
Как сделать идеальную трубу из оцинковки своими руками: пошаговая инструкция
Доброго времени суток, дорогой гость!
Первый лист с гальваническим покрытием сошел с конвейера одного из британских заводов еще в 1867 году. Правда в то время металл покрывали исключительно золотом и серебром. Но перед первой мировой войной на поток было поставлено производство деталей с защитным слоем из цинка, и с тех пор они невероятно популярны.
Это и не удивительно — цинк продлевает жизнь железа в 20-30 раз. Изделия, выполненные из оцинковки – прочны, не поддаются ржавчине, и ведут себя в быту не хуже нержавейки, хотя стоят на порядок дешевле.
В сегодняшней статья я предлагаю уделить больше внимания этому скромному материалу и расскажу, как сделать трубу из оцинковки своими руками.
Преимущества и недостатки такой трубы
Оцинковка – это в первую очередь сталь, материал, имеющий много неоспоримых достоинств.
К ним относятся:
- Прочность,
- Способность выдерживать высокие температуры,
- Превосходная теплопроводность,
- Низкая стоимость по сравнению с другими материалами.
Но без защитного покрытия черный металл подвержен коррозии, быстро ржавеет и приходит в негодность. Цинкование с успехом решило эту проблему. И, несмотря на то, что трубы из оцинковки и стали по форме одинаковы, оцинкованное изделие имеет ряд преимуществ.
Дополнительные плюсы оцинкованного изделия:
- Коррозионностойкость, способность противостоять негативным воздействиям окружающей среды,
- Увеличенный срок службы,
- Повышенная прочность,
- Широкий диапазон рабочих температур,
- Высокая сопротивляемость механическим воздействиям,
- Оцинкованная труба выдерживает высокое внутреннее и наружное давление,
- Простота и удобство монтажа,
- Высокая стойкость к возгоранию,
- Цинк убивает все патогенные микроорганизмы,
- Оцинковка практически не уступает в качестве низколегированной нержавейке, но стоит на порядок дешевле.
Но, как любое инженерное решение, трубопровод из оцинкованного железа неидеален.
- Не очень привлекательный дизайн,
- Дороговизна по сравнению с обычной сталью,
- Цинк усложняет процесс сварки,
- В отличие от пластика, при наличии выступов на стенах, обеспечить плавный переход в конструкции из оцинкованных труб, практически невозможно.
Сделать самому или заказать
Что же лучше, купить оцинкованный лист нужной толщины и согнуть трубу самостоятельно, либо пойти в магазин и купить готовое изделие?
Советы по выбору
Как обычно – начнем с цены. Готовая труба диаметром 100мм и длиной 3 метра обойдется нам с вами примерно в 500 рублей. Себестоимость материала в данном случае — 150 рублей, остальное — трудозатраты и наценка продавца.
А если планируется организация целой системы водостока? Сами видите, переплатить за готовые изделия придется в 2.5- 3 раза. Самостоятельное изготовление труб значительно облегчит финансовую нагрузку.
К тому же заводские изделия имеют строго определенные размеры, и иногда подобрать нужный именно для вашей системы – сложно. Да и толщина готовой трубы обычно не превышает 1мм.
Обязательно следует помнить — любое заводское изделие, в отличие от самодельного, проходит строгий контроль ОТК, имеет идеально круглую поверхность и точность сварного шва.
Сможет ли домашний мастер обеспечить соблюдение всех этих условий — далеко не факт.
Какой материал выбрать
Если было принято решение изготовить деталь своими силами, начать следует с выбора материала, в нашем случае – оцинкованного листа необходимой толщины.
