
Включение аппарата (инструкция по эксплуатации)
При рассмотрении условий функционировании сварочного инвертора, прежде всего, необходимо обратить внимание на следующие моменты:
- нормальная длительность токовой нагрузки не должна превышать 5-ти минут;
- на практике обычно применяется так называемый «трёхминутный цикл», составляющий две трети от полной нагрузки;
- при обнаружении сильного нагрева корпуса аппарат необходимо выключить до установления причин возникшей перегрузки.
Сварка с использованием инверторного аппарата нуждается в тщательной подготовке, так как при работе с оборудованием этого класса возможны опасные ситуации. Прежде чем приступить к сварочным работам оператор должен выполнить все требования инструкции по его эксплуатации, включая выбор подходящего токового режима и типа электрода.
Подсоединение инвертора к сети и запуск его в работу допускаются лишь после выполнения условий безопасности, включая применение розеток и вилок соответствующего стандарта.
При эксплуатации сварочного аппарата следует использовать специальные электроды с покрытием (типа ММА).
Толщина электродов ММА выбирается исходя из того, в каком режиме и с каким металлом предстоит работать. Обычно, чем толще металл, тем больше требуется ток и соответственно диаметр. Самыми распространенными в домашних условиях являются электроды на 2 и 3 мм.
При подключении через удлинитель, надо обращать внимание на диаметр сечения его кабеля. Сечение должно быть не менее 1,5 кв. мм для работы с током до 16 А
Провод надо полностью раскручивать, чтобы не возникало индуктивности, которая после подключения сварочного аппарата будет создавать дополнительное сопротивление
мм для работы с током до 16 А. Провод надо полностью раскручивать, чтобы не возникало индуктивности, которая после подключения сварочного аппарата будет создавать дополнительное сопротивление.
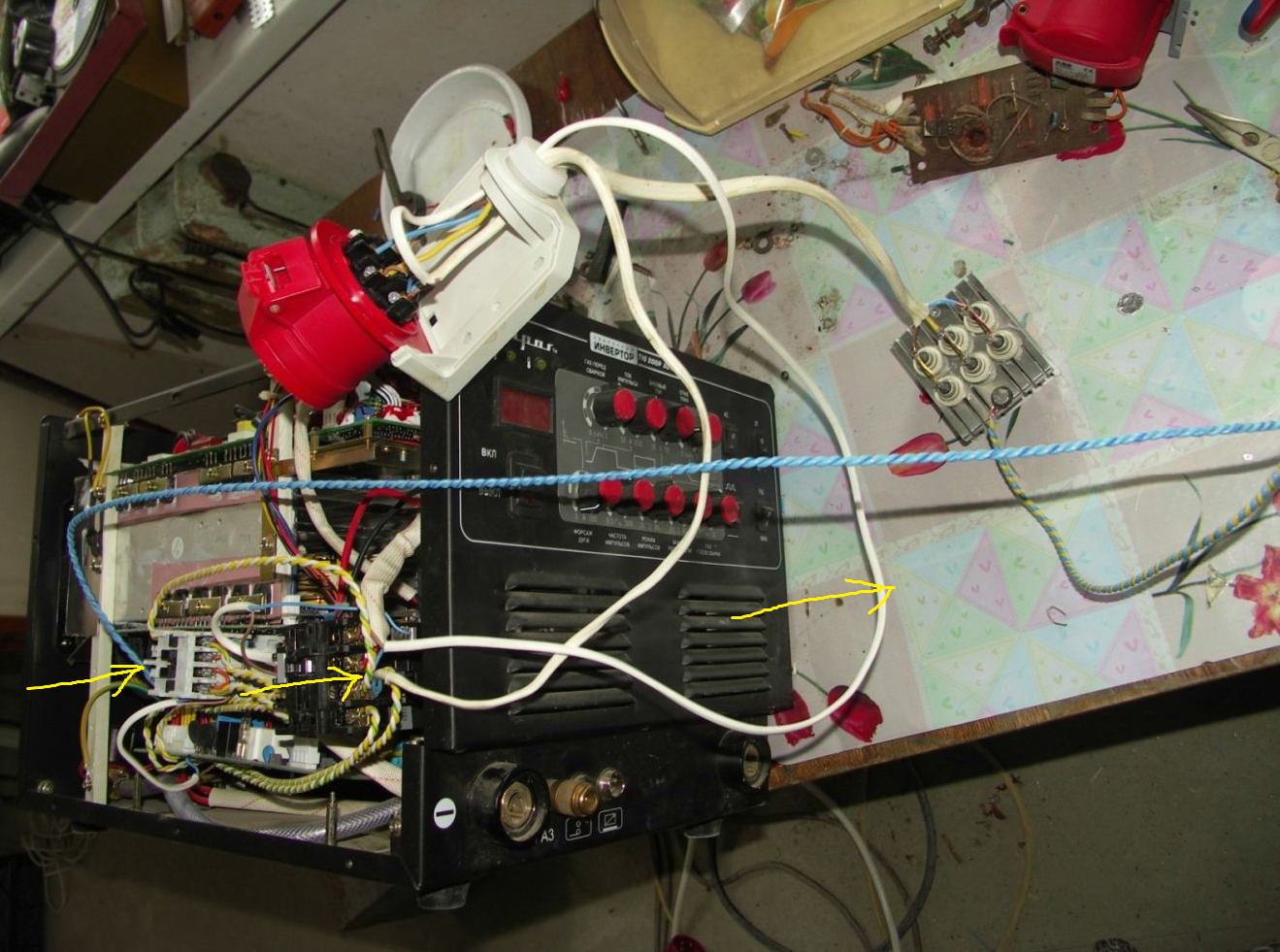
Восстанавливаем работу сварочного инвертора Ресанта САИ-250ПН
Как-то раз в мои руки попал сварочный инвертор Ресанта САИ 250ПН. Аппарат, без сомнения, внушает уважение.
Те, кто знаком с устройством сварочных инверторов, оценят всю мощь по внешнему виду электронной начинки.
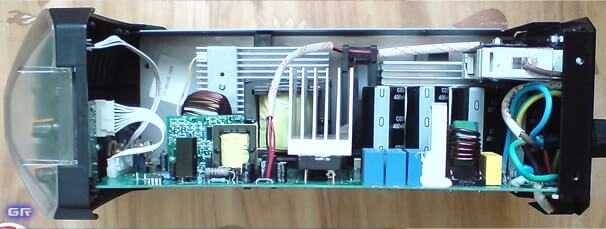
Как уже говорилось, начинка сварочного инвертора рассчитана на большую мощность. Это видно по силовой части устройства.
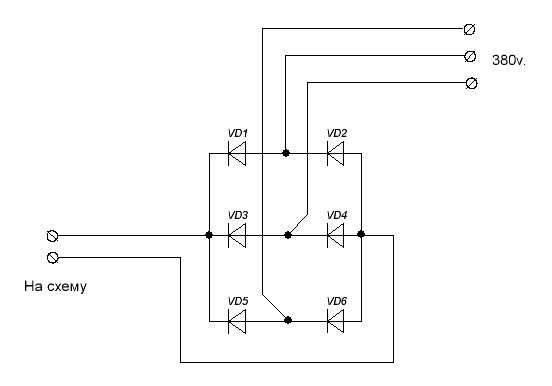
Во входном выпрямителе два мощных диодных моста на радиаторе, четыре электролитических конденсатора в фильтре. Выходной выпрямитель также укомплектован по полной: 6 сдвоенных диодов, массивный дроссель на выходе выпрямителя.
три ( ! ) реле мягкого пуска. Их контакты соединены параллельно, чтобы выдержать большой скачок тока при запуске сварки.
Если сравнить эту Ресанту (Ресанта САИ-250ПН) и TELWIN Force 165, то Ресанта даст ему лихую фору.

Но, даже у этого монстра есть ахиллесова пята.
Аппарат не включается;
Охлаждающий кулер не работает;
Нет индикации на панели управления.
После беглого осмотра выяснилось, что входной выпрямитель (диодные мосты) оказались исправны, на выходе было около 310 вольт. Стало быть, проблема не в силовой части, а в цепях управления.
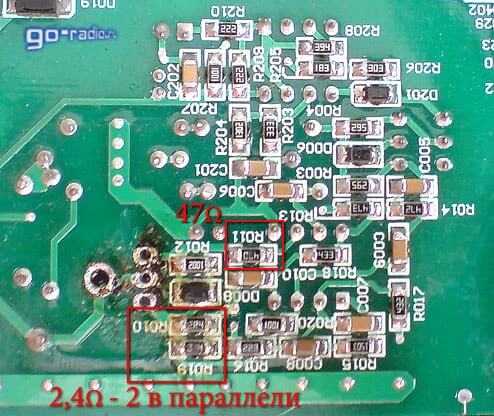
Внешний осмотр выявил три перегоревших SMD-резистора. Один в цепи затвора полевого транзистора 4N90C на 47 Ом (маркировка – 470), и два на 2,4 Ом (2R4) – включенных параллельно – в цепи истока того же транзистора.
Транзистор 4N90C (FQP4N90C) управляется микросхемой UC3842BN. Эта микросхема – сердце импульсного блока питания, который запитывает реле плавного пуска и интегральный стабилизатор на +15V. Он в свою очередь питает всю схему, которая и управляет ключевыми транзисторами в инверторе. Вот кусочек схемы Ресанта САИ-250ПН.
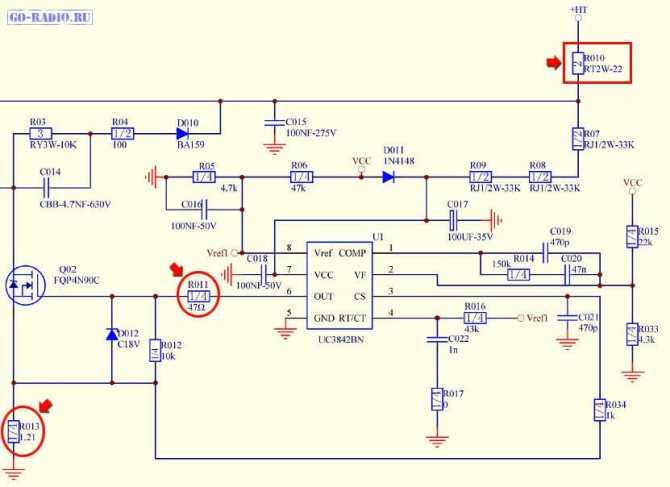
Также обнаружилось, что в обрыве ещё и резистор в цепи питания ШИ-контроллера UC3842BN (U1). На схеме он обозначен, как R010 (22 Ом, 2Вт). На печатной плате имеет позиционное обозначение R041. Предупрежу сразу, что обнаружить обрыв данного резистора при внешнем осмотре довольно трудно. Трещина и характерные подгары могут быть на той стороне резистора, что обращена к плате. Так было в моём случае.

Судя по всему, причиной неисправности послужил выход из строя ШИ-контроллера UC3842BN (U1). Это в свою очередь привело к увеличению потребляемого тока, и резистор R010 сгорел от резкой перегрузки. SMD-резисторы в цепях MOSFET-транзистора FQP4N90C сыграли роль плавкого предохранителя и, скорее всего, благодаря им транзистор остался цел.
Как видим, вышел из строя целый импульсный блок питания на UC3842BN (U1). А он питает все основные блоки сварочного инвертора. В том числе и реле плавного пуска. Поэтому сварка и не подавала никаких «признаков жизни».
В итоге имеем кучу «мелочёвки», которую нужно заменить, дабы оживить агрегат.
После замены указанных элементов, сварочный инвертор включился, на дисплее показалось значение установленного тока, защумел охлаждающий кулер.
Тем, кто захочет самостоятельно изучить устройство сварочного инвертора – полная принципиальная схема «Ресанта САИ-250ПН».
Сварочный аппарат «Ресанта САИ-250» предназначен для выполнения ручной электродуговой сварки при помощи электродов покрытого типа. Разработкой инвертора занимается одноименная компания, расположенная в Латвии. Сборка сварочного аппарата осуществляется в КНДР, что отражается на ее качестве: все детали подогнаны идеально, отсутствуют зазоры, скрипы и люфты.

https://youtube.com/watch?v=U6rBCBuk6a8
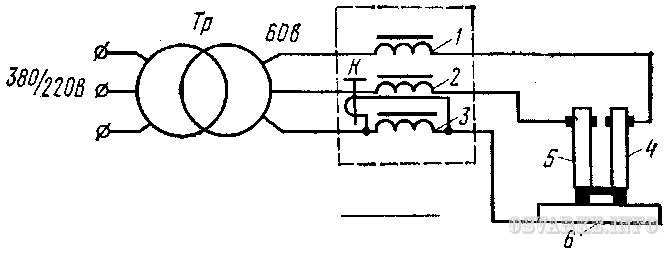
Конструкция инвертора для сварки
С целью понимания, как правильно пользоваться сварочным аппаратом, начинающему мастеру следует ознакомиться с конструкцией инвертора.
Сварочный инвертор – это металлическая коробка с внутренним составляющим, общим весом около 7 кг, которая для удобства переноски снабжена ручкой и наплечным ремнём. Корпус сварочного инвертора может содержать в себе вентиляционные отверстия, которые способствуют лучшему оттоку воздуха при охлаждении агрегата. Передняя панель имеет кнопки переключения рабочего состояния, ручки-регуляторы для выбора необходимого напряжения и тока, выходы для подключения рабочих кабелей, а также индикаторы, сигнализирующие о наличии питания и перегреве инвертора при сварке. Кабель для подключения аппарата к электросети обычно подсоединяется в разъём, расположенный с задней стороны инвертора.
Конструкция сварочного инвертора
При контакте электрода во время сварки со свариваемыми металлическими пластинами образуется высокотемпературная дуга, вследствие чего происходит расплавление и элементов сварного стержня, и металла сварного соединения. Ванна, образованная в области дуги расплавленными металлами пластин и электрода, защищается от окисления разжиженной обмазкой электрода. После полного охлаждения металла, верхняя поверхность шва, защищаемая электродной обмазкой в течении проведения сварки, превратится в затвердевший шлак, который достаточно легко устранится легким механическим воздействием (например, постукиванием)
Важно соблюдать одинаковое расстояние-зазор между металлом сварного соединения и электродом (длину дуги), что предупредит её угасание. Для этого, подача электрода в область сплавления должна осуществляться с постоянной скоростью, а ведение сварного стержня по стыку сварного шва должно быть ровным
Сварочная дуга
Процесс изготовления
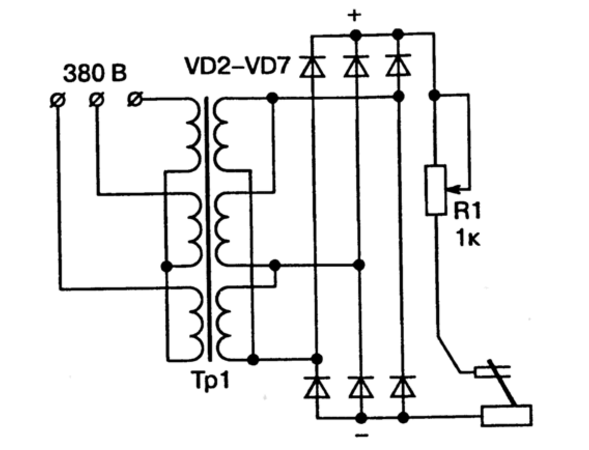
Самодельный аппарат для сварки медных проводов можно собрать в пластиковой коробке нужного размера. Если готовый трансформатор с требуемыми параметрами найти не удалось можно сделать его своими руками из снятого со старой бытовой техники. Например, с отслужившей микроволновки. Вторичную обмотку удаляют, на ее место наматывают новую одним или несколькими параллельными проводами общим сечением не меньше 6 мм². Поскольку процесс сварки длится несколько секунд этого достаточно для нечастого ремонта и замены участков домашней электропроводки. Если предстоит сваривать непрерывно много скруток сечение нужно увеличить до 10 мм².
Схема самодельного аппарата для сварки медных скруток
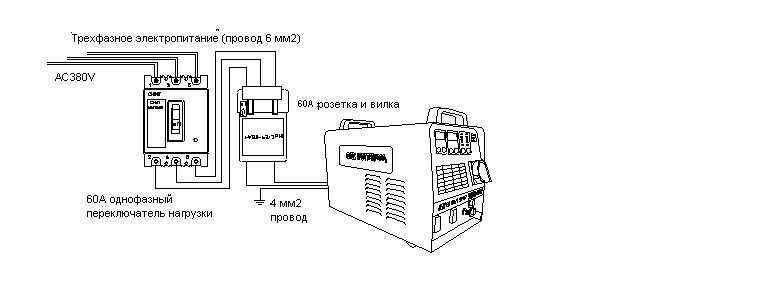
Вместе с трансформатором в кожух устанавливают автоматический выключатель на 16 А для защиты от коротких замыканий и перегрузки. Он также удобен для оперативного отключения сварочного аппарата при перемещениях во время монтажа электропроводки в доме или квартире. Сечение медных жил кабеля для подключения питания должно быть не меньше 4 мм². Для удобства эксплуатации на переднюю стенку кожуха устанавливают индикаторную лампочку зеленого цвета. Там же располагают 2 винтовые клеммы. Изнутри к ним присоединяют провода от вторичной обмотки трансформатора, а снаружи подключают сварочные жилы.
