Виды
Выделяется два ключевых метода отжига — 1-го и 2-го рода. Первый вариант подразумевает обработку теплом, после которой не изменяется структура материала. Однако он обретает нужные параметры. При проведении обработки 2-го рода структура металла изменяется кардинально. При этом нужно правильно провести охлаждение, чтобы не ухудшить характеристики.
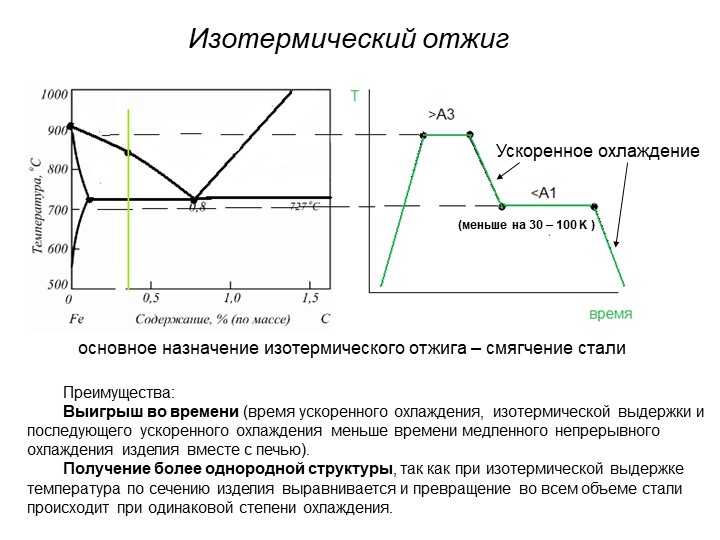
Изотермический
Принцип изотермического отжига заключается в том, что сырье нагревается до аустенитного состояния. Далее происходит процесс охлаждения. Температура медленно опускается до 680 градусов по Цельсию. Деталь выдерживается при низкой температуре до тех пор, пока не получится перлит. Далее изделию дают остыть при комнатных условиях. Этот вид обработки применяется при производстве легированных сталей.
![]()
Изотермический отжиг
Диффузионный
Экстремальный вид разогрева изделий. Диффузионный отжиг проводится при критических показателях. После такого способа обработки у материалов увеличивается пластичность, снижается твердость. Можно применять больше методов для дальнейшей работы с заготовками, затрачивать меньше энергии.
При повышении температур свыше критической отметки нужен строгий контроль. Если технология применяется с ошибками или отклонениями, можно пережечь заготовку. Чтобы выбрать правильный температурный режим, был разработан справочник. Диффузный разогрев позволяет добиться следующих изменений:
- увеличения зёрен;
- уменьшения избыточных фаз;
- нормализации структуры изделия.
Однако есть один минус. Из-за экстремальной обработки увеличиваются поры, что негативно сказывается на целостности заготовки.
Рекристаллизационный
Рекристаллизационный отжиг — метод, с помощью которого металлурги избавляются от большинства минусов металла, сплава. Заготовки разогревается свыше температуры изменения структуры на 200 градусов. Так обрабатываются металлические прутья, арматура, проволока, листовой прокат.
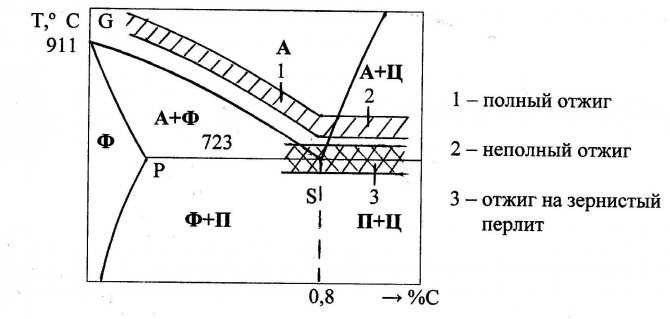
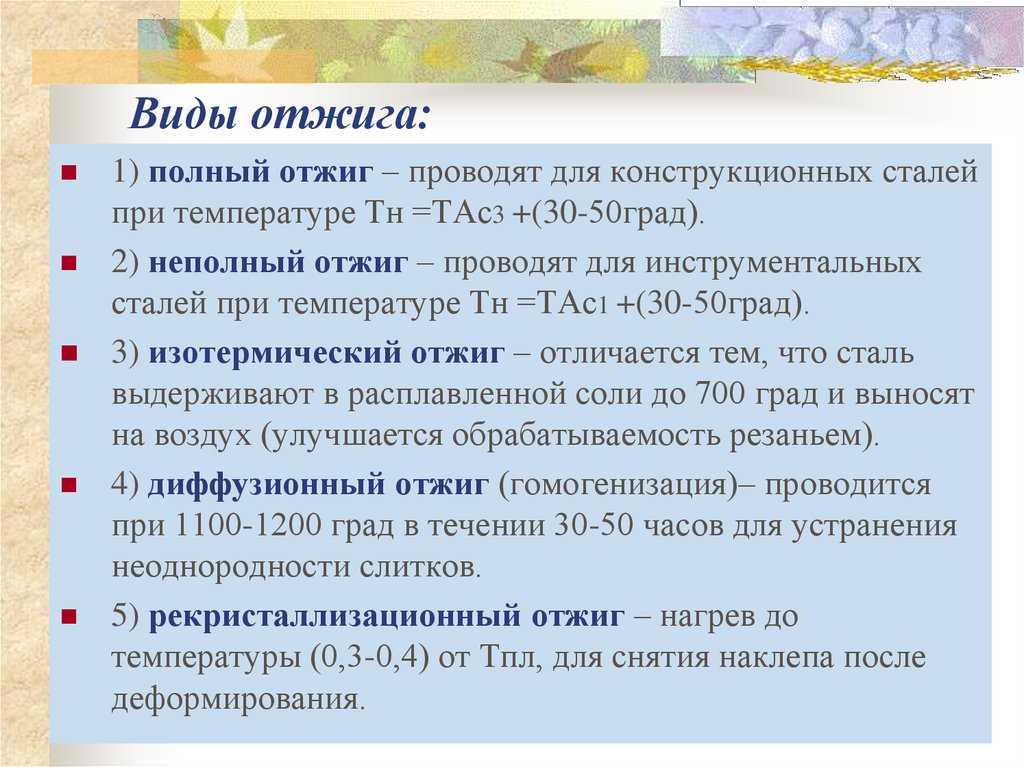
Полный
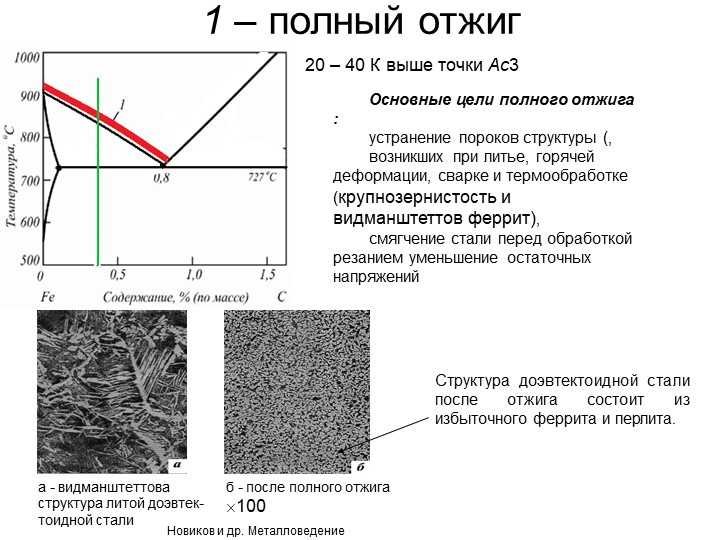
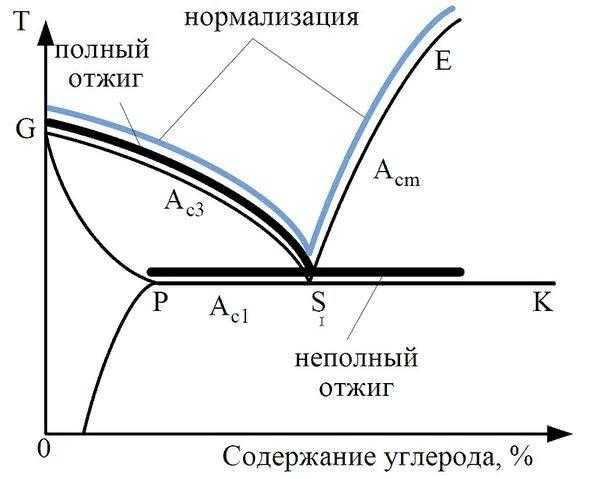
При выполнении полного разогрева металлических деталей их температура повышается до критических отметок. После этого температурный режим устанавливается в одном положении, деталь выдерживается определённый промежуток времени. Далее заготовка охлаждается по специальному графику.
