Приемы рубки металла.
Разрубание металла. При разрубании металла зубило устанавливают вертикально и рубку ведут плечевым ударом. Листовой металл толщиной до 2 мм разрубают с одного удара, поэтому под него прикладывают подкладку из мягкой стали. Листовой металл толщиной более 2 мм или полосовой материал надрубают примерно на половину толщины с обеих сторон, а затем ломают, перегибая его поочередно в одну и в другую сторону,или отбивают.
Разрубание полосы на наковальне.
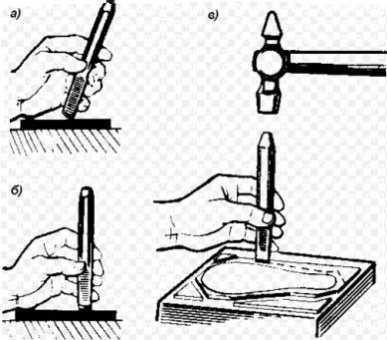
Начало (а) и конец (б) установки зубила при рубке листового металла и надрубание по контуру
Вырубание заготовок из листового металла. После разметки контура изготовляемой детали заготовку кладут на плиту и производят вырубку (не по линии разметки, а отступив от нее 2…3 мм — припуск на опиливание) в такой последовательности:
· устанавливают зубило наклонно так, чтобы лезвие было направлено вдоль разметочной риски;
· зубилу придают вертикальное положение и наносят молотком легкие удары, надрубая, по контуру;
· рубят по контуру, нанося по зубилу сильные удары; при перестановке зубила часть лезвия оставляют в прорубленной канавке, а зубило из наклонного положения опять переводят в вертикальное и наносят следующий удар; так поступают непрерывно до конца (замыкания) разметочной риски;
· перевернув лист, прорубают металл по ясно обозначившемуся на противоположной стороне контуру;
· вновь переворачивают лист и заканчивают рубку;
· если лист относительно тонкий и прорублен достаточно, заготовку выбивают молотком.
Вырубание заготовки из листового металла: а — прорубание заготовки по контуру, б — выбивание заготовки молотком.
При рубке зубилом с закругленным лезвием канавка образуется ровная, а при рубке зубилом с прямым лезвием — ступенчатая.
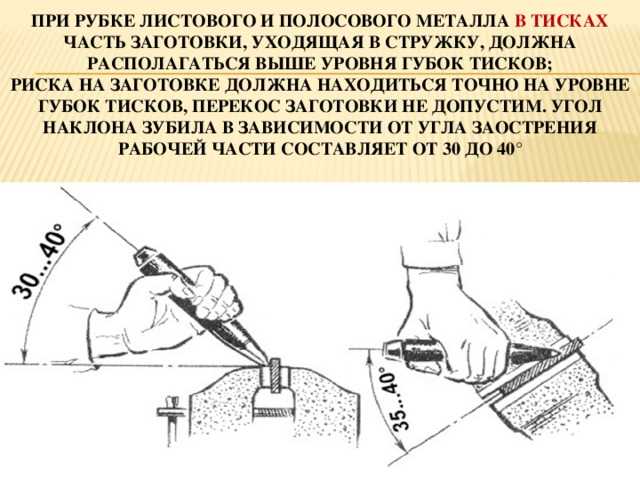
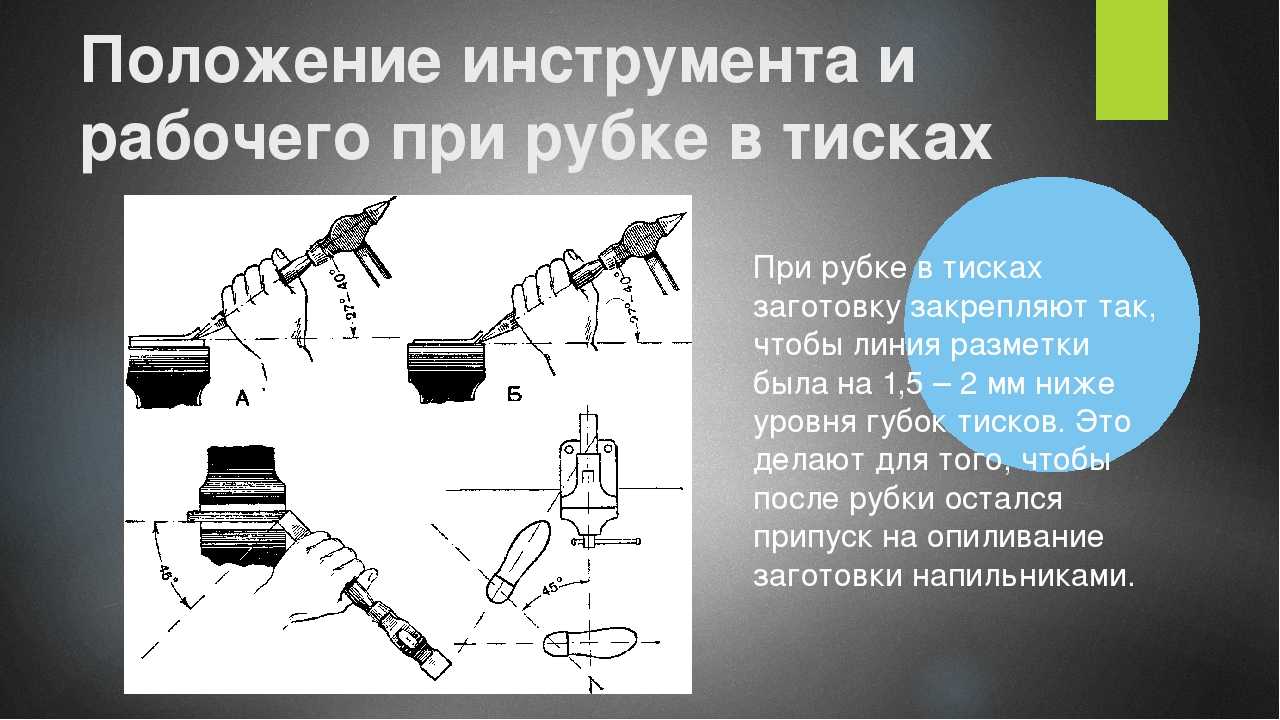
Рубку листового и полосового металла выполняют в тисках. Рубку листового материала, как правило, ведут по уровню губок тисков. Заготовку (изделие) крепко зажимают в тисках так, чтобы разметочная линия совпала с уровнем губок.
