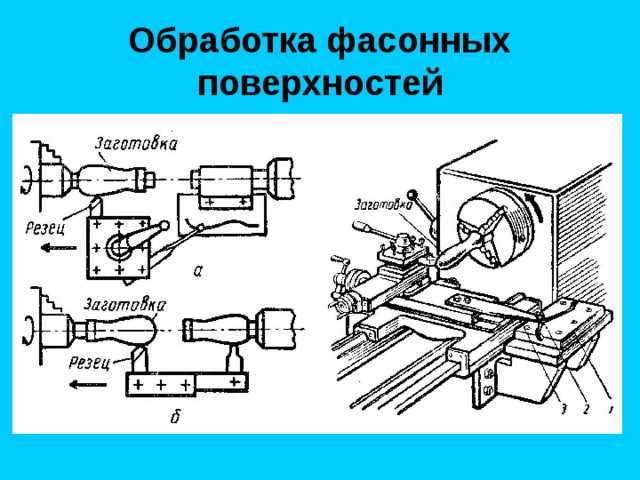
Выбор режима резания при растачивании
На выбор параметров режима обработки в первую очередь влияет угол заточки, который имеет резец, материал (тип, марка металла), с каким будут проводиться работы, размер канала в поперечнике и некоторые иные факторы. Основные параметры режима обработки:
- глубина, на которую будет проводиться рез (t);
- скорость подачи инструмента в канал (s);
- скорость съема толщины металла (v).
Так, при обработке получистового характера рекомендуется углубляться в пределах 3.0–0.5 мм, при чистовой обработке – 1.0–0.1 мм. При глубоких каналах и большом съеме металла следует увеличивать подачу инструмента, чтобы снизить вибрацию.
Классификация
Расточные резцы по возможности обработки материалов классифицируют на два вида:
- Быстрорежущие модели рассчитаны на легкие материалы, такие как фторопласт, алюминий, текстолит.
- На более прочные и тяжелые материалы рассчитаны монолитный и твердосплавный варианты. Так, они подходят для стали (сырой, каленой, нержавеющей), бронзы и др.
Кроме того, существуют модели с механически закрепленным либо напаянным алмазом. Для данных вариантов материал режущей части представлен алмазом, а стержень состоит из стали.
Еще два типа рассматриваемых инструментов выделяют по назначению:
- Расточной резец для глухих отверстий помимо обработки внутренних стенок отверстий рассчитан на проточку и шлифовку дна. К тому же данные модели называемые упорными, подходят для расточки ступенчатых отверстий.
- Проходные варианты представлены расточными резцами для работ со сквозными отверстиями и цилиндрическими деталями.
Наконец, рассматриваемые инструменты дифференцируют по форме державки на квадратные, прямоугольные и круглые. Наиболее оптимальными считают варианты второго типа ввиду простой установки и удобной заточки.

Следует отметить, что существуют модели со сменными пластинами. Они укомплектованы запасными частями для смены изношенных пластин.
https://youtube.com/watch?v=qaKkb0qj96Q
Державки и их размеры
Мы рассмотрели, какие бывают резцы для токарного станка, теперь вернемся к той их части, которой они фиксируются в оборудовании. В процессе обзора мы уже неоднократно упоминали наиболее ходовые габариты, теперь давайте приведем их полностью – от наименьшего к наибольшему. Для наглядности и удобства восприятия – в виде следующей таблицы:
| сечение | размер, мм | |||||||||
| квадрат | 4 x 4 | 6 x 6 | 8 x 8 | 10 x 10 | 12 x 12 | 16 x 16 | 20 x 20 | 25 x 25 | 32 x 32 | 40 x 40 |
| прямоугольник | 16 x 10 | 20 x 12 | 25 x 16 | 25 x 20 | 50 x 52 | 40 x 32 | 50 x 32 | 50 x 40 | 63 x 50 | — |
Также необходимо учитывать разнообразие длин, нужных в специфических случаях, например, для расточки отверстий. Этот параметр обычно варьируется от 150 до 300 мм. Мы постарались максимально подробно осветить вопросы разнообразия токарных резцов по металлу, маркировки и назначения различных их вариантов, чтобы вы понимали, какой из них выбрать для проведения требуемой технологической операции. Ну а найти оборудование, которое совместимо с большинством таких инструментов, вы можете у ижевского завода-.
Геометрические параметры
Как упоминалось выше, расточной резец имеет тело, за которое он фиксируется в резцедержателе, и рабочую часть для резки.
Геометрия любого расточного инструмента имеет такие основные компоненты:
- Кромку режущую главную. В ее задачу входит основная работа по удалению слоя металла. По форме главная часть может быть фасонной либо прямой.
- Кромку режущую вспомогательную.
- Вершину схождения режущих кромок.
Кроме этого, режущий инструмент может быть тангенциальным или радиальным. В первом случае рабочая область располагается к обрабатываемой поверхности под углом касательно, во втором такое расположение имеет перпендикулярный характер относительно оси канала. Самые широко применяемые в технологических операциях машиностроения режущие элементы – это радиальные резцы для токарных станков. Их особенность в том, что они легко устанавливаются в резцедержатель и имеют удобную геометрию пластин для резки. Тангенциальную оснастку применяют в тех случаях, когда необходимо добиться чистоты поверхности высокого уровня.
Классификация резцов для токарной обработки
Существуют государственные стандарты, в которых описывается классификация токарных резцов. Одной из классификаций является разделение по типу обработки металлических поверхностей:
- Грубая обработка — черновая.
- Чистовое обрабатывание.
- Проведение высокоточных операций.
- Получистовая очистка.
Существует разделение по виду материала, из которого делают рабочую часть оснастки. Отдельная классификация касается целостности конструкции оснастки:
- Цельные приспособления. Представляют собой оснастку для токарных станков, изготавливаемую из легированной стали. Редко встречаются модели, изготовленные из инструментальной стали.
- Приспособления с дополнительными пластинами. Они делаются на заводе из разных видов твердых сплавов, металлов.
- Модели со съёмными пластинками. Закрепляются на державке с помощью винтов. Редко используются во время серийной обработки металлических деталей.
Главной классификацией считается разделение приспособлений на отдельные виды по форме, конструкции. О них нужно поговорить отдельно.
Классификация резцов
Прямые проходные
Используются для наружной обработки заготовок из стали. Размеры:
- прямоугольные державки — 25х16 мм;
- квадратные державки — 25х25.
Резец токарный проходной с частью, закрепляемой в суппорте квадратного сечения. Используется при проведении особых штучных операций.
Отогнутые проходные
Специальная оснастка, у которой рабочая часть согнута в левую или правую сторону. Применяются для торцевания деталей. С их помощью удобно снимать фаски. Существует три разновидности отогнутых резцов:
- Тренировочная оснастка — 16×10 мм.
- Наиболее популярный размер — 25х16 мм.
- Заказные модели — 40х25 мм.
Редко встречаются размеры удерживающей части 32х20, 20х12 мм.
Упорные проходные
Приспособления бывают с прямым и отогнутым рабочим элементом. Предназначены для работы с деталями цилиндрической формы. Форма плюс правильная заточка позволяют быстро снимать большинство излишков с рабочей поверхности заготовки. Размеры державок у упорных проходных приспособлений — 16х10–40х25 мм.