В качестве электрода можно использовать угольный стержень от батарейки, но лучше графитовую щетку от электродвигателя. В ней просверливают несколько неглубоких отверстий под скрутки разного диаметра. Они удержат каплю меди от соскальзывания, что часто случается при использовании стержня от батарейки.
Теплоотводящий зажим для скрутки обычно делают из старых плоскогубцев, прикрепляя к одной из ручек сварочную жилу. Ее конец стачивают, надевают и припаивают медную гильзу, а к ней провод. Сверху на ручки надевают изоляционные термоусадочные трубки. Для плотного охвата скруток в губках плоскогубцев делают отверстия разного диаметра.
Снизу прикручивают ножки от радиоаппаратуры. Если последовательно с электродом включить дроссель сварка станет мягче. На большие аппараты для сварки проводов большого сечения устанавливают регулятор тока. При желании его лучше купить в виде отдельного блока, так как сделать самостоятельно, не разбираясь основательно в электронике, не удастся.
https://youtube.com/watch?v=L75jxmwkoII
Модификации Ресанта САИ 160
В линейке инверторов Ресанта саи 160 есть несколько модификаций.

Ресанта САИ 160А
Аппарат с максимальным рабочим током 160 А. Базовый, недорогой и компактный агрегат, для сварки РДС со штучным электродом, оснащенным покрытием для защиты.
Подходит для бытовых нужд, в качестве обучающей модели или как первый сварочный аппарат. С его помощью пользователь легко починит металлические ворота, проведет установку металлических опор и прожилин для забора, отремонтирует теплицу и производство других работ, требующих сварки.
В комплектации аппарата – держатель электрода, клемма, два двухметровых кабеля, кабель питания, подключающийся к обыкновенной розетке.
В технических возможностях модели горячий старт и антизалипание. Специалисты советуют научиться самостоятельно проводить розжиг дуги и выставлять режим сварочных работ, чтобы продлить срок эксплуатации.
Ресанта САИ 160ПН
Мало чем отличается от предыдущей модели, но стоит намного дороже. Имеет функцию пониженного напряжения. Аббревиатура ПН в названии модели прямо указывает, что аппарат сможет производить сварку при пониженном напряжении в сети или его нестабильности.
Если электросеть «страдает» такими прыжками напряжения, то выгоднее САИ 160ПН, чем к дешевому САИ 160 покупать дополнительно стабилизатор. Это актуально для работ на даче, где качество подачи электроэнергии, в том числе напряжение, оставляют желать лучшего.

Ресанта САИ 160К
Это незаменимый аппарат для переноски. Его вес всего три килограмма, а размеры позволяют спрятать в обыкновенный рюкзак
Пользователь может без труда перемещаться с ним в общественном транспорте, что важно для мастеров по выездному ремонту на объекте у заказчика
Несмотря на компактность, это «малыш» легко справится со сваркой толстостенных деталей или поверхностей. Технические характеристики прибора позволяют использовать его с кратковременным понижением напряжения до 210В. Но при условии постоянно-нестабильной работой электрической сети нужен стабилизатор напряжения.
Требования по безопасности
При сварных работах следует соблюдать следующие требования:
- нельзя работать проводами с нарушенной изоляцией и недостаточного сечения;
- провод в рабочей зоне должен размещаться свободно, не цепляясь за руки или ноги сварщика;
- в рабочей зоне должно быть достаточно света для уверенного перемещения сварщика;
- при соединении с аппаратом нужно соблюдать полярность.
Правильно подобранные провода для сварочного инвертора- залог безопасной и производительной работы
Нужно обращать внимание на сечение, длину и климатический класс кабеля. Удлинение кабеля можно проводить в строгом соответствии с требованиями правил
Полярность при сварке инвертором
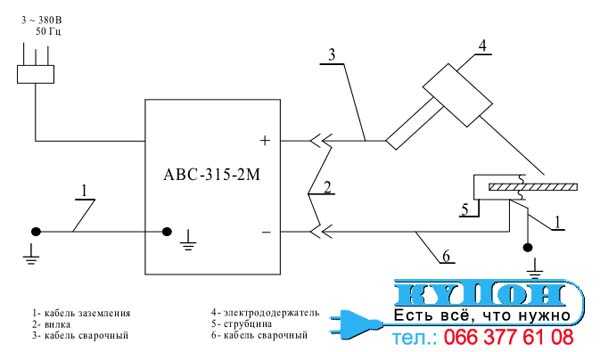
Плавление металла обуславливается воздействием на него высокой температуры сварочной дуги, которая возникает в результате присоединения противоположных клемм инвертора к металлической пластине и к сварному стержню. В зависимости от порядка подключения клемм сварочного инвертора, различают прямую и обратную полярность.
Порядок подключения клемм при прямой и обратной полярности
Полярность– это задание направления движения электронов
И прямая, и обратная полярность применяется при сварке инвертором, поэтому начинающему сварщику важно знать отличия этих видов подключений
Прямая полярность – это полярность, возникающая после подсоединения электрода к клемме «минус», а металлопластины — к клемме «плюс». При таком подключении движение тока идёт от электрода к металлу, в результате чего металл прогревается более интенсивно, и зона расплавления становится резко ограниченной и глубокой. Прямая полярность подключения сварочного инвертора выбирается при сварке толстостенных элементов и при инверторной резке.
Обратная полярность характеризуется подключением «минуса» к металлической пластине, а «плюса» — к электроду. Зона сплавления при таком подключении более широкая и имеет малую глубину. Направление тока направлено от металлической заготовки к электроду, в результате чего происходит более сильный нагрев электрода. Такой порядок уменьшает риск возникновения прожога и применяется при сваривании тонкостенных металлических изделий.
