Травление цветных металлов
Медь и сплавы на ее основе протравливаются с помощью серной, соляной, фосфорной или азотной кислот. Процесс ускоряют растворы хроматов или нитратов. Первая стадия – это удаление окалины, затем происходит непосредственно травление латуни. Алюминий (и его сплавы) травятся в растворе едкой щелочи. Для литейных сплавов используют азотную и плавиковую кислоты. Заготовки с точечной сваркой обрабатываются фосфорной кислотой. Титановые сплавы протравливаются также в два этапа. Сначала – в едкой щелочи, потом в растворе серной, плавиковой, азотной кислот. Травление титана используется для удаления окисной пленки перед нанесением гальванических покрытий. Молибден обрабатывают раствором на основе едкого натрия и перекиси водорода. Кроме того, травление металлов (например, таких как никель, вольфрам) производится с помощью воды, перекиси водорода и муравьиной кислоты.

Виды кислот
Для травления металлических поверхностей, очистки металла от ржавчины применяются разные виды кислот. Каждая из них отличается составом, действием. Химические вещества можно разделить на две группы:
- Смываемые — после их применения, поверхности нужно промывать холодной водой. Любой налет, ржавчина будут смыты, но без дополнительной просушки, может появиться коррозия.
- Несмываемые — их не нужно смывать после применения. Наиболее эффективны при удалении ржавчины.
Ортофосфорная
Ортофосфорная кислота — порошок, который перед применением нужно развести водой. Применяется в разных сферах промышленности, медицине. Кислотой разбавляются грунтовки для металлических поверхностей. Чистый порошок, разбавленный водой можно использовать для удаления ржавчины.
Серная
Использовать серную кислоту можно только в 5% водном растворе. Она относится к несмываемым веществам. Если применять вещество без добавления ингибитора, поверхности будут повреждены.
Серная кислота (Фото: Instagram / shorinalexandr)
Лимонная
Ей ножевые мастера воронят лезвия, но для этого рекомендуется использовать продукт без примесей. Нужно выдавить на тряпку сок лимона и натереть ей клинок.
Фосфорная
Применяется для очистки металлических поверхностей от образования ржавчины. Окалины она практически не растворяет. Остатки кислоты нужно смывать водой.
Соляная
Для удаления ржавчины с металла применяется 20% водный раствор соляной кислоты. Рекомендуется заранее нагреть его до 40°C, чтобы процесс шел быстрее.
Молочная
Молочная кислота плохо подходит для травления и очистки металлических поверхностей от ржавчины. Наоборот, большая концентрация этого вещества приводит к коррозии металла.
Азотная
Концентрированной азотной кислотой можно обрабатывать разные металлы. Не подходят для этого только благородные. Для применения ее нужно смешать с водой в любых соотношениях.
Канистры с азотной кислотой (Фото: Instagram / opthimkmv)
Avesta Finishing Chemicals — обработка и травление нержавеющей стали
#1 Raden
https://www.avestawelding.ru, готова предложить вам следующие материалы:
Avesta Finishing Chemicals — линейка продуктов для очистки, травления и пассивации нержавеющей стали, а также обработки сварных швов после сварки.
Травильные средства содержат гидрофтористую кислоту, азотную кислоту и серную кислоту.
Травильные средства применяются для очистки поверхности от грязи, налета, следов сварки, делают поверхность чистой и светлой, а также гарантируют что шов после сварки не заржавеет.
Почему швы нержавеющей стали могут заржаветь? Во время сварки хром активно выгорает, таким образом, на поверхности металла повышается концентрация железа, что и приводит к ржавчине.
Как работает травильная паста? Содержащиеся в травильных пастах и спреях кислоты, «съедают» железо находящееся на поверхности шва, тем самым восстанавливая концентрацию хрома способную сопротивляться коррозии.
