
Последовательность действий
Рассмотрим схему работы с простым молотом.
- Для выполнения удержания оператор переводит рукоятку в заданное положение. Обе камеры заполняются воздухом, ударник не касается наковальни, но при этом двигатель не выключается.
- При подъеме рукояти цилиндр и верхняя камера заполняются воздухом, а нижняя камера изолируется. Сначала поднимается ударник, а затем боек.
- Для выполнения непрерывных ударов оператор переводит рукоятку в заданное положение. Цилиндр и обе камеры компрессора изолируются. При опускании поршня ударник поднимается или опускается. Мощность удара регулируется рукояткой.
- Для выполнения разового удара оператор перемещает рукоятку в положение непрерывных ударов, а возвращает в положение удержания.
Принцип действия молота, его виды
Принцип работы молота достаточно прост. Его работа заключается в нанесении динамических ударов по заготовке главным рабочим органом – штоком, который соединён с ударником (бабой). Контроль за силой ударов и их последовательностью осуществляется специальным управляющим устройством.

Конструктивные элементы, присутствующие в кузнечном ковочном молоте любой модели:
- поршень, с которым соединена баба;
- опорная часть станка;
- подвижные узлы молота, связанные со станиной;
- привод станка;
- ограждение, обеспечивающее безопасность человека;
- электрооборудование.
В конструкциях кузнечных молотов, используемых ранее, имелся привод ножного или ручного действия. На современных станках чаще используется иная система управления, которая сводит к минимуму физическую нагрузку на оператора.
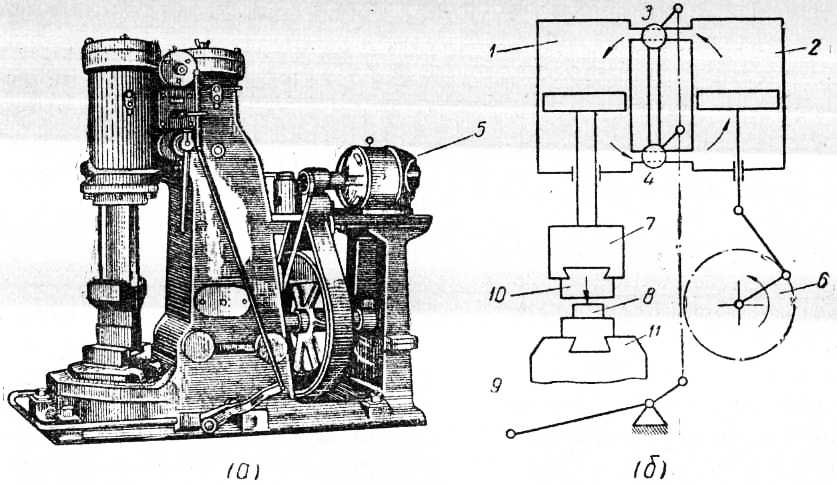
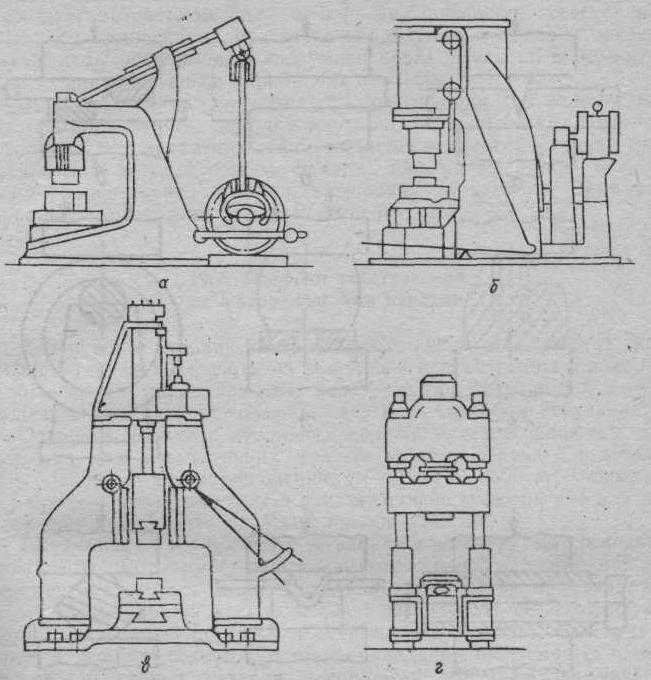
Механический молот
В механическом кузнечном молоте энергия кривошипно-шатунного механизма передаётся поршню, который и наносит удары по заготовке. Таким путём выполняются самые различные операции кузнечными станками. Они предназначены для ковки горячего металла при изготовлении различных художественных орнаментов и многого другого. Применяя различные инструменты, с помощью механического молота можно выполнять как обрубку, обрезку заготовок, так и прокалывание любых материалов.
Раскручивание маховика в молоте механического типа осуществляется за счёт энергии встроенного электродвигателя. Управление движением ковочного элемента осуществляется с помощью ножной педали. Такие кузнечные молоты, имеющие до 60 кг падающего веса, работают как в частных мастерских, так и на металлообрабатывающих предприятиях небольшого формата.
Положительные стороны механического молота – отсутствие необходимости в работе компрессорной или масляной насосной станций, интенсивного трения поршней о цилиндры. К тому же они имеют меньшие габаритные размеры, нежели пневматические или гидравлические молоты.
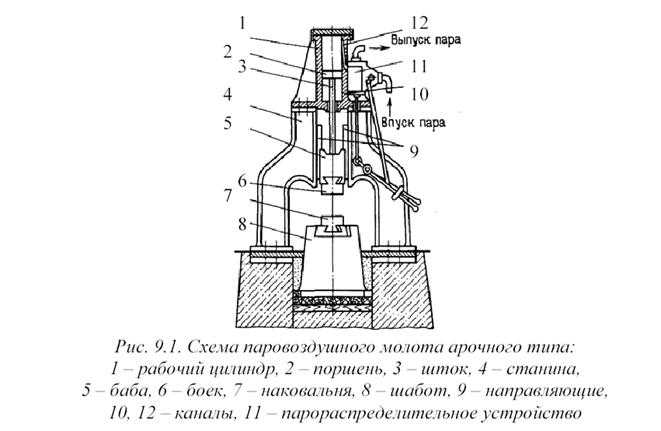
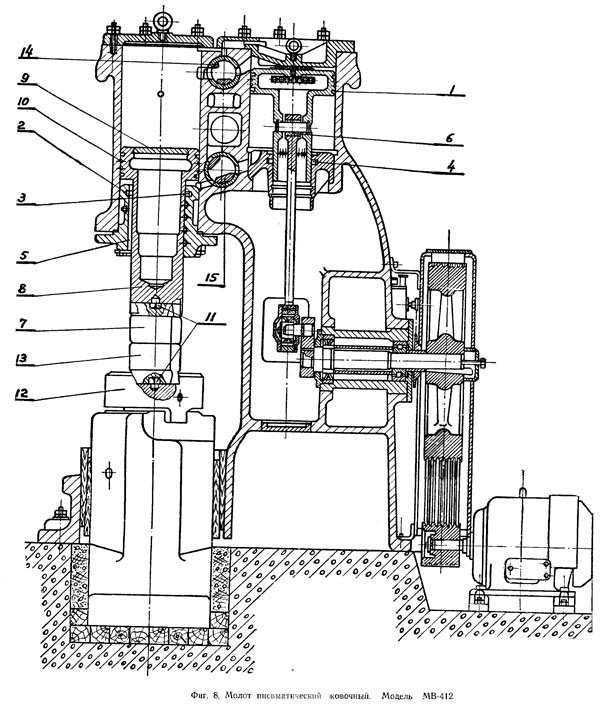
Пневматический молот
Несколько по-другому работает пневматический кузнечный молот. Он имеет свой пневматический цилиндр, который с успехом заменяет кривошипно-шатунный механизм. Пневматический ковочный станок может выполнять все операции, которые можно производить с помощью механического молота. Кроме этого, с помощью пневматического молота можно выполнять формовку, разрезание и скручивание заготовок.