Неполный
Процесс неполного нагрева отличается от полного тем, что температура металлических деталей не доходит до критического уровня. Длительное охлаждение также не требуется.
Технологии точно описаны ГОСТами, которые устанавливают ряд правил относительно их проведения. Нарушение требований может привести к браку изделий, разрушению оборудования.
Отжиг труб
Стальные трубы часто подвергают механической обработке или формовке, например, гибке. В большинстве случаев для понижения твердости труб применяют низкий отжиг при кратковременной выдержке. Трубы из высокоуглеродистых сталей перед механической обработкой подвергают сфероидизации. Трубы, которые изготавливают на трубных станах, редко подвергается отжигу и применяются в основном в горячекатном, нормализованном или закаленном состоянии.
Доступные файлы (5):
| Лекция14(1сем.дн.).doc | 82kb. | 01.12.2008 02:29 | скачать |
| Лекция15(1сем.дневн).doc | 74kb. | 15.11.2008 00:12 | скачать |
| Лекция16(1сем.дн.).doc | 56kb. | 01.12.2008 02:32 | скачать |
| Лекция17(дн.1сем.).doc | 53kb. | 01.12.2008 01:41 | скачать |
| Лекция18(дн.21ем.).doc | 47kb. | 01.12.2008 02:16 | скачать |
Технология термообработки
При проведении термической обработки учитывается длина шва, соблюдается равномерность прогрева соединения и прилегающих областей, выбирается подходящая скорость и температура нагрева, устанавливается время продолжительности нагрева (также называется выдержкой) и устанавливается скорость охлаждения.
Термообработка сварных швов трубопроводов начинается с того, что шов изолируют с помощью теплоизоляционного материала. Например, при применении газопламенной горелки шов обматывается слоем листового асбеста толщиной 2-3 сантиметра. Только затем происходит монтаж самой горелки. Тот же принцип и при сварке индукционными приспособлениями или нагревательными элементами.
Чтобы сварные швы не теряли тепло изоляционные материалы должны быть прочными и теплостойкими одновременно. При этом они должны иметь малый вес, легко изгибаться. В таблице ниже описаны основные теплоизоляционные материалы, применяемые при термообработке. Также указана из температурная область.
Обработка сварного шва доверяется только специалистам. Специалист проходит предварительное обучение и только после этого приступает к работе. При этом процессом должен руководить старший мастер. Специалист обязан не только правильно подобрать и установить нагревательное оборудование, но еще и проверить, насколько хорошо слесари подготовили металл.Термообработка сварных швов трубопроводов не начнется без тщательной подготовки.
После обработки можно осуществить термоотдых. Пусть деталь остынет. Затем производится шлифовка сварных швов болгаркой. Зачистка сварного шва после сварки необходима для удаления ненужных включений, образовавшихся при сварке. Например, шлака.
Особенности отжига различных видов стали
Все термические операции с металлом проводят в строгом соответствии с предписанными требованиями к каждой марке. Определяющим значением становится содержание углерода, других металлов в составе сплава. Фактором, влияющим на твердость после отжига стали, является время выдержки в печи и режим охлаждения.
Для того чтобы точно выполнить условия охлаждения часто используются 2 печи. В одной поддерживается максимальная температура, а во второй изделие выдерживают необходимое количество времени до завершения внутренних структурных процессов. Так температура отжига нержавеющей стали в первой камере может превышать 1000° С, а потом изделия выдерживают несколько часов при 900° С и охлаждают до 300° С со скоростью 50-100° С в час. Дальнейшее охлаждение проводится на воздухе.