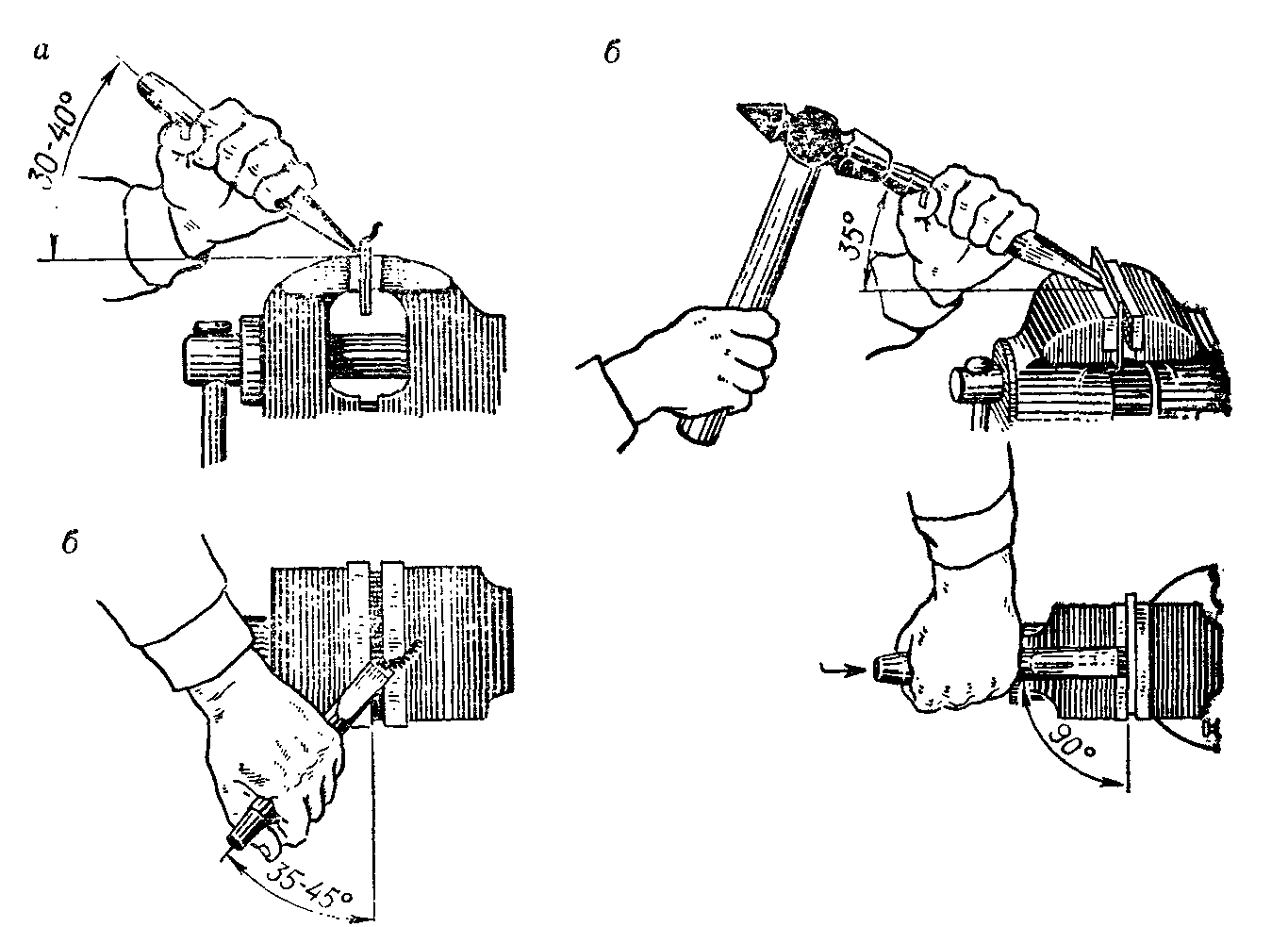
Зубило устанавливают к краю заготовки таким образом, чтобы режущая кромка лежала на поверхности двух губок, а середина режущей кромки соприкасалась с обрубаемым материалом на 2/3 ее длины. Угол наклона зубила к обрабатываемой поверхности должен составлять 30…35º, а по отношению к оси губок тисков — 45°. Лезвие зубила при этом идет наискось относительно губок тисков и стружка слегка завивается. После снятия первого слоя металла заготовку переставляют выше губок тисков на 1,5…2 мм, — срубают следующий слой и т. д.
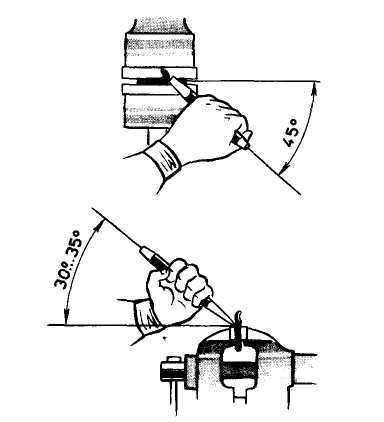
Рубка листового металла в тисках: а, б — наклон зубила соответственно к обрабатываемой поверхности и оси губок.
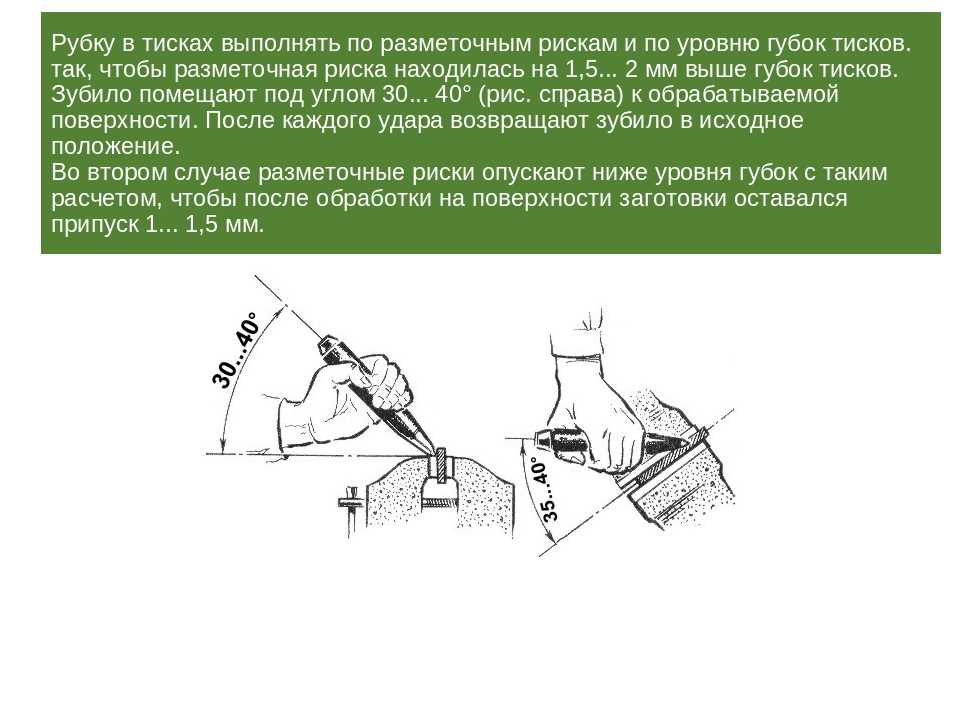
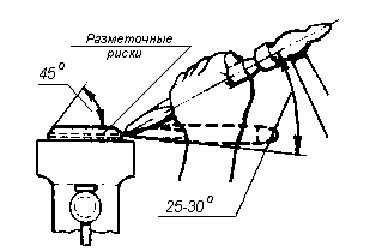 Рубка по разметочным рискам является наиболее трудной операцией. На заготовку предварительно наносят риски на расстоянии 1.5…2 мм одна от другой, а на торцах делают скосы (фаски) под углом 45º, которые облегчают установку зубила и предупреждают откалывание края при рубке хрупких материалов. Заготовку зажимают в тисках так, чтобы были видны разметочные риски. Рубят строго по разметочным рискам. Первый удар наносят при горизонтальном положении зубила, дальнейшую рубку выполняют при наклоне зубила на 25…30º. Толщина последнего чистового слоя должна быть не более 0,5…0,7 мм.
Рубка по разметочным рискам является наиболее трудной операцией. На заготовку предварительно наносят риски на расстоянии 1.5…2 мм одна от другой, а на торцах делают скосы (фаски) под углом 45º, которые облегчают установку зубила и предупреждают откалывание края при рубке хрупких материалов. Заготовку зажимают в тисках так, чтобы были видны разметочные риски. Рубят строго по разметочным рискам. Первый удар наносят при горизонтальном положении зубила, дальнейшую рубку выполняют при наклоне зубила на 25…30º. Толщина последнего чистового слоя должна быть не более 0,5…0,7 мм.
Рубка по разметочным рискам.
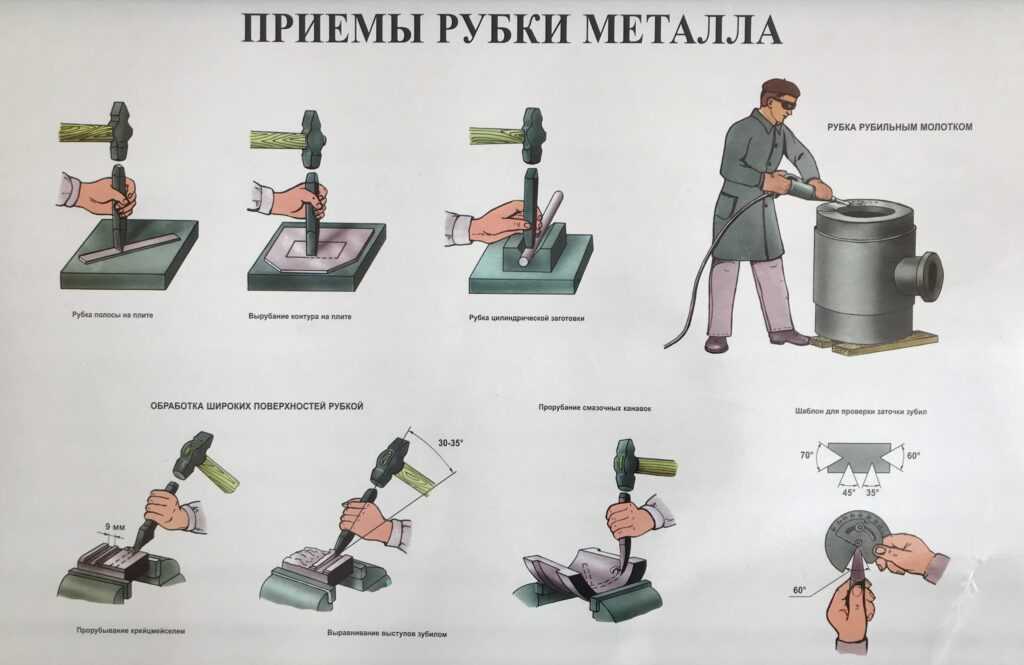
Рубка широких поверхностей является трудоемкой и малопроизводительной операцией, применяемой в том случае, когда невозможно снять слой металла на строгальном или фрезерном станке.