Отогнутые подрезные
Представляют собой оснастку похожую на проходную. Однако, есть различие по форме режущей кромки. Она треугольная, что позволяет делать более качественную обработку. Размеры удерживающей части — 16х10–32х20 мм.
Отрезные
Популярные приспособления, которые применяются при разрезании металлических заготовок. На месте реза образуется угол 90 градусов. С его помощью создают пазы, выемки на деталях. Отрезная оснастка представляет собой державку с закреплённой пластиной из твердого сплава металлов. Размеры удерживающей части — 16х10–40х25 мм.
Работа с отрезным резцом
Резьбонарезные для внешней резьбы
Данные приспособления применяются, когда нужно сделать резьбу снаружи металлических заготовок. Инструмент состоит из удерживающей части с закреплённым на ней копьевидными пластинками.
Резьбонарезные для внутренней резьбы
Приспособления применяются для нарезания резьбы в просверленных отверстиях. Приспособление состоит из удерживающего элемента квадратного сечения. От её размера зависит то, на какую глубину можно будет нарезать резьбу. Чтобы использовать резьбонарезные приспособления, на промышленном оборудовании должна быть установлена гитара.
Расточные для глухих отверстий
Расточные инструменты оборудуются согнутой на бок рабочей частью. Сверху напаивается режущая треугольная пластинка. От того насколько изменяется длина части, закрепляемой в суппорте, зависит размер отверстия, которое подлежит расточке.
Расточные для сквозных отверстий
Это оснастка для промышленного оборудования. Она применяется для расточки отверстий, созданных сверлением. От того, какая длина у части, закрепляемой в суппорте, зависит глубина обработки отверстий. Элемент с режущей кромкой имеет отогнутую головку. Толщина материала, которую снимает режущая кромка, практически равна изгибу. Максимальная длинна удерживающей части — 300 мм.
Расточные токарные резцы
Сборные
Выполняют разные технологические операции. Конструкция позволяет закреплять на державке разные твердосплавные пластинки. Наличие нескольких рабочих элементов позволяет увеличить универсальность приспособления. Резцы, которые собираются из разных пластин, закрепляются в шпинделях оборудования, управляемого системой ЧПУ. Сборными приспособлениями обрабатывают отверстия, делают контура, выбирают канавки.
https://youtube.com/watch?v=c6pGuFBsGT8
Вы откладываете дела в долгий ящик
Планирование собственной жизни − еще один фактор, влияющий на привлечение успеха или неудач. Практика показывает, что человек, привыкший бросать дела незавершенными или откладывать их в долгий ящик, чувствует себя несчастным. В его жизни то и дело появляются неприятности, которые он склонен сваливать на окружающих людей, на обстоятельства, но только не на себя и свою неорганизованность. Попробуйте навести порядок в своей жизни. Распланируйте свой день и старайтесь соблюдать установленный график. Тогда и в жизни у вас станет намного больше приятных моментов, а неприятности станут посещать все реже и реже.
Рабочие режимы
Режим резания определяется несколькими факторами, основные среди которых – расточка инструмента, тип материала, диаметр углубления. Так, на основе диаметра резец для расточки цилиндров монтируют выше центра либо ниже. Резец для глухих отверстий во избежание образования в торце бобышек располагают по центру.
Однако чрезмерно большой вылет сказывается на качестве поверхности, так как вызывает вибрации и упругие деформации, а также ведет к быстрому износу пластины. В большинстве случаев оптимальна расточная оправка с наибольшей жесткостью. Под ней понимают способность к сопротивлению деформациям под внешним влиянием. Данный показатель дифференцируют на два типа. Статистическая жесткость относится к упругим деформациям, динамическая – к вибрациям. В целом она определяется материалом, размерами, формой и методом установки предмета. Жесткость имеет значение для режимов и частоты обработки, а также стойкости инструмента.
Для растачивания используется консольный способ крепления инструмента, характеризующийся малой жесткостью, вследствие чего наблюдаются вибрации. С целью улучшения виброустойчивости необходимо сократить вылет расточного резца. Однако, как было отмечено, это снизит глубину расточки. Оптимальным значением вылета, обеспечивающим виброустойчивость, считают равное четырем диаметрам оправки.
В процессе работ следует создать минимальную силу резания. Для этого подбирают геометрию расточного резца. Так, рекомендуется применять варианты с формами СМП типа V и D. К тому же следует выбирать модели с положительной геометрией передней поверхности пластин и радиусом при вершине заднего угла равным 90°. При эксплуатации для задней поверхности допустим износ до 0,3 мм. Наконец, лучшую виброустойчивость обеспечивают твердые сплавы с износостойкими покрытиями.
Величина прогиба определяется также моментом инерции поперечного сечения державки, который зависит от его формы и размеров.
Ввиду этого жесткость таких моделей выше, чем у вариантов с круглой державкой. Это позволяет значительно повысить скорость резания в отсутствии вибраций даже при большом вылете. К тому же допустимо повышение сечения стружки до 5 раз. Наконец, в изготовлении такие расточные резцы проще, чем обычные.







Угол заточки расточного внутреннего резца определяется типом работ (черновые, чистовые). Задний угол связан обратной зависимостью с диаметром отверстия.
Изготовление резцов своими руками: пошаговое руководство
Главное – использовать только инструментальную сталь, обладающую достаточно высокими эксплуатационными характеристиками.
Подбор необходимой конфигурации напильников или рашпилей
Выбор этих деталей будет проще, если владелец заранее знает точно, какие перед ним стоят задачи. После этого длину, форму и размер подобрать не составит труда. Здесь дают несколько советов.
- Если требуется опилить до 5-10 мм толщины – лучше останавливаться на номере насечки 0 или 1.
- Точность обработки должна находиться в пределах 0,01-0,02 мм.
- По длине выбирать приспособления гораздо проще.
Главный ориентир – габариты поверхности, которую требуется опилить. Чем этот параметр больше, тем крупнее должно быть и само приспособление.
Можно воспользоваться специфической формулой, чтобы расчёт был точнее. К длине поверхности изделия прибавляем 15 см. Получим значение, которое и будет длиной рабочей поверхности напильника, рашпиля. Главное – чтобы работая, инструмент проводили по всей заготовке.

Крепление режущих частей
Самодельные инструменты делают также, что и профессиональные. Оптимальное решение – саморезы и винты. Чем качественнее изделие – тем лучше.
Маркировки расточных резцов согласно ГОСТу
Маркировка расточных резцов отечественного производства должна соответствовать ГОСТу.
- Для обрабатывающих отверстия глухого типа ГОСТ 18883-73.
- Для обрабатывающих отверстия сквозного типа ГОСТ 18062-72.
Согласно этой технической документации маркировка состоит из кода, где присутствует цифровое и буквенное обозначение. На примере обозначения резца 2145-0013 1 ВК6М принцип кодировки следующий:
- первые четыре цифры определяют тип (в данном случае это резец для сквозных отверстий);
- две последние цифры второго четырехзначного числа скрывают геометрические параметры инструмента;
- единичная цифра указывает на геометрическое исполнение;
- следующий блок из буквенно-цифрового кода указывает на тип стали, из которой он изготовлен.