Управление пневматическим молотом осуществляется с помощью ножной педали или ручного рычага. Для того, чтобы рабочий цилиндр станка постоянно находился в смазанном состоянии, в его конструкцию введен масляный насос, подающий смазку ко всем трущимся деталям. В некоторых моделях станков используется даже два масляных насоса, тем самым обеспечивается минимальное трение между деталями и длительный срок службы всего механизма.
Молоты пневматического типа делят на две группы:
- для изготовления моделей художественного содержания;
- для производственных целей.
Художественная ковка характеризуется максимальной массой ударного элемента до 75 кг, а вот производственный молот может иметь максимальную падающую часть массой до 2 тонн. Пневматические кузнечные станки энергоёмки, они имеют рабочие режимы с тонкой регулировкой чувствительности. Отличает их также долговечность работы и простота в обслуживании. Однако в силу того, что пневматические молоты имеют большие габариты и очень массивны, их транспортировка в случае необходимости доставляет немало проблем.
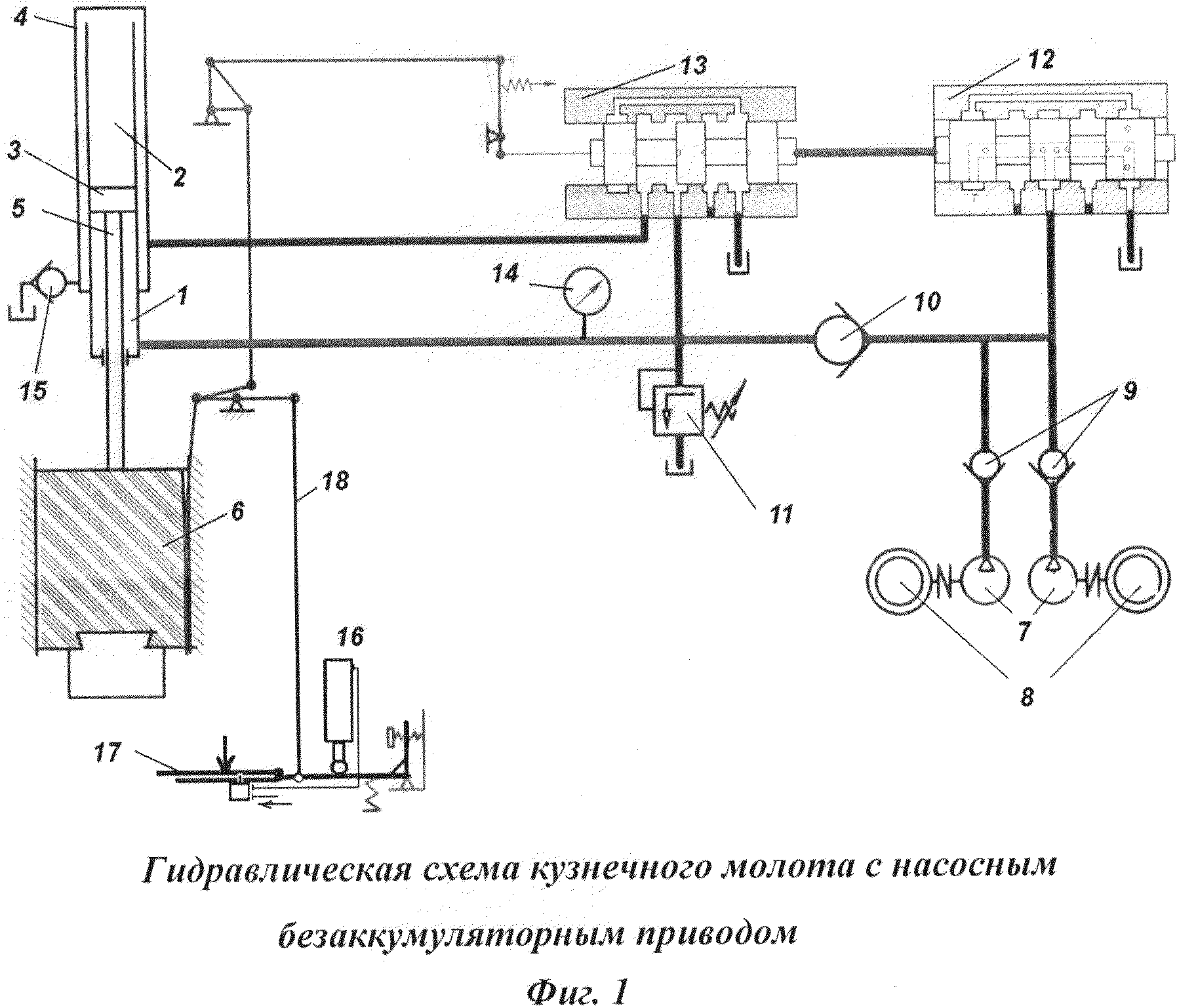
Гидравлический молот
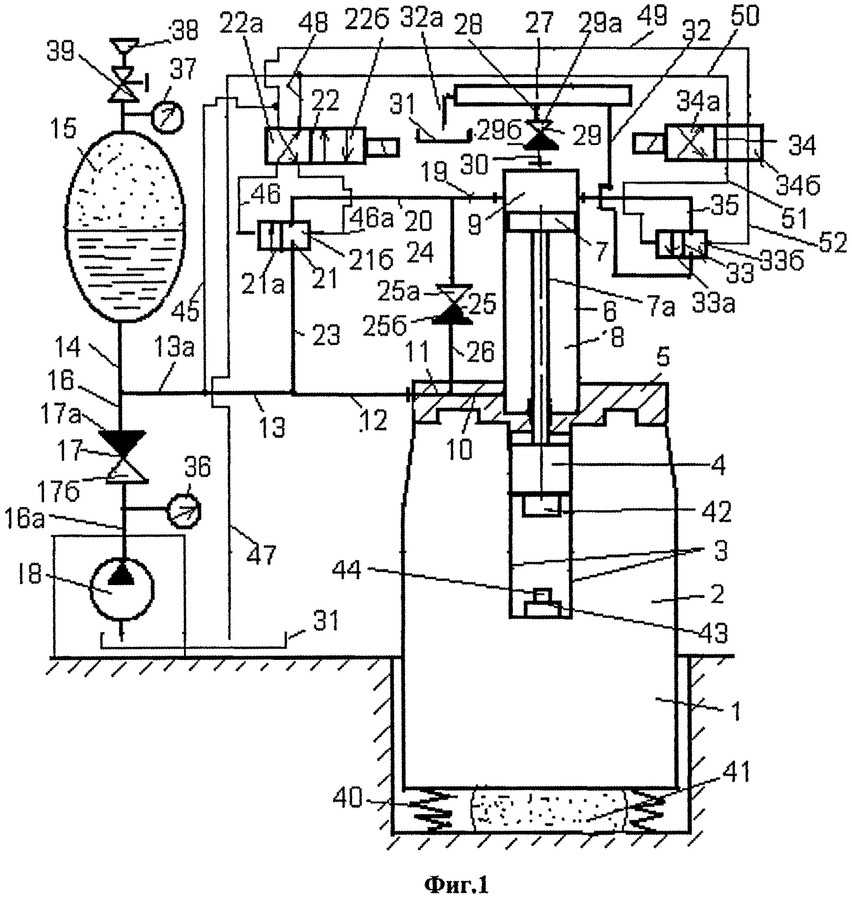
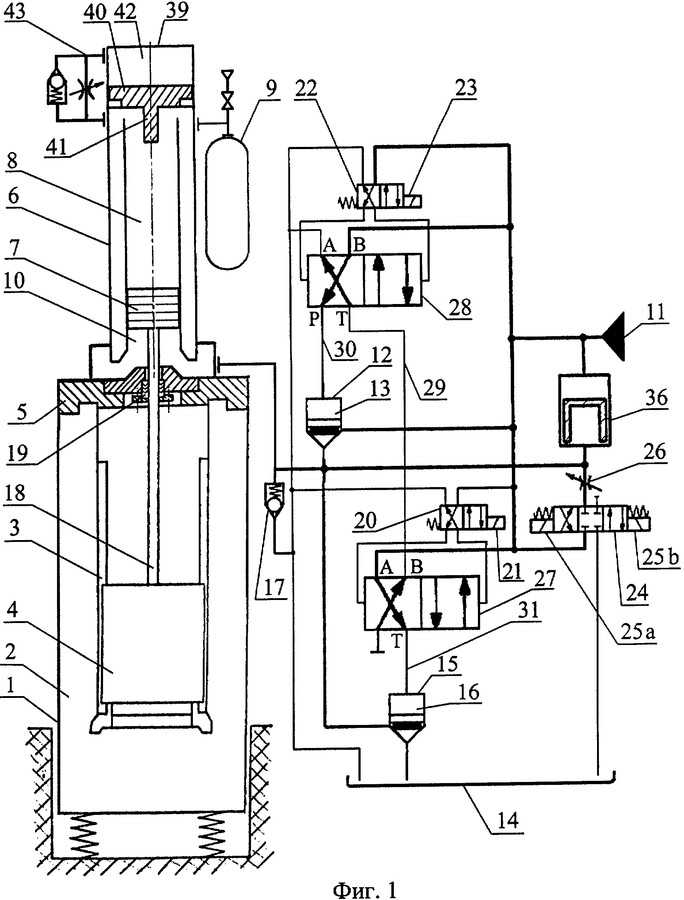
По своему устройству гидравлический кузнечный молот сильно отличается от предыдущих видов станков. Основными деталями этого молота являются шабот и стойки, в которых выполнены направляющие для движений бабы с рабочим инструментом. Также стойки являются основой для крепления насоса гидропривода с исполнительным цилиндром.
Внутренние полости штоков сообщаются с гидравлическими насосами с помощью обратного клапана. Управление гидравлическим молотом осуществляется с помощью гидрораспределителей трёхпозиционного типа. Насосы и обратный клапан связывает первый распределитель, а другой осуществляет переключение полостей штока и основного гидроцилиндра.
Полость поршня обеспечивает во время работы молота удаление масла из полости штока, при этом обеспечивается полная разгрузка гидронасосов. Это повторяется на всех рабочих режимах, расхода же масла, находящегося под высоким давлением, не происходит. Кузнечный молот с ЧПУ на гидравлике способен выполнять любые виды ковочных работ и объёмную штамповку высокой точности.
Инструкция по сборке кузнечного молота
К раме станины приваривают две вертикальные стойки, их высота зависит от нужной силы удара молота.
Затем к стойкам крепится ось для конструкции рычага, которую можно приварить или зафиксировать в проделанных отверстиях.
Лучше использовать второй вариант крепления, чтобы при необходимости произвести ремонт рычага, его можно было бы легко разобрать.
Наковальню для кузнечного молота можно сделать также из полосовой стали.
Вначале с помощью сварки изготавливается рама из уголка подходящего размера, она приваривается к передней части станины. Затем на нее укладывают и приваривают заготовки.
Сверху по периметру рамы укладывают и приваривают толстый металлический лист. При этом обязательно поверхность наковальни должна иметь строго горизонтальное положение.
Завершается статья полезным видео материалом на тему, как правильно обслуживать и проводить ремонт кузнечного оборудования.
Кузнечный электромолот своими руками. Подробные чертежи и описание для самостоятенльного изготовления.
Рама молота
Рама молота сваривается из швеллера 100*50мм.
Длины и количество необходимых заготовок:
2000- мм – 2шт.
900 мм-4 шт.
600 мм- 2шт.
500 мм – 2 шт.
400 мм- 3 шт.
375 мм -2 шт.
Прежде чем приварить упор под ступицу на место, необходимо сварить и установить конструкцию показанную на рис. 4.

