
Воздействие температуры
В эксплуатационном плане теплопроводность играет на руку, но на обработку это накладывает некоторые сложности. В том месте, где производится резание, температура быстро увеличивается, поэтому появляется необходимость охлаждать материал, применяя особые жидкости. Они требуются для устранения жара, предупреждения образования наклепа и облегчения работы.
При обработке рабочим инструментом начинает проявляться наклеп, из-за которого тот быстрее портится. Поэтому для воздействия на легированные стали, предусматриваются высокие скорости и определенные инструменты.
Выбор температуры воздействия зависит от химического состава
Прочностные характеристики и твердость материала остаются теми же, и если на материал воздействуют высокие температуры. В особенности это касается жаропрочной марки стали. Нужно брать в расчет и образование наклепа, из-за которого инструменты портятся довольно быстро, что приводит не только к порче резаков, но и ограничивает скорость обработки.
Нержавейка характерна карбидными и интерметаллическими соединениями, величина которых микроскопическая. За счет повышенной прочности их можно сравнить с абразивом. Резаки во время работы попросту начинают стачиваться, поэтому их необходимо постоянно править и перетачивать. В момент токарной обработки стали производится большое трение, более чем при работе с углеродистым сплавом.
Под действием точения сплав начинает упрочняться неравномерно. Если обрабатываются небольшие детали, это не сильно на них сказывается. Однако, если обрабатывается вал или детали крупного размера, это может стать проблемой.
Полировка
Многие выбирают нержавейку не только из-за ее свойств, но и из-за внешнего вида. Ведь она имеет характерный металлический блеск, который с годами не исчезает даже без регулярного ухода.
Но после сварки в местах скрепления появляются мутные заметные швы, а блеск — исчезает. Чтобы вернуть его, и тем самым еще больше укрепить материал, выровняв его поверхность, используется полировка. Она может быть:
- ручной;
- машинной;
- ультразвуковой.
Чтобы отполировать шов на нержавейке после сварки в домашних условиях, потребуется провести несколько обработок. Сначала шов зачищают диском с вулканитом, его можно надеть прямо на дрель. Это мягкий материал, похожий на резину, поэтому он не оставит царапин, но сможет повлиять на соединение и запилить его до наиболее ровного состояния.
После на обработанную поверхность наносится паста для полировки. Чтобы она правильно распределилась, шов нужно обработать другим кругом, войлочным, который тоже надевается на дрель. Делайте продольные движения по всему шву, чтобы паста распределилась равномерно. Размер круга подбирается в зависимости от величины и вида изделия, так как без маленьких кругов углы не обработать.
Полировочная обработка швов ведется до того момента, пока нержавейке после сварки не вернется ее зеркальный вид, а матовые пятна не исчезнут.
Как патинировать алюминий — Литье в домашних условиях
В инете нарыл:
«Декоративная отделка алюминия. Обработка алюминиевых изделий и проще, и сложнее, чем медных и латунных. Дело в том, что алюминий отлично принимает различные цветовые оттенки при электрохимическом оксидировании, так называемом анодировании. Образуется декоративная пленка, которая защищает металл от коррозии и придает ему более эстетичный вид.
Алюминиевые изделия весьма удачно чернятся и обычными красителями: тушью, черным спиртовым лаком, мелкой графитной пудрой, копотью березовой коры и другими тонирующими элементами. После чего их протирают керосином, полировочной пастой или денатурированным спиртом.
Хорошие результаты по патинированию алюминия могут быть получены и другим, «нехимическим» способом.
Готовую алюминиевую чеканку протирают тряпочкой, смоченной ацетоном, удаляя остатки смазки и жировые пятна от рук. Затем просохшую чеканку смачивают растворителем (это может быть пинен, очищенный керосин, Уайт-спирит или любой другой стандартный растворитель, употребляемый в живописи) и обжигают паяльной лампой.
Надо иметь в виду, чем больше растворителя на чеканке, тем чернее будет патина (от въевшихся в металл продуктов сгорания). Если нужно получить слегка затемненный рельеф, чеканку равномерно протирают щетинной кистью, смоченной в растворителе. Чтобы получить совсем черный налет, чеканку не протирают, а обильно смачивают растворителем. При этом с выступающих частей рельефа снимают лишний растворитель сухой тряпицей. Лишь в углубленных местах оставляют неглубокие лужицы. Чеканку в этом случае располагают горизонтально (чтобы не стек растворитель) и обжигают 4-5 мин паяльной лампой. Пламя нужно постоянно перемещать по всей плоскости, так как от сильного нагревания алюминий разрушается.
Когда чеканка остынет, высветляют выпуклые места. Их протирают тряпочкой, смоченной швейным или другим жидким маслом, смешанным с мелким абразивным порошком. Вместо абразивного порошка можно использовать абразивную пыль, скапливающуюся в корытце под наждачным кругом. После этого чеканку нужно тщательно протереть сухой тряпицей, удалив следы порошка. По внешнему виду и прочности патина не отличается от химической. Этот способ значительно безопаснее, так как школьникам не приходится обращаться с концентрированными кислотами.
Что же касается химического метода чернения алюминия, здесь еще нет стабильных, общепризнанных рецептов патинирования и оксидирования. Наиболее простым и надежным является тонирование по рецепту, разработанному сотрудниками кафедры художественной обработки металла Московского высшего художественно-промышленного училища (бывшего Строгановского).