Характеристики материала
Тонколистовая сталь, покрытая цинком в заводских условиях, должна соответствовать ГОСТ14918-80
Основные характеристики, на которые следует обратить внимание при выборе:. Самые распространенные толщины оцинковки – от 0.35 до 3мм
Чем лист тоньше, тем он легче обрабатывается, что немаловажно для изготовления изделий в домашних условиях. Но не стоит забывать – меньше толщина — меньше прочность. Самые распространенные толщины оцинковки – от 0.35 до 3мм
Чем лист тоньше, тем он легче обрабатывается, что немаловажно для изготовления изделий в домашних условиях. Но не стоит забывать – меньше толщина — меньше прочность
Самые распространенные толщины оцинковки – от 0.35 до 3мм
Чем лист тоньше, тем он легче обрабатывается, что немаловажно для изготовления изделий в домашних условиях. Но не стоит забывать – меньше толщина — меньше прочность
Толщина цинкового покрытия
Различают 3 класса материала, в соответствии с толщиной слоя нанесения цинка. Сведем данные в таблицу для удобства.
Как сделать идеальную трубу из оцинковки своими руками: пошаговая инструкция Преимущества и недостатки трубы из оцинковки, характеристики материала. Пошаговая инструкция, которая поможет сделать оцинкованную трубу своими руками, расчет размеров, чертеж и схема.
Технология изготовления стального круга методом горячей прокатки
Для такого производства существуют специальные станки, которые представляют собой длинные установки с валиками, находящимися во вращении и имеющие различный диаметр. Как заготовку для производства стального круга берут толстые, имеющие сплошное сечение, стальные слитки.
Слитки подогревают до нужных высоких температур, чтобы запустить процесс рекристаллизации. Далее стальные заготовки двигаются по рольгангу и обрабатываются рядом валков, благодаря этому процессу заготовки значительно удлиняются, а поперечное сечение уменьшается в размерах и приобретает круглую форму.
При предварительном нагреве должен выдерживаться температурный режим. Если во время прокатки нагрев дойдет 1000 °С, то изделия будут повышенного качества. Затем заготовку подвергают повторному нагреву до 1120 °С.
После нагрева следует остудить изделие, что производится в два этапа — водяное охлаждение и на воздухе. Благодаря такой термической обработке и закалке изделия приобретают необходимые качественные свойства. В этом случае изменяется структура материала, и в результате повышается твердость, прочность и износостойкость изделия.
В таком производстве принято использовать несколько видов стали на выбор:
- Углеродистая сталь обычного качества;Легированная сталь;Низколегированная сталь.
Благодаря довольно быстрому и незатрудненному процессу технология горячей прокатки имеет высокий показатель производительности.
В итоге получают изделия стального круга с диаметром сечения от 5 до 270 мм.Длина колеблется от 2 до 12 м, но по просьбе заказчика индивидуально ее можно увеличить до 24 м. Угол среза должен быть строго перпендикулярен к основной оси, возможно отклонение не более 20 %. Все параметры соответствуют стандарту — ГОСТ 2590-2006.Стальной горячекатаный круг может иметь различный уровень прочности, поэтому и области его применения довольно широки.
Особенности бесшовных изделий
Бесшовные трубы являются цельными изделиями и не содержат швов, а также других соединений. В первую очередь в зависимости от технологии производства бесшовные трубы подразделяются на два вида:
- горячекатаные;
- холоднокатаные.
Также существуют цельнотянутые детали, которые относятся к особой группе бесшовного металлопроката. Такие изделия отличаются тем, что имеют толстые стенки.








Изделия, которые имеют шов, в свою очередь, выполняются с помощью двух основных методов:
- сварка (заготовка сваривается по спирали);
- фальцовка (согнутый лист закрепляется продольно специальным фальцем).
Материалом для таких деталей в большинстве случаев выступает сталь. Это связано с тем, что этот материал обладает высокой прочностью. Рассмотрим и другие достоинства этих изделий:
- высокий коэффициент теплопроводности;
- низкий показатель линейного расширения;
- антикоррозийная стойкость толстостенной продукции.

Бесшовные трубы отличаются более высокой стоимостью по сравнению со сварными
К основным недостаткам таких изделий можно отнести:
- высокая стоимость;
- сложный монтаж.
Для того, чтобы проложить коммуникацию из таких труб, важен правильный расчёт основных параметров. К ним можно отнести показатели сечения труб и толщину их стенок.
Видео-инструкция
Как сделать ведро своими руками из жести, из оцинкованного железа или из нержавеющей стали с прямыми стенками.
Вырезаем из материала развертку изделия
h
– высота (устанавливаем заданную величину)d – диаметр (устанавливаем заданную величину)l – длина окружности (находим расчетным путем)
l = πd = 3,14 * 329 = 1033
(мм)h = 310 (мм)
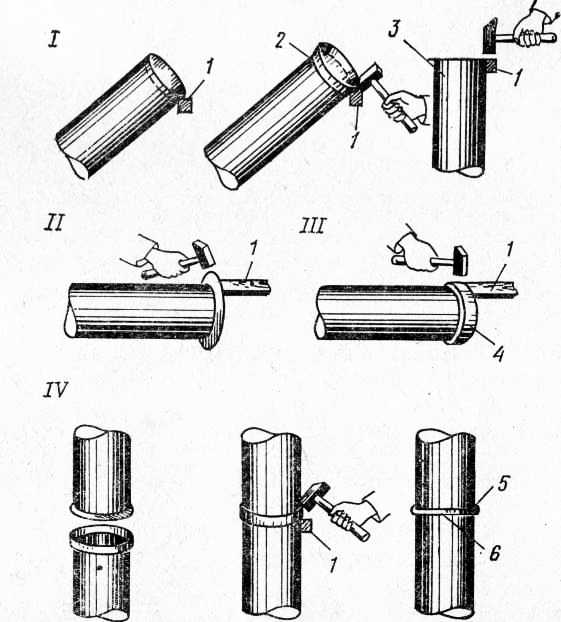
ИЗГОТОВЛЕНИЕ ЦИЛИНДРА
В середине развертки размечаем отверстия для крепления ушка
1.
На прямоугольном листе из тонколистовой оцинкованной стали , на , или ручным способом при помощи киянки и бруса, зафальцовываем «по высоте» края листа в противоположные стороны. Сгибаем лист в цилиндр.2. Скрепляем загнутые края. Равномерно прижимаем полученный шов киянкой или колотушкой по всей длине цилиндра.3. Чтобы шов остался внутри цилиндра, необходимо провести следующую операцию: поворачиваем готовый шов таким образом, чтобы он находился возле ребра бруса; ударяя киянкой по шву, получаем внешнюю поверхность цилиндра без выступающего шва.
ОТБОРТОВКА ФАЛЬЦА
Ширина фальца зависит от его назначения: получения замка; закатка проволоки.
4.
Установим цилиндр относительно бруска в первоначальное положение. Обстукиваем молотком и отгибаем фальц.5. Постукиваем заостренной стороной молотка. Следим за шириной фальца – она должна быть одинаковой.6. Выравниваем фальц постукиванием тупой стороной молотка.7. Окончательно отгибаем под прямым углом согнутый фальц.
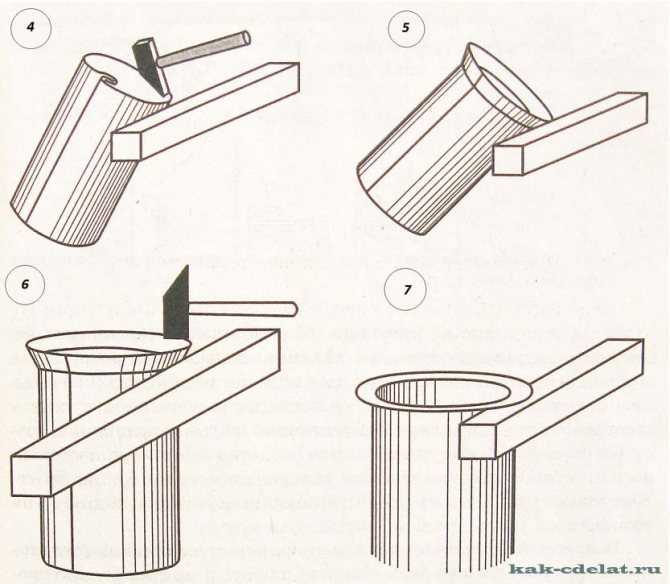
ЗАКАТКА ПРОВОЛОКИ
Вкладываем кружок по периметру отбортовки,
сделанный из проволоки, диаметр которого должен совпадать с внешним диаметром цилиндра.