Рис. 1 Рама кузнечного электромолота.
После сварки конструкции рамы, сварные места в доступных местах с помощью шлифмашинки.
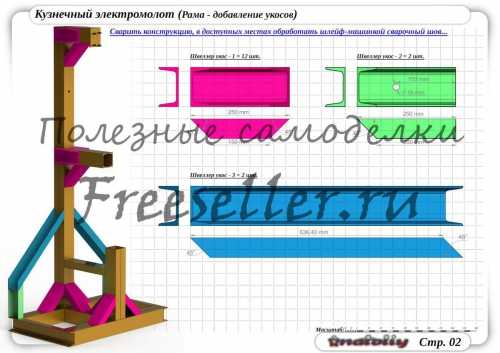
Рис. 2. Рама молота с добавлением укосов.
Основные элементы станка
1) Направляющая . Сварить из четырёх пластин деталь 150х150х200мм. к низу детали приварить дно направляющей (дно делается по аналогии с крышкой уголка 25х25 мм).
2) Молот – два уголка 100х50 мм длинной 700 мм сварить между собой предварительно сделав вырезы и отверстия по размерам на схеме.
3) Наковальня – приварить наковальню ко дну молота и раме (см. рис. 3)
4) Дюралевая пластина (настройка) – во внутрь вставить 4 пластины. Болтами настроить (отрегулировать) направление молота (при регулировке молот не должен болтаться со стороны в строну, и не должен быть зажатым) . После регулировки гайками зафиксировать положение болтов.
5) Крышка направляющей – из четырех заготовок уголка 25х25 мм сварить рамку и зафиксировать в верхней части направляющей.
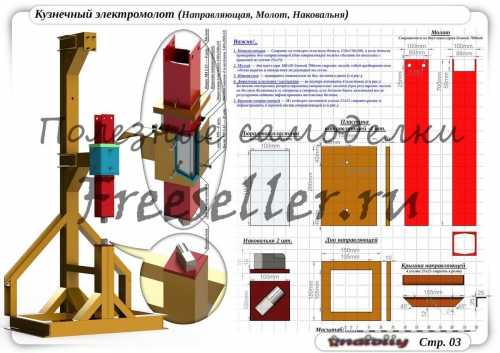
Рис.3 Кузнечный электромолот (Направляющая, молот, наковальня)
Каретка
Каретка сваривается из уголочков 50х50 мм.
Размеры и количество заготовок из уголка:
850 мм – 2шт.
500 мм – 2 шт.
300 мм – 2 шт.
240 мм- 1 шт.
235 мм – 2 шт.
100 мм – 2 шт.
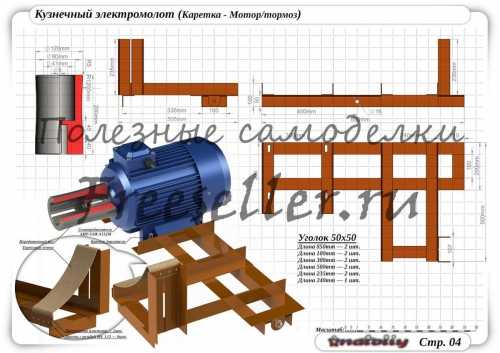
Рис.4. Кузнечный электромолот (каретка- мотор/тормоз)
Поступательный механизм
Состоит из
Качельки
Амортизатора заднего колеса
Верхнего и нижнего шатуна. И др. элементов.
Пояснения по данному узлу см. на рис.5,6,7, 8.
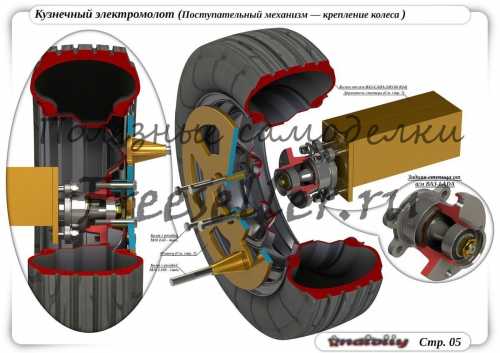
Рис.5 Кузнечный электромолот. Поступательный механизм крепления колеса.
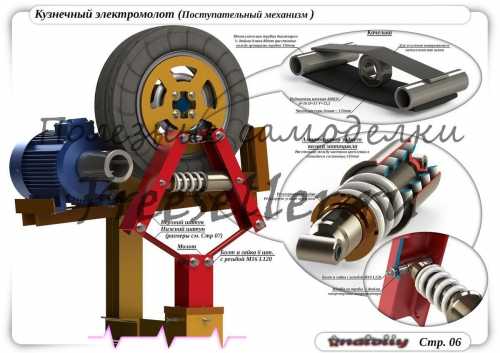
Рис. 6 Кузнечный электромолот. Поступательный механизм.
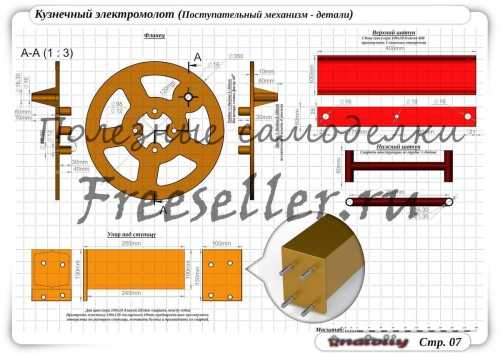
Рис. 7 Кузнечный электромолот. Детали поступательного механизма.
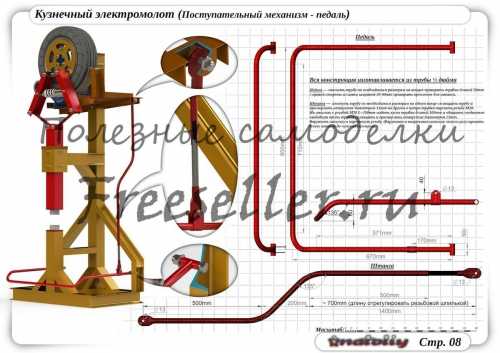
Рис.8 кузнечный электромолот. Педаль поступательного механизма.
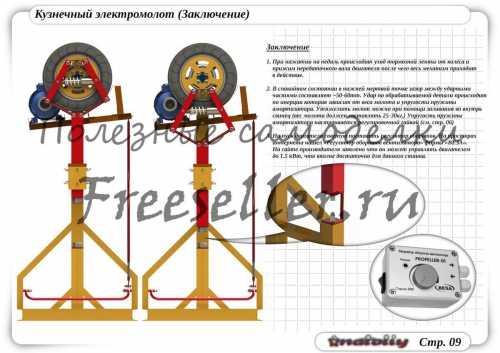
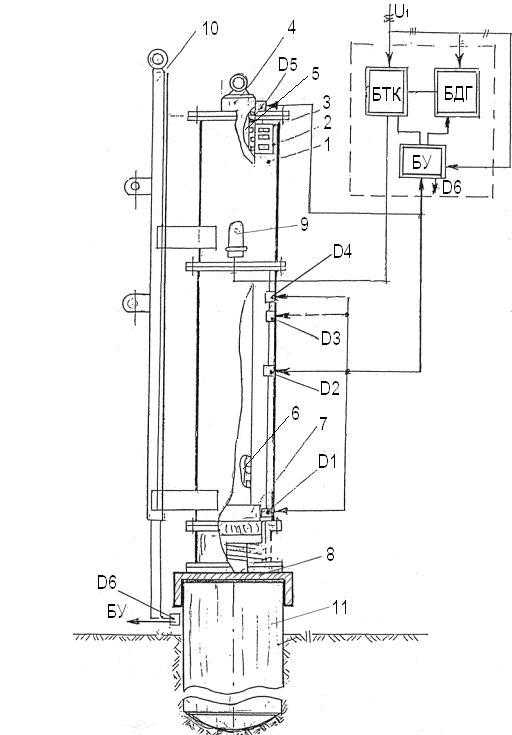
Заключение!!!
1) При нажатии на педаль происходит уход тормозной ленты от колеса и прижим передаточного вала двигателя после чего весь механизм приходит в действие.
2) В спокойном состоянии в нижней мертвой точке зазор между ударными частями составляет ~ 50-60тн. Удар по обрабатываемой детали происходит по инерции, которая зависит отвеса молота и упругости пружины амортизатора. Утяжелить молот можно при помощи заливания внутрь свинца (вес молота должен составлять 25-30кг)
Упругость пружины амортизатора настраивается регулировочной гайкой (см. рис. 6)
3) На пуск двигателя советую ставить регулятор оборотов. На просторах интернета нашел регулятор оборотов вентилятора фирмы “Веза”. На сайте производителя заявлено, что он может управлять двигателем до 1,5 кВт, чего вполне достаточно для данного станка.
Молот – это ударная машина, которая используется для изменения формы заготовок из металла в результате действия энергии кинетики. Это одна из основных машин процесса штамповки, которая применяется для проведения ковки и штампования.
Струбцина своими руками облегчает работу мастеру и экономит его деньги
Струбцина — это инструмент позволяющий фиксировать деталь во время обработки. Мастера часто используют различные виды струбцин в своей работе. Будь то столяр, или слесарь, обрабатывающий металл – всегда есть необходимость ее использования.