Работу осуществляют в три приема. Предварительно на двух противоположных торцах заготовки срубают немного металла, делая фаски (скосы) под углом 30…45°, а на двух противоположных боковых торцах наносят риски, отмечающие глубину каждого рабочего хода. Затем на широкой поверхности заготовки выполняют Параллельные риски, расстояние между которыми равно ширине режущей кромки крейцмейселя, и заготовку зажимают в тисках.

После этого крейцмейселем предварительно прорубают узкие канавки (рис. 75, а), а потом зубилом срубают оставшиеся между канавками выступы. После срубания выступов выполняют окончательную обработку. Такой способ (предварительное прорубание канавок на широких деталях) значительно облегчает и ускоряет рубку. На заготовках из чугуна, бронзы и других хрупких металлов во избежание откалывания краев делают фаски на расстоянии 0,5 мм от разметочной риски.
При рубке цветных сплавов рекомендуется режущую часть зубила слегка смачивать мыльной водой или протирать промасленной тряпкой, а при рубке алюминия — скипидаром. Это способствует увеличению стойкости режущей части зубила до очередной переточки.
Как происходит раскрой металла на гильотине
Станок оснащен двумя ножами, один из которых неподвижный, а второй может совершать круговые движения. Металл подается рольгангом в место резки. Нож опускается в отмеченное место, и заготовка рубится на необходимые элементы. Управление ножом совершается через специальную кнопку. Режущий инструмент создает большое давление, поэтому заусенцы отсутствуют, края остаются ровными. Такая рубка металла имеет много преимуществ. Во-первых, стоимость процесса невысокая, остатков и отходов практически нет. Во-вторых, качество изделий, которое получается, достаточно высокое. Их можно сразу подвергать дальнейшей технологической обработке — покраске, сверлению и т. п. Однако сложные конфигурации деталей на таком оборудовании изготовить нельзя. Все современные модели гильотин оснащаются большим количеством электроники. Это позволяет совершать раскрой металлических заготовок практически в полностью автоматическом режиме.
Обработка металла заключена в нескольких операциях, одной из который является рубка. При этом заготовка делится на более удобные куски, предваряя процесс резки. Далее подробно рассматривается, какими способами производится рубка металла, возможные проблемы, разница между механической и ручной операцией и виды используемого оборудования.
Рубка металла это слесарная операция, заключенная в воздействии режущего либо ударного инструмента на металлическую заготовку. Процесс позволяет разделить ее на части, избавиться от лишних слоев материала, а также получить канавки и пазы. Режущим инструментом для рубки металла служит крейцмейсель или зубило, а ударным — молоток. Последний используется всегда при ручной работе, а первые два — в зависимости от желаемого результата.
Зубило предназначено для грубой работы и обрезания заусенцев. Состоит оно из 3 частей:
- рабочей (осуществляет рубку);
- средней (мастер держит зубило за нее);
- ударной (по ней бьют молотком).
Ручная обработка заготовок на производстве — энергозатратный и малопроизводительный процесс. Часто она заменяется на механическую.
Последовательность рубки металла зубилом такова:
- заготовка кладется на плиту или наковальню, а лучше — крепится в тисках;
- зубило ставится на линию разметки (место обрубания) вертикально;
- молотком наносятся легкие удары по контуру;
- далее следует глубокая рубка по проявившемуся контуру;
- заготовка переворачивается;
- удары зубилом производятся с другой стороны до окончания рубки.
Важно оставлять небольшую часть лезвия в прорубленной канавке, чтобы процесс был точным. Теперь — пара слов о проблемах, возникающих по ходу ручной рубки металла
Рубка металла в тиках и на плите
При рубке заготовки в тисках надо, чтобы разметочная риска была на 1,5 – 2 миллиметра ниже уровня губок. Тогда на заготовке после обработки останется припуск на опиливание кромок. На поверхность губок под углом 30-40 градусов к плоскости резания устанавливают режущую кромку зубила. По отношению к кромкам губок угол наклона должен быть 45-60 градусов.
При рубке металла на плите зубило ставят на разметочную риску вертикально и наносят удары. Нанеся первый удар, зубило ставят в таком положении, чтобы одна половина режущей кромки была в уже прорубленном отверстии, другая – на разметочной риске, и выполняют второй удар. Таким перемещением зубила, облегчается его правильная установка и получается непрерывный надрез.
При толщине заготовки, не превышающей 2 миллиметров, разрубают металл с одной стороны, со второй подкладывают мягкую стальную пластину. Так зубило не затупится о плиту. Если заготовка больше 2 миллиметров, то риска наносится с обеих сторон. Вначале лист прорубают с одной стороны, приблизительно на половину толщины, потом его переворачивают и разрубают совсем.
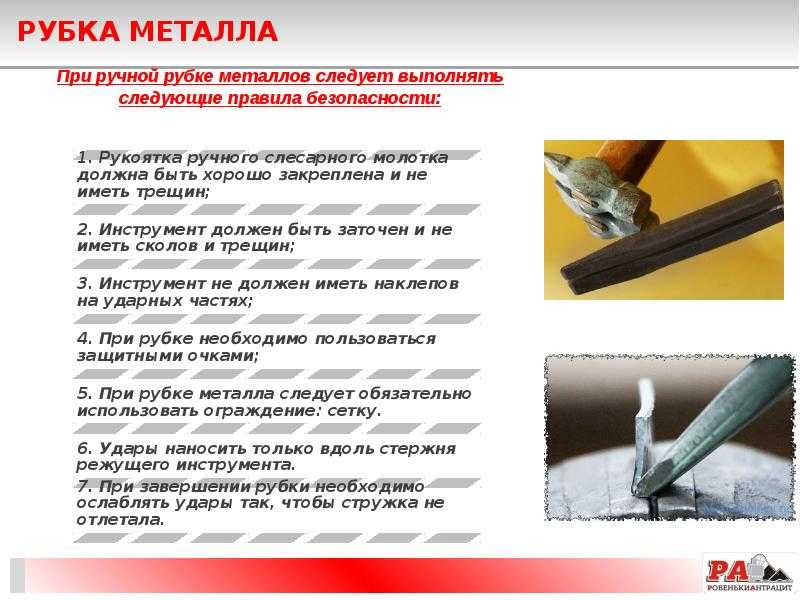
Правила безопасности:
- Работать только при поставленном защитном экране и очках.
- Заготовку надежно закреплять в тисках.
- Пользоваться бездефектным инструментом.
- Запрещается стоять за спиной работающего.
- При окончании работы снижать силу удара.
Приспособление для рубки металла – гильотина
Оборудование имеет гидравлический привод. Сама станина – очень тяженая и большая. С помощью аппарата можно производить только прямые надрезы (без закруглений) по горизонтали и вертикали. В случае необходимости можно вырезать нужные простые геометрические формы – квадраты, прямоугольники, ромбы и пр.
Обычно станок имеет дистанционное или компьютеризированное управление. ЧПУ позволяет заранее задавать формы, скорость разреза. Требуется производить математические вычисления, чтобы учитывать толщину заготовки и прочие параметры.
Иногда агрегаты являются комбинированными, то есть помимо лезвий гильотины имеются в составе ножницы по металлу, пресс. Это ускоряет работу и позволяет производить многофункциональные операции. Особенности машинизированного процесса:
- Высокая скорость.
- Точность произведения распиловки.
- Возможность отрезать даже минимальный край.
- Достаточно ровные кромки.
- Работа с металлическими изделиями большой толщины (арматура, толстые стенки).
- Действия слесаря заключаются только в настройке машины и слежении за процессом. Облегчение физического труда рабочих.
- Высокая производительность. Подходит для серийного производства.
К минусам же можно отнести большую стоимость и вес оборудования. Его может позволить себе не каждое производство.




Что это такое?
Рубка металла — отделение части заготовки при помощи резца, обычно расположенного от заготовки перпендикулярно или под углом. Не стоит путать эту технику металлообработки (перейти к услугам) с резкой (перейти к услуге): в ходе разрезания используются пилы, ножи, ножницы или особые методы тепловой обработки — лазерная (перейти к услуге), плазменная (перейти к услуге), газокислородная (перейти к услуге).