Округляем круговую кромку и окончательно доводим закатку.
СОЕДИНЕНИЕ ЦИЛИНДРА С ДНОМ
8.
Загнем края у круга и вставим в цилиндр.9. Легкими ударами заостренной части молотка, загибаем фальц внутрь круга.10. Крепкими ударами тупой части молотка обстукиваем фальц на брусе, поворачивая при этом цилиндр.11. Сваливаем фальц на наружную плоскость цилиндра.12. Если в результате работы получится выпуклое дно, необходимо его выровнять.13. По самому краю дна, ударяем тупой частью молотка, по всему периметру окружности. Дно при этом выровняется, ребра соединения получат ярко выраженный контур.
ПРИКРЕПЛЕНИЕ ПРОМЕЖУТОЧНОГО ОБРУЧА
Дно ведра можно прикрепить к промежуточному обручу, а промежуточный обруч прикрепить к цилиндру.
14.
Крепим дно ведра с обручем.15. Соединяем обруч с цилиндром (корпусом ведра).16. Отгибаем фальц у обруча.17. Сваливаем фальц на наружную плоскость цилиндра и основательно постукиваем по периметру всей окружности.
ИЗГОТОВЛЕНИЕ УШКА
Приобрести трубы из оцинковки можно свободно, но стоимость таких изделий бывает достаточно высокой, поэтому желание сделать трубу из оцинковки своими руками продиктовано, в первую очередь, соображениями экономии.
При этом изготовление оцинкованных труб не требует применения особых усилий, специальных дорогостоящих приспособлений и инструментов и каких-то профессиональных знаний, поэтому справиться с этим может любой домашний мастер, в арсенале которого имеется набор стандартных плотницких инструментов.
Трубы из оцинкованного металла применяют для оборудования дымоходов, они пользуются популярностью из-за легкого веса и, соответственно, простотой установки. Дымоходы из оцинковки не требуют сооружения фундамента, а это существенно снижает затраты на оборудование дымохода.
Такие трубы отвечают нормам пожарной безопасности, выдерживая температурный режим до 900°, поэтому они могут применяться даже для дымоотведения из твердотопливных отопительных котлов и печей.
Также оцинкованные трубы в домашнем строительстве применяют для оборудования водостоков. Такие трубы и так довольно демократичны по затратам, но при этом процесс можно удешевить еще больше, используя собственноручно изготовленные изделия.
Подготовительный этап
Вначале на лист жести наносится разметка, по которой будет вырезан полуфабрикат. Другими словами от определенного жестяного листа отрезают необходимую часть, из которой будет формироваться контур будущей трубы. Процесс разметки выполняется следующим образом: жесть раскладывают на верстаке и от верхнего края отмеряют отрезок, равный длине трубы. Здесь ставится отметка разметчиком.









Затем с помощью угольника по этой метке проводят линию перпендикулярно боковому краю. Теперь по этой линии длину окружности трубы, то же самое проделывают по верхнему краю. При этом по обоим краям добавляют около 1,5 см для формирования стыковочных кромок. Верхнюю и нижнюю отметку соединяют и вырезают заготовку.
Для определения длины окружности можно воспользоваться рулеткой, а можно вспомнить школьный курс геометрии.
Шапочки (флюгарки, колпаки, дымники) на кирпичный дымоход
Цены. Шапочки на кирпичный дымоход
Изгатавливаем под заказ по вашим размерам шапочки на дымоход. Все соединения собираются на фалец, ножки шапочки изгатавливаем из металлической полосы 4 мм. Такая шапка надежно защитит кирпичный дымоход от атмосферных осадков.
Читать также: Металлическая печь своими руками чертежи фото
Флюгарками называются дымники, или колпаки, которые устанавливаются на трубы, вентиляционные выводы, газоходы, одним словом – на любые воздушные выводы из дома через крышу, чтобы предотвратить попадание в них осадков.
Материалы, из которых изготавливают флюгарки – медь или металл с полимерным покрытием (например, полиестер). Бывают флюгарки из оцинкованного железа или нержавеющей стали – тоже очень надежные материалы, не нуждающийся в особом уходе и окрашивании.