Режимы отжига легированных инструментальных сталей Режимы отжига углеродистых инструментальных сталей Режимы отжига быстрорежущих сталей
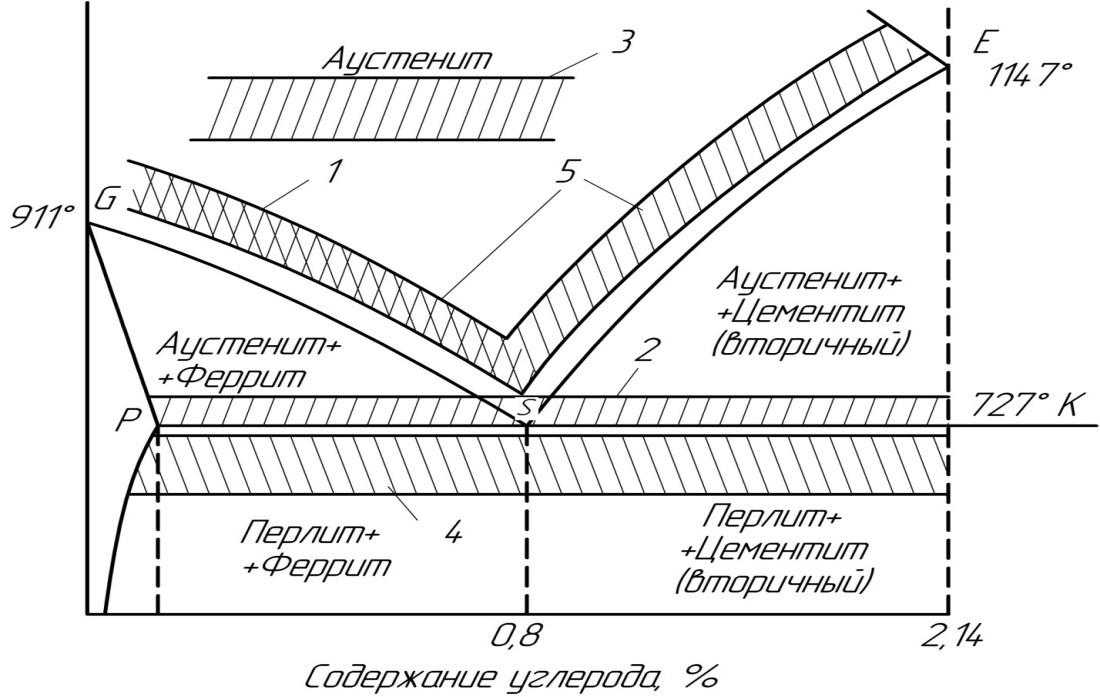
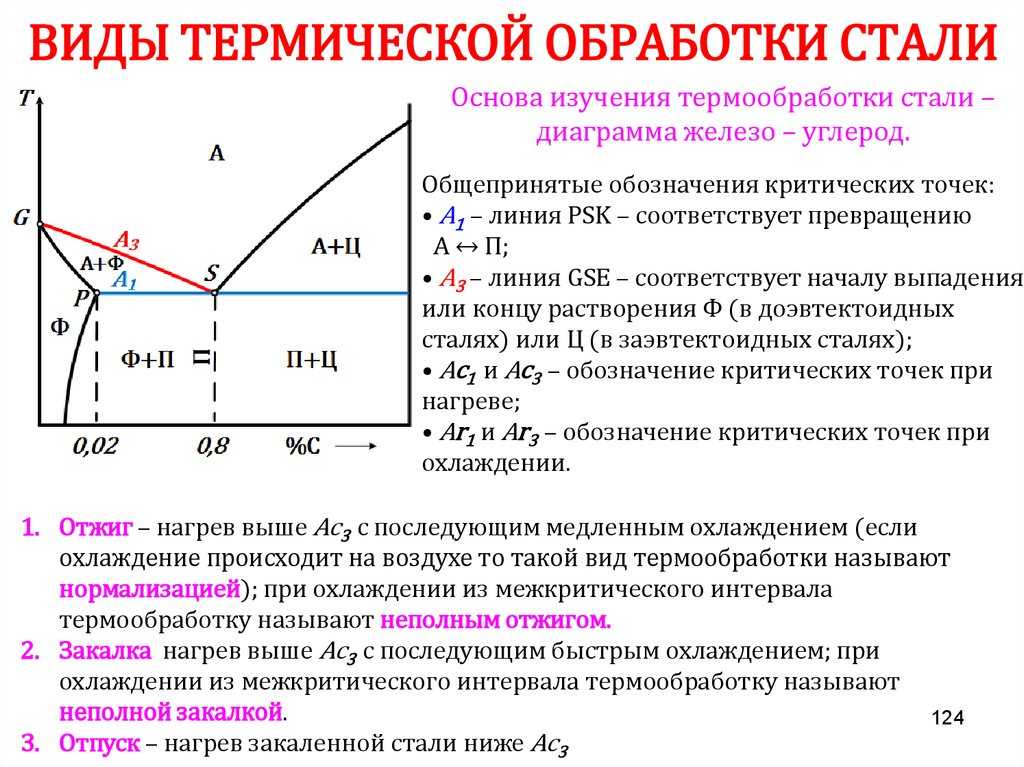
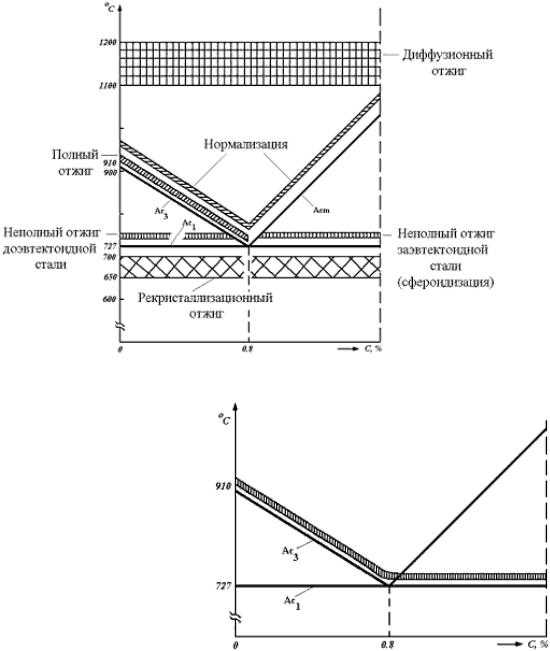
Значительную долю в общем объеме термообработки занимают доэвтектоидные стали. Содержание углерода в них менее 0, 8%. Структуру составляют феррит и перлит, поэтому в большинстве случаев достаточно провести неполный отжиг доэвтектоидных сталей, что снизит твердость и повысит пластичность. Низкоуглеродистые сплавы используются в больших объемах в строительстве, в конструкциях, возводимых в народном хозяйстве. Однако в отдельных случаях требования к структуре металла более жесткие. Тогда необходимо проводить полный отжиг доэвтектоидных сталей для снятия напряжений и получения равновесной структуры с заданными качествами. Применяемый способ выбирается, опираясь на требования производителей, возможности имеющегося обрабатывающего оборудования. В технической документации обозначены температуры и время, необходимое при отжиге, для достижения качеств получаемых закалкой и отпуском.
В процессе термической обработки происходят сложные изменения структурного характера, которые можно анализировать только на специальном оборудовании. Разрабатывались нормы и рекомендации, опираясь на научные данные, выполнение которых в производственных условиях обязательно. Получаемая структура при отжиге и другие показатели строго регламентированы и в домашних условиях практически невыполнимы. Однако добиться изменения структурного строения, сделать металл мягким и податливым своими руками можно. Качество отожженной стали для бытового применения будет достаточным
Для домашнего мастера не важно, эвтектоидного или аустенитного класса сплав у обрабатываемой детали
Применяемое оборудование
Термические печи можно разделить на два основных типа: периодические и непрерывные. Принципиальная разница между ними заключаются в том, как обрабатываемые заготовки размещаются в агрегатах, и как они взаимодействуют с атмосферой внутри печей.

Основными источниками энергии для нагрева оборудования являются природный газ и электричество. Реже используются альтернативные источники энергии, например, мазут.
Печи, в которых ведётся термообработка металлов, классифицируются по верхнему пределу температуры нагрева. Обычно используемый температурный диапазон – от 600 до 800С. Преимущественно применяется конвекционный нагрев, основанный на циркуляции воздуха, продуктов сгорания или инертного газа находящихся внутри печи.
Установки периодического действия, как правило, обрабатывают заготовки партиями, причём нагрев каждой партии может продолжаться несколько часов (а иногда – и суток). В печи периодического действия рабочая загрузка обычно является стационарной, так что взаимодействие с изменениями в атмосфере печи осуществляется в условиях, близких к равновесным. Типы периодических печей:
- Колпаковые;
- Коробчатые;
- Нагревательные колодцы;
- С подвижным подом;
- С псевдоожиженным слоем;
- Шахтные;
- Вакуумные.
Печи непрерывного действия различаются способом движения обрабатываемых заготовок и характеристиками рабочей среды (воздух, инертный газ или вакуум).
Типы печей непрерывного действия:
- Камерные;
- Ленточные
- Монорельсовые
- Толкательные
- С роликовым/вращающимся подом;
- Печи с вибрирующим подом;
- Вакуумные печи;
- С шагающими балками.
Наилучшее регулирование параметрами нагрева обеспечивают электропечи.
