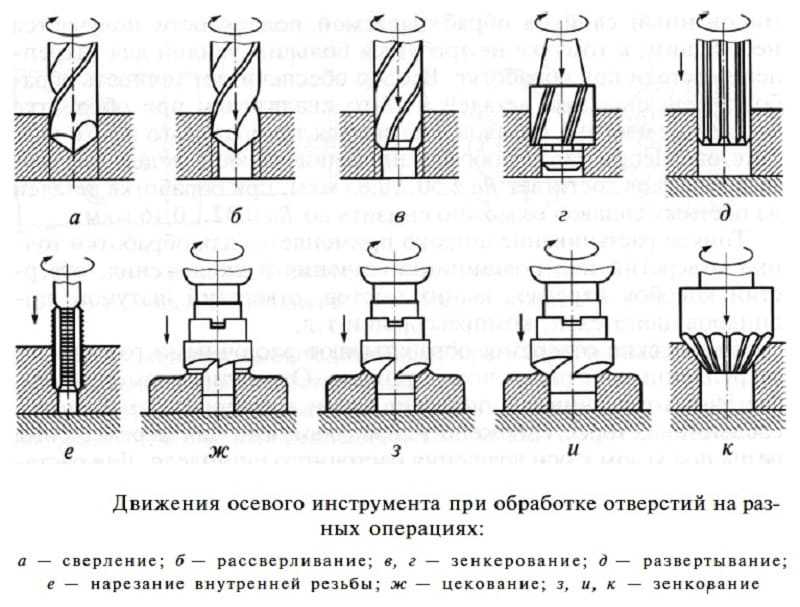
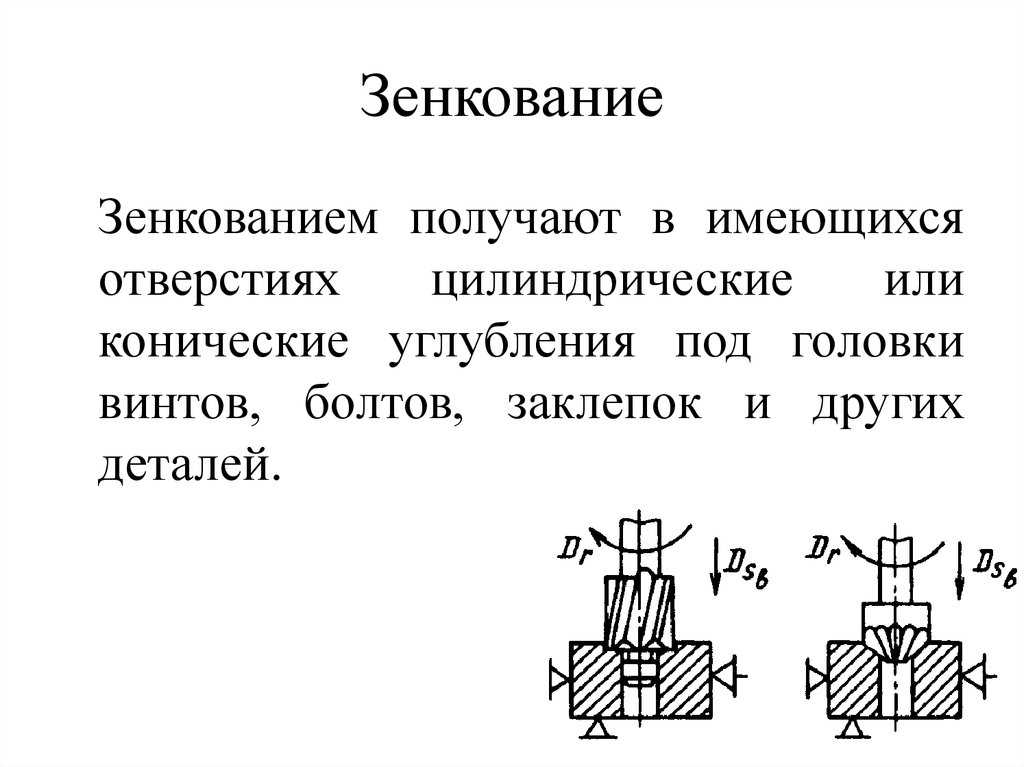
Виды и применение зенковок
При обработке деталей на сверлильных и токарных станках зенковка по металлу применяется для:
- Формирование в предварительно подготовленных отверстиях углублений конической или цилиндрической формы требуемой длины.
- Формирование опорных плоскостей возле отверстий.
- Съём фаски в отверстиях.
- Обработка отверстий под крепеж.
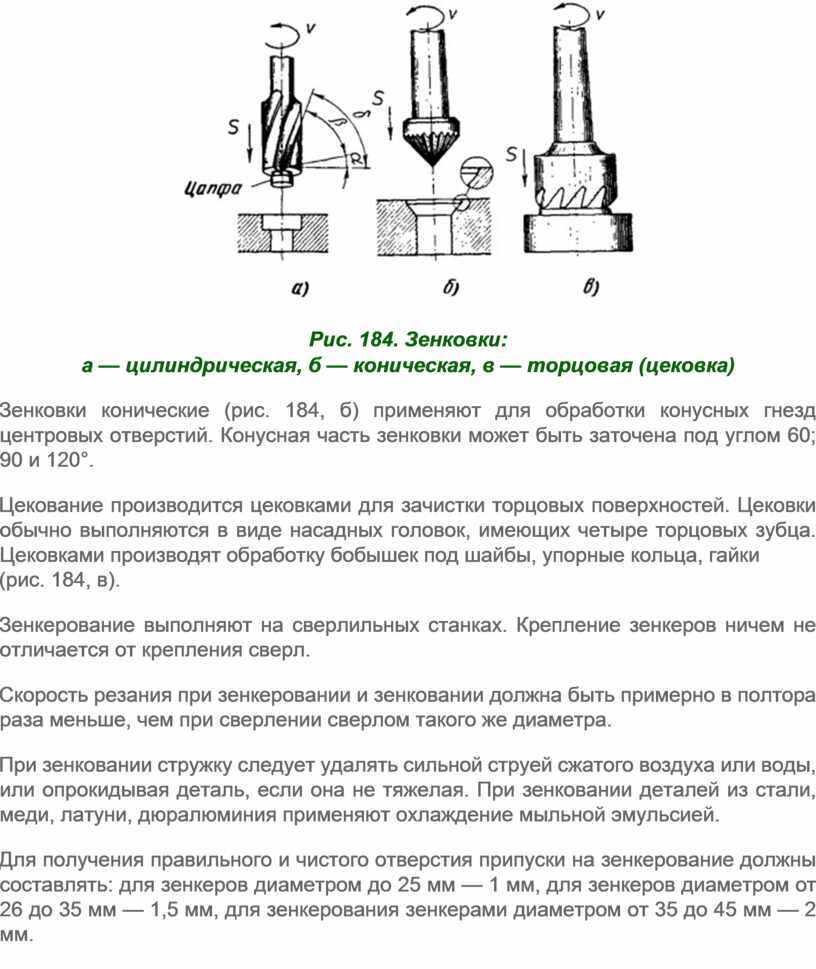
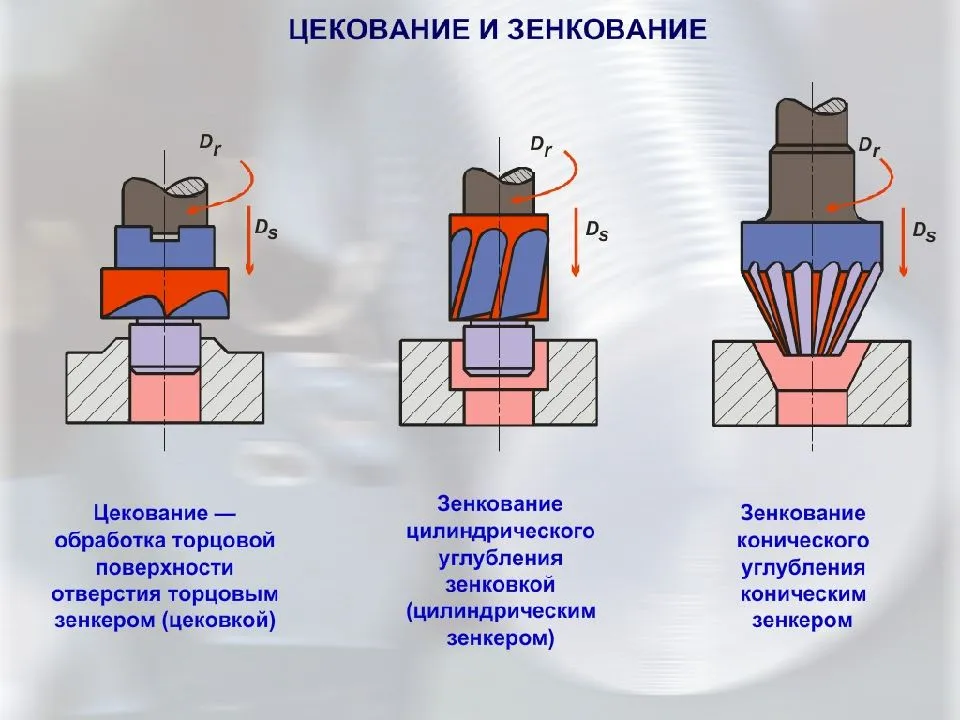
Часто можно встретить и термин «цековка», так называют инструмент, предназначенный для рассверливания углублений цилиндрической формы и опорных плоскостей.