В одном литре концентрированной соляной кислоты при постоянном помешивании разводят 200 г электролита медной кислой ванны. В этом растворе патинируют алюминий. При погружении в раствор алюминиевой чеканки жидкость сильно нагревается, бурлит, кипит. Выделяются пузырьки водорода. Чеканка быстро покрывается густым черно-бархатным налетом. В процессе работы раствор слабеет. Его необходимо периодически обновлять. Чернение происходит быстро, бурно, активно, в считанные секунды. Изделие -вынимают, хорошо прополаскивают в теплой, проточной воде, протирают мокрой поролоновой губкой с кварцевым песком или пемзовым порошком, снимая лишнюю чернь с выступающих рельефов. Выпуклости становятся плотно-серыми, а пониженные участки темнеют матово-черной глубиной. Чеканка становится похожей на старинное почерневшее серебро.
Для того чтобы выявить благородную, черно-серую поверхность оксидированного рельефа, начисто отшлифовывают и отполировывают кромки. Сверкание полированного торца и матовая плоскость создают выразительный эффект. Изделие, высушенное и протертое машинным маслом, можно считать законченным»Изменено 26 января 2013 пользователем Феррофил www.chipmaker.ru
Сатинирование листов из нержавеющей стали в Москве

| ШЛИФОВКА, ПОЛИРОВКА, САТИНИРОВАНИЕ | |||
| Шлифовка R60, 180, 220, 320, 500, 1000 | Полировка зеркало | Сатинирование R180 | |
| Лист х/к, цветмет | |||
| 2500,00 руб/м2 | 7000,00 руб/м2 | 2800,00 руб/м2 | |
| Лист г/к | |||
| 3250,00 руб/м2 | 9100,00 руб/м2 | 3640,00 руб/м2 | |
| Полоса, уголок, квадрат | |||
| 10- 50мм | 180,00 руб/м2 | 220,00 руб/м2 | 350,00 руб/м2 |
| Свыше 50мм | договорная | договорная | договорная |
| Труба круглая | |||
| ф 8-20мм | 270,00 руб/м2 | 351,00 руб/м2 | договорная |
| ф 21-40мм | 290,00 руб/м2 | 377,00 руб/м2 | договорная |
| ф 41-60мм | 350,00 руб/м2 | 455,00 руб/м2 | договорная |
180 9100 р.
Обработка плоского металлического полуфабриката путем снятия верхнего слоя покрытия специальными шлифовальными приспособлениями называется сатинированием листов.
Особенности и методы сатинирования металлической продукции
Направленная шлифовка является распространенным, недорогим способом изменения внешнего вида изделия. Металлический лист с нанесенным на поверхностный слой узором требует минимального ухода и имеет атласный внешний вид.








На производственных предприятиях технология сатинирования поэтапно выглядит следующим образом:
- с верхнего слоя заготовки удаляются неровности, сварные швы, царапины;
- происходит зачистка листа до придания ему абсолютной гладкости;
- намечается стыкование рисунка с помощью специальной ленты из алюминия в несколько слоев;
- на поверхность пневмоинструментом наносится узор;
- лента удаляется, отшлифованная заготовка обрабатывается.
- небольшие загрязнения, образующиеся в ходе нанесения рисунка, удаляются.
Обработка поверхности листа в масштабах завода происходит с применением пневматического напильника и пневматической техники барабанного типа. Это позволяет с высокой скоростью наносить на изделие риски.
Шероховатость готового сатинированного изделия зависит от выбранного диаметра зерна. Чем больше диаметральный показатель, тем матовее получается законченный продукт. Параметры зернистости варьируются от 240 до 320 мкм.
Существует ручной способ нанесения штрихового узора, который считается более энергозатратным. Для этого используют шлифок или плоский шлифовальный инструмент. При ручном способе сатинирования листов рисунок обретает уникальность, что повышает себестоимость готового изделия.
Преимущественными показателями сатинированного полуфабриката принято считать
- долговечность;
- устойчивость к коррозионному налету;
- эстетичный внешний вид готового продукта;
- простота обслуживания;
- устойчивость к повреждениям и перепадам температур;
- дешевизна;
- возможность нанесения рисунка по персональному заказу;
- широкий выбор вариантов штрихового узора.
Применение сатинированных листов
Широкое распространение шлифованное изделие получило в таких сферах человеческой деятельности, как:
- машиностроение;
- горнодобывающая промышленность;
- изготовление инструментов;
- судостроение;
- производство бытовой техники;
- декорирование;
- создание интерьеров;
- изготовление мебельной продукции.
Сатинированные листы применяются при оформлении клинков ножей, созданных по персональному заказу. Наблюдается высокий спрос на изделия с узором в виде риски при изготовлении мобильных переносных устройств: шероховатая поверхность позволяет сохранить привлекательный внешний вид изделию, не скользит на гладких поверхностях и скрывает полученные в ходе эксплуатации недостатки.
Высокая устойчивость к коррозионному налету позволяет использовать сатинированный элемент на открытых территориях с перепадами температур и повышенной влажностью: декорирование входной группы коммерческих зданий, облагораживание личных садовых участков, оборудование банных комплексов.
Сатинирование нержавеющей стали: обработка и шлифование нержавейки
Там, где зеркальный блеск неуместен, отлично смотрится сатинированная нержавеющая сталь. Она выглядит не менее эффектно, чем глянец, но более практична. Применяется в промышленности и некоторых иных сферах. Современные технологии позволяют создать практически любую фактуру поверхности, в зависимости от целей использования и требований заказчика.
 |
Как добиться необходимого эффекта? Чтобы сатинировать нержавеющую сталь по ГОСТ, можно использовать как ручной, так и механический способ обработки. В первом случае применяют шлифовальные листы, во втором – ленточные напильники, барабанные пневматические шлифмашины и другое оборудование. Сатиновая поверхность не боится царапин, а потому сохраняет великолепный внешний вид намного дольше, чем полированная до блеска.
Шлифованная нержавеющая сталь
При изготовлении отдельных металлических деталей и декоративных изделий может требоваться воронение нержавеющей стали. Для этого применяются химический и электрохимический методы, специализированные растворы. Химическая обработка возможна щелочами с применением специальных катализаторов, кислотами. Также используют воронение термическим способом в аммиачной, солевой и других средах. Наиболее распространенный вариант предполагает обработку металлических изделий в растворах солей металлов.
