
Подключение сварочного аппарата к бытовой сети
Чтобы процесс сварки проходил как можно более безопасно и во время него не возникало ни каких серьезных проблем, следует разобраться с тем, как подключить сварочный аппарат. Для этого требуется учесть несколько основных факторов, таких как место расположения.
Тип аппарата, место нахождения вентиляции и прочее. Вентиляция является одним из самых важных моментов при размещении инвертора, так как они сильно подвержены перегреванию
Также нужно обратить внимание на контакт с пылью
Таким образом, подключение сварочного аппарата может стать непростым процессом для новичков.
Подключение сварочного аппарата к генератору 220 В
Основные рекомендации и техника безопасности
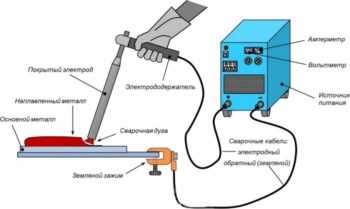
Подключение сварочного аппарата начинается с проверки параметров сети. Оно должно совпадать с тем, которое указано на корпусе техники, так как в ином случае ее нельзя будет использовать. Здесь необходимо соблюдать устройства правильных соединений. Тут необходимо использовать заземление и провода фазы, которые могут состоять из одной фазы или двух фаз и нейтрали.
Если в модели имеется функция самостоятельного регулирования входного напряжения, то ее следует поставить в то положение, значение которого будет соответствовать напряжению в сети. Для фиксации положения, как правило, используется закрепляющий винт.
Аппарат в сеть подключается при помощи обыкновенной штепсельной вилки. Она должна быть в исправном состоянии и соответствовать температурным нормам, так как во время работы будет происходить нагрев.
В вилке должно быть заземление, к которому подключается специальный кабель. Также нужно соединить кабель «земли» с соответствующей клеммой. Соединение должно происходить недалеко от будущего шва, но на безопасном расстоянии.
Для закрепления на металлической поверхности используется специальный зажим.
Пошаговая инструкция по подключению сварочного аппарата
Если вы не знаете, как подключить сварочный аппарат, то следует выполнить указанную ниже последовательность действий. Естественно, что перед подключением, нужно в очередной раз проверить целостность самого аппарата, работоспособность комплектующих, а также узнать рабочее напряжение. Для подключения следует иметь такие вещи как:
- Сварочный аппарат;
- Удлинитель;
- Переходник.
Как подключить сварочный инвертор
При подключении к источнику питания и применении инверторного сварочного оборудования необходимо соблюдать ряд правил, которые не только необходимы для безопасной эксплуатации устройства, но и способны значительно продлить срок его службы. Эти правила подходят для всех сварочных инверторов, вне зависимости от вида (профессиональный, промышленный или бытовой).
Рекомендации по безопасной эксплуатации устройства можно разделить на категории:
- розетки и пробки
- проводка
- кабели
- напряжение и мощность
- удлинители
Кроме того, необходимо отдельно рассмотреть подключение сварочного инвертора к сети и к электрическому генератору.
Подсоединение к сети
Подключение сварочного инвертора к сети возможно при напряжении в 220 или 380 В. При этом необходимо учитывать ряд внешних факторов и условий, которые могут повлиять на срок службы устройства.
Единственные элементы в схеме подключения инвертора, с которыми вряд ли возникнут проблемы – это соединительный кабель с вилкой. Конечно, если они не повреждены. Каждый производитель тщательно рассчитывает максимальную мощность устройства, и кабель с вилкой способны выдержать ее без проблем. Немного сложнее все обстоит с остальными элементами.
И первый из них – проводка в помещении, в котором проводятся сварочные работы. Она рассчитана на определенную максимальную мощность, при достижении или превышении которой срабатывает защитное устройство.
https://youtube.com/watch?v=mb0W1Tm9iUI
Защитное устройство может быть как сложным автоматизированным агрегатом, так и обычной бытовой пробкой.
Стандартным значением для большинства элементов современной бытовой электрической сети является 16 А – именно столько проводка, розетки и вилки могут выдержать без получения повреждений. Поэтому некоторые мощные сварочные инверторы способны при включении вызвать срабатывание защитной системы. Следует сразу же проверить, может ли местная сеть выдержать.
Сварка в домашних условиях с питанием от сети возможна не всегда
Подписка на рассылку
Как правильно подключить кабели к сварочному инвертору Удлинить сварочный кабель на инверторе можно, учитывая потери напряжения и, соответственно, силу тока. Чем длинней кабель, тем больший ток нужно устанавливать на выходе. В техдокументации некоторых аппаратов указан категорический запрет на удлинение сварочного кабеля. При подключении кабелей к сварочному аппарату Ресанта нужно это иметь в виду. На практике же работы других аппаратов не заметно ухудшений при удлинении кабелей до 5-6 метров. Это связано с запасом мощности и ресурсом, заложенными производителями в сварочный аппарат. В любом случае, соединения на сварочном кабеле не допускаются. Короткий кабель заменяется более длинным отрезком с соответствующими заделками.
Как выбрать сварочное оборудование
На сегодняшний день, производители предлагают большой выбор сварочного оборудования
И что бы выбрать оптимальный вариант, необходимо, как минимум иметь понятие, какие аппараты бывают, на какие характеристики следует обратить внимание, и что необходимо знать, для правильного подключения приобретенного аппарата
Ассортимент сварочных аппаратов огромен, но основной выбор состоит из:
• сварочных трансформаторов; • сварочных выпрямителей; • инверторов.
Одно из основных условий, на которое необходимо обратить внимание, это параметры при сварочном токе, ПВР (процент времени работы) или ПВ (продолжительность включения). Для отсчета времени ориентируются на интервал 15 минут
Достаточно удобной опцией розжига дуги, обладает большее количество устройств. Что касается аппаратов с выпрямлением сварочного тока, то они производят весьма качественный шов, имеют функции пуска двигателя, заряд аккумулятора, нагревают и рихтуют металл с помощью угольного электрода.
Часто возникает вопрос, можно ли подключать сварочный аппарат через счетчик? Нужно учесть, что новые бытовые счетчики рассчитаны на ток в 40-50 ампер, а это равняется
8 кВт активной мощности. Следовательно, необходимо подбирать сварочный аппарат, который будет потреблять ток менее указанного на счетчике и номинала вводного автоматического выключателя. Если номинальный ток сварочного аппарата будет выбран правильно, то электрический счетчик не пострадает.
Кабель для сварочного аппарата (кабель для сварки).
Для продуктивной работы сварочного аппарата, необходимо выбирать сварочный кабель, что бы его площадь сечения, длина и падение напряжения сварочного контура не превышало 2 Вт. Сварочный кабель КГ представляет собой изолированный гибкий токопроводник с одной или несколькими жилами, сплетенными из медных проволок различных диаметров (от 0,18 мм до 0,2 мм). Такой кабель выполняет функцию подвода тока от сварочного аппарата или источника напряжения к приспособлению, с помощью которого удерживается электрод.
READ Как подключить к одному процессору два монитора
В заключение нужно отметить, чтобы ваше сварочное оборудование работало бесперебойно и оправдало свой эксплуатационный срок, необходимо выбирать сварочный кабель в соответствии с техническими характеристиками сварочного аппарата.
Исходя из технических данных сварочного аппарата, можно подобрать необходимое сечение кабеля для сварки, выбрав его из нижеприведенной таблицы:
Допустимая токовая нагрузка в зависимости от сечения сварочного кабеля
Источник
Основы работы сварочным инвертором
На стадии подготовки уточняют особенности технологического процесса. Электрод 2,5 мм применяют при силе тока 90±10А для сварки заготовок следующей толщины (мм):
- чугун – 3 и более;
- нержавеющая сталь – 1,5;
- «мягкие» сорта стали – от 2 до 5.
Чтобы выяснить, как подключить сварочный инвертор в других исходных условиях, пользуются справочными данными. По результатам пробного шва корректируют рабочие параметры.





При увеличении силы тока:
- шов получается глубже;
- можно быстрее перемещать электрод без ухудшения надежности соединения.
Перед сваркой тщательно очищают поверхности. Удаляют ржавчину, жир, краску. Для создания качественного шва с одинаковой интенсивностью прогревают обе заготовки.
Тренировкой улучшают рабочие навыки. Новички для улучшения видимости разметкой выделяют линию соединения. Электрод перемещают под углом 30-60°. Сохраняют постоянную длину дуги 2-3 мм.
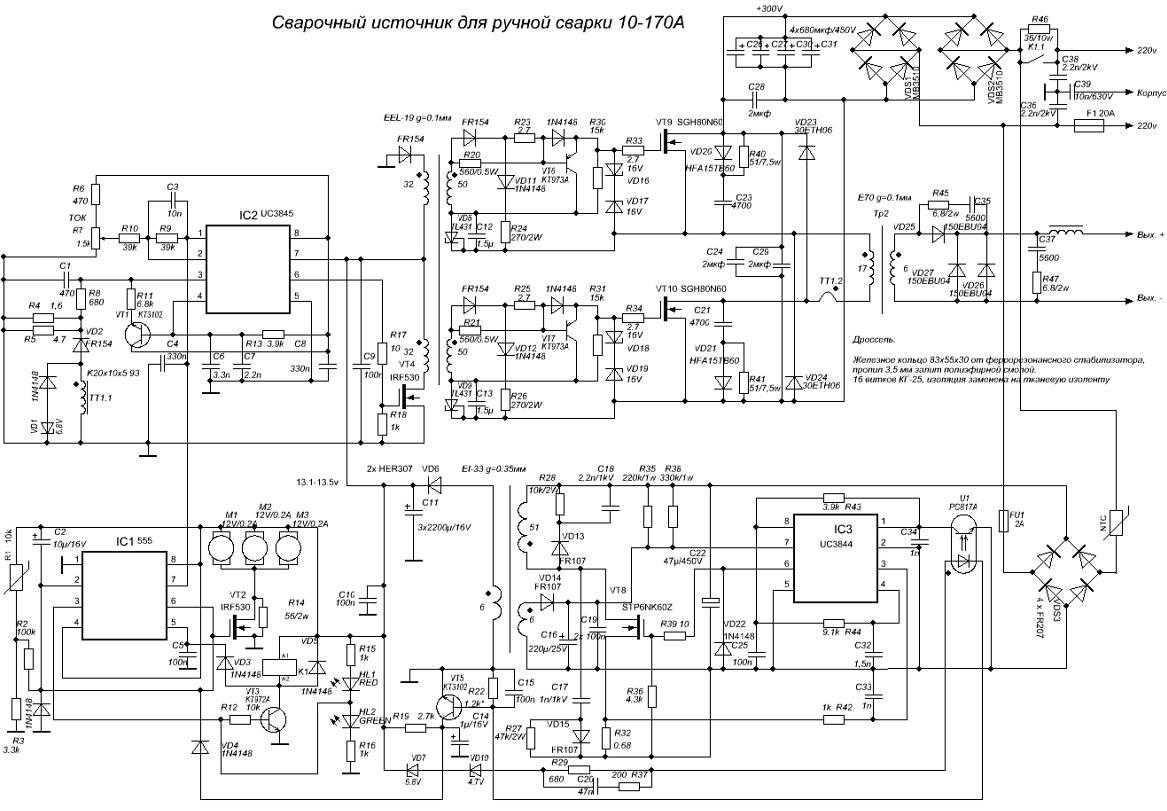
Cхемы сварочных инверторов
Возможные неисправности и способы их устранения Даже надёжные электронные компоненты могут иногда выходить из строя, поломки случаются при неправильной эксплуатации сварочных инверторов.
Все сварочные аппараты делятся на несколько основных групп: Для проведения электродуговой сварки при применении покрытых специальным составом электродов применяется оборудование типа ММА. Далее мы приводим блок-схему функционирования стандартного инвертора, которая наглядно демонстрирует принцип его применения. Возможные неисправности и способы их устранения Даже надёжные электронные компоненты могут иногда выходить из строя, поломки случаются при неправильной эксплуатации сварочных инверторов.
Пайка платы.
Выводы Инвертор — сложное электронное устройство, но простое в использовании, его подключают к электрической цепи с напряжением V и без опасения проводить сварочные работы. При испытаниях следует добавлять витки до тех пор, пока дуга не начнёт ощутимо сильно тянуться, мешая отрыву.
Схемы аппаратов Сварис
Конденсаторы, установленные в фильтре, после активации зарядки способны выдавать большой силы ток, который сжигает, поэтому инвертор обеспечивается плавным пуском. Несмотря на применение схожей схемы при создании практически всех инверторов, они существенно отличаются друг от друга. Электрическая схема предполагает работу агрегата на основе импульсных преобразователей высокой частоты. Обычные выпрямительные диоды с такой задачей бы не справились — они бы просто не успевали открываться и закрываться, нагревались и выходили бы из строя.
Возможные неисправности и способы их устранения Даже надёжные электронные компоненты могут иногда выходить из строя, поломки случаются при неправильной эксплуатации сварочных инверторов. Модуль ключей представлен четырьмя транзисторами в каждой из четырех групп. Затем происходит выравнивание тока при наличии конденсатора и его поступление к блоку транзистора.
Принципиальная электрическая схема в деталях: составляющие
Таким образом, на первом этапе мы получаем на выходе с выпрямителя постоянный ток, имеющий значение более V. Ранее в сварочных инверторах использовались трансформаторы, очень мощные, работающие за счет обмотки трансформатора и имеющие, из-за этого, размеры и вес, делающие сварочные аппараты громоздкими и неудобными в применении. Инверторное устройство еще раз преобразовывает электроток теперь уже в переменный , увеличивая при этом его частоту.
Через них протекают огромные токи. Часть 1. При устройстве вторичной обмотки витки наматываются в несколько слоев. Если напряжение провода меньше В, значит, устройство неисправно.
Схема китайского инвертора
Выбор полярности
Не секрет, что процесс плавления металла происходит из-за высокой температуры электрической дуги, возникающей между свариваемым материалом и электродом. При этом кабель с держателем для электрода и кабель массы (с прищепкой) подсоединены к разным клеммам аппарата. Чтобы правильно подключить кабеля, необходимо понимать, в каких случаях они меняются местами.
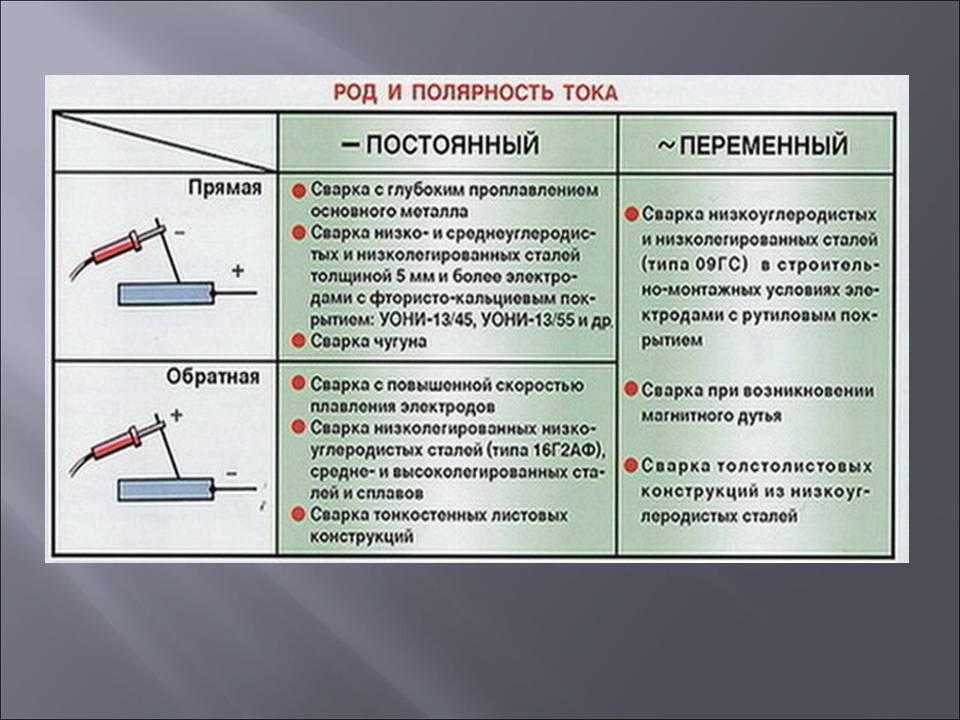
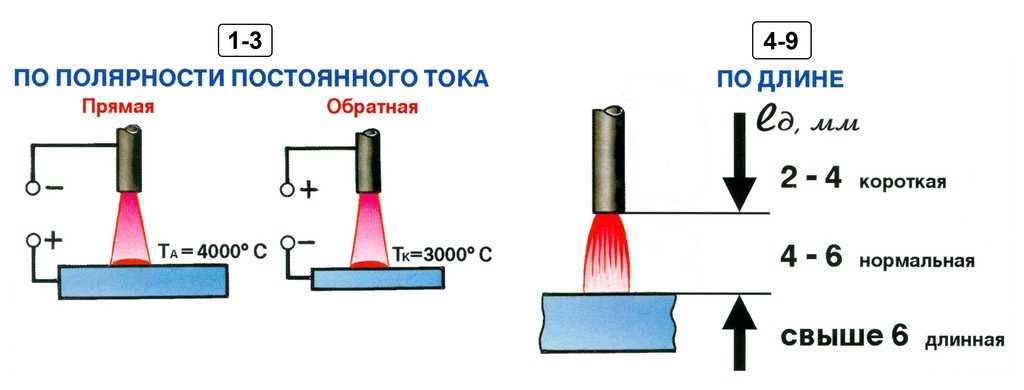
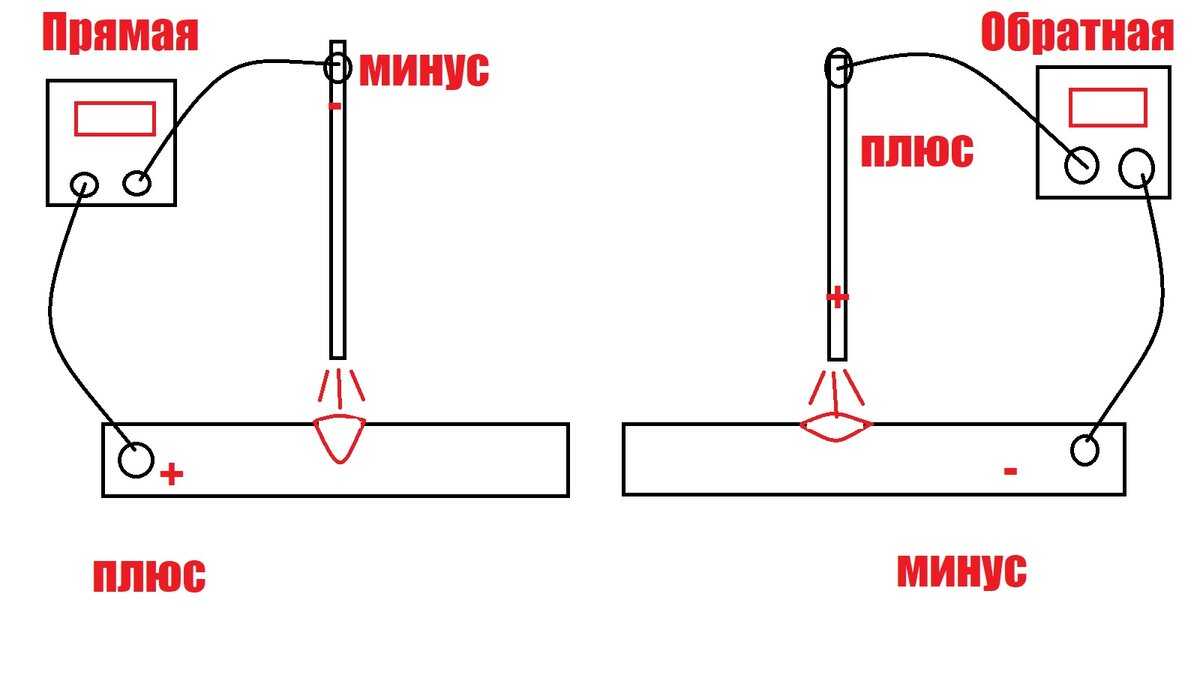
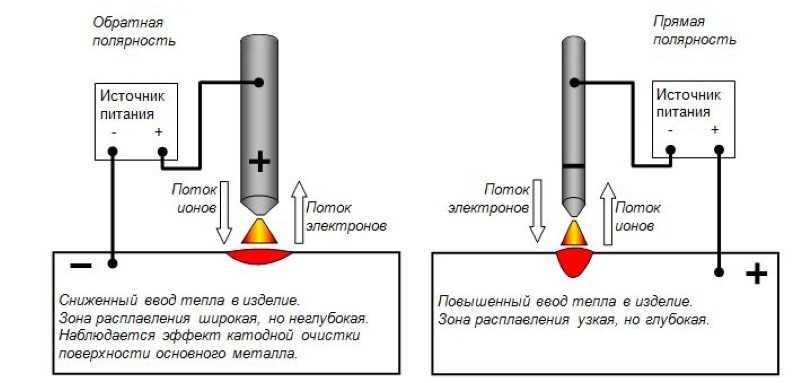
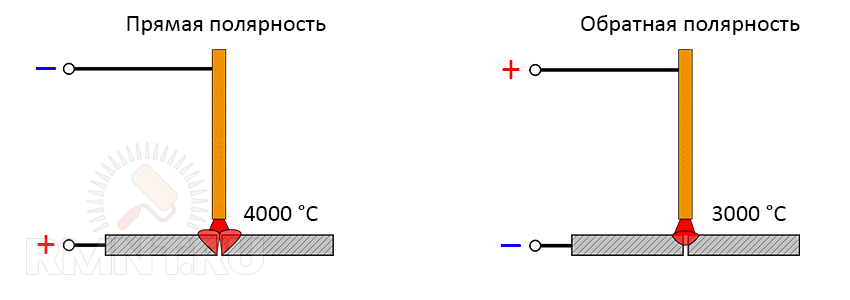
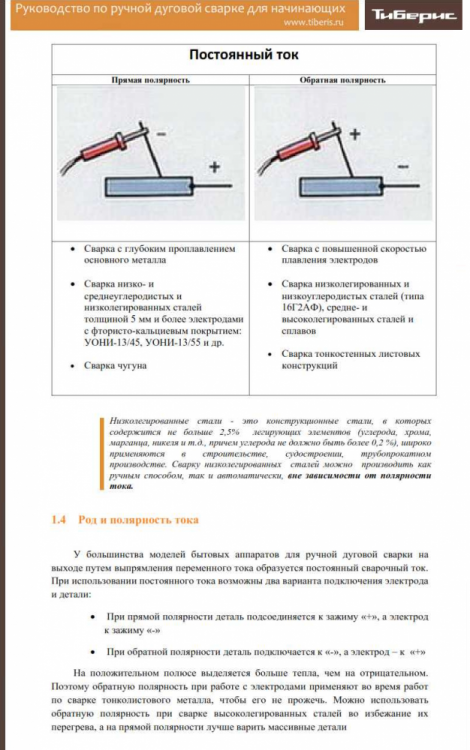
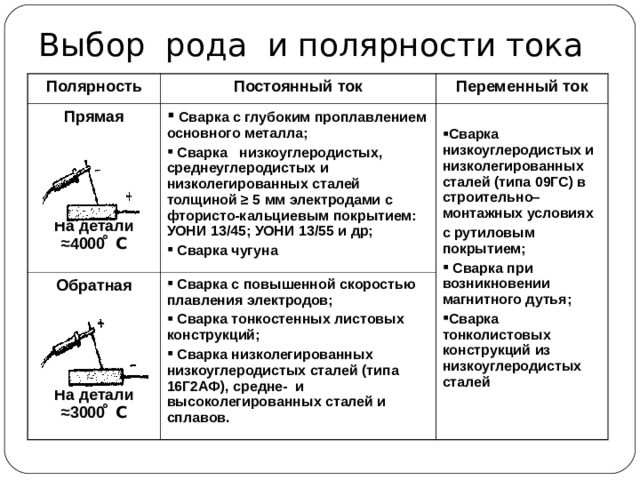
При сварке инвертором или любым другим сварочным агрегатом используется прямая и обратная полярность подключения кабелей к аппарату. Прямой полярностью принято называть подключение, когда кабель с электродом подсоединяется к минусу, а свариваемый металл – к плюсу.
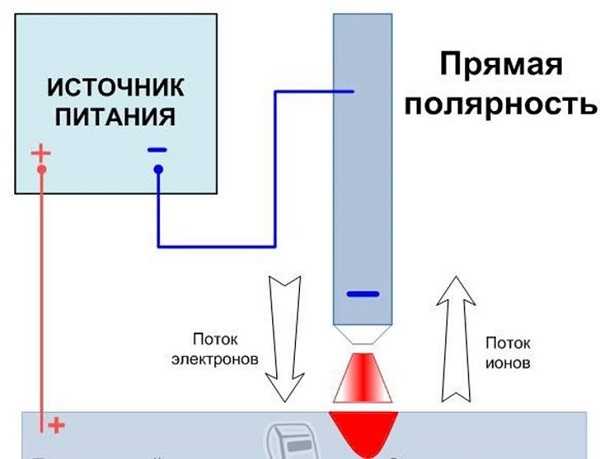
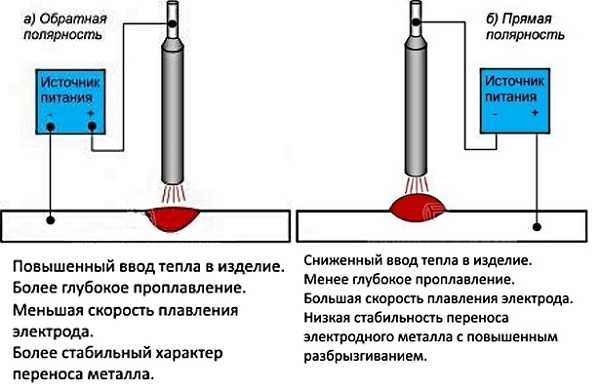
Такой способ подключения позволяет металлу хорошо прогреваться, отчего шов получается глубоким и качественным. Метод прямой полярности используют при варке толстых металлических изделий.
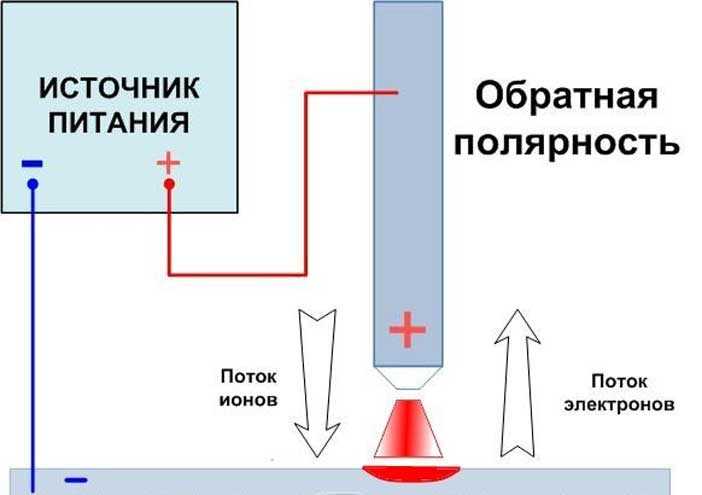
Обратная полярность подразумевает подключение электродного кабеля к плюсу, а кабеля массы – к минусу.
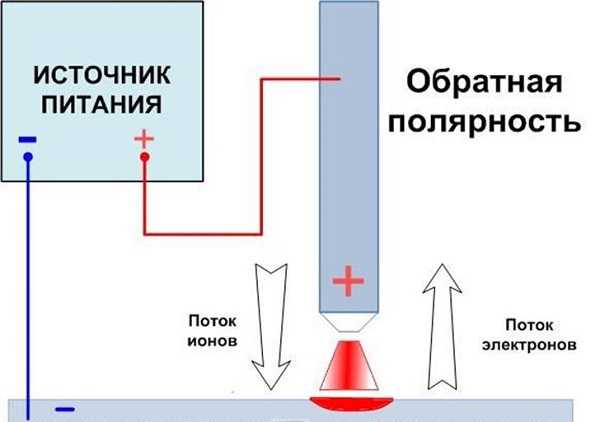
При таком подключении металл прогревается меньше, а шов поучается более широким. Обратную полярность принято использовать при варке тонких металлических изделий, чтобы исключить сквозной прожиг детали.
Готовимся, приобретаем, запасаемся
Самое главное – знать, что все получится на отлично, ведь технология сварки инвертором очень проста в освоении и использовании, здесь не особо нужны опыт и мастерство.
Техника безопасности
Любое сварочное дело, включая инвертор, напрямую связано с электрически током.
Эти правила просты и бесхитростны:
Нужно проверять кабели на целостность и исправность перед подсоединением к инвертору
Важно запомнить: кабель обратный с прищепкой идет к минусовому полюсу. Кабель, где есть электродержатель, крепим к плюсовому разъему
После визуальной проверки установить ручку с регулятором силы тока на минимальное значение
Затем подключаем аппарат к сети. Слушаем работу включившегося вентилятора: если шум ровный и без треска, все в порядке. Теперь учтем немалый вес металла, с которым вам придется работать.
Спецодежда
Сварка инвертором. Прежде всего нужно учитывать действие высокой температуры и иметь следующие предметы:
- маску сварщика со специальными светофильтрами;
- защитные перчатки или краги;
- костюм из защитной ткани;
- обувь на подошве из резины;
- при необходимости респиратор, если сварка пойдет в замкнутой комнате без проветривания.
Оборудование
Список необходимого оборудования:
- инверторный сварочный аппарат;
- молоток;
- электроды, отобранные под вид работы с учетом природы и толщины металла;
- щетка с металлической щетиной
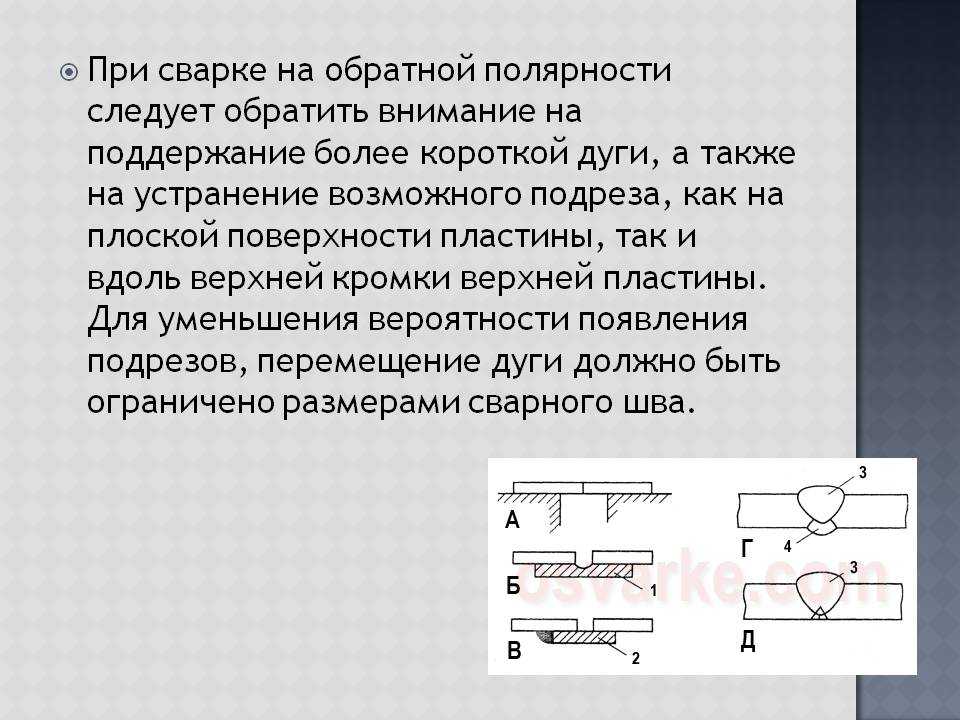
Особенности прямой и обратной сварки
Прямо-полярный метод рассчитан на:
- прокатный монтаж из спецсталей методом наплавления;
- неплавящуюся вольфрамовую сварку с применением проволоки для наплавки;
- работу с текучими материалами;
- раскрой заготовок с использованием сварочных приспособлений.
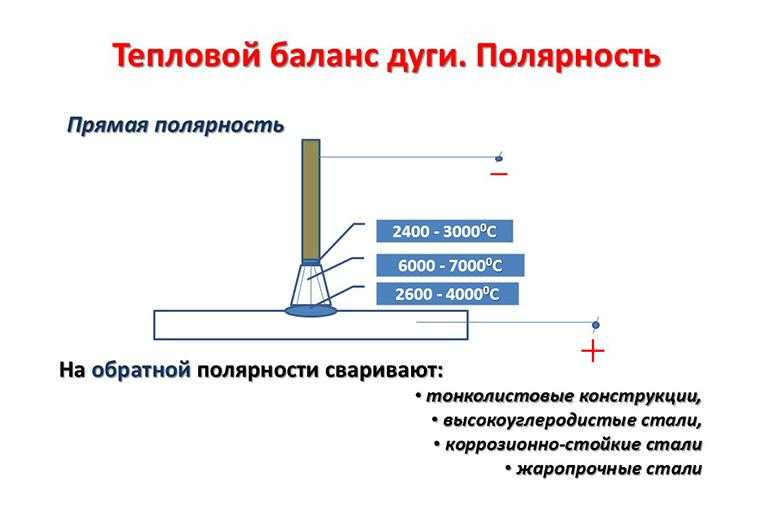
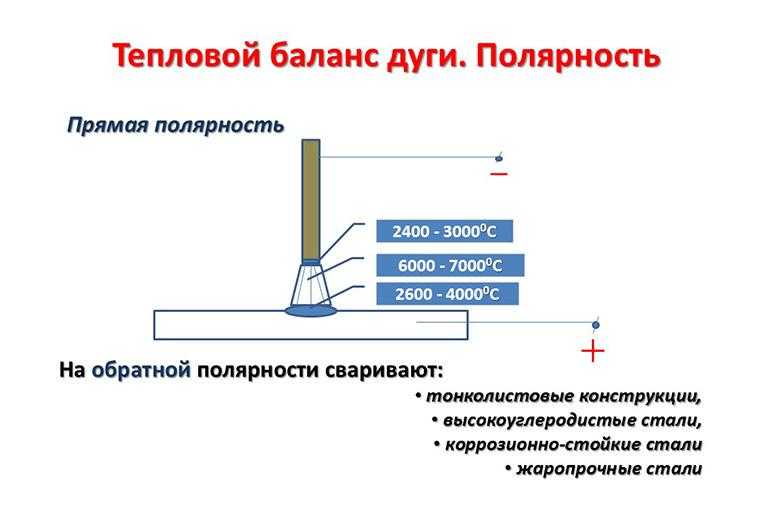
Тепловым балансом дуги определяют характер распределения тепловой мощности. Если случайно сменить полюс, рабочий процесс с постоянным током затянется, шов получится широким, а скорость сжигания расходников увеличится. Обратная полярность уместна при аккуратной проварке заготовки, без допускания прожогов. Такой способ применяется для обработки цветмета, при флюсовой сварке.
Пятна анодные, пятна катодные
Конечно, можно всю жизнь проработать на своем инверторном аппарате, в котором по умолчанию постоянный ток настроен на прямую полярность: у вас нет никаких хлопот или проблем с перестройками сварочного электричества.
Эта чудесная идиллия возможна лишь при условии, что вид работ у вас один и тот же, вы не меняетесь, всех возможностей своего аппарата так и не знаете, и вообще зачем про электричество, все и так хорошо, не надо усложнять…
Не надо, так не надо, но вот если вам понадобится варить, например, качественную высоколегированную сталь, то ваша идиллия сразу же нарушится: качественного шва со старыми электрическими настройками у вас не получится. Вам придется разбираться с понятием обратной или прямой полярности при сварке, в чем мы прямо сейчас вам поможем.
 Прямая и обратная полярность.
Прямая и обратная полярность.
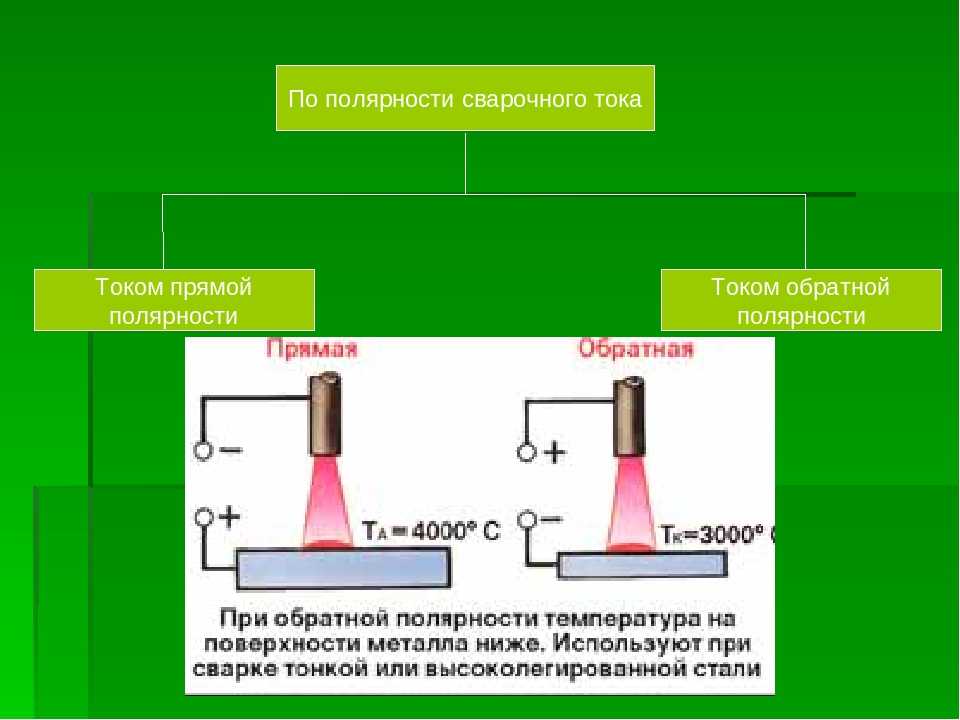
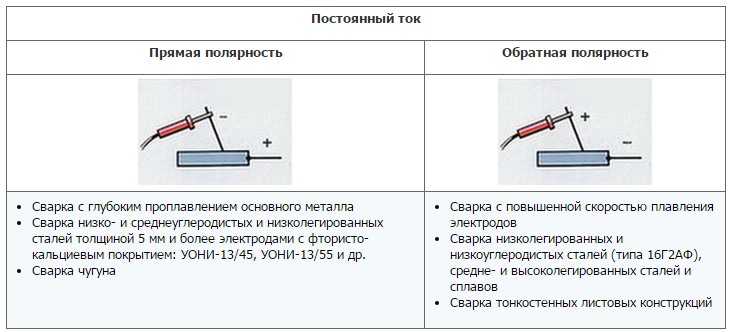
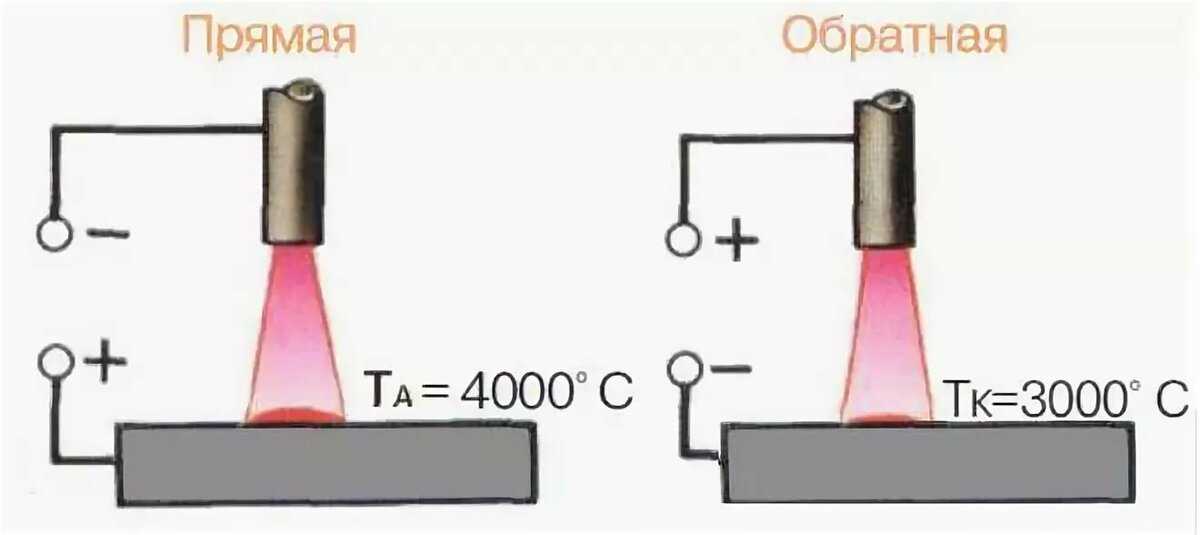
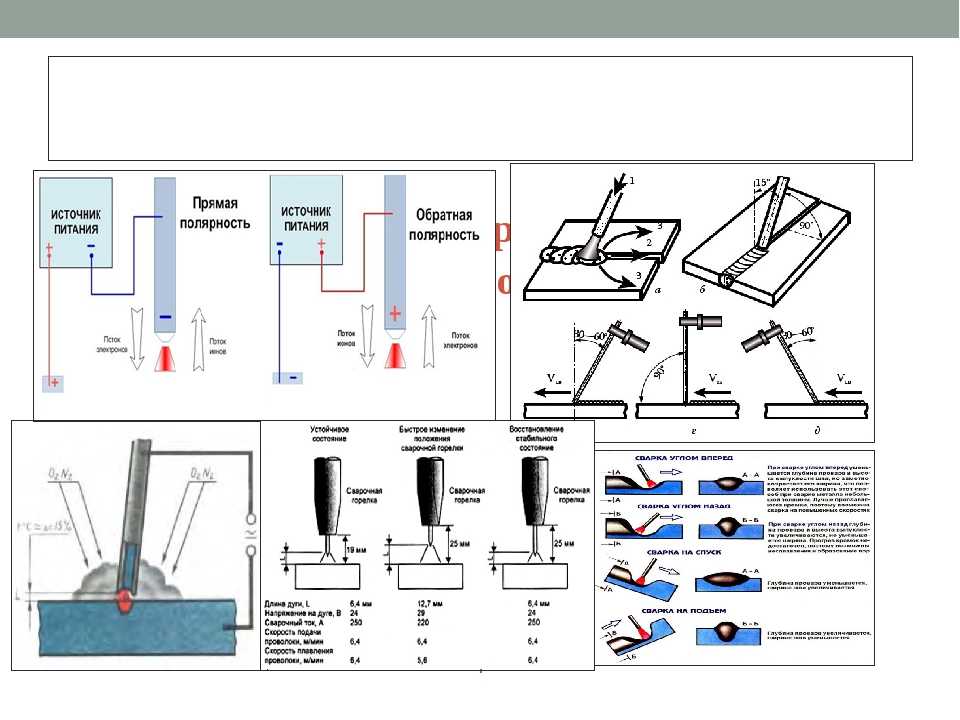
В принципе при прямом варианте электрод, который подключен к отрицательной клемме, сам становится катодом. А анодом становится наша металлическая заготовка. При обратном варианте электрод начинает работать анодом, потому что он подключен к плюсовому полюсу. Ну а заготовка, соответственно, превращается в катод.
В обоих случаях образуются анодные и катодные пятна. Анодное облако – погорячее, причем значительно: разница в температурах анодной и катодной областей доходит до 800°С.
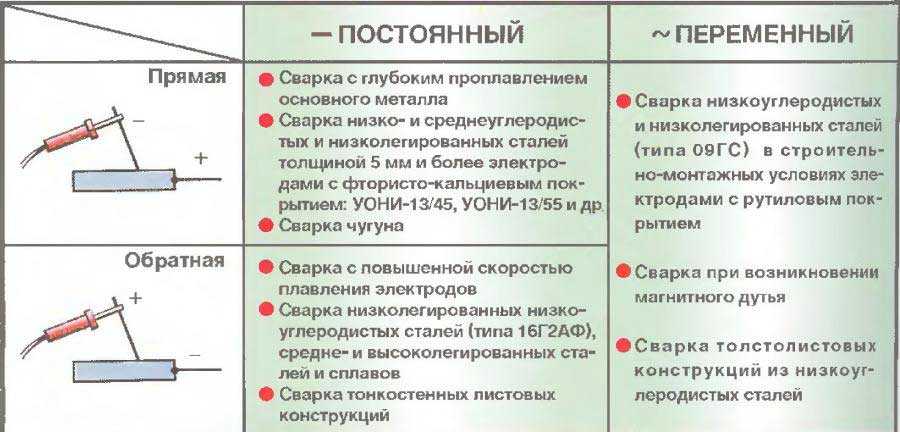
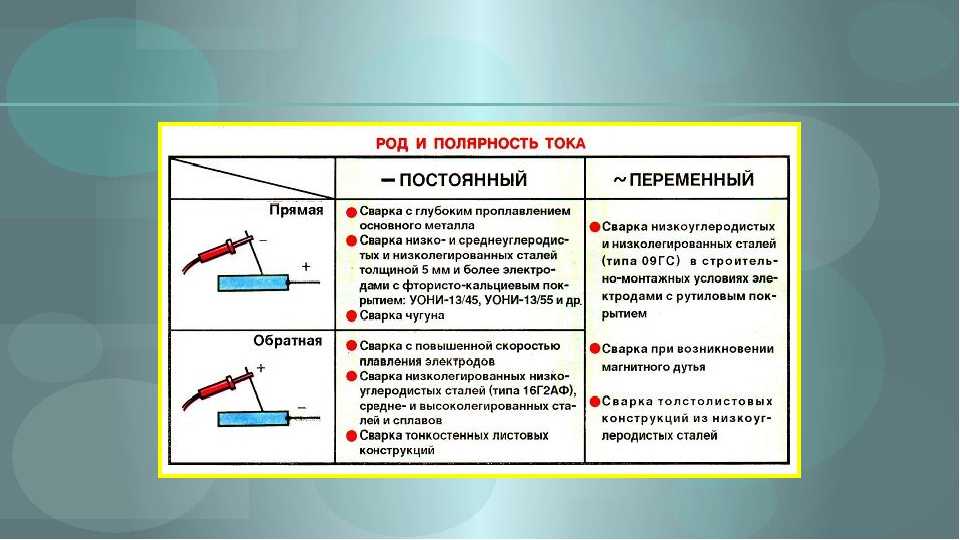
Не упустим из внимания важную деталь: если мы говорим о двух вариантах – прямом и обратном, это всегда имеет отношение только к постоянному току. Дело в том, что при переменном токе полярность сама меняется с прямой на обратную с высокой частотой.
Еще раз: переключение прямой и обратной полярностей имеет смысл и возможно только при постоянном токе, это сварка постоянным током. При переменном токе в таком переключении нет ни смысла, ни возможности. Друзья, это физика.
Обзор видов
Возможность различного подключения кабелей сварочного аппарата дает перемену полярности, в результате чего можно увеличивать глубину проникновения в металл и в конечном итоге добиться получения плотного сварочного шва на заготовках даже шириной меньше 0,5 мм. Разница между прямой и обратной последовательностью движения электрического тока состоит в возможности регулирования расположения электрической дуги относительно рабочей заготовки, а также в степени нагрева свариваемых поверхностей.
При изменении полярности подключения важно обращать внимание на то, что у анода тепловой энергии будет сгенерировано во много раз больше, чем в области катода. По умолчанию новый инверторный сварочный аппарат настроен на работу с прямым подключением полярности. При необходимости переставить провода с клеммами можно в любой момент
При необходимости переставить провода с клеммами можно в любой момент
В этом случае сварщик решает сам, как и в какие разъемы подсоединять держатель электродов и прищепку на металл. При изменении полярностей движение электрического тока станет противоположным, меняя при этом и характеристику самого сварочного процесса
При необходимости переставить провода с клеммами можно в любой момент. В этом случае сварщик решает сам, как и в какие разъемы подсоединять держатель электродов и прищепку на металл. При изменении полярностей движение электрического тока станет противоположным, меняя при этом и характеристику самого сварочного процесса.


Прямая
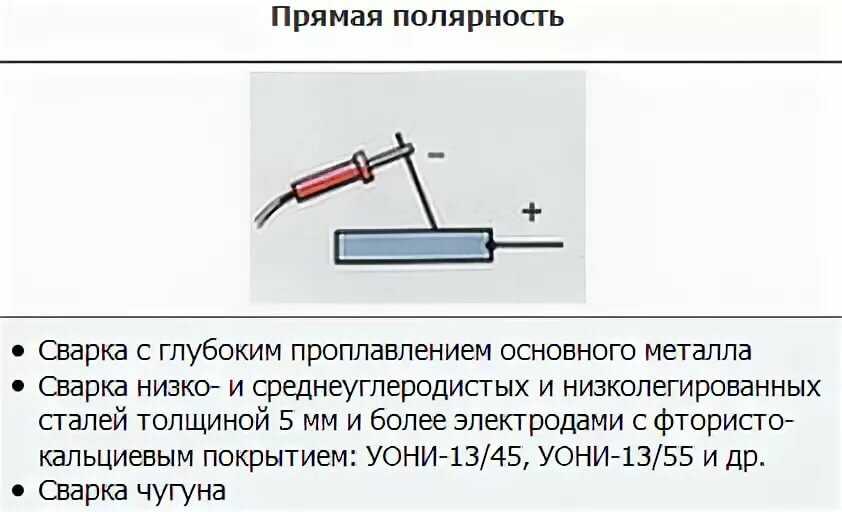
Прямая полярность подключения обладает следующими характеристиками:
в процессе электросварки получается довольно глубокий, но узкий шов на поверхности стыкуемых заготовок;
процесс электросварки достаточно облегчен, что бывает особенно важно, если в сплаве отсутствует железо или толщина металлических заготовок равна 3 мм;
электрическая дуга устойчива и постоянна, не склонна к срывам; сварочный процесс невозможно выполнить, если применять проволоку, у которой в составе имеется токопроводящий материал или она предназначена для выполнения работ в режиме переменного тока; с помощью электродуги можно выполнять резку металлических заготовок;
сила электрического тока оказывает влияние на химический состав сварочного шва, делая его прочным и аккуратным; методика может применяться для выполнения сварочных работ в защитной среде аргона или гелия;
нагрев присадочной проволоки или электропроводника происходит медленно;
с данной технологией электросварки можно работать инверторами, которые функционируют в режиме высокочастотного электротока;
при образовании шва снижен процент введения карбона в массу расплавленного металла.

Для успешного выполнения процесса электросварки при работе с постоянным электрическим током необходимо хорошо прогревать поверхность заготовки, доводя ее до момента плавления. Тем самым будет образовываться сварочная ванна. В данном случае прямая и обратная полярность направления электрического тока оказывает влияние на характеристики сварочной ванны. При работе в режиме прямой полярности в пределах ванны образуется среда, которая легко поддается заполнению расплавленным металлом. Он растекается, и движение сварочного электрода задает направление формируемому шву, контролируя при этом его глубину на объекте сваривания.
Обратная
Обратное подключение полярности электрического тока также имеет свои отличительные особенности:
- глубина сварочного шва невелика, но его толщина получается значительной;
- если нужно сварить две очень тонкие металлические пластины, то при таком методе их рабочая поверхность не будет деформирована;
- электродуга нестабильна, поэтому в данном случае нельзя использовать сварочный инвертор, который функционирует на невысоком электротоке;
- при работе риск прожога поверхности тонкостенных деталей минимален;
- для работы не применяются электроды, которые способны разрушаться от действия высоких температурных режимов;
- для получения качественного результата процесс подразумевает наличие минимального зазора между рабочими заготовками;
- сварочный процесс выполняется прерывистым типом шва.

Выбор полярности подключения сварочного инверторного аппарата обуславливает и выбор сварочных электродов. Например, при работе в обратном подключении угольные стержни будут быстро плавиться и сгорать, поэтому такой тип электрода применим только для работ в режиме прямого подключения. Качество ширины и глубины сварочного шва также находится в зависимости от выбора полярности. Чем выше сила электрического тока, тем глубже выполняется проваривание металла.

Виды инверторных источников сварочного тока
Корпус с вентилятором системы охлаждения.
Принципиальная схема аппаратов инверторного типа Для того чтобы понимать суть работы современного сварочного агрегата, необходимо знать из каких блоков состоит принципиальная схема сварочного инвертора, который обеспечивает энергией дугу короткого замыкания при сварочном процессе.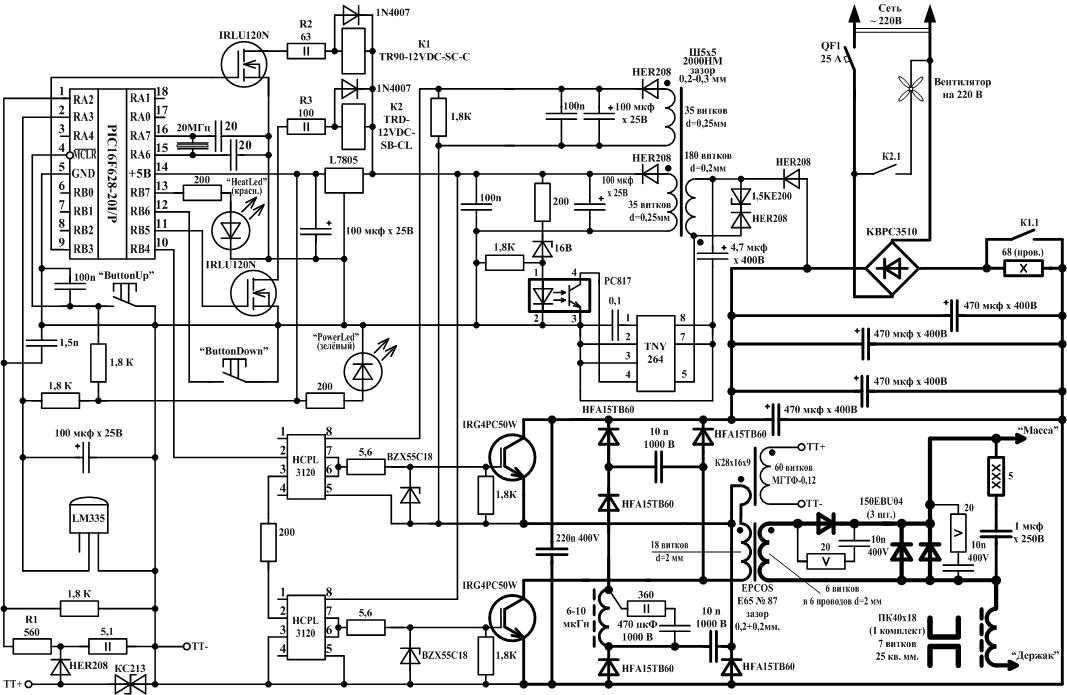
Оно состоит из 2—4 конденсаторов и дросселя.
Эти ситуации могут происходить по причине недостаточного охлаждения силовых элементов при высокой температуре окружающего воздуха, а также при работе в условиях запылённой или слишком влажной атмосферы. Причем использование последнего сейчас признается более разумным. Как работает сварочный инвертор Формирование тока большой силы, при помощи которого создается электрическая дуга для расплавления кромок соединяемых деталей и присадочного материала, — это то, для чего предназначен любой сварочный аппарат.
Этот элемент подает на силовую часть сварочного агрегата электроток. Давайте немного подробнее разберемся с описанной схемой.
В условиях повышенной влажности могут возникать утечки, которые также могут привести к неисправности. Электрическая схема инвертора включает в себя следующие обязательные компоненты: Питающий блок.
Важным этапом является решение задачи, связанной с выбором необходимой технологии, оптимизирующей работу силовой части. В устройство входит силовой трансформатор. Для улучшения теплового контакта нужно использовать кремнийорганическую термопасту.
Если он попросту закипает, значит, в схеме есть недочеты и работу лучше не продолжать. Понижение высокочастотного напряжения; 4. Исключительная стабильность напряжения, подаваемого на сварочную дугу, обеспечивается за счет автоматических элементов электрической схемы инвертора. Поэтому в случае ремонта заменять диоды в выходном выпрямителе следует именно быстродействующими.
Ремонт сварочного инвертора Ресанта 190А. Не включается .Repair welding inverter 190A Resanta
Важность полярности при сварочных работах
для соединения изделия и электрода
В анод, подсоединенное к положительному полюсу, преобразуется изделие. Обратная полярность обозначает, что электрод после подсоединения к положительному полюсу становится анодом. Катод в этом положении – это изделие, подсоединенное к отрицательному полюсу.
Материал изготовления электрода задает параметр дуги между неплавящимися электродами из вольфрама и плавящимися металлическими электродами. Сварочная дуга имеет ряд физических и технологических свойств. От этого практически полностью будет зависеть результат работы дуги. К физическим свойствам относятся:
- кинетические;
- электромагнитные и температурные;
- электрические и световые.
Основные технологические свойства имеют три вида:
- мощность дуги;
- пространственную стойкость;
- саморегулирование.
положительные и отрицательные ионы
Промежуток дуги ионизируется во время зажигания дуги, и все время поддерживается при ее горении. В промежутке дуги, как правило, выделяют следующие области:
- область разряда дуги;
- анодную;
- катодную.
В области анодов происходит значительное снижение напряжения, вызванное скоплением около электродов заряженных частиц. На поверхности анода и катода начинается появление электродных пятен, которые представляют некий фундамент дугового столба. Через них и прокладывается маршрут тока к сварке.
У сварки есть общий размер дуги, он состоит из суммарных длин 3-х областей. Общее напряжение дуги – это сумма снижений напряжения в каждой части дуги. Зависимость напряжения от размера дуги – это сумма снижения напряжения в прикатодном и прианодном участках. Удельное снижение в дуге напряжения имеет один миллиметр от столба дуги. А основной характеристикой дуги является тепловая мощность нагревательного источника.
Ее эффективность рассчитывается с учетом количества теплоты, вводимой в металл за единицу времен. Тепловая мощность – это часть общей дуговой тепловой мощности, из которой определенная доля тепла уходит непроизводительно:
- на теплоотвод в изделии;
- излучение;
- на прогрев разбрызгивающихся капель.
Технология сварочных работ дугой
- по среде, где находится дуговой разряд;
- по типу тока;
- по типу электродов.
Для ремонта кузовов автомобилей широко используется дуговая сварка полуавтоматом в защитной среде газа. Для частного пользования наиболее доступной является дуговая ручная сварка. Она делается плавящимися электродами на переменном или постоянном токах. Это хороший шанс сварить в не заводской обстановке большую часть видов металлов.
Размер между поверхностью основного изделия и дном кратера является глубиной провара или проплавления. Глубина зависит:
- величины сварочного тока;
- от скорости передвижения дуги.
Если размер дуги сварки не больше, чем размер стержня электрода, то эта дуга называется нормальной или короткой. Она гарантирует великолепное качество шва. Дугу, которая имеет большую длину, считают длинной. Очень большое наращивание размера дуги приводит к ухудшению качества сварки. Влияние магнитного поля создает отклонение дуги от заданного направления. Это называется электромагнитным дутьем.
Электрод во время процесса передвигается вдоль и поперек сварочного шва в направлении оси, дабы сохранить заданный размер дуги. Ускоренное перемещение электрода приводит к образованию узкого, неровного и неплотного шва. При медленном передвижении есть опасность пережога материала.
Сварочные швы по форме бывают:
- тавровыми;
- нахлесточными;
- стыковыми;
- угловыми.
По длине швы разделяются на сплошные и прерывистые. По пространственному расположению имеют такие разновидности:
- вертикальные;
- потолочные;
- нижние;
- горизонтальные.
Источники питания: трансформатор для сварки, выпрямитель, генератор – при внешнем показателе имеют связь величины нагрузочного тока с напряжением на зажимах выхода. Вольтамперный показатель дуги – это соотношение между напряжением в статическом режиме и током дуги. Внешние показатели сварочных генераторов считаются падающими.
На размеры и форму шва также влияют вид электротока и его полярность. То есть, постоянный ток обратной полярности обеспечивает гораздо большую глубину плавления, чем постоянный ток с прямой полярностью, это объясняется разными количествами тепла, появляющимися на аноде с катодом. От повышения скорости процесса сварки глубина и ширина шва провара снижаются.
https://youtube.com/watch?v=GrVBaIZ3ddE
Лучшие недорогие генераторы
Чтобы вам было проще подобрать генератор для сварочного аппарата, мы дополнительно расскажем о четырех качественных моделях для дома и гаража. Это не рейтинг, а скорее список отличных генераторов, которые хорошо зарекомендовали себя при работе в различных условиях.
Huter DY6500L
Генератор Huter DY6500L — это отличный помощник в хозяйстве. Его мощность составляет 5 кВт, этого достаточно для питания маломощного инвертора, выдающего до 150 Ампер. Это синхронный генератор, работающий на бензиновом топливе. Для полноценной работы рекомендуется использовать бензин марки не ниже АИ-92. Также эта модель может работать на пропане. Бак емкостью 22 литра.

Huter DY6500L запускается с помощью ручного стартера. Есть встроенная система принудительного охлаждения, она воздушного типа. Вес генератора около 80 кг, что немало. Но два или три человека смогут перенести его в нужное место без особых проблем.




BRIMA LT 8000 B
Также для сварки инвертором мы рекомендуем модель LT 8000 B от известного немецкого бренда BRIMA. Его мощность чуть больше, чем у предыдущего генератора — 6 кВт. Но это его номинальная мощность. А максимальная составляет все 6.5 кВт. Однако, помните, что мы не рекомендуем постоянно использовать генератор а пределе его возможностей. Модель LT 8000 B пригодится тем, у кого аппарат выдает до 180 Ампер сварочного тока.

Это так же бензиновый генератор. Емкость бака — 25 литров. Работает от надежного двигателя типа 190F. Он четырехтактный, оснащен принудительным воздушным охлаждением. Запуск осуществляется с помощью встроенной электроники. Генератор способен без перерыва проработать до 8 часов, затем ему необходим перерыв, чтобы избежать перегрева.
Другие способы подключения своими руками
В старом доме защитные устройства, проводка и розетки не рассчитаны на большую нагрузку. Сильный ток провоцирует короткое замыкание. Броски напряжения способны повредить бытовую технику в собственной квартире и у соседей. Чтобы исключить проблемы с подключением, следует рассмотреть решение этой и других типовых задач.
С помощью генератора тока
Для организации автономного электроснабжения применяют компактную электростанцию с бензиновым (дизельным) двигателем. Такой генератор можно купить либо арендовать на время выполнения рабочих операций. При выборе оборудования проверяют:
- мощность;
- стабилизацию напряжения;
- соответствие условиям работы.
Расчет выходных параметров для рассмотренного примера со сваркой толстых листов:
- ток – 240 А;
- напряжение – 40 V;
- мощность – 9600 Вт = 240*40.
Генератор на 10 кВт в таком режиме будет работать на пределе своих возможностей. Это сокращает ресурс функциональных агрегатов, увеличивает риск перегрева и поломок. Чтобы исключить негативные факторы, выбирают источник с запасом по мощности 25±5%.
Использование удлинителей
Длина серийного сетевого кабеля не превышает 4 м. Для расширения рабочей зоны применяют «переноску». Если сварочный ток не более 150 А, подойдет 20-метровый удлинитель с площадью поперечного сечения проводников 2,5 мм кв. Линию питания устанавливают без изгибов, чтобы исключить паразитное влияние индуктивного сопротивления.
Выбор параметров кабеля
Для передачи сильного тока применяют проводник с большим поперечным сечением в толстой защитной оболочке. Закрепленные клеммы используют для подключения к сварочному аппарату
При выборе кабеля обращают внимание на следующие детали:
- медный проводник обеспечивает низкое удельное сопротивление;
- применение алюминия снижает себестоимость изделия;
- многожильная конструкция сохраняет целостность жилы после неоднократного воспроизведения циклов скручивания/ выпрямления;
- оболочка со специальными добавками устойчива к высоким и низким температурам.
Важные параметры кабельной продукции определяют по специальной маркировке в названии:
- ХЛ (Т) – изделие предназначено для эксплуатации в холодном до -60°C (тропическом) климате;
- Н – негорючая изоляция;
- КГ – гибкий кабель;
- ПЭС – модификация для полуавтоматического аппарата.
Подходящее сечение выбирают с учетом силы тока (максимальной):
- 6 мм кв. – 100 А;
- 10 – 120;
- 25 – 200;
- 35 – 290;
- 50 – 300.
| Площадь сечения проводника, мм кв. | |||
| Ток (I), А | Длина кабеля, м | ||
| 0-15 | 15-30 | 30-60 | |
| 30-100 | 25 | 25 | 50 |
| 100-200 | 35 | 50 | 70 |
| 200-300 | 50 | 70 | 90 |
Для точного расчета применяют формулу Д=С/К, где:
- Д – допустимая длина;
- С – площадь поперечного сечения;
- К – поправочный коэффициент (К=I/100).
При проверке комплектации кроме кабеля следует правильно выбрать держатель и зажим для присоединения массы.
При выборе кабеля необходимо обратить внимание на ряд деталей
Тип электрода
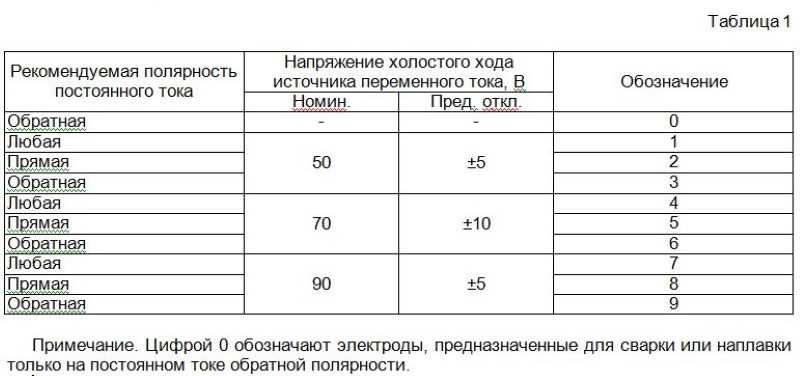
Для определения полярности необходимо учитывать основные характеристики электрода: разновидности анодного пятна, разновидность флюса и температура. Выделяют следующие виды электрических проводников в зависимости от технических характеристик:
- ЦЛ-11: применяются при сварке по схемам обратной полярности. Эти электроды способны обрабатывать поверхность металлов из плотной нержавеющей стали и иных сплавов железа с высокой устойчивостью к воздействию коррозии. Они обеспечивают высокое качество шва без разрушения защитного слоя металла. Электродные стержни ЦЛ-11 покрываются специальным раствором из фосфора и калия. Он защищает сварочный шов от негативного воздействия окружающей среды. Электрические проводники ЦЛ-11 нужно хранить в сухих помещениях. При их эксплуатации рекомендуется использовать короткие дуги, что обеспечивает лучшую проплавку металла.
- НИАТ-1: применяются для соединения деталей небольшой толщины при подключении кабелей по схеме обратной полярности. Эти электроды обладают антикоррозийными свойствами. Они устойчивы к большим нагрузкам. Данные проводники увеличивают прочность сварочного соединения. В состав электрических проводников НИАТ-1 входят магний, молибден, углерод, никель и силикаты. Эти химические элементы обладают невысоким коэффициентов наплавки (до 10 г/Ач), что увеличивает производительность электрода. Перед эксплуатацией электрических проводников рекомендуется подвергнуть их термической обработке в специализированных печах. Прокалку электродов необходимо проводить в течение 1 часа.
- ОЗЛ-8: используются при обработке цветных металлов током прямой полярности. Они могут функционировать в рабочей среде с температурой ниже 1000°C. Эти электрические проводники имеют антикоррозийные свойства. Поэтому они могут применяться для обработки легированных сталей. Электродные стержни ОЗЛ-8 изготавливаются на основе небольшого стержня из сварочной проволоки диаметром до 5 мм. Коэффициент наплавки данных электрических проводников составляет не более 13 г/Ач, предел текучести – 400 МПА. Для наплавки 1 кг сварочного шва требуется 600 г электродов ОЗЛ-8.
При использовании электродов необходимо соблюдать следующие правила:
- Перед процессом сваривания металлических деталей тщательно очистить стержни электрического проводника.
- Обработать свариваемые детали химических раствором, защищающим их поