
Технология монтажа
Как установить правильно роликовую направляющую? Схема монтажа зависит от способа крепления.
Установка боковых роликовых направляющих
Как собрать и установить направляющую на роликах на боковину ящика? Процесс выполнения работы следующий:
- на боковой поверхности отмечаются места расположения планки направляющей и места ее фиксации;
- просверливаются отверстия для креплений;
- направляющая фиксируется. Как крепить систему? Для фиксации используются саморезы (винты), поставляемые в комплекте;
Фиксация направляющей на боковой части
- по аналогичной схеме производится монтаж второй планки направляющей на каркасе мебели;
Фиксация направляющей на каркасе мебели
- две части направляющих совмещаются между собой.
Соединение планок выдвижной системы
Как установить ящик на направляющих роликового типа, смотрите на видео.
Установка скрытых роликовых направляющих
Чтобы произвести монтаж скрытой направляющей, необходимо:
- согласно прилагаемой схеме произвести расчет и определить места установки удерживающих фиксаторов;
Расположение отверстий для крепления направляющих
- установить фиксаторы, закрепив их саморезами;
- в фиксаторы вставить и закрепить направляющие планки;
- установить основания на каркасе и соединить части системы между собой.
По аналогичным схемам можно произвести монтаж направляющих для выдвижных полок в шифоньере, тумбе или полочки компьютерного столика.
Многих начинающих мастеров, решивших собирать мебель своими руками, пугает самостоятельная установка выдвижных ящиков. На самом деле, ничего сложного в этом нет. И предварительно составлять какие-то карты присадки и делать сложные математические расчеты не нужно. При своем опыте работы на производстве я знала только одного сборщика, который скрупулезно высчитывал все до миллиметра, прежде чем установить направляющие для выдвижных ящиков. Все остальные делали «на глазок», соблюдая лишь элементарные правила геометрии. И «работало» ничуть не хуже.
Профилактика неисправностей
Роликовые детали могут приходить в негодность по различным причинам.
Из-за механической нагрузки.
Ввиду плохого качества воды
После каждого приема душа следует скрупулезно протирать стеклянные створки, особое внимание уделять местам крепления роликов.
Наличие большого количества абразивов в чистящем веществе. Это относится к хлорсодержащим и щелочным очистителям
При мытье дверных полотен нужно использовать те средства, в которых агрессивных компонентов содержится как можно меньше.
Неаккуратное отношение к дверям при открывании и закрывании. Любое движение с усилием может привести к выходу роликов из строя. Категорически запрещено хлопать створками и опираться на них при приеме водных процедур.
Плохое качество деталей или брак. Нередко изготовители фурнитуры, пытаясь удешевить производство, используют низкопробные материалы.

Если же дверные полотна стали плохо закрываться, то нужно отрегулировать ролики через подтягивание или ослабление соответствующего винта. Либо в салазки может попасть посторонний предмет, из-за этого двери также могут плохо скользить по направляющим. Как только появляются такие неисправности, нужно сразу их устранять.
Во избежание частой замены роликовых конструкций следует аккуратно относиться к створкам душевой кабины, периодически осматривать ролики и смазывать шарикоподшипники. Периодически необходимо проводить смазку механизма водоотталкивающим или силиконовым средствами. Рекомендуется приобретать детали того же производителя, что и душевые конструкции.

Конструкция ленточной пилы
Ленточные пилы – это особая беспрерывная конструкция, которая характеризуется наличием режущих элементов с одной стороны. Это режущий элемент, с помощью которого производятся работы по дереву. Наиболее часто ленточные пилы применяются в разнообразных ленточнопильных полотнах. С их помощью осуществляется резка разнообразных деталей. С помощью этих полотен обеспечивается достаточно высокое качество реза. Обеспечивается все это только в том случае, если пила имеет хороший развод. Также инструмент необходимо своевременно обслуживать.

Ленточные пилы производятся из сверхпрочного металла, что обеспечивает не только высокое качество реза, но и длительность эксплуатации пилы. Зубья имеют универсальный угол, что позволяет максимально качественно проводить распиловку материала.