Неисправности инверторных устройств
Перед ремонтом инверторного сварочного аппарата своими руками желательно ознакомиться с принципом действия, а также с его электронной схемой. Их знание позволит быстрее выявить причины поломок и постараться своевременно устранить их.
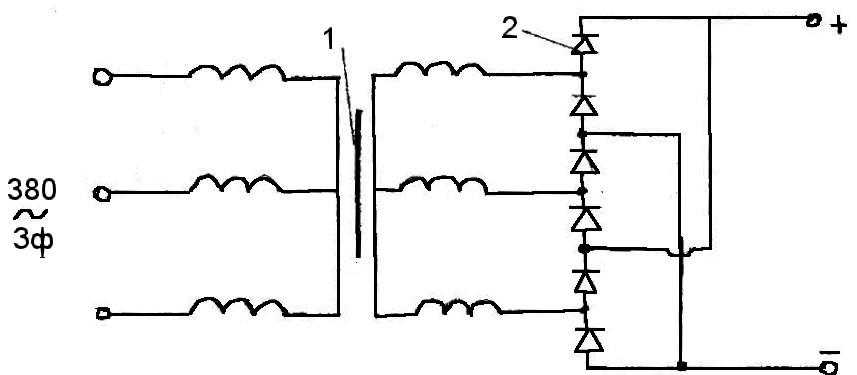
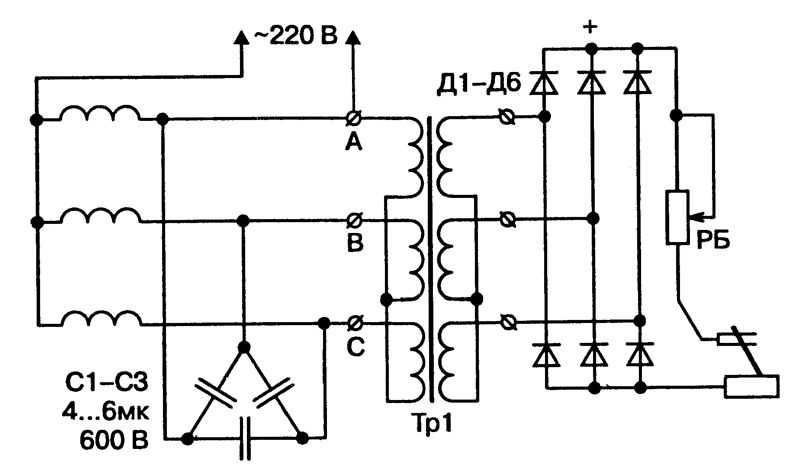
Электрическая схема
В основу работы этого устройства заложен принцип двойного преобразования входного напряжения и получения на выходе постоянного сварочного тока путём выпрямления высокочастотного сигнала.
Использование промежуточного сигнала высокой частоты позволяет получить компактное импульсное устройство, располагающее возможностью эффективной регулировки величины выходного тока.
Поломки всех сварочных инверторов условно можно разделить на следующие виды:
- неисправности, связанные с ошибками в выборе режима сварки;
- отказы в работе, обусловленные выходом из строя электронного (преобразовательного) модуля или других деталей устройства.
Метод выявления неисправностей инвертора, связанных с нарушениями в работе схемы, предполагает последовательное выполнение операций, производимых по принципу «от простого повреждения – к более сложной поломке». С характером и причиной поломок, а также со способами ремонта более подробно можно ознакомиться в сводной таблице.
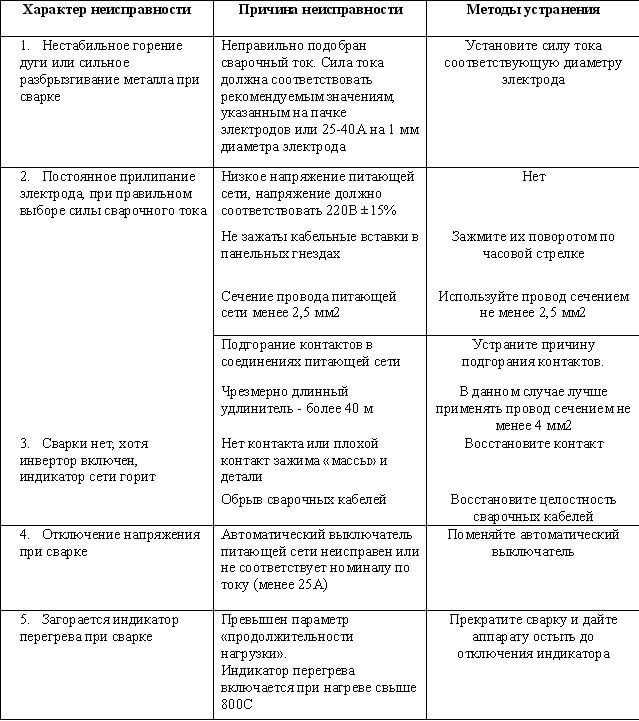
Там же приводятся данные по основным параметрам сварки, обеспечивающие режим безаварийной (без отключения инвертора) работы устройства.
Особенности эксплуатации
Обслуживание и ремонт сварочных аппаратов инверторного типа отличается рядом особенностей, связанных со сложностью схемы этих электронных агрегатов. Для их ремонта потребуются определённые знания, а также умение обращаться с такими измерительными приборами, как цифровой мультиметр, осциллограф и подобные им.
В процессе ремонта электронной схемы сначала производится визуальный осмотр плат с целью выявления обгоревших или «подозрительных» элементов в составе отдельных функциональных модулей.
Если в ходе осмотра никаких нарушений обнаружить не удаётся – поиск неисправности продолжается путём выявления нарушений в работе электронной схемы (проверки уровней напряжения и наличия сигнала в её контрольных точках).
Для этого потребуется осциллограф и мультиметр, приступать к работе с которыми следует лишь при наличии полной уверенности в своих силах. Если возникли какие-либо сомнения по поводу своей квалификации – единственно верным решением будет отвезти (отнести) прибор в специализированную мастерскую.
Специалисты по ремонту сложных импульсных устройств оперативно найдут и устранят возникшую неисправность, а заодно и проведут техобслуживание данного агрегата.
Порядок самостоятельного ремонта
В случае принятия решения о самостоятельном ремонте платы – рекомендуем воспользоваться следующими советами опытных специалистов.
При обнаружении в ходе визуального осмотра сгоревших проводов и деталей следует заменить их новыми, а заодно и переткнуть все разъёмы, что позволит исключить вариант пропадания контакта в них.
Если такой ремонт не привел к желаемому результату – придётся начать поблочное обследование цепей преобразования электронного сигнала.
Для этого необходимо найти источники, в которых приводятся эпюры напряжений и токов, предназначенные для более полного понимания работы этого агрегата.
Ориентируясь на эти эпюры с помощью осциллографа можно последовательно проверить все электронные цепочки и выявить узел, в котором нарушается нормальная картинка преобразования сигнала.
При сомнениях в работоспособности этой платы можно попробовать заменить её исправной (от другого, работающего инвертора) и попытаться вновь запустить сварочный аппарат.
В случае благоприятного исхода останется только отдать свою плату в ремонт или заменить её купленной новой. Таким же образом следует поступать и при появлении подозрений в исправности всех других модулей или блоков сварочного аппарата.
В заключении напомним, что ремонт любых сварочных агрегатов (и инверторов, в частности) считается достаточно сложной процедурой, требующей определённых навыков и умения обращаться со сложной измерительной техникой.
При наличии малейших сомнений в своём профессионализме следует воспользоваться помощью специалистов и предоставить им возможность вернуть неисправный аппарат в работу.
Выбор сварочного тока
Сварочный ток выбирается с учетом толщины металла, который подлежит сварке, и диаметра присадки. Для простоты расчетов можно использовать таблицу, которая была приведена выше, в разделе, где говорилось о настройке агрегата. Также при выборе оптимальной силы тока следует помнить правило: чем выше сила тока, тем глубже получается шов, и тем быстрее можно перемещать электрод. Поэтому нужно добиться идеального соотношения скорости движения присадки и силы тока, чтобы шов имел требуемую выпуклость и глубину, достаточную для хорошего сваривания кромок деталей.
Совет! После подключения к аппарату новых кабелей, не превышающих рекомендуемую длину, нужно измерить сварочный ток, чтобы узнать его значение и при необходимости подкорректировать.
Схема и ремонт
Если нет желания отдавать сварочник в ремонт и хочется разобраться самостоятельно (ведь схема не такая сложная), то нужно найти и изучить схему и неисправности РЕСАНТА САИ 190. Если есть опыт, то схему можно не использовать вообще, которая нужна только для удобства и быстрого поиска неисправностей. Для иллюстрации примера приведена схема сварочника инверторного типа РЕСАНТА САИ 220 (190), а также отмечены основные радиоэлементы, которые часто выходят из строя.
Схема 1 — Электрическая схема сварочного инвертора ресанта САИ 220.
Для ремонта аппарата нужно разобрать типовые неисправности и способы их устранения.
Типовые неисправности
Иногда сварочный аппарат инверторного типа дает сбой. Причины и последствия могут быть разнообразными. Если есть возможность, то следует сдать его в ремонт. Однако многие захотят сделать его самостоятельно. Благодаря такому решению вопроса можно повысить свои знания в области электротехники, ведь электрических приборов очень много и на их ремонте можно существенно экономить. Неисправности следует классифицировать на простые и сложные. К простым относятся:
- Перегрев из-за пыли.
- Обрыв проводов.
- Потеря мощности (из-за влажного корпуса).
- Пробивание массы на корпус.
- Плохие контакты.
- Залипание электрода.
Любой электрический прибор не любит пыль, так как она затрудняет отдачу тепла, является проводником тока (возможно КЗ). Даже при качественной уборке помещения пыль все равно будет. Регулярное обслуживание не только способно продлить срок эксплуатации приборов, но и оградит от множества проблем финансового и ремонтного характера.
Обрыв проводов бывает в тех местах, которые подвержены постоянным перегибам. Перегиб проводов очень сложно отследить, и часто это приводит к КЗ. Кроме того, на колодках, держащих электрод, разбалтываются контакты, делая сварку менее качественной или невозможной. Периодически все контакты нужно подтягивать.
Работа во влажном также влияет на работу сварочника. Может произойти потеря мощности. В этом случае необходимо избегать таких условий работы.
При пробивании массы на корпус (выбивает предохранитель и счетчик) нужно проверить места соприкосновения токоведущих частей с корпусом и заизолировать провод.
Кроме того, при нестабильной дуге следует проверить качество электродов и выставленный ток.
Поломки сложного типа
К поломкам сложного типа относятся неисправности какого-либо радиоэлемента и требуют дополнительных знаний. Если нет опыта в ремонте радиоаппаратуры, то существует 2 способа решения проблемы:
- Отдать квалифицированному специалисту.
- Приобрести опыт в этой сфере и сделать все самостоятельно.
Следует обратить внимание на правила техники безопасности при ремонте аппаратуры и быть очень аккуратным. На самом деле, в ремонте своими силами нет ничего сложного
Необходимо лишь открыть интернет и найти все детали сварочника инверторного типа. В интернете существует множество информации о проверке конкретной детали. Даже есть и проверка микросхем в домашних условиях.
В первую очередь, нужно визуально осмотреть детали. Это могут быть подгоревшие резисторы, диоды, вздувшиеся электролитические конденсаторы, подгоревший трансформатор и многое другое. Если ничего не обнаружено, то нужно проверить поступление входного U на диодный мост. Для этого его выход нужно отсоединить. При пробитых диодах нужно заменить неисправные и повторить попытку. Если не горят светодиоды, то необходимо их проверить и по возможности заменить на исправные.
Следующим шагом является проверка транзистора fqp4n90c. Ключевой транзистор 4n90c в блоках питания сварочных инверторов служит для повышения частоты постоянного тока и передачи его на импульсный трансформатор. Аналогом fqp4n90c (чем заменить) является STP3HNK90Z, но желательно найти такой же.
Методика работы с разными металлами
Поскольку без розжига дуги процесс сварки невозможен, то следует знать, что существует 2 метода сделать это:
- нужно несколько раз стукнуть по металлу электродом, пока не произойдет зажигание дуги.
- нужно электродом, как спичкой, чиркнуть несколько раз по металлу.
Каждый мастер подбирает наиболее удобный и подходящий способ зажигания дуги. Но чиркать нужно не где попало, а вдоль линии сварного шва, чтобы на заготовке не оставались следы.
Место, в котором плавится металл под воздействием электрической дуги, называют сварочной ванной. Чтобы ее двигать вдоль линии шва, применяют один из методов, показанных на следующем рисунке.
Для нормального движения ванны электрод наклоняется под углом 45-50°. Наклоняя присадку под разными углами, можно управлять шириной ванны. Каждый мастер подбирает оптимальный угол наклона для получения шва приемлемого качества.
Совет! Движение ванны облегчается, если в аппарате присутствует функция “форсаж дуги”, которая не дает ей погаснуть.
Электрод может принимать положение углом назад или углом вперед. Чтобы получить широкий шов, используется наклон оснастки углом вперед, поскольку при таком способе получается меньший нагрев. Данным методом варят тонкие металлы. Толстый металл принято варить углом назад.
Для сварки цветных металлов придется подключить аргоновую горелку к сварочному инвертору и использовать уже неплавящийся электрод (вольфрамовый). Присадкой в данном случае служат металлические прутки, которые помещаются на линию шва и плавятся электрической дугой. В процессе сварки ванна обдувается инертным газом.
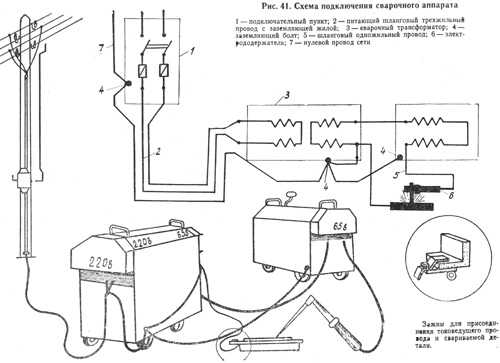
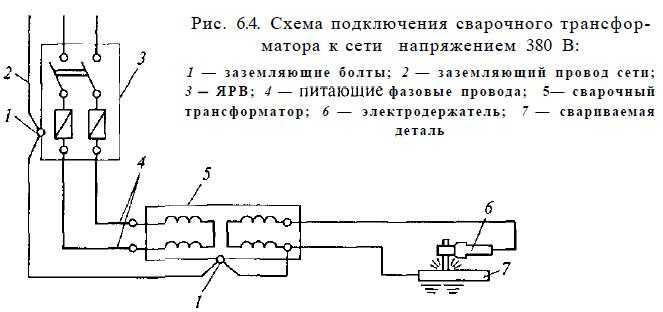
Подключение сварочного аппарата к бытовой сети

Чтобы процесс сварки проходил как можно более безопасно и во время него не возникало ни каких серьезных проблем, следует разобраться с тем, как подключить сварочный аппарат. Для этого требуется учесть несколько основных факторов, таких как место расположения.
Тип аппарата, место нахождения вентиляции и прочее. Вентиляция является одним из самых важных моментов при размещении инвертора, так как они сильно подвержены перегреванию
Также нужно обратить внимание на контакт с пылью
Таким образом, подключение сварочного аппарата может стать непростым процессом для новичков.
Подключение сварочного аппарата к генератору 220 В
Основные рекомендации и техника безопасности
Подключение сварочного аппарата начинается с проверки параметров сети. Оно должно совпадать с тем, которое указано на корпусе техники, так как в ином случае ее нельзя будет использовать. Здесь необходимо соблюдать устройства правильных соединений. Тут необходимо использовать заземление и провода фазы, которые могут состоять из одной фазы или двух фаз и нейтрали.

Если в модели имеется функция самостоятельного регулирования входного напряжения, то ее следует поставить в то положение, значение которого будет соответствовать напряжению в сети. Для фиксации положения, как правило, используется закрепляющий винт.
Аппарат в сеть подключается при помощи обыкновенной штепсельной вилки. Она должна быть в исправном состоянии и соответствовать температурным нормам, так как во время работы будет происходить нагрев.
В вилке должно быть заземление, к которому подключается специальный кабель. Также нужно соединить кабель «земли» с соответствующей клеммой. Соединение должно происходить недалеко от будущего шва, но на безопасном расстоянии.
Для закрепления на металлической поверхности используется специальный зажим.