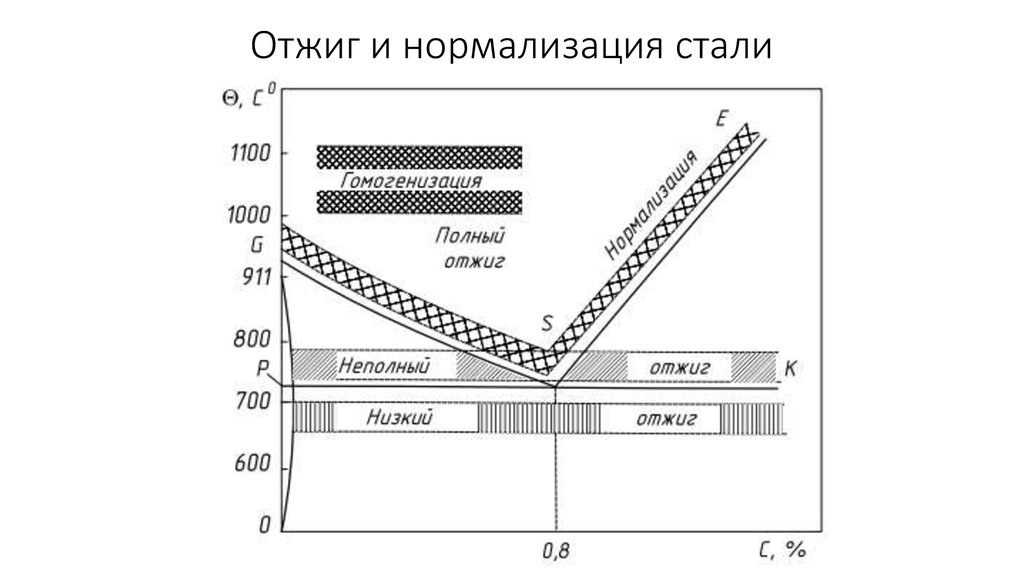
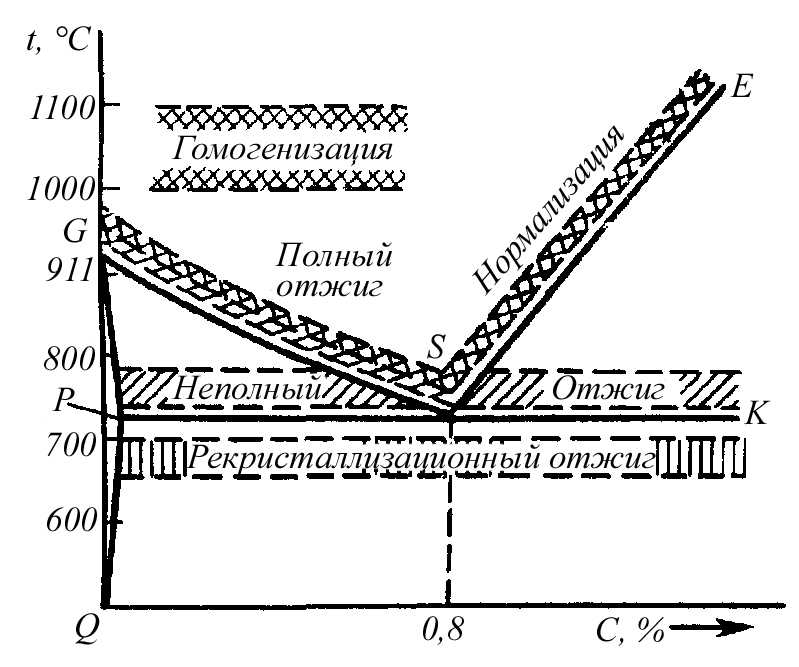
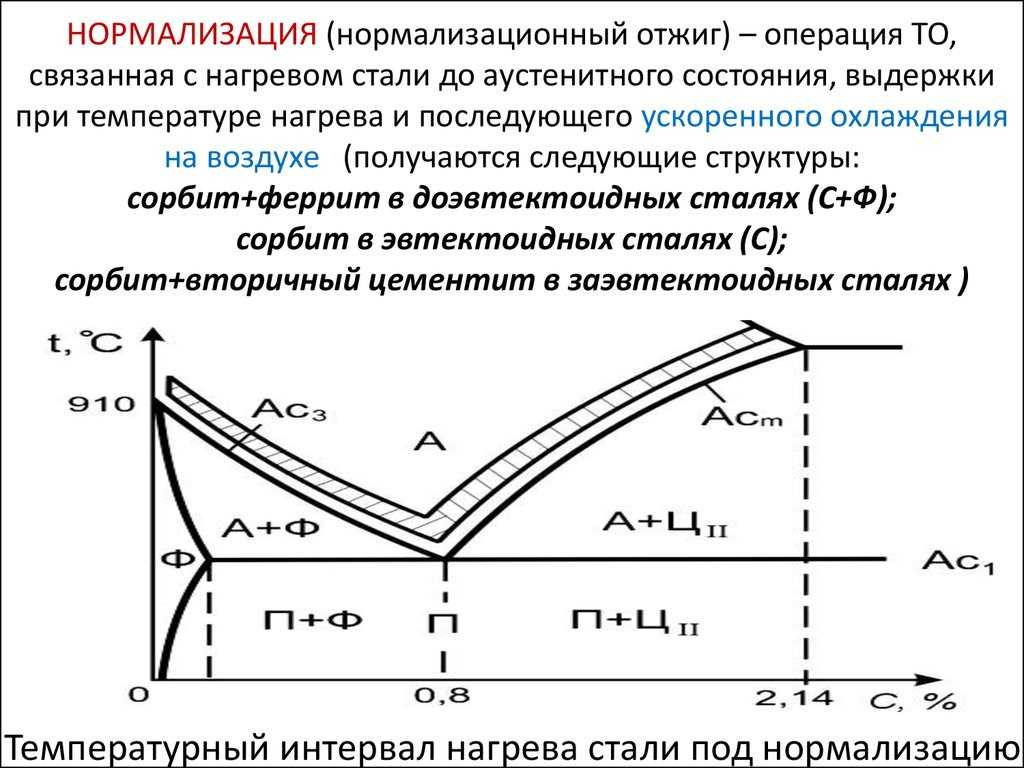
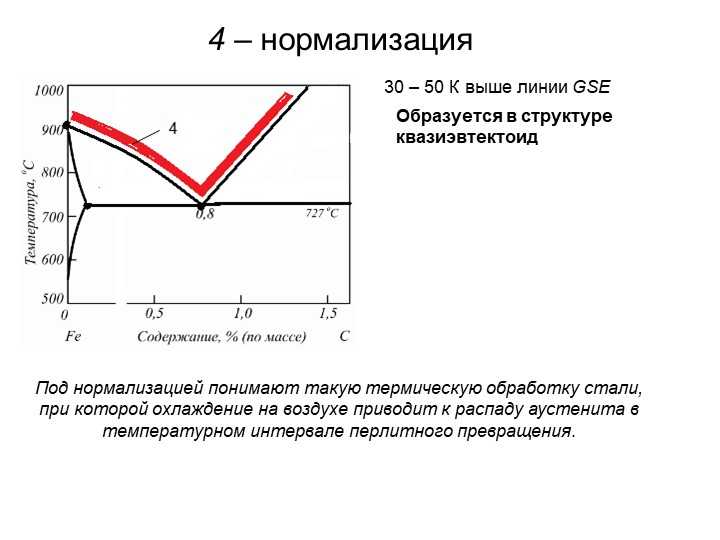
Нормализация
Объекты: отливки, поковки и детали из низкоуглеродистой, среднеуглеродистой и низколегированной стали.
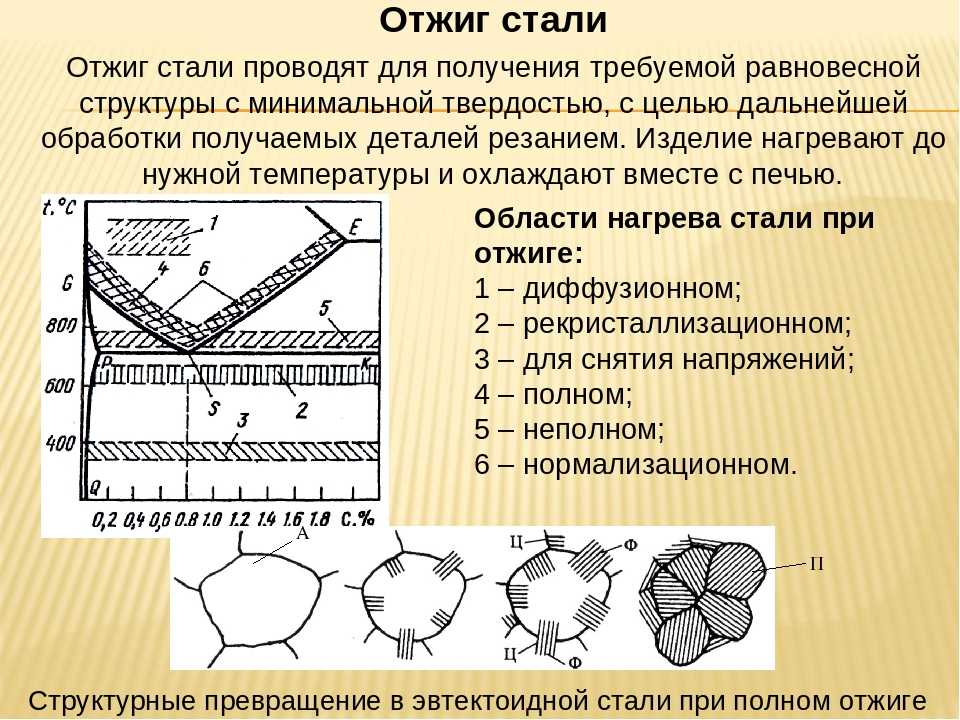
Цель: упорядочение внутреннего состояния, придание нужной твердости и прочности, улучшение внутреннего состояния перед последующими этапами термообработки и обработки резанием.
Технология. Сталь нагревают до температур, которые лежат немного выше линии GSE и ее критических точек, выдерживают и охлаждают на воздухе. Таким образом, скорость завершения процессов увеличивается. Однако с помощью этой процедуры можно достичь рациональной спокойной структуры лишь в том случае, когда состав стали определен углеродом в количестве не более 0,4%. С повышением количества карбона имеет место повышение твердости. Та же сталь после нормализации имеет большую твердость вместе с равномерно расположенным мелким зерном. Методика позволяет значительно повысить сопротивление сплавов разрушению и податливость обработке резанием.

Нагрев заготовки
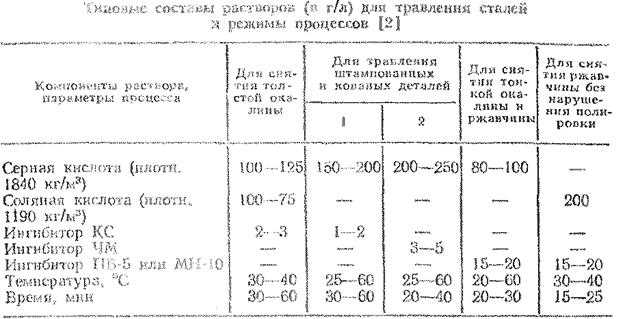
Нагрев заготовки — ответственная операция. От правильности ее проведения зависят качество изделия, производительность труда. Необходимо знать, что в процессе нагрева металл меняет свою структуру, свойства и характеристику поверхностного слоя и в результате от взаимодействия металла с воздухом атмосферы, и на поверхности образуется окалина, толщина слоя окалины зависит от температуры и продолжительности нагрева, химического состава металла. Стали окисляются наиболее интенсивно при нагреве больше 900°С, при нагреве в 1000°С окисляемость увеличивается в 2 раза, а при 1200°С — в 5 раз.
Хромоникелевые стали называют жаростойкими потому, что они практически не окисляются.
Легированные стали образуют плотный, но не толстый слой окалины, который защищает металл от дальнейшего окисления и не растрескивается при ковке.
Углеродистые стали при нагреве теряют углерод с поверхностного слоя в 2-4 мм. Это грозит металлу уменьшением прочности, твердости стали и ухудшается закаливание. Особенно пагубно обезуглероживание для поковок небольших размеров с последующей закалкой.
Заготовки из углеродистой стали с сечением до 100 мм можно быстро нагревать и потому их кладут холодными, без предварительного прогрева, в печь, где температура 1300°С. Во избежание появлений трещин высоколегированные и высокоуглеродистые стали необходимо нагревать медленно.
При перегреве металл приобретает крупнозернистую структуру и его пластичность снижается. Поэтому необходимо обращаться к диаграмме «железо-углерод», где определены температуры для начала и конца ковки. Однако перегрев заготовки можно при необходимости исправить методом термической обработки, но на это требуется дополнительное время и энергия. Нагрев металла до еще большей температуры приводит к пережогу, от чего происходит нарушение связей между зернами и такой металл полностью разрушается при ковке.
Отжиг негатива с человека
Свеча помогает снять негатив не только с отношений, как в вышеописанном случае, но и с самого человека. Посредством Огня снимаются сглазы, всевозможные наговоры и негативные шепотки. При этом порой бывает достаточно одного сеанса, чтобы вся энергетическая грязь сошла.
Для отжига негатива нужно взять зажжённую свечу и, обратившись к Огню, попросить его и помощи. Можно говорить своими словами, о чём Вы его просите, например, выжечь сглазы, дурные слова, направленные на Вас и т.д.
Далее этой свечой нужно вести вдоль тела, на расстоянии примерно три-пять сантиметров. Вести нужно не спеша. Движения медленные и плавные. Двигается сверху вниз и снизу вверх. Чистим над головой против часовой стрелки. Точно так же обходим со свечой вокруг человека, тоже против часовой стрелки.
Обязательно следим на пламенем. Что с ним происходит? Оно коптит? Оно трещит? Оно изменило цвет? Оно «рвётся»? Быть может свеча начала плакать? Какого цвета «слёзы»?
Если пламя дёргается, коптит, раздаётся треск, «слёзы» на свече потемнели — всё это показатель того, что на человеке довольно много негатива, который нужно убирать. Чистим до тех пор, пока все эти «прелести» не исчезнут. Возможно, нужно будет чистку повторить на следующий день.
Человек, которого чистят, стоит с закрытыми глазами, максимально прислушиваясь к тому, что с ним происходит. Тот, кто делает чистку, должен пребывать в добром здравии. Иначе ничего не получится.
Не забываем о том, что особое внимание при чистке, уделить нужно чакрам и позвоночному столбу. Когда проводим свечой в этих местах, более пристально наблюдаем за тем, что происходит с пламенем. Чистим до тех пор, пока не исчезнут все аномалии
Чистим до тех пор, пока не исчезнут все аномалии.
