
Прокалить или просушить — в чем разница
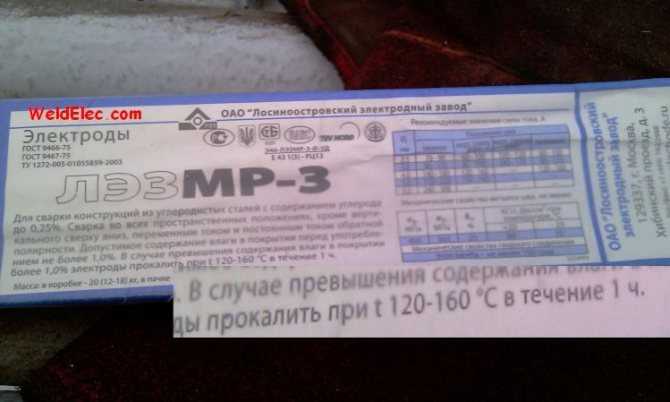
Процедуры прокаливания и сушки практически во всех отношениях схожи. Однако есть небольшие отличия. Прокаливание проводится строго по инструкции, представленной на упаковке (как на фото выше). Основная цель сушки — удаление влаги
Поэтому для этой процедуры не так важно внимательно и серьезно следовать рекомендациям
Поэтому в некоторых случаях можно использовать «народные» средства для проведения термической обработки. Но для этого необходимо иметь информацию о том, как сушить электроды в домашних условиях. Информацию следует брать из надежных источников и полагаться только на мнение экспертов. Ниже приведены основные объяснения того, как сушить электроды в домашних условиях.
Прокалка сварочных стержней
Процесс сушки (прокаливание) — это обработка с использованием температуры, при которой влага удаляется с поверхностей. Избыточное присутствие воды в отложениях электродов приводит к их падению со стержня.
с таким электродом невозможно работать, трудно воспламеняется, качество работы оставляет желать лучшего.
Придется покупать новый пакет, который стоит недешево. Перед сваркой рекомендуется проверить электроды и при необходимости подготовить их. Начинающих сварщиков интересует: зачем при приготовлении использовать сушку и известкование?
Есть несколько ситуаций, в которых необходима сушка:
- Палочки для еды давно не упаковывались в вакууме.
- Место хранения отличается повышенной влажностью.
- Электроды мокрые.
Запомнить! Сушка сварочных стержней перед сваркой — важный процесс, который, если его не сделать, повлияет на результат вашей работы.
При этом помните, что такую работу нельзя делать более двух раз, иначе напыление стержня полностью развалится.
Интересный факт, отжиг сварочных стержней увеличивает тепловой режим расхода материала перед работой. Некоторое сырье из-за большой разницы температур искажает ванну припоя, что делает припой слабым.
Во избежание дефектов прибегают к предварительной сушке.
Агрегаты для прокаливания
Сушка сварочных стержней в домашних условиях возможна с помощью специальных инструментов.
Рекомендуется использовать:
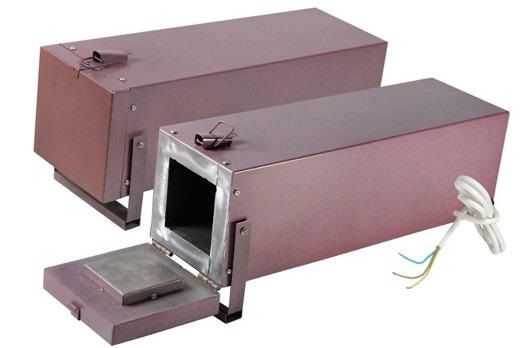
- Электрический духовой шкаф с регулятором температуры. Аппарат имеет небольшие размеры и его легко переносить с одного места на другое. В основе работы лежат нагревательные элементы, управление которыми осуществляется автоматически с помощью регуляторов. Такая печь работает в штатной сети десять двадцать вольт. Мощность этого типа механизма варьируется от одного до трех киловатт. Максимальная нагрузка — пятьдесят килограмм.
- Электрический духовой шкаф с функцией осушения. В современные модели встроен микропроцессор, с помощью которого можно настроить всю операцию. Теплоизоляция — особенность этого агрегата. Равномерное нагревание сварочных стержней достигается за счет использования встроенных тепловых экранов. Обычная сеть не подходит, для такого оборудования необходимо иметь три фазы по 380 Вт. Максимальная мощность 8,5 кВт и мощность до 160 кг.