Флюгарки должны быть надежно закреплены к трубе. Для этого просверливают отверстия в юбке флюгарки и межкирпичной кладке и вставив в отверстия дюбеля, крепят их специальными кровельными саморезами. Для надежности дюбеля обмакивают в цементный раствор, непосредственно, перед тем как вставить их в отверстия. Второй вариант крепления – анкерами, предусмотрен для очень тяжелых флюгарок. Этот способ возможен в случае, если кирпич на трубе не пустотелый
Заказчик может выбрать шапочку с прямыми или изогнутымы ногами (см. фото). На заказ изгатавливаем нестандартные шапки по вашим чертежам. Изгатавливаем более простые и дешевые модели, предназначенные для установки в больших количествах на многоквартирные жилые дома, торговые центры, большие промышленные объекты.
Что понадобиться для изготовления трубы из оцинковки
В домашних условиях, чтобы сделать трубу из оцинковки, понадобиться лист жести, материал не требует применения особых усилий благодаря мягкости и пластичности.
Жесть промышленным способом изготавливаются из тонкой листовой стали толщиной от 0.1 до 0.7 мм на прокатных станках, после чего их покрывают антикоррозийным защитным слоем из хрома, олова или цинка. В заключении заготовки нарезаются по стандартным размерам, шириной от 512 мм до 2000 мм.
Прочность таких изделий нисколько не уступает стальным аналогам, особенно, если материал имеет дополнительные ребра жесткости, но при этом он очень пластичен и позволяет монтировать трубопроводы сложной формы ручным способом. Антикоррозийное покрытие обеспечивает защиту трубы от воздействия внешней среды.
Проблемой таких труб является недостаточная прочность на изгиб, поэтому для изготовления незамкнутых деталей вносят в конструкцию ребра жесткости для укрепления изделия.
- в магазинах представлен широкий ассортимент таких труб различного размера: одноконтурные;
- двухконтурные (выполненные в виде сэндвича и состоящие из внутренней и внешней трубы);
- гофрированные, отличающиеся повышенной гибкостью.
Обратите внимание! В домашних условиях технически возможно изготовить только одноконтурную трубу. При выборе толщины листа следует учитывать назначение трубы
Например, оцинкованная труба для дымоотведения из твердотопливных печей и каминов должна обладать повышенной стойкостью к высоким температурам, и при этом высокими антикоррозийными свойствами
При выборе толщины листа следует учитывать назначение трубы. Например, оцинкованная труба для дымоотведения из твердотопливных печей и каминов должна обладать повышенной стойкостью к высоким температурам, и при этом высокими антикоррозийными свойствами.
Это важно! Чем выше температура рабочей среды, тем толще должны быть стенки трубы
Инструменты
Для работы необходимы специальные инструменты, чтобы согнуть, правильно отмерить угол сгиба и разрезать трубу нужного отрезка.
Набор инструментов, которые понадобятся для работы:
Обратите внимание! Лезвия ножниц не должны быть тупыми, от этого зависит формирование ровного края изделия. При разрезе тупым инструментом образуются зазубрины, которые нужно обязательно удалять
Чтобы избежать лишней работы, важно следить за качеством заточки
- молоток с резиновой накладкой, киянка (столярный инструмент из дерева в виде молотка);
- плоскогубцы для сгибания;
- верстак для резки и разметки;
- труба для калибровки размером более 100 мм и уголок с гранями 75 мм;
- линейка или рулетка;
- разметчик (заточенный стальной стержень).