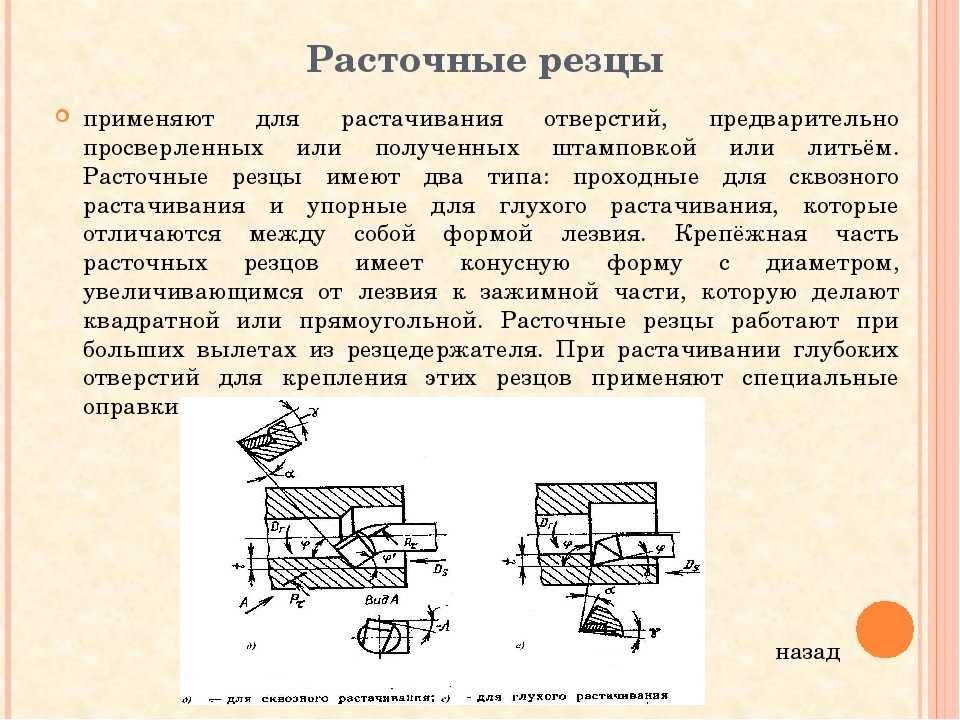
Расточные резцы и их установка
Расточные инструменты
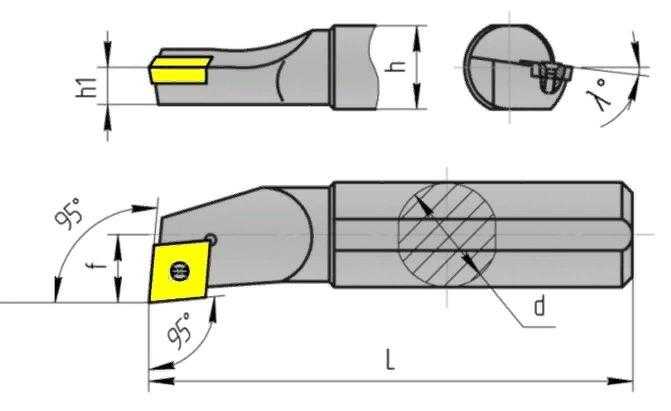
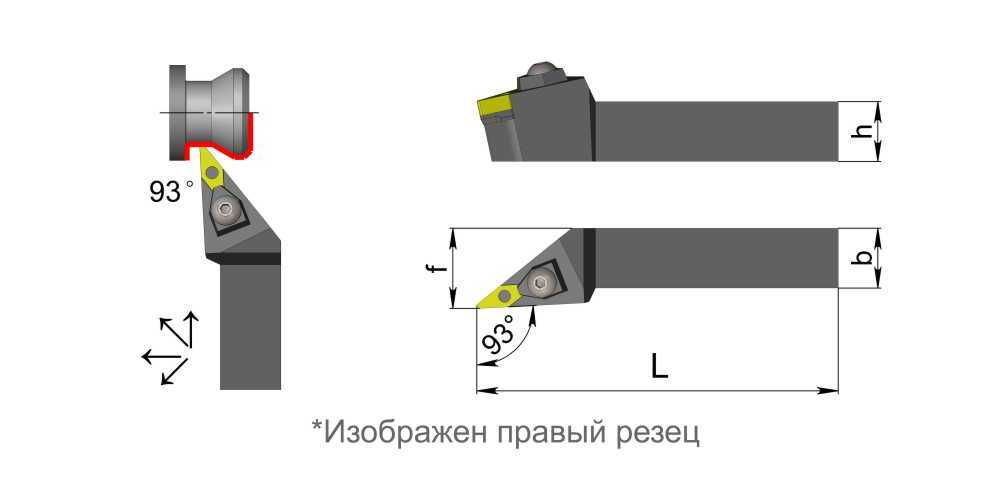
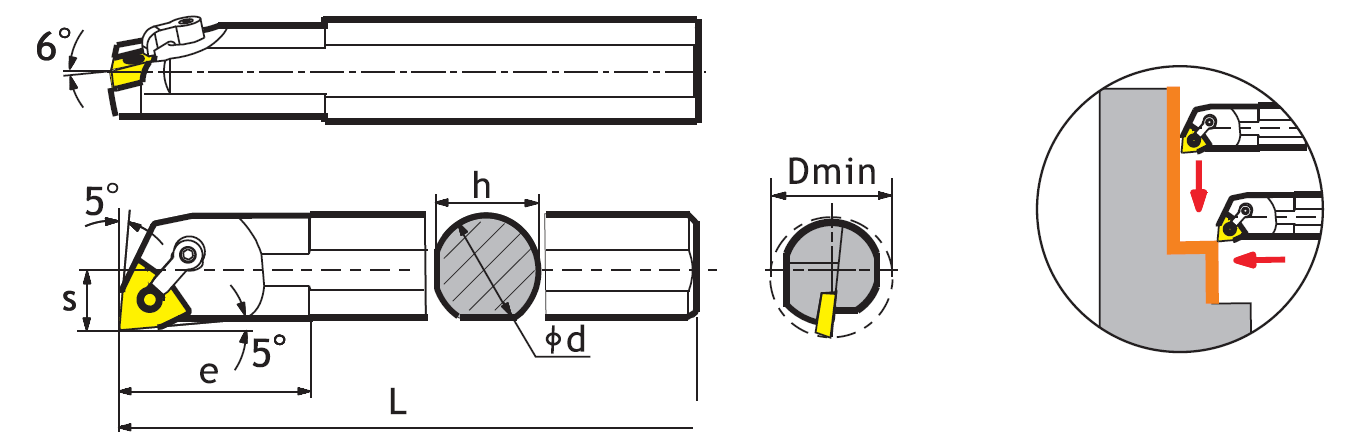
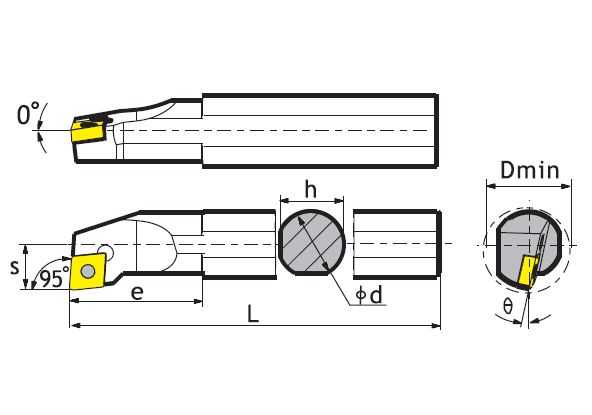
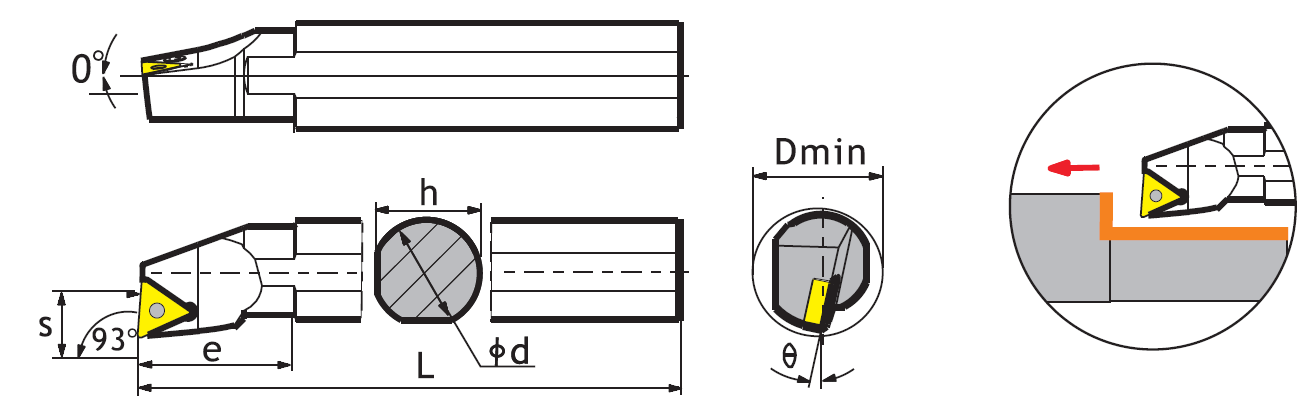
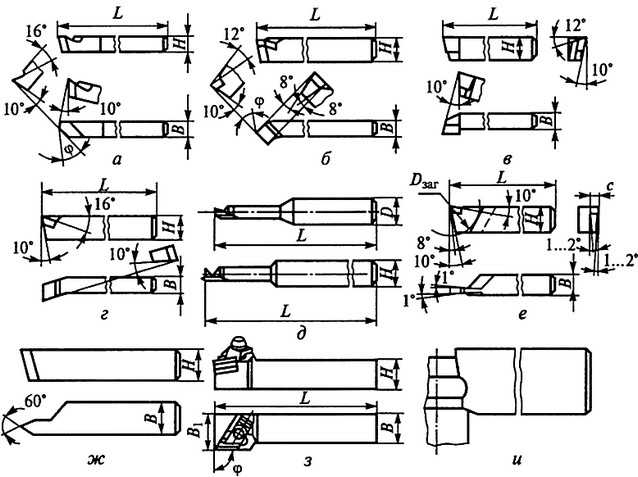
Растачивают отверстия на токарных станках расточными резцами (рис. 118). В зависимости от вида растачиваемого отверстия различают: расточные резцы для сквозных отверстий (рис. 118, а) и расточные резцы для глухих отверстий (рис. 118, б). Эти резцы отличаются между собой главным углом в плане ф. При растачивании сквозных отверстий (рис. 118, а) главный угол в плане ф = 60°. Если растачивается глухое отверстие с уступом 90°, то главный угол в плане ф = 90° (рис. 118, б) и резец работает как упорно-проходной или ф = 95° (рис. 118, в) — резец работает с продольной подачей как упорно-проходной, а затем с поперечной подачей как подрезной.
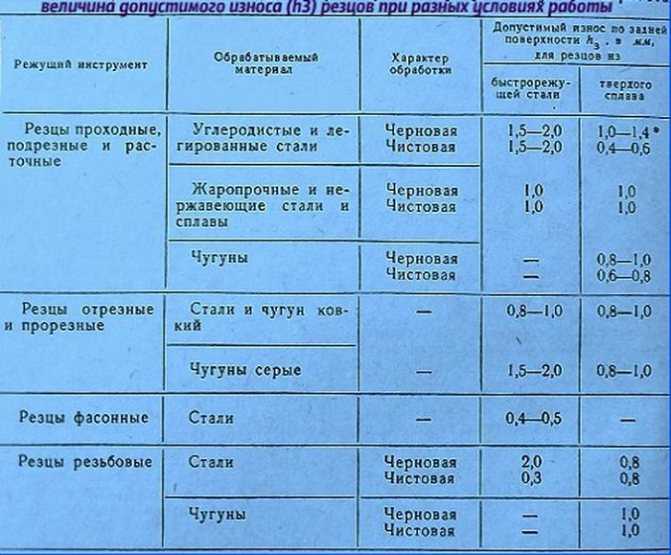
Углы заточки расточных резцов