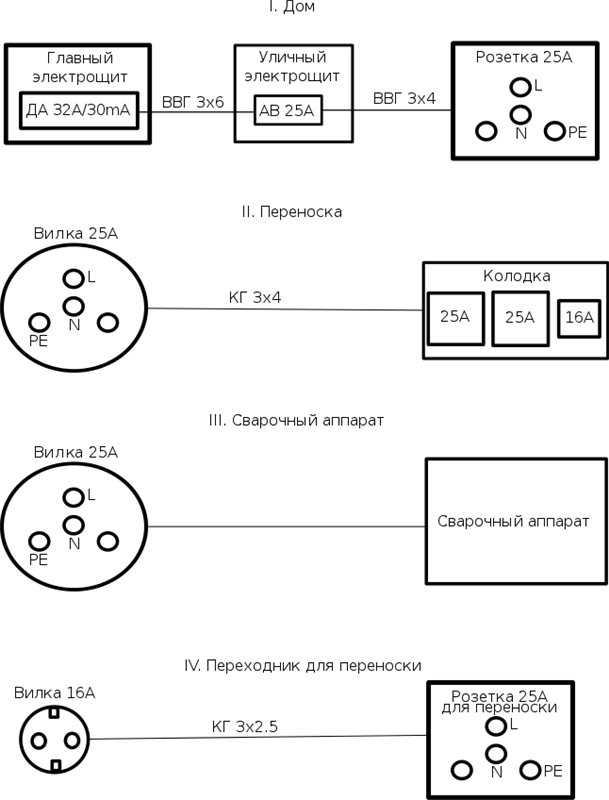
Пошаговая инструкция по подключению сварочного аппарата
Если вы не знаете, как подключить сварочный аппарат, то следует выполнить указанную ниже последовательность действий. Естественно, что перед подключением, нужно в очередной раз проверить целостность самого аппарата, работоспособность комплектующих, а также узнать рабочее напряжение. Для подключения следует иметь такие вещи как:
- Сварочный аппарат;
- Удлинитель;
- Переходник.
Как подключить сварочный инвертор
При подключении к источнику питания и применении инверторного сварочного оборудования необходимо соблюдать ряд правил, которые не только необходимы для безопасной эксплуатации устройства, но и способны значительно продлить срок его службы. Эти правила подходят для всех сварочных инверторов, вне зависимости от вида (профессиональный, промышленный или бытовой).
Рекомендации по безопасной эксплуатации устройства можно разделить на категории:
- розетки и пробки
- проводка
- кабели
- напряжение и мощность
- удлинители
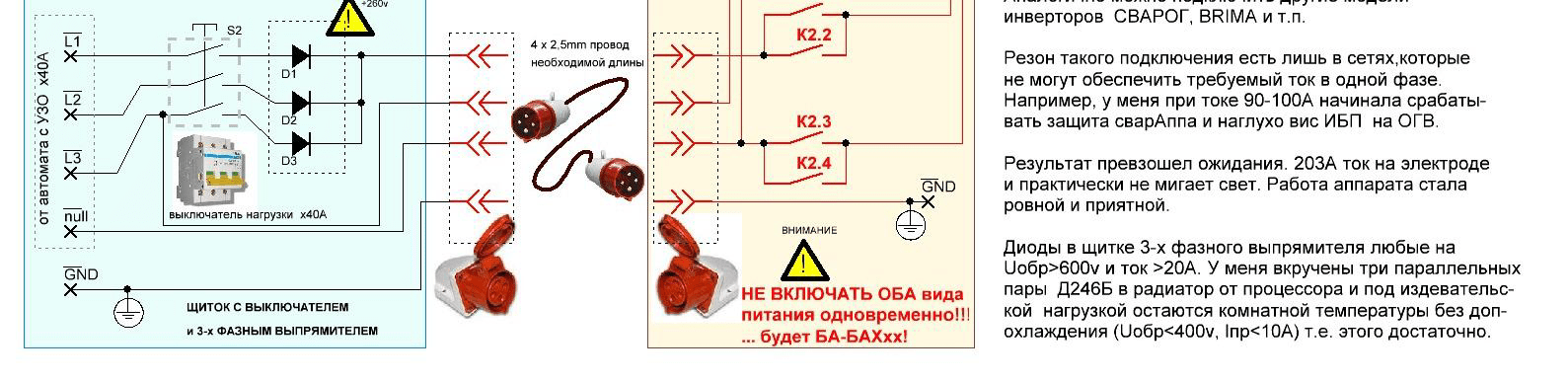
Кроме того, необходимо отдельно рассмотреть подключение сварочного инвертора к сети и к электрическому генератору.
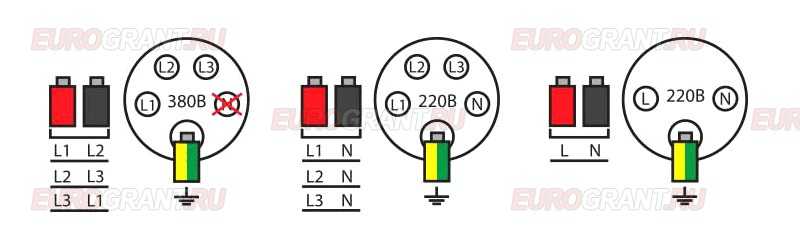
Подсоединение к сети
Подключение сварочного инвертора к сети возможно при напряжении в 220 или 380 В. При этом необходимо учитывать ряд внешних факторов и условий, которые могут повлиять на срок службы устройства.
Единственные элементы в схеме подключения инвертора, с которыми вряд ли возникнут проблемы – это соединительный кабель с вилкой. Конечно, если они не повреждены. Каждый производитель тщательно рассчитывает максимальную мощность устройства, и кабель с вилкой способны выдержать ее без проблем. Немного сложнее все обстоит с остальными элементами.
И первый из них – проводка в помещении, в котором проводятся сварочные работы. Она рассчитана на определенную максимальную мощность, при достижении или превышении которой срабатывает защитное устройство.
Защитное устройство может быть как сложным автоматизированным агрегатом, так и обычной бытовой пробкой.
Стандартным значением для большинства элементов современной бытовой электрической сети является 16 А – именно столько проводка, розетки и вилки могут выдержать без получения повреждений. Поэтому некоторые мощные сварочные инверторы способны при включении вызвать срабатывание защитной системы. Следует сразу же проверить, может ли местная сеть выдержать.
Сварка в домашних условиях с питанием от сети возможна не всегда