Первое простейшее изделие
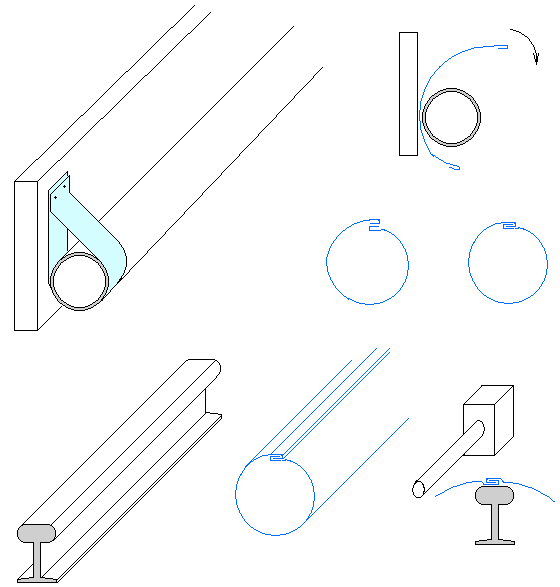
Для начала изготовим простейший кровельный элемент — конёк. Чтобы он впоследствии ровно и плотно лёг на крышу, сперва определите угол разворота, приложив на один из скатов длинную тонкую рейку.
Ширина полок конька — от 15 до 30 см, соответственно, понадобится полоса вдвое большей ширины с припуском по 10 мм с каждой стороны. Этот край может иметь неровности с допуском 2–3 мм, так что ровный раскрой не нужен. Нанесите разметку из трёх продольных линий: центр конька и оба его края. Уложите полосу центром на край стола и прижмите бруском под двумя струбцинами по линии разметки.
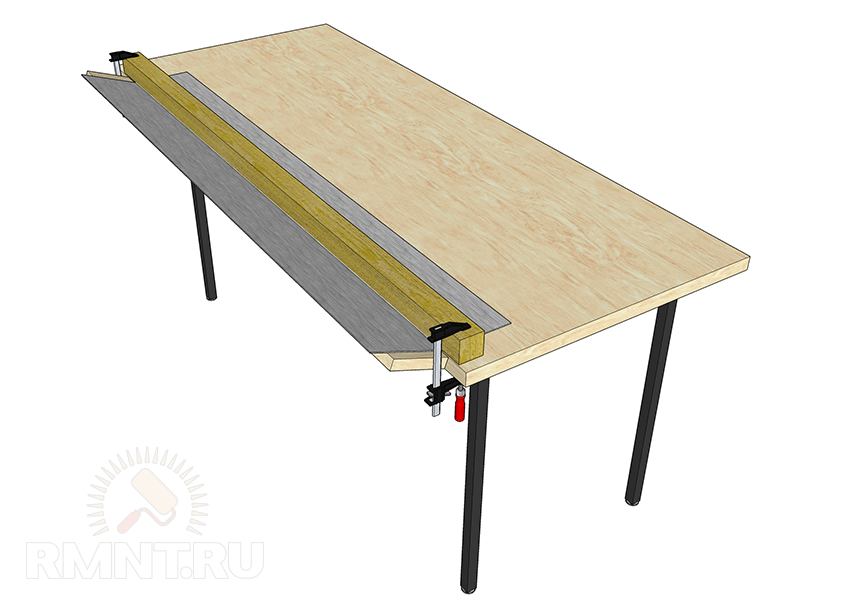
Снизу под выступающий край листа нужно подложить ровную доску и загнуть полку кверху, соблюдая отмеченный угол разворота ±10º. Теперь заготовку нужно отпустить и сместить назад, чтобы линия разметки края приходилась точно на грань бруска. Снова зажимаем заготовку и хорошо затягиваем струбцины, а затем проходим по кромке киянкой, заворачивая её перпендикулярно вверх.