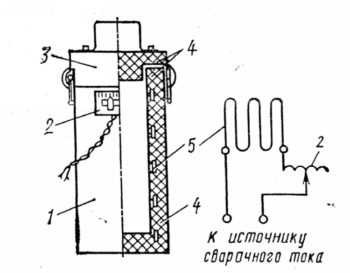
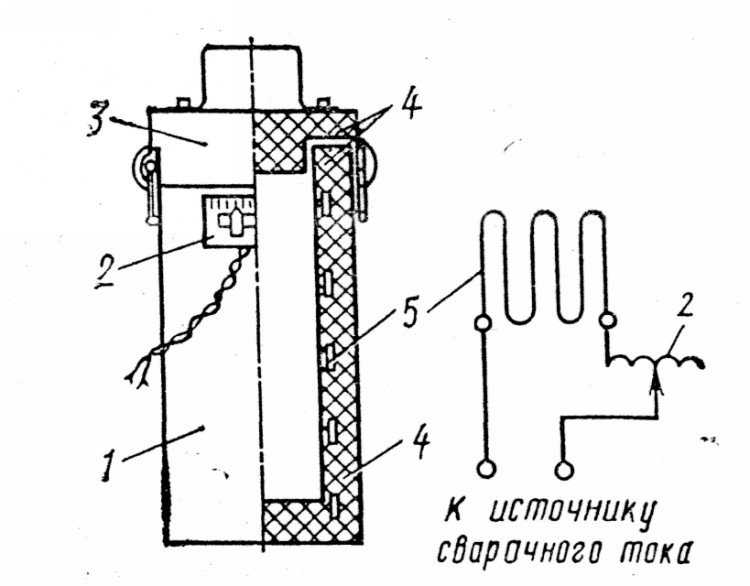
- Термопенал. Так называемая «сушилка» для сварочных стержней. Теплоизолированная герметичная конструкция, которую можно использовать как контейнер для хранения. Аппарат оптимальных размеров, что позволяет хранить сварщиков на рабочем месте. Основное умение этой техники — возможность нагревать сварочные прутки от трансформатора или от обычной сети 220. Вместимость таких ящиков — 10 кг прутков.
Принцип дегидратации
Для разных типов электродов необходимо правильно определять температуру и время высыхания. Для этого перед началом отжига ознакомьтесь с инструкциями на упаковке для правильного определения параметров сушки.
Обращаем ваше внимание, что зарубежные производители часто не предоставляют запрашиваемую информацию. Поэтому рекомендуем вам посетить их сайт, там вы обязательно найдете интересующие параметры. Запомнить! Сварочные прутки из целлюлозы не подвергаются отжигу
Кроме того, в них должно быть минимум воды в спрее, для этого они продаются в стальных баллончиках. Опыт показывает, что такие электроды можно прокаливать, пока температура не должна превышать 70 градусов, иначе покрытие будет повреждено
Запомнить! Сварочные прутки из целлюлозы не подвергаются отжигу. Кроме того, в них должно быть минимум воды в спрее, для этого они продаются в стальных баллончиках. Опыт показывает, что такие электроды можно прокаливать, пока температура не должна превышать 70 градусов, иначе покрытие будет повреждено.
Просушка своими руками
Как уже упоминалось, основная цель прокаливания — уменьшить количество влаги, попавшей при распылении металлического стержня. Процесс прост и не требует времени.
Материалы для сварки
Замена электродов, обеспечивающих более высокую прочность металла шва, на электроды, гарантирующие меньшую прочность этого металла, не допускается без согласования с проектной организацией. Однако во всех случаях нельзя заменять электроды с фтористо-кальциевыми покрытиями (основного типа) Э42А-Ф—Э55-Ф электродами с рудно-кислыми или рутиловыми покрытиями (кислого типа) Э42-Т—Э46-Т. Электроды с фтористо-кальциевыми покрытиями типов Э42А-Ф—Э55-Ф можно использовать лишь для сварки при предельно короткой дуге. При длительном (более 3 месяцев) хранении на складе или хранении более 5 суток на месте производства работ электроды следует подвергать прокалке в электрическом шкафу даже при отсутствии визуально заметной влажности покрытия. Прокалка электродов в пламенных печах не допускается.
Прокладку электродов типа Э42-Т следует производить при температуре 180°С в течение 1 ч, а электродов типа Э42А-Ф—Э55-Ф при температуре 400—450°С — в течение 1—2 ч.
При обнаружении влажности покрытия или большой пористости швов такая прокалка электродов обязательна вне зависимости от срока хранения электродов.