Информация о зубцах
Инструменты для заточки: круглый напильник со специальной державкой; плоский напильник; шаблон для стачивания ограничителя глубины
Для того чтобы заточка ленточных пил выполнялась правильно и качественно, нужно обладать информацией о типах и формах зубцов и угле заточки. Для определения типа и формы зубцов пилы делят на 3 типа:
- Для столярных работ.
- Для выполнения делительных операций.
- Для обработки плотных заготовок (брус и бревна).
Основным различием между группами пил являются углы наклона и заточки зубцов режущей кромки. При этом неизменной является форма зуба — треугольник. Возможно применение волнообразной заточки на некоторых старых пилах (некоторые брендовые фирмы выпускают такие полотна и сейчас, для увеличения продаж). Однако это все-таки редкость, поскольку их гораздо сложнее производить и затачивать даже в условиях завода.
Для правильной заточки полотна необходимо предельно точное выдерживание углов. Полотна столярных пил должны иметь угол заточки от 45 о до 50 о, а наклон зуба должен быть 35 о (часто указывается задний угол). Для делительных пил углы заточки составляют от 40 о до 45 о, наклон зубьев должен быть около 20 о. Бревна и другие твердые заготовки обрабатываются полотном с углом заточки от 50 о до 55 о, а наклон должны иметь в пределах от 10 о до 15 о. Наклон зуба напрямую зависит от прочности обрабатываемых заготовок. Самыми плотными материалами считаются бревна, поэтому станки для их обработки имеют самый большой наклон зубцов. Работы с менее плотными заготовками производятся полотнами с более ровными зубами.
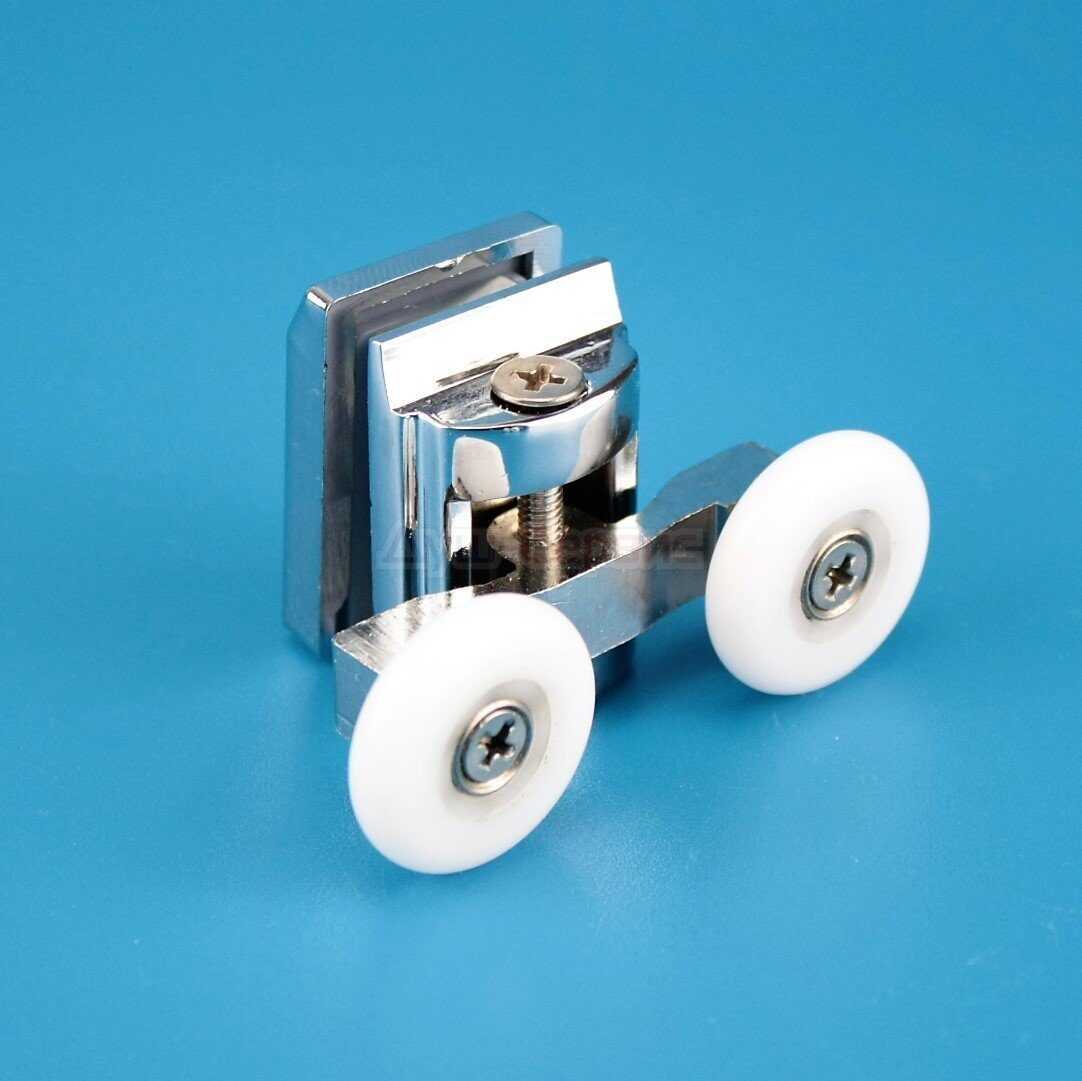
Разновидности
Роликовый механизм бывает нескольких видов. Каждый выполняет определенные функции, отличается типом крепления:
- Верхние ролики находятся внутри верхней направляющей мебели, обеспечивают перемещение, а также ровное вертикальное расположение створки. Обязательно покрыты прорезиненным материалом, который снижает шум, возникающий в процессе перемещения дверок. Элементы могут отличаться размером, конструкцией, некоторые снабжены пружинами.