Что такое пассивация? Пассивация это образование пленки оксида хрома на поверхности нержавеющей стали. Пассивация может осуществляться на воздухе, и протекает около 1 суток. Недостатком такой пассивации является ее неравномерность, ввиду внешних факторов, чистота, движение воздуха, в результате чего можно получить пятнистую поверхность. Решением данной проблемы может служить пассивация средством Аvesta FinishOne, которая образует равномерную защитную пленку по всей поверхности за 30-60 минут, без образования пятнистости.
Технология обработки: Нанести очиститель на 20-30 минут, смыть водой. Нанести травильную пасту на швы или спрей по всей поверхности изделия, на 20-60 минут, смыть водой. Нанести пассиватор на 30-60 минут, смыть водой.
- Наверх
- Вставить ник
#2 Raden
Способы обработки и травления нержавеющей стали после сварки. Виды коррозии и причины образования.
Нередко можно наблюдать, как на качественной нержавеющей стали образуется ржавчина. Это происходит в случаях, когда нержавеющая сталь работает в агрессивных средах, при повышенных температуре или влажности. Трубопроводы, емкости, ванны покрываются ржавчиной при работе со слабыми кислотами, щелочами, молочной продукцией, с водой как водопроводной, так и прошедшей тонкую очистку. Но даже в идеальных условиях, когда на первый взгляд поверхности ничего не угрожает, атмосфера вносит свое разрушающее, окслительное действие на поверхность, всегда имея в своем составе кислород и водяной пар, зарождая очаги ржавчины в местах с поврежденной защитной пленкой оксида хрома. Чтобы понять, что происходит, необходимо еще раз проанализировать основные сведения о нержавеющей стали и процессе коррозии. Нержавеющая сталь — легированная сталь, устойчивая к коррозии в атмосфере и агрессивных средах. Сопротивление нержавеющей стали к коррозии напрямую зависит от содержания хрома: при его содержании 13 % и выше сплавы являются нержавеющими в обычных условиях и в слабоагрессивных средах, более 17 % — коррозионностойкими в более агрессивных окислительных и других средах, в частности, в азотной кислоте крепостью до 50 %. Наиболее популярными марками применяемыми в производстве оборудования, оснастки, сварных конструкций яляются: 12Х18Н9Т,04X18H10, 14Х17Н2, 20Х13, где цифра после буквы «Х» обозначает процентное содержание хрома, а после «Н» — никеля. Причина коррозионной стойкости нержавеющей стали объясняется, главным образом, тем, что на поверхности хромсодержащей детали, контактирующей с агрессивной средой, образуется тонкая плёнка нерастворимых окислов, при этом большое значение имеет состояние поверхности материала, отсутствие внутренних напряжений и кристаллических дефектов. Технологические этапы производства изделий из нержавеющей стали неизбежно предполагают создание внутренних напряжений, механическую обработку и сварку стали, что впоследствии сказывается на ее коррозионной стойкости, и вызывает необходимость ее травления. Есть несколько основных процессов, приводящих к коррозии нержавеющей стали: · Однородная коррозия; · Межкристаллитная коррозия; · Гальваническая или обычная коррозия, включающая изъязвление и коррозию в трещинах; · Коррозия в трещинах от механического воздействия; · Коррозию, вызванную микробиологическими факторами (МИК).





Особенности пассивации нержавеющей стали
Такой способ очистки поможет устранить все загрязнения с поверхности металла, а также создаст необходимую устойчивость к коррозии, поспособствует улучшению внешнего вида изделия, сохранит от возможного загрязнения в дальнейшем. Пассивация — это защитная пленка, которая образуется на поверхности металла и надежно защищает его от повреждений и разрушения. Пассиватор нужно наносить на полчаса, можно и на влажную поверхность.
После того как необходимое время выдержано, пассиватор удаляется с изделия. Для этого, как правило, используется водный компрессор.
Виды травления
Основные разновидности применяемой в промышленности обработки металлов:
- электролитическое – бывает катодное и анодное;
- химическое;
- плазменное.