При хранении на месте производства работ электроды должны находиться в водонепроницаемых закрывающихся коробках, которые не должны оставаться на рабочем месте по окончании рабочей смены.
Прокалку электродов следует проводить в электрической печи. Рекомендуется изготовлять электрические печи мощностью около 10 кет на напряжение до 36 в.
Электроды диаметром до 4 мм рекомендуется применять для сварки в потолочном положении, а диаметром до 5 мм — для сварки в вертикальном положении.
Для полуавтоматической ванной сварки под флюсом следует применять стальную сварочную проволоку по ГОСТ:
для соединения вертикальных стержней диаметрами 36 и 40 мм из стали класса А-II — проволоку Св-08 и Св-08А диаметром 2,5 мм или проволоку Св-08ГА диаметром 2 мм;
для соединения горизонтальных стержней диаметрами 36 и 40 мм из стали класса А-III — проволоку Св-08ГА диаметром 2 мм;
в других не оговоренных выше случаях — проволоку Св-08 или Св-08А диаметром 2 и 2,5 мм (при использовании графитовых форм применение сварочной проволоки диаметром 2,5 мм не допускается).
Примечание. При отсутствии проволоки марок Св-08 и Св-08А допускается применять сварочную проволоку Св-08ГА диаметром 2 мм при сварке стержней из стали классов А-II и А-III .
Для полуавтоматической дуговой сварки многослойными швами на стальной скобе—накладке стыковых соединений арматурных стержней классов A-I и А-III следует применять голую проволоку марки ЭП-245.
Поверхность сварочной проволоки должна быть свободна от заусенцев, а сама проволока — от резких переломов или перегибов; допускается наличие тонкого слоя окисной пленки, не перешедшей в ржавчину.
Проволоку следует наматывать на катушки; такую намотку и механическую очистку проволоки рекомендуется выполнять на специальных намоточных станках.
Бухты проволоки, имеющие чистую поверхность, можно использовать без перемотки на катушки. В этом случае следует применять размоточный барабан и устанавливать на подающем механизме войлок для снятия с проволоки смазки.
Для полуавтоматической ванной дуговой сварки соединений арматурных стержней из стали классов A-I—А-III следует применять флюсы марок АН-8, АН-14, АН-22, ФН-7 или АН-348А.
Для автоматической сварки тавровых соединений элементов закладных деталей должен применяться флюс марки АН-348А.
Пеналы термосы и термопеналы
Часто так случается, что сварочные работы ведутся на улице или в условиях повышенной влажности, поэтому электроды могу быстро отсыреть и вновь прийти в негодность. Для таких случаев специально разработаны пеналы. Они герметичны и имеют термоизоляцию, позволяя электродам длительное время находится в сухом состоянии. По конструкции различают пеналы термосы и термопеналы.
Пеналы термосы небольшого размера и имеют теплоизолирующее внутреннее покрытие. Они особенно удобны для хранения уже просушенных электродов на объектах строительства в любую погоду и пору времени. Пенал для сушки электродов оснащен нагревательными элементами, термостатом и позволяет проводить сушку прямо на месте. Он небольшого размера и может высушить около 10 килограмм электродов за раз. Термопеналы имеют два типа подключения – к розетке и к сварочному трансформатору.
Сушильное оборудование дает возможность получения различных температурных режимов и точный контроль по времени, позволяя прокаливать электроды различных марок и производителей. Оно восстанавливает рабочие свойства электродов, ускоряет работу сварщика и экономит деньги на покупке новых электродов. Просушить электроды намного быстрее и проще, чем переделывать потом некачественный сварной шов.










При какой температуре прокалить электроды?
Все зависит от типа электрода и типа обмазки.
- С рутиловым покрытием, общего назначения (Э-38, Э42, Э-46) – 150… 270 °С в течение 1–1,5 часа.
- С основным покрытием, общего назначения (Э42А, Э-46А, Э50 и другие) – 300… 450 °С в течение 1-2 ч.
- С кислым покрытием – 185… 190 °С, 1 ч.
- С целлюлозным покрытием – 155… 160 °С, 15 минут.
- Специального назначения – 300… 450 °С, 1–2 ч.