Это приспособление выпускается в разных вариантах, от универсальных до специализированных. Сравнительно недавно появилась новая модификация: быстрозажимная струбцина. Развивает усилие сжатия до 450 кг.

Задача у всех видов общая – зафиксировать заготовки для обработки или соединения между собой.
Угловая струбцина
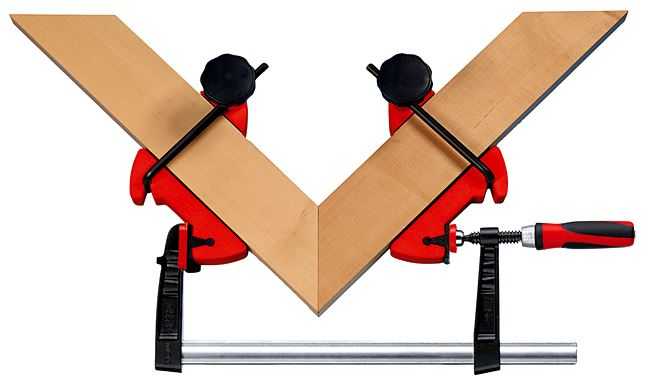
Однако чаще всего, угловая струбцина используется в качестве кондуктора для сварки металлических деталей под прямым углом.
Для изготовления понадобятся:
- стальной уголок 40 мм, толщиной 3-4 мм;
- стальные пластины шириной 40-50 мм;
- шпильки с резьбой, желательно закаленные;
- прутки для воротков;
- гайки для червячного механизма;
- сварочный аппарат;
- дрель, метчики.
Уголки привариваем к стальным пластинам строго под углом 90°.

На каждую сторону крепим при помощи сварки червячную конструкцию. Это такой же уголок с наваренной упорной гайкой или утолщением, в котором нарезана резьба в соответствии со шпилькой-воротком. Ширина рабочего зазора подбирается под потенциальные заготовки.
ВАЖНО! Если диапазон размеров обрабатываемых деталей слишком широк – лучше изготовить несколько струбцин. Слишком большой ход воротка не способствует прочной фиксации.
Верстак своими руками – чертежи, принцип построения конструкции
Верстак своими руками – чертежи, принцип построения конструкции

С обратной стороны воротка сверлим отверстие, в которое вставляем металлический прут, в качестве рычага.


Столярная струбцина из доступных материалов
Простейшая струбцина из дерева, применяемая в столярном деле – изготавливается из следующих материалов:
- Два деревянных бруска и нетвердого, но прочного материала. Подойдет сосна. Слишком твердая древесина будет оставлять следы на заготовке при сильной фиксации;
- Мебельные гайки с фиксатором под дерево.
- Стальные шпильки, не обязательно из дорогой закаленной стали.
- Гайки — барашки с резьбой, соответствующей шпилькам.
- Шайбы упорные, также можно использовать обычные, недорогие.
Из брусков выпиливаются рабочие клещи. В них строго параллельно сверлятся отверстия под шпильки, с небольшим люфтом.

СОВЕТ! Если вы сделаете два комплекта одинаковых струбцин – область применения расширится. Тогда можно применять приспособление, как столярные тиски.

Струбцина столярная из дерева и фанеры
Для оперативной фиксации небольших деталей применяется струбцина, выполненная в форме штангенциркуля.

Приспособление изготавливается из брусков и тонкой фанеры. Червячная система привычная – мебельные гайки и шпилька-вороток. Неподвижный упор прочно закрепляется на одном конце направляющей рейки. На самой рейке вырезаются углубления для фиксации подвижного механизма.
![Кузнечный молот своими руками [чертежи, какой лучше сделать]](https://mirtepla-uu.ru/wp-content/uploads/a/7/a/a7a8c227940b67722d86338e5297b68e.jpeg)
Передвинув кронштейн на необходимое расстояние – остается повернуть на несколько оборотов вороток, и деталь зафиксирована. После отпускания упорного механизма – каретка легко перемещается, освобождая заготовку.

Стационарный вариант этой струбцины имеет рельсовую конструкцию. На двух направляющих, установленных параллельно – на одинаковом расстоянии нарезаются пазы.
Самодельный трубогиб, как изготовить в домашних условиях

Зажим осуществляется привычным способом – мебельная гайка, шпилька, вороток.
Столярная струбцина вариант 3
Иногда бывает необходимо просто прижать заготовку к столу для обработки. Для этого существует самозажимная струбцина. На иллюстрации видно, как сделать металлический или деревянный кронштейны.