На рис. 118 показаны углы заточки расточных резцов, которые выбираются в основном такими же, как у резцов для наружного точения, за исключением заднего угла а, который для расточных резцов обычно имеет повышенное значение. Величина заднего угла зависит от диаметра растачиваемого отверстия: чем меньше диаметр отверстия, тем больше должен быть задний угол резца.
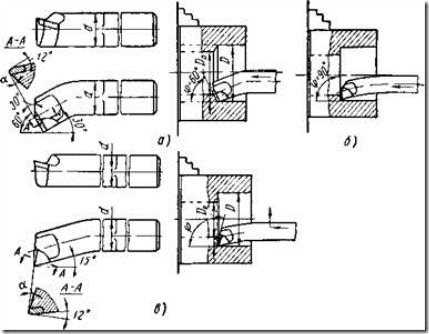
Рис. 118. Расточные резцы, оснащенные пластинками твердого сплава: а — проходной для обработки сквозных отверстий, б и в — упорно-проходной для обработки глухих отверстий
Сложность операции
Растачивание — операция более сложная, чем наружное обтачивание поверхностей, так как:
- при растачивании размер поперечного сечения резца должен быть значительно меньше диаметра отверстия, а вылет резца из резцовой головки несколько больше длины растачиваемого отверстия (рис. 119), поэтому при растачивании отверстия значительной длины возможен изгиб резца, а при высоких скоростях резания — сильные вибрации. Следовательно, такие резцы не дают возможности срезать стружку большого сечения;
- при растачивании менее удобно наблюдать за работой резца, так как резание происходит внутри отверстия.