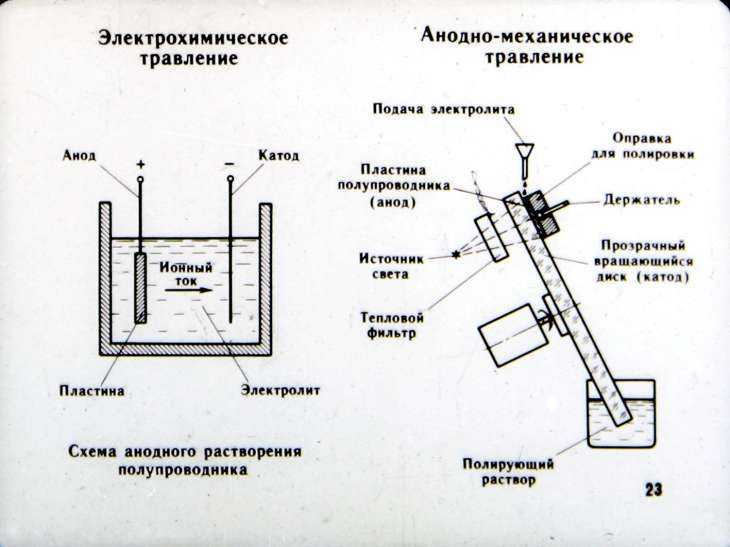
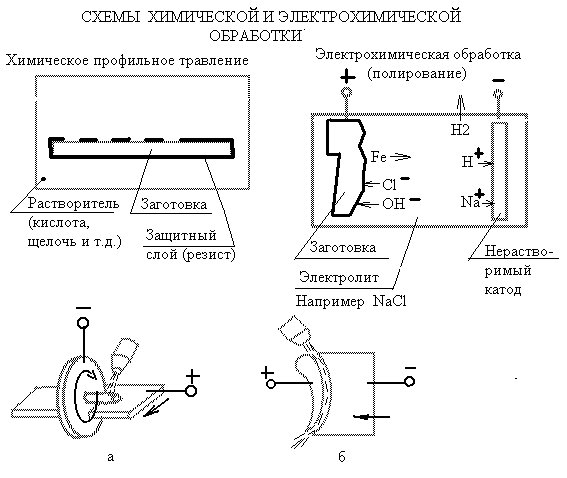
Электролитическое травление
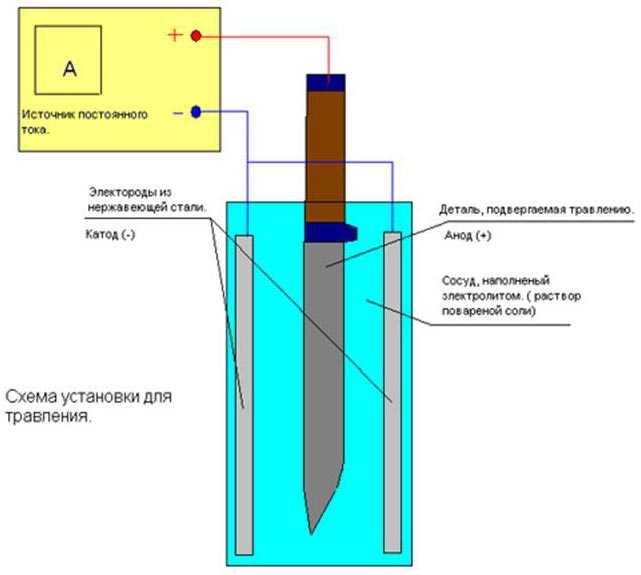
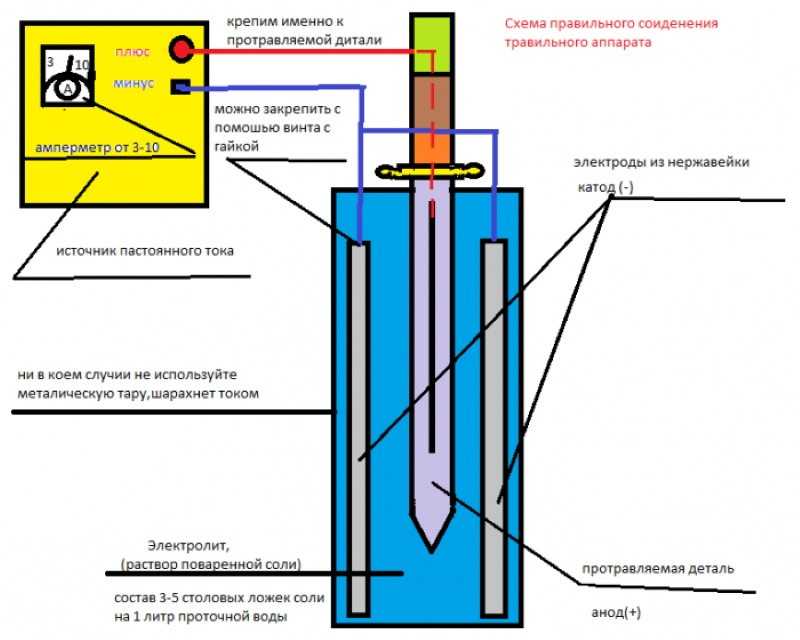
Электролитическая или гальваническая обработка металла применяется для быстрой очистки деталей, нанесения гравировок и получения пазов. Металлические детали погружают в кислотный или солевой электролит. Деталь становится катодом – отрицательным электродом или анодом – положительным электродом. Поэтому классифицируют два типа электролитического травления – катодное и анодное.
- Катодное травление. Метод применяется для снятия окалины с поверхности изделий из углеродистых сталей после горячей прокатки или проведения закалки в масле. При катодном травлении материалом для анода служит свинец, электролитом является раствор соляной, серной кислоты или соли щелочного металла. В процессе электролиза на катоде активно выделяется газообразный водород, который взаимодействует с железом, и отрывает окалину. Металлическая поверхность при катодном методе активно насыщается водородом, что повышает хрупкость заготовки. Поэтому для тонкостенных изделий катодный способ не применяют.