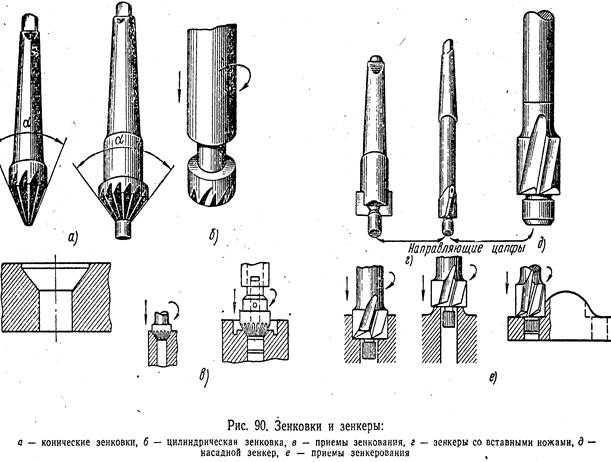
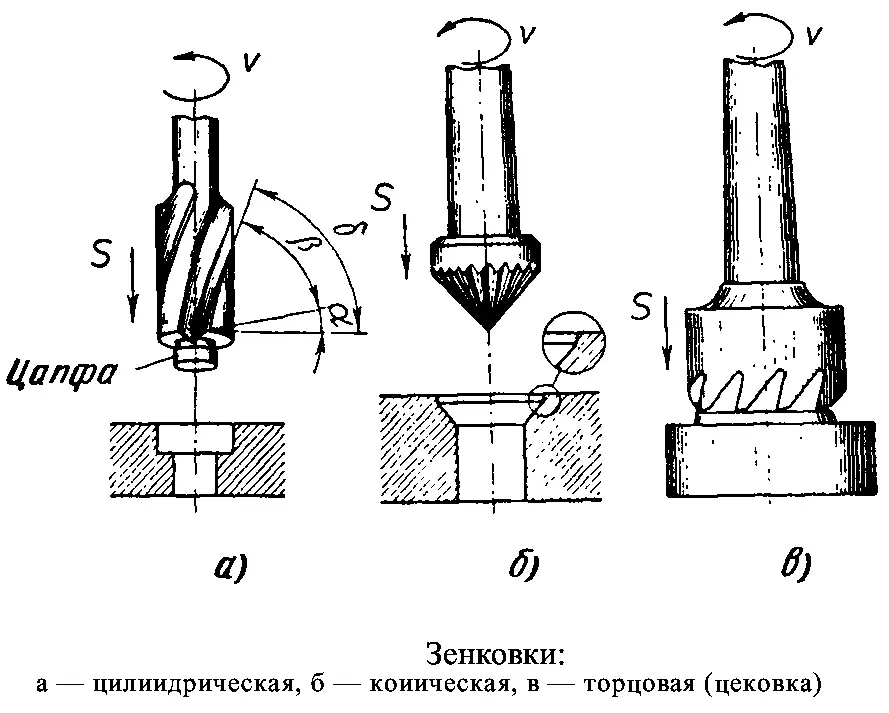
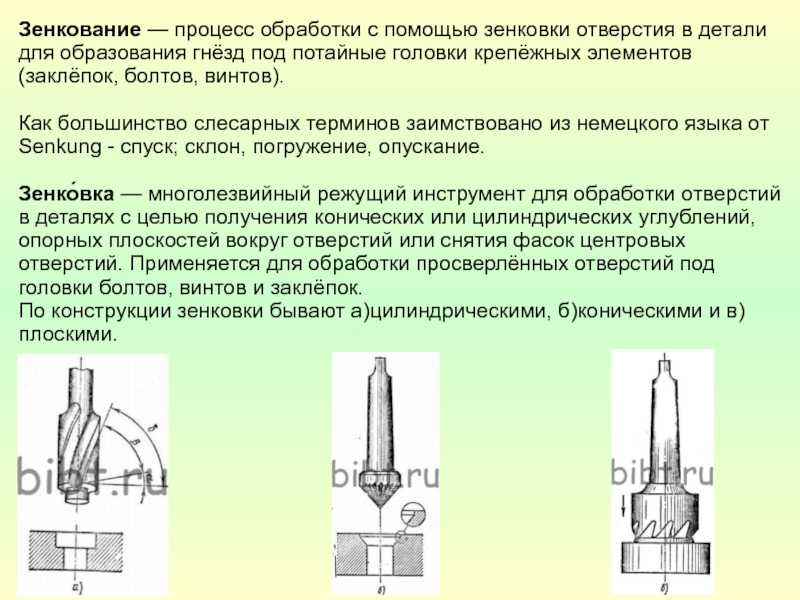
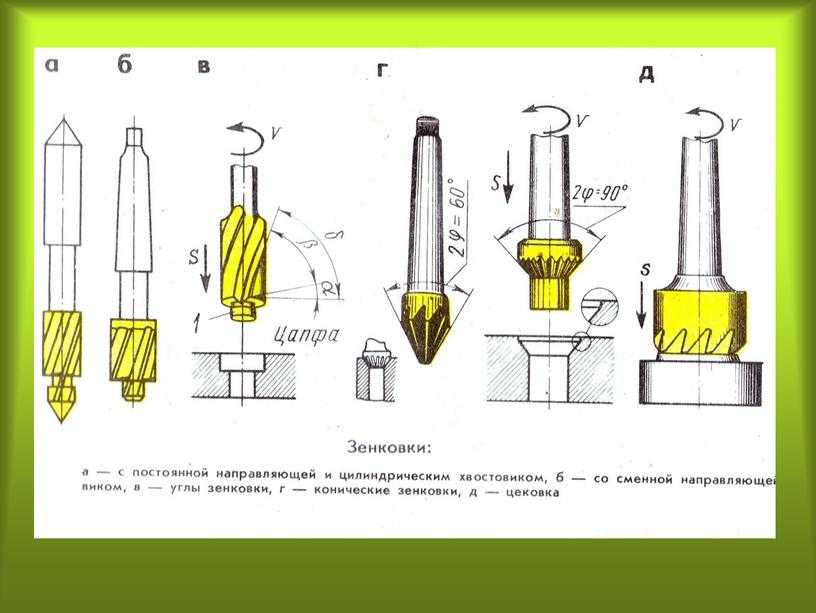
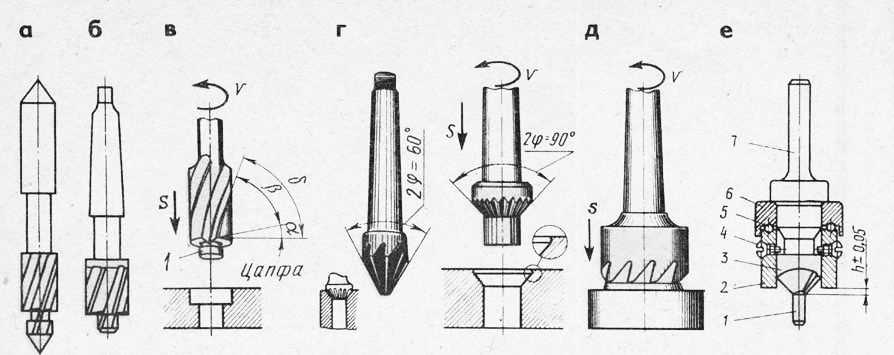
По конфигурации режущей части встречаются следующие виды зенковок:
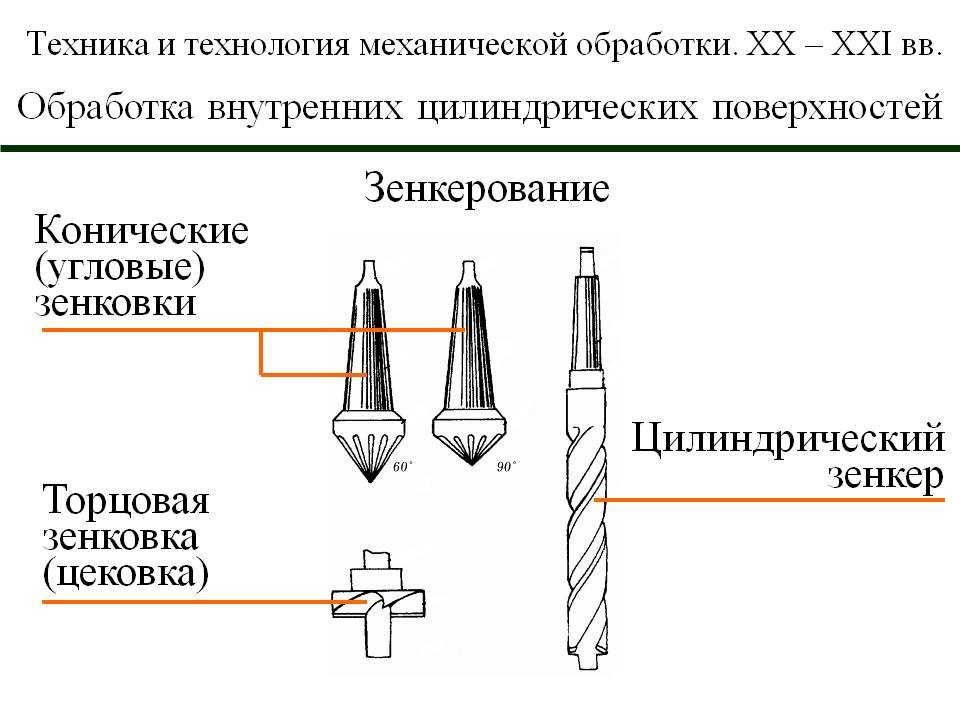
- Цилиндрической конфигурации.
