а только ее части, например, паяного шва, то для нанесения травильных растворов на его поверхность применяют кисточку. Затем деталь аккуратно промывают водой. Травильные пасты необходимы для очищения частей металла, покрытых ржавчиной. Участок, пораженный ржавчиной, в два приема покрывают разными слоями паст с последующим промыванием.
Для обработки поверхности детали из меди или ее сплава применяется травление металла кислотами азотной, соляной либо серной. Алюминиевые детали следует травить щелочными растворами. Никель со сплавами подлежат очистке растворами серной кислоты с добавлением хромового ангидрида. Мельхиоровые детали очищают также раствором серной кислоты, добавляя в него хромпик. При этом их нужно промывать после процедуры травления теплой водой, растворив в ней немного винного камня. В виде потравы железных либо стальных изделий пользуются растворами нашатыря либо железным купоросом, бронзовые и латунные детали требуют травления металла медным купоросом, а цинковые изделия – цинковым купоросом, а также раствором окиси хлористого цинка.
Суть метода
Ключевое значение имеет – воздействие кислотных сред на металл. Благодаря взаимодействию агрессивной среды и изделия происходит химический процесс, называемый – травление. Для нанесения узора на клинок, участки поверхности непредназначенные для протравки, покрывают защитным слоем.
Он обязан быть устойчив к травящему веществу. Глубина растворения металла зависит от времени воздействия на него. Со времён 16 века, выявлено несколько эффективных способов травления ножей. О них пойдёт речь ниже.
Кислоты в технике травления применяются в зависимости от вида металла. Определённый сплав, требует своих агрессивных веществ. От этого зависит – быстрота и качество процесса. Способов существует несколько:
- процесс с применением электролита, с пропускаемым через него ток. Называют – электрохимическим. Особенностями его являются: точный рисунок, экономия времени и раствора рабочей жидкости. Нет вредных испарений;
- процесс, не требующий сложного оборудования и безумно прост – химический. Но применение жидких кислых растворов, характерно выбросами вредных для здоровья человека в воздух испарений;
- производственный метод, требующий дорогостоящего оборудования – ионно-плазменный метод. Применяется в сухой среде в области микроэлектроники.
Первые два метода широко распространены для травления ножей в домашних условиях. Компоненты доступны в продаже и не требуют сложных манипуляций.
Шаг 3: Создаем шаблон, стойкий к кислоте
Проявите творческий подход!
Придумайте какой-нибудь узор, который в дальнейшем будет красоваться на вашем ноже.
Смысл переноса рисунка на металл заключается в том, чтобы создать защитный к кислоте слой на металле, под которым на металл не будет воздействовать кислота. На участках без защитного слоя, под воздействием кислоты металл потемнеет, а защищенный – останется светлым.
Для защиты можете использовать лак для ногтей, маркер по металлу, винил, наклейки, изоленту и другие трафареты.
Если вы желаете затемнить все лезвие полностью, то вам будет проще: трафарет не понадобится, нужно только защитить рукоятку.
Если же вам нужно сделать только маленький логотип, то необходимо защитить остальную часть лезвия скотчем или лаком для ногтей.
Если вы хотите протравить складной нож, то нужно будет защитить шарнир, фиксатор и рукоятку, иначе вы просто испортите нож.
Лак для ногтей лучше взять цветной, чтобы его было видно на поверхности.
Виды травления
Представим распространенные способы. Большинство из них можно реализовать в домашних условиях. Но необходимо придерживаться правил безопасности – дело будем иметь с химикатами.