- Анодная электрохимическая очистка. Это самый распространённый в машиностроении способ. Процесс заключается в механическом отрывании на аноде оксидной плёнки кислородом и смешивании с электролитом металлических молекул. Электролит представляет собой раствор кислот или солей обрабатываемого металла. В качестве катода применяют свинец, медь и другие металлы. При анодной обработке поверхность изделий становится чистой, с небольшой шероховатостью, а металл растворяется в электролите. При этом способе существует риск уменьшения толщины заготовки и перетравливания.
Химическое травление
Метод химической обработки используют для очистки поверхности детали от оксидной плёнки, окалины и ржавчины для заготовок из следующих материалов:
- чёрных металлов;
- нержавеющих и жаропрочных сталей;
- титана и его сплавов;
- алюминия.
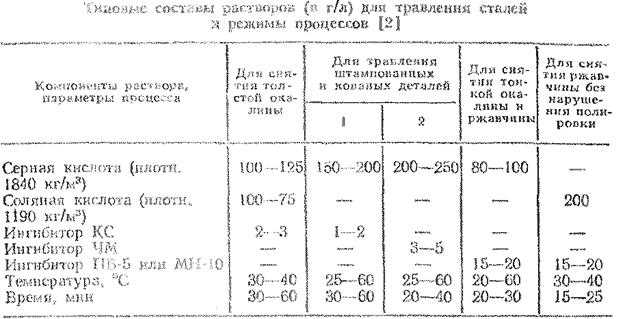
Для травления применяют серную, соляную или азотную кислоту. Заготовку погружают в кислотный или щелочной раствор, расплав соли и выдерживают на протяжении нужного временного интервала. Необходимое время для очистки может составлять от 1 до 120 минут.
Процесс очистки происходит за счёт выделения водорода при взаимодействии кислоты с металлом. Молекулы кислоты проникают через поры и трещины под оксидную плёнку. Там они взаимодействуют с металлической поверхностью, выделяется водород. Выделяющийся газ отрывает оксидную плёнку и очищает деталь.