- Нижние колесики используются как основной движущий элемент. Он скользит в пазе нижнего профиля, принимая на себя всю нагрузку от дверных полотен. Механизм содержит особый подшипник, обеспечивающий бесперебойную работу, длительный срок эксплуатации всего устройства. Ролики имеют амортизационную пружину, способствующую плавному перемещению фасадов. От грамотного монтажа зависит правильное положение двери шкафа-купе относительно боковых панелей. Если пол в квартире неровный, систему следует регулировать особо тщательно.
Раздвижные системы оснащаются разным числом роликов. Полотно весом до 50 кг дополняется двумя парами элементов. На тяжелую створку (до 100 кг) ставят четыре пары. В среднем такой механизм выдерживает 70 тысяч движений двери.
По типу конструкции роликовые системы можно разделить на следующие виды:
- Асимметричные — предназначены для шкафов-купе, где нижний ролик основной, а верхний лишь поддерживает створку. Монтируются на полотна с открытой ручкой.
- Симметричные — устанавливаются на створки с закрытой ручкой. Самые надежные в эксплуатации.
Развод режущих элементов ленточной пилы
Развод – это отгиб полотен ленточных пил в разные стороны. Это позволяет значительно снизить трение полотна и предотвратить его зажатие. Для обеспечения свободного передвижения полотна о стенки распиливаемого материала его ширина должна быть больше, чем толщина этого материала.










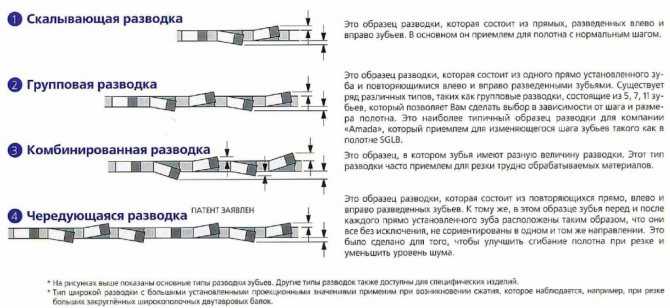
Типы разводок ленточных пил
Развод может иметь несколько разновидностей. У разных производителей он может иметь различные названия. Наиболее часто может быть:
- Стандартным, который характеризуется противоположным отгибанием режущих элементов в разнообразные стороны. Наиболее часто она используется для ленточных пил, которыми осуществляется распиловка твердого материала.
- Волнистым, который относится к категории сложных конструкций. Развод в данном случае имеет переменное значение. При этом образовывается своеобразная волна.
Развод заключается в отгибе не всего полотна, а только определенной части его вершины. Параметры определяются строго производителями инструмента. Их диапазон составляет от 0,3 до 0,7 миллиметров.
Защищающим. Развод заключается в загибании двух зубьев. При этом третий остается на месте. Предназначается для ленточных пил по обработке особо твердого материала. По форме каждый третий зуб напоминает трапецию. Местом расположения является центр полотна. С его помощью осуществляется максимально правильное направление пильной ленты.
Станки по дереву характеризуются универсальной конструкцией пильного инструмента. Развод для обработки мягких пород должен характеризоваться большими размерами, чем в оборудовании для обработки твердых пород. Но развод не должна быть таковым, чтобы по центру располагался клин без выреза. Развод должен характеризоваться одинаковым расположением всех режущих элементов. Разводить зубья необходимо таким образом, чтобы отклонение было не более 0,1 миллиметра. Если пилы будут располагаться неравномерно, то это приведет к тому, что ленточнопильное оборудование в процессе работы будет отходить в сторону.
Особенности расчета
Бревно устанавливается в направляющих роликах с фиксацией его в зажимах. Количество получаемого материала рассчитывается исходя из диаметра бревна. Правильный расчет вида и количества материала также влияет на его качество.
Опытный распиловщик, взглянув на бревно, уже способен определить все параметры будущего материала, сразу найти комлевую часть и вершину бревна. Диаметр комлевой части больше, чем вершины. От точности расчета зависит, какой толщины получится горбыль.
Диаметр бревна нужно замерять с вершины. Дальнейшие действия мастера:
 Таблица распиловки бревна
Таблица распиловки бревна
- Идеально ровных стволов практически не бывает. Поэтому надо внимательно осмотреть все изгибы, выпуклости.
- Повернуть бревно так, чтобы отходов в виде горбыля получить минимальное количество.
- При установке бревна необходимо убедиться в его свободном движении в направляющих.
- На линейке пилорамы выставить габарит по диаметру бревна плюс максимальная высота выпуклости.
- Размер выпуклости определяется от разницы диаметра комлевой части и вершины.
- Рулеткой замеряется размер наиболее высокой части, от полученного результата начинается отсчет размеров материала.
- Мастер обязан учитывать размер на пропил 2–5 мм.
2 Разводка и заточка ленточных пил – суть процессов
Режущая кромка инструмента теряет свои свойства после каждого его использования по назначению. Исправить данную ситуацию невозможно, естественный износ пилы в процессе эксплуатации считается неизбежным
. В связи с этим разводка, осуществляемая перед заточкой приспособления для резки, и непосредственно заточка оказывают большое влияние на функциональность инструмента.
Разводка представляет собой процедуру по отгибу в стороны зубьев режущего приспособления, необходимую для снижения трения полотна и предотвращения его зажатия. Указанная операция выполняется по трем вариантам:
- зачищающий: в начальном положении оставляют каждый третий зуб пилы, такой способ разводки рекомендован в тех случаях, когда ленточнопильный станок обрабатывает очень твердые сплавы и материалы;
- классический: производится поочередный отгиб зубьев в левую и в правую сторону;
- волнистый: наиболее сложный вид процедуры, при котором показатель отгиба каждого отельного зуба является сугубо индивидуальным.