Отдельно заметим, что погасшая свеча (если только Вы не делаете отжиг в помещении, где сквозняки, настежь открыто окно и т.п.) – это признак порчи, возможно, сделанной на смерть. И здесь уже понадобится более существенная помощь.

Для отжига подойдут любые свечи (толстые или тонкие, церковные или обычные, парафиновые или восковые. В данном случае важна не сама свеча, а Огонь. Но лучше всего всё же взять свечу тонкую восковую. Ведь она должна полностью догореть. Пользоваться одной и той же свечой для чистки разных людей нельзя. И даже одного и того же человека, но в разные дни — тоже нельзя. Если свеча не догорела, её нужно отдать человеку, он её может зажечь у себя дома, когда будет один.
Сама чистка по времени может длиться порядка десяти, а то и двадцати минут. Все зависит от степени сложности случая.
Когда проводится отжиг, можно читать любую молитву, например, «Отче наш». Если же Вы не имеется отношения к христианскому эгрегору, то лучше всего читать такой заговор:
Стоит так же сказать, что человек, которого начинают таким образом чистить, может почувствовать целую гамму чувств. Это может быть и страх, и обида, стыд или отвращение. У него может появиться желание заплакать, могут побежать мурашки или появиться озноб. Даже тело будет откликаться на чистку. Может начаться головокружение или тошнота, могут появиться покалывания или желание почесаться. Всё это нормальные проявления, их не нужно бояться, ведь идёт активная очистительная работа. Идёт отжиг.
Отдельно стоит заметить, что больных людей можно отжигать и лёжа. Для этого над человеком точно так же, как описано выше, водится свеча. Конечно, отжиг, осуществлённый стоя, будет более эффективным, но если у больного стоять не получается, то Вам придётся изыскивать иные способы, чтобы ему помочь.
После того, как работа выполнена, нужно поблагодарить Огонь а тому, кто чистку проводил, нужно в обязательном порядке умыть под проточной водой лицо и руки.
Виды отжига стали первого рода
Для такой термообработки не характерны фазовые превращения. Выделяют несколько типов технологий отжига первого рода.
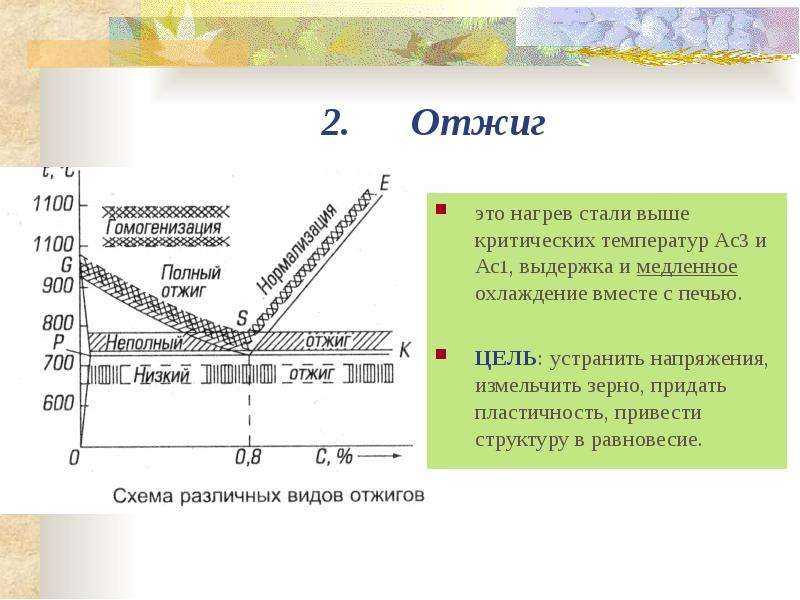
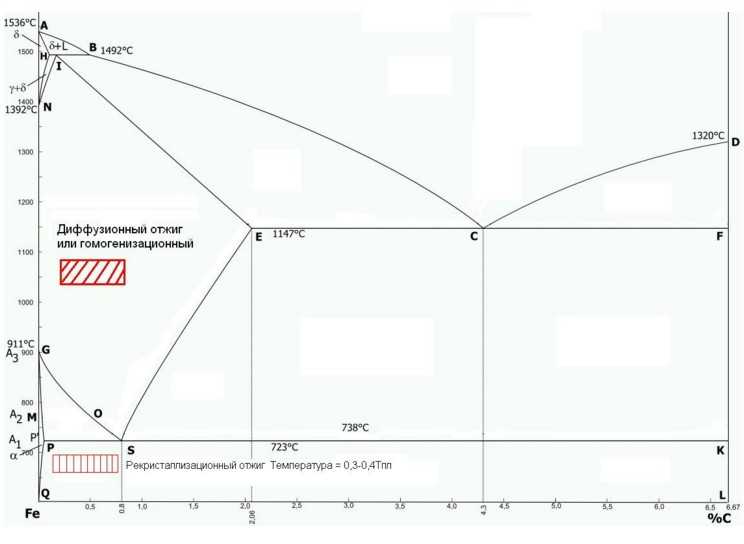
Гомогенизация
Этот вид отжига направлен на снижение химической неоднородности, возникающей в результате рекристаллизации.
Определение! Рекристаллизацией называют процесс появления новых (чаще всего равноосных) зерен за счет других фаз. Этот процесс особенно интенсивно проходит в пластически деформированных материалах.
Гомогенизация производится при высоких температурах с длительными выдержками: от 2-х до 48 часов. После этого сталь приобретает повышенные пластические свойства.
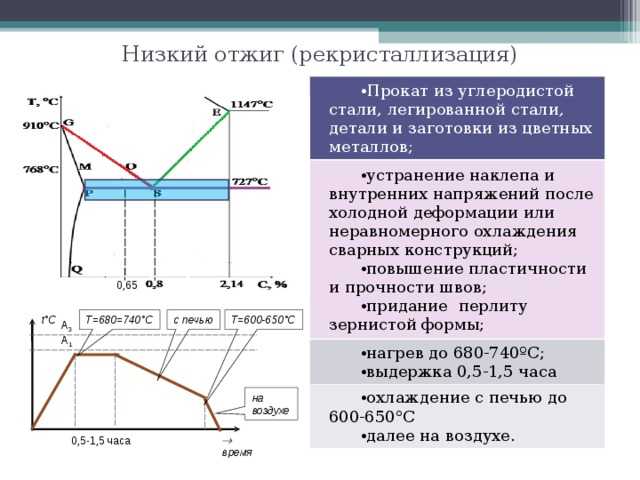
Рекристаллизационный отжиг
Изготовление проката способом холодной прокатки является причиной вытягивания зерен в направлении главной деформации. В результате этого появляется наклеп (нагартовка).
Определение! Наклепом (нагартовкой) называют упрочнение стали из-за трансформации структуры в процессе пластического деформирования при температурах менее температуры рекристаллизации.
Если сталь, для которой уже характерен наклеп, подвергать дальнейшему деформированию, она разрушится. Поэтому для ликвидации этого эффекта применяют рекристаллизационный отжиг, режим которого определяется химическим составом сплава, нагрев в этом случае производится выше температур рекристаллизации. Начальные температуры рекристаллизации составляют:
- для чистых металлов – 0,4Тпл,
- для обычных сплавов – 0,6Тпл,
- для сложных термопрочных сплавов – 0,8Тпл.
Время отжига определяется геометрией изделия и составляет обычно от получаса до двух часов. Во время этой термообработки происходит:
- появление зародышей новых зерен;
- рост новых зерен;
- исчезновение деформированных зерен;
- устранение наклепа;
- возврат металла в равновесное состояние.