Одновременно с оксидами в кислоте растворяется обрабатываемый металл. Чтобы предотвратить этот процесс используются ингибиторы коррозии.
Плазменное травление
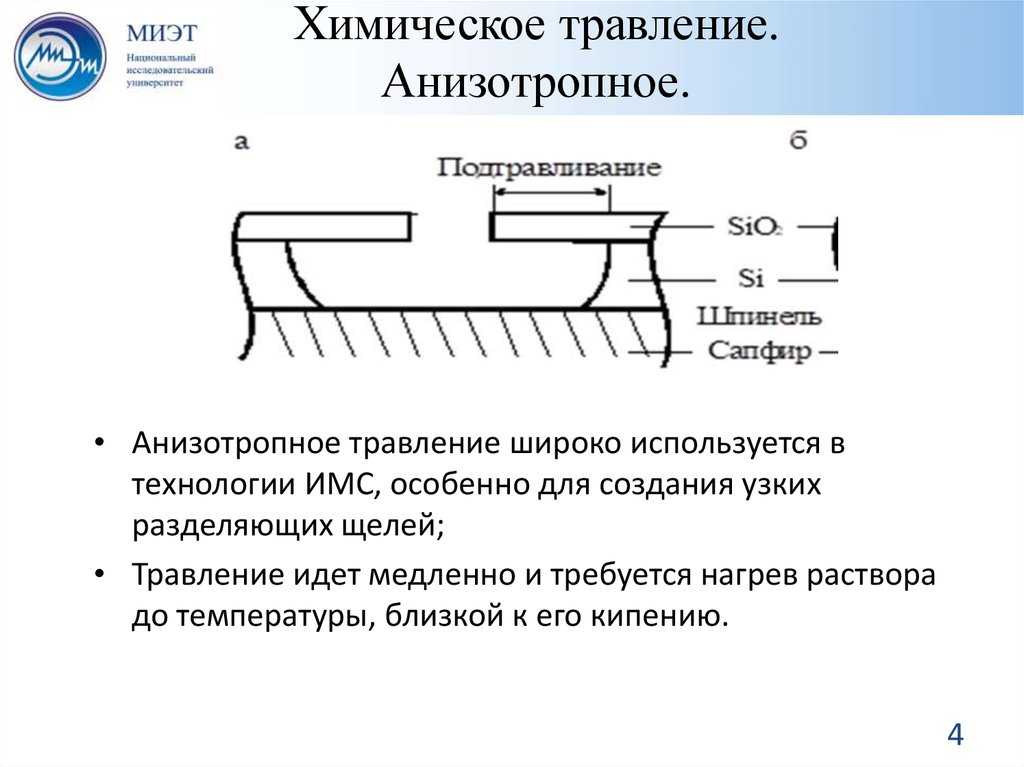
При ионно-плазменном способе очистка и снятие поверхностного слоя происходит путём бомбардировки детали ионами инертных газов, которые не вступают в химическую реакцию с молекулами обрабатываемого материала. Позволяет делать высокоточные насечки, пазы с точностью до 10 нм. Технология применяется в микроэлектронике.
Плазмохимический метод предусматривает возбуждение плазмы в химически активной среде, что вызывает образование ионов и радикалов. Активные частицы, попадая на металлическую поверхность, вызывают химическую реакцию. При этом образуются лёгкие соединения, которые удаляются из окружающей воздушной среды вакуумными насосами.
Метод основывается на химических реакциях, возникающих при использовании химически активных газов, таких как кислород, обладающих большой реакционной способностью. Эти газы активно взаимодействуют в плазме газового разряда. В отличие от плазменной обработки в инертных газах при этом способе очистки активный газ вступает в реакцию только с определёнными молекулами.
Недостатком этого метода является боковое расширение пазов.
Интересное видео
Как ни странно, но и на качественной, хорошей нержавеющей стали со временем могут появиться следы ржавчины. Это происходит, как правило, в так называемой «агрессивной среде», при повышенной влажности и температуре. Чтобы этого не случилось, не следует допускать соприкосновения стали с пылью и стружкой металла.