- Конические зенковки.
- Торцовые инструменты.
По диаметру обрабатываемых отверстий зенковки подразделяются на:
- Простые (от 0,5 до 1,5 мм).
- Для отверстий диаметром от 0,5 до 6 мм. Выпускаются с предохранительным или без предохранительного конуса.
- Зенковки с конусным хвостовиком. Применяются для отверстий диаметром от 8 до 12 мм.
Цилиндрическая
Операция такого вида зачастую применяется практически в любом типе производства. Итогом становится выемка цилиндрической формы. Это идеальный выбор для винтов и болтов. А данные крепежные элементы в штатном формате распространены почти во всех конструкциях. Фактически это самая популярная и актуальная разновидность зенкования отверстий в металле.
Плоские и торцевые
Такой способ иногда называют цековкой. Особый финальный вид операции. Используется в уже готовых углублениях. Чтобы сами шляпки и иные метизы для сокрытия входили плотно и без зазоров. Для этого поверхность очищается. И тут нам и понадобятся эти разновидности.
По сути, цековка и зенковка – отличие небольшое. Просто это более узкая деятельность, который имеет такое название только при плоской или торцевой зачистке.
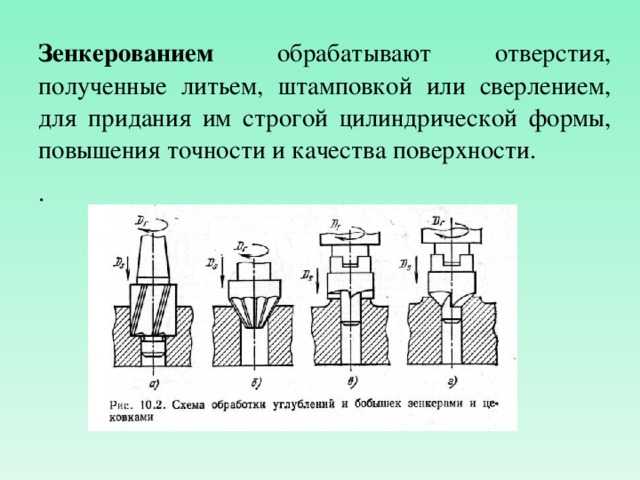
Сферы применения зенковки
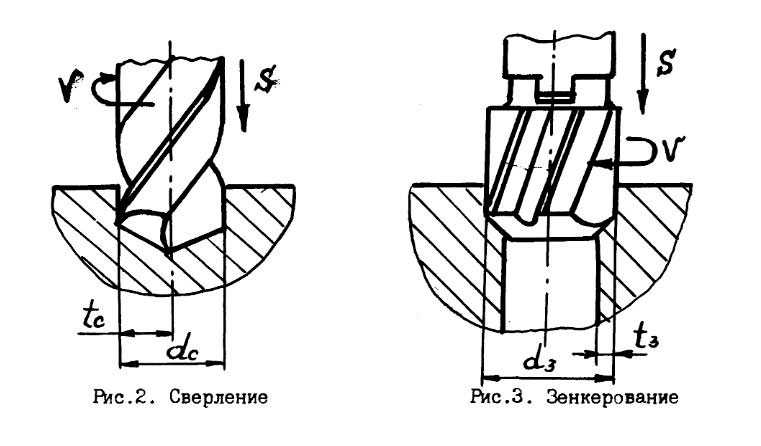
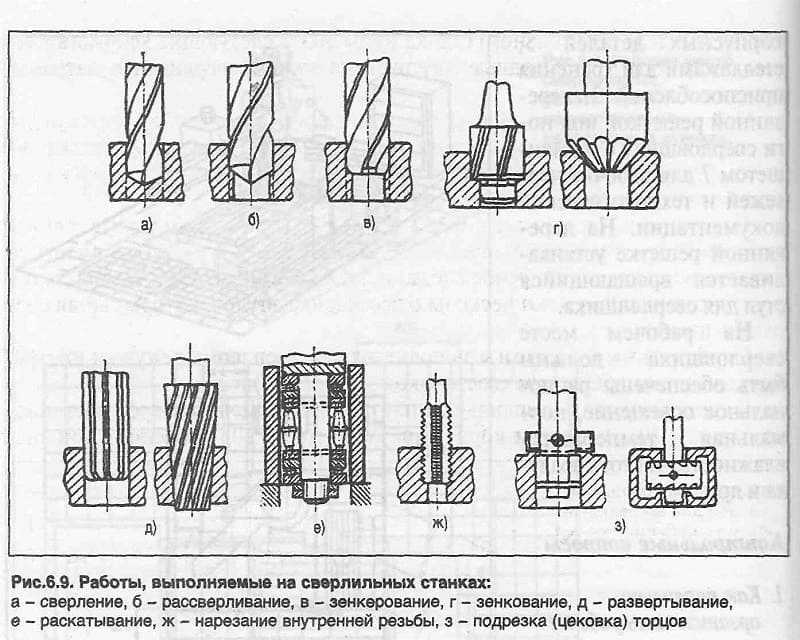
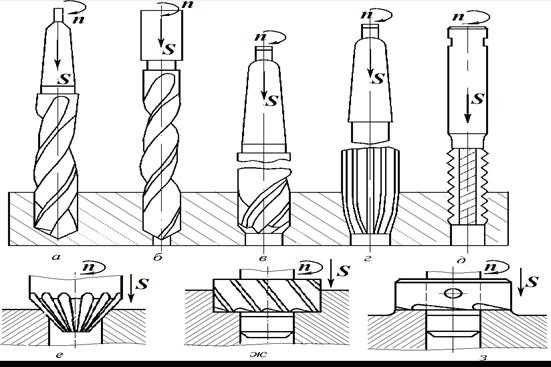
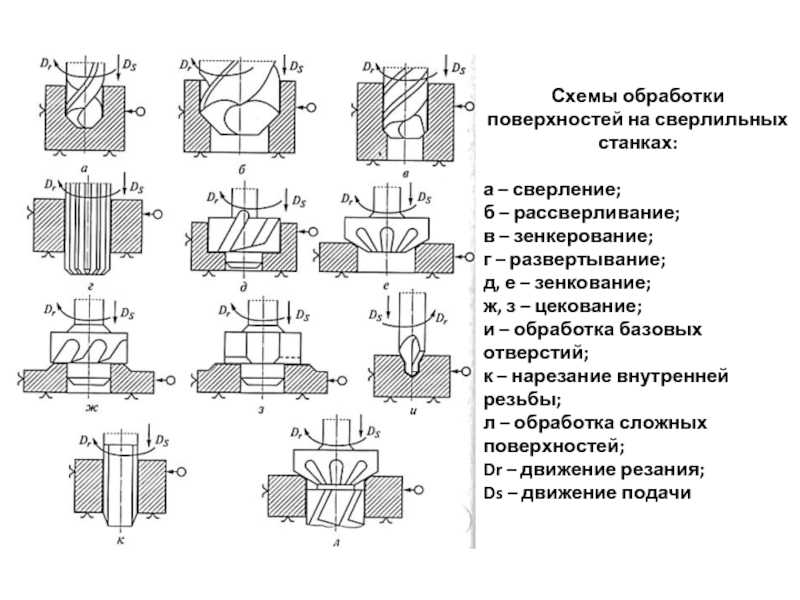
Зенкование и зенкерование, несмотря на то, что используются для обработки предварительно подготовленных отверстий, имеют ряд принципиальных отличий. Основным назначением зенкования является формирование в верхней части предварительно подготовленного отверстия конических или цилиндрических углублений, которые необходимы для того, чтобы скрывать головки используемых крепежных элементов.

