Метод проверки металла на твердость
Многие в быту используют нож из нержавейки. Если не знают, нужна ли ему термическая обработка для повышения износоустойчивости, смотрят на степень твердости металла.
Что это такое? Под твердостью металла обычно понимают его устойчивость к нагрузкам от прочных предметов. Существует специальная методика Роквелла. Она заключается во вдавливании шарика из стали. В качестве инденторов применяются прочные шарики и алмазные конусы с углом при вершине 120° со скругленным острым концом.
Из-за своей простоты этот способ является одним из наиболее распространенных методов испытания материалов.
Иностранные ножевые стали
При покупке клинка для охоты, следует иметь при себе на малую сумму. Потому что в данном случае многое зависит от финансовых возможностей будущего охотника. Бывает очень сложно выбрать нож из всего изобилия изделий и некоторые могут стоить недёшево. Давайте рассмотрим импортные стали, но стоимость их бывает не из бюджетных вариантов.
420
Сталь специально разработанная для изготовления ножей. Изделия из неё поставлены на поток по всему миру. Твёрдость сплава не очень высока из-за небольшого количества углерода. Ножи из этого металла быстро тупятся, но также легко поддаются заточке. У серьёзного производителя охотничьих ножей вы эту сталь не найдёте.
420HC
Это нержавеющий сплав, который используют многие компании для производства ножей массового сегмента. Углерода здесь больше, нежели в предыдущем варианте стали. Клинки из металла имеют неплохие режущие свойства и хорошую износостойкость. При правильной термической обработке, твёрдость стали достигает 57 HRC.
440С
Эту марку стали можно назвать самой распространённой для изготовления ножей. Качественная инструментальная сталь не поддаётся коррозии и обладает хорошей гибкостью. Затачивать клинок из этого сплава несложно и он долго держит остроту. Многие производители используют металл для производства качественных охотничьих ножей.
S30V
Порошковая мартенситная нержавеющая сталь американского производства. Наличие большого числа карбидов ванадия, делают сплав с хорошими режущими свойствами. Режущая кромка клинка из S30V прекрасно противостоит выкрашиванию и сколам. Ножи из сплава не боятся коррозии и отлично держат заточку.
D2
Сплав инструментальный легированный, американского производства. Изначально предназначение стали было для высокоскоростных резцов. Она обладает высокой устойчивостью к коррозии. Твёрдость металла достигает 57-61 HRC. По этой причине она долго сохраняет заточку. Но точить клинок придётся специальными камнями.
Sandvik
Нержавеющая сталь шведского производства, используется для изготовления ножей. Стоимость изделий из этого сплава немаленькая, это обусловлено технологией производства. Твёрдость металла колеблется в районе 57-59 HRC. Ножи из сплава получаются очень гибкими и эластичными, и хорошо держат заточку.
S35VN
Порошковая высокоуглеродистая нержавеющая американская сталь. Это улучшенный вариант сплава S30V. Карбиды ниобия делают сталь с повышенной ударной вязкостью. Ударная прочность клинка возрастает по сравнению со сплавом S30V. Сталь S35VN хорошо держит заточку и устойчива к выкрашиванию режущей кромки. Твёрдость колеблется около 58-61 HRC.
AUS-8
Японская нержавеющая сталь, предназначенная для изготовления режущего инструмента. Этот сплав используется практически по всему миру. Твёрдость металла колеблется в районе 56-59 HRC. Сталь обладает высокой сопротивляемостью коррозии, не требует частой заточки и обладает отличными режущими свойствами.
VG-10
Высокоуглеродистая японская сталь. Содержит высокое содержание кобальта. Он придаёт изделиям больше твёрдости и вязкости. Благодаря этому, клинок можно закалить до 60-63 HRC. Многие производители ножей по всему миру используют этот сплав. Изделия из металла практически не ржавеют, хорошо держат заточку и их можно заточить до бритвенной остроты.
Как закалить металл в домашних условиях
Пользуясь элементарными знаниями, можно провести закалку стали в домашних условиях. Нагревание металла обычно проводят с помощью костра, муфельных электропечей или горелок с использованием газа.
Читать также: Компрессор из мотоциклетного двигателя
Закалка топора на костре и в печи
Если требуется придать дополнительную прочность бытовым инструментам, например, сделать топор более прочным, то самый простой способ его закалки можно провести в домашних условиях.
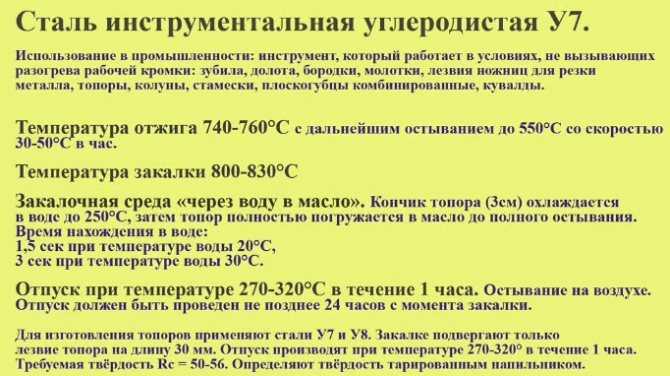
На топорах при изготовлении ставится клеймо, по которому можно узнать марку стали. Мы рассмотрим процесс закалки на примере инструментальной стали У7.
Выполнять технологию нужно с соблюдением следующих правил:
1. Отжиг. Перед обработкой затупить острую кромку лезвия и поместить топор в горящую кирпичную печь для нагрева. За процедурой термообработки нужно внимательно следить, чтобы не допустить перегрева (допустимый нагрев 720-780°C). Более продвинутые мастера температуру узнают по цвету каления.

А новички, температуру могут узнать с помощью магнита. Если магнит перестал приставать к металлу, значит топор нагрелся свыше 768°C (цвет красно-бордовый) и пришло время охлаждения.

Кочергой придвинуть раскаленный топор к дверце печи, жар убрать вглубь, закрыть дверцу и задвижку, оставить нагретый металл в печи на 10 часов. Пусть топор постепенно остывает с печкой.
2. Закалка стали. Нагреть топор на костре, буржуйке или печи до темно-красного цвета — температура 800-830°C (магнит перестал магнитится, подождать ещё 2-3 минуты).
Закалка выполняется в подогретой воде (30°C) и масле. Опустить лезвие топора в воду на 3-4 см, интенсивно двигая его.

Далее топор поместить в емкость с маслом, в случае возгорания масла нужно накрыть емкость плотной тканью. Выдерживать в масле нужно до полного остывания.
3. Отпуск лезвия топора. Отпуск уменьшает хрупкость стали и снимает внутренне напряжение. Зачистить металл наждаком, чтобы лучше различать цвета пебежалости.

Выдержать топор в течение 1 часа в духовке, при температуре 270-320°C. После выдержки, достать и остудить на воздухе.
Видео: термообработка топора в домашних условиях, три стадии: отжиг, закалка, отпуск.
Закаливание ножа
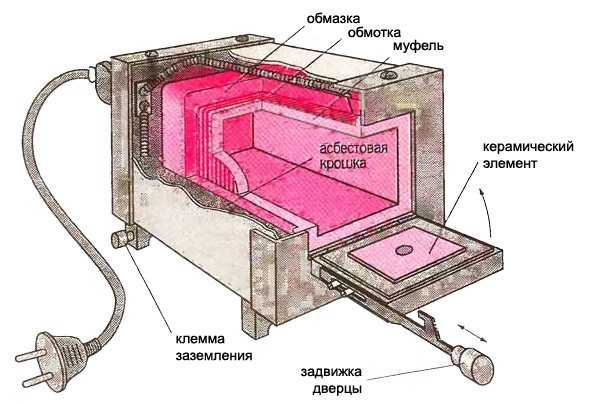
Самостоятельно для закалки металлов целесообразно использовать печи. Для предметов быта в виде ножей, топоров, сверл и других, наиболее подходящими являются муфельные печи небольшого размера. В них можно достичь температуры закалки намного выше, чем на костре и проще добиться равномерного прогрева металла.
Такую печь можно изготовить самостоятельно. В интернете можно найти множество простых вариантов ее конструкции. В таких печах можно разогреть металлическое изделие до 700-900°C.
Рассмотрим, как закалить нож из нержавейки в домашних условиях, используя муфельную электропечь. Для охлаждения вместо воды или масла используется расплавленный сургуч (можно достать в воинской части).
Последовательность процесса закалки следующая:
- нож (без ручки, если она деревянная) кладут в холодную печь;
- включив закрытую печь, нагревают ее вместе с ножом до получения ярко-красного цвета лезвия (800-900°C);
- раскаленным лезвием ножа режут сургуч до 10 раз, погружаясь в него на 1,5 см;
- процедуру повторяют до 5 раз, нагревая лезвие ножа и остужая в сургуче;
- остатки сургуча снимают скипидаром с помощью смоченной ткани.
Видео: другие способы закалки ножа в домашних условиях.
увеличивает твердость изделия в 3-4 раза.
Необходимость этой процедуры возникает тогда, когда нужно, чтобы металлический предмет без усилий разрезал стекло.
Случается, что потребность закалить инструмент из металла появляется из-за того, что он либо не закален до нужной степени, либо, наоборот, в его закалке переусердствовали.
В первом случае металлические предметы, например сверла, заминаются, во втором – буквально крошится.
Проверить еще в магазине, как хорошо закален инструмент из металла, вряд ли получится.

Хотя возможность такой проверки существует. Надо взять напильник и провести им по краю режущего предмета – ножа или топора.










То, что напильник пристает и липнет к металлу, означает, что изделие мало закаливали.
При этом его край будет слишком мягким и податливым.
Если напильник отходит от предмета с легкостью и будто гладит его, а рука во время нажатия не ощущает никаких неровных мест, то на лицо перекал изделия.
Закалить нож можно и своими руками, даже не прибегая сложным технологиям, то есть в домашних условиях.
Единственное, что нужно помнить: запрещено закаливать малоуглеродистые стали.
А вот увеличить прочность углеродистых и инструментальных сталей вполне вероятно.

Миниатюрный нож в латунной трубке
Внимание!!!
Данная самоделка размещена исключительно в ознакомительных целях. Запрещено создание и применение в качестве холодного оружия, согласно ст223.4 УК РФ грозитлишение свободы до двух лет!

Приветствую любителей помастерить, сегодня мы будем делать миниатюрный ножик интересной конструкции. Ручка ножа выполнена из латунных трубок, а еще нож имеет ножны, которые также сделаны из латунной трубки. В итоге в собранном состоянии нож напоминает латунный стержень. Смотрится самоделка красиво, нож можно безопасно носить в кармане или женской сумочке. Конечно, чтобы нож не потерять, к нему хорошо бы припаять кольцо и вешать на цепочку. Самоделка довольно проста в сборке, клинок изготовлен из пильного диска и прошел закалку. Заточен нож до состояния бритвы, он легко режет бумагу. Если вас заинтересовал проект, предлагаю изучить его более детально!
Список материалов:
— пильный диск; — эпоксидный клей и краситель; — латунные трубки с внешним диаметром 8 и 10 мм; — деревянный стержень; — автомобильная полироль.Список инструментов: — дрель; — болгарка; — ленточная шлифовальная машина; — ножовка по металлу; — газовая горелка и масло (для закалки); — наждачная бумага; — штангенциркуль; — маркер; — треугольный или квадратный надфиль по металлу. Процесс изготовления самоделки:
Шаг первый. Профиль клинка
Первым делом вырезаем профиль клинка, клинок у нас довольно маленький, так что работ тут будет мало. Отрезаем кусок от пильного диска и потом шлифуем профиль на ленточной шлифовальной машине. Ширина клинка должна быть около 8 мм, такой внутренний диаметр трубки с наружным диаметром 10 мм.
Перед изготовлением ножа из пильного диска, важно сперва проверить сталь на предмет закалки. Хорошая сталь встречается в старых дисках, современные диски могут делать из железа и других сплавов, непригодных для изготовления ножа
Шаг второй. Хвостовик
Шаг третий. Термическая обработка
Шаг четвертый. Изготовление ручки
Далее собираем будущую конструкцию в вертикальном положении, устанавливаем также вертикально нож, хвостовиком в ручку. Чтобы склеить все это дело, нам понадобится эпоксидный клей. Трубки склеиваем между собой прозрачным клеем, а для заливки хвостовика автор добавил в смолу краситель темного цвета. В качестве красителя хорошо подходят чернила от струнного или лазерного принтера, а также чернила от пишущей ручки. Лишний клей сразу вытираем и оставляем все это дело сохнуть.
Шаг пятый. Ножны
Шаг шестой. Финальные штрихи
Чтобы понять, где находится ручка, а где ножны, на ручке можно сделать пометку напильником. Вот и все, наш чудесный нож готов, он получился маленьким, удобным и острым. Надеюсь, вам проект понравился, и вы нашли для себя полезные мысли. Удачи и творческих вдохновений, если решите повторить подобное. Не забывайте делиться с нами своими идеями и самоделками!
Внимание!!!
Данная самоделка размещена исключительно в ознакомительных целях. Запрещено создание и применение в качестве холодного оружия, согласно ст223.4 УК РФ грозитлишение свободы до двух лет! Источник
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
Как закалить нож в домашних условиях: остроте — быть
Есть в обиходе человека разумного такие обыденные инструменты, о необходимости которых мы как-то и не задумываемся. Но так бывает не всегда: например, стоит нашему ножу затупиться, и сразу же появляется ощущение дискомфорта. Для того, чтобы счастливо избежать подобных ситуаций, надо разобраться, как закалить нож в домашних условиях, ведь вопрос этот актуален, так как без правильной операции столь нужный инструмент становится абсолютно неэффективным, а значит, и вовсе бесполезным.
Если же самодельный нож в прошлой жизни был, например, рессорой или напильником, то ему в любом случае потребуется закалка, ведь механическая обработка лезвия всегда подразумевает его нагрев. Проверить качество ее можно и дома. Для этого зафиксируйте нож в тисках, а потом начинайте его сгибать. Если он сломается, когда угол сгиба минует отметку в 45°, то изделие ваше было, увы, качественным.
Особенности закалки стали
 Как уже говорилось ранее, закалка является одним из видов термообработки металлов. Она подразумевает нагрев температуры тела до такой степени, что становится доступным изменение его кристаллической решетки. После такой обработки нож или другой объект из металла становится несколько тверже и прочнее, плюс к этому полностью теряется его пластичность до следующей закалки.
Как уже говорилось ранее, закалка является одним из видов термообработки металлов. Она подразумевает нагрев температуры тела до такой степени, что становится доступным изменение его кристаллической решетки. После такой обработки нож или другой объект из металла становится несколько тверже и прочнее, плюс к этому полностью теряется его пластичность до следующей закалки.
Также существует понятие отпуска. Это другой вид термообработки, с помощью которого понижается напряжение металла, которое он приобретает в процессе закалки.
Стоит знать, что закалка производится исключительно над нержавеющими стальными телами, а также сплавами, из которых они изготавливаются. Благодаря своей структуре изделие обладает высоким показателем твердости, который влияет на его хрупкость. При правильной термообработке, а также последующем быстром отпуске можно снизить хрупкость объекта и позволить его использование во множестве сфер.
Выбор стали для закалки ножа
Сталь представляет собой сплав железа с углеродом и различными примесями. В зависимости от содержания последних компонентов, выделяют такие виды этого металла:
- углеродистая;
- легированная.
Углеродистая сталь содержит не более 2,14 % углерода. Чем его меньше, тем больше пластичность клинка, чем больше, тем тверже и прочнее будет изделие. Такое лезвие хорошо режет, но будет плохо держать заточку, быстрее изнашиваться. Однако не составит труда подобный нож наточить. Металл подвержен коррозии. В качестве плюса можно отметить хорошую способность к сварке. При этом малоуглеродистая сталь не подлежит закалке.
Особенностью данной стали, является низкая красностойкость, которая равна 250°С. При нагревании до более высоких температур (что и происходит во время закалки) она теряет свои свойства, становится хрупкой. Именно поэтому, приступив к закалке будущего ножа, следует учитывать, из чего он выполнен и, исходя из этого, выбирать оптимальный режим температур для последующей работы. Для тех, кто хочет сделать нож своими руками, эта сталь станет идеальным вариантом, ведь с ней легко работать.
При закалке углеродистой стали, следует соблюдать определенный температурный режим, дабы металл не покоробился и не потрескался. Для низкого содержания углерода идеально подойдет температура от 727 до 950°С; для высокого (до 2.0 % содержания углерода) – от 680 до 850°С.










Для изготовления ножей в домашних условиях наиболее часто применяется сталь следующих марок:
- от У7 до У16 (подвержены глубокой коррозии, лезвие таких марок стали будет острым и твердым);
- 65Г – идеальный вариант для ножей, предназначенных для рубки, ведь обладает ударной вязкостью. Такое лезвие будет плохо держать заточку и быстро ржаветь;
- О-1 – весьма популярна у знатоков своего дела, что обусловлено приемлемой стоимостью, легкостью в закаливании. Поскольку это высокоуглеродистая сталь, то она еще и очень твердая (до 60 HRC), износостойкая, но ей также страшна коррозия;
- M-2 – ее твердость достигает 66 HRC. Лезвие долго держит заточку, легко ржавеет. Имеет большую, по сравнению с другими, красностойкость;
- 1095 – часто используется для изготовления ножей. Из своей серии именно в этой марке содержится наибольшее количество углерода, благодаря чему такое лезвие будет хорошо точиться, неплохо держать заточку, сохраняя при этом приличную твердость.
Порядок изготовления
Процесс изготовления охотничьих самодельных ножей или любых других типов довольно сложный и включает множество этапов. Чтобы качественно выполнить их все, следует подробно изучить каждый из них. Сейчас ограничимся кратким упоминанием основных операций:
- Составление чертежа будущего изделия. Подробно стоит проработать лезвие, гарду и навершие.
- Получение заготовки. Если есть возможность, изготавливается кованая заготовка из выбранной стали.
- Обработка контуров заготовки согласно чертежу. Можно производить на фрезерном станке или наждачном точиле. Перегрев металла не допускается.
- Вывод спусков. Настоятельно рекомендуется этот этап выполнять на фрезерном станке. Если фреза отсутствует, можно воспользоваться и наждачным точилом. Но стоит приготовиться к долгой и кропотливой работе. Кроме того, точность размеров пострадает.
- Завершающая механическая обработка лезвия на соответствие требованиям чертежа.
- Термообработка. Желательно термообработку проводить по режимам, указанным в справочниках. Если возможности ограничены, стоит воспользоваться советами бывалых мастеров, которые научат производить закалку и отпуск с применением подручных нагревательных устройств (газовой горелки, горна) и определять температуру по цветам каления. Это отдельная обширная тема, требующая множества пояснений.
- Изготовление сопутствующих деталей — рукояти, гарды, навершия.
- Шлифовка и полировка лезвия.
- Финальная заточка.
- Окончательная сборка изделия.
Пункты 8, 9 и 10 можно выполнять в произвольном порядке.
Самостоятельное изготовление ножей может стать хорошим хобби, если подходить к делу с интересом и ответственно выполнять работу на каждом этапе. Каждый новый клинок будет превосходить предыдущий и приносить радость не только от пользования им, но и от процесса создания.
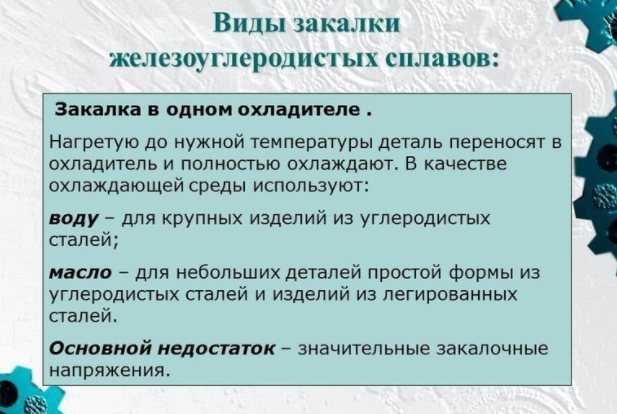
Что используют для охлаждения нержавейки дома?
В домашних условиях для охлаждения после закалки металла используют:
- Воду. Она быстро справляется с функцией охладителя металла. Не рекомендуется помещать в воду металл, в котором большое процентное содержание углерода. Изделие может деформироваться. Данная среда подходит для нержавейки с низким содержанием углерода.
- Если человек хочет равномерно охладить изделие после закаливания, то ему потребуется минеральное масло. Оно позволяет металлу медленно остывать и не вызывает деформации. Данный способ отлично подходит для легированной стали.
- Хлорид натрия или гидроксид, представленные в водном растворе. Концентрация вещества не должна превышать 10 процентов. Металлическое изделие будет равномерно охлаждаться. Искомый метод применяют по отношению к стали с высоким содержанием углерода.
- Различные полимерные растворы. К ним можно отнести моющие средства. Метод хорош тем, что не вызывает деформации материала. На изделии не будет дефектов.
Характеристики стали: закаливаемость и прокаливаемость
Не следует смешивать важные характеристики стали — закаливаемость и прокаливавемость.
Закаливаемость
Эта характеристика говорит о способности стали к обретению твердости после закаливания. Существуют виды стали, которые плохо поддаются закалке и после процесса термообработки сталь становится недостаточно твердой. Про такой материал говорят — «не принял закалку».
Способность к твердости у мартенсита связана со степенью искаженности его кристаллической решетки. Меньшее содержание углерода в мартенсите способствует меньшим искажениям в кристаллической решетки, а, значит, твердость стали будет ниже. Если в стали содержится углерода менее 0.3%, то у такого сплава закаливаемость низкая, и обычно такие сплавы не подвергаются закалке.
Прокаливаемость
Эта характеристика может сказать о том, насколько глубоко сталь закалилась. При закаливании поверхность стальной детали остывает быстрее нежели сердцевина. Это происходит потому что поверхность находится в непосредственном контакте с жидкостью для охлаждения, которая отнимает тепло. А центральная часть стальной детали отдает свое тепло через толщу металла и поверхность, где ее и поглощает охлаждающая жидкость.
На прокаливаемость влияет критическая скорость закаливания — чем она (скорость) ниже, тем глубже прокаливается сталь. К примеру, крупнозернистая сталь, у которой небольшая критическая скорость закалки, прокаливается глубже, чем мелкозернистая сталь, у которой высокая критическая скорость закалки.
Глубина прокаливаемости зависит от исходной структуры закаливаемого сплава, температуры нагрева и закалочной среды. Прокаливаемость стали определяется по излому, микроструктуре и твердости.
Делаем нож из напильника
Изготовление ножа из напильника следует начинать с отпуска стали. Материал исходного инструмента хрупкий и твердый, поэтому его необходимо нагреть до 200 С, продержать так примерно час, а потом дать самостоятельно остыть. Иногда напильник просто бросают в костер, но гораздо проще отпустить его в обычной духовке.
По заранее заготовленному шаблону вырезаем форму ножа — для этого подойдет болгарка или фреза. При работе с наждаком велик риск перегреть металл. Признак перегрева металла при резке — изменение цвета. Для охлаждения достаточно поливать зону резки водой.
После этого можно приступать к шлифовке контура той же болгаркой — срезаем углы и выступы. Работу можно сделать и на ленточной шлифовальной машине.
Следующий этап — выполнение скосов, перед которым нужно прочертить линию границы на лезвии. Не забывайте, что угол не должен быть слишком большим и слишком малым — в первом случае лезвие будет слишком толстым, во втором — тонким и хрупким. Для формирования скосов лучше использовать ленточную машину, допускается и болгарка. Окончательная доводка делается напильниками. Не забывайте следить за температурой!
После черновой заточки металл можно подержать с час в уксусе и отшлифовать, чтобы получить чистое блестящее лезвие. После этого можно сверлить отверстия под штифты ручки.
Подготовительные операции
Чтобы изготовить нож из троса, прежде всего нужно сделать на бумаге его набросок или эскиз. Затем придется найти подходящий материал. Нужно проверить его и хотя бы отдаленно определить в нем состав углерода.
От этого зависит, возьмет ли будущий клинок закалку, будет ли он держать острие и получится ли провести кузнечную «сварку». Проверку производят на искры от точильного камня. Умеренно плотный оранжевый их сноп будет означать, что сварка возможна, углерода в стали содержится около 1%, чего достаточно для закалки.
Далее нужно отрезать кусок троса необходимой длины. На этом этапе определяются со способом изготовления рукояти. Она может быть из цельного отрезка троса без проковки. Нож будет оригинально смотреться, но иметь приличный вес.
Другой вариант – приварить электросваркой к отрезку троса прут арматуры. За такую ручку удобно держаться, нагревая заготовку в горниле и обрабатывая ее молотками. На ней потом можно сделать наборную рукоять или, расклепав, установить декоративные накладки.
Перед началом работы трос стягивают хомутами из стальной проволоки в нескольких местах. Это делается для того, чтобы в процессе нагрева тонкие жилы не расплетались.
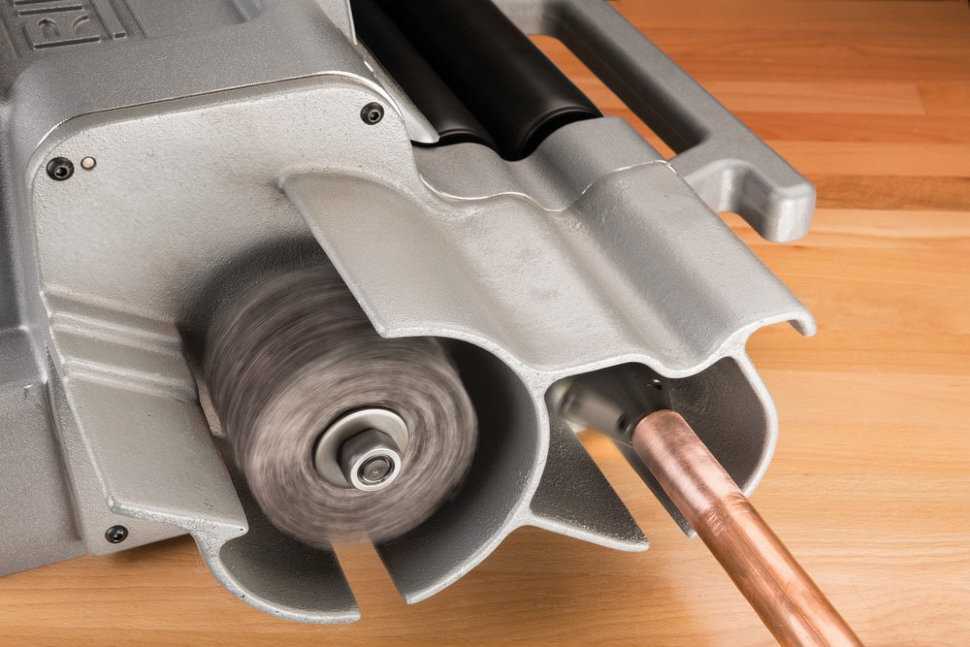
Шлифовка с механическим полированием
После повреждающей обработки металла (резки, сварки, сверления, чистки жесткими роторными щетками, ударов), образуются дефекты различной величины:
- царапины, вмятины;
- швы, наплывы, раковины;
- сколы;
- трещины;
- заусенцы.
Эти разрушения поверхности снижают стойкость к износу, отражающую способность, противодействие сложным нагрузкам. Для устранения шероховатостей, придания блеска такому твердому материалу, каким является нержавейка, придется выполнить 4 – 5 операций. С помощью электрической шлифмашины и сменных абразивных кругов проводится шлифование. Войлочным/фетровым кругом, после грубой чистки, начинают полировать изделие. Удобство обработки сложных деталей из нержавеющей стали дает бесконечная лента.
Механическое воздействие мягкого круга с нанесенной пастой снимает очень незначительное количество металла. Глянцевое выравнивание происходит за счет перераспределения структуры верхнего слоя нержавейки, а не срезания его. Под воздействием воздуха, активных компонентов пасты, нагрева от трения разрушаются старые окисные пленки и, тут же, при остывании, создаются новые.
После механического полирования не создается идеальной гладкости и, соответственно, блеска в неудобных для доступа местах. В таком случае заканчивают полировать вручную. Наведение на нержавеющей стали зеркального глянца руками – операция трудоемкая, долговременная, но выполнимая. Начинают создание зеркала шлифовкой пастами, заканчивают жидкими полиролями.

Механический способ полировки нержавейки
Подвергать процессу необходимо всю видимую плоскость – частичная местная обработка будет заметна. Устранить видимые различия применением полироля не получиться.
Отверстие для смесителя в мойке из нержавеющей стали
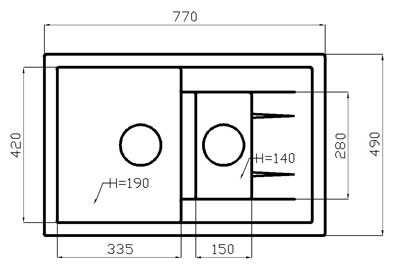
Схема примерных размеров кухонной мойки.
Существует несколько проверенных способов, как просверлить ровное отверстие в нержавейке. Сразу стоит отметить, что нельзя проделывать выход под смеситель в уже установленной сантехнике, так как из-за опоры на столешницу есть вероятность, что сантехника треснет. Перед проведением работ мойку нужно перевернуть верх дном, чтобы все ее края опирались на поверхность стола, и лишь затем приступать к работам.