Внимание! Размер зерна после отжига зависит от степени деформации, которой был подвергнут прокат. Если она приближалась к критической, то зерна после отжига будут крупными, что крайне нежелательно
Поэтому степень деформации перед термообработкой не должна превышать 60%. После рекристаллизационного отжига образуется мелкозернистая однофазная структура, обеспечивающая оптимальное сочетание прочности и пластичности.
Эта термическая обработка может быть:
- предварительной – перед холодным деформированием, если исходная сталь уже обладает некоторой степенью упрочнения;
- промежуточной – используется между операциями холодной прокатки, если суммарная степень деформаций слишком велика и есть вероятность, что запасов пластичности стали может не хватить;
- окончательной – если в результате должен получиться полуфабрикат с высокой степенью пластичности.
Отжиг для снятия внутренних напряжений
Эти напряжения могут быть:
- термическими – образованными во время неравномерного нагрева или охлаждения с различной скоростью отдельных элементов изделия, после сварки, литья, механообработки;
- структурными – появившимися в результате фазовых превращений, которые реализовались в различных частях металла с разной скоростью.
Внутренние напряжения при эксплуатации детали могут превысить предел прочности и стать причиной разрушения. Отжиг, позволяющий избежать негативных последствий, осуществляется при температурах ниже температуры кристаллизации и составляющих 0,2-0,3Тпл.
Это интересно: Отличия бронзы от латуни по свойствам, составу и цвету — расписываем во всех подробностях
Отжиг первого рода (І-го рода)
Отжиг І рода – термическая операция, состоящая в нагреве металла в неустойчивом состоянии, полученном предшествующими обработками, для приведения металла в более устойчивое состояние. Этот вид отжига может включать в себя процессы гомогенизации, рекристаллизации, снижения твердости и снятия остаточных напряжений. Особенность этого вида отжига в том, что указанные процессы протекают независимо от того происходят ли фазовые превращения при термообработке или нет. Различают гомогенизационный (диффузионный), рекристаллизационный отжиг и отжиг, уменьшающий напряжения и снижающий твердость.
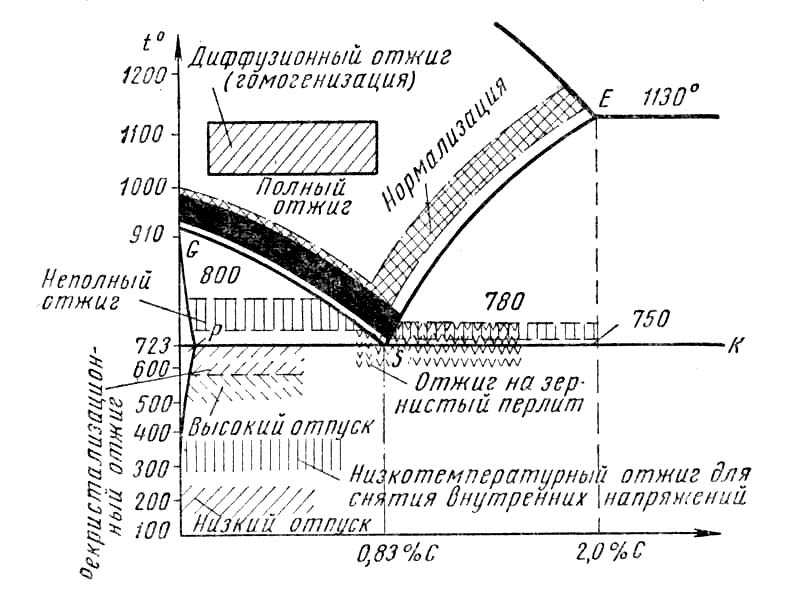
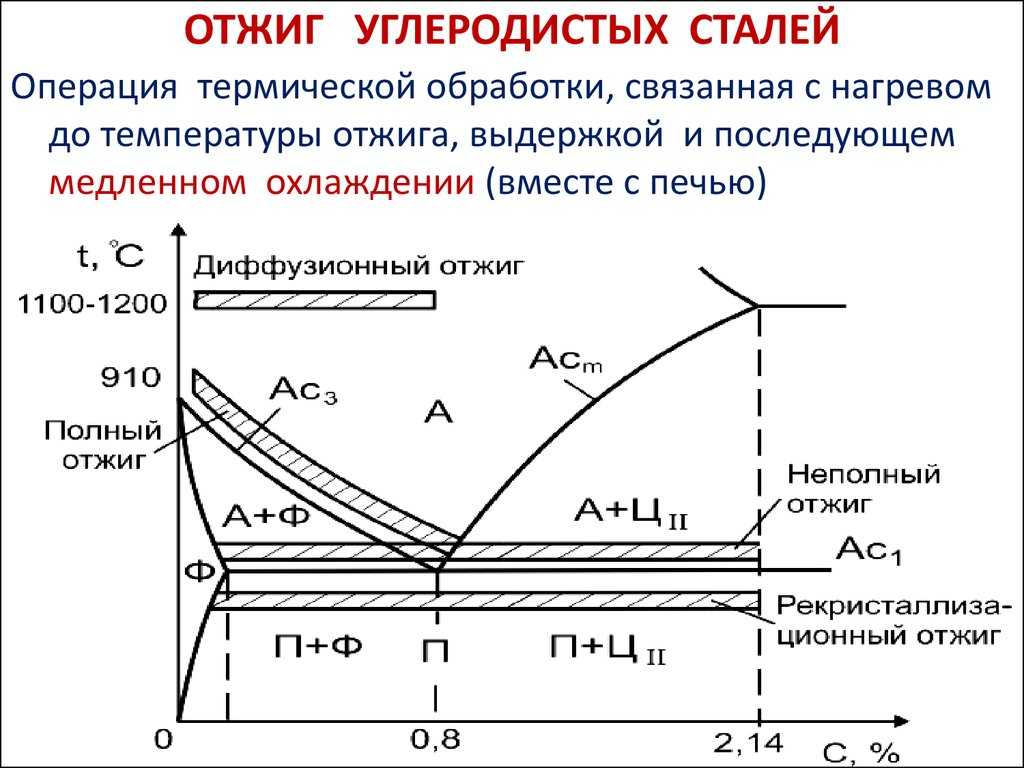
Гомогенизационный отжиг
Гомогенизационный отжиг – это термическая обработка, при которой главным процессом является устранение последствий дендритной и внутрикристаллитной ликвации в слитках сталей. Ликвация повышает склонность стали, обрабатываемой давлением, к хрупкости, анизотропии свойств и таким дефектам, как шиферность (слоистый излом) и флокены. Устранение ликвации достигается за счет диффузионных процессов. Для обеспечения высокой скорости диффузии сталь нагревают до высоких (1000–1200 °С) температур в аустенитной области. При этих температурах делается длительная (10–20 час.) выдержка и медленное охлаждение с печью. Диффузионные процессы наиболее активно протекают в начале выдержки. Поэтому во избежание большого количества окалины, охлаждение с печью обычно проводят до температуры 800 — 820°С, а далее на воздухе. При гомогенизационном отжиге вырастает крупное аустенитное зерно. Избавиться от этого нежелательного явления можно последующей обработкой давлением или термической обработкой с полной перекристаллизацией сплава. Выравнивание состава стали при гомогенизационном отжиге положительно сказывается на механических свойствах, особенно пластичности.