При последующей обработке не подвергайте изделие вредному и разрушительному воздействию щелочи и кислот. После сварки на поверхности изделия образуется тонкий оксидный слой. Он ослабляет сопротивление соединения к коррозии. Коррозия разделяется на электрохимическую и химическую.
- Электрохимическая — это развал металла в электролитах.
- Химическая — это разрушение металла от воздействия окружающей среды.
Травление насадки
Кажется для этих целей нужна соляная (HCl) или азотная (HNO3) кислота.Поискал в чип и дипе, в основном кислоты продаются под названием “Кислота паяльная”
Что-нибудь от туда можно купить для травления насадки.
Если медленное травление нужно используем соляную кислоту 10% или 20-30% серную, если очень быстрое смесь соляной(3ч) и азотной(1ч).Отдельно азотная кислота (концентрированная) используется для “осветления” нержавейки т.е. снимает микрослой оксидной пленки и нержавейку как в холодном так и в горячем состоянии не травит.








Смесь соляной(3ч) и азотной(1ч) травит все и очень очень быстро.
Посл. ред. 30 Янв. 09, 18:28 от Flyer
Одна столовая ложка на 0,5 воды нормально будет?Не прожжет насадку?
Хотя можно сначала поэкспериментировать на неольшом количестве.
Чё то ты неправду говоришь, барин. В горячем растворе хлорного железа, травится ну просто замечательно. ну может не так быстро как в кислотах, но куда нам собственно спешить?А если в хлорное железо добавить немного соляной кислоты, то оно даже ржавчиной загаживаться не будет. Я насыпал насадку в 10 литровую бытыль, заливал туда х.железо, бутыль на ночь оставлял в ведро с горячей водой.
А на счёт химожогов
ну так кислоты вещи опасная, с ними надо очень осторожно обращаться. а при осторожном обращении (+резиновые перчатки, +очки) никаких проблем нету
Посл. ред. 04 Марта 09, 16:41 от Kotische
Действительно, Котище, я в чуть теплом хлорном железе травил. Травил и думал – а какого хрена в детстве платы я грел на печке при травлении.
А вот кислоту выливал в 70 градусов воду, за 2 часа раствор стал черный, насадка матово серая, графитового цвета примерно.
Так что ты прав, скорее, нежели я. Но, слава богу, 12 литров проволочек уже позади, вечером, быть может, первую колонну забью насадкой. или завтра.
А если доведется еще разок такую операцию повторять – попробую в хлорном, но горячем железе.
Тут может другая засада получится, при травлении в царской водке и в хлорном железе, может получатся разная структура поверхности, не зря же рекумендуют именно в царской водке травить. Было бы очень интересно узнать как меняется удерживающая способность хорошо протравленной насадки в зависимости от природы травящего раствора. Сможешь померить удерживающую способность насадки, если будет возможность?
А то я тут сильно огорчаюсь, что не имею возможности свободно достать кислоты для царской водки.
Посл. ред. 04 Марта 09, 22:54 от Kotische
Берёшь мерный стакан, например 500мл. Взвешиваешь стакан на весах, думаю точности 1гр достаточно.Насыпаешь в мерный стакан абсолютно сухую (нужно её продуть воздухом при температуре больше 100*С или пожарить тонким слоем на сковороде) насадку. Взвешиваешь стакан с насадкой на весах. Разница веса = вес чистой насадки.Заливаешь воду в стакан, чтоб насадка хорошенько смочилась.Окуратно сливаешь воду (при этом не нужно трясти стакан, что само стекло то и хорошо), как перестало капать взвешиваешь стакан с насадкой. Разница веса = вес удержанной воды. Делим на вес (объем) сухой насадки, получаем оценку удерживающей способности.В теории, чем больше воды удерживает насадка в единице объема тем лучше.