В некоторых ситуациях требуется противоположный эффект на поверхности. Применяется отбеливание с применением кислотных растворов. Обычно это растворы азотной, либо соляной кислоты.
Обработка нержавейки
Существует множество вариантов обработки поверхности листов. Первый – матирование нержавеющей стали. Технологии применяются разные:
- Финишная пескоструйная и стеклоструйная обработка (стеклянным гранулатом). Необходима для удаления рельефа, способного удерживать на поверхности грязь, следов побежалости, точечной сварки;
- электролитно-плазменный метод;
- различные пасты для стальных поверхностей.
Также применяется пассивация нержавеющей стали – технология, позволяющая восстановить защитные свойства материала, улучшить устойчивость перед коррозией. Выбор раствора зависит от состава материала. Если в нём высокое содержание хрома, применяется азотная кислота. Для изделия с большим кол-вом никеля лучше подойдет азотная к-та с бихроматом натрия.
Один из распространенных методов обработки – химическое травление нержавеющей стали. Его нередко применяют в качестве подготовительного этапа для других методик. Вариантов несколько – кислотный, кислотный с электролитом, щелочной. Пассивацию также можно назвать одним из способов травления. Если вас интересуют подобные услуги, обращайтесь в компанию «Региональный дом металла».
Сатинирование (шлифовка) круглой трубы нержавейки
На видео процесс матирования (шлифовки) трубы нержавейки. Обычно абразивные барыги для такой шлифовки предлагают специальные шлифовальные машинки, типа такой как на фото ниже

Но мы то понимаем что это обычная болгарка с регулировкой скорости и с насадкой. Естественно мы заколхозили такую насадку. Т.к такие машинки стоят не малых денег. Хотел снять размер этой приблуды, но она не универсальна, поскольку болгарки разные. Картинка приблуды ниже, можете купить шлифовальную ленту и соорудить свою насадку по ленте
Лента выглядит так

После сатинирования трубы я обработал шов. Про обработку шва я писал статью с видео ЗДЕСЬ.
Сатинирование(матирование) соединения трубы из нержавейки после фрезеровки
Трубы сварены перпендикулярно, одна труба фрезерована. Это имитация соединения поручня и стойки ограждения.






https://youtube.com/watch?v=_Gv2eRuBn8Y
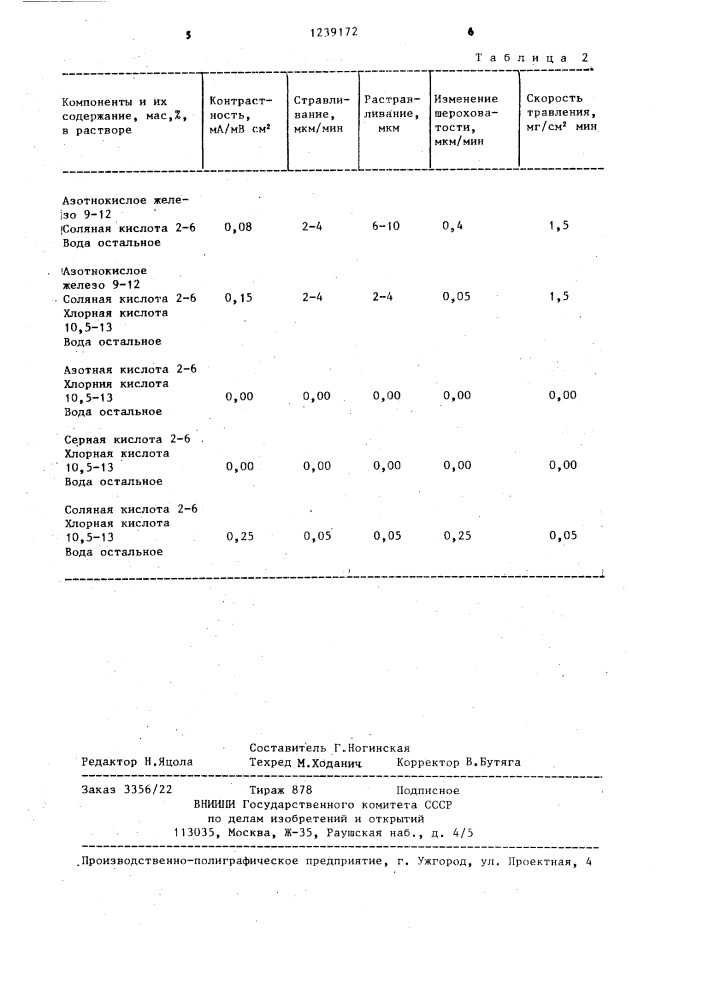
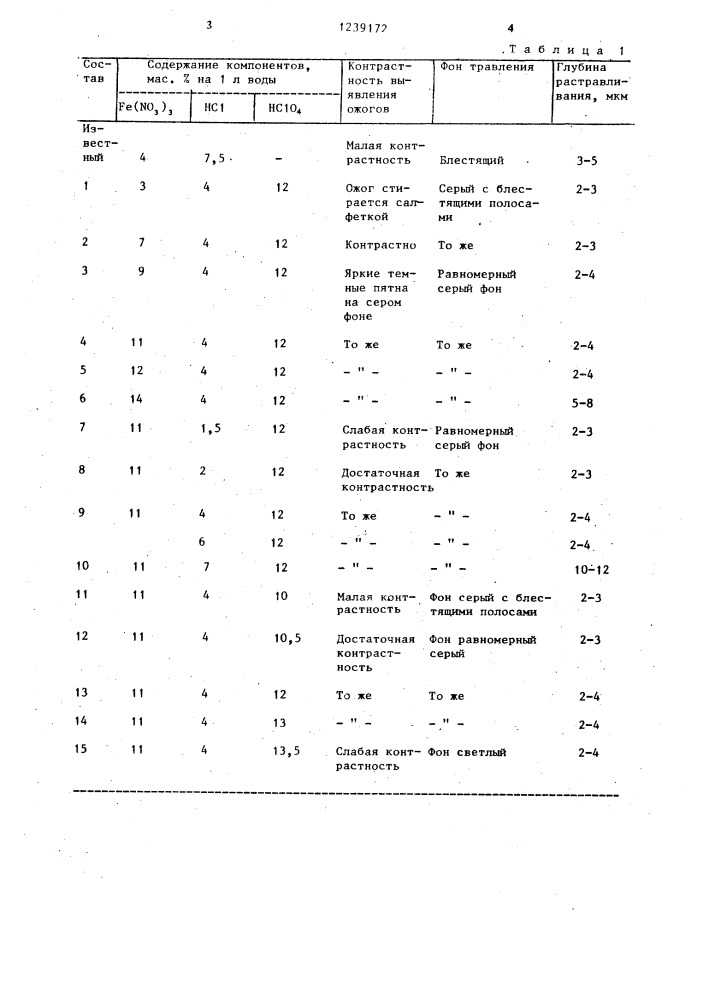
Метод травления
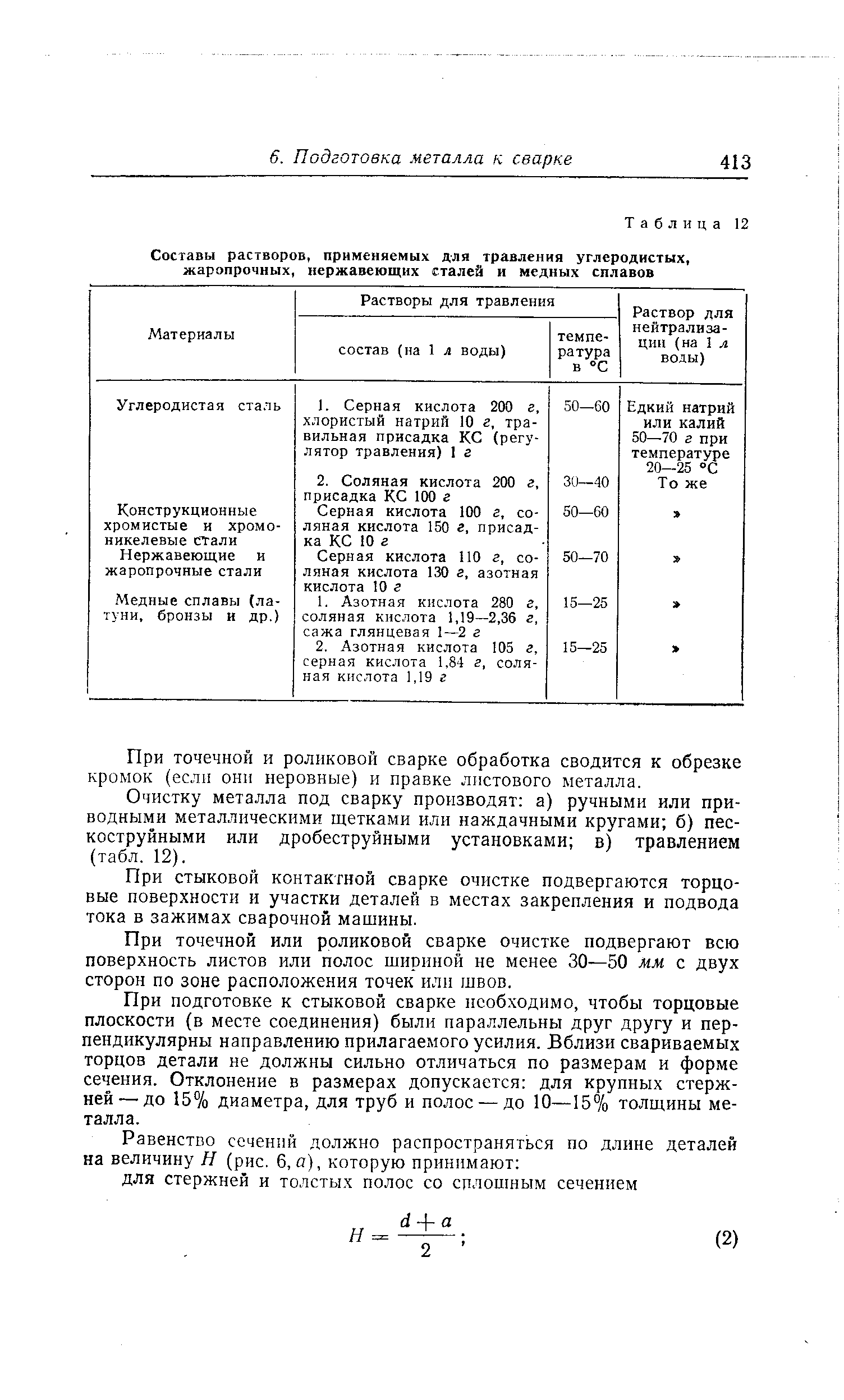
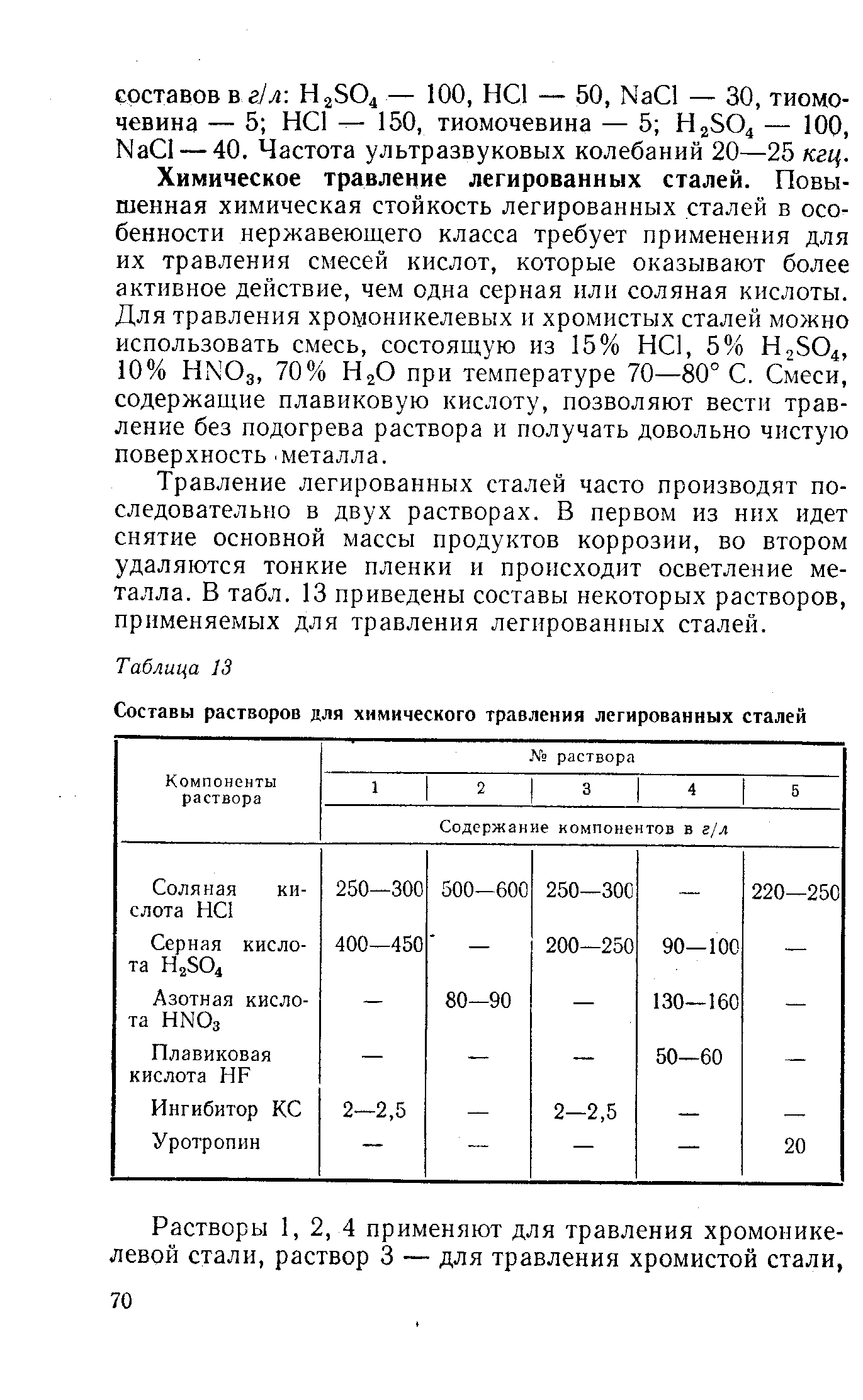
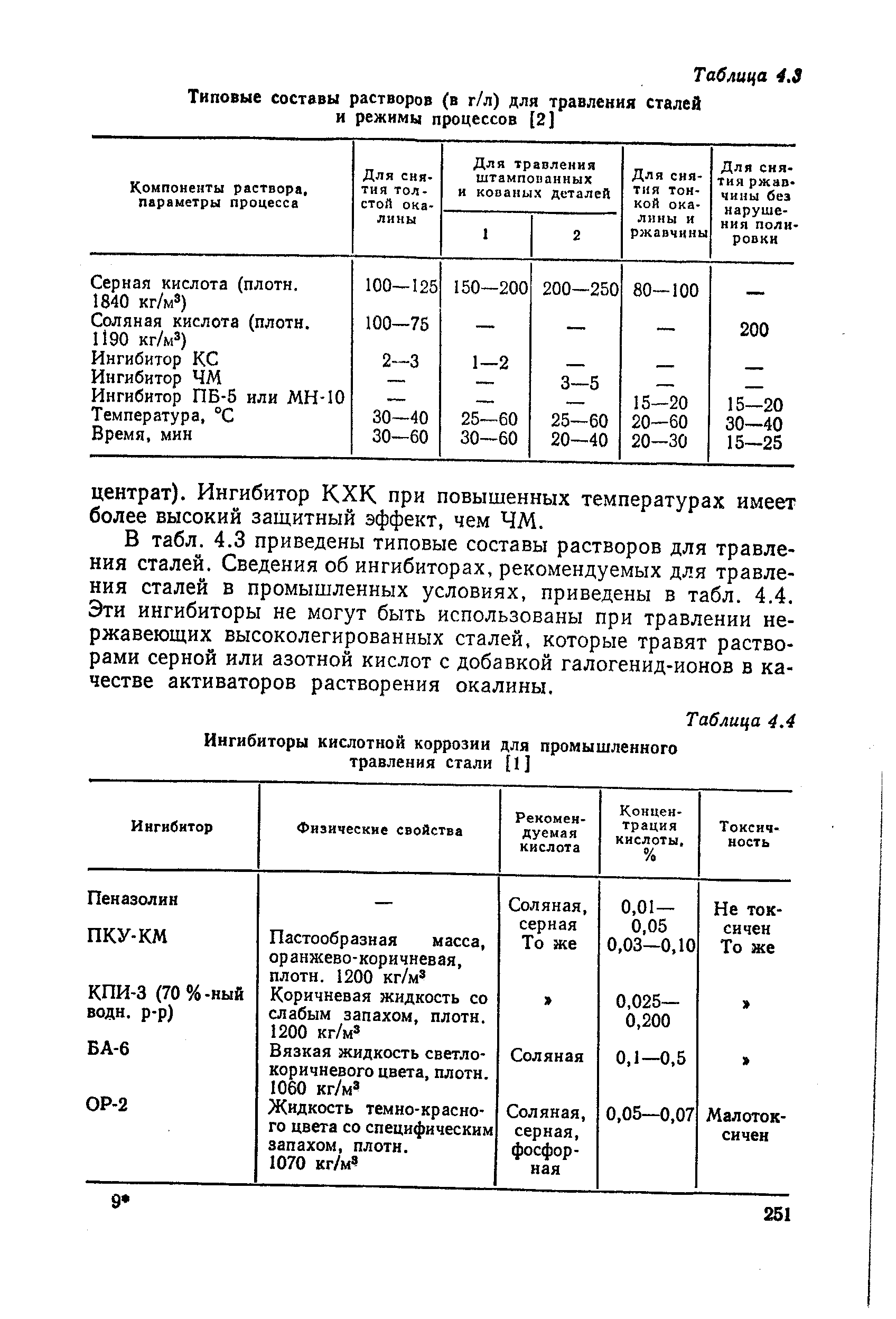
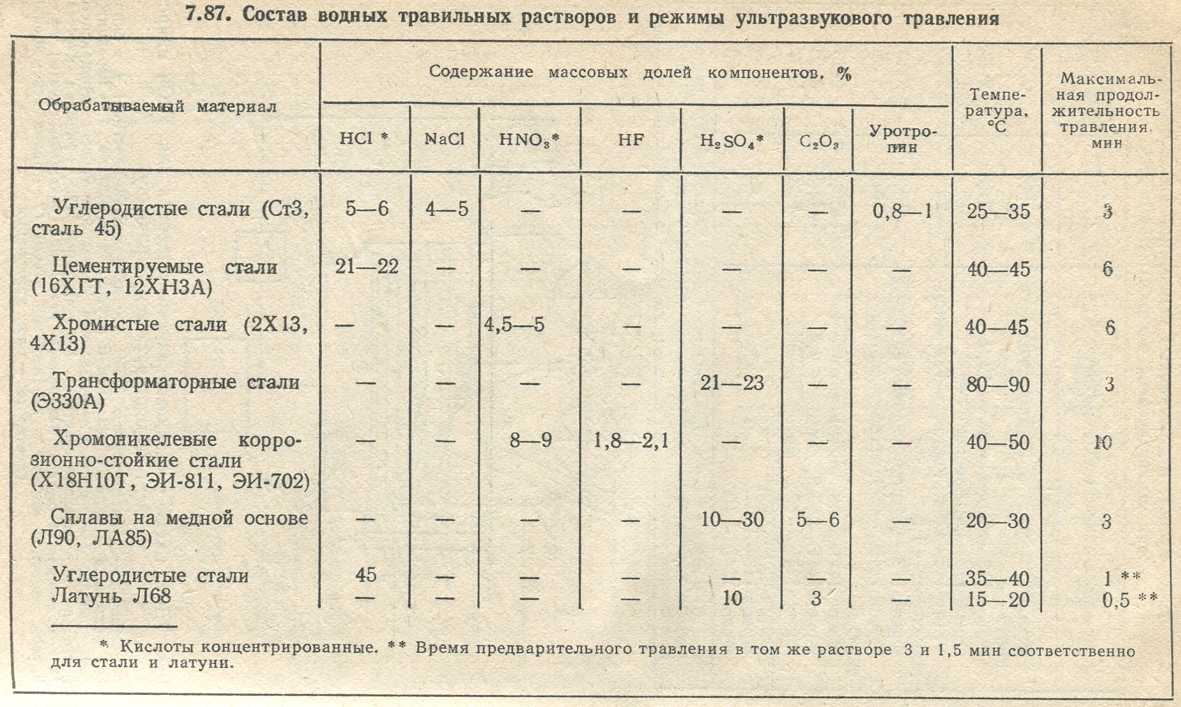
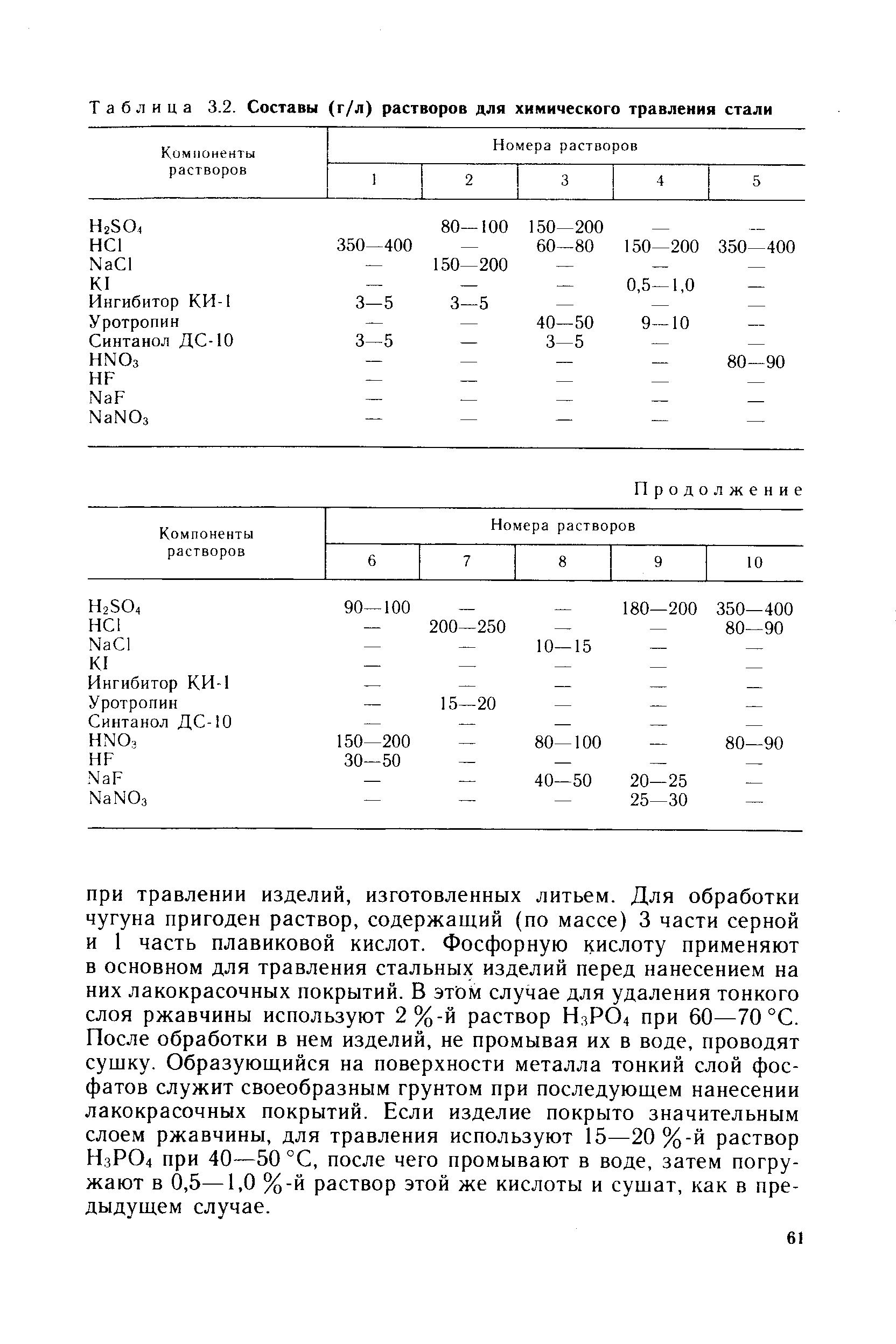
Травление является достаточно распространенным методом обработки изделий из нержавеющих сталей. Такую технологическую операцию, которая позволяет удалить с поверхности изделия из нержавеющей стали различные дефекты, используют для устранения следов сварки, после выполнения термической обработки, а также обработки деталей методами пластической деформации. Кроме того, травление позволяет удалить с нержавейки цвета побежалости, а также обновляет на ней пассивный слой, защищающий металл от последствий воздействия повышенной температуры.