Для наглядности на примере наиболее известных марок покажем, как и сколько прокаливать электроды, в виде таблицы.
| Марка | Температура прокалки (+/- 20 °С) | Время выдержки, ч. |
| УОНИ-13/45 | 400°С | 3 |
| УОНИ-13/55 | 465°С | 3 |
| АНО-4 | 200°С | 2 |
| АНО-9 | 360°С | 2 |
| ОЗС-6 | 200°С | 2 |
| ОЗС-12 | 200°С | 2 |
| МР-3 | 200°С | 2 |
| ЦУ-7 | 360°С | 2 |
| НЖ-13 | 250°С | 1 |
| ЦЛ-17 | 380°С | 2 |
| ОЗЛ-7 | 250°С | 1 |
Особенности прокалки флюса, оборудование для ее проведения
Добиться удаления жидкости из флюса можно за счет проведения прокалки при 260-400 °С. Достичь указанной температуры должен весь объем флюса.
Указанная процедура должна длиться не менее 2 часов.
Для осуществления прокалки керамических флюсов температура должна составлять 300°± 25°С, плавленных — 200°± 50°С.
Нельзя делать прокалку флюса, который находится в упаковке или бочке. Если после проведения процедуры флюс сразу не используется, его нужно поместить на хранение, создав температуру 130°± 25°С.
Для стационарного прокалывания флюсов используется большой контейнер с цифровым термостатом SDF 50 Stationary Drying Flux (на 50 кг), SDF 50 Stationary Drying Flux (на 250 кг). В каждом из них есть снизу люк для выгрузки флюса. Температура прокалки составляет 0-400°С.
SDF 50 Stationary Drying Flux (на 50 кг)

SDF-это большие контейнеры для прокалки и хранения флюса.
- Цифровой термостат с широким диапазоном регулировок температур хранения.
- Вместимость – 50 кг
- Диапазон температуры прокалки 0-400°C
- После прокалки температура автоматически опускается до рекомендованной предварительно установленной температуры хранения в 130°C
- Внизу люк для выгрузки флюса
SDF 50 Stationary Drying Flux (на 250 кг)
SDF-это большие контейнеры для прокалки и хранения флюса.
- Цифровой термостат с широким диапазоном регулировок температур хранения.
- Вместимость – 250 кг
- Диапазон температуры прокалки 0-400°C
- После прокалки температура автоматически опускается до рекомендованной предварительно установленной температуры хранения в 130°C
- Внизу люк для выгрузки флюса
Прокалка электродов и флюсов — обязательная процедура, необходимая для получения качественного изделия.
Правила прокалки
Прокалка, по мнению опытных сварщиков, не должна продолжаться менее 2-х часов
На что стоит обратить внимание?
- Электроды всегда должны быть сухими, все чаще используют специальные коробки, поддерживающие определенную температуру для того, чтобы влага не проникала внутрь и не портила покрытие.
- Превышение времени, положенной для прокалки допускается не больше чем на 0,5 часов.
- Прокалить изделие можно только 3 раза после заводской прокалки, даже при наличии их достаточной работоспособности, они становятся уже непригодными.
Нельзя применять для прокалки пламенные печи. Дело в том, что существуют разные типы электродов, которые нужно прокалить в различных температурных условиях. К примеру, электроды, имеющие маркировку Э42-Т, следует прокалить при температуре 180 градусов за один час, а Э42А-Ф-Э55-Ф нуждаются в двухчасовой прокалке с использованием температуры 400-450 градусов.
В случае хранения этих деталей сварочных аппаратов на складах в течении трех месяцев и более, они должны быть подвергнуты обязательной прокалке. Такая процедура необходима даже в случаях, если визуально они не отличаются влажным покрытием и не имеют повреждений. Прокалка нужна и в том случае, если они пролежали на рабочем месте больше чем пять дней. Следует отметить, что шов, сделанный с использованием вышеуказанного метода сварки, отличается высокой прочностью и качеством, он достаточно долговечен и не подвергается повреждениям.
Особое значение придается домашним условиям при сушке электродов. Дело в том, что когда вы хотите просушить их у себя дома, должны знать — при накоплении влаги в печи ее следует проветривать, поэтому печь должна быть оснащена вентиляционной системой. В противном случае, произойдет накопление влаги, что может вызвать повреждения покрытия данной детали, в результате чего повышается содержание водорода на металлической поверхности шва, вызывающее парообразование и микро трещины.
Высушить электроды — это означает, привести их в рабочее состояние. Без такой процедуры применение данной детали воспрещено, поэтому каждый профессионал знает, что сушка представляет собой и как ее следует осуществить. Сушка позволяет делать высококачественное соединение, без наплавок и повреждений шва, которая прослужит на протяжении десятилетий.