Я описывал, что у меня получилось здесь,у меня получилось, что насадка объемом 880 мл удерживает примерно 66 грамм воды, т.е. оценка удерживающей способности 75 гр/л.
Единственно, для получения корректных результатов сравнения, нужно сравнивать насадку из одной и той же партии, иначе например разная тольшина проволоки из которой навита насадка или другой шаг навивки спиралей может дать существенное искажение результата сравнения эффективности травящих растворов.
Фотоотчет о эксперименте прилагаюИтак, взял 1000мл насадки, высушил, оттарировал тару в ноль.Насыпал обратно – получилось ровно 700 грамм насадки на 1000мл (забыл сфотать).Взял другую емкость, налил 1000мл воды. Вылил в насадку до заполнения по срезу. Воды осталось 55мл, следовательно, в насадку влезло ее 945мл.Вылил досузха (пока капать не перестало из емкости, закрытой марлей.Перевернул, поставил на весы. Весит 759гр. Следовательно, удерживает 59гр воды.
Материалы для ванн
Правильный выбор материала для изготовления травильных ванн сложная задача для химиков и материаловедов.
Рекомендуются емкости:
- покрытые керамикой
- покрытого стеклом кирпича
- дерево, бетон с покрытием из свинца
- вещества, производные от резины
- определенные марки нержавеющей стали для кислотных ванн.
Содержание азотистой с примесями плавиковой или соляной кислоты позволяет применять такие же материалы. Исключение составляют лишь свинец, как покрытие, керамику с повышенным содержанием кремния, из-за их взаимодействия. Применение стали вполне возможно для использования в ваннах со щелочью, отслеживая протекание и интенсивность электролиза в непосредственной близости к материалу. При определенных условиях и содержании кислоты, ее температуры, характера есть возможность применять для травильных емкостей нержавеющие марки стали. Такие, например, как 8Х18Н8М или 10Х20Н25М4.










Из приведенной в этом обзоре информации можно сделать вывод, что режим обработки, химический состав ванны, необходимость дополнительной механической обработки, применение электролиза должны определяться исходя из конкретных начальных условий (марка стали, состояние оксидной пленки, технологические возможности) и регулироваться в контексте ожидаемого конечного результата.
Итог переноса рисунка на металл
Результатом доволен, качество отличное. Сделать теперь подарочный нож не составит труда, к примеру.
Послесловие
