1 Технические характеристики инвертора Ресанта на 250 А
Величина главной характеристики САИ-250 – максимального сварочного тока – 250 А. Ей соответствует наибольший потребляемый аппаратом ток – 35 А. Обычная бытовая сеть не рассчитана на такую нагрузку и поэтому этим инвертором, как правило, пользуются там, где есть соответствующая электроразводка – в промышленных и производственных помещениях: мастерских, цехах.
Если проводить работы в домашних условиях, то максимальный сварочный ток следует ограничивать. Иначе все время будет срабатывать защита (выбивать пробки или автомат) либо, не исключено, произойдет самовозгорание электропроводки здания из-за ее перегрева. Регулирование сварочного тока производится в пределах 10–250 А с помощью поворотной ручки со шкалой, расположенной на лицевой панели аппарата. Продолжительность нагружения аппарата (ПН) – непрерывной работы – при максимальном сварочном токе составляет 70 %. То есть в течение 1-го производственного часа можно варить только 42 минуты, а оставшиеся 18 устройство должно отдыхать – остывать.
При установке сварочного тока 160 А и ниже, ПН составляет 100 %, и инвертором можно пользоваться без остановки вплоть до окончания всех работ с ним. Рабочее напряжение аппарата 220 В. Допустимые отклонения в сети от этого значения, при которых инвертор Ресанта САИ-250 будет продолжать работать, а качество сварки не пострадает – от -30 до +10 %. То есть рабочий диапазон питающего напряжения 154–242 В. Сварочный ток аппарата, как и у любого инвертора, постоянный. Благодаря этому, им можно сваривать как углеродистые, так и легированные, нержавеющие стали.
 Инвертор Ресанта САИ-250
Инвертор Ресанта САИ-250
Напряжение на выходе инвертора:
- перед началом работ – холостого хода – 80 В;
- сварочной дуги 29 В.
Допустимые диаметры используемых электродов:
- максимальный – 6 мм;
- минимальный – 1,6 мм.
Для улучшения качества и большего комфорта сварочных работ электрическая схема инвертора автоматически поддерживает следующие функции:
- Антизалипание – Anti-stick. Обеспечение отрыва (предотвращение прилипания) используемого электрода от свариваемого металла после поджига дуги или при работе короткой дугой. Осуществляется за счет автоматического понижения сварочного тока, восстановление которого происходит моментально вслед за отрывом электрода, или при увеличении расстояния между ним и материалом.
- Горячий старт – Hot-star. Обеспечивает получение прочного и эстетичного шва сразу в самом начале сварки. Для этого в момент зажигания дуги сварочный ток кратковременно повышается, а затем сразу же понижается до требуемого, нормального значения.
- Форсаж дуги – Arc force. Позволяет не оставлять прожиги на провариваемом металле.
 Аппарат с функцией антизалипания Anti-stick
Аппарат с функцией антизалипания Anti-stick
Также схемой аппарата предусмотрено автоматическое его отключение (блокировка) при перегреве. Для оповещения об этом состоянии на лицевой панели установлен индикатор. В этот режим инвертор обычно переходит, если превышена ПН. Масса аппарата всего 5 кг. Вся силовая и электронная начинка размещена в компактном прочном металлическом корпусе, на лицевой панели которого имеются выходы для подключения сварочных кабелей, а на тыльной – выключатель питания и штекер под сетевой провод.
Для охлаждения нагревающихся во время работы элементов схемы внутри у задней решетки установлен вентилятор непрерывного обдува. Исполнение корпуса по классу защиты IP 21. Это обеспечивает предотвращение попадания внутрь объектов, превышающих по длине 80 мм и диаметр 12 мм (пальцы взрослого человека не пролезут). Кроме того, конструкция корпуса обеспечивает защиту от капель воды, падающих вертикально сверху (от начавшегося дождя в безветренную погоду).
Ремонт ресанты 250. Технический недочет.
Пришел очередной аппаратец с диагнозом не включается. Моргал светодиодом и дежурка не могла стартовать.
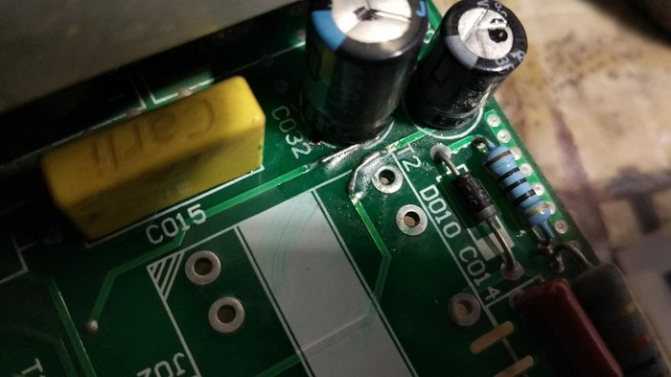
Внешний осмотр. Обнаружил вздувшийся кондер.

Поменял, не запустилось.
Бегаем со щупами и обнаруживаем кучу пробитых элементов в 12в цепи.

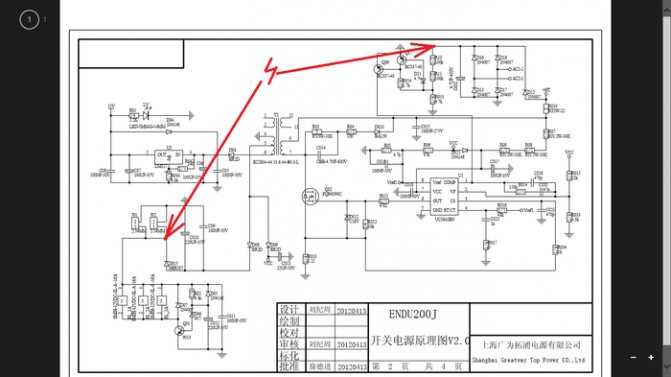
Потом еще раз при внимательном осмотре замечаю следы гари под трансформатором дежурки. Транс дежурки демонтирую и обнаруживаю сгоревшие дорожки.
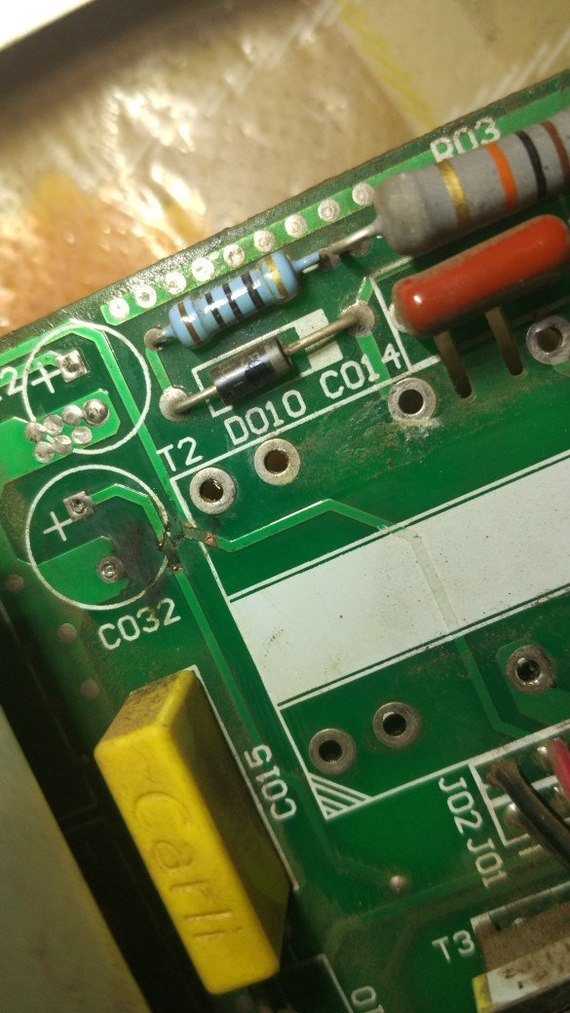
По левой дорожке протекает постоянка 300В а по правой 12В линия которая питает кулера, кондеры, софт старт. Похоже что при разработке не оставили достаточного запаса на защиту от пробоя вот и их пробило по пыли. Теперь причина установлена. Мы уже можем прогнозировать что могло бы вылететь при такой неисправности.
Пробегаемся щупами на предмет пробоя везде где шел ток Короткого замыкания. И обнаруживаем пробои.
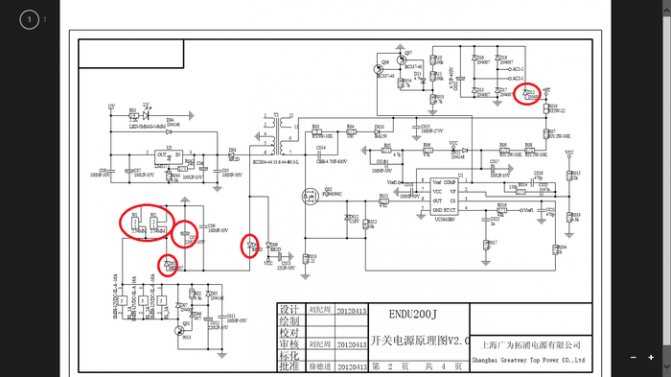
Меняем сгоревшие элементы. Изолируем и восстанавливаем дорожки.
Собираем все. И восстанавливаем убитые кулера. Там плату стянул с других кулеров другого размера и поменял обмотку на родную. Там все обмотки практически с 3 выводами.

Собрал аппарат. Включил, дежурка запустилась. Варит тоже нормально. Ну на этом ремонт закончен. Монстер 205 не получилось восстановить. Ибо опыта у меня не достаточно восстанавливать такие аппараты да и геморно его ремонтировать.
Найдены дубликаты
чистенький какой — нам обычно со строек глыбы застывшего раствора приносят, аппарат сперва зубилом и молотком оттоль высечь надо.)
не возможно, а точно — самая распространённая причина. не берегут аппарат, куда попало бросают. как-то привезли кучу обломков — аппарат с 17-го этажа упал, корпус в лепёшку: — может можно что-нибудь сделать?
слушай а зачем ты так же как было восстановил дорожки? я честно думал что ты высоковольтку по проводу в изоляции пустишь чтоб в следующий раз не коротнуло.
иногда — меньше действий — лучше даже:)
Спасибо за посты, интересно читать.
Да -посты прям на заглядение. Какой шеф редактор в журнал пропадает. С такой версткой можно в каком нибудь ГЕО неплохо работать.))) Единственный минус-если речь идет 2вооон о том конденсаторе», неплохобы его чем то указать. Пинцетом или там отверткой.
Да нет-заведите для этого спицу яркоалого цвета. Которая будет служить указкой. Самое то! А то нам неучам трудно разглядеть дефекты на фотках. Для меня шо кондей, шо резистор. хорошо хоть знаю что у транзистора три лапки(и то в теории)
А как насчёт сварогов отзывы?
хочется таким людям написать как натянуть гуски без замены втыканием пятаков без модернизации домкратов.ну если 99 из ста эти схемы читать не умеет то нафига.