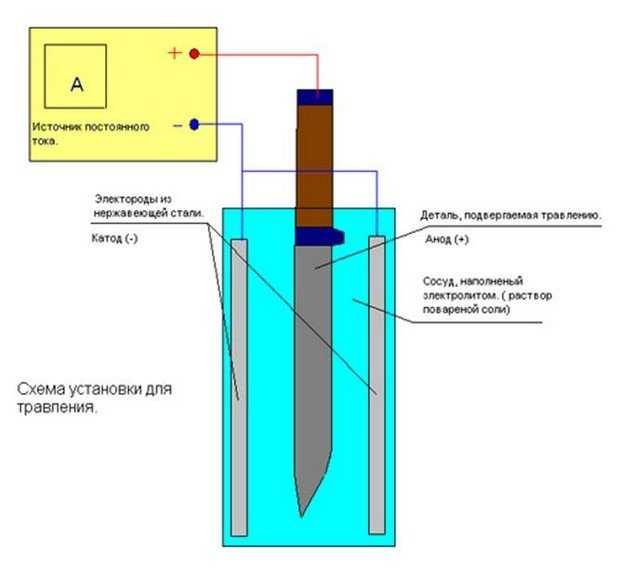
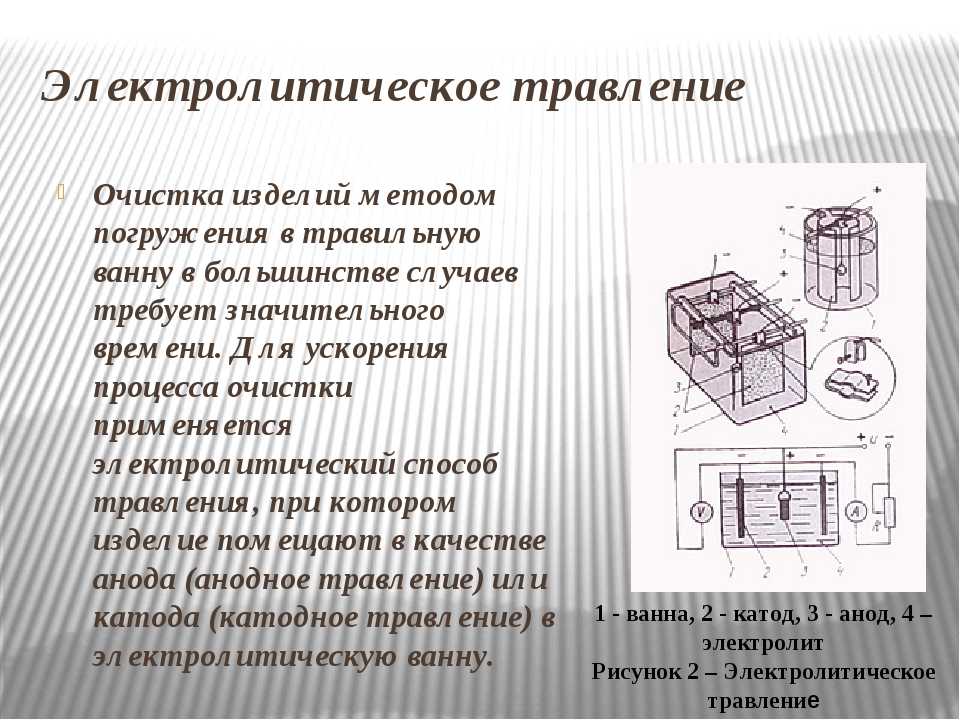
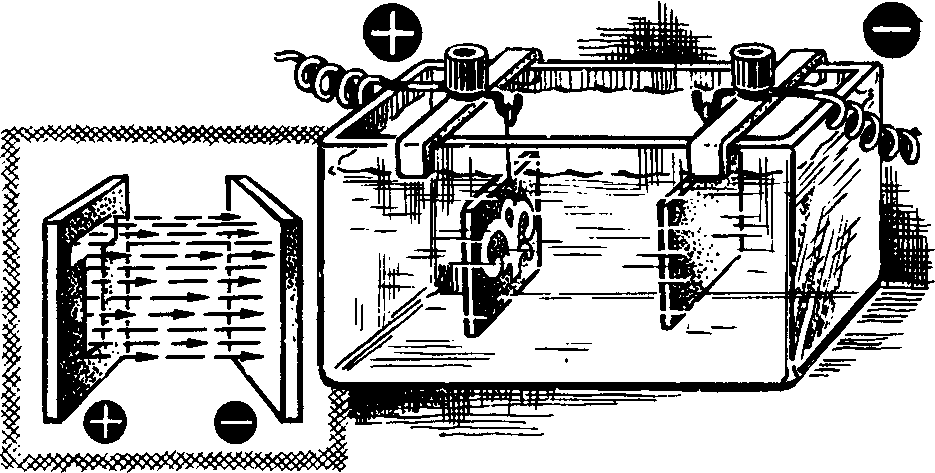
Электролитическое
Второе название – гальваническая обработка. Проще всего применять эту технологию на мелких деталях, когда необходимо срочно очистить поверхность. Суть процедуры следующая: наводится солевой или кислотный электролитический раствор, в него помещается заготовка. Затем подается разряд. В зависимости от того, как он заряжен, различают травление:
Катодное. В среде с добавлением химических элементов на катоде образуется водород в виде газа – с его выделением проходит реакция. Он насыщает жидкость и вступает в реакцию со сплавами, убирая окалину. Следует учесть, что при этом страдает прочность поверхности, она становится более хрупкой, поэтому тонкие стальные листы так лучше не обрабатывать. Подходящие материалы – сталь с высоким уровнем углерода, образцы после термообработки.