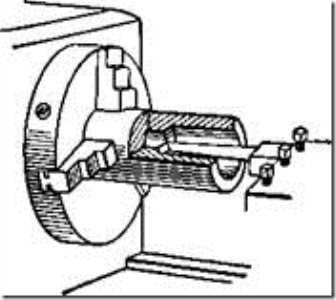
Рис. 119. Растачивание отверстия резцом
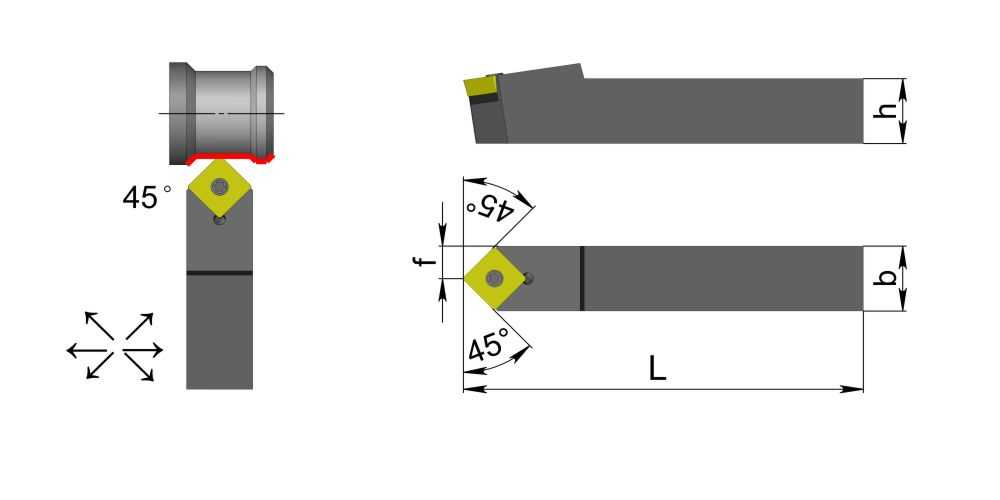
Для растачивания отверстий диаметром до 70 мм токарь-новатор В. К. Семинский предложил специальный расточный резец, оснащенный пластинкой из твердого сплава (рис. 120). Стержень резца имеет квадратное сечение по всей длине, рабочая часть резца повернута путем скручивания при изготовлении на угол 45° относительно опорной части. Такой резец отличается повышенной жесткостью по сравнению с обычным расточным резцом и допускает увеличение сечения стружки в 4-5 раз. При работе таким резцом с повышенной скоростью резания не наблюдается вибраций даже при значительном вылете державки.
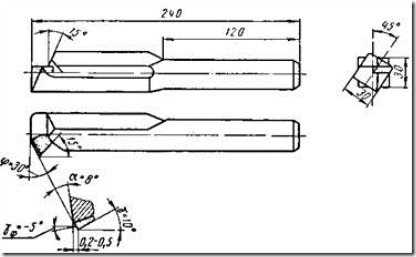
Рис. 120. Расточный резец, оснащенный пластинкой твердого сплава, конструкции В. К. Семинского
Чтобы повысить виброустойчивость резца, токарь-новатор В. Лакур предложил новую конструкцию расточного резца с пластинкой из твердого сплава (рис. 121). Особенностью этих резцов является то, что их главная режущая кромка расположена на уровне нейтральной оси стержня. Такое расположение режущей
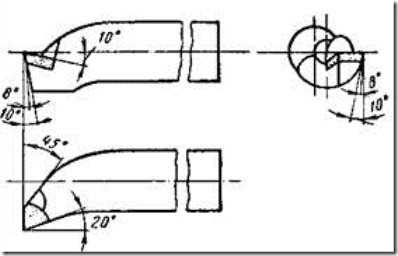
Рис. 121. Расточный резец конструкции В. Лакура
кромки обеспечивает резцам значительное повышение виброустойчивости и, как следствие, дает возможность работать на больших скоростях резания и достигать улучшения чистоты обработанной поверхности.
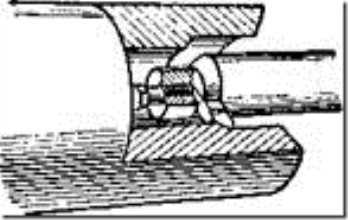
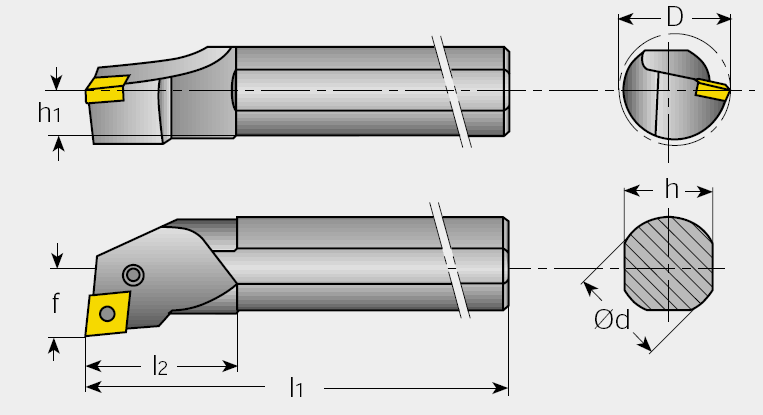
Рис. 122. Оправка с резцом для растачивания сквозного отверстия
Установка резца
Отверстия большой длины растачивают резцами, закрепленными в специальных массивных оправках, размеры которых зависят от диаметра отверстия и его длины. Замена цельного расточного резца небольшим резцом, вставленным в расточную оправку, дает значительную экономию дорогостоящего инструментального материала. Способ крепления резца в оправке зависит от ее назначения. На рис. 122 показана оправка для растачивания сквозного отверстия; здесь резец расположен на значительном расстоянии от конца оправки. Для растачивания глухих отверстий резец крепится таким образом, что несколько выступает за передний торец оправки.
Перед растачиванием отверстия необходимо установить резец на требуемый диаметр по лимбу винта поперечной подачи, а затем расточить отверстие ручной подачей на длину 2-3 мм. Измерив диаметр штангенциркулем или другим измерительным прибором и убедившись в правильности размера, растачивают отверстие на остальную длину
Особенно важно правильно установить резец на требуемый диаметр при чистовом растачивании
Положение режущей кромки резца зависит от вида растачивания. При черновом растачивании режущую кромку рекомендуется устанавливать на высоте центров или немного ниже. При чистовом растачивании режущую кромку нужно располагать выше линии центров примерно на 1/100 диаметра отверстия, учитывая, что вследствие силы, возникающей от сопротивления срезаемой стружки, резец может быть отжат вниз.