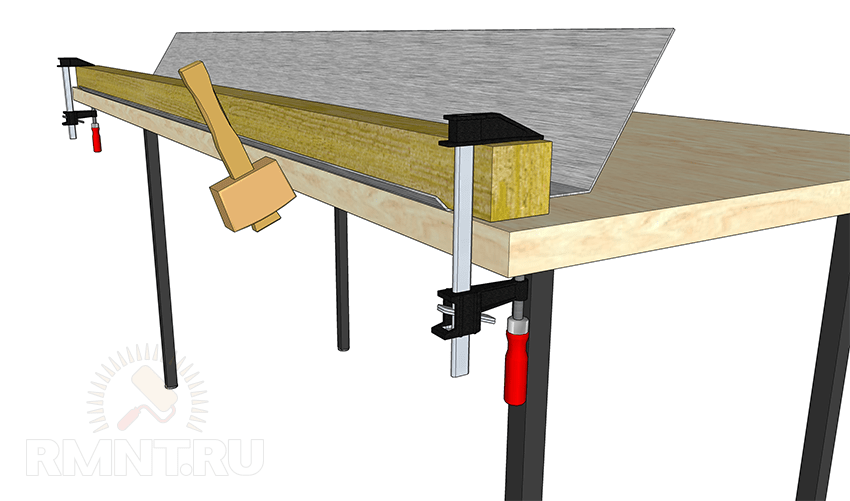
Обработка кромок необходима для придания жёсткости профилю конька. Для их изготовления можно также использовать рейку-правило, прижатую через брусок: клиновидный торец планки позволит сделать дозагиб края больше, чем на 90º. После предварительного загиба обеих кромок их нужно уложить на деревянную шпалу и отбить киянкой, сплющивая загиб. Во множестве листогибов эта операция выполняется одним проходом каретки роликового кромкогиба.
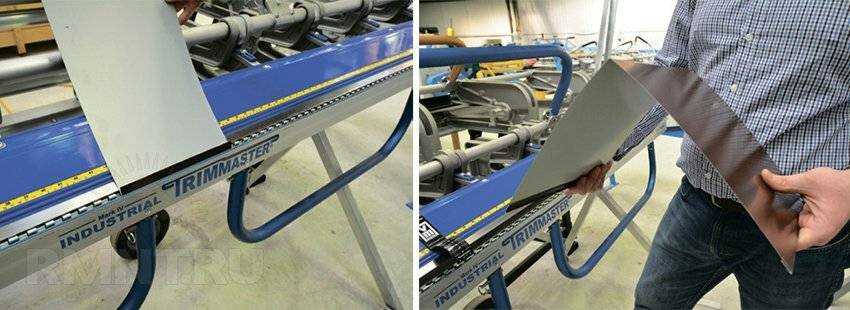
Обрабатывая кромку вручную, идите от одного края к другому последовательно, а затем выровняйте визуальные неровности руками. Уже на этом этапе можно задуматься о частичной механизации и создании примитивного станка. Например, если гибочную планку изготовить из металла или твёрдого дерева и закрепить её на двухосевых шарнирах, обработка пойдёт не в пример быстрее и чётче.

Как изготовить трубы из оцинковки своими руками. Как сделать отвод из оцинковки своими руками
![]()
ГлавнаяСвоими рукамиКак сделать отвод из оцинковки своими руками
Домашние строители стараются подбирать для решения проблем наиболее бюджетные варианты. Поэтому вопрос, как сделать трубу из жести своими руками, является актуальным для многих мастеров-любителей. Ведь самодельное трубное изделие из жести может вполне сравниваться с водостоками или кожухами, которые лежат на полках в специализированных магазинах.





Следовательно, нужно подробнее узнать процесс изготовления жестяной трубы, имеющей характеристики, как у заводских изделий.
Особенности исходного материала
Перед тем, как приступать к изготовлению трубы из листа металла, следует поближе познакомиться с материалом, из которого будет изготовлена труба, и его особенностями. Для начала стоит сказать, что это продукция прокатного типа, другими словами жесть – это лист стали, прошедший через вальцы прокатного стана и имеющий толщину 0,1-0,7 мм.
Помимо прокатных операций технология изготовления жести подразумевает обработку готового проката от образования коррозийных процессов. Для этого на сталь после проката наносят слой материала, который не подвержен воздействию коррозии.
Результатом выполненных действий становится стальной лист, ширина которого может варьироваться в пределах от 512 до 1000 мм, с хромовым или цинковым покрытием.
Готовый продукт отличается пластичностью, поэтому жесть легко поддается ручной обработке. При этом накатанные ребра жесткости могут сравниваться по прочности со стальными изделиями.
Это позволяет использовать жесть при изготовлении изделий сложной конструкции.