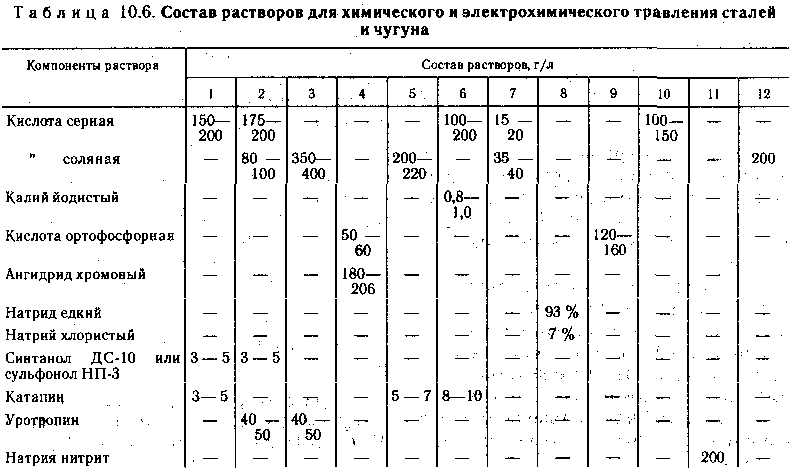
Для выполнения травления в производственных условиях применяются водные растворы кислот или расплавленные щелочные среды. При использовании кислотных сред травление выполняется в два этапа, первый из которых предполагает обработку нержавеющей стали сернокислым раствором, а второй – раствором на основе азотной кислоты. Чтобы выполнить щелочное травление, изделие из нержавейки помещают в расплав каустической соды, которая, не изменяя структуру стали, эффективно разрушает оксидную пленку, сформировавшуюся на ее поверхности.

Вернуть нержавеющей поверхности металлический блеск и восстановить потерю хрома после сварки можно с помощью травильной пасты
В домашних условиях травление выполняют при помощи специальных паст, имеющих желеобразную консистенцию
Используя такие пасты, следует иметь в виду, что в их состав, кроме плавиковой и азотной, входит соляная кислота, а также хлориды, представляющие опасность для здоровья человека, поэтому обращаться с ними следует крайне осторожно
Пасту для травления нержавейки следует наносить только на тщательно очищенную и обезжиренную деталь, для чего ее промывают теплой водой и обрабатывают любым доступным моющим средством. После непродолжительной выдержки (от 10 до 60 минут) травильная паста смывается, для чего также используют обычную проточную воду. Наносят пасты для травления нержавейки кислотостойкими кистями и специальными пластиковыми лопатками.

Большие площади нержавеющих поверхностей обрабатывают травильными спреями с помощью струйного напыления
SAROX TS-K 2000
Такая паста обеспечивает надежную защиту нержавейки от негативного влияния температурных воздействий, а также нивелирует все поверхностные дефекты сварных соединений. Что удобно, эту пасту, которая эффективно обрабатывает стальное изделие всего за 10 минут, можно использовать для травления и вертикально расположенных поверхностей.