Можно закрепить две струбцины этого типа на передвижном шаблоне, для массового фрезерования одинаковых заготовок.

Такой вид быстрозажимных струбцин изготавливается индивидуально для каждой матрицы, или переставляется на новую подложку для выпиливания очередной формы.
Трубная струбцина
Сварка металлических труб торец в торец – достаточно сложная задача, требующая точной ориентации заготовок в пространстве. Если вы привариваете отрезок трубы к готовой системе, закрепленной в помещении – задача упрощается. А сварка свободно лежащих отрезков требует наличия помощника или специального приспособления.
Струбцина для сварки труб легко изготавливается из металлического уголка и стальных пластин.

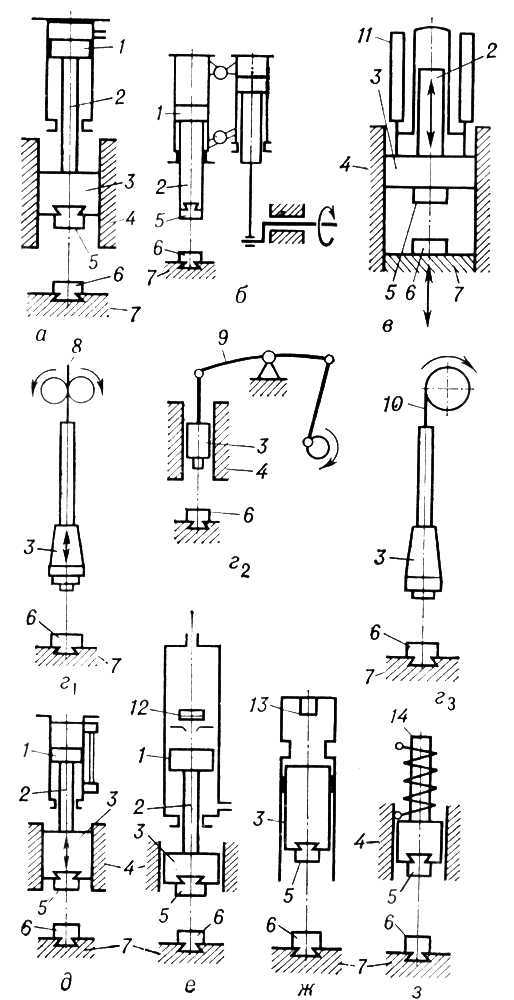
Принцип работы и разновидности
В наиболее удачных конструкциях используется два вида энергии — потенциальная и кинетическая. Потенциальная
определяется массой бойка m, ускорением свободного падения g и высотой h, с которой боёк перемещается вниз. Реализация только этой составляющей привело бы к непомерному увеличению высоты подъёма.
В свою очередь, реализуемая кинетическая энергия
зависит не столько от массы, сколько от скорости v соударения с деформируемым металлом. Таким образом, исходными параметрами должны быть:
Кроме того, с точки зрения производительности ковки большое значение имеют также число ударов в единицу времени, и закрытая высота в плане (параметр важен для выяснения предельных размеров заготовки, которую можно разместить в ковочном пространстве).
В качестве энергоносителей принимают сжатый воздух, пар, а также разнообразные механические устройства. Не всё из вышеперечисленного годится для самодельной разработки. Однозначно не подходит, например, пар, поскольку для этого придётся специально строить котельную станцию. Ряд механических систем — ремень, цепь, доска — также неприемлемы из-за высокой сложности, а также необходимости использования дефицитных и дорогих компонентов. В частности, для приводной доски потребуется высококачественная древесина бука, кедра или ясеня (да и эти породы не выдержат более 40…50 часов эксплуатации). Ещё большей конструктивной сложностью обладают кузнечные молоты с ремнём или цепью.
Они и будут рассмотрены далее.
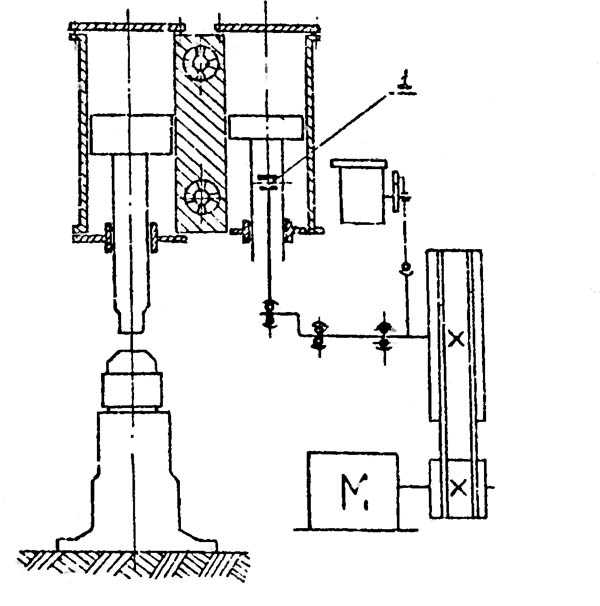
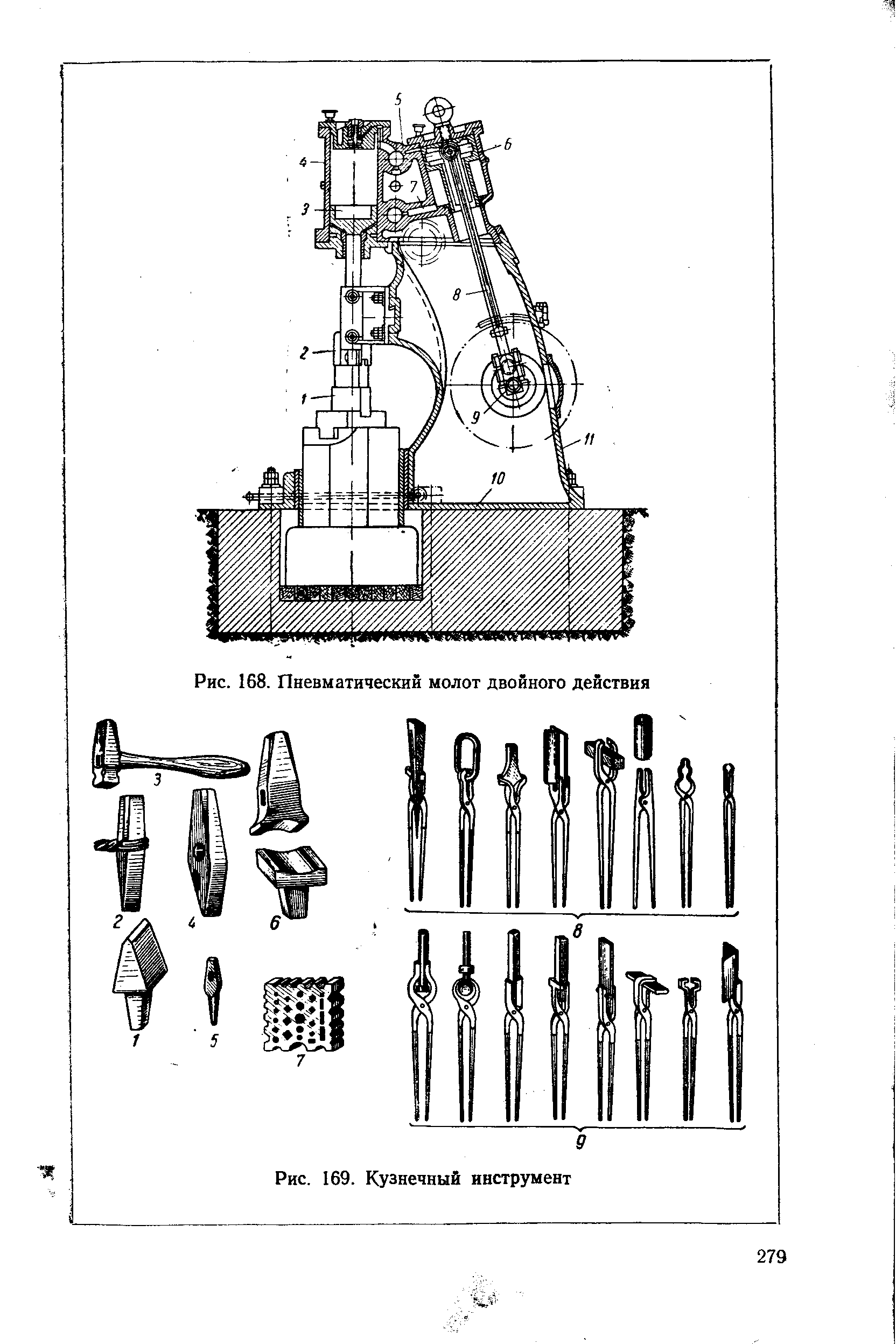
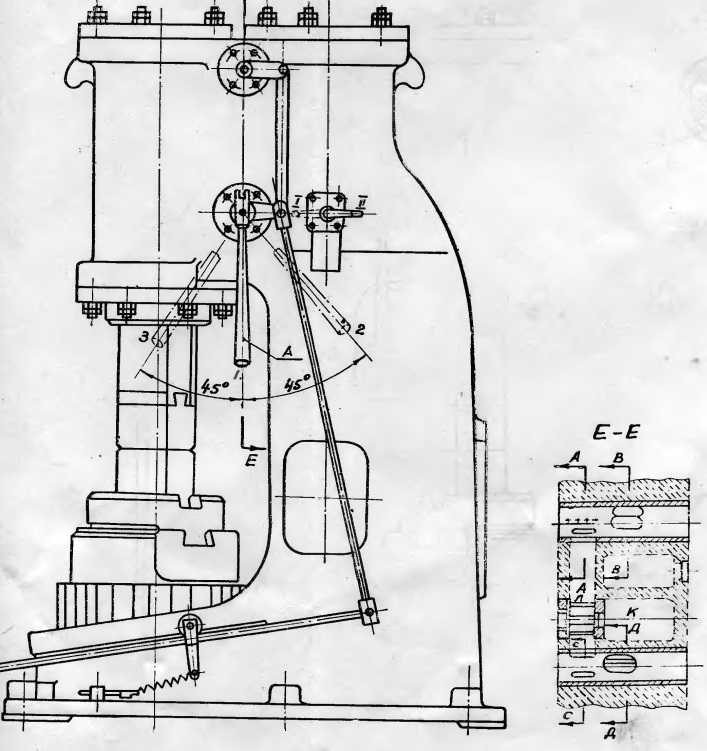
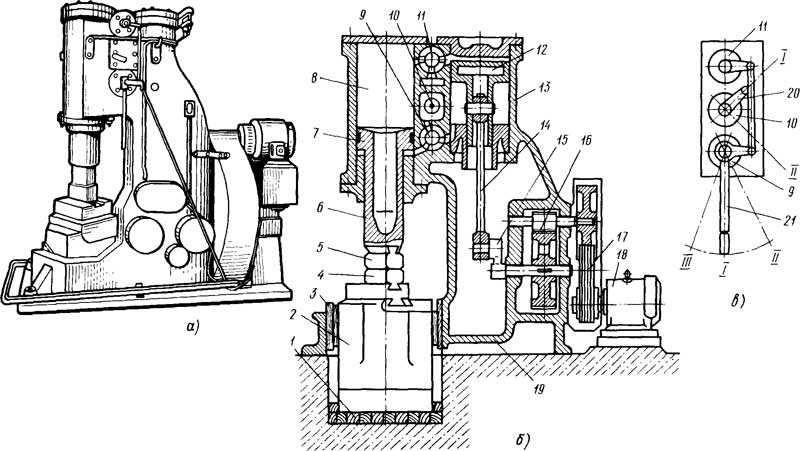
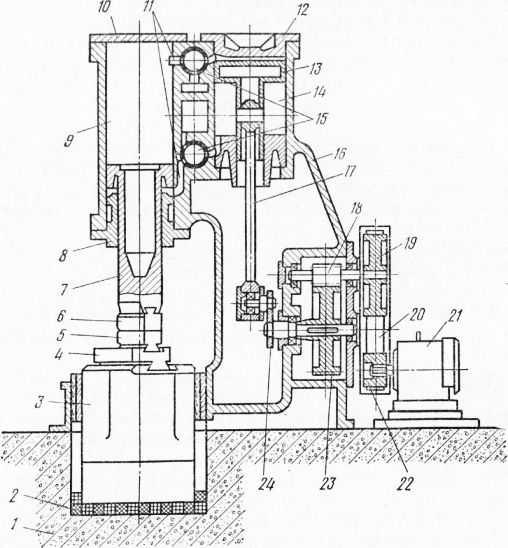
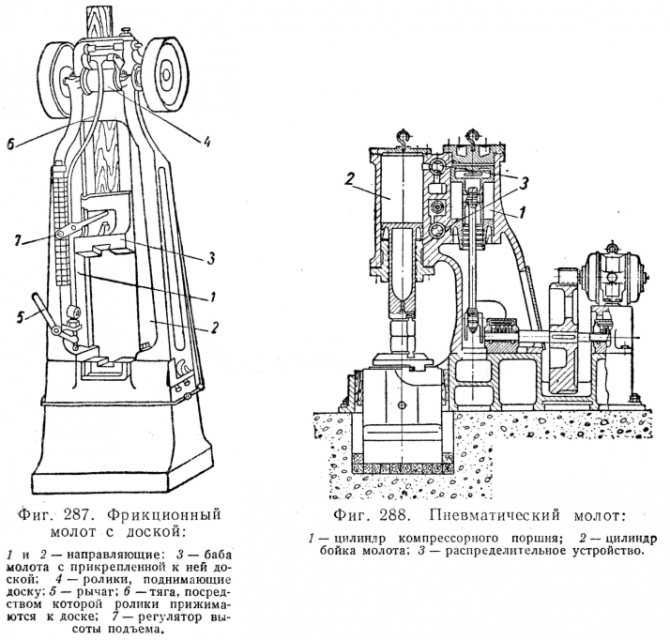
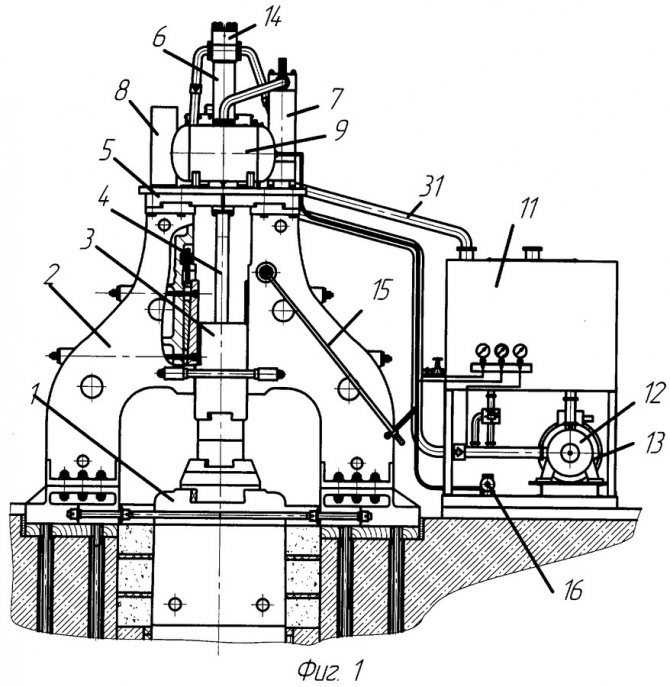
Конструкции с пневмоприводом