Необходимые инструменты
Перечень инструментов и приспособлений, необходимых для изготовления своими руками трубы для дымохода из оцинковки , обусловлен свойствами жести, в частности мягкостью и пластичностью. Обработка материала такого типа не требует приложения особых усилий, которые необходимы для работы с листовыми материалами.
Поэтому при производстве жестяных труб для дымохода необходим следующий набор инструментов:
- Ножницы для резки металла. Этот инструмент помогает без особого труда нарезать листовой материал на нужные куски, так как самая большая толщина жести достигает 0,7 мм.
Молот с мягким бойком. Можно также воспользоваться деревянным молотком, киянкой, или стальным инструментом с мягкой резиновой накладкой. Однако последний вариант используют очень аккуратно или вообще не берут, так как он может стать причиной деформации тонкого листа жести и испортить всю работу.
Плоскогубцы. С помощью этого инструмента решают вопрос, как согнуть трубу из жести, потому что это сталь, хотя и тонкая, следовательно, согнуть руками ее невозможно.
Верстак. Это приспособление необходимо при резке материала и при нанесении разметки.
Калибрующий элемент. Это может быть трубное изделие диаметром более 10 сантиметров, а также уголок, имеющий грани 7,5 сантиметров. Эти элементы необходимо хорошо закрепить, так как на их поверхности будет выполняться заклепывание стыковочного шва.
Разновидности автомобильных шпаклевок
По типу основы шпаклевки делятся на:
- нитроцеллюлозные;
- полиэфирные;
- акриловые.
Теперь охарактеризуем каждый вид более подробно.
Акриловая жидкая шпаклевка
Этот вид шпаклевки удобен для обработки больших поверхностей. С помощью акриловой шпаклевки в мастерских устраняют глубокие риски и поры.
Благодаря жидкой консистенции ее используют также вместо финишной шпаклевки, непрактичной при обработке поверхностей большой площади. Для нанесения используют распылитель.
Крупнозернистая шпаклевка универсального назначения
Материал с эластичной структурой, имеющий высокую адгезию. В мастерских автосервиса применяется для выравнивания глубоких вмятин. В состав крупнозернистой шпаклевки включен наполнитель грубого помола, содержащий металлическую пудру и мел.
Шпаклевка, содержащая стекловолокно

Идеальное средство повышенной эластичности для реставрации поврежденной поверхности. Применяется для заделывания пробоин и участков, поврежденных коррозией. С помощью этого средства выравнивают наиболее глубокие неровности. Материал легко накладывается толстыми слоями и покрывается финишной шпаклевкой. Твердая структура и армирующие свойства тонких стекловолоконных нитей позволяют восстановить поверхность при серьезных повреждениях кузова.
Шпаклевка финишная мелкозернистая
Такие расходные материалы для покраски автомобиля как финишные шпаклевки могут быть использованы также и для ремонта. Например, элементов из стеклопластика. В основном этот вид шпаклевки применяется после шлифовки и обработки поверхности крупнозернистым материалом.
Акриловая однокомпонентная шпаклевка
Применяется после грунтования, если на поверхности остались видимыми мелкие поры. Неровности на стекловолокне также можно устранить с помощью этой шпаклевки. База краски-металлик или эмаль могут быть нанесены непосредственно поверх слоя этой шпаклевки. Шпаклевка для работы с пластиком

Отличается мягкостью и эластичностью, высокой адгезией при работе с пластиком различной степени жесткости. С помощью этого материала выполняется реставрация различных элементов отделки салона.
Для чего нужны грунтовки
Грунты наносятся на поверхности, предварительно обработанные шпаклевками.
Грунтом обрабатывают участки шпаклевания при кузовном ремонте.
Разновидности:
- эпоксидные грунтовки используются для устранения мелких неровностей при покраске и шпаклевании кузова, обеспечивают мощную защиту поверхности кузова от коррозии;
- адгезионные грунтовки для пластика используются при окраске пластиковых деталей автомобиля, обеспечивают прочное сцепление пластика и лакокрасочного покрытия;
- акриловые грунтовки служат для окончательного выравнивания поверхности и применяются перед нанесением эмали. Этот вид грунта универсален в отношении всех типов автомобильных красок.