Анодное. Применяется чаще. На аноде происходит отрыв оксидной пленки с выделением кислорода. Все «лишние» частицы расплавляются в растворе. Верхний слой приобретает небольшую шероховатость
Есть вероятность потери чрезмерно большого количества металла, важно не передержать изделие в емкости под напряжением.
Химическое
Если предыдущий вариант отлично подходил для стали, особенно для углеродистой, то эта процедура имеет те же цели, но совсем другую публику. К обработке можно приступить, если в руках находится:
- чермет;
- нержавейка;
- титан;
- алюминий.
Подойдут: H2SO4, HCl, HNO3. Длительность погружения в ванночку зависит от концентрированности состава и степени загрязнения заготовки. Интервал достаточно большой – для косметической чистки тонкостенного изделия может понадобиться всего 1 минута, а для толстой чугунной детали – до 2 часов.
Технология проста. Есть металл. На нем образовалась оксидная пленка, которую нужно убрать. Кислоты через поры проникают под окисление и взаимодействуют со стальной поверхностью. В ходе химической реакции с железом выделяется водород. Он отталкивает загрязнение. Но также может повредиться металлическая поверхность. Избежать этого можно, если предварительно обработать деталь специальными ингибиторами ржавчины.
Плазменное
Процедура также происходит в среде химикатов. Но возбуждает химическую реакцию поток плазмы, сгенерированный на основе инертных газов (с содержанием фтора). Они, вступая во взаимодействие с коррозией (или с кремнием), не трогают само железо. Это очень точный метод, но он требует специального оборудования. Степень точности – до 10 наномикрон.
Посмотрим видео на эту тему:
Гальваническое
Это очень быстрый способ, поэтому он получил популярность, особенно у тех, кто проводит его дома. Скорость – не единственное преимущество. Другие достоинства:
- достаточно четкие границы, контуры;
- не требуются кислоты, поэтому для человека это более экологичный метод.
Сперва определимся с составом жидкости для погружения, она зависит от материала заготовки:
| Вещество | Протрава |
| Сталь, железо | Смесь нашатыря и железный купорос |
| Медь, бронза, латунь | Раствор медного купороса |
| Цинк | Цинковый купорос |
Погружная ванночка обязательно должна быть из диэлектрика. Например, стеклянная банка для мелких деталей.
Кладем элемент в емкость, наливаем средство с хорошими проводящими качествами. Анод прикрепляем к изделию. Обязательно понадобится источник энергии. Процедура занимает не более 2 минут, затем следуем промыть образец под водой.
Художественное
Процедура подходит для травления ножа в домашних условиях. Процесс очень распространен среди реставраторов и ценителей оружия. С его помощью можно сделать гравировку, набить инициалы владельца или добавить живописные узоры.
Операция очень проста. Можно использовать любой из вышеперечисленных методов, но быстрее и безопаснее всего – гальванический. На поверхности металла следует оставить трафарет из скотча. Сделать его просто с помощью хорошего струйного принтера. Когда необходимые участки защищены (следите, чтобы под лентой не оставалось следов воздуха), можно проводить классическое травление.
Посмотрим на фото:
Немного о «Травлении»
Всем привет!
Ну как и обещал, выставляю подробный туториал.
Второй клинок уже доделал, но все времени не было сесть и написать много тексту и вставить фото.
Во общем начну по порядку.
Так как травил клинки практически одновременно то и процесс снимал по ходу дела.
За фото сильно не пиняйте, времени ушло на работу посчитай почти неделю и фото делал в разное время и в разных местах
Кое что даже забыл сфотать. Но думаю и так все будет ясно.