Разводка выполняется посредством разводных специальных приспособлений. Ее величина, как правило, не превышает показателя в 0,7 мм (на практике зубы разводятся и на меньшую величину – от 0,3 до 0,6 мм)
Обратите внимание на то, что отгибают 2/3 либо 1/3 зуба, а не весь зуб
После грамотно сделанной разводки можно отправлять инструмент на заточной станок для ленточных пил, и приступать к его заточке. Известно, что более 80 процентов случаев потери пилой своих рабочих параметров связано с неправильной их заточкой или же с тем, что таковая не была произведена своевременно. Определить необходимость выполнения процедуры несложно визуально – по повышенной шероховатости стенок пропила, либо по виду зубьев.

Твердость зубьев напрямую влияет на то, какие конкретно круги следует установить на станок для заточки ленточных пил. Для биметаллических приспособлений обычно выбирают боразоновые или алмазные круги, для сделанных из инструментальных сталей – корундовые. А вот форму изделий для заточки определяют по характеристикам пилы. С этой точки зрения круги могут быть:
- тарельчатыми;
- чашечными;
- профильными;
- плоскими.
Выполняя заточку зубьев, нужно придерживаться следующих обязательных требований:
- не должно появляться заусенцев;
- по профилю зуба съем металла должен быть равномерным;
- следует использовать жидкость для охлаждения агрегата для заточки;
- профиль зуба и его высота не должны изменяться в результате проведения процедуры;
- чрезмерно сильный нажим на круг недопустим, так как в данной ситуации высока опасность формирования отжига.

Перед проведением заточки желательно оставить инструмент на 10–12 часов в вывернутом подвешенном состоянии. Это значительно облегчит процесс.
В большинстве случаев заточка в домашних условиях выполняется по задней поверхности зубьев пил, хотя рекомендации производителей позволяют осуществлять операцию и по передней поверхности.
Разновидности шариковых направляющих
Несмотря на простоту конструкции, шариковые направляющие могут обладать различной формой и уникальным набором функций. Теоретически их можно разделить по таким характеристикам:
- наличие возможности разукомплектации на разборные и неразборные;
- количество так называемых ступеней (бывают двухмекционные и многосекционные);
- тип самой конструкции – одноуровневый и многоуровневый.
Обычно стоимость неразборных механизмов немного ниже, чем их фрагментируемые аналоги. А все дело в том, что именно при установке последних, необходимо использовать специальные методы производства рельс и методов крепления на них шариков. Именно с помощью данных шариков производится свободная сборка и разборка устройства без опасности потери мелких деталей.
Ценовой вопрос может также различаться и в зависимости от числа предусмотренных ступеней, и от количества уровней, которые задействуются в системе. То есть, чем сложнее конструкция самого механизма, тем больше цена.
Технология распила
Технология распиловки выбирается с учетом сорта древесины, размеров бревна, конструктивных особенностей пилорамы.
Качество исходного материала
Эффективность распила зависит от качества сырья. Сначала нужно оценить древесину, отсортировать бревна. Сортировка осуществляется по внешнему виду бревна. Главные признаки:
 Распиловка бревна
Распиловка бревна
- кривизна;
- объем ложного ядра;
- количество сучков;
- диаметр.
Бревно делится на 4 равные грани. Чистой считается грань, не имеющая сучков, трещин, гнили, рубцов, сколов, повреждений от насекомых. Отсюда получается пиломатериал самого высокого качества.
Бревна, предназначенные для распила, должны быть складированы с учетом требований. Чем раньше после рубки дерева бревно попадает в распиловку, тем легче с ним работать. В высохшем сырье пила может давать волну, и толщина досок будет меняться. Самая ценная древесина снаружи бревна, к центру качество падает.
Как заточить и развести пилу
Ленточные пилы часто продаются в незаточенном состоянии. Профессиональный инструмент необходимо сначала развести, а потом наточить. Раз в два-три года процесс разводки повторяют. Неправильно разведенная и плохо наточенная пила может испортить всю работу.









Как заточить и развести пилу правильно? Для начала надо разобраться в сущности этих процессов. Ведь подготовка ручного инструмента отличается от подготовки электрического. У ручных пил совсем другая форма зубьев и техника работы.