В своём классическом представлении рубка металла осуществляется при помощи зубила и кувалды; обрабатываемая деталь зажимается в тиски, что обеспечивает её неподвижность. В промышленных масштабах применяется автоматика, станки, например, гильотина (перейти к услуге) — она рубит заготовку резким выбросом лезвия.
Чаще всего рубка применяется для того, чтобы:
- отделить окалину от заготовки,
- выровнять поверхность,
- удалить заусенцы,
- обрубить головки креплений,
- сформировать пазы, канавки.
Способы рубки металла
Классификацию можно проводить по различным факторам.
По решаемой задаче – распиловка, вырубка, снятие малой части, слоя. Фактически все они повторяют перечисленные выше цели.
По приводящей силе:
- вручную;
- с помощью механизированной машины.
На этом мы более подробно остановимся ниже.
По принудительной фиксации – в зажимах, тисках, а также с закреплением на специальной станине и под прессом.
По направлению движения – по вертикали или по горизонтали.
Перечисленные способы выбираются в зависимости от:
- наличия оборудования;
- толщины металлического изделия;
- требуемого уровня работы – кромки могут получиться гнутыми при исполнении вручную, а при механизированном процессе повышается точность;
- степени производительности – ради одной детальки нет смысла перенастраивать оборудование, но на серийную партию потребуется специальные станки.
Гибка металла
Гибка – это процесс, при котором металл под высоким давлением кривошипного пресса принимает изогнутую форму. В данном случае предусмотрено использование гильотинного оборудования, которое помимо рубки способно также гнуть металл под высоким давлением.
Таким образом, ярким примером гибочных гильотин и их работы, является изготовление прямоугольных вентиляционных систем, а также множества других деталей, которые впоследствии соединяются при помощи клепок, образуя единую воздушно-вентиляционную систему.
Важно. Оборудование для резки, рубки и гибки металла, требует соответствующего обслуживания и ремонта
Именно поэтому после покупки, рекомендуется подобрать мастерскую, которая оказывает соответствующие услуги.
Крейцмейсель, молотки для рубки металла: куда надо смотреть, примеры с фото
Первое приспособление предназначено для проделывания канавок и отверстий. Оно не больше среднего гвоздя, однако с его помощью можно деформировать металлическое изделие в нужной пропорции. На них изредка тоже производят шляпки, но чаще это просто небольшой инструмент из монолитного сплава, который имеет приплюснутую основную часть и ромбовидную, заостренную рабочую зону. Вот как он выглядит:
- зубило – используется для грубых операций;
- крейцмейсель – приспособление для снятия небольших фрагментов поверхности.

О молотках подробно рассказывать нет смысла, так как они ничем не отличаются от нам привычных. Их удельный вес составляем от 400 г до 800 в зависимости от размаха работ. Главное при выборе смотреть на надежность установления металлической части на рукояти, на отсутствие свободного хода.
Ручной метод рубки металла
Приёмы слесарной рубки определяют последовательность действий :
- закрепление заготовки в тисках, если это невозможно её укладывают на наковальню;
- зубило устанавливают в начало линии разметки;
- сначала молотком наносят предварительные не сильные удары для выделения контура намеченной линии отсечения;
- затем вдоль этой линии перемещают режущий инструмент, по которому наносятся сильные удары;
- после завершения наполовину прорубленную заготовку переворачивают;
- с обратной стороны повторяют такие действия, до полного отсечения.
При работе с полосовым металлом используют горизонтальный способ. Правила работ заключаются в следующем:
- режущей кромке зубила при затачивании задают определённую кривизну;
- начинают проводить операцию с дальней кромки постепенно приближаясь к передней отметке;
- при вырубании заготовок по установленному шаблону, следует предусмотреть припуск.

Во время ручной операции высока вероятность порчи заготовки или появления различных дефектов. Чтобы избежать этого, необходимо:
- обеспечить прочную фиксацию заготовки;
- соблюдать угол наклона зубила (оно должно быть равно 30 градусов);
- аккуратно размечать линию отреза (выруба);
- рекомендуется перед началом работы снять фаски у заготовки;
- частота наносимых уларов должна быть равномерной с одинаковым усилием.
Эти рекомендации особенно необходимо соблюдать, когда производится рубка металлов профиля ПЗО.
Применение
Рубка металлических заготовок или готовых изделий применяется в различных случаях. Наиболее распространенными можно считать следующие:
- подгонка заготовки под размер,
- выравнивание поверхностей,
- отделение окалины,
- обработка кромок,
- удаление заусенцев,
- формирование кромки для сварки,
- вырубание детали или заготовки из листового проката,
- обрубание головок крепежа,
- формирование канавок и пазов.
Даже столь небольшой список вариантов дает понять, что применение данной технологии весьма широко. Например, чтобы разделить оцинкованный лист на 2 части, можно использовать данную технологию. Это действительно так, посему на сегодняшний день существует три основных способа ее осуществления.
Распиловка материала в промышленных масштабах
Рубку в промышленности используют не часто в связи с не самым качественным результатом. Метод гильотины применяют исключительно как промежуточный этап металлообработки. Но это экономически невыгодно – делать два задания вместо одного. Чтобы сразу получать идеальный срез, а также работать с более сложными геометрическими формами, чем линия, заводы оснащены специальными станками. Например, абразивным. Принцип его действия заключается в том, что газ под мощным давлением подает поток воды, смешанный с мельчайшим абразивом. Эта смесь отлично пробивает даже толстый металл, оставляя ровные кромки. Посмотрим видео:
Такое оборудование, а также газовое, плазменное, лазерное в основном оснащается пультом ЧПУ. Заготовка распиливается в соответствии с заранее обусловленным результатом, вычислениями.
Какие операции выполняются при рубке металла?
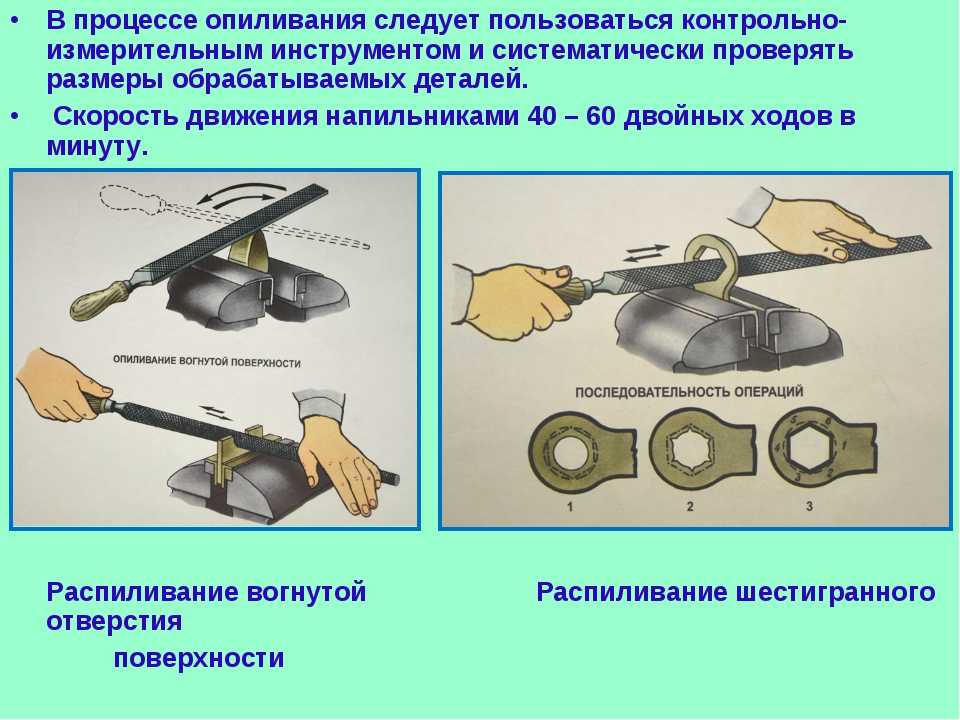
При выполнении рубки следует помнить об обязательных операциях. Все применяемые приёмы напрямую влияют на продуктивность и качество результата.
Транспортировка металла
Транспортировка металла, предназначенного для обработки, проводится вручную или с помощью механизации. Тележка, носилки, подъемно-транспортное оборудование вплоть до балочного крана – в зависимости от массогабаритных характеристик.
Разметка выполняется при достаточном освещении.
В процессе рубки не будет лишним периодически проверять ее, если применялись стираемые средства (карандаш или мел).