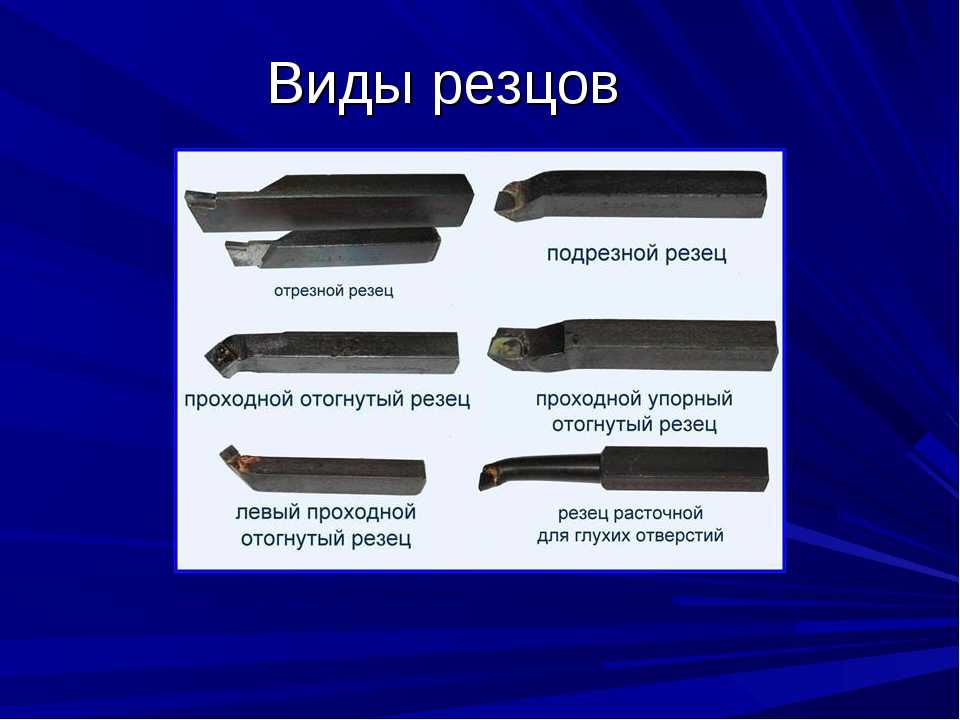
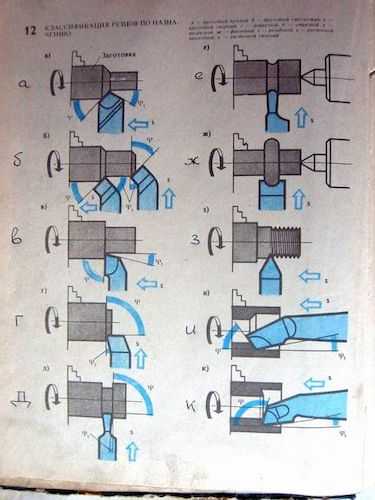
Разновидности резцов по металлу
Изготовление любого токарного инструмента, вне зависимости от вида выполняемых работ, проводится из твердосплавных марок стали. Их маркировка: ВК8, Т5К10, Т15К6.
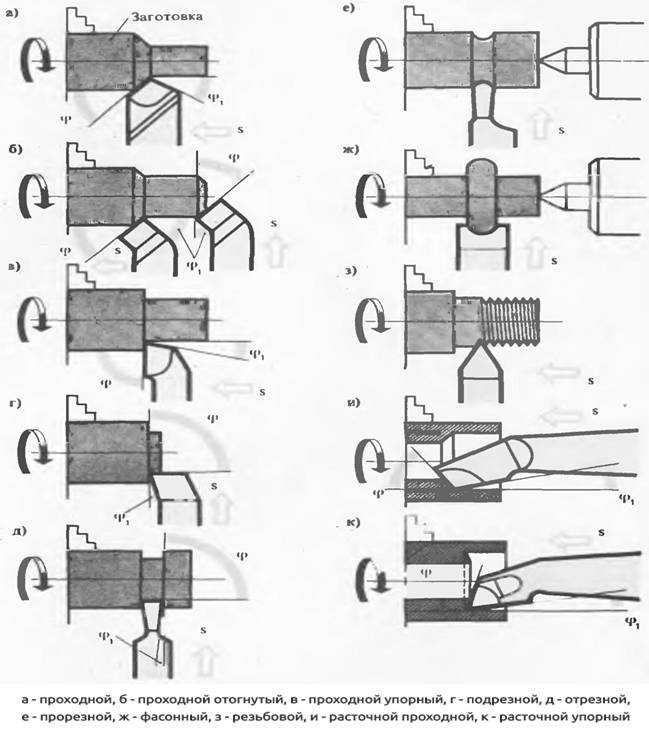
Классификация токарных резцов по металлу:
- Проходные прямые. Как правило, ведется обработка внешней стороны цилиндрической детали. Ими удобно снимать фаски.
- Проходные отогнутые. Ведется обработка торцов заготовки. Ими тоже можно снимать фаски.
- Проходные упорные отогнутые. Имеют широкое применение. С их помощью можно снимать с внешней стороны большой слой металла за один проход.
- Подрезные отогнутые. Можно обрабатывать поверхность, которая расположена перпендикулярно оси вращения.
- Отрезные. Таким инструментом ведется подрезка деталей и формирование в ней углублений. Изготавливаются на поверхности канавки.
- Для нарезания наружной резьбы. Копьевидная форма режущей части позволяет нарезать на наружной поверхности метрическую резьбу. В случае изменения заточки, вид резьбы можно изготавливать другой.
- Для внутренней резьбы. Изготовление резьбы проводится в отверстиях только большого диаметра.
- Расточные для глухих отверстий. Рабочая форма имеет изгиб. Точить можно глухие отверстия, предварительно полученные сверлением.
Советы по выбору расточного резца
Чтобы правильно подобрать расточной резец для обработки конкретного отверстия, необходимо учесть следующие моменты:
- из какого материала должна быть изготовлена рабочая часть: здесь нужно знать, какой металл будет подвергнут обработке и какие режимы обработки;
- геометрию резца – его рабочей части: этот параметр исходит из задач обработки;
- показатель виброустойчивости и прочности тела инструмента и кромки, которая режет: основополагающее здесь – режим обработки, наличие или отсутствие охладителя;
- размер резца и его форма диктуется размером отверстия и задачами обработки;
- конструкцию и способ фиксации режущей пластины, если она съемная;
- тип отделения стружки от поверхности при обработке;
- форму и тип резцедержателя в станке.
Не так уж сильно вы ему нравитесь, если он не хочет на вас жениться
Каждый из ваших бывших мужчин, который говорил вам, что не хочет жениться, или не верит в брак, или у него есть сомнения по поводу брака, когда-нибудь непременно свяжет себя священными узами. Только не с вами. Потому что он говорит не о том, что вообще не хочет жениться. Он говорит о том, что не хочет жениться на вас.
Оправдание типа «Сейчас все очень усложнилось»
Если вы будете ориентироваться на состояние ваших финансов, выбирая время для свадьбы, этот благоприятный период никогда не наступит. Если бойфренд использует отсутствие денег в качестве предлога, чтобы не жениться на вас, то это ваши отношения находятся в опасности, а никак не его банковский счет.
Оправдание типа «Но он весь такой из себя»
Если вам приходится сидеть и думать над тем, как завести разговор о браке с человеком, с которым вас уже довольно долго связывают близкие отношения, то это тревожный сигнал. Немедленно вызовите его на откровенный разговор и выясните отношения. Потом, как только вы будете готовы, отправьтесь на поиски человека, все помыслы которого будут заняты тем, как чувствуете себя вы.
Дилемма типа «Разве это действительно предлог, чтобы не жениться?»
Брак — это традиция, которая досталась нам в наследство от предыдущих поколений, поэтому у брака так много противников. Да будет так: если мужчина категорически против брака, а вы обеими руками за, то, пожалуйста, удостоверьтесь в том, что за его нежеланием жениться скрывается исключительно нелюбовь к самому институту брака, а не какие-либо другие чувства или их отсутствие.




Оправдание типа «Я просто еще не готов»
Мне неприятно говорить вам об этом, но он не хочет спешить всего по одной причине: он до сих пор не уверен, что вы — та самая.