Ресанта вполне ремонтопригодный аппарат. Да, иногда приходится повозиться но все довольно просто. Гораздо хуже в ремонте , извините не помню названия, небольшой такой, в пластиковом кейсе. Там где все силовые транзисторы и диоды собраны в одном модуле.
Вопрос ремонтопригодности спорный, как-то принесли ресанту у которой электродом на корпус коротнули, так там проще новую купить чем ремонтировать)
Вот как раз РЕМОНТОПРИГОДНОСТЬ у Ресанты нормальная, а вот целесообразность ремонта это другой вопрос.
Да я ж не спорю ремонтопригодность действительно нормальная, но бывают случаи.
Серъезно. Там еще дежурка неудачно собрана , ну ее ладно , умельцы ШИМку меняют на другую м/сх. А вот модуль. Там силовые цепи от этого модуля связаны с основной платой через винтовое соединение. то есть печатная дорожка, к ней прикручивается винт через который идет контакт с модулем, ну например эти же +300в уходят в него. Таких силовых контактов ну штук 7-8 , все слаботочные цепи идут через запаянный разъем. Опять геморрой. Но сам он аппарат сцука получается миниатюрным, видимо это и подкупает пользователей. Но неудачным.
Восстанавливаем работу сварочного инвертора Ресанта САИ-250ПН
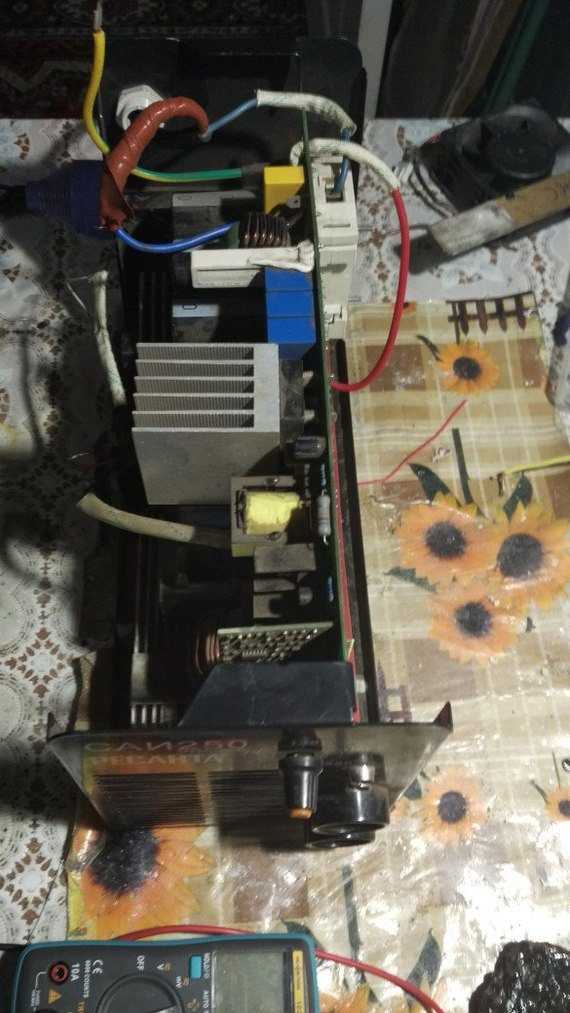
Как-то раз в мои руки попал сварочный инвертор Ресанта САИ 250ПН. Аппарат, без сомнения, внушает уважение.
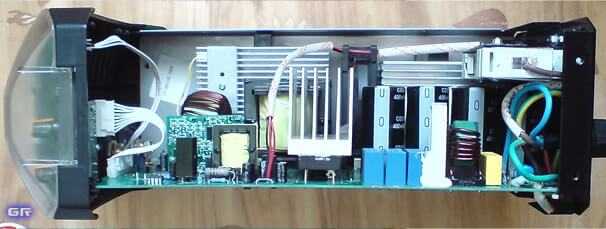
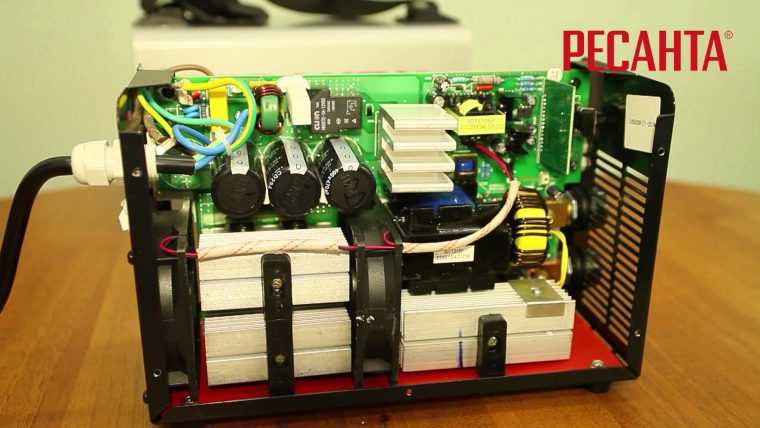
Те, кто знаком с устройством сварочных инверторов, оценят всю мощь по внешнему виду электронной начинки.
Как уже говорилось, начинка сварочного инвертора рассчитана на большую мощность. Это видно по силовой части устройства.
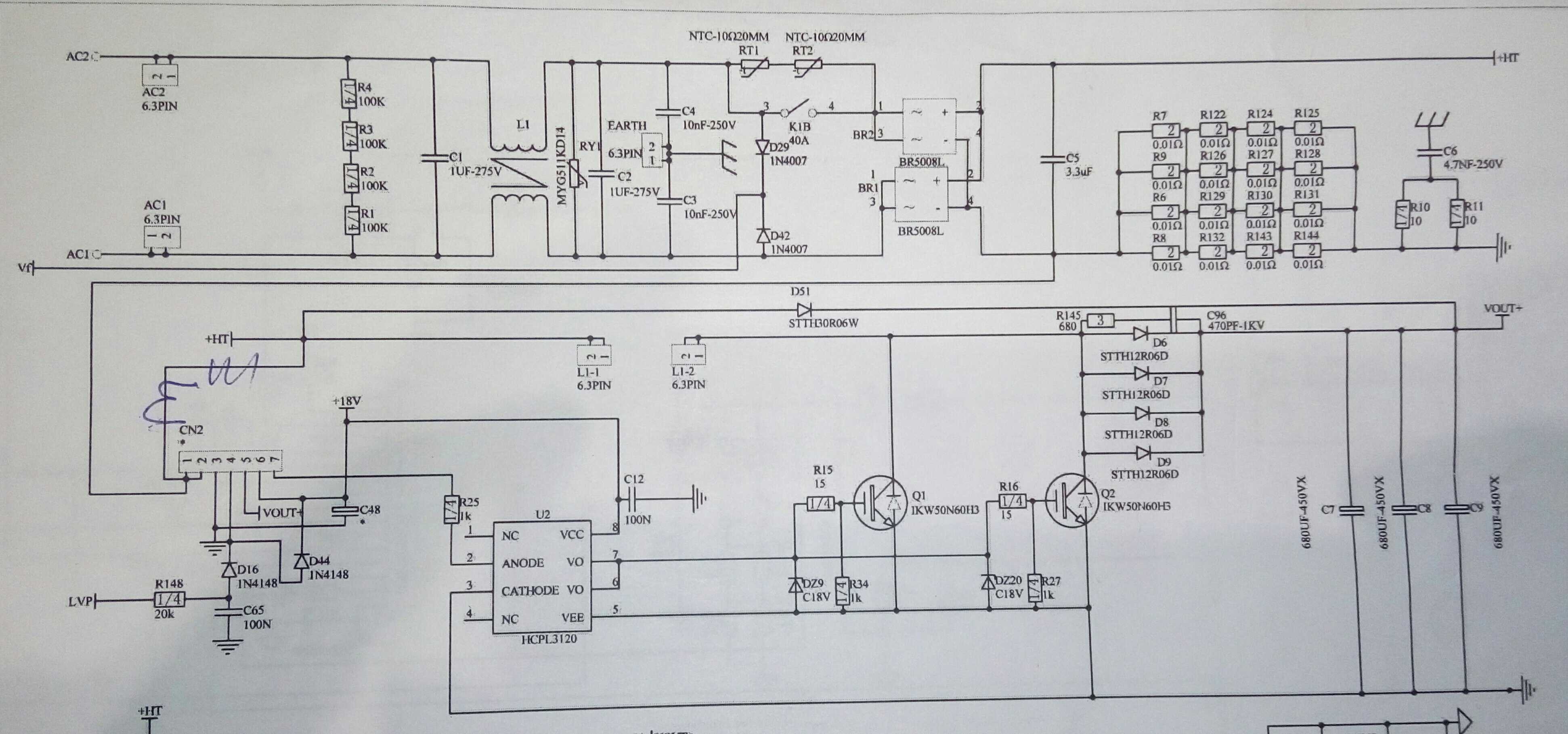
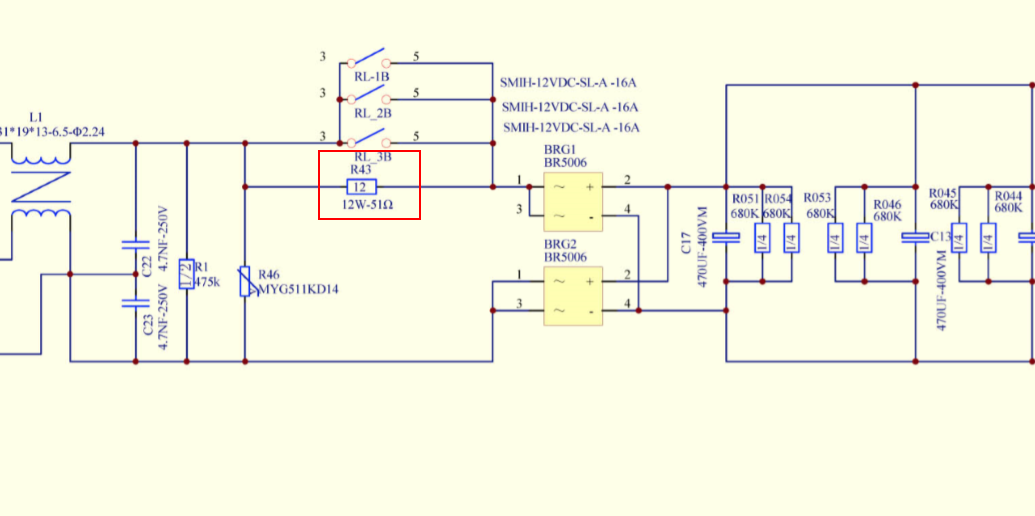
Во входном выпрямителе два мощных диодных моста на радиаторе, четыре электролитических конденсатора в фильтре. Выходной выпрямитель также укомплектован по полной: 6 сдвоенных диодов, массивный дроссель на выходе выпрямителя.
три ( ! ) реле мягкого пуска. Их контакты соединены параллельно, чтобы выдержать большой скачок тока при запуске сварки.
Если сравнить эту Ресанту (Ресанта САИ-250ПН) и TELWIN Force 165, то Ресанта даст ему лихую фору.
Но, даже у этого монстра есть ахиллесова пята.