Рекристаллизационный отжиг стали
Рекристаллизационный отжиг, применяемый для сталей после холодной обработки давлением, – это термическая обработка деформированного металла или сплава. Может применять как окончательная, так и промежуточная операция между операциями холодного деформирования. Главным процессом этого вида отжига являются возврат и рекристаллизация соответственно. Возвратом называют все изменения в тонкой структуре, которые не сопровождаются изменениями микроструктуры деформированного металла (размер и форма зерен не изменяется). Возврат сталей происходит при относительно низких (300–400°С) температурах. При этом процессе наблюдается восстановление искажений кристаллической решетки.
Рекристаллизацией называют зарождение и рост новых зерен с меньшим количеством дефектов кристаллического строения. В результате рекристаллизации образуются совершенно новые, чаще всего равноосные кристаллы. Между температурным порогом рекристаллизации и температурой плавления имеется простое соотношение: ТР ≈ (0,3–0,4)ТПЛ., что составляет для углеродистых сталей 670–700°С.
Отжиг для снятия напряжений
Отжиг для снятия напряжений – это термическая обработка, при которой главным процессом является полная или частичная релаксация остаточных напряжений. Такие напряжения возникают при обработке давлением или резанием, литье, сварке, шлифовании и других технологических процессах. Внутренние напряжения сохраняются в деталях после окончания технологического процесса и называются остаточными. Избавиться от нежелательных напряжений можно путем нагрева сталей от 150 до 650°С в зависимости от марки стали и способа предыдущей обработки.
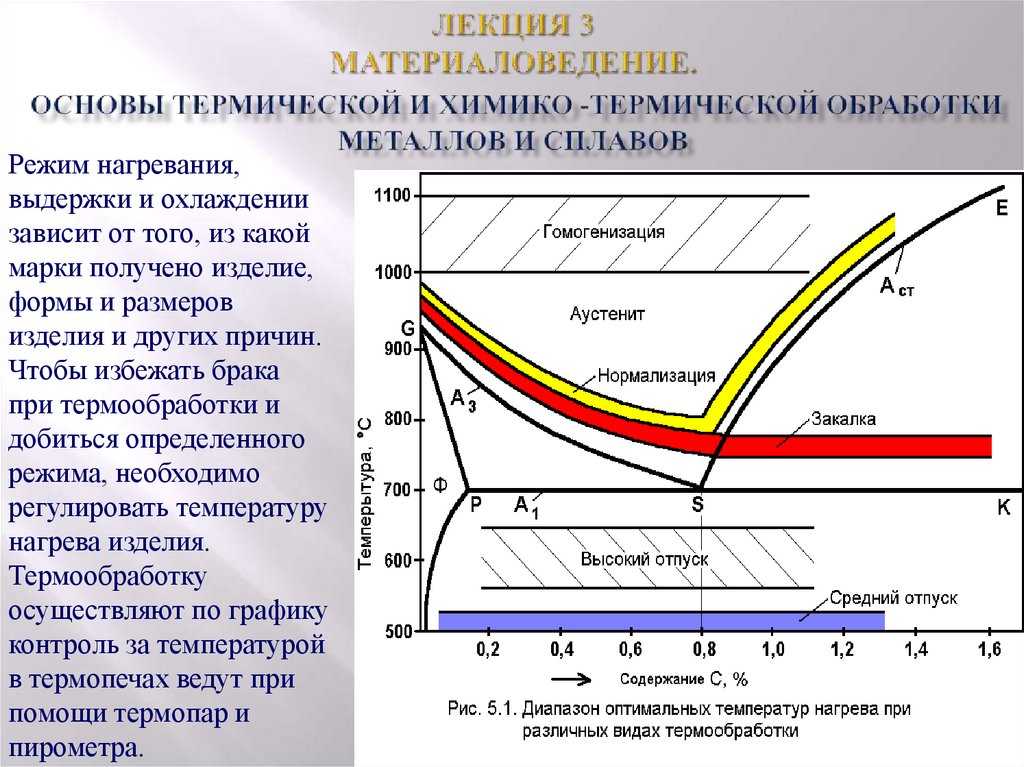
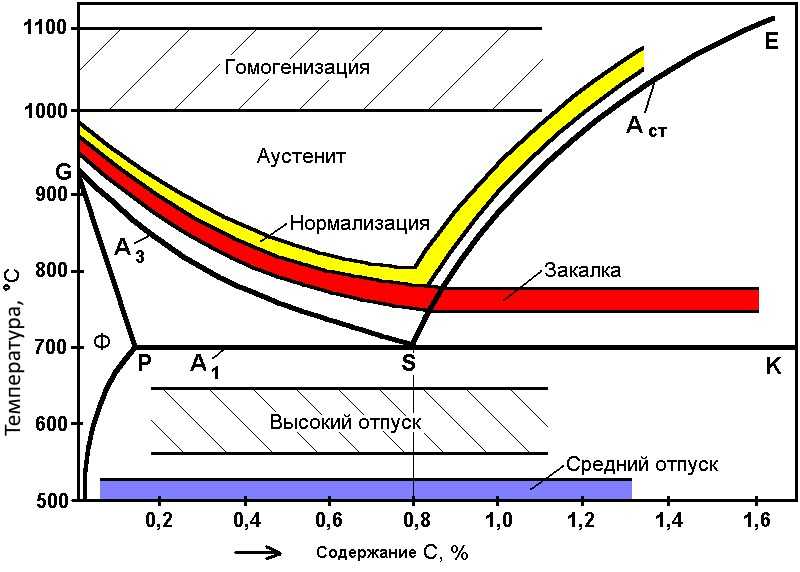
Высокий отжиг стали
Эта операция часто называется высоким отпуском. После горячей пластической деформации сталь имеет мелкое зерно и удовлетворительную микроструктуру. Такое состояние сталь получает при ускоренном охлаждении после пластической деформации. Однако в структуре могут быть составляющие: мартенсит, бейнит, троостит и т. д. Твердость металла при этом может быть достаточна высока. Для повышения пластичности и соответственно снижения твердости делается высокий отжиг. Его температура ниже критической Ас1 и зависит от требований к металлу для следующей операции обработки.
В чем заключается процесс отпуска стали?
Отпуск – это вид завершающей стадии термической отделки стали, во время которого происходит окончательное формирование структуры материала. Процесс отпуска состоит из нагрева до температуры ниже критической точки, за которым следует охлаждение.
Сам процесс подразделяется на три вида:
- Низкий отпуск – происходит при температурном режиме 150–250˚C. При протекании процесса низкого отпуска происходит уменьшение внутренних напряжений и хрупкости металла, а вязкость стали немного повышается. Твердость при этом остается практически неизмененной.
- Средний отпуск – характеризуется тем, что процесс проходит при температуре от 350 до 450 ˚C. Отличие от других видов отпуска состоит в том, что твердость детали уменьшается, а вязкость значительно увеличивается. Используется для обработки деталей, которые при эксплуатации испытывают умеренные ударные нагрузки.
- Высокий отпуск – производится при соблюдении температурного интервала от 500 до 650˚C, с последующим постепенным охлаждением. Внутренние напряжения материала при этом практически устраняются. Прочность и пластичность при этом виде обработки имеют высокие характеристики в сочетании с достаточной твердостью металла. Высокий отпуск применяется для углеродистых и легированных видов заготовок, предназначенных для изготовления валов, шестерней.