Оправдание типа «Он достаточно насмотрелся на другие неудачные браки»
Для достойного мужчины встреча с женщиной, с которой он хочет разделить свою жизнь, всегда становится настоящим событием. И, наверное, если он поймет, что это именно та женщина, то не станет сразу же сообщать ей, что одна мысль о регистрации их отношений вызывает у него отвращение.
33. Сто процентов опрошенных мужчин признались, что без сомнений предложили бы руку и сердце женщине, если бы были полностью уверены, что именно она — любовь всей их жизни. Один представитель сильного пола сказал: «Это каким же нужно быть идиотом, чтобы не жениться на женщине, которую любишь?»
Помните:
- «Не хочет жениться» и «Не хочет жениться на мне» — это две разные вещи. Удостоверьтесь в том, что вы правильно определили, к какой категории принадлежит ваш избранник.
- Если у вас противоположные взгляды на брак, то наверняка найдутся и другие вопросы, которые приведут к разногласиям. Пора составить проблемный списочек.
- Если в ваших отношениях ничего не изменяется, то чего вы ждете?
- Где-то по земле ходит человек, который хочет на вас жениться.
Классификация
Расточные резцы по возможности обработки материалов классифицируют на два вида:
- Быстрорежущие модели рассчитаны на легкие материалы, такие как фторопласт, алюминий, текстолит.
- На более прочные и тяжелые материалы рассчитаны монолитный и твердосплавный варианты. Так, они подходят для стали (сырой, каленой, нержавеющей), бронзы и др.
Кроме того, существуют модели с механически закрепленным либо напаянным алмазом. Для данных вариантов материал режущей части представлен алмазом, а стержень состоит из стали.
Еще два типа рассматриваемых инструментов выделяют по назначению:
- Расточной резец для глухих отверстий помимо обработки внутренних стенок отверстий рассчитан на проточку и шлифовку дна. К тому же данные модели называемые упорными, подходят для расточки ступенчатых отверстий.
- Проходные варианты представлены расточными резцами для работ со сквозными отверстиями и цилиндрическими деталями.
Наконец, рассматриваемые инструменты дифференцируют по форме державки на квадратные, прямоугольные и круглые. Наиболее оптимальными считают варианты второго типа ввиду простой установки и удобной заточки.

Следует отметить, что существуют модели со сменными пластинами. Они укомплектованы запасными частями для смены изношенных пластин.
Зенкеры
Зенкеры бывают цельные (рис. ![]() и насадные (рис. 10). Они предназначены для обработки цилиндрических и конических отверстий и торцов. Цельные зенкеры изготовляют диаметром до 32 мм. По внешнему виду они несколько похожи на спиральные сверла, но имеют три винтовые канавки и, следовательно, три реж щие кромки.
и насадные (рис. 10). Они предназначены для обработки цилиндрических и конических отверстий и торцов. Цельные зенкеры изготовляют диаметром до 32 мм. По внешнему виду они несколько похожи на спиральные сверла, но имеют три винтовые канавки и, следовательно, три реж щие кромки.
Режущая или заборная часть 1 (рис. 9) выполняет основную работу резания. Калибрующая часть 2 предназначена для калибрования отверстий и направления зенкера при резании. Хвостовик 5 служит для закрепления зенкера в станке.

Рис. 8. Конструкция зенкеров: а — зенкер для цилиндрических углублений (цековка), б — зенков а, в — коническая зенковка, г — зенкер для зачистки торцовых поверхностей
Главный угол в плане φ для зенкеров из быстрорежущей стали равен 45-60°, а для зенкеров твердосплавных 60 -75°.
У зенкеров, изготовляемых из быстрорежущей стали, передний угол γ равен 8-15° при обработке стальных деталей, 6-8° при обработке чугуна, 25-30° при обработке цветных металлов и сплавов. У твердосплавного зенкера γ=5° при обработке чугуна и 0-5° при обработке стали.
Задний угол α=8÷10°. Угол наклона винтовой канавки ω=10÷25°. Для лучшего направления зенкера при резании в его зубьях оставляют цилиндрическую фаску шириной 1,2-2,8 мм.

Рис. 9. Конструктивные элементы зенкера: 1 — режущая (заборная) часть, 2 — калибрующая часть, 3 — рабочая часть, 4 — шейка, 5 — хвостовик, 6 — ленточка

Рис. 10. Насадные зенкеры: а — с напаянными пластинками из твердого сплава, б — с механическим креплением ножей, оснащенных пластинками из твердого сплава
Конструкция токарного резца
В конструкции любого резца, используемого для токарной обработки, можно выделить два основных элемента:
- державка, при помощи которой инструмент фиксируется на станке;
- рабочая головка, посредством которой выполняется обработка металла.
Рабочую головку инструмента формируют несколько плоскостей, а также режущих кромок, угол заточки которых зависит от характеристик материала изготовления заготовки и типа обработки. Державка резца может быть выполнена в двух вариантах своего поперечного сечения: квадрат и прямоугольник.
Конструкция резца
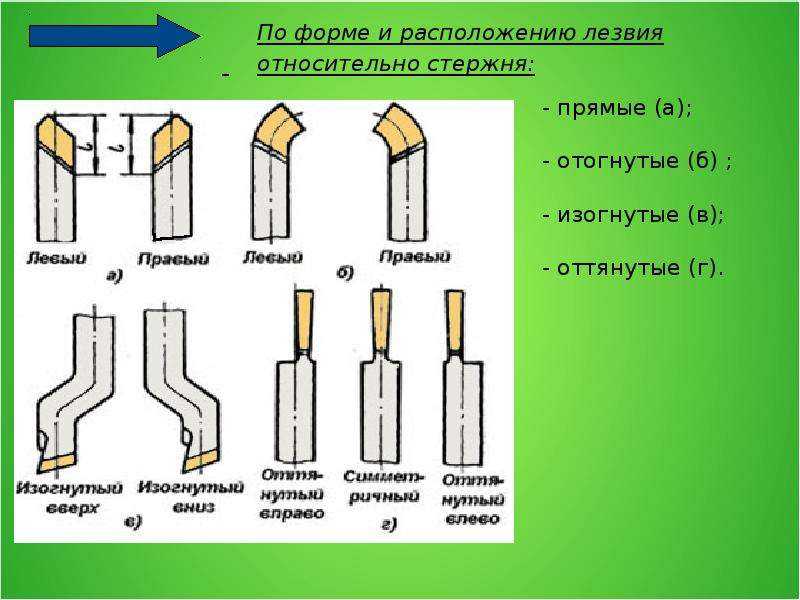
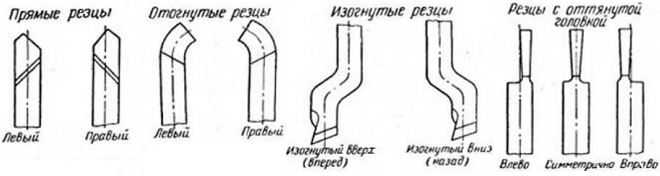
По своей конструкции, резцы для токарной обработки подразделяются на следующие виды:
- прямые — инструменты, у которых державка вместе с их рабочей головкой располагаются на одной оси, либо на двух, но параллельных друг другу;
- изогнутые резцы — если посмотреть на такой инструмент сбоку, то явно видно, что его державка изогнута;
- отогнутые — отгиб рабочей головки таких инструментов по отношению к оси державки заметен, если посмотреть на них сверху;
- оттянутые — у таких резцов ширина рабочей головки меньше, чем ширина державки. Ось рабочей головки такого резца может совпадать с осью державки либо быть относительно нее смещенной.