Травление можно проводить и без электричества, используя другой химический раствор. Так же травление можно проводить без всяких пластилиновых барьеров, намочив просто ватную палочку солевым раствором и приложив к ней электрод, напрямую воздействовать на металл. Но я не люблю такой способ, так как контакт осуществляется на прямую, что может стереть мелкие детали чернил. Посмотрите видео процесса — Если у вас не получилось сделать все с первого раза – не переживайте. Пробуйте ещё, это не сложно. Делюсь личным опытом в этом несложном как оказалось деле. Т.к. занимаюсь радиолюбительством, то частенько делаю печатные платы техникой ЛУТ (Лазерно-утюжная технология). Недавно мне был задан вопрос товарищем байкером: можно ли травить сталь чтобы делать разные фуськи и как именно это делать. Порыв инет я убедился в том что раствор хлорного железа в воде жрет не только медь на текстолите но и практически любое железо. В чем я смог убедиться когда оно мне пролилось на балконный лист оцинковки и уже на следующий день я наблюдал там приличные дыры… Короче я подумал а пуркуа бы и не па… Итак нам надо: Хлорное железо 200г (70руб) Вода 0,5 литра (из под крана) Принтер ЛАЗЕРНЫЙ черно-белый. Лист бумаги с текстом и наименьшим количеством картинок из журнала «Популярная механика» или «Железо». Из журналов «Лиза» и прочих бумагу принтер жует почему-то… Утюг. Комп с вордом или любым графическим редактором кому что нра. Я делал в ворде, там рисунок проще всего растянуть как угодно. Образец рисунка — взял на сайтах татуировок. Технология. Выбираем рисунок растягиваем как нравится. Берем нож или железку, зачищаем шкуркой нулевкой. Печатаем рисунок на участок с текстом подготовленного листа. Прикладываем на нож и гладим горячим утюгом пока не пристанет и тонер слегка не проступит через бумагу. Если надо то делаем то же и на второй стороне ножа. Суем нож под воду (в тазик или ковш)минут на 5-10. Пальцем начинаем тереть по бумаге. Бумага скатывается, а тонер остается на металле. Если тонер слез, то заново шкурим и по новой делаем рисунки и гладим утюгом сильнее и дольше. После этого защищаем остальную поверхность ножа где не будет травления либо покрасив краской, НЦ-лаком, битумным лаком. Я, в безмерной лени своей и вовсе обернул скотчем… Значит так
ВАЖНО. Если хотите что бы травление было качественным, то придется пройтись по рисунку сверху либо маркером с краской
Т.е. чем либо его «усилить», т.к. тонер прилипает с мааленькими дырочками и будут подтравы. То же касается и мелких огрехов при переводе рисунка. Суем предмет с рисунком в раствор 200г хлорного железа в 500мл воды. (Растворяйте не все сразу а частями — греется). Периодически достаем и под струей воды проходим малярной кисточкой. Через пару часов получаем заметное травление на 0,3-0,5мм. Потом все затираем шкуркой и полируем или не полируем… В зависимости от ленивости
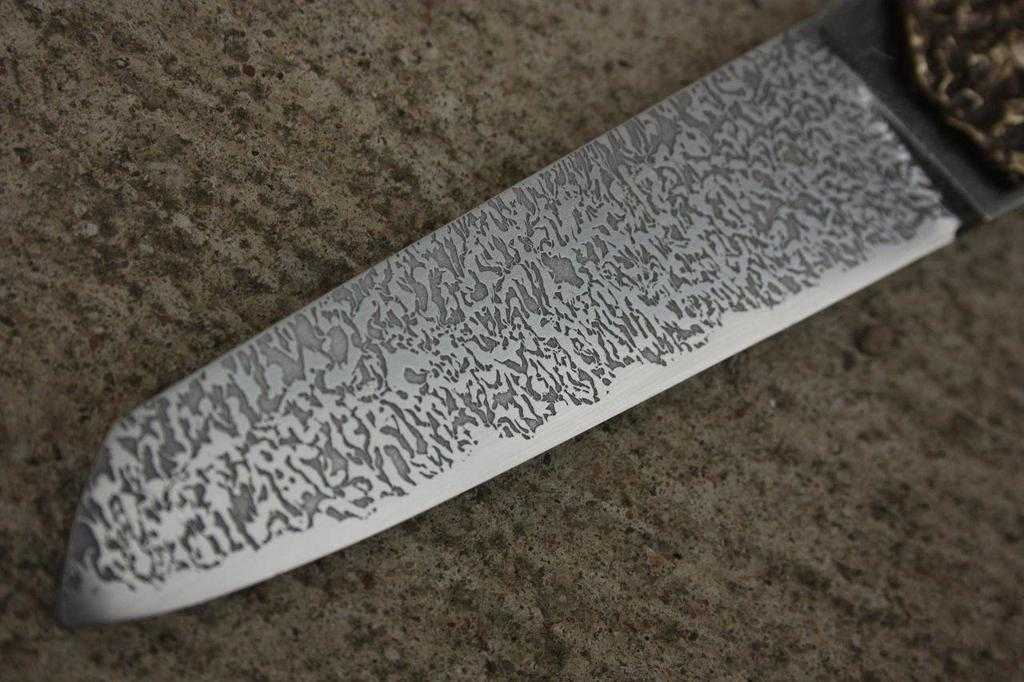
Образец получившегося снизу.Как я говорил — получились подтравы, но орнаменту это придало так сказать… старину что ли…
Получилось конечно так себе но для первого раза не плохо P.S/ Любое травление и надписи делает нож менее прочным и ломается он обычно как раз по линии травления. Всем успехов. 73!