Зачем разводят пилу
Разводка — это такой процесс, в результате которого зубья ленточной пилы отгибаются в разные стороны. Четные зубья отгибают в одну сторону, нечетные — в другую.
Перед тем как развести ленточную пилу, надо понять, для чего это необходимо. Бессмысленные процессы обычно не приносят хорошего результата. Известно, что во время пиления ширина распила должна быть в два раза больше, чем толщина полотна пилы. Если распил будет уже, то пила начнет застревать в нем. При неправильной разводке возможно искривление полотна. В результате пила будет идти криво, и ровного распила не получится.
Уход за пилой
Пилу важно уметь не только разводить и затачивать. Надо также уметь ее хранить
Когда инструмент не эксплуатируется, он должен быть помещен в теплое и сухое место. Если на пилу попадет влага, то она заржавеет.
Даже обработанная специальными составами, пила не сможет противостоять всем агрессивным факторам.
Нужно бережно относиться к инструменту, и тогда он будет служить очень долго. Хранится пила обычно завернутая в материал. Можно также обеспечить для нее футляр. Оставлять инструмент на зиму на бAL-KOне не рекомендуется.
https://youtube.com/watch?v=xFbmxpgxe88
Роликовые направляющие
Роликовые направляющие являются наиболее дешевым видом направляющих для мебели. Благодаря своей цене данный тип направляющих получил широкое распространение на рынке мебельной фурнитуры. Конструкция роликовых направляющих очень проста — каждая направляющая содержит в себе две части: одна из которых крепится на корпусе мебельного изделия, а вторая закрепляется непосредственно на выдвижном ящике. Так как данный вид направляющих не относится к направляющим скрытого монтажа, то чаще всего на роликовые направляющие наносится эмаль, выполняющая декоративную функцию. В торговой программе нашей компании представлены роликовые направляющие FIRMAX в трех цветах (белый, серый, коричневый) и роликовые направляющие Итальянской компании FGV (Formenti & Giovenzana) в белом и коричневом цветах. В данном разделе вы сможете найти роликовые направляющие следующих размеров: 250мм, 300мм, 350мм, 400мм, 450мм, 500мм, 550мм, 600мм
При покупке роликовых направляющих необходимо обратить внимание на толщину направляющей. Для размеров до 400мм минимальная толщина должна составлять не менее 0,7мм, а для более длинных направляющих — не менее 0,8мм
Убедившись в соответствии толщины и длины направляющей, вы приобретете качественный и долговечный продукт.
Что нужно знать об углах заточки зубьев
Геометрия зубьев ленточных пил может видоизменяться в зависимости от характеристик обрабатываемого материала. Это выражается в форме зуба и расстоянии между отдельными элементами режущей кромки.
Профиль ленточной пилы определяется маркировкой, которую наносит завод-изготовитель. Выглядит это так:
- WM – универсальный вариант, предназначенный для распиловки мягких и твёрдых пород древесины;
- AV – применяется для продольного реза и пиления твёрдых материалов, например замороженной древесины;
- NV – отличается узкой шириной полотна, поэтому идеально подходит для фигурной резки;
- NU – режущая кромка с широким шагом зубьев, что обеспечивает высокую производительность при пилении мягких пород древесины;
- PV – практически полный аналог предыдущего полотна, но имеет сплющенную форму зубьев;
- KV – профиль применяют для широких ленточных пил, предназначенных для мягкой древесины;
- PU – широкая пила для распиловки древесины твёрдых пород.

Шаг зубьев подбирается индивидуально, в зависимости от материала. Например, для распиловки твёрдой древесины и металла используются только мелкозубчатые полотна, чтобы избежать повреждения режущей кромки. Мягкое сырьё и толстостенные материалы обрабатывают пилами с большим расстоянием между зубьями, что позволяет ускорить производственный процесс.
Разводка зубьев ленточных пил

Помните, развод должен осуществляться перед заточкой, а не после.