Разновидности резцов по конструкции
Заточка
Первичная заточка выполняется на заводе при изготовлении. Новый резец имеет готовый профиль режущих кромок с соблюдением углов. Но во время работы инструмент изнашивается, и необходимо его затачивать.

Когда требуется заточить режущий инструмент
Износ резца сказывается на скорости, качестве и точности обработки. При ручной подаче отрезного или канавочного резца появляется ощущение, что инструмент идет туго.
При автоматической обработке признаками износа являются:
- Изменение цвета стружки.
- Ухудшение качества поверхности.
- Искры во время точения.
- Свист, вибрация.
- Появление сколов и зазубрин на режущей кромке.
Совет! Не рекомендуется эксплуатировать резец до полного затупления режущей кромки.
Общие правила выполнения
Заточка выполняется на заточном станке. Для твердосплавных материалов предусмотрен круг из электрокорунда. Инструмент из быстрорежущий стали затачивают на круге из зеленого карбида.
Резец кладут на подручник и прижимают к вращающемуся кругу. Для получения ровной поверхности его необходимо перемещать вдоль круга. Режущая кромка должна располагаться по центру круга, в крайнем случае на 10 мм выше. Когда все поверхности готовы, на пересечении главной и вспомогательной режущей кромки делается небольшое скругление.
Важно!
Зазор между подручником и абразивным кругом допускается не более 3 мм.
Чтобы исключить перегрев режущей кромки, необходимо периодически ее охлаждать. Для этой цели возле заточного станка должна быть емкость с водой. Если пренебречь охлаждением, на поверхности кромки образуются микротрещины. Их не видно невооруженным глазом, но стойкость инструмента и качества обработки снижается.


Для повышения стойкости резца и спрямления кромок выполняют доводку. В зависимости от материала инструмента для этого предусмотрены алмазный (для твердосплавных) и эльборовый (для быстрорежущих) доводочные круги. Для контроля углов резца используют специальные шаблоны.
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены в ГОСТ 1.0—2015 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2—2015 «Межгосударственная система стандартизации. Стандарты межгосударственные. правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия. обновления и отмены»
Сведения о стандарте
1 РАЗРАБОТАН Открытым акционерным обществом «ВНИИИНСТРУМЕНТ» (ОАО «ВНИИИНСТРУМЕНТ»)
2 ВНЕСЕН Межгосударственным техническим комитетом по стандартизации МТК 95 «Инструмент»
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 22 ноября 2020 г. N9 93-П)
За принятие проголосовали:
| Кратки наименование страны па МК (ИСО Э1вв) 004-9? | Код страны
no МК (ИСО 316в) 004- 97 |
Сокращенное наименование национального органа по стандартизации |
| Белврусь | BY | Госстандарт Республики Беларусь |
| Грузия | GE | Грузстандврт |
| Киргизия | KG | Кыргызствндврт |
| Россия | RU | Росстандарт |
| Таджикистан | TJ | Таджикстандарт |
| Узбекистан | uz | Узствндврт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 14 марта 2020 г. № 133-ст межгосударственный стандарт ГОСТ 26613—2016 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2020 г.
5 ВЗАМЕН ГОСТ 26613—85
Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе «Национальные стандарты», а текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также е информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет ()
Стандартинформ. 2017
В Российской Федерации настоящий стандарт не может быть полностью или частично воспроизведен. тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
ГОСТ 26613—2016
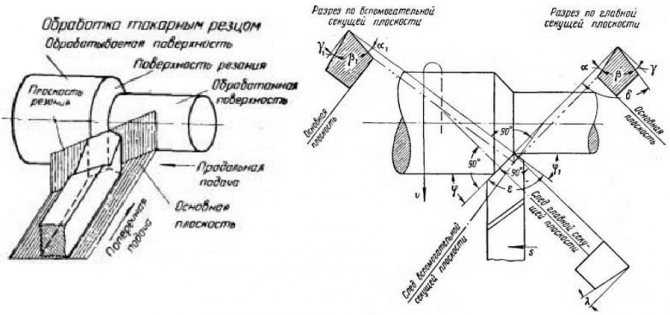
Конструкция резца
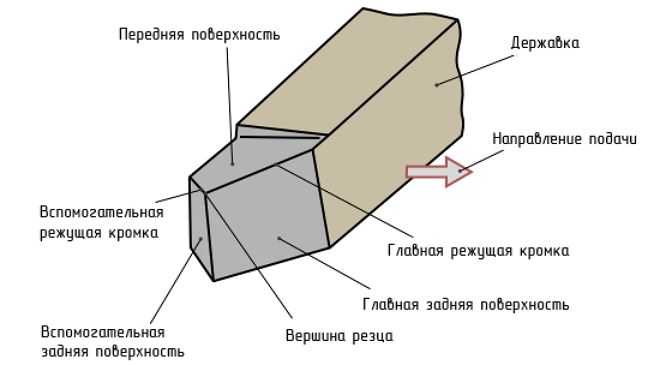
Резец состоит из основной части и державки. Державка – это стержень, которым металлорежущее изделие прикрепляется к станку. У рабочей части есть несколько элементов: передняя поверхность для вывода стружки в процессе обработки заготовок, две задание поверхности, прикасающиеся к режущей поверхности резца и к обработанной поверхности изделия. Также у рабочего инструмента есть две кромки (главная и вспомогательная). Одна из них пересекается с задней частью детали, другая – со вспомогательной. Обе кромки соприкасаются с передней гранью токарного резца и встречаются в верхней точке пересечения – вершине металлорежущего инструмента.
Разновидности резцов
Расточные резцы разбиты на несколько подгрупп, в зависимости от основных параметров. Подача на станке может иметь несколько направлений. Учитывая этот факт, резцы могут быть: левыми; правыми.
Для каждого вида отверстия подбирается нужная конструкция оснастки. От этого зависит точность обработки и время операции. В зависимости от своей конструкции инструмент подразделяется на несколько видов:
- Прямые. Ось державки совпадает с линией режущей головки. Иногда выдерживается параллельность осей.
- Отогнутые. У инструмента ось головки может отклоняться в определённую сторону от оси державки.
- Изогнутые. Державка отличается изогнутой осью.
- Оттянутые. Державка шире головки инструмента.
Надо сказать, что иногда таких форм недостаточно. Особенно когда деталь отличается сложной формой. Специально для подобных случаев конструкторами разрабатываются уникальные виды расточного инструмента.
Форма державки подразделяет резцы на несколько видов:
- Круглые.
- Прямоугольные.
- Квадратные.
На классификацию инструмента влияет также метод изготовления. Оснастка подразделяется на группы:
- Цельные. Инструмент сделан из однородного материала.
- Составные. Для изготовления режущей части используется твердосплавная пластина. Она может закрепляться на державке обычным болтом или припаиваться.
https://youtube.com/watch?v=xqvzLFC8AH0
https://youtube.com/watch?v=j3Jgyxaeoj8
https://youtube.com/watch?v=4pFf65ZhVIA