Рисунок-1 Пневматическое исполнение.
Машины могут быть простого и двойного действия. Во втором случае инструмент дополнительно разгоняется за счет повышенного давления, которое создаётся компрессором, при помощи специального распределительного устройства — золотника. Золотник управляет агрегатом, обеспечивая подачу энергоносителя в полость над бойком.
Для самодельного изготовления более подходят варианты с одним цилиндром, где движение происходит в одной полости. Оборудование получается достаточно простым с конструктивной точки зрения, и при наличии мастерской вполне может быть изготовлено своими руками.
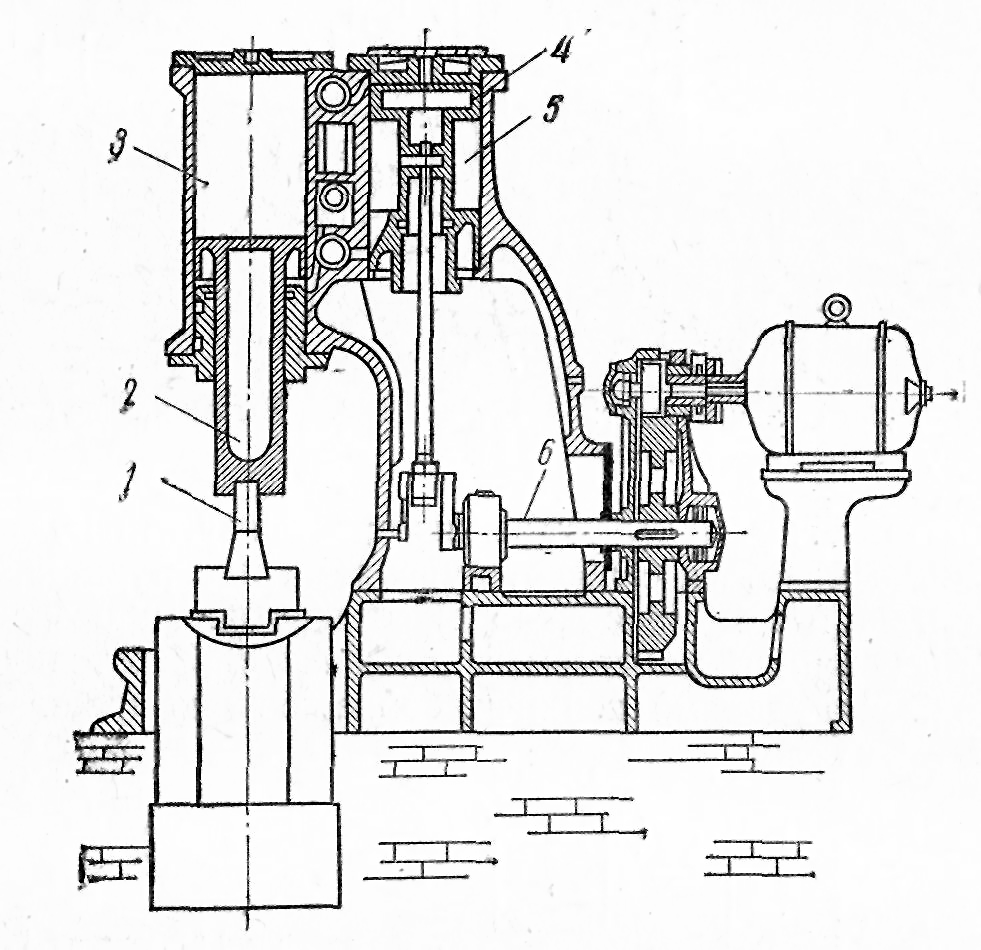
Цилиндр при этом может быть открыт либо сверху, либо снизу. (по месту расположения компрессорного поршня). Действуют оборудование следующим образом.
При цилиндре, открытом сверху, движение от электродвигателя передается кривошипному валу, который жёстко связан с поршнем компрессора. Поршень, который при помощи штока соединён с инструментом, в это время находится внизу, на наковальне. При перемещении компрессорного поршня вверх, под ним создаётся разрежение, которое захватывает шток, и вынуждает его увлекаться по направляющим вверх.
При прохождении кривошипного вала через своё верхнее положение компрессорный поршень начинает двигаться вниз, и сжимает воздух, который находится в пространстве между поршнями. Энергия и ход определяются размерами этого пространства, массой подвижных частей и давлением, которое создаёт воздухонагнетающая установка.
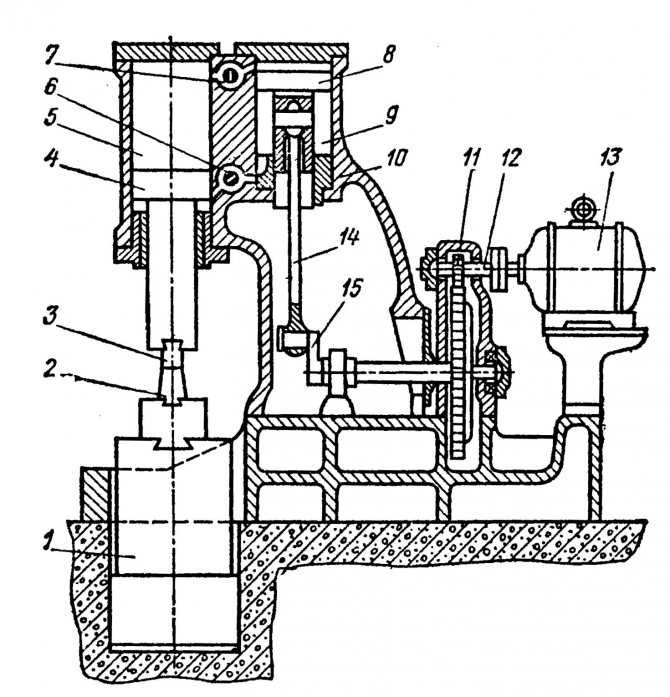
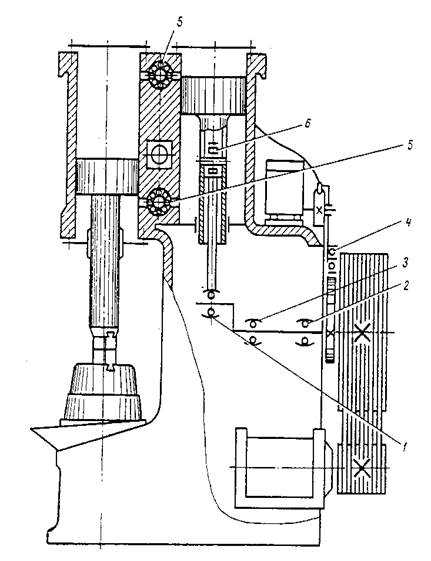
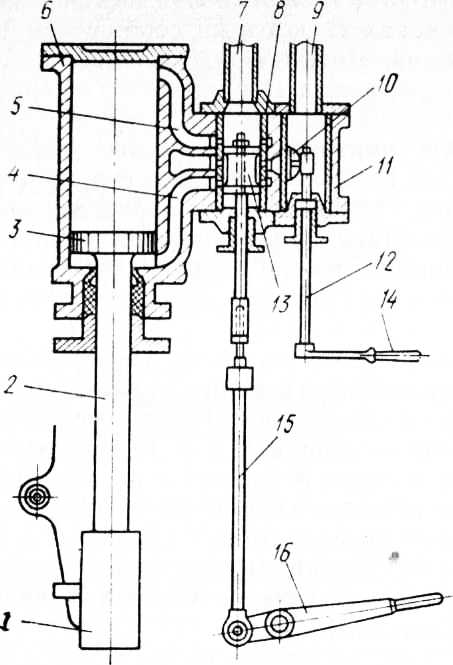
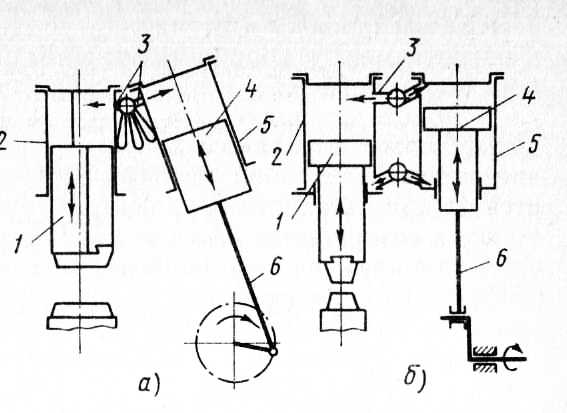
Схема с цилиндром
открытым сверху, несколько сложнее. Она включает в себя:
- Рабочий поршень.
- Компрессорный поршень.
- Шток.
- Боёк.
- Управляющий рычаг.
- Шатун.
- Кривошип.
Как работает
При цилиндре, открытом сверху, компрессорный поршень может свободно скользить по штоку, отрабатывая ту траекторию, которая задаётся ему рычагом чрез кривошипно-шатунный механизм. Таким образом, ход будет зависеть не только от разрежения в полости, но и от веса подвижных частей. У такой техники имеется существенный недостаток — повышенный износ рычагов, которые работают в условиях постоянных вибраций, при резко изменяющихся нагрузках.
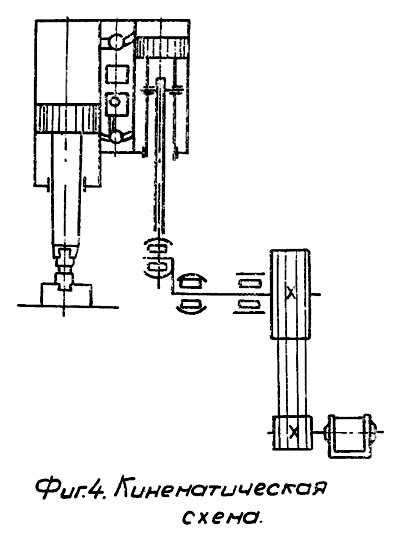
Система управления одноцилиндровыми конструкциями такова. В системе управления имеются две рукоятки. Одна предназначена для реверсирования привода кривошипно-шатунного механизма (впрочем, здесь можно установить управляющий датчик хода). Перемещая рукоятку подачи сжатого воздуха можно управлять интенсивностью удара, поскольку при определённом положении рукоятки объём рабочего пространства — а, следовательно, и мощность удара — разные.
Инструкция по применению
 Чтобы успешно открутить заржавевший крепежный элемент, достаточно вовремя обработать его ветошью или специальным средством. Затем отвертку устанавливают на головке метиза, желательно перпендикулярно ему. На следующем этапе по торцевой части отвертки делают несколько ударов молотком. Успешность предстоящего мероприятия напрямую зависит от прочности фиксации инструмента в руке рабочего. Для исключения вероятности скольжения ладони по рукояти, достаточно надеть перчатку, что существенно снизит риск получения серьёзных травм руки.
Чтобы успешно открутить заржавевший крепежный элемент, достаточно вовремя обработать его ветошью или специальным средством. Затем отвертку устанавливают на головке метиза, желательно перпендикулярно ему. На следующем этапе по торцевой части отвертки делают несколько ударов молотком. Успешность предстоящего мероприятия напрямую зависит от прочности фиксации инструмента в руке рабочего. Для исключения вероятности скольжения ладони по рукояти, достаточно надеть перчатку, что существенно снизит риск получения серьёзных травм руки.
Если крепеж поменяет угол направления относительно оси, достаточно сделать ещё несколько интенсивных ударов, а затем поменять режим работы на закручивание. В таком случае вы эффективно избавитесь от ржавчины и существенно упростите себе оставшуюся работу по выкручиванию. Если крепеж сдвинется с места, его можно извлечь посредством обычной отвертки.
Не исключается вероятность того, что после выполнения упомянутых действий метиз не поменяет своё направление и останется в прежнем положении. Чтобы решить проблему достаточно обработать соединительный крепеж качественной тормозной жидкостью, подождав около 30 минут. Под воздействием такой «ванны» предстоящий демонтаж будет максимально успешным, даже если крепеж очень сильно заржавел.