Аппарат не включается;
Охлаждающий кулер не работает;
Нет индикации на панели управления.
После беглого осмотра выяснилось, что входной выпрямитель (диодные мосты) оказались исправны, на выходе было около 310 вольт. Стало быть, проблема не в силовой части, а в цепях управления.
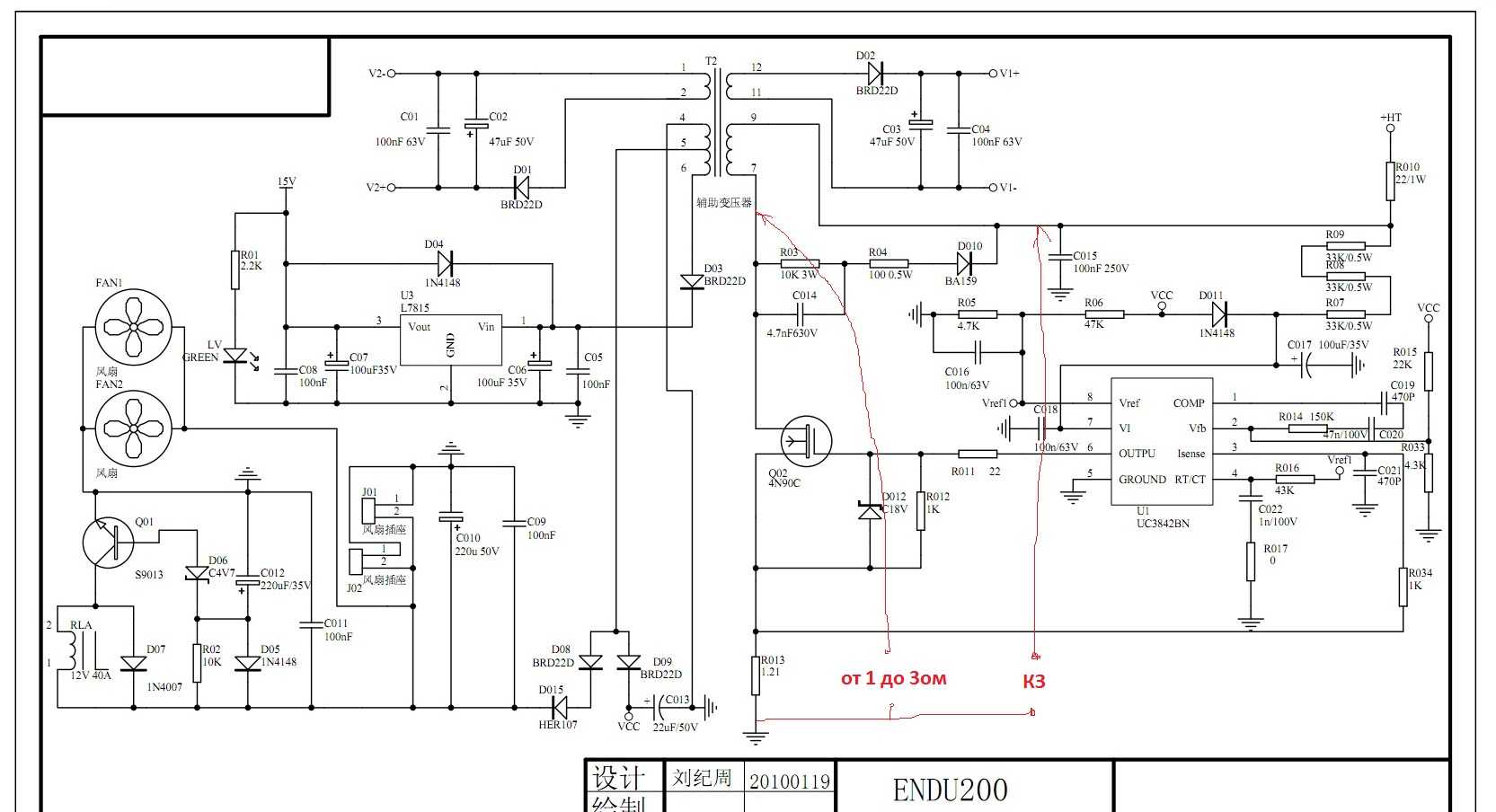
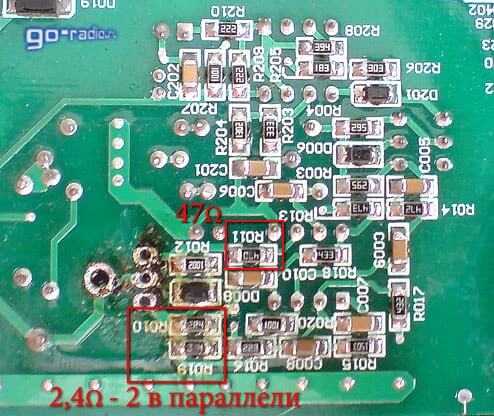
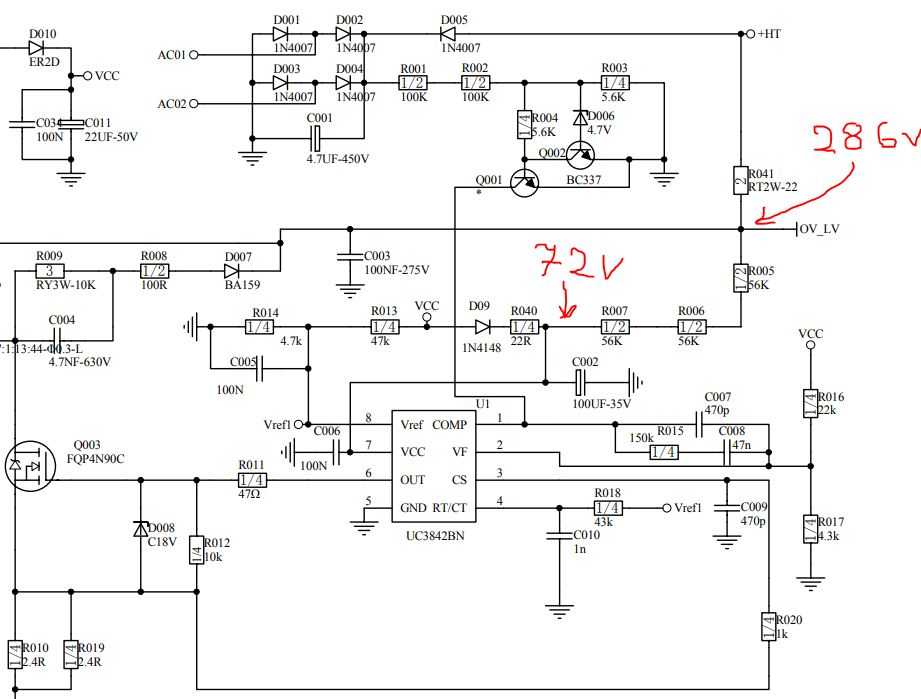
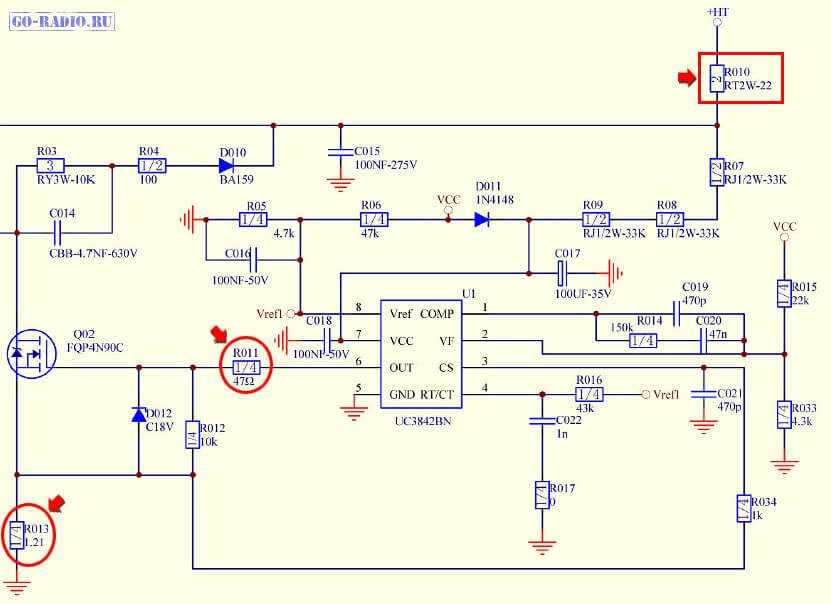
Внешний осмотр выявил три перегоревших SMD-резистора. Один в цепи затвора полевого транзистора 4N90C на 47 Ом (маркировка – 470), и два на 2,4 Ом (2R4) – включенных параллельно – в цепи истока того же транзистора.