Разводка – это процесс отгибания зубьев в стороны для уменьшения трения и зажатия полотна. Существует три типа разводки:
- зачищающий – необходимо каждый третий зуб оставить в первоначальном виде. Применяется в инструментах, для резки особенно твердых сплавов и материалов;
- классический – зубья необходимо отгибать влево и вправо строго поочередно;
- волнистый – каждый зуб отгибается на определенное значение, в результате образуется волна. Это тип разводки самый сложный.
Необходимо помнить, что при разводе отгибают две трети или треть от вершины зуба, а не весь зуб.
Рекомендуемые значения величины развода производителями примерно 0,3 до 0,7 миллиметров. Осуществляется разводка с помощью разводного специального инструментария.
Характерные особенности
Для ленточных пил характерны три отличительные черты. Изготавливаются они только из особых сортов инструментальной стали, что обеспечивает высокие показатели прочности и износоустойчивости зубьев. Российские производители обычно используют стали категорий 9ХФ и В2Ф, иностранные компании отдают предпочтение серии С75. В любом случае твёрдость материала должна быть не ниже 45 HRS.
Ширина реза полотна ленточной пилы намного уже, чем у дисковых аналогов. Как упоминалось выше, это является основополагающим фактором при обработке ценных пород дерева и деловой древесины.
Пилы способны без проблем справиться с заготовками любой длины и диаметра. При этом правильно заточенная ленточная пила обеспечивает высокую производительность производства.
Нужно уточнить, что надёжность замкнутых пил объясняется неоднородностью материала, который используется для изготовления полотна.
В частности, тело пильного инструмента обычно выполнено из пружинной стали, обладающей невероятной устойчивостью к растяжению и динамическим нагрузкам. На изготовление режущей кромки идут сорта стали с высоким содержанием вольфрама и кобальта. Отдельные части полотна свариваются между собой высокочастотными токами. Инструменты, изготовленные по такой технологии, могут использоваться для распиловки металла.
https://youtube.com/watch?v=ynYoSfTOc3o
Во-вторых.
Как только ширина пропила достигает необходимого размера, и остаток высоты бревна дошёл до получения нужного размера, его переворачивают. То есть если Вы пилите брус к примеру на 150, то и ширина пропила и высота остатка бревна должны соответствовать этому значению, даже быть больше, с учётом снятия горбыля.
Далее нам известен конечный размер материала, который необходимо получить, и мы его получим.
Для этого, после переворота бревна, начинайте расчёт от конечного размера до полного использования высоты бревна, но при этом не забывайте учитывать размер пропила, который как нам уже известно составляет от 2 до 5 мм.
К примеру — у Вас на эстакаде бревно, которое вы срезали до размера в 260 мм. Перевернем бревно и продолжим.
Конечный результат, которого мы хотим добиться — лафет, толщиной 150 мм. Далее, нехитрым способом сосчитав, что 260 мм-150 мм=110 мм. Мы получаем целых 110 мм толщины дополнительного материала. И именно его необходимо правильно рассчитать.
Берём этот дополнительный размер и высчитываем, для получения плахи, которая имеет размер 50 мм, 110-50=60, не забываем пропил, а у нас он составляет 2 мм, 60-2=58 мм, затем тесины, равной 25 мм, 58-25-2=31 мм, подгорбыльник 20 мм, 31-20-2=9 мм.
Как видите, из наших расчётов, получается 9 мм горбыль, 20 мм подгорбыльник, 25 мм тесина и 50 мм плаха. А конечный размер составит 150 мм.










Способы пиления
В процессе распиловки нужно учитывать толщину доски, компенсацию конусности, переворот бревна. Пилить на ленточной пилораме мастера могут тремя способами.
Простое пиление
Бревно подлежит распилу до конца с получением необрезных досок, но переворот не производится. Метод простой и быстрый, но имеет недостатки. Полученные доски нужно затем обрезать с боков.