Эксплуатация
Инструкция по правильной эксплуатации оборудования рекомендует горячими доставать электроды по завершении прокаливания и укладывать их внутрь термопенала. Внутри камеры они будут недоступны влаге. Их можно перемещать на большое расстояние и долго хранить.
Перед тем как сушить сварочные электроды, устройство устанавливается на специальную ножку. Выбирается способ подключения к питанию. Вилка включается в сетевую розетку. Два провода соединяют с кабелями, идущими к держаку и зажиму на детали.
Термопенал включается заранее, чтобы камера успела прогреться. Примерно через 30 мин можно открывать переднюю крышку, брать электрод и начинать работать. Пенал следует держать закрытым, чтобы просушивать оставшиеся материалы.
Прокалка сварочных стержней
Процесс просушки (прокаливания) – это обработка температурами, при которых влага удаляется с поверхностей. Избыточное наличие воды в напылении электродов приводить к осыпанию последнего со стержня.
Таким электродом невозможно работать, он тяжело поддается поджиганию, качество работы не удовлетворительно.
Приходится покупать новую пачку, что не экономично. Рекомендуем перед сварочными работами проверить электроды, в случае необходимости провести их подготовку. Начинающие сварщики интересуются: зачем применять просушку и прокалку при подготовке?
Существует несколько ситуация при которых необходимо применить просушивание:
- Стержни долго хранились не в вакуумной упаковке.
- Место хранение, характеризуется повышенной влажностью.
- Электроды намокли.
При этом помните, такую работу нельзя выполнять более двух раз иначе напыление стержня полностью отслоится.
Интересный факт, прокалка сварочных стержней повышает терморежим затрат материалов перед работой. Некоторое сырье из-за больших перепадов температур искажает сварочную ванну, что делает сварочный шов непрочным.
Для избежание дефектов прибегают к предварительной просушке.
Оборудование для прокалки электродов
Есть несколько видов оборудования, предназначенного для термической обработки электродов и подготовки их к работе. Начнем с основного — печь.
Печь для прокалки представляет собой металлический ящик с лотками для стержней. Чтобы сохранять в ней постоянную температуру, стенки отделаны специальными материалами, удерживающими тепло. Благодаря этому электроды будут прогреваться равномерно в течение всего времени прокалки. В зависимости от ваших нужд, печи могут нагреваться до различных температур. Наиболее “ходовыми” являются значения от 50°С до 650°С.
Увидеть как выглядит такая печь, можно на этом видео:
Другой “гаджет”, который пригодится сварщикам — это пенал. Он не прогревает электроды, а только поддерживают их в сухом и подогретом состоянии. Его особенность в том, что он полностью изолирован и герметичен. Используя пенал, можно быть полностью уверенным, что электроды не отсыреют, пока вы будете работать.

Есть и другая разновидность такого приспособления — термопенал. Он позволяет не только сохранять температуру стержней, но также может их прогревать. Термостат и встроенный нагрев, позволяют подготавливать расходники прямо на месте работы.
Термопеналы выглядят как маленькие ящики с дверцей. Они весят около 3 кг и могут выдавать температуру до 120°С.
Другой тип оборудования — это шкафы. Они имеют схожие с термопеналами функции. Корпус шкафа изолирован и сохраняет тепло. В зависимости от модели, шкафы оснащаются термостатом и термометром.

Шкафы применяются на больших производствах, где нужно одновременно подготовить большое количество стержней.
Стержни для сварки можно подвергать термической обработке, как с использованием специального промышленного оборудования, так и в домашней мастерской.
Например, для прокалки применяются печи. Производители предлагают широкий ассортимент такого оборудования. Выбирая конкретную, следует учитывать технические характеристики устройства:










- мощность печи;
- вес стержней, которые за 1 раз можно загрузить в печь;
- максимальное напряжение, необходимое для функционирования оборудования;
- масса печи;
- ее размеры;
- наличие дополнительных функций.
Не исключена также возможность использования для прокалки шкафов. Их особенность заключается в том, что в них стержни можно не только подвергать термической обработке, но и просушивать, а также хранить на протяжении длительного времени. При покупке таких шкафов необходимо предварительно ознакомиться о наличии в них дополнительных функций.
Известно несколько вариантов пеналов для термической обработки сварочных стержней (просушивания). Например:
- Термопеналы.
- Термосы.
Технология прокалки
Различные виды стержней необходимо подвергать соответствующей термообработке. Ее параметры указываются на упаковке в инструкции.
Параметры прокаливания зависят от покрытия электродов и указываются на этикетках, в паспортах и каталогах.