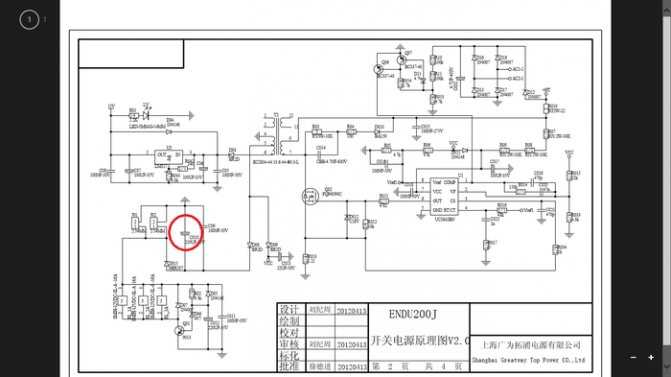
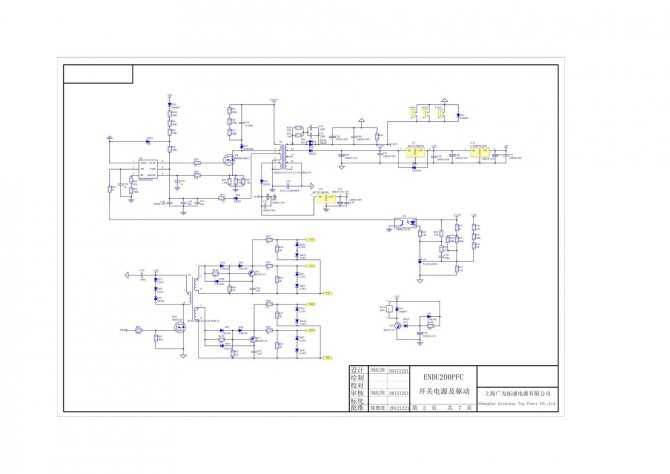
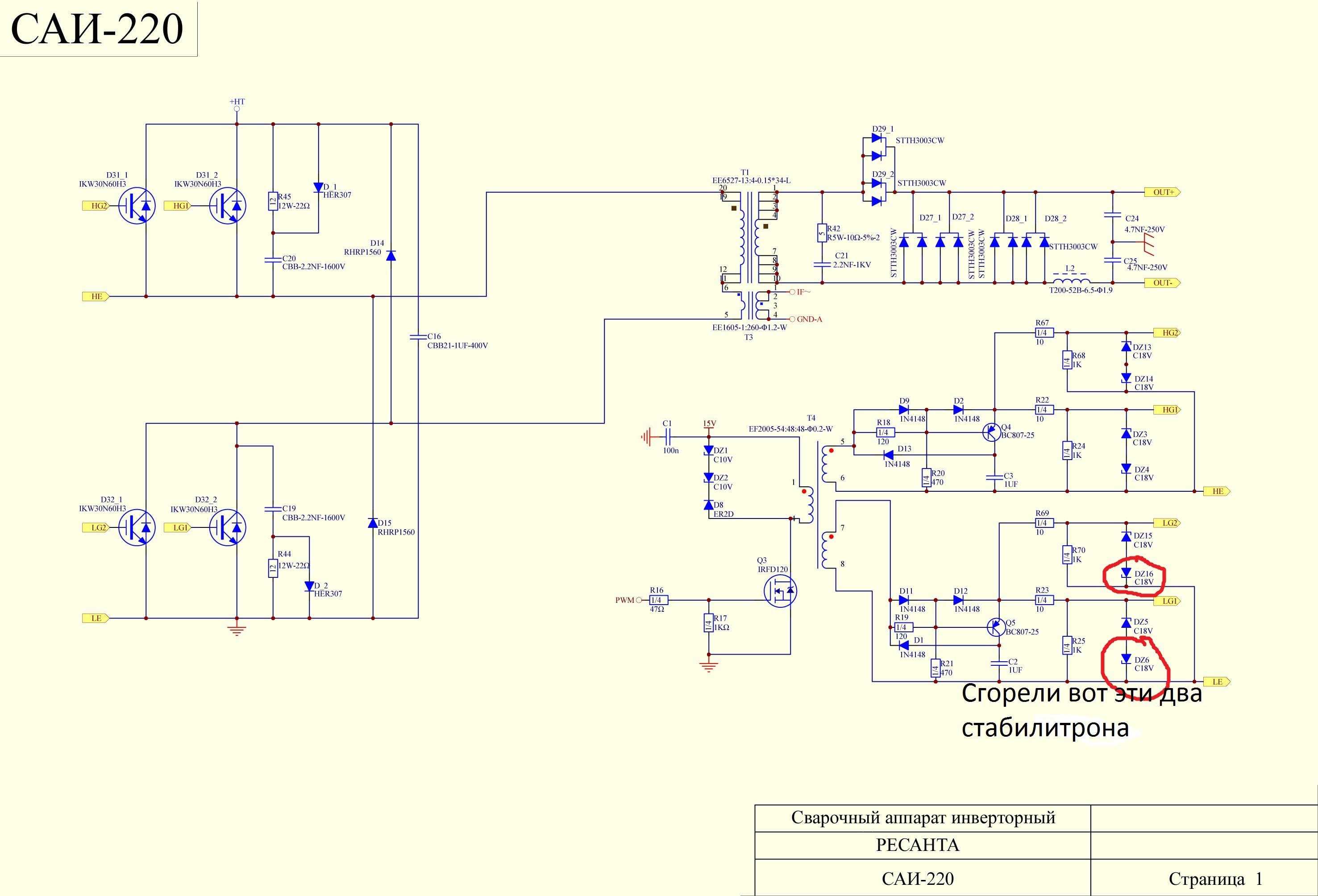
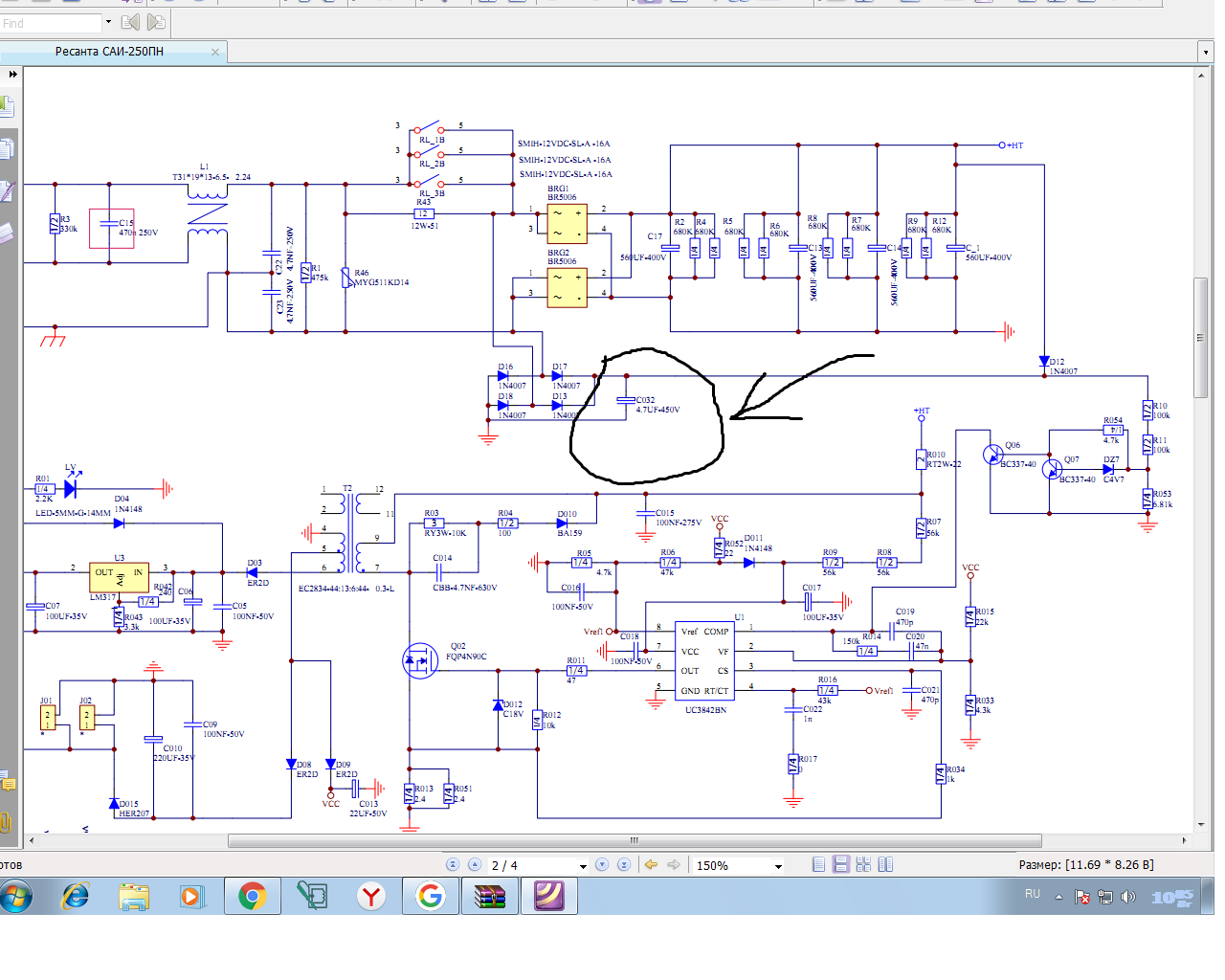
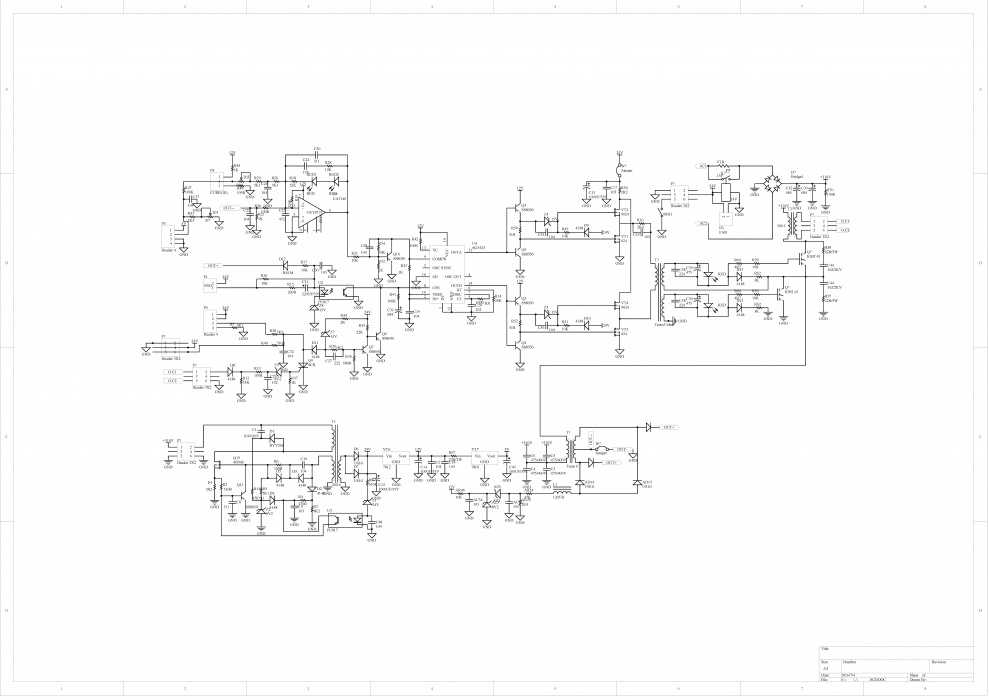
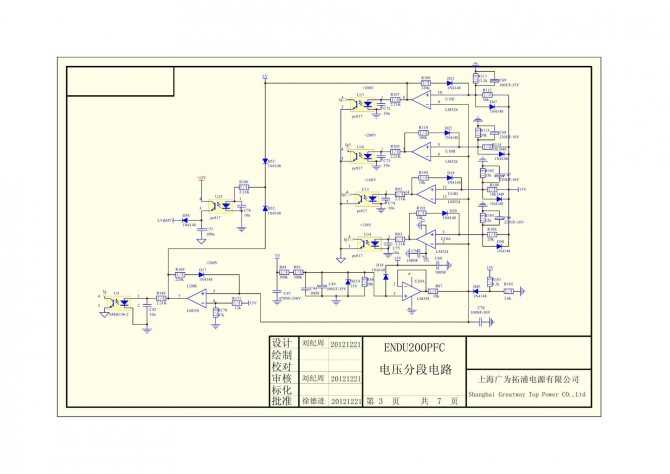
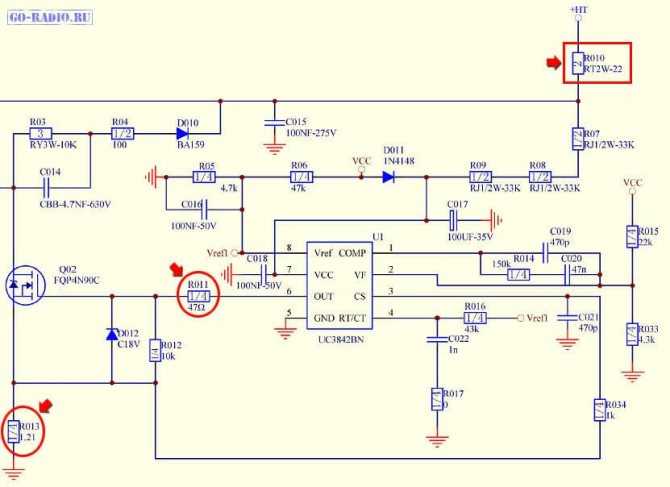
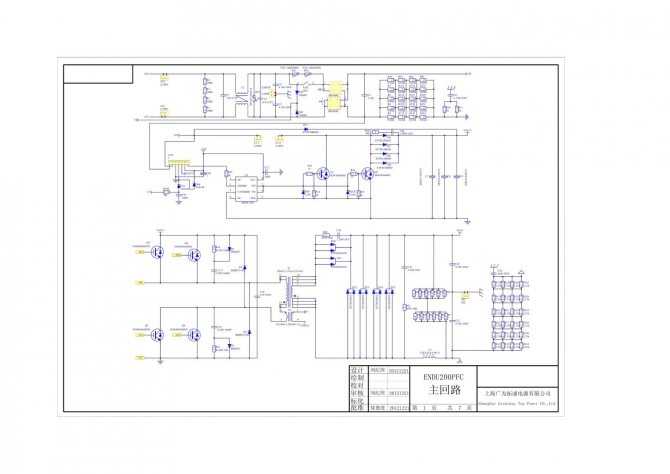
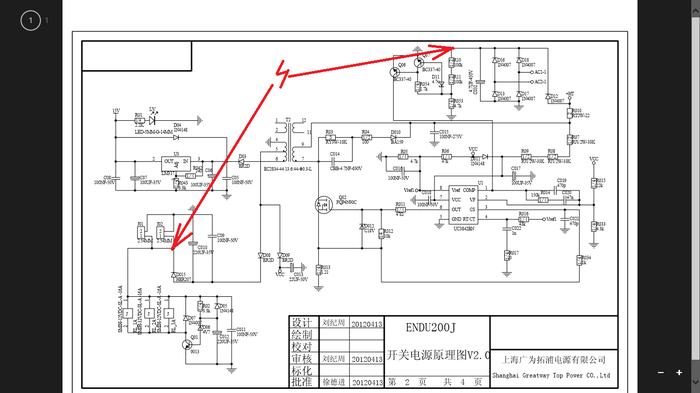
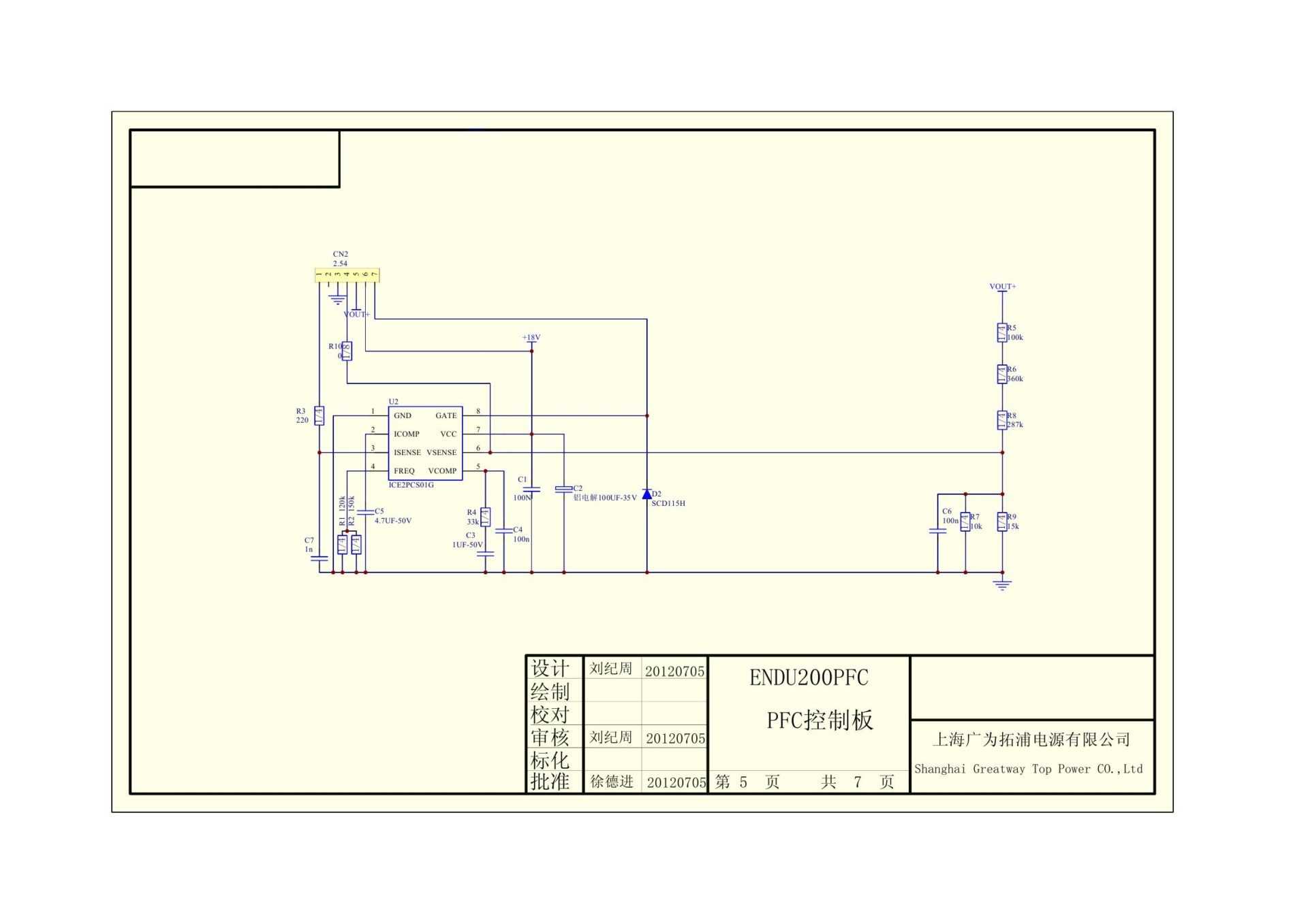
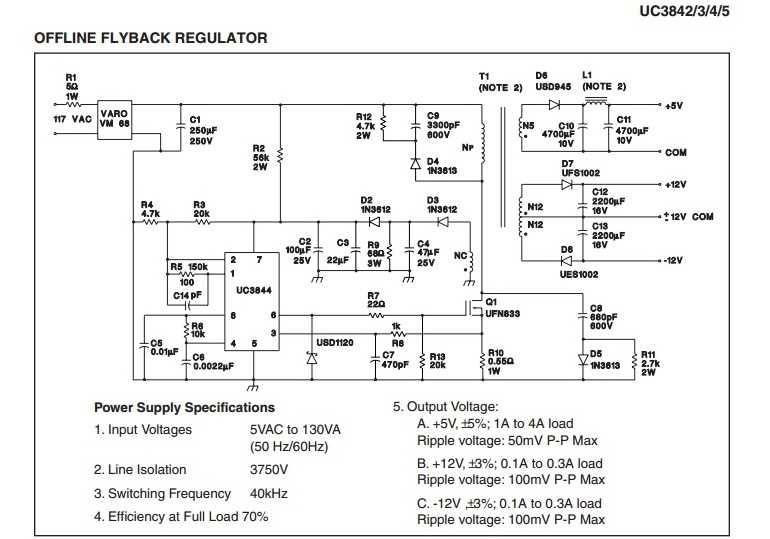
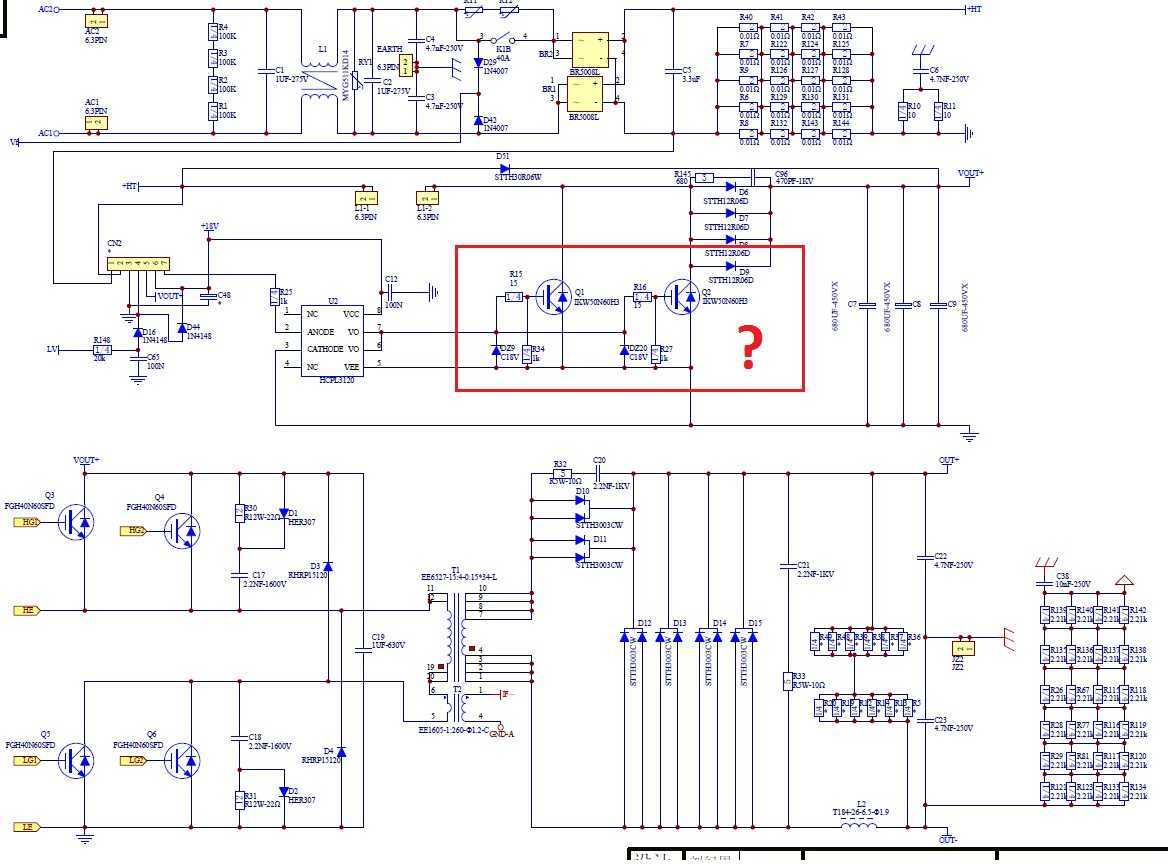
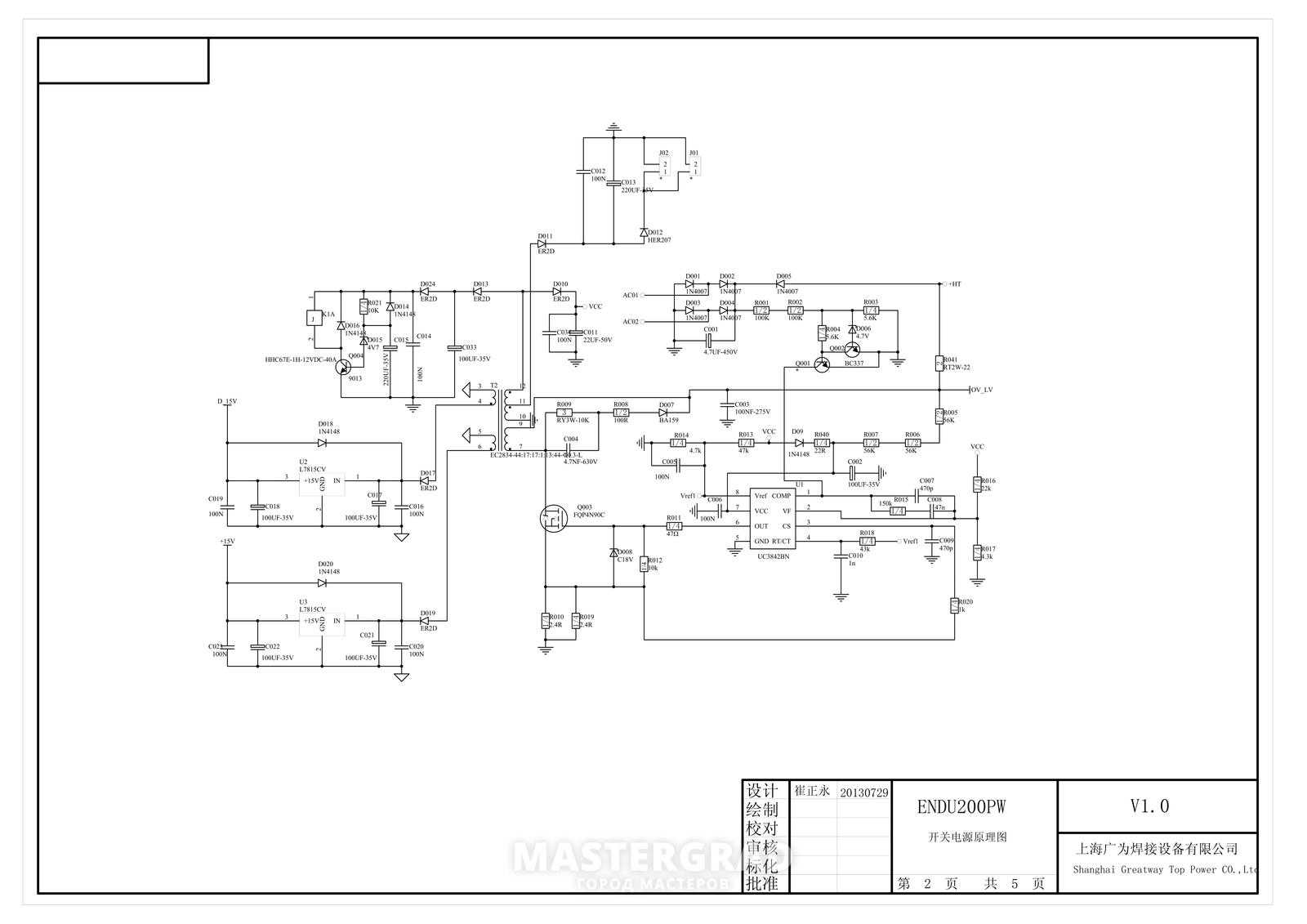
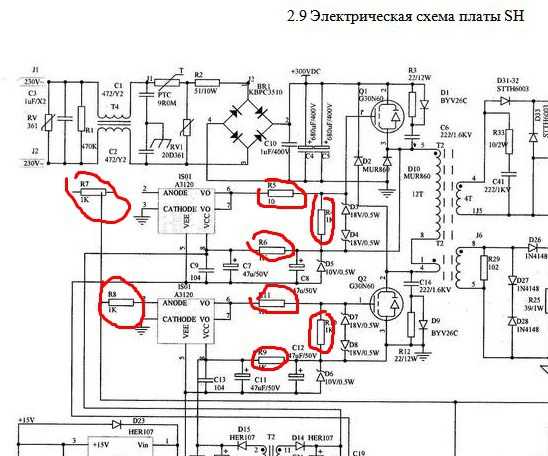
Транзистор 4N90C (FQP4N90C) управляется микросхемой UC3842BN. Эта микросхема – сердце импульсного блока питания, который запитывает реле плавного пуска и интегральный стабилизатор на +15V. Он в свою