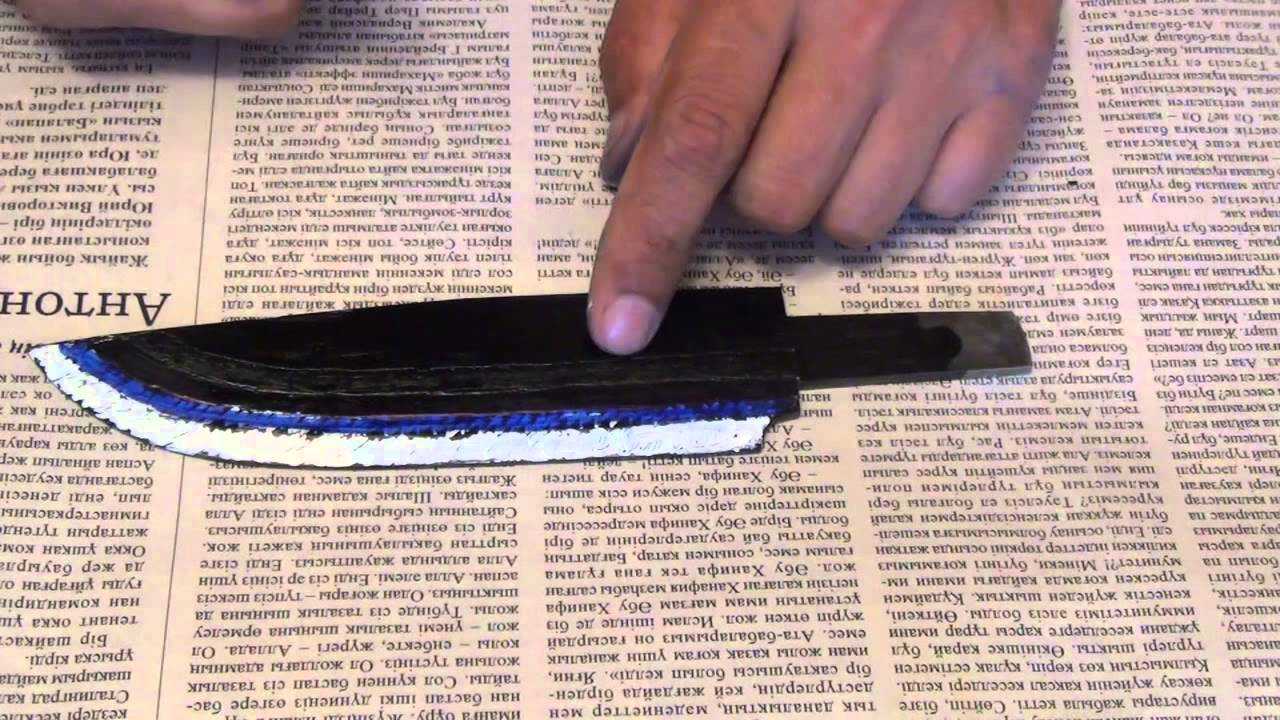
Сталь на обоих клинках СН1, взял ее из за интересного булатного рисунка, что в купе с картинкой смотрится очень даже ничего.
На клинке с Соколами этапов травления 5.
На клинке с Кабанами 4.
Все проделанные мной операции-это то как я делаю и на истину в последней инстанции не претендую. Всего лишь мой способ.
1. Изначально на хорошо отшлифованный клинок, до 1000гр подбираю рисунок. Иногда заранее наношу его на бумагу, чтобы было потом легче компоновать рисунок на клинке. Всякого рода переводными не пользуюсь, а наношу рисунок сразу кисточкой
Здесь стоит уделить внимание, так как выбор и подборка хорошей кисточки задача не из легких. Я пользуюсь нулевкой синтетика, но перебрал кучу кисточек, чтобы более или менее можно было наносить точный мелкий рисунок, Так же после высыхания можно подправлять иглой, но лучше всего стараться изначально нанести точный рисунок
Первый слой травления, это тот слой который будет самым глубоким и самым темным по общему отношению всего рисунка.
Не обязательно что относительно всего рисунка это будет самый задний план, тут стоит заранее продумывать все будущие оттенки и как это будет смотреться окончательно.
После того как хорошо подсохнет лак, некоторые моменты подправляю иглой.
Хлорное железо растворяю из расчета одна банка на литр воды. Вода примерно 40градусов. На каждый клинок завожу новый, свежий раствор.
Первое травление примерно минут 45-50. Потом мягкой кисточкой смываю лак скипидаром. Промываю в воде и прохожу наждачкой, уже пользованной 1000гр.
На этом фото клинок с Соколами после первого этапа травления, а вот клинок с Кабанами после второго… Забыл отснять после нанесения лака.
2. Этап второй.
Все тоже самое. Наношу лак на те места, на которые требуется по построению рисунка.
Так же после высыхания лака подправляю иглой и в ХЖ. ХЖ последующие разы уже остывшее и повторно его не нагреваю.
По времени второй раз травлю минут 40.
Результат с соколами, с кабанчиками смотреть выше.
3. Этап третий.
В принципе особо комментировать тут нечего, просто внимательно смотрим на те места что закрашены и результат.
Травление в течении так же 40мин. Результат.
4.Четвертый этап.
Смотрим внимательно фото.
Травление в течении 35мин.
В принципе на этом все. Так как для кабанчиков это был последний этап, а вот соколов пятый этап отснять выехал.
Но если внимательно посмотреть окончательный результат, ту будет видно что еще там добавилось…
Тут даже можно провести опрос на внимательность!
Что еще хотелось бы добавить. После каждого смывания лака, я всегда проходился наждачкой(уже забитой) 1000гр. Дабы меньше оставалось результатов химического процесса ХЖ и лак лучше ложился на поверхность. Ну и плюс оттеняешь нужные места.
И еще один маленький момент. Некоторые этапы травления, у меня, выходят в процессе. Точнее сказать, замечаю что чего то не хватает и тут уже приходится импровизировать на ходу,как это вышло с клинком с соколами.
На этом Всем спасибо за внимание!
Если появятся какие либо вопросы, задавайте.
Ну и окончательный вид обоих клинков еще раз.
Травление стали
Кроме художественного травления металла, позволяющего получать изысканные изображения на стальных поверхностях, травление стали используют и для удаления окалины и оксидных пленок. При этом следует особо тщательно соблюдать требования технологического процесса во всем, что связано с концентрацией протравочных растворов и времени выдержки детали в протраве или в электролитной ванне. Перетравливание в ходе такой операции крайне нежелательно.
При травлении стали применяют как жидкий, так и электрохимический метод. Протраву готовят на основе сильнодействующих кислот, таких, как соляная или серная
Особое внимание следует уделить тщательному обезжириванию поверхности. Пропущенное масляное или жировое пятно может привести заготовку в негодность
Для защиты частей заготовки, не подлежащих травлению, использую лаки, составляемые на основе канифоли, скипидара, гудрона.
Эти компоненты легко воспламеняемы, поэтому во время работы с лаком следует сбыть особо внимательным и осторожным. По окончании травления непротравленные участки заготовки очищают от защитного лака растворителем.






Большой популярностью среди домашних мастеров — травильщиков пользуется азотная кислота. Ее применяют как единственную основу для протравы, так и в смеси с виннокаменной или соляной
Раствор для травления металла на основе смеси азотной и соляной кислоты обладает очень высокой химической активностью, и обращаться с ним следует крайне осторожно

Азотная кислота
Для обработки твердых и специальных сортов стали используют смеси азотной и уксусной кислоты. Обработку проводят в два этапа. Сначала готовят специальную предварительную протраву — глифоген, представляющий собой смесь воды, азотной кислоты и этилового спирта. В ней деталь выдерживают в течение нескольких минут. Далее заготовку промывают раствором винного спирта в дистиллированной воде и тщательно высушивают. После этого проводят основное протравливание.
Исходя их атомного веса и определяемых им физико-химических свойств вещества, для каждого металла и сплава подбирают свою, наилучшим образом воздействующую именно на него, протраву.

Травление медных сплавов
Как чистая медь, так и медные сплавы протравливают с применением серной, соляной, фосфорной, азотной кислоты. Для повышения скорости реакции в растворы добавляют соединения хрома или азота. На первой стадии травления с заготовки удаляют окалину и оксидную пленку, далее переходят собственно к травлению металла
При травлении меди в домашних условиях следует соблюдать осторожность
Алюминий и сплавы на его основе выделяются среди других металлов тем, что для их травления применяют не кислотные, а щелочные растворы. Для молибдена также применяют щелочные растворы на основе едкого натра и перекиси водорода.
Титан стоит еще большим особняком — на первом этапе предварительного протравливания применяют щелочь, а на основном — уже кислоту. Для титана применяю самые сильные кислоты — плавиковую и концентрированные серную и азотную. Титановые заготовки протравливают с целью снятия поверхностного слоя окислов непосредственно перед тем, как нанести гальваническое покрытие.
Заготовка для печатной платы представляет собой лист текстолита, с одной или с двух сторон покрытый слоем медной фольги. Целью травления печатных плат является создание проводящих дорожек из медной фольги в точном соответствии с чертежом. Дорожки покрывают защитным лаком, остальную часть фольги удаляют травлением.