Если есть возможность приобрести или взять в аренду специальный резак для проделывания отверстий, провести работы не составит труда. Прежде всего нужно сделать начальное отверстие с помощью дрели и сверла 10 мм. Далее вставляется винт резака и с помощью 2-х ключей затягивается, такие образом получается, что металл сдавливается с 2-х сторон и продавливается методом пресса. Диаметр может быть разным в зависимости от типа использованного резака. Если нет возможности приобрести специальное приспособление, можно прибегнуть к другим методам.
Итак, для того чтобы сделать выход для коммуникаций нужного диаметра в мойке из нержавейки без применения специальных средств, понадобятся следующие инструменты и материалы:
Схема устройства смесителя для кухни.
- маркер;
- монтажный скотч;
- молоток;
- круглый напильник;
- кернер.
Чтобы диаметр соответствовал норме, в первую очередь необходимо сделать из монтажного скотча круг нужного размера и формы. Вырезанный круг необходимо прикрепить на выбранное место под смеситель и обвести маркером, чтобы в дальнейшем выпилить ровное отверстие. Кроме того, нужно отметить центр, чтобы проделать начальное отверстие кернером. Острие кернера нужно направить в центр круга из монтажной ленты и легкими постукиваниями пробить начальное отверстие. Если есть дрель, можно просверлить ею. Далее начальное отверстие необходимо расширить круглым напильником до отмеченных ранее границ.
Просто просверлить выход под смеситель в мойке из нержавейки недостаточно, так как края могут получиться кривыми, и выровнять их потом будет очень проблематично. После того как получится выход под смеситель нужного диаметра, требуется тщательно зашкурить края спила, потом можно приступать к установке. Чтобы не допустить в дальнейшем окисления металла, края свежего спила нужно обработать герметиком. После его застывания можно приступать к установке раковины.
Как закалить нержавеющую сталь с промежуточным насыщением поверхностного слоя углеродом?
- Процесс науглероживания проходит при температурах 910-950°C, в случае необходимости его ускорения – при 1000-1050°C.
- После цементации, являющейся промежуточным процессом, необходима закалка, которая обеспечивает упрочнение науглероженного слоя и исправляет структуру перегрева. Для корректировки дефектов структуры и уменьшения коробления металла, возникающих из-за длительной выдержки при высоких температурах науглероживания, используют двойную закалку.
Обязательная заключительная операция – низкий отпуск, осуществляемый при температурах 160-180°C, благодаря которому мартенсит закалки в поверхностном слое трансформируется в мартенсит отпуска.
Сварочные материалы
Сварочные электроды для ручной дуговой сварки выбираются по ГОСТ 10052-75 и по каталогам производителей или поставщиков. Различаются по типу и маркам в зависимости от химического состава наплавленного металла, механических свойств, применяемых режимов сварки и рекомендуемого пространственного положения шва.









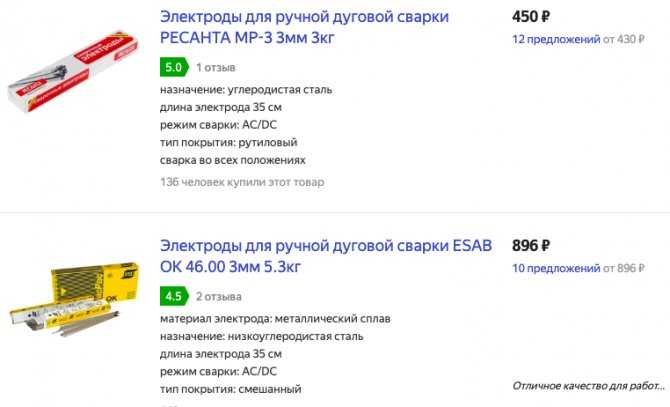
Примерная стоимость электродов для ручной дуговой сварки на Яндекс.маркет
Сварочная проволока нержавеющая по ГОСТ 2246-70 и ГОСТ 18143-72 применяется для TIG и MIG и выбирается по химическому составу и требованиям к сварным соединениям. Правильно подобранные присадочные материалы обеспечивают гарантированное качество швов.

Примерная стоимость сварочной проволоки на Яндекс.маркет
Необходимые материалы
Когда тип ножа для изготовления выбран, пришло время позаботиться о подборе необходимых материалов. Любой нож содержит два основных элемента:
- клинок;
- черенок (рукоять).
Выбор стали
В зависимости от условий эксплуатации необходимо определиться с конечными характеристиками лезвия:
- твердостью;
- ударной вязкостью;
- коррозионной стойкостью;
- износостойкостью.
Для этого необязательно изучать материаловедение, достаточно воспользоваться наработанным опытом и советами мастеров.
Если опыт кузнечных работ отсутствует, от использования дамаска и булата придется отказаться, хотя из них получаются изделия с прекрасными эксплуатационными характеристиками. Хотя есть кузницы, продающие заготовки для ножей, но стоимость готового изделия существенно возрастет, ведь цены на эти заготовки основаны на значительных затратах сил и времени при их изготовлении.
Среди наиболее популярных ножевых сталей можно выделить следующие:
- 95Х18 — полноправный лидер среди прочих материалов. Нержавеющая сталь с чрезвычайно высокой прочностью и износостойкостью. Старые обозначения этого сплава — 9Х18 и ЭИ229. Данная сталь позволяет добиться высокой твердости. Причем даже при твердости до 64 HRC трудно будет сломать лезвие или добиться выкрашивания режущей кромки. Но обычно термообработку проводят до значений 58−62 HRC. Заточка лезвия такой твердости сопряжена с некоторыми сложностями, но удовольствие от работы таким ножом оправдывает затраченные усилия.
- Х12МФ — штамповая сталь с высокой прочностью и ударной вязкостью. Обеспечивает твердость до 62 HRC, но обладает низкой коррозионной стойкостью. За клинком из этой стали нужно тщательно ухаживать и не допускать хранения во влажной среде.
- 50Х14МФ — хромистая нержавеющая сталь для лезвийного инструмента. Применяется для изготовления скальпелей. Может обеспечить твердость до 58 HRC.
- ХВГ, 9ХС — инструментальные стали высокой твердости. Удобны в изготовлении и хорошо держит заточку, но чрезвычайно подвержены коррозии.
- 50ХГА — пружинная сталь с большой вязкостью. Хорошо держит ударные нагрузки, но лезвие будет тупиться.
- 40Х13 — еще одна пружинная сталь, которая часто используется для изготовления ножей ввиду широкой доступности. Но изделия из нее часто приносят владельцам разочарование, поскольку мгновенно тупятся и не позволяют долго выполнять серьезные работы.
Используются и другие марки сталей, однако указанные выше наиболее распространены.
Где взять заготовку
Идеальный вариант обзавестись заготовкой — обратиться в компанию, осуществляющую розничную продажу металлического проката. Отрезок проката нужной длины обойдется совсем недорого. Если есть возможность произвести ковку, то выбирать стоит пруток круглого сечения. Если отковать заготовку невозможно, придется приобрести полосу. Однако следует помнить, что структура проката хуже кованой.
Можно воспользоваться старой деталью, марка стали которой известна. Это может быть шатун поршневой группы двигателя, рессора или другая деталь из подходящего материала. Но при таком выборе нет гарантии, что внутри металл сохранил свою структуру и не проявил дефектов. Раньше подобный выбор материала был оправдан вследствие дефицита, сегодня же проблем с покупкой сортового проката нет.
Есть домашние мастера, считающие, что хороший нож можно сделать из полотна ножовки или напильника. Здесь стоит отметить, что ножовочное полотно не имеет достаточной толщины для создания ножа-самоделки с приемлемой толщиной обуха. Из полотна можно сделать только хозяйственный нож, для которого будет жалко даже тратить усилия на изготовление рукояти. Напильники же производятся из инструментальной стали У12 или У13, которая является чрезвычайно хрупкой, хоть и имеет высокую твердость. Можно заточить напильник, когда нужно что-то отрезать, но изготавливать из него нож — пустая трата времени и сил.
Выбор рукояти
Выбор материала для будущей рукояти зависит от вкусов владельца. Сам материал должен быть комфортным на ощупь и сохранять свои свойства при отрицательных температурах.
Большой популярностью пользуются:
- дерево;
- береста;
- рога животных;
- лапки животных;
- кожа.
Реже используются синтетические материалы.
Для чего нужна закалка стали?
Виды закалки Технологию закаливания человечество применяет на протяжении многих веков. Орудия сельского хозяйства и холодное оружие закаляли уже в Средние века. О закалке нержавеющей стали задумались в эпоху промышленного прорыва, когда понадобились сплавы стали с антикоррозионными качествами. Именно тогда была разработана новая методика закаливания стали, позволившая придать материалам уникальные химико-физические особенности.
Нержавеющая сталь имеет игольчатую внутреннюю структуру, именуемую мартенситом, благодаря чему данные сплавы отличаются повышенной прочностью и высоким охрупчиванием. При термической обработке такой стали происходит повышение коэффициента вязкости, что раздвигает рамки их применения.
Завершение работы
Дайте металлу остыть и приступайте к шлифовке. Для этого вам понадобится шлифовальный станок. Устраните неровности и лишний металл. Кованый нож должен быть блестящим и идеально ровным. В процессе шлифовки обычно уходит 1-2 мм толщины, так что после обработки нож станет заметно тоньше и легче. На этом этапе выполняется заточка ножка. В завершение он закаливается.
Закалка ножа начинается с его разогрева до оранжевого цвета. После этого он опускается в масло или воду. В воду следует добавить 3 ложки соли на 1 л. Масло должно иметь температуру порядка 25-30 градусов, а вода — до 25 градусов. После закалки клинок отпускается.
Для этого нужно держать нож над пламенем и следить за его изменениями. Сразу после того, как поверхность ножа покроется пленкой желто-оранжевого цвета, нож нужно убрать от огня и дать ему остыть. Удачной работы!