Пиломатериал выходит низкого качества с множеством отходов. Центральные доски легко растрескиваются, способ подходит для работы с низкосортной древесиной.
Круговое пиление
Сделав пропил, распиловщик переворачивает бревно на другую грань, и так по кругу до оставшейся центральной части. Для средних и высших сортов древесного сырья способ наилучший, но на отдельных пилорамах тяжело переворачивать бревно. Подходит для пилорам с гидравликой.
Варианты круговой распиловки древесины
Пиление бруса
Начало распила производится по кругу, а центральная часть оставляется в виде определенных размеров бруса. Пиление бруса обеспечивает максимальную производительность пилорамы, способ используется для распиловки бревен среднего и низкого сорта.
https://youtube.com/watch?v=JdWlG4ZXaJw
Конструктивные особенности элементов для установки дверей
Функция верхней направляющей состоит в удерживании полотен от вероятного выпадения. Синхронизатор для раздвижных дверей syn-1. Комплект синхронизатора для раздвижных дверей. Зависимо от модели, дверей может быть две, три либо даже более. Но, невзирая на их количество, направляющая, обычно, бывает двойная (с 2-мя пазами). Высочайшие продольные ребра позволяют сглаживать перепады высоты меж потолком и полом. Верхняя направляющая не воспринимает на себя никаких нагрузок и является только регулирующим элементом, потому особенного крепления она не просит.
По нижней направляющей передвигаются дверные полотна. Смонтировать двери для шкафа купе собрать красивые именно раздвижные двери. Она крепится конкретно в напольное покрытие либо в нижнюю полку шкафа. Вероятен вариант установки направляющей на обоесторонний скотч, но такое крепление не будет довольно надежным, хотя пол оно не попортит. В случае конструкции шкафа с одним двигающимся полотном, устанавливается одинарная направляющая, в других случаях – двойная.
Нижние ролики с шарикоподшипниками берут на себя всю нагрузку от дверного полотна. Очень удобны в работе системы для раздвижных дверей роликов. Сборка каркаса дверей для шкафа купе своими руками. Пошаговая инструкция сборки. Дверей для шкафа купе. Продажа механизмов для раздвижных дверей межкомнатных. Их конструкция позволяет регулировать его по высоте, в неких случаях даже до нескольких см. Смотри монтаж системы раздвижных дверей для шкафа-купе horus просмотров видео 67541. Монтаж системы раздвижных дверей для шкафа-купе horus видео онлайн бесплатно на rutube. Функцией верхних роликов является удержание полотна в вертикальном положении.
Стопор, либо фиксатор, служит для легкой фиксации двери. Он не дает возможности самовольного движения, а устанавливается – в паз на нижнем рельсе.
Буферная лента, либо уплотнитель, наклеивается вдоль вертикального обрамления (профиля) двери. Также к фурнитуре для раздвижных дверей относятся установку можно сделать своими руками. Она служит для смягчения удара при открытии/закрытии полотна и защищает содержимое шкафа от проникания пыли.
Установка раздвижных дверей шкафа купе с опорой на верхнюю направляющую встречаются намного пореже. Монтаж. Процесс установки раздвижных дверей шкафа установку дверей шкафа — купе для. Такие системы несколько труднее и дороже, потому не всегда их выбор будет оправдан.
Преимущества и недостатки
Некоторые считают, что покупка ленточной пилы — лишняя трата денег, достаточно наличия циркулярной пилы. На самом деле ленточная пила экономит время работы, и повышает качество заготовок. На предприятиях и мебельных фабриках ленточная пила окупается за короткое время и повышает производительность.
Преимущества ленточной пилы:
- Тихая, быстрая и безопасна работа.
- Настольная модель весит мало и не занимает много места.
- Экономия электроэнергии.
- Справляется даже с бревнами и брусьями.
- Быстро изготовит фигурный распил.
- Снижает количество стружек.
- Срезы не обязательно шлифовать.
К недостаткам относится низкая стойкость зуба, который каждый раз необходимо шлифовать, а также необходимость готовить станок.