В домашних условиях применяет несколько способов:
- Хлорным железом. Реагент приобретают в магазине химических товаров или делают самостоятельно. В соляной кислоте следует растворить железные опилки. Перед использованием раствор следует выдержать до полного растворения железа и тщательно перемешать.
- Азотной кислотой.
- Водным раствором серной кислоты, смешанной с таблетированной перекисью водорода.
- Медным купоросом с добавлением горячей воды и хлорида натрия. Этот вариант самый безопасный, но и самый продолжительный. На протяжении всего процесса температуру протравы следует поддерживать не менее 40оС, иначе протравливание растянется на многие часы.
- Электролитическим методом. Следует взять диэлектрическую емкость (хорошо подходят кюветы для проявки фотографий), наполнить ее раствором поваренной соли, поместить туда плату и кусок медной фольги, которая будет служить катодом.
По окончании протравливания жидким методом плату следует тщательно промыть раствором соды, чтобы погасить остатки кислоты.
Виды металлических изделий для печати
Нанесение логотипа не одним, а несколькими способами позволяет нам охватить весть спектр металлических изделий. Это кружки, термосы, флаконы, фляжки и др. посуды из металла, печать элементов наружной рекламы – табличках шлифованной нержавейки и вывесках. Печать на шильдах, бейджах и бирках. Нанесение логотипа на канцелярскую продукцию – железные ручки и линейки. Печать брелоках, значках, стальных визитках. Карабинах от различных изделий. Игрушках, содержащих элементы из металла. Сувенирной и промо продукции с алюминиевыми элементами. Так же для печати часто используются разнообразные виды упаковки – металлические коробочки, тубусы, шкатулки. Если печать производится на небольших изделиях в 1 или несколько цветов – это тампопечать. Печать на больших предметах и поверхностях логотипа более чем 5х5 см скорее всего будет изготовлена по средствам шелкорафии. Если же необходима полноцветная печать – это уф печать.

Виды краски для печати по металлу
При печати шелкографией или тампопечатью используются специальные 2х компонентные краски, срок их высыхания не моментальный, до полной полимеризации может пройти до нескольких суток, но после этого логотип уже не боится сильных физических воздействий, солнечных лучей, дождя и прочих воздействий
Это особенно важно при изготовлении шильдов для оборудования или табличек, предназначенных для уличного использования. Возможна дополнительная обработка изделий перед печатью (активация материала) или закрепление краски под воздействием высоких температур – это повышает устойчивость к воздействиям и делает изображение практически нестираемым
В случае с УФ печатью, краска сохнет мгновенно, изделия сразу готово к использованию. При печати на уф принтере, часто дополнительно приходится активировать поверхность изделия при помощи различных праймеров. Для различных материалов они бывают разные, для нержавеющей стали хорошо подходят одни, для алюминия другие и т.д. Так же стоит учитывать, что при печати на уф принтере, количество макетов не имеет значения, в то время как при печати другими методами персонализация изделий обойдется достаточно дорого. При невозможности уф печати, по причинам кривизны поверхности или другим параметрам экономнее будет наносить одно и то же изображение, без персональных данных.

Художественное травление металла в домашних условиях
Методика, которую применяют в целях декорирования металлических изделий, может быть любой из представленных выше. Обычно это пользуется популярностью для нанесения узоров на холодном и огнестрельном оружии, на кухонной утвари, стальных частях автомобиля и любых других предметов из стали. Чаще всего в качестве трафаретов используют сцены охоты, абстракцию, силуэты животных. Иногда процесс протравливания совмещают с рядом других методов декорирования металлических поверхностей, например, с воронением. Тогда рисунок получает дополнительный желтоватый оттенок. Посмотрим видео про травление металла в домашних условиях:
Обычно в этих целях применяют:
- Лакокрасочные покрытия.
- Глянцевая бумага.
- Канцелярский скотч.
Для оклеенной поверхности берется горячая игла. Ей царапаются контуры изображения или гравировки. Таким образом материал прорезается. Берется пинцет, им аккуратно приподнимаются и удаляются участки скотча с тех фрагментов, где предполагается протравливание. А другие части остаются защищенными. Чтобы затем убрать клейкий слой, можно использовать обычный растворитель. Не забывайте об обязательном обезжиривании перед началом процесса.