Коническая зенковка с хвостовиком Морзе тип 8, материал режущей части — сталь HSS (аналог Р6М5)
По степени чистоты формируемого в процессе выполнения зенкования углубления такую технологическую операцию относят к получистовой. Как правило, ее выполняют перед развертыванием отверстий в заготовках из различных материалов. В качестве оборудования, на котором выполняется зенкование, могут использоваться сверлильные, токарные, фрезерные и расточные станки. Отличительной особенностью такой технологической операции является то, что выполняют ее на малых оборотах, совершаемых зенковкой или обрабатываемой заготовкой.
По конструктивному исполнению различают зенковки:
- конические (ГОСТ 14953-80);
- цилиндрического типа.

Типы конических зенковок
Отдельную категорию зенковок составляют шарошки, которые изготавливаются из твердосплавных материалов и используются преимущественно для выполнения шлифовально-обдирочных работ. Еще одним типом зенковок, которые применяются для обработки и снятия фасок в отверстиях, расположенных в труднодоступных местах, являются инструменты обратного типа. Специалисты, которые часто работают с зенковками данного типа, предпочитают иметь в своем распоряжении целые их наборы, которые позволяют выполнять обработку отверстий с различными геометрическими параметрами.

Шарошка – разновидность зенковки, используемая для прирезки клапанов двигателя внутреного сгорания
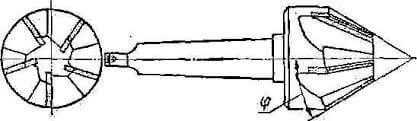
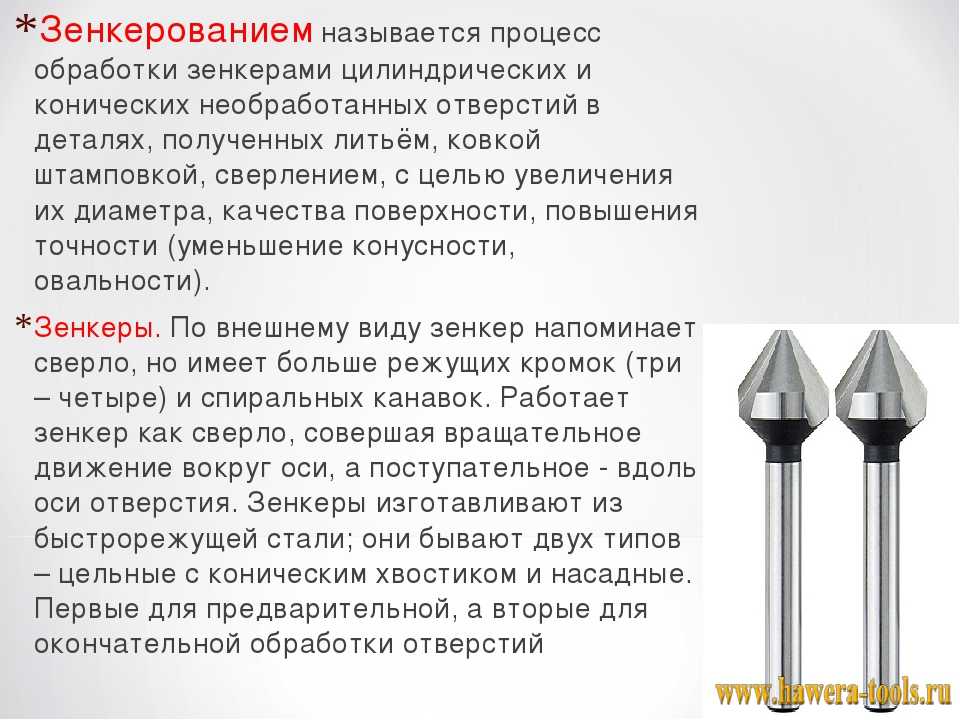
Выпускаемые по ГОСТ 14953-80 зенковки конические имеют стандартную конструкцию, составными элементами которой являются хвостовик и рабочая часть с передним концом, заточенным под конус. Угол конуса, который формируют боковые поверхности передней части такой зенковки, может составлять 60, 75, 90 или 120°. ГОСТ 14953-80 регламентирует и количество зубьев на рабочей части, которое зависит от ее диаметра.
Так, на зенковках различных диаметров (12–60 мм) может содержаться от шести до двенадцати режущих зубьев. В зависимости от длины используемого для обработки инструмента, которая также регламентируется положениями нормативного документа, для его поддержки на станке может использоваться цапфа, обеспечивающая соосность формируемой поверхности.
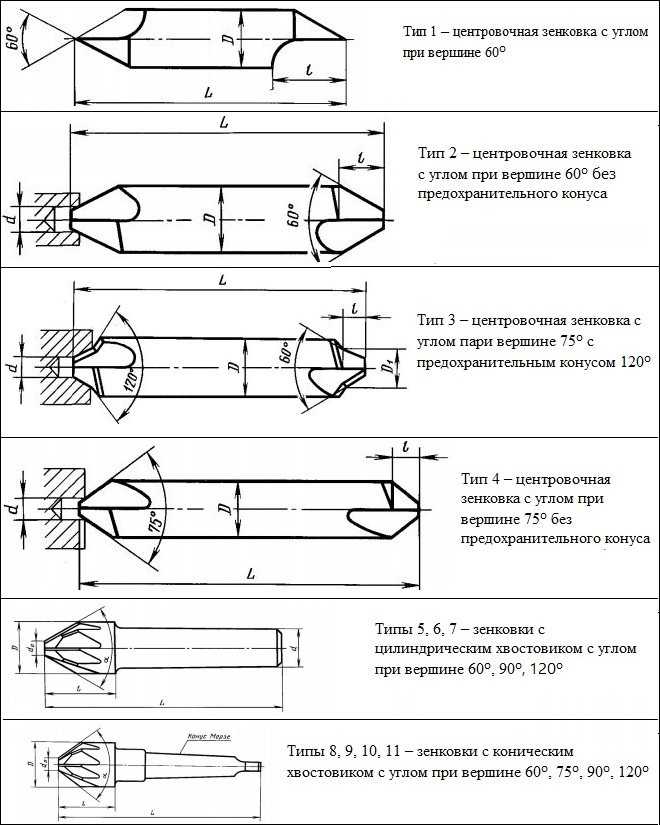
Типы стандартных конических зенковок
Цилиндрические зенковки, в отличие от конического инструмента (выпускаемого по требованиям, которые оговаривает ГОСТ 14953-80), целенаправленно используются для подрезания фасок под металлические изделия. Рабочая часть такой зенковки, обычно имеющая износоустойчивое покрытие, напоминает сверло, но отличается от него большим количеством режущих зубьев. В зависимости от диаметра рабочей части, на ней может быть от 4 до 10 режущих зубьев. Чтобы надежно зафиксировать положение такого инструмента в процессе его работы, на его торце имеется специальная направляющая цапфа – цельная или съемная. Наиболее удобными и практичными в использовании являются зенковки со съемными цапфами. Кроме того, для большей эффективности выполняемой обработки на зенковку могут устанавливать дополнительную режущую насадку.