Работнику необходимо строго придерживаться всех требований по прокалке. В противном случае стержни окажутся недосушенными или пересушенными, что негативно отразиться на качестве сварочного соединения. В связи с этим данную процедуру необходимо проделывать правильно.
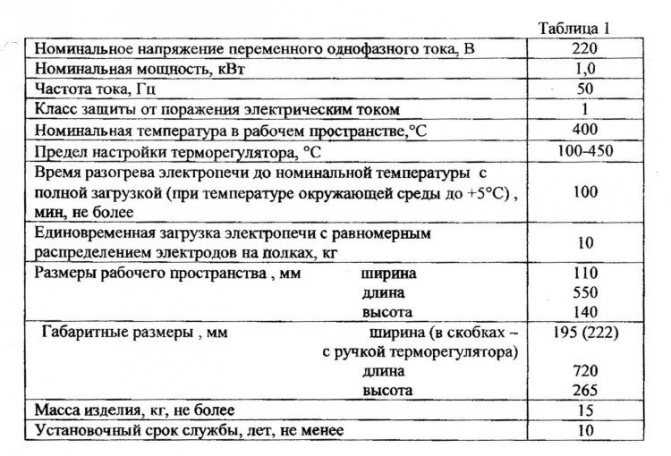
Таблица характеристик печи для прокалки электродов.
Основными характеристиками при прокалке являются:
- необходимость сушки;
- режимы;
- количество прокалок.
Если не выполнять термообработку, расход материалов существенно увеличится и снизится надежность соединения. Если есть хоть малейшие сомнения относительно условий и продолжительности хранения электродов или же в их покрытии присутствует влага, то прокалка просто необходима.
Итак, как прокалить электроды? Выполнить данную операцию можно двумя способами: с использованием промышленных устройств и в бытовых условиях.
Прокалить и высушить электроды можно с помощью специальной печи. В магазинах представлен широкий ассортимент подобных агрегатов. Есть разработки от зарубежных компаний и от отечественных.
Выбирая печь, следует в первую очередь ориентироваться на такие характеристик, как мощность, напряжение, ее масса и размеры.
Довольно распространенной разновидностью подобных устройств являются шкафы. Они позволяют прокаливать и просушивать электроды. Кроме того в них стержни хранятся продолжительное время.
Тем не менее, не все виды данного оборудования обладают перечисленными возможностями
В связи с этим в момент покупки шкафа обязательно обращайте внимание на его возможности
Хранить стержни можно в термопеналах или пеналах-термосах. Эти малогабаритные устройства отлично подойдут и при прогревании уже обработанных материалов.
Во время сварочных работ с металлическими конструкциями, к которым не предъявляются высокие требования, обработку электродов можно выполнить народными методами. Например, подойдет духовка или термофен.
Используя духовку лучше отдать предпочтение электрическому типу. Дело в том, что в газе содержится небольшое количество влаги, что может отрицательно повлиять на качество термической обработки.
Проводя термообработку важно следовать технологической инструкции. Некоторые стержни, например, необходимо просушить перед прокалкой
Обработка стержней состоит из нескольких простых действий:
- загрузка материала в камеру устройства;
- плотное закрытие дверцы;
- установка температуры в соответствии с приведенным значением в инструкции;
- установка длительности обработки;
- выдержка в течение необходимого интервала времени;
- по окончании процесса термообработки выключить устройство и дать ему остыть вместе с электродами для избегания резкого перепада температур.
Как правильно хранить электроды?
Если электроды для сварки хранить неправильно, тогда работа окажется невозможной. Горение дуги станет нестабильным, а соединения получатся плохими. Для избегания подобных проблем необходимо придерживаться некоторых правил.
В первую очередь необходимо разобраться с устройством сварочных электродов. Он состоит из стержня и покрытия. В независимости от типа покрытия важным является их защита от воздействия влаги.
Стержень изготовлен из особого сплава, с которым ничего не может произойти. В связи с этим суть хранения электродов сводится именно к защите покрытия.
Хранить материалы для сварки лучше в сухом хорошо проветриваемом помещении. Любая возможность попадания влаги или воды на поверхность стержня должна полностью исключаться. Иначе покрытие будет деградировать и в конечном итоге работать с таким электродом не получится.
Хранение должно осуществляться в помещении, в котором температура не снижается ниже 15°С. Конечно же, любые механические повреждения и загрязнения также приведут электроды к непригодности.