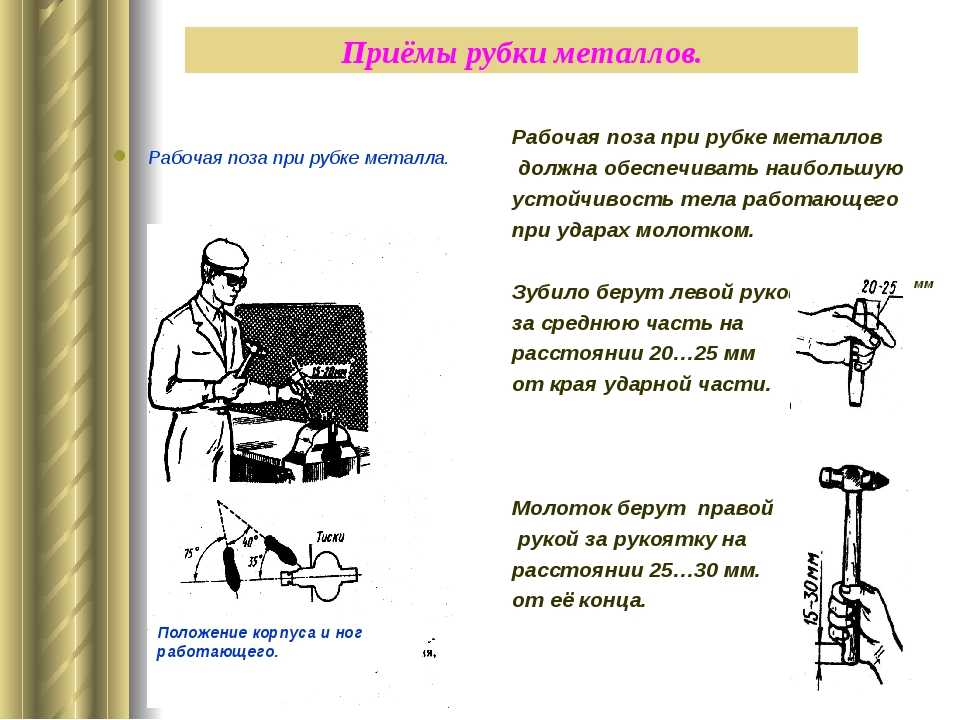
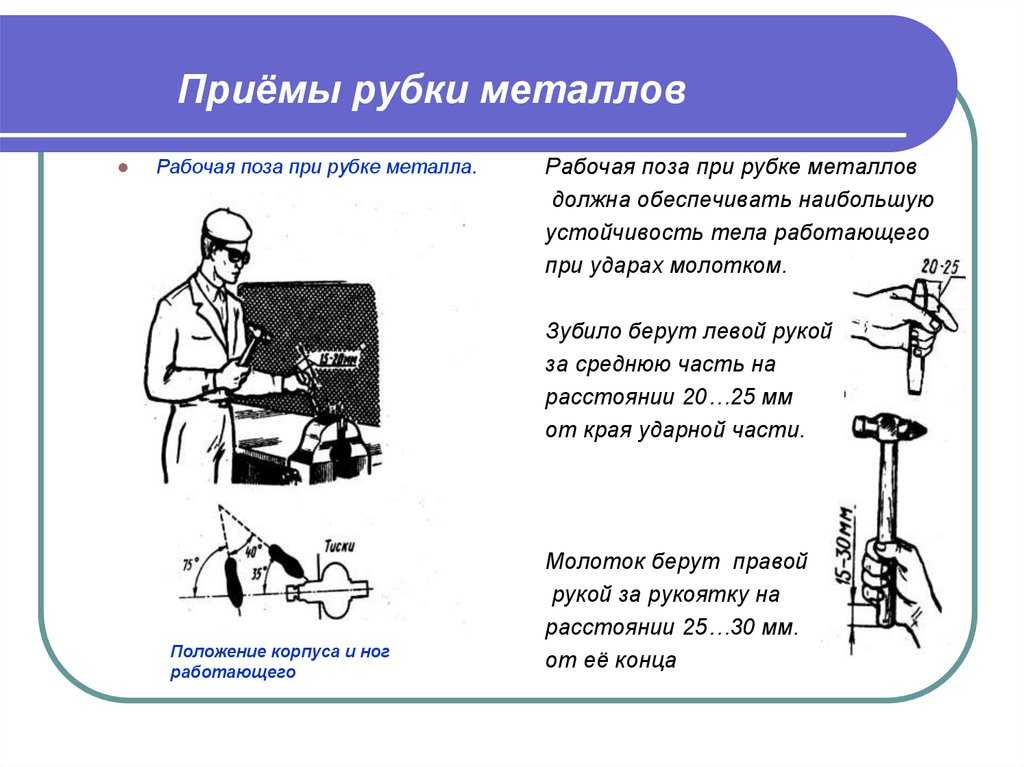
Все работы руками сопровождаются положением тела и стойкой ногами.
Сидеть при процессе неэффективно, так как снижается усилие удара. Небольшими изменениями положения тела возможно варьировать угол удара и подбирать наиболее эффективную позу.
Исключение составляет работа на станке. Инструкции по безопасности и технологический процесс содержат полный объем рекомендуемых действий. Регламент обычно содержит все требования и рекомендации.
Стоять по отношению к месту выполнения ручного реза необходимо в пол-оборота.
Расстояние между столом и телом – примерно половина корпуса или как удобно в конкретный момент.
Для приложения на край детали силы, достаточной для деформации и срезания, оптимально удержание с помощью тисков. Изделию следует выступать из губок на пару миллиметров от линии разметки – иначе требуемые размеры не будут соблюдены.
Удержание инструмента – уверенное, все движения – выверенные и без излишней спешки.
В целях техники безопасности и одновременно создания наиболее мощного удара нужно держать рукоятку за 1-2 см от конца, а не возле головы. Держать зубило – с 2-3 см между рукой и ударной частью.
 Операции при рубке металла
Операции при рубке металла
Нанесение удара молотком по зубилу рекомендуется по центру ударной части. Для выдерживания наибольшей точности взгляд при ударе нужно концентрировать на соединении острия и материала. Если смотреть на ударную часть, появляется высокий риск схода режущей кромки с нужного места.
Обработка толстого металла производится в несколько подходов. Рекомендуется чередование заглубления и выемки металла из канавки. После этого — последующее срубывание по образовавшейся небольшой толщине.
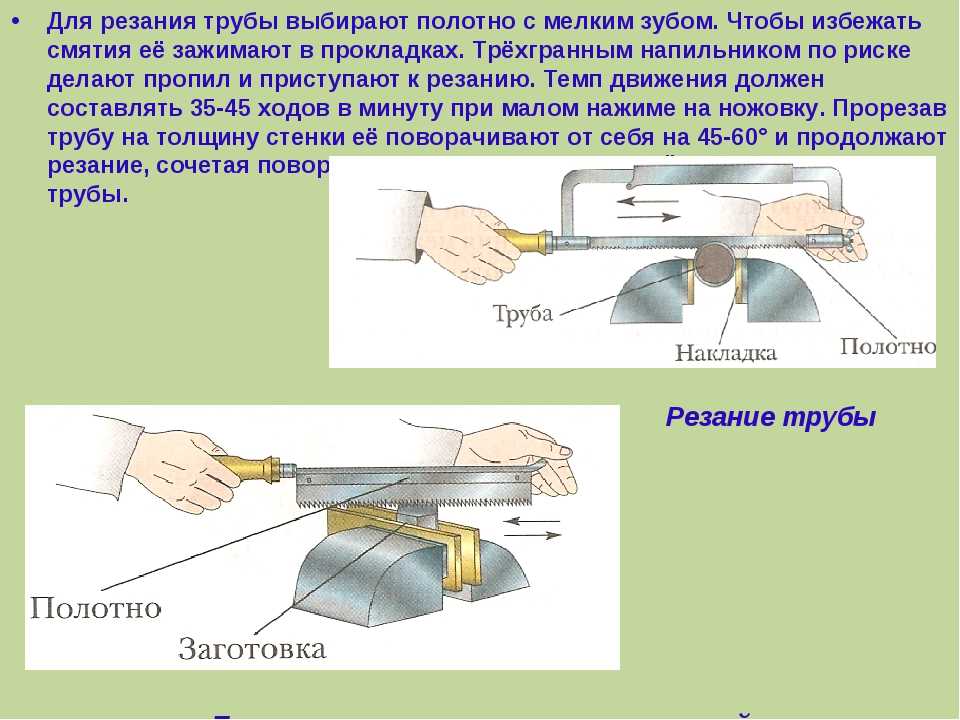
Рубка замкнутых профилей (труба круглая, квадратная, прямоугольная или иная) выполняется с равномерным их поворотом. Производится удар с разрезанием некоторой длины, трубка проворачивается, рез повторяется. Отламывание допускается только незначительной остаточной полосы, а не всей трубки.
Pereosnastka.ru
Общие понятия о рубке и сущность процесса
К
атегория:
Рубка металла
Общие понятия о рубке и сущность процесса
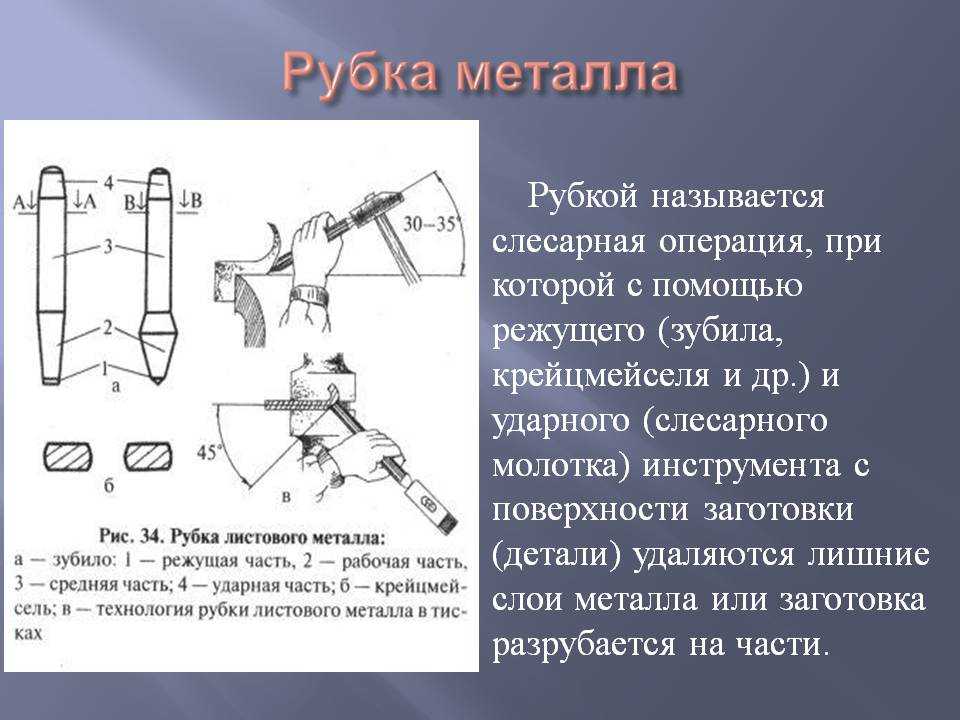
Рубкой называется слесарная операция, при которой с помощью режущего инструмента (зубила, крейцмейселя и др.) и ударного инструмента (слесарного молотка) с поверхности заготовки или детали удаляются лишние слои металла или заготовка разрубается на части.





Рубка производится в тех случаях, когда по условиям производства станочная обработка трудно выполнима или нерациональна и когда не требуется высокой точности обработки.
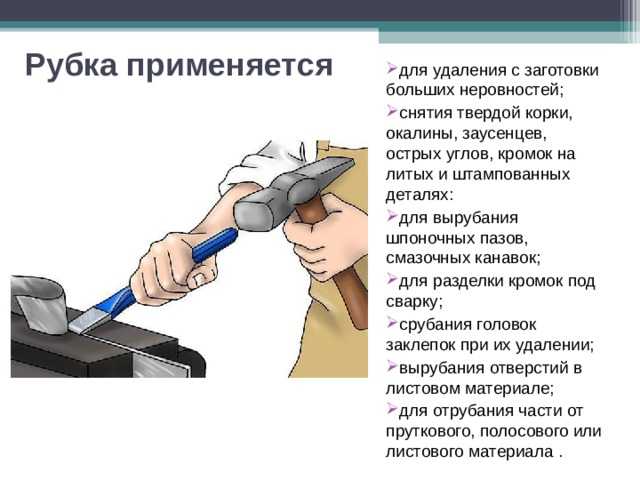
Рубка применяется для удаления (срубания) с заготовки больших неровностей (шероховатостей), снятия твердой корки, окалины, заусенцев, острых углов кромок на литых и штампованных деталях, для вырубания шпоночных пазов, смазочных канавок, для разделки трещин в деталях под сварку (разделка кромок), срубания головок заклепок при их удалении, вырубания отверстий в листовом материале.
Кроме того, рубка применяется тогда, когда необходимо от пруткового, полосового или листового материала отрубить какую-то часть.
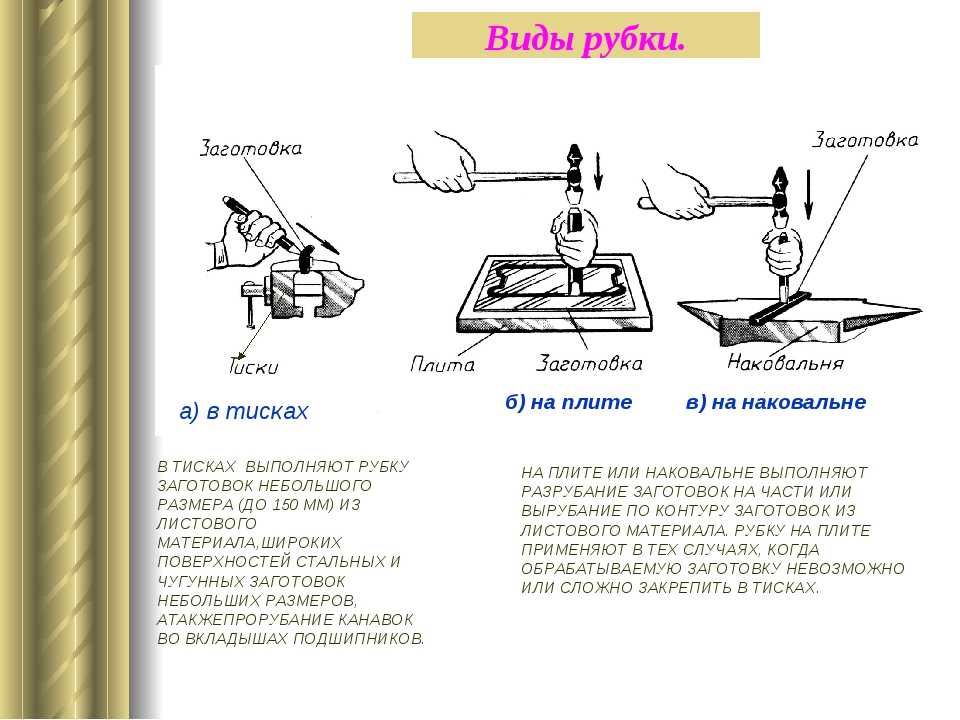
Заготовку перед рубкой закрепляют в тиски. Крупные заготовки рубят на плите или наковальне, а особо крупные — на том месте, где они находятся.
В зависимости от назначения обрабатываемой детали рубка может быть чистовой и черновой. В первом случае зубилом за один проход снимают слой металла толщиной от 0,5 до 1 мм, во втором — от 1,5 до 2 мм. Точность обработки, достигаемая при рубке, составляет 0,4—1,0 мм.
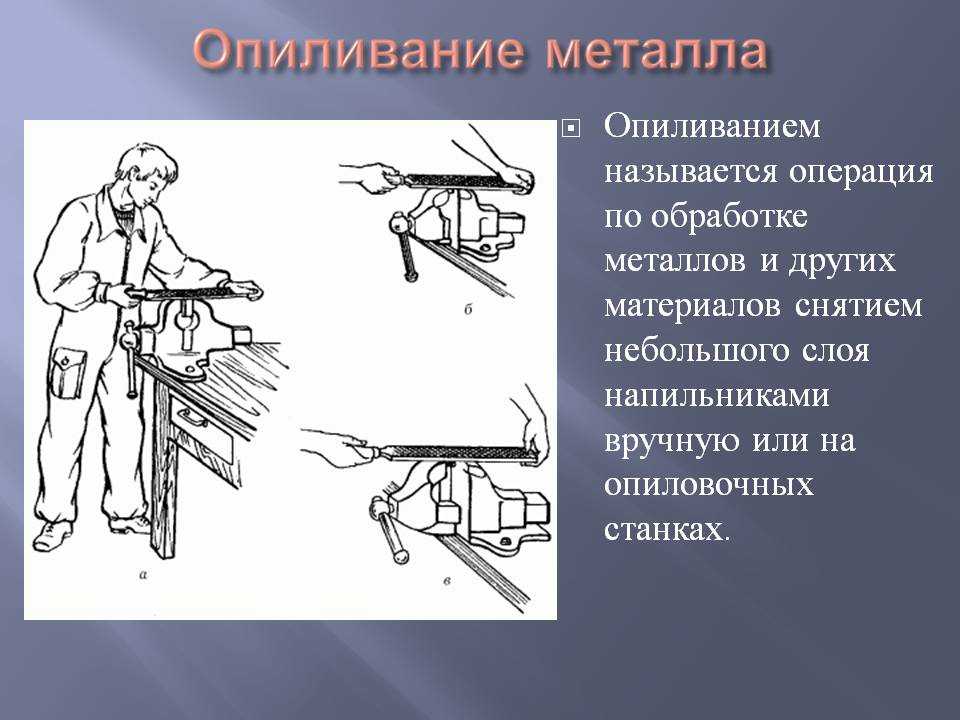
Резанием называется процесс удаления с обрабатываемой заготовки (детали) лишнего слоя металла в виде стружки, осуществляемый с помощью режущих инструментов. Процесс резания осуществляется при выполнении большинства слесарных операций: рубки, резания, опиливания, сверления, шабрения, притирки.