Для того чтобы при помощи одной зенковки обработать несколько отверстий на одну глубину, инструмент оснащают специальной державкой с ограничителем, который может быть неподвижным или вращающимся. Режущий инструмент в таком случае крепится в державке, а его рабочая часть выступает из ее упора на величину, равную глубине обрабатываемого отверстия.

Эти фаски на отверстиях были выполнены конической зенковкой
Материалом для изготовления зенковок могут служить различные металлы и сплавы, в частности:
- ;
- легированные быстрорежущие стальные сплавы;
- твердосплавные материалы.
Для обработки отверстий, выполненных в мягких металлах, а также в таких материалах, как дерево или пластик, применяются зенковки, изготовленные из стальных сплавов. Если же необходимо выполнять обработку отверстий, которые выполнены в изделиях из более твердых металлов, то для этого используют твердосплавные зенковки. Последние в состоянии выдерживать значительные нагрузки, возникающие при обработке металлов с высокой твердостью.
https://youtube.com/watch?v=ic0Zjy-5Zfg
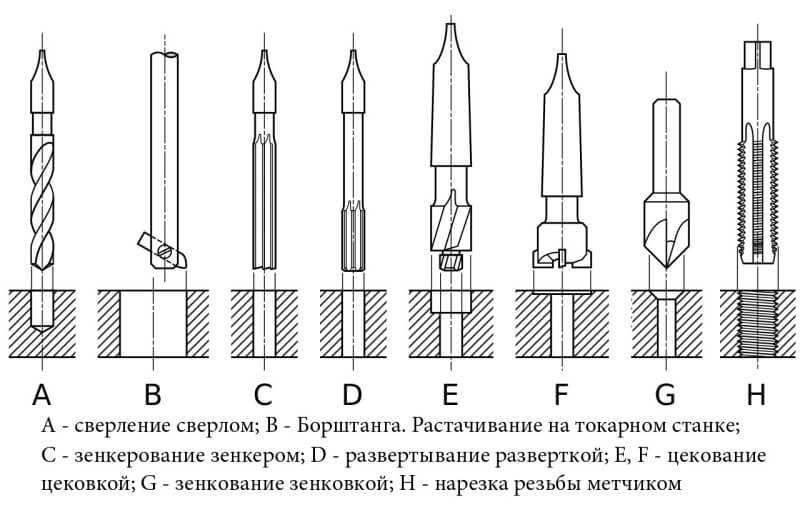
Отличия зенкерования от зенкования
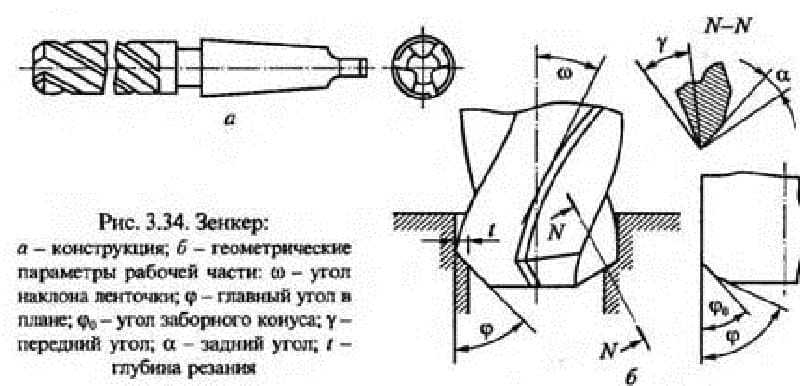
Зенкование и зенкерование – совершенно разные операции по обработке отверстий. Процесс зенкерования связан с воздействием на весь просверленный канал. И цель зенкерования в том, чтобы выровнять это отверстие, сделать его более качественным с точки зрения всех геометрических показателей и чистоты поверхности канала. Для зенкерования разработан свой специализированный инструмент (зенкер), основные ножи которого расположены по спирали вдоль всего тела инструмента (длина тела, как правило, превышает длину канала отверстия).
Зенковка работает только с частью отверстия в его начале. Ее основная задача – сделать потай или снять фаску. Поэтому в инструменте предусмотрены в основном ножи на торце. Единственное, что общего между зенкером и зенковкой, – они приводятся в движение при помощи одинаковых станков.
Оборудование для зенкования

В принципе, не только для этой операции, но и для обеих, которые фигурируют в обзоре, подходит и обычный ручной прибор. То есть, дрель, а некоторые даже используют шуруповерт. Разумеется, поступать подобным образом строго не рекомендуется. Даже если мощности для успешного завершения в принципе хватит, то явно будет серьезная потеря в точности. Какой бы эксперт ни взялся за такое мероприятия, он не сможет 100% точно выверить центр и ось, просто удерживая прибор руками. Значит, отклонения неминуемы.
Логичным вариантом будет токарный станок. Он используется почти во всех случаях. Иногда заменяется специальным обрабатывающим центром, многофункциональным оборудованием. Суть от этого не изменяется.


Сам инструмент, который необходим – зенковка. Он состоит из двух составных частей. Первая – это резец. От его формы и расположения зависит вид обработки. Так, бывают цилиндрические и конические варианты, о которых мы говорили выше, обратные и иные. Что такое обратное зенкование отверстий, понять легко. Это обычная чистка паза специальной насадкой. Вторая часть – это хвостик. Он нужен для фиксации в патроне станка.
Производится инструментарий из твердых сплавов углеродистой, а также легированной стали. Ведь кромке придется работать с различным ресурсом. И среди материалов, в которых необходимо сделать углубление часто встречаются весьма твердые, как чугун. Соответственно, если резцы будут не выше по уровню твердости, то на серьезных оборотах они могут просто обломаться или сточиться раньше срока. Что приведет к экономическим расходам на предприятии.
Тонкости правильного зенкерования металлических заготовок
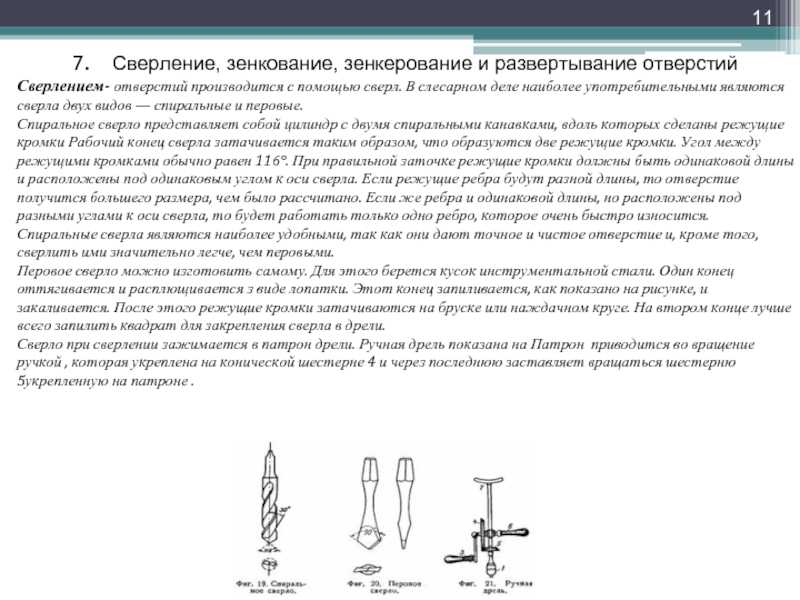
При выполнении зенкерования углублений в металле для заготовок, не требующих высокой точности, используется простое сверло, закрепленное к патрону обычной дрели. Такое практикуется в домашнем хозяйстве. При выполнении серьезных технологических операций в машиностроительных отраслях эта работа требует большой мощности и соответствующего оборудования.
Поэтому при таком подходе применяются:
- Расточное оборудование.
- Сверлильные установки.
- Токарные станки.
- Агрегатное (используемое для повторной обработки на оснащенной автоматикой линии).
- Фрезерные станки.
При выполнении обработки стальных изделий применение смазочно-охлаждающих жидкостей обязательно, так как металл сильно нагревается и становится мягким, а это влияет на качество обработки. При обработке изделий из цветного металла не требует применения СОЖ, они наиболее податливы к внешним воздействиям и обработка отверстий выполняется быстрее.
► При выборе инструмента требуется руководствоваться следующими нюансами:
Тип применяемого инструмента выбирается на основании материала обрабатываемой заготовки
При этом немаловажно учитывать расположение отверстия и серийность производства.
Исходя из заданных параметров точности, диаметра и глубины обработки производят соответствующий выбор зенкера.
Способ крепления в станочном приспособлении немаловажен при выборе.
Материал, из которого выполнен инструмент, зависит от материала детали, Например, это может быть зенкер по металлу или по дереву.. В помощь при выборе инструмента имеют место быть государственные стандарты, а именно ГОСТ 12489-71 будет настольной книгой в этом деле
Инструмент должен соответствовать ТУ и ГОСТ
В помощь при выборе инструмента имеют место быть государственные стандарты, а именно ГОСТ 12489-71 будет настольной книгой в этом деле. Инструмент должен соответствовать ТУ и ГОСТ.
► Примеры правильно выбора:
- Для изделий, материалом которых является конструкционная сталь, и при этом есть необходимость получить отверстие до 40 мм по диаметру, производится обработка зенкером из быстрорежущей стали. Сам инструмент должен иметь 3 или 4 зуба, а диаметр не менее 30 и не более 40 мм.
- Если изделие выполнено из закаленной или иной труднообрабатываемой стали, то при его расточке необходимо сделать выбор в пользу инструмента с твердосплавными пластинами. При этом показатели диаметра выбираются в пределах от 40 до 50 мм, а количество зубьев от 3 до 4.
- Перед обработкой изделий из конструкционных материалов стали при обработке отверстий до 80 мм в диаметре, растачивание производится зенкером из быстрорежущего материала с использованием насадных головок диаметром от 32 до 80 мм.
- Перовой зенкер используется для обработки заготовок из чугуна и цветного металла.
- При обработке глухих отверстий, диаметр которых колеблется в пределах 15-25 мм обработка, происходит специальным инструментом, имеющим в корпусной части канал для подачи СОЖ.
В случае если после зенкерования необходимо будет исполнение развертывания, то инструмент должен быть выбран из расчета на 0,15 или на 0,3 мм меньше, чем получаемый в результате размер. При нанесении метки черновой расточки ли сверления в качестве подготовки для зенкерования следует выполнять припуск на сторону размером от 0,5 до 2 мм.
Видео: свёрла, зенковки.
Виды зенкеров по металлу
Зенкеры классифицируются зависимо от разных факторов. По точности:
- Номер 1. Применяется для подготовки отверстий к проведению процедуры развертывания.
- Номер 2. Назначение — финишная обработка просверленных отверстий, чтобы они соответствовали классу точности 5 (квалитет 11).
По форме рабочей части:
- Цилиндрическая. Назначение — обработка поверхностей перед началом развертывания.
- Цилиндрическая рабочая часть дополняется специальной направляющей цапфой. Применяется для обработки отверстий, в которых будут установлены крепежные элементы.
- Рабочая область расположена на торце. С его помощью можно чистить торцевые стороны бобышек, приливов.
- Коническая форма. Такая оснастка нужна для создания конических отверстий перед сверлением основных углублений.
По конструкции:
- Сварная оснастка.
- Сборные изделия. Рабочая часть закрепляется на направляющем стержне. Направляющей может быть обычное сверло или продолжение хвостовика. Главное преимущество оснастки — возможность соединения разных по диаметру насадок на одной направляющей.
- Цельные инструменты. Не имеют сварных соединений. Рабочая часть, хвостовик находятся на одном металлическом стержне.
Отдельная группа — оснастка с твердосплавными режущими пластинами.
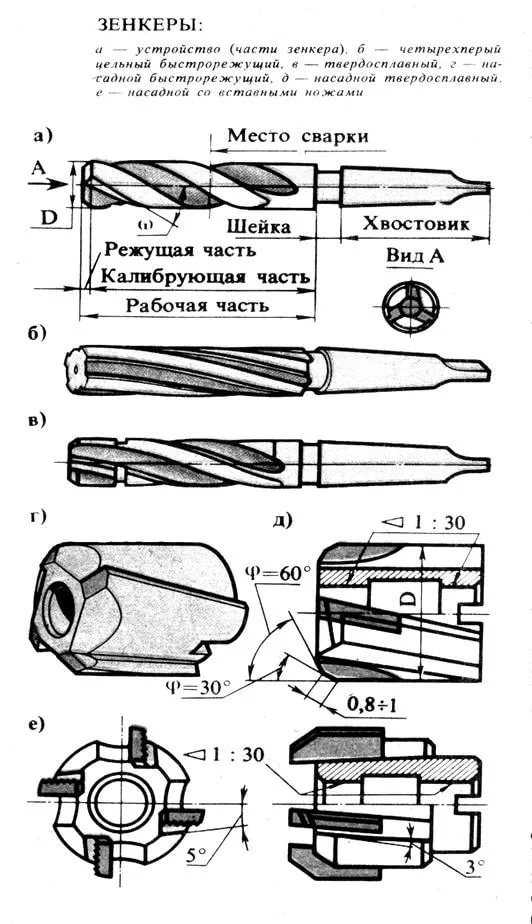
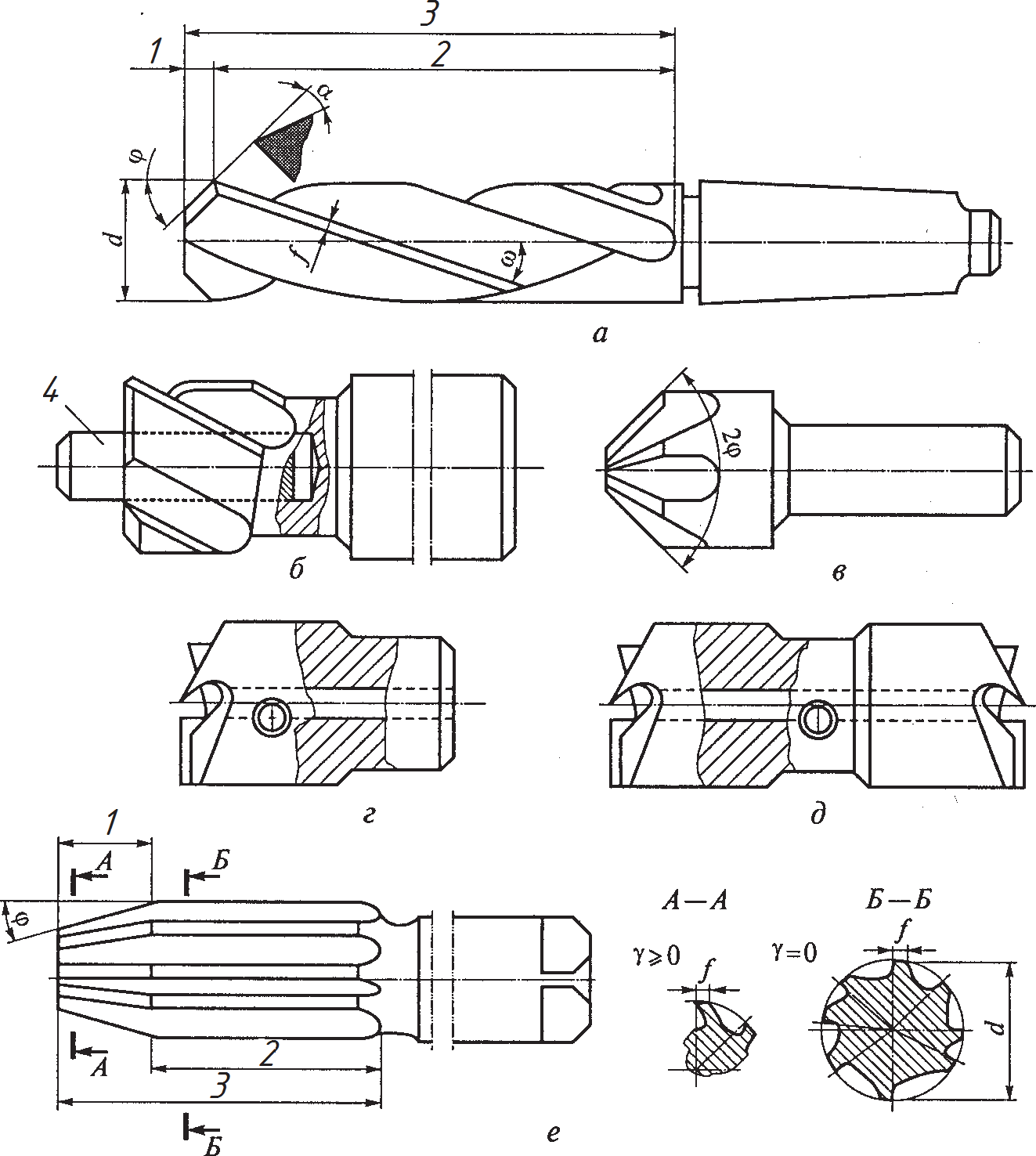
Конструкция
Коническая зенковка имеет две основные конструктивные части:
- хвостовик, предназначенный для крепления зенковки в патрон сверлильного или токарного станка;
- рабочий орган для зенкования отверстий, состоящий из 6 ÷12 режущих кромок увеличенной (по сравнению со сверлом толщины.
Угол развертки конуса — от 60 до 120°. Число кромок зависит от диаметра инструмента, чем он больше, тем больше и кромок.
Цилиндрическая зенковка конструктивно напоминает сверло, но имеет большее число режущих кромок. Их длина, в отличие от сверла, ограничена диаметром цилиндра, поскольку зенковка делает лишь небольшие по глубине выемки.
На торце размещена направляющая цапфа, обеспечивающая крепление в патроне. За концами режущих кромок может устанавливаться съемный поясок, ограничивающий глубину погружение в заготовку. Ограничитель может выполняться как несъемная часть зенковки. При необходимости на зенковку монтируют режущую насадку. При изображении отверстия на чертеже тип и размер зенковки указывается рядом с ним или в поясняющей надпили на полях.
Для изготовления зенковок применяют высококачественные сорта сталей: инструментальные, быстрорежущие, углеродистые. Инструмент подвергают многоступенчатой термообработке, которая улучшает его прочностные свойства.
Проектирование и расчет
Для того чтобы диаметр необходимого отверстия был максимально точным, выполняют проектирование зенкера. Таким образом можно найти максимальный и минимальный диаметр необходимого инструмента, определить материал его режущей части и выполнить расчет режимов резания.

Важный показатель, который влияет на максимальные и минимальные значения – это требуемый квалитет. Например, необходимо выполнить чистовое зенкерование отверстия на диаметр 85 мм с квалитетом Н11. Исходя из таблиц полей допусков отверстий при номинальных размерах от 1 до 500 мм, для 11 квалитета (для диаметров от 80 мм до 120 мм) поле допуска составляет: верхнее значение – «+220», а нижнее –«0», то есть 85 +220мм. Максимальный диаметр рассверливаемого отверстия не может превышать 85,22 мм, а минимальный – 85 мм.
При этом допуск на размер — это разница между DmaxиDmin, то есть он будет составлять 0,22 мм. Если же говорить о браке, то для отверстия неисправимым будет считаться диаметр выше значения 85,22 мм, а исправимым – меньше 85 мм.
Конструктивные особенности
Инструмент цельнометаллическая зенковка на чертеже имеет несколько основных конструктивных частей:
- Рабочий орган. Основная часть элемента, которая, по сути, выполняет операцию зенкования. В ней присутствуют режущие кромки – их может быть различное количество. Также здесь имеется основание – цилиндрическая часть, куда от вершины конуса сходятся резцы.
- Хвостовик – важная часть элемента. С его помощью резец закрепляется в патроне оборудования. Хвостовики тоже бывают разными: у одних тело по форме напоминает цилиндр, у других оно выглядит, как усеченный конус.
- Между хвостовиком и рабочей зоной имеется небольшой перешеек – это тоже элемент зенковки. Перешеек – самая слабая часть инструмента. Он имеет меньший диаметр, нежели хвостовик и рабочая головка. Его предназначение – быть предохранителем на случай заклинивания резца в заготовке, он должен в этом случае просто лопнуть и предотвратить более масштабные разрушения.
Кроме цельнометаллических зенковок, имеются инструменты со вставными лезвиями. В этом случае материал лезвий изготовлен из более прочной марки стали, чем основание элемента. Такая конструкция позволяет иметь высококлассный резец, но в то же время по стоимости он не будет превосходить ходовую продукцию.
Еще одна конструкция резца имеет режущие кромки из высокопрочных напаек. Такими режущими элементами хорошо получается обрабатывать твердые сплавы или чугун.
Конструкция
Зенковка коническая состоит из двух основных элементов — рабочей части и хвостовика. Рабочая часть имеет конус со стандартным рядом углов на вершине от 60 до 120°. Количество режущих лезвий зависит от диаметра инструмента и может быть от 6 до 12 штук.
Цилиндрическая зенковка по своей конструкции похожа на сверло, но имеет больше режущих элементов. На торце расположена направляющая цапфа необходимая для фиксации положения инструмента в процессе обработки. Ограничитель может быть съёмным или быть часть тела инструмента. Первый вариант более практичен, так как расширяет возможности обработки. Также может быть установлена режущая насадка.




При необходимости рассверливания нескольких отверстий на равную глубину применяется инструмент с державками с вращающимся или неподвижным ограничителем. Перед обработкой зенковка фиксируется в державке таким образом, чтобы режущая часть выступала из упора на расстояние равное требуемой глубине обработки отверстий.
Это интересно: Труба ВГП — расшифровка, описание, преимущества и область применения
Инструмент изготавливается из инструментальных легированных, углеродистых, быстрорежущих и твердосплавных марок стали. Для обработки чугунных деталей чаще всего используются твердосплавные стали, для обычных сталей – быстрорежущие и инструментальные.
Конструкция конусного зенкера
Это приспособление предназначается для пропуска конусовидных проемов небольшой глубины. Главной особенностью в конструкции элемента считается присутствие зубьев прямого типа и абсолютно плоского внешнего основания. Численность элементов реза, в соответствии с калибровкой, может варьироваться в значении 6 – 12 единиц.
Зенкерование отверстий считается ручной процедурой, осуществляемой через токарный агрегат, на котором крепится зенкер. Возделываемая деталь зажимается в патронаже агрегата, проверяется верное ее расположение в углублении.
Осевые центры электрошпинделя и заднего узла станка должны находиться на одном уровне. Это дает снизить риск вылета технически подвижной гильзе (пиноль). В отделываемое отверстие наконечник инструментария дается вручную.
Чтобы получить после операции зенкерования проем нужного поперечника, при сверлении производится припуск 2-3 мм. Точные значения припуска зависят от калибровки углубления в возделываемой заготовке. Труднее реализовать процесс зенкеровки выкованных и плотных изделий. Чтобы упростить себе задачу следует заблаговременно расточить раззенкованное отверстие на 5-9 мм.
Зенкеровка может выполняться в порядке резания. В этой ситуации подача инструментария увеличивается вдвое, чем при сверловке, а скорость хода остается прежней.
Углубление резания зенкером закладывается примерно в 50 процентов припуска на поперечник. Раззенковка отверстий инструментом, реализовывается с применением охлаждающих материалов.
Механизм из твердых сплавов не требует внесения вспомогательного хладоносителя.
Зенкер при обрабатывании проемов гарантирует высокую точность, но избежать брака совсем нельзя. Самыми распространенными пороками обработки считаются:
Увеличенный поперечник проема. Главная причина возникновения подобного изъяна считается применение приспособления с неверной заточкой.
Уменьшенный поперечник углубления. Случается, что для работы был выбран ошибочный инструментарий либо применялся испорченный зенкер.
Вызывающая чистота. Этот изъян может быть вызван рядом причин
Обычно, уменьшение чистоты кроется в неважной заточке приспособления. На практике также причиной порока может служить чрезмерная вязкость материала изделия
Поэтому элемент налипает на ленты инструмента. Повреждение также вызывается погрешностью токаря, сделавшего неверную подачу и ускорение реза.
Частичная обработка проема. Эта причина обычно возникает в результате неверной фиксации детали либо неправильным припуском под зенкеровку, сохраненным после сверления.
Конструктивне особенности
Если рассматривать зенковку, то можно выделить некоторые её части
- Режущая часть. Это основная часть который выполняет процесс зенкования. Состоит из нескольких режущих кромок, расположенных под углом от центра к бокам.
- Хвостовик. При помощи хвостовика зенковка закрепляется в инструменте или станке, ан котором будет выполняться работа. Хвостовик может быть конусным или иметь цилиндрическую форму.
- Часть между хвостовиком и режущей частью имеет в одном месте особо тонкую форму. Эта чаcть работает в роли предохранителя. Если зенковка застрянет, дабы избежать серьёзных последствий, именно в этой части зенкова ломается.
Cтроение зенковки Одна из разновидностей зенковки имеет наплавленные лезвия на рабочей части, что позволяет обрабатывать твердые сплавы металла.
Правила работ с зенковкой
При выполнении работ на токарном или сверлильном станке зенковкой, нужно помнить и соблюдать ряд простых правил. Перед началом выполнения работ, проверьте состояние патрона на станке. Ведь если патрон находится в неисправном состоянии, хорошо закрепить зенковку не получится, тем самым вы не сможете получить качественно обработанное отверстие. Зенковка отверстий выполняется соблюдаю следующие правила:
- Для выполнения работ, зенковка должна находиться строго по центру обрабатываемого отверстия.
- При обработке твердых металлов, таких как чугун нужно делать перерывы в работе и использовать специальные растворы для отведения тепла. В быту для таких целей используют техническое масло.
- При работе не превышайте оборотов, заявленных производителем. Несоблюдение этого правила последует за собой быстрый износ режущих кромок за счёт нагрева.
- Правильно подбирайте диаметр зенковки для обрабатываемого отверстия. При выборе не правильного размера, обработка будет не качественная, а именно неправильной центровке, не ровных краям.
Зенкерование по металлу и дереву. Особенности
Вначале выбирают конструктивное исполнение зенкера. Например, обработку заготовок из цветных металлов и сплавов можно вести обычным перовым зенкером, а для зенкерования высокоуглеродистых сталей подойдёт инструмент по металлу с 3…4 зубьями, при этом угол усечённого конуса может варьироваться в диапазоне 60…90º.

Технология производства данных операций включает в себя:
- Проверку прямолинейности оси предварительно выполненного отверстия. Для этого используют нутромер, а деталь укладывают на ровную жёсткую плоскость.
- Для заготовок из литых сплавов – пробную расточку до глубины в 5…10 мм. Это позволяет исключить влияние возможной несплошности литой структуры заготовки на биение зенкера.
- Смачивание СОЖ передней кромки отверстия (для чугунных заготовок, а также изделий из цветных металлов это необязательно). В дальнейшем подачу СОЖ выполняют по имеющимся винтовым канавкам.
- Силовую подачу зенкера по мере его внедрения в металл (усилие возрастёт в 2,5…3 раза, но это не является причиной неисправности).
- Постепенное снижение подачи по мере приближения к противоположному торцу отверстия.
После обработки заготовки зенкером с развитой направляющей частью, последующий проход инструмента по отверстию не нужен.
Особый интерес у домашних мастеров вызывает комбинированный инструмент сверло-зенкер. Он представляет собой ступенчатое сверло, на торце которого оформлена зенкерующая часть. Для снижения износа и усилия продольной подачи эта часть снабжается полусферическими канавками, куда периодически поступает СОЖ, и выводится образующаяся стружка.

Поскольку сверло-зенкер по мере своего углубления в металл работает в различных условиях, то к его исполнению предъявляется ряд дополнительных требований:
- Наибольшую долговечность будет иметь рабочий инструмент с поверхностным высокостойким покрытием из нитрида титана или вольфрама. Воронёный инструмент (чёрного цвета) будет обладать несколько меньшей стойкостью;
- Наборы из нескольких типоразмеров свёрл-зенкеров помогают при окончательной обработке отверстия формировать в его торце коническую переходную часть под крепёж нужных размеров;
- Рабочая часть сверла должна быть минимально допустимой, при которой обеспечивается устойчивая обработка: длинные инструменты резко теряют в своей устойчивости от продольного изгиба, что, учитывая повышенную твёрдость, мгновенно приведёт к поломке.
Зенкеры по дереву отличаются не только материалом, но и формой торца рабочей части. Удобно пользоваться также специальной зенкерующей насадкой, которая надевается сверху на обычное сверло, и прикрепляется к нему при помощи винта. При этом качество сверления обеспечивается правильной заточкой сверла и оптимальным выбором его материала. Для глубоких заготовок (размерами выше 40…50 мм) рациональнее использовать свёрла из воронёной инструментальной стали, в то время как для менее толстых изделий лучшую долговечность показывают твёрдосплавные зенкеры.

Зенкерующая насадка под основной инструмент имеет ещё одно эксплуатационное преимущество: она – двухсторонняя, поэтому, будучи насаженной на сверло своей противоположной частью, может эффективно применяться как ограничитель глубины обработки полости.
Основные особенности зенкеров по дереву:
- Изготовленная под углом 90° рабочая форма торца.
- Увеличенное до 5 количество зубьев.
- Возможность применения также и для зенковки отверстия, без изменения его диаметра.
- Зависимость количества режущих кромок от обрабатываемого материала: для мягких пород древесины – сосны или липы – обычно достаточно одной режущей кромки. В то же время, при необходимости обработки дерева вдоль волокон, из-за опасности скола количество режущих кромок — две и более.
Конструкции такого инструмента различаются также в зависимости от материала изделия. Например, для фанеры или ДСП выбирается свой зенкер.
Хороший набор свёрл по дереву обязательно включает в себя и зенкер (как самостоятельно, так и в качестве насадки на основной инструмент).
Ручной гайковёрт. «Мясорубка» дальнобойщика
Как намагнитить отвёртку?
Конструкция
Зенковка коническая состоит из двух основных элементов — рабочей части и хвостовика. Рабочая часть имеет конус со стандартным рядом углов на вершине от 60 до 120°. Количество режущих лезвий зависит от диаметра инструмента и может быть от 6 до 12 штук.





Цилиндрическая зенковка по своей конструкции похожа на сверло, но имеет больше режущих элементов. На торце расположена направляющая цапфа необходимая для фиксации положения инструмента в процессе обработки. Ограничитель может быть съёмным или быть часть тела инструмента. Первый вариант более практичен, так как расширяет возможности обработки. Также может быть установлена режущая насадка.

При необходимости рассверливания нескольких отверстий на равную глубину применяется инструмент с державками с вращающимся или неподвижным ограничителем. Перед обработкой зенковка фиксируется в державке таким образом, чтобы режущая часть выступала из упора на расстояние равное требуемой глубине обработки отверстий.
Инструмент изготавливается из инструментальных легированных, углеродистых, быстрорежущих и твердосплавных марок стали. Для обработки чугунных деталей чаще всего используются твердосплавные стали, для обычных сталей – быстрорежущие и инструментальные.
Конструкция конусного зенкера
Это приспособление предназначается для пропуска конусовидных проемов небольшой глубины. Главной особенностью в конструкции элемента считается присутствие зубьев прямого типа и абсолютно плоского внешнего основания. Численность элементов реза, в соответствии с калибровкой, может варьироваться в значении 6 – 12 единиц.
Зенкерование отверстий считается ручной процедурой, осуществляемой через токарный агрегат, на котором крепится зенкер. Возделываемая деталь зажимается в патронаже агрегата, проверяется верное ее расположение в углублении.
Осевые центры электрошпинделя и заднего узла станка должны находиться на одном уровне. Это дает снизить риск вылета технически подвижной гильзе (пиноль). В отделываемое отверстие наконечник инструментария дается вручную.
Чтобы получить после операции зенкерования проем нужного поперечника, при сверлении производится припуск 2-3 мм. Точные значения припуска зависят от калибровки углубления в возделываемой заготовке. Труднее реализовать процесс зенкеровки выкованных и плотных изделий. Чтобы упростить себе задачу следует заблаговременно расточить раззенкованное отверстие на 5-9 мм.

Зенкеровка может выполняться в порядке резания. В этой ситуации подача инструментария увеличивается вдвое, чем при сверловке, а скорость хода остается прежней.
Углубление резания зенкером закладывается примерно в 50 процентов припуска на поперечник. Раззенковка отверстий инструментом, реализовывается с применением охлаждающих материалов.
Механизм из твердых сплавов не требует внесения вспомогательного хладоносителя.
Зенкер при обрабатывании проемов гарантирует высокую точность, но избежать брака совсем нельзя. Самыми распространенными пороками обработки считаются:
Увеличенный поперечник проема. Главная причина возникновения подобного изъяна считается применение приспособления с неверной заточкой.
Уменьшенный поперечник углубления. Случается, что для работы был выбран ошибочный инструментарий либо применялся испорченный зенкер.
Вызывающая чистота. Этот изъян может быть вызван рядом причин
Обычно, уменьшение чистоты кроется в неважной заточке приспособления. На практике также причиной порока может служить чрезмерная вязкость материала изделия
Поэтому элемент налипает на ленты инструмента. Повреждение также вызывается погрешностью токаря, сделавшего неверную подачу и ускорение реза.
Частичная обработка проема. Эта причина обычно возникает в результате неверной фиксации детали либо неправильным припуском под зенкеровку, сохраненным после сверления.