Упаковывать их необходимо в коробки, которые могут быть сделаны из металла, пластика или картона. В последнем случае для большей надежности коробку следует дополнительно обмотать полиэтиленовой пленкой, например, пищевой.
Во время транспортировки к упаковкам действуют такие же требования, как и к хранению. Однако в случае перевозки стоит позаботиться о том, чтобы смягчить возможные удары, которые смогут повредить электродное покрытие.
Правильная подготовка к сварочным работам является залогом ее надежного и качественного выполнения. Это касается и электродов, которые должны быть высушены и прокалены, особенно при сварке ответственных металлических конструкций или получении герметичных швов.
В то же время не стоит забывать сколько раз можно подвергать их термообработке, ведь прокаливать электроды более двух раз не рекомендуется. Это связано с тем, что электродное покрытие может разрушиться, и стрежни станут непригодными для работы.
https://youtube.com/watch?v=neMXjs3dtng
С какой целью производят прокалку электродов
Прокаливание – принципиально иной технологический момент подготовки стержней к работе. Оно выполняется при температурах, которые значительно превышают те, что нужны для просушивания. Такая термообработка:
- задает нужные технические характеристики обмазке;
- сводит уровень влажности в покрытии практически к нулю (0,2–0,5% против 8–12% при сушке);
- предотвращает залипание электрода;
- обеспечивает хороший первый и повторный поджиги и стабильное горение дуги;
- позволяет существенно снизить расход электрода (на 10–15%);
- задает ровное, качественное формирование шва.
Первичную прокалку электроды проходят в заводских условиях на заключительном этапе производства. И если они используются практически сразу после изготовления, нет необходимости в повторном прокаливании. Но подобные ситуации бывают редко, готовая продукция может месяцами храниться на складах производителя или потребителя.
При повышенной влажности окружающего воздуха (85–90%) обмазка склонна к обратному поглощению влаги, и всего за две недели она ее набирает. Пример:
- прокаленные при t 400˚С электроды типа Э50А набирают 1,5% влаги;
- изделия того же типа, прокаленные при t 200˚С, впитывают уже до 2,2%.
И это – только за 14 дней, а они могут храниться и гораздо дольше. Если покрытие отсырело, ему необходимы сушка и повторная прокалка.
Агрегаты для прокаливания

Просушка сварочных стержней в домашней среде возможно при наличии специальных приспособлений.
Рекомендуем применять:
- Электрическую печь с регулятором температур. Агрегату характерны небольшие размеры, его можно легко перемещать с одного места в другое. В основе работы лежат ТЭНы управляемые автоматически с помощью регуляторов. Работает такая печь в обычной сети дести двадцать вольт. Мощность такого вида механизма лежит в пределах от одного до трех киловатт. Максимальная нагрузка составляет пятьдесят килограммов.
- Электрическую печь с функцией осушения. В современных моделях встроен микропроцессор, с помощью которого возможно осуществлять регулировку всей работы. Характерным свойством для данного агрегата является теплоизоляция. Равномерное прогревание сварочных стержней достигается с помощью встроенных теплоэкранах. Обычная сеть не подходит, для такой аппаратуры необходимо иметь три фазы на 380 Вт. Максимальные мощность 8,5 кВт и нагрузка до 160 кг.
- Термопенал. Так называемая «сушилка» для сварочных стержней. Герметичная теплоизолированная конструкция, которую можно использовать как тару для сохранения. Устройство оптимальных габаритов, что позволяет хранить на рабочем месте сварщиков. Основной способностью данной техники – возможность прогреть сварочные стержни от трансформатора или обычной сети 220. Вместимость таких пеналов 10 кг стержней.
Прокалка электродов перед сваркой (сушка) : журнал, нужно ли, время прокаливания, сколько раз можно
На этой странице рассмотрим подробно и со всех сторон прокалку (или сушку, как еще называют) покрытых сварочных электродов. Для чего она нужна.







Сушка электродов: время прокалки
Разные типы необходимо прокаливать в различных температурных режимах. Каждая упаковка сварочных материалов снабжена инструкцией, где указана температура и продолжительность сушки и прокалки.
Пеналы
2. Часто сварочные работы проводятся на открытом воздухе. Для прогревания электродов на улице созданы пеналы: они герметичны, имеют термоизоляцию, способствуют долгому хранению электродов в сухом состоянии. Различают два вида пеналов, в зависимости от типа конструкции: пеналы-термосы и термопеналы. Они не прокаливают, а только поддерживают в сухом и, если нужно, подогретом состоянии.