Рис. 1. Углы режущей части слесарного инструмента:а — зубила, б — крейцмейселя, в — шабера, г — наплль-ника, д — ножовочного полотна, е — сверла, ж — развертки, з — метчика
Форма режущей части (лезвия) любого режущего инструмента представляет собой клин с определенными углами (зубило, резец) или несколько клиньев (ножовочное полотно, метчик, плашка, фреза, напильник) (рис. 1, а—з).
Зубило представляет собой простейший режущий инструмент, в котором форма клина особенно четко выражена (рис. 2,а).
В зависимости от того, как будет заострен режущий клин (рис. 2,,), как он будет установлен по отношению к плоскости (поверхности) детали и как будет направлена сила, двигающая клин в слое металла, можно получить наибольший или наименьший выигрыш в затрате труда, в качестве обработки, а также в количестве израсходованных инструментов.
Чем острее клин, т. е. меньше угол, образованный его сторонами, тем меньшее усилие потребуется для его углубления в материал.
Теорией и практикой резания установлены определенные углы заострения режущих инструментов для различных металлов. Элементы и геометрическая форма режущей части зубила изображены на рис. 3.
На обрабатываемой заготовке различают следующие поверхности: обрабатываемую, обработанную, а также поверхность резания.
Обрабатываемой поверхностью называется поверхность, с которой будет сниматься слой материала (стружка).
Рис. 2. Простейший вид клина-зубила (а), зависимость силы внедрения его от угла заострения (б)
Рис. 3. Элементы резания и геометрия режущей части зубила
Угол заострения (бета) — угол, образованный между передней и задней поверхностями инструмента.
Современный инструмент
Для слесарной рубки применяют молотки массой 400, 500, 600 и 800 г. Молотки насаживают на ручки из дерева твердых и вязких пород (береза, клен, дуб, рябина). Ручки должны быть овальной формы, с гладкой и чистой поверхностью, без сучков и трещин. Длина ручки молотка массой 400-600 г равна 350 мм, массой 800 г – 380-450 мм. Чтобы молоток во время работы не соскакивал, конец ручки, на который насажен молоток, расклинивают деревянными или металлическими клиньями толщиной 1-3 мм. Клинья ставят вдоль большой оси сечения ручки. Деревянные клинья ставят на клею, а металлические заершивают, чтобы они не выпадали.
Рабочую часть зубила и крейцмейселя — (5, в, г) закаливают на длину не менее 30 мм, а головку закаливают слабее лезвия (на длину около 15-25 мм), чтобы при ударе молотком она не крошилась и не трескалась.
Вся остальная часть зубила и крейцмейселя должна оставаться мягкой. Зубила и крейцмейсели не должны иметь трещин, плен и других пороков.
Наиболее часто используют зубила длиной 175 и 200 мм с лезвиями шириной 20 и 25 мм. Для прорубания канавок в стали и чугуне применяют крейцмейсели длиной 150-175 мм с лезвием шириной 5-10 мм. Головки зубила и крейцмейселя отковывают на конус, что обеспечивает правильное направление удара молотком и уменьшает возможность образования грибовидной шляпки на головке.
Угол заточки зубил и крейцмейселей зависит от твердости обрабатываемого металла. Для рубки чугуна, твердой стали и твердой бронзы угол заточки инструмента равен 70°, для рубки средней и мягкой стали – 60°, для рубки латуни, меди и цинка -45°, для рубки очень мягких металлов (алюминия, свинца) – 35-45°.
Слесарный инструмент затачивают на заточных станках с абразивными кругами. Во время заточки рабочая часть инструмента (лезвие) сильно нагревается и может произойти ее отпуск. При отпуске твердость закалки теряется и инструмент становится негодным для дальнейшей работы. Во избежание этого рабочую часть инструмента во время заточки охлаждают водой. На 6 показано, как надо держать зубило при заточке и как проверять правильность заточки угла.
Резка металла
Резка металла используется для разделения заготовки на части, удаления лишнего металла, вырезания частей канавок, флейт и т.д. Резка производится с помощью долота, поперечного резака и молота.
Зубило представляет собой стальной стержень, который имеет режущую кромку в виде клина (рис.1). Угол заточки зубила β при резке заготовок из стали должен быть равен 60°, при резке цветных металлов — 35 … 45°.
Поперечное зубило — это узкое долото, предназначенное для резки узких пазов, щелей и т.д.
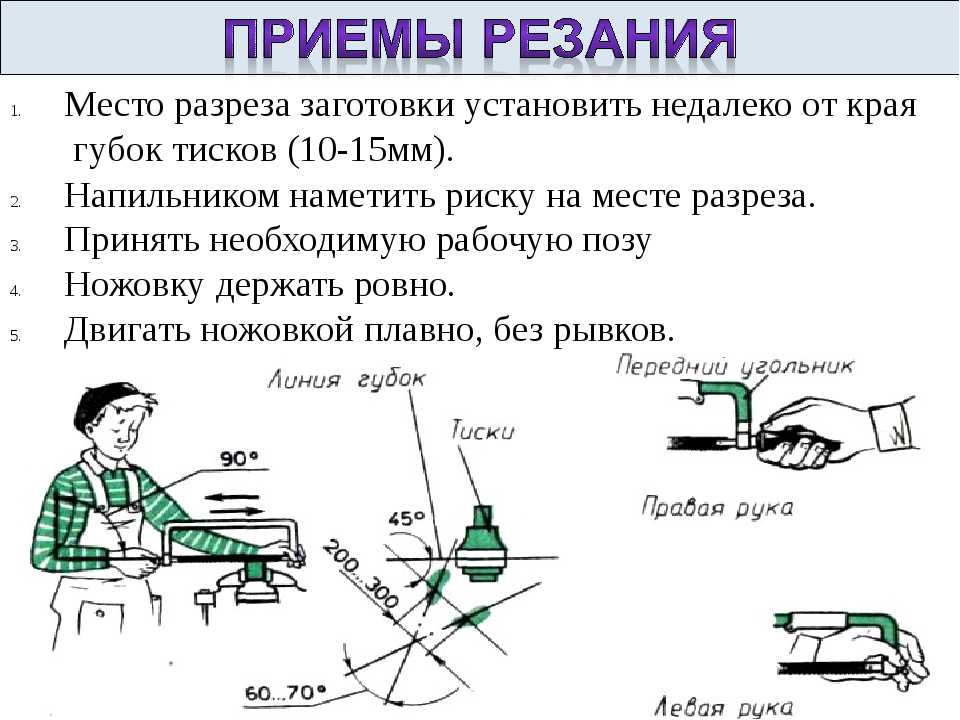
При резке заготовок встаньте прямо, слегка поверните тело в сторону тисков, и правое плечо должно быть обращено к стамеске. Зубило следует держать так, чтобы его поразительная часть составляла 15… 30 мм от левой руки. 30 мм.
В зависимости от твердости и толщины заготовки сила удара молотком по зубилу должна варьироваться.
Удар щеткой используется для удаления мелких шишек и тонкой стружки. Мазком кисти молоток перемещается движением руки.
При локтевом ударе рука сгибается в локте и удар становится сильнее. Локтевым ударом срубают лишний металл и разделяют заготовки на части.
Плечевой удар используют для срубания толстых стружек, разрубания прутков и полос большой толщины.