Avesta BlueOne
При помощи такой пасты, время воздействия которой на поверхность изделия должно составлять около 45 минут, можно не только устранить мелкие дефекты сварных соединений, но и очистить нержавейку от следов коррозии, придать ей красивый металлический блеск. Выбирая такой состав, следует иметь в виду, что использовать его для обработки нержавейки можно лишь при температуре окружающей среды не ниже +50.
Stain Clean (ESAB)
Это полностью готовая к использованию травильная паста, которая не требует особых условий применения и отличается высокой эффективностью.
Использование стружколома и охлаждения
Оборонная и высокоточная промышленность приняла следующее руководство: для охлаждения используется углекислота, температура которой -78 градусов. Данный способ хоть и является наиболее дорогостоящим, но и самым эффективным.
Немалую роль играет также то, какая форма у стружколома. Чтобы тепла образовывалось как можно меньше, он должен иметь положительную геометрию. Благодаря переднему углу уменьшается самоупрочнение изделия и появляется наплыв на самом резаке.
https://youtube.com/watch?v=o8oJSDcAuuk
Если осуществляется токарная обработка легированной стали, то требуется применять особый стружколом. Данный инструмент может быть и универсальным, способный воздействовать на разнообразные металлы. Так, резка сейчас следующая: чистовая, получистовая и черновая и в каждом случае используется та или иная модель стружколома.
Рекомендации по работе
- Выдерживается температура 5-35 градусов; влажность не больше 80%.
- Использовать обычный инструмент (кисточку, валик) при покраске нельзя. В работе задействуется пульверизатор. Движения рукой идут по прямой линии, каждая последующая полоса краски накладывается частично на предыдущую. Распыление красителя проводится быстро, чтобы застывание было равномерным. Инструмент располагается на расстоянии 20 см от поверхности и под прямым углом.
- Перед тем как начинать красить нержавейку, ЛКМ тщательно перемешивается до однородной массы. После этого заряжается пульверизатор жидким составом.
- Наносится 2 слоя краски. Прежде чем покрасить нержавейку вторым слоем, нужно выждать, когда высохнет первый слой.
- Для усиления противостояния внешнему воздействию окрашенная поверхность покрывается прозрачным лаком для яхт.
Рекомендуем видео по теме:
Печать рисунка
Для печати нам потребуется специальная бумага. В идеале подойдёт подложка от клеевой пленки, которую обычно выбрасывают. Она имеет такое покрытие, типа воска, на которая сама клеящая пленка не приклеивается. На худой конец можно использовать страницы глянцевых журналов. Кто хоть раз травил платы сам, должен понять без проблем. В общем, вырезаем из такой подложки формат под принтер «А4» или «А5» и вставляем в принтер. Принтер обязательно должен быть лазерный, с порошковой краской. Печатаем рисунок на максимальном качестве, с отключенной функцией экономия чернил. После печати лишние грани бумаги отрезаем.



Средство после сварки для травления сварных швов Дезоксил-1 гель
- Описание
- Преимущества
- Применение
- Фотографии
- Как купить?
- Ответственность
Средство для снятия нагара после сварки – лучшая отечественная разработка
По своим эксплуатационным показателям гель для пассивации сварного шва не уступает лучшим зарубежным аналогам, а по некоторым параметрам превосходит их. Средство после сварки обеспечивает высокую чистоту и прекрасный внешний вид шва. Состав в 2012 году признан лучшей российской разработкой! Он и по сей день не имеет аналогов на отечественном рынке.
Химическое травление сварных швов
Средство для пассивация сварного шва представляет собой гелеобразную композицию на основе комплекса поверхностно-активных веществ кислотной составляющей, ингибиторов коррозии. Химическое травление активно удаляет ржавчину, окисные пленки, следы побежалости, известковые и минеральные отложения, с одновременным эффектом обезжиривания. Газовыделение отсутствует. Пожаробезопасно. Расход средства после сварки 100-150 гр/м² при ручной обработке.
- Низкая цена;
- хорошее прилипание (адгезия);отсутствует газовыделение;
- удобство в применении;
- короткое время травления (5- 15 мин.);
- высокая тиксотропность (не скатывается и не течет после нанесения на вертикальную поверхность);
- возможность использования в широком интервале температур
- (от -5 до + 40 гр.С);
- морозоустойчивость (паста не замерзает и не теряет своих свойств даже при -15 гр.С);
- отсутствие комкования при хранении (срок хранения 2 года);
Область применения химического травления, пассивации сварных швов:
- Строительство, машиностроение, судостроение, авиастроение, авторемонт, железная дорога, метрополитен и их Депо:
- удаление окисных пленок с поверхностей из черных и цветных металлов с одновременным эффектом обезжиривания для подготовки под лакокрасочное, гальваническое, порошковое покрытия;
- поверхностная очистка двигателей внутреннего сгорания от ржавчины;
- промывка станочного парка;
- травление с поверхности ржавчины;
- удаление и преобразование ржавчины на поверхности арматуры и элементах железобетонных конструкций при бетонировании и покраске;
При травлении паста не только удаляет возможные источники коррозии, но и очищает швы. В результате вы получите ровную матовую поверхность с чистыми сварными швами и высокой коррозионной стойкостью.
«Дезоксил» 1 Гель поставляется в виде готового продукта желеобразной консистенции. Интенсивно встряхните канистру перед использованием.
- Нанесите пасту обычной кистью на шов слоем 2-3 мм. Обработку производить вручную, путем нанесения геля тонким слоем по шву и окалине, при помощи кисти, валика и других инструментов, наливом, окунанием с выдержкой от 3 до 20 минут.
- Налейте необходимое количество пасты в бутылку с обычным пластиковым распылителем или в помповый распылитель. Нанесите гель на сухую поверхность из нержавеющей стали и оставьте на 10-20 мин.