Термопеналы
Пеналы-термосы обладают компактными размерами, имеют теплоизолирующее внутреннее покрытие, оснащены нагревательными элементами и термостатом. Все эти преимущества позволяют производить прокаливание прямо на месте.
Примеры наиболее востребованных моделей пенал-термосов: П-5 “BRIMA”, ПТ-5 “БАРС”.
Термопеналы осуществляют две функции:
- – создание определенного уровня температура для хранения электродов;
- – прогревание материалов.
Термопенал представляет собой конструкцию в виде небольшого ящика с дверцей, средний вес равен примерно трем килограммам. Внутри расположено специальное термоустройство, которое отделано слоем изоляции. Температура, которую способен выдавать термопенал, варьируется в диапазоне от 0 до 120 градусов.
Термоконтейнеры
Термоконтейнеры имеют два типа подключения: к розетке и к сварочному трансформатору.Примеры моделей термпеналов от проверенных производителей: DS5 ESAB, ТМ 5/150 “BRIMA”.
Узнайте больше о пеналах вот в этом материале.
Шкафы
3. Шкафы представляют собой прочную конструкцию, имеют схожие функции с термопеналами: хранение и прокаливание. Корпус надежно изолирован, что предотвращает потерю тепла. Шкафы также могут быть оснащены (в зависимости от модели) электронным блоком управления, термометром, термостатом, сигнальной лампочкой.
Примеры моделей шкафов для прокаливания: PK 410 ESAB, ШП-0.4-60 НПП “Теплоприбор”.
Данные приспособления разработаны для промышленного прокаливания сварочных материалов. Также существует несколько “народных” способов, то есть без использования специального оборудования. Однако прибегать к просушке электродов в домашних условиях следует только при наличии нескольких причин:
- последующий сварочный процесс будет носить бытовой характер;
- проводимые работы не потребует особо серьёзного подхода;
- мастер не предъявляет высоких требований к качеству готового изделия.
“Домашнее оборудование”
- В домашних условиях прокалку можно произвести в газовой или электрической духовке. Однако, второй вариант позволяет получать лучший результат, так как в газу содержится некоторое количество воды и ни в коем случае нельзя проводить обработку на открытом огне.
- 2Зимой можно проводить сушку электродов на горячем радиаторе. Необходимо оставить прутки на батарее на 2-3 дня.
Данной обработки будет вполне достаточно для проведения бытовой сварки (по мнению многих умельцев). Для ответственных конструкций применять такой метод сушки не рекомендуется!
- Некоторые находчивые мастера используют для просушки строительный фен. Кроме этого, специалисту понадобится емкость для размещения электродов, например, асбестовая или из иного материала труба. Продолжительность прокалки зависит от мощности фена.
Подробнее про прокалку и домашние условия здесь.
Следует отметить, что результат прокалки в “домашних” условиях не идет в сравнение с термической обработкой в профессиональном оборудовании.
Зачем необходима сушка
Для начала разведем понятия «сушка» и «прокаливание», поскольку это не одно и то же. Начнем с первого – в соответствии с последовательностью термообработки изделий. Электродная обмазка любого типа – основного, рутилового и т. д. – весьма чувствительна к влаге. Она хорошо абсорбирует ее из внешней среды – и в открытом пространстве, и в помещении, при этом необязательно с повышенной влажностью.
Типичные ситуации:
- сварочные работы выполняются на открытом воздухе, а электроды уже извлечены из герметичной упаковки и находятся в таком состоянии даже всего несколько минут;
- изделия хранятся в упаковке с нарушенной герметичностью в течение нескольких месяцев или лет;
- материал извлечен из упаковки и пролежал так в помещении с нормальной или повышенной влажностью 8 и более часов.
Все эти случаи требуют удаления влаги из обмазки. Отсыревая, она теряет свои потребительские свойства, а со временем начинает осыпаться. Варить такими стержнями трудно или просто невозможно – при подаче тока они залипают на поверхности металла, не давая ни первого поджига, ни стабильной дуги.
Есть и еще одна причина, по которой нужна сушка электродов. Если сразу начать прокаливание (а это очень высокие температуры), с отсыревшего покрытия будет интенсивно испаряться влага, в результате на обмазке образуется налет извести и соли. Поэтому необходим предварительный прогрев в течение 1,5–2 часов при t 100 °С (усредненные значения, варьируются в зависимости от типа и марки).
Как просушить электроды наиболее эффективным способом? Вариантов несколько, все зависит от условий и оборудования, которым вы располагаете.