очередь питает всю схему, которая и управляет ключевыми транзисторами в инверторе. Вот кусочек схемы Ресанта САИ-250ПН.
Также обнаружилось, что в обрыве ещё и резистор в цепи питания ШИ-контроллера UC3842BN (U1). На схеме он обозначен, как R010 (22 Ом, 2Вт). На печатной плате имеет позиционное обозначение R041. Предупрежу сразу, что обнаружить обрыв данного резистора при внешнем осмотре довольно трудно. Трещина и характерные подгары могут быть на той стороне резистора, что обращена к плате. Так было в моём случае.
Судя по всему, причиной неисправности послужил выход из строя ШИ-контроллера UC3842BN (U1). Это в свою очередь привело к увеличению потребляемого тока, и резистор R010 сгорел от резкой перегрузки. SMD-резисторы в цепях MOSFET-транзистора FQP4N90C сыграли роль плавкого предохранителя и, скорее всего, благодаря им транзистор остался цел.
Как видим, вышел из строя целый импульсный блок питания на UC3842BN (U1). А он питает все основные блоки сварочного инвертора. В том числе и реле плавного пуска. Поэтому сварка и не подавала никаких «признаков жизни».
В итоге имеем кучу «мелочёвки», которую нужно заменить, дабы оживить агрегат.
После замены указанных элементов, сварочный инвертор включился, на дисплее показалось значение установленного тока, защумел охлаждающий кулер.
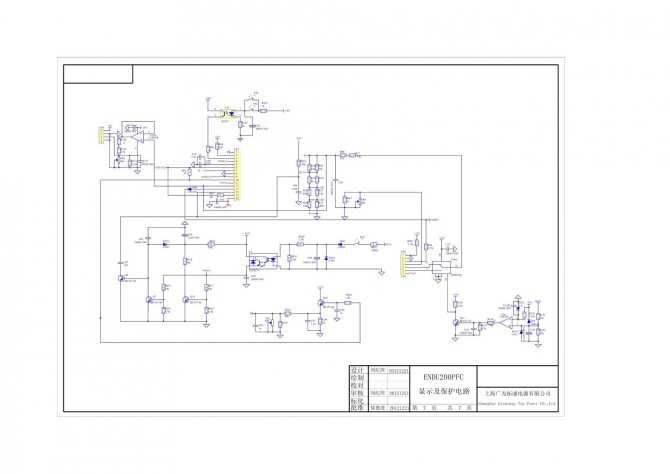
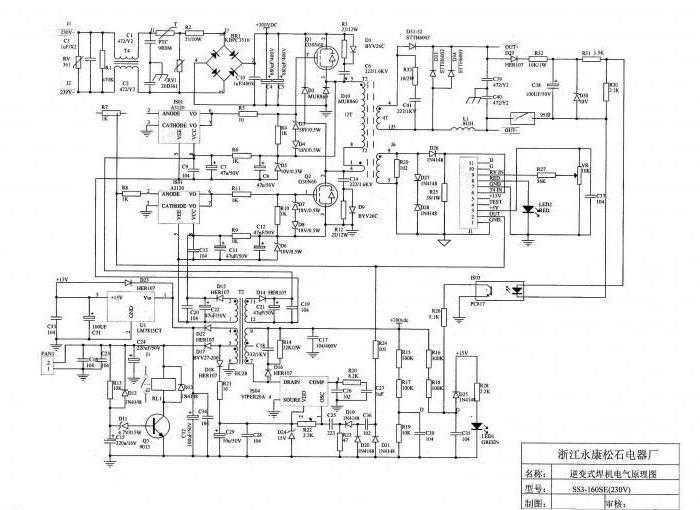
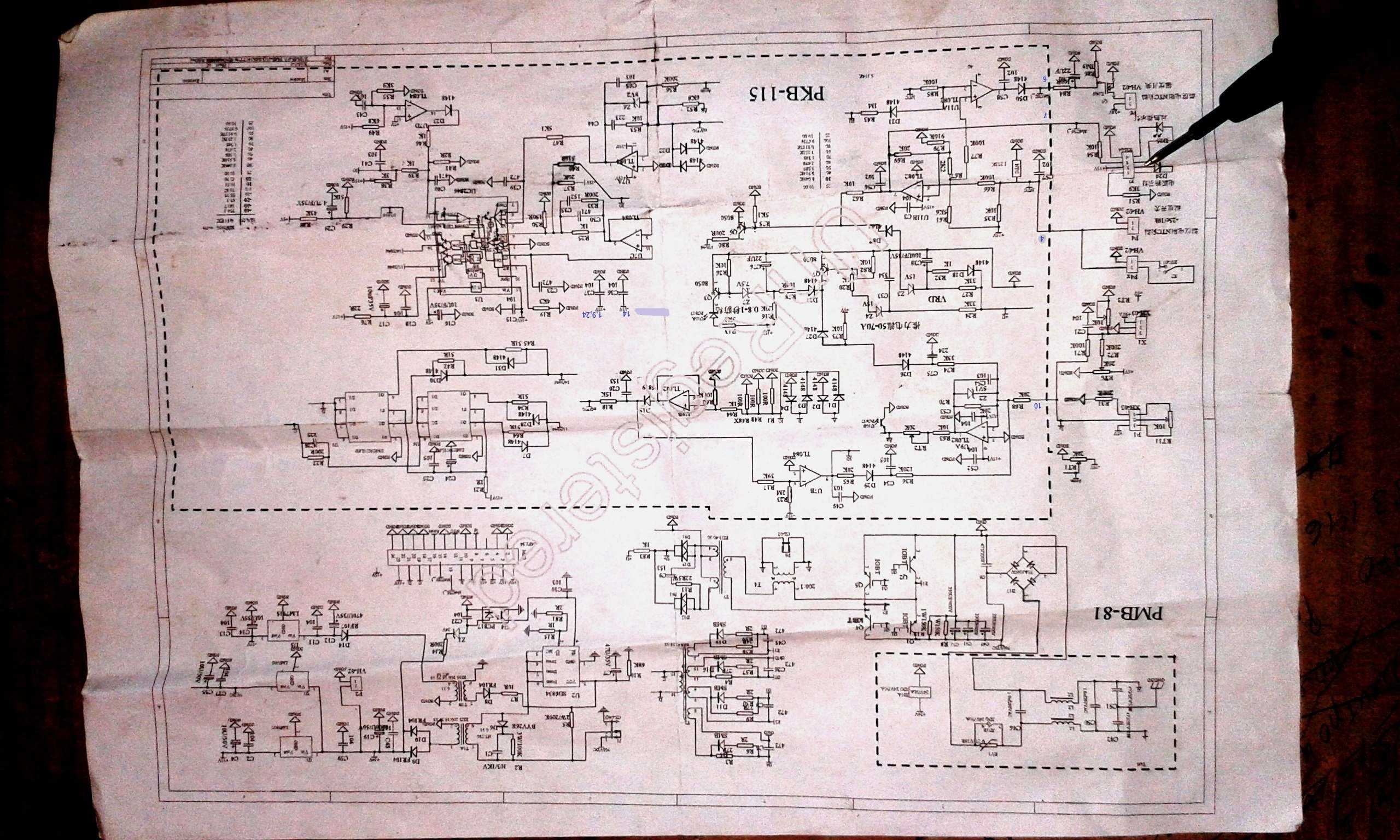
Тем, кто захочет самостоятельно изучить устройство сварочного инвертора – полная принципиальная схема «Ресанта САИ-250ПН».