Если это не решило вопрос, придётся выломать крепеж. В данном случае желательно применить прочный молоток и внимательно следовать инструкциям демонтажа.
Для проведения демонтажных работ следует воспользоваться такими инструментами:
- Ударной отверткой.
- Молотком.
- Ветошью.
- Тормозной жидкостью.
В чем плюсы самодельного кузнечного молота?
Самый главный плюс — это экономия, ведь некоторые материалы для его изготовления могут уже иметься в хозяйстве, а какие-то можно заменить идентичными, да и купить пару отрезков стали и трубы дешевле, чем уже готовый механический кузнечный молот.
Только при самостоятельном изготовлении можно полностью разобраться в механизме и принципе работы устройства.
Можно изменить конструкции и сделать усовершенствованную модель более подходящих размеров и т. д.
Да и похвастать самостоятельным изготовлением кузнечного молота перед друзьями, своим умельством и мастерством будет приятно каждому мужчине.
Принцип работы кузнечного молота
Кузнечные молоты актуальны для небольших кузниц, которые специализируются на заказах по изготовлению изделий из металла:
- элементы для мебели, созданные путем художественной ковки;
- мелкий инвентарь для охоты, рыбалки;
- памятные сувениры и т.п.
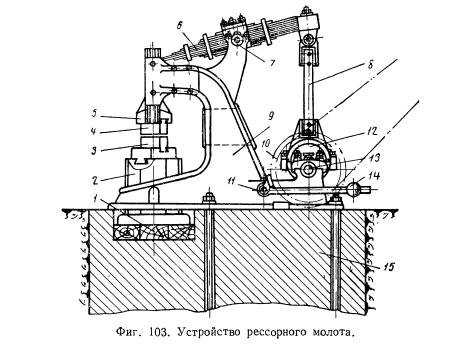
Принцип работы данного оборудования основывается на использовании динамических ударов рабочего органа ‒ штока, соединенного с ударной частью машины ‒ бабой, а также устройствами для контроля силы воздействия.
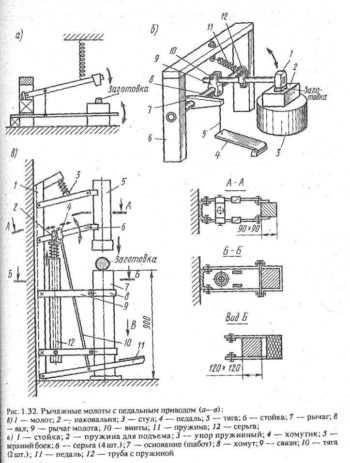
Иные обязательные конструктивные элементы рессорного кузнечного молота описаны ниже:
- баба, соединенная с поршнем;
- основание, закрепленное на основании;
- станина с зафиксированными на ней направляющими для подвижных узлов;
- приводное оборудование;
- щитовое ограждение, обеспечивающее оператору высокий уровень безопасности;
- электрооборудование;
- у пневматических молотов в конструкции также присутствует компрессорный цилиндр.
Первые модели подобного оборудования оснащались ножным или ручным приводом, современные изделия имеют удобную систему управления, минимизирующую усилие со стороны кузнеца.
Опишем принцип функционирования устройства:
- заготовку помещают в нижнюю часть молота;
- устройство настраивается на актуальную частоту удара и приводится в движение;
- при активации молота ведомая верхняя часть конструкции бьет по металлозаготовке;
- динамическое воздействие на металлозаготовку осуществляется до того момента, пока она не приобретет актуальную форму.
Принцип работы дизель молота заключается в преобразовании возвратно-поступательного движения, который совершается кривошипно-шатунным механизмом, в аналогичное движение поршня. Это предоставляет мастеру возможность совершить с его помощью множество операций.
Описание профессии
Современные кузнецы в своей работе используют кузнечно–прессовое оборудование, с помощью которого могут изготовить изделия различной сложности. В отличие от ремесленников прошлого, современные кузнецы работают со сталью, цветными металлами, а также с их сплавами.
Кузнецы прошлого работали в собственных мастерских, которые так и назывались – кузница. Сейчас же большая часть специалистов работает в цехах предприятий. При этом частные кузницы специализируются на художественной ковке или оружии, но не работают в производственных масштабах, они создают авторские изделия.
В обязанности кузнеца на молотах и прессах входит создание деталей и заготовок различных профилей и размеров, а также вся необходимые процедуры для придания изделиями соответствующего внешнего вида.
Поскольку работа с молотами, прессом, открытым огнем и раскаленными металлами достаточно опасна, то работать кузнецом на молотах и пресс могут только совершеннолетние со специальной подготовкой и практическими навыками.
До начала своей трудовой деятельности кузнецу необходимо пройти медицинский осмотр, который в процессе работы будет иметь регулярный характер. Также при поступлении на работу проводится инструктаж по охране труда и безопасности во время производства.
Кузнец должен уметь использовать вверенные оборудование и инструменты, при необходимости настраивать их, устранять неисправности.
Также во время работы кузнец на молотах и прессах не должен пренебрегать средствами защиты в виде специальной одежды и обуви, а также рукавиц, пары защитных очков, наушники и каска. Вся экипировка при износе или при обнаружении дефектов должна быть заменена на новую.
Перед тем, как приступить к работе, кузнецу необходимо проверить свое рабочее место: убрать лишнее, установить необходимые щиты, проверить работу вентиляционной вытяжки, а также исправность необходимого оборудования.