Заготовки измельчаются в тисках и на тарелке. При обработке в тисках заготовка зажимается так, чтобы риск индексации был на 1,5-2 мм ниже уровня зажимных губок. В этом случае после обработки заготовка остается с припуском на крайний файл. Режущая кромка зубила расположена под углом 30 … 40° к плоскости резания на поверхности зажимных губок (Рис. 2, г). Угол наклона долота к краям челюстей должен быть 45 … 60°.
При резке на тарелке зубило устанавливается вертикально (Рис. 2, с) к маркировочной опасности и производятся удары. После первого удара зубило регулируется таким образом, чтобы половина его режущей кромки находилась в уже измельченном отверстии, а половина — на маркировочном стояке, и наносит второй удар. Перемещение долота вдоль маркировочной пазовой части облегчает правильное позиционирование и обеспечивает непрерывную резку.
Если толщина заготовки менее 2 мм, металл рубит с одной стороны, а с другой стороны ставится пластина из мягкой стали, чтобы не ударить долото о пластину. Если толщина заготовки больше 2 мм, то метка делается с обеих сторон. Сначала прорежьте лист с одной стороны, примерно наполовину толщиной, а затем переверните его и выполните окончательный разрез.
При вырезании листовых заготовок сложной формы сначала вырежьте заготовки на расстоянии 1 … На расстоянии 2 мм от маркировочных линий вырежьте неглубокий паз легкими мазками щетки по зубилу. Затем, сильным ударом локтя, отрежьте заготовку вдоль отмеченной канавки, пока контур разреза не появится на противоположной стороне. Затем переверните лист и выполните окончательный разрез заготовки.
На заводах резка выполняется металлургами с помощью пневматических и электрических молотков. Заготовки из листового металла вырезаются пробойниками на прессах и специальных инструментах. Плазменная и лазерная резка используются для обработки деталей из высокопрочных сталей.
Металл обрабатывается в тисках, на пластине и на наковальне с помощью металлического молотка, механического долота, поперечного резака, кузнечного долота и молота.
Дробление металла производится горизонтально и вертикально в зависимости от положения долота во время процесса. Горизонтальное дробление делается в тисках. В этом случае задняя часть зубила устанавливается под углом не более 5° почти горизонтально к плоскости тисковых челюстей. Вертикальное дробление выполняется на плите или на наковальне. Зубило устанавливается вертикально, а режущийся материал располагается на плите горизонтально.
Правка
Выполнение правки подготавливаемых к сварке элементов проводится после их транспортировки, деформации, других факторов, влияющих на снижение качества валика.
Чугунные, стальные листы обрабатывают молотком либо кувалдой, при недостаточности же усилия, используется ручной винтовой пресс.
Последний выглядит в форме механизма, оборудованного двумя плитами, между которыми устанавливается для выправления деталь.
Правка листов, полос и профильного проката происходит на вальцовочных устройствах. Листы пропускаются через валки несколько раз, добиваясь выравнивания элементов.


Угловой металл правят на углоправильных валках, двутавр, балка-швеллер — приводных либо механических прессах.
Пренебрежение правилом приведет к формированию в валиках пор, различных трещин, шлаковых образований, негативно влияющих на качество шва.
Рубка металла гильотиной
На металлообрабатывающих, машиностроительных фирмах, больших мастерских применяется механизированная рубка металла. Наиболее распространённой считается рубка с использованием самых разных гильотин. Механизация рубки дает возможность увеличить качество рубленого края, выполнять вырубку очень толстого металла, расширить быстрота получения готовой заготовки.

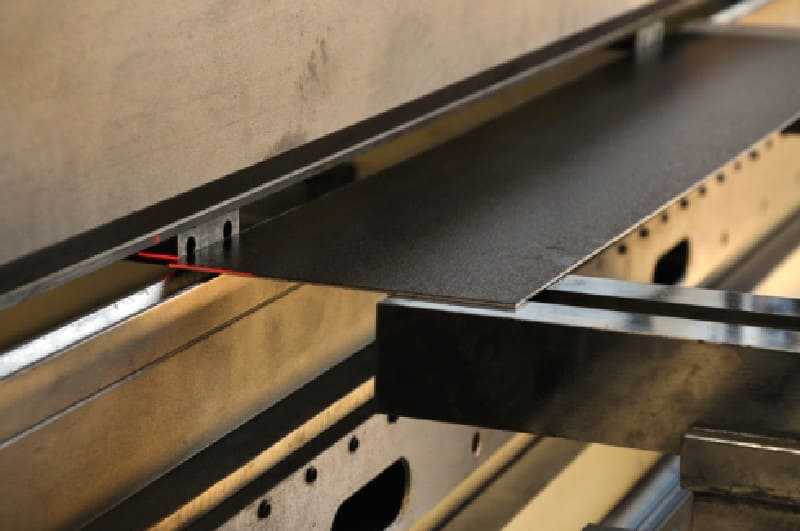
Гильотины используются для рубки листового металла разной толщины. Техника рубки очень проста. Гильотина имеет специализированный нож, который под давлением опускается на металлический лист, разрубая его по нанесённой разметке. Для создания необходимого усилия используют механическую, гидравлическую или электромеханическую системы. В данном случае полоса из металла стальная подвергается действию ножа, который реализует вертикальный способ рубки. В данном случае специализированное устройство — рольганг — подаёт стальную заготовку на заданную длину. Фиксирующее устройство выполняет захват и удержание заготовки в необходимом положении. На место рубки под давлением опускается нож, который выполняет данную операцию ровно по линии разметки.
Создание нужного кратковременного давления на металлический лист дает возможность сделать точную рубку по выполненной отметке и обеспечить большое качество результата. Гильотинная резка имеет следующие преимущества:
- получить ровный край на срезе;
- отсутствуют зазубрины и заусенцы;
- не происходит серповидных откосов в течении всей длины кромки;
- не бывает неравномерных скосов.
Помимо технических положительных качеств, использование гильотины дает возможность уменьшить отпускная цена каждой детали и увеличить продуктивность труда на данной процедуре.
Очень важным считается обстоятельство, что при подобной резке удаётся увеличить безопасность проведения операции.
По этому можно подобрать марку металла, требуемый угол среза, параметры проводимой операции (мощность, скорость, периодичность).
Инструменты, применяемые при рубке металла
Основное режущее лезвие находится внутри зубила. Оно выглядит так – деревянная ручка небольшой длины, широкое основание и сама заостренная кромка. иногда дерева нет вовсе или его заменяет прочный пластик, резина. Главное, чтобы по шляпке можно было бить молотком, то есть была широкая часть. Посмотрим на фото:
Имеет большое значение твердость клинка. Обычно применяют инструментальную сталь марок У7 или У8, а прочность не должна быть меньше, чем 53 HRC.
Теперь поговорим о заточке. Не всегда чем острее, тем лучше. Ведь при соприкосновении с достойной преградой, кончик просто может сломаться. Посмотрим на таблицу и определим угол, под каким нужно заточить зубило, в соответствии с обрабатываемым материалом:
| Металл | Угол заточки, градусы |
| Сталь | 60 |
| Чугун и сплавы на его основе | 70 |
| Цветмет | 35-45 |
Теперь о головке. В идеале она должна быть более мягкой, чем основание, именно поэтому старые образцы инструмента не очень хорошо подходят. Это обусловлено тем, что при ударе могут начать деформироваться, крошиться кромки. Тогда необходимо своевременно менять ручку. Если пользоваться неисправным зубилом, то можно попасть себе по пальцу.
Заключение
Измельчение — это металлообрабатывающая операция, при которой режущие (зубило, крестообразные и т.д.) и ударные (молотковые) инструменты используются для удаления лишних слоев металла с поверхности заготовки (деталей) или для разлома заготовки на части.
В зависимости от назначения обрабатываемой детали, строгание может быть как черновой, так и чистовой. В первом случае зубило за один рабочий ход снимает слой металла толщиной от 0,5 до 1 мм, во втором — от 1,5 до 2 мм. Точность резки 0,4 … 1 мм.
Резка — это процесс удаления избыточного слоя металла в виде стружки режущим инструментом с заготовки (детали).
Режущая часть (лезвие) представляет собой клин (зубило, резак) или несколько клиньев (ножовка, кран, кубик, резак, напильник).
Зубило является самым простым режущим инструментом, в котором форма клина особенно выражена. Чем острее клин, чем меньше угол, образуемый его боками, тем меньше силы требуется для проникновения в материал.
В заготовке проводится различие между обработанными и обработанными поверхностями и поверхностью среза. Обработанная поверхность — это поверхность, с которой удаляется материал, в то время как готовая поверхность — это поверхность, с которой удаляется стружка. Поверхность, на которую стружка падает во время резки, называется передней поверхностью, а противоположная поверхность — задней.