Сварочный аппарат «Ресанта САИ-250» предназначен для выполнения ручной электродуговой сварки при помощи электродов покрытого типа. Разработкой инвертора занимается одноименная компания, расположенная в Латвии. Сборка сварочного аппарата осуществляется в КНДР, что отражается на ее качестве: все детали подогнаны идеально, отсутствуют зазоры, скрипы и люфты.
Восстанавливаем работу сварочного инвертора Ресанта САИ-250ПН
Как-то раз в мои руки попал сварочный инвертор Ресанта САИ 250ПН. Аппарат, без сомнения, внушает уважение. Те, кто знаком с устройством сварочных инверторов, оценят всю мощь по внешнему виду электронной начинки.
Как уже говорилось, начинка сварочного инвертора рассчитана на большую мощность. Это видно по силовой части устройства.
Во входном выпрямителе два мощных диодных моста на радиаторе, четыре электролитических конденсатора в фильтре. Выходной выпрямитель также укомплектован по полной: 6 сдвоенных диодов, массивный дроссель на выходе выпрямителя.
три ( ! ) реле мягкого пуска. Их контакты соединены параллельно, чтобы выдержать большой скачок тока при запуске сварки.
Если сравнить эту Ресанту (Ресанта САИ-250ПН) и TELWIN Force 165, то Ресанта даст ему лихую фору.

Но, даже у этого монстра есть ахиллесова пята.
Аппарат не включается;
Охлаждающий кулер не работает;
Нет индикации на панели управления.
После беглого осмотра выяснилось, что входной выпрямитель (диодные мосты) оказались исправны, на выходе было около 310 вольт. Стало быть, проблема не в силовой части, а в цепях управления.
Внешний осмотр выявил три перегоревших SMD-резистора. Один в цепи затвора полевого транзистора 4N90C на 47 Ом (маркировка – 470), и два на 2,4 Ом (2R4) – включенных параллельно – в цепи истока того же транзистора.
Транзистор 4N90C (FQP4N90C) управляется микросхемой UC3842BN. Эта микросхема – сердце импульсного блока питания, который запитывает реле плавного пуска и интегральный стабилизатор на +15V. Он в свою очередь питает всю схему, которая и управляет ключевыми транзисторами в инверторе. Вот кусочек схемы Ресанта САИ-250ПН.
Также обнаружилось, что в обрыве ещё и резистор в цепи питания ШИ-контроллера UC3842BN (U1). На схеме он обозначен, как R010 (22 Ом, 2Вт). На печатной плате имеет позиционное обозначение R041. Предупрежу сразу, что обнаружить обрыв данного резистора при внешнем осмотре довольно трудно. Трещина и характерные подгары могут быть на той стороне резистора, что обращена к плате. Так было в моём случае.

Судя по всему, причиной неисправности послужил выход из строя ШИ-контроллера UC3842BN (U1). Это в свою очередь привело к увеличению потребляемого тока, и резистор R010 сгорел от резкой перегрузки. SMD-резисторы в цепях MOSFET-транзистора FQP4N90C сыграли роль плавкого предохранителя и, скорее всего, благодаря им транзистор остался цел.
Как видим, вышел из строя целый импульсный блок питания на UC3842BN (U1). А он питает все основные блоки сварочного инвертора. В том числе и реле плавного пуска. Поэтому сварка и не подавала никаких «признаков жизни».
В итоге имеем кучу «мелочёвки», которую нужно заменить, дабы оживить агрегат.
После замены указанных элементов, сварочный инвертор включился, на дисплее показалось значение установленного тока, защумел охлаждающий кулер.
Тем, кто захочет самостоятельно изучить устройство сварочного инвертора – полная принципиальная схема «Ресанта САИ-250ПН».
Сварочный инвертор типа ресанта САИ 190, как и все остальные, обладает значительными преимуществами по сравнению с обыкновенным сварочным аппаратом. Благодаря мобильности и маленькой массе ресанта вытеснили с рынка обыкновенные сварочные агрегаты. Бывают случаи выхода из строя инверторов, и для этого необходимо знать принцип действия, структурную схему и неисправности ресанта саи 190.
Инверторный тип сварочника
 Старые трансформаторные модификации сварочного аппарата имеют очень низкую цену, высокую ремонтоспособность, но обладают существенными недостатками: габаритами, значительным весом и зависимостью от напряжения сети. Выходной ток электронного счетчика ограничен потреблением электроэнергии до 4,5 кВт. Для сварочных работ при использовании толстых металлов потребление тока возрастает, и этот процесс оказывает значительную нагрузку на старые линии электропередачи, на которых попадаются также и скрутки (ведь в бывших странах СНГ они редко подлежат замене на новые).
Старые трансформаторные модификации сварочного аппарата имеют очень низкую цену, высокую ремонтоспособность, но обладают существенными недостатками: габаритами, значительным весом и зависимостью от напряжения сети. Выходной ток электронного счетчика ограничен потреблением электроэнергии до 4,5 кВт. Для сварочных работ при использовании толстых металлов потребление тока возрастает, и этот процесс оказывает значительную нагрузку на старые линии электропередачи, на которых попадаются также и скрутки (ведь в бывших странах СНГ они редко подлежат замене на новые).
На смену пришли сварочные аппараты инверторного типа, особенности функционирования которых существенно отличается.
Особенности функционирования
Сфера применения разнообразна, начиная от домашнего хозяйства и заканчивая предприятиями. Основная задача — обеспечение стабильного горения и поддержания сварочной дуги при выполнении сварочных работ, благодаря применению тока высокой частоты. Работа сварочного инвертора основана на принципах:
- Преобразования переменного входного напряжения 220 В в постоянное (постоянный ток преобразовывается в высокочастотный переменный ток несинусоидального характера).
- Последующее выпрямление высокочастотного тока (частота сохраняется).
Принцип работы и основные характеристики
Для поиска неисправностей инверторных сварочных аппаратов нужно ознакомиться с его структурной схемой. Она состоит из следующих элементов:
- Выпрямитель.
- Инвертор.
- Трансформатор.
- Выпрямитель высокочастотный.
- Схема управления и стабилизации (драйвер и плата управления).
- Регулятор тока сварки.
Благодаря такому устройству происходит снижение массы и габаритов. Использование импульсного трансформатора позволяет получать мощные токи во вторичной обмотке. Следовательно, сварочный инвертор представляет собой обыкновенный импульсный блок питания, как в компьютере, но с достаточно большой мощностью. С увеличением частоты происходит снижение массы и габаритов трансформатора (обратно пропорциональная зависимость). Для получения высокой частоты применяются мощные ключевые транзисторы.
Происходит переключение с частотой от 30 до 100 кГц (зависит от модели САИПА). Транзисторы только работают от постоянного напряжения (U), преобразуя его в ток высокой частоты. Получается постоянный ток из выпрямителя (выпрямление сетевого напряжения 50 Гц). Кроме того, в состав выпрямителя входит конденсаторный фильтр. При пропускании тока через диодный мост отсекаются отрицательные амплитуды переменного U (диод пропускает ток только в одном направлении). Положительные амплитуды не являются постоянными и получается постоянное U с заметными пульсациями, которые необходимо сглаживать при помощи конденсатора большой емкости.
В результате преобразований на выходе фильтра появляется U постоянного тока свыше 220 В. Диодный мост и фильтр образуют БП инвертора. Транзисторы подключаются к понижающему импульсному высокочастотному трансформатору, рабочие частоты которого составляют от 30 до 100 кГц (30000.100000 Гц), превышающие частоту питающей сети в 600 или 2000 раз. В результате этого происходит заметное уменьшение массы и габаритов.
Наиболее распространенными моделями являются ресанта САИ 220 (220а, 220к), а также и 190 (190а) модель. Сварочные инверторы обладают похожими характеристиками, отличающимися током сварки:
- Диапазоны сетевого напряжения: 145.270 В.
- Максимальная сила тока: до 35 А.
- Напряжение при холостом ходе: 75.85 В.
- Напряжение формирования дуги: 22.30 В.
- Диапазоны тока сварки: 5.270 А.
- Продолжительность нагрузки (ток максимальный): 4.8 мин.
- Максимальный диаметр (d) электрода: 5 мм.
- Масса: около 5 кг.
https://youtube.com/watch?v=29kFrpyntnA
Проверка микросхемы
Если видимые повреждения устранены, а оборудование остается в нерабочем состоянии, требуется проверить радиоэлементы и микросхемы на повреждение. Лучше доверить эту работу профессионалам
Если по какой-то причине предстоит самостоятельный осмотр микросхемы, важно соблюдать осторожность и технику безопасности. Этапы проверки:
- Визуальный осмотр деталей с целью обнаружения видимых повреждений: вздутий, подпалин, отсоединения контактов.
- Проверка диодного моста на выявление короткого замыкания, “пробоя” или обрыва. Самостоятельно это можно сделать мультиметром, установленным в режим “прозвон диодов”.
- Следующий этап – проверка исправности ключевого транзистора 4n90c. Этот элемент отвечает за повышение частоты постоянного тока и его отправку на импульсный трансформатор.
- Если наблюдается сбой в работе силового блока, потребуется изъять транзисторы на тест. Эти действия выполняются и для проверки драйвера.
- Нарушения в работе платы управления выявляются подключением осциллографа. Если на приборе загорается желтый сигнал, значит, требуются замеры напряжения на разъемах ПУ. При отклонении показателей потребуется извлечение платы.
- На выпаянной плате необходимо найти микросхему ШИМ-контроллера UC3845B (UC3842) с целью замеров его режимов работы. При выявлении неисправных резисторов следует произвести их замену. После восстановления питания всех элементов микросхемы проводится контрольный замер входного напряжения.
- После подтверждения работы ШИМ-контроллера плата управления возвращается на место и производится повторная проверка осциллографом. Если желтый диод не загорается, можно производить тестовый запуск инвертора.
Рекомендуем к прочтению Как работает инверторный аппарат для сварки

Если Ресанта САИ-250 не работает, требуется проверить его радиоэлементы и микросхемы.
Технические характеристики
Инвертор обладает следующими техническими параметрами:
- Эксплуатация сварочного аппарата может осуществляться при температуре от -10 до +400 градусов.
- Предельное значение тока потребления — 35 А.
- Регулировка рабочего сварочного тока осуществляется в пределах 10–250 А.
- Напряжение сварочной дуги, формируемой инвертором данной модели, составляет 30 В.
Сварочный аппарат работает как от централизованной электрической сети, так и от бензинового генератора мощностью не менее 5 кВт. При выборе электродов для сварки необходимо учитывать факт того, что при уменьшении входного напряжения понижается и величина сварочного тока.
Проверка ПН
Поскольку токовые характеристики всех инверторов завышены, ПН, указанный на шильдах инверторов, также не соответствует действительности. Чтобы представить, какой продолжительностью нагрузки обладают источники, рассчитаем их приблизительный режим работы. Для этого все аппараты будут нагружены их реальным максимальным током и помещены в термокамеру (при температуре 40 градусов). Исходя из времени, которое каждый источник сможет продержаться в тепловом контуре не отключаясь, сделаем выводы о реальном ПН.
Приходя в магазин за новым сварочным инвертором, сварщик-профессионал обращает внимание на ток длительной нагрузки, который указан на шильде. Цифры, указанные там, обозначают пороговые значения тока, которые сварщик может выставить на источнике не опасаясь отключения аппарата по перегреву независимо от времени работы
Неверные данные, обозначенные в графе ПН100% могут ввести сварщика в заблуждение и привести к вынужденным простоям в работе.
Результаты испытаний, полученных в термокамере
| Инвертор | Iмакс, А (максимальный ток инвертора в термокамере) | Время нахождения в камере до включения индикатора перегрева | Реальное значение ПН, % на макс. токе | Заявленное значение ПН, % на макс. токе | Реальный ПН 100% (ток длительной нагрузки), А | Заявленное ПН100%, (Ток длительной нагрузки), А |
| САИ160К | 120 | 2 мин 36 сек | 26 | 70 | 61 | 100 |
| САИ 190К | 140 | 2 мин 14 сек | 22 | 70 | 65 | 120 |
| САИ 220К | 160 | 1 мин 56 сек | 19 | 70 | 70 | 140 |
| САИ 250К | 183 | 3 мин 13 сек | 32 | 70 | 101 | 160 |
Самопроизвольное отключение
В некоторых случаях ремонт можно провести самостоятельно, если аппарат начал самопроизвольно отключаться. Большинство моделей сварочных аппаратов оснащено защитной схемой (автоматом), срабатывающей в критической ситуации, сопровождающейся отклонением от нормальной работы. Один из вариантов такой защиты предполагает блокировку работы устройства при отключении вентиляционного модуля.
После самопроизвольного отключения сварочного аппарата, прежде всего, следует проверить состояние защиты и попытаться возвратить этот элемент в рабочее состояние.
При повторном срабатывании защитного узла необходимо перейти к поиску неисправности по одной из описанных выше методик, связанных с замыканиями или неисправностью отдельных деталей.
В этой ситуации в первую очередь следует убедиться в том, что узел охлаждения агрегата работает нормально, и что перегрев внутренних пространств исключён.

При отсутствии внутренней защиты предохранительный автомат может быть установлен в электрическом щитке. Для поддержания нормального функционирования сварочного агрегата его настройки должны соответствовать выбранным режимам.
Так, некоторые модели таких аппаратов (сварочный инвертор, в частности) в соответствии с инструкцией должны работать по графику, предполагающему перерыв на 3-4 минуты после 7-8-ми минут непрерывной сварки.
Особенности эксплуатации
Схема подготовки сварочного инвертора Ресанта САИ 250 к работе не представляет сложности. Рекомендуется придерживаться этих шагов всегда, так как это позволит существенно продлить жизнь оборудованию.
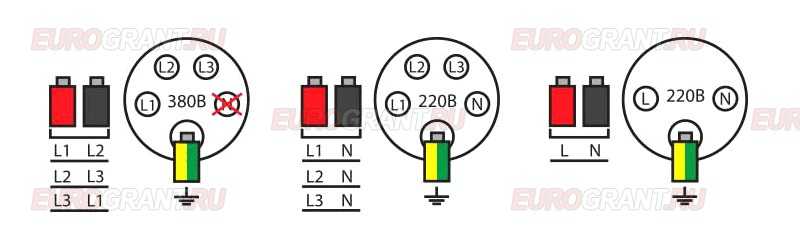
- Провода с разъемом для электрода и заземлением подсоединяются к силовым разъемам с соблюдением той полярности, которая необходима для проведения сварки;
- Установка регулятора силы тока производится на минимум, после чего аппарат подключается к электрической сети и лишь затем включается в работу;
- После окончания сварочных работ, регулятор силы тока вновь переставляется в зону минимального уровня. Затем инвертор выключается и отключается от электрической сети;
- В последнюю очередь отсоединяются провода держателя и заземления.
Важные особенности работы с данным инвертором заключены в его встроенном вентиляторе. Таких особенностей лишены более ранние агрегаты для дуговой сварки.
Внутреннее содержимое Ресанты представляет плату с электроникой, в которой крупные и мощные детали перемешаны с более мелкими. Именно мелкие детали управляют работой преобразователя и при их повреждении аппарат просто перестанет работать.
Действие вентиляции устроено таким образом, что потоки воздуха прогоняются через корпус аппарата, тем самым остужая его. Воздушные потоки обладают достаточной силой, чтобы вовлечь внутрь корпуса металлическую стружку или иные предметы, находящиеся в непосредственной близи от Ресанты. При этом закрывать вентиляционные отверстия не имеет смысла – аппарат попросту перегреется и сработает защита, которая отключит его.

Возможным выходом является удлинение штатных проводов агрегата своими руками. Заметим, что для сохранения сопротивления потребуется увеличить диаметр проводов. Например, при двукратном увеличении длины нужно брать провода в 1,4 раза шире. Подобный кабель будет стоит в 4 раза дороже оригинального.
Ресанта САИ 250 может работать при пониженном напряжении, но это чревато скорым выходом аппарата их строя. Также устройство может питаться от электрогенератора. Необходимая мощность составляет 12 кВт.
Сварочный аппарат инверторный Ресанта САИ-250
Сварочный аппарат Ресанта САИ-250 предназначен для ручной электродуговой сварки постоянным током покрытым электродом. Данный аппарат может использоваться как в бытовом так и в промышленном сегменте.
Технические характеристики
| Диапазон регулирования сварочного тока: | 10…250 А |
| Максимальная потребляемая мощность: | 7,7 кВт |
| Максимальный потребляемый ток: | 35 А |
| Диапазон входных напряжений: | 140…260 В |
| Максимальный диаметр электрода: | 6 мм |
| Длинна кабеля с электрододержателем: | 2 м |
| Длинна кабеля массы: | 1,5 м |
| Продолжительность нагружения: | 70% при сварочном токе 250 А |
| Напряжение холостого хода: | 85 В |
| Напряжение дуги: | 30 В |
| Защита от залипания: | функция «ANTI STICK» |
| Защита от перегрева: | автоматическая |
| Функция горячий старт: | есть |
| Охлаждение: | принудительное |
| Класс защиты: | IP21 |
| Температура окружающей среды: | -10…+40 °С |
| Габаритные размеры, Д×Ш×В: | 350х140х250 мм |
| Масса, не более: | 5,2 кг |
| Гарантийный срок эксплуатации: | 24 месяца |
Принцип работы
Заключается в преобразовании переменного напряжения сети частотой 50 Гц в постоянное напряжение величиной в 400 В, которое преобразуется в высокочастотное модулированное напряжение и выпрямляется. Для регулирования сварочного тока используется широтно-импульсная модуляция.
Устройство САИ-250
Изделие выполнено в металлическом корпусе, на передней панели которого расположено:
- Регулятор величины сварочного тока. С помощью регулятора сварочного тока можно выставить нужный ток в зависимости от толщины сварного электрода.
- Силовые разъемы для подключения сварочных кабелей.
- Индикатор «сеть» загорается при включении прибора.
- Индикатор «перегрев» загорается на несколько секунд при включении САИ и при перегреве прибора и выключается после его охлаждения до рабочей температуры.
- Автоматический выключатель, сварочный аппарат Ресанта оснащен автоматом вместо обычного выключателя. Он позволяет работать в сетях со слабой проводкой и сетях, не оснащенных защитой (установлен на задней панели).
Горячий старт (HOT START)
Для обеспечения лучшего поджига дуги в начале сварки, инвертор производит автоматическое повышение сварочного тока. Это позволит значительно облегчить начало сварочного процесса. Благодаря этой функции аппаратом могут работать не только опытные сварщики, но и новички. Эта функция установлена на всех сварочных аппаратах Ресанта.
Антизалипание (ANTI STICK)
При начале сварки требуется произвести поджиг дуги. Нередко это приводит к залипанию электрода на изделии. В этом случае инвертор сам производит автоматическое снижение сварочного тока, и электрод легко отрывается. В дальнейшем, после отрыва залипшего электрода, инвертор возобновляет установленные параметры сварки. Все сварочные аппараты серии САИ оснащены данной функцией.
IGBT
Все без исключения инверторы Ресанта изготовлены на IGBT-транзисторах. Эффект в том, что за счёт них срок использования аппарата увеличивается в 7 раз. Помимо этого уменьшается вес и габариты. У IGBT плата расположена вертикально, пыль на ней не оседает.
| Диаметр электродов (мм) | Ток (А) |
| 1,6 | 25-50 |
| 2 | 50-70 |
| 2,5 | 60-90 |
| 3,2 | 90-140 |
| 4 | 130-190 |
| 5 | 160-220 |
| 6 | 200-315 |
ПВ (продолжительность включения)
Смысл параметра «ПВ» таков: это время в течение 10-минутного интервала, которое аппарат способен проработать на указанном токе. Это означает, что 70% от 10-минутного интервала (то есть 7 минут) аппарат может непрерывно варить, не отрывая дуги на указанном токе, а остальные 3 минуты он должен «отдыхать» на холостом ходу, при этом нельзя выключать аппарат из сети, что бы работало принудительное охлаждение (вентилятор).
Напряжение холостого хода
Чем выше напряжение холостого хода, тем легче зажечь дугу. У данного инвертора оно равно 85 В, дуга зажигается легко, есть возможность варить цветные металлы.
Кабель держателя и массы длинной 2 метра, длина сетевого шнура 1,7 м, длина сварочного аппарата 30 см. Итого 4 метра рабочего пространства. Для более удобной работы достаточно обычного удлинителя нужного сечения.
Комплектация
| Сварочный аппарат: | 1 шт |
| Кабель с электрододержателем: | 1 шт |
| Кабель с клеммой заземления: | 1 шт |
| Руководство по эксплуатации: | 1 шт |
| Упаковка: | 1 шт |
Документация
Паспорт на сварочный аппарат Ресанта САИ-250
Сертификат соответствия на сварочные аппараты Ресанта
Дорогой покупатель!
Производитель устанавливает официальный срок службы на сварочные аппараты инверторные 5 лет, при условии соблюдения правил эксплуатации. Торговый дом Ресанта выражает Вам огромную признательность за Ваш выбор. Наша компания сделала все возможное, чтобы данное изделие удовлетворяло Вашим запросам, а качество соответствовало лучшим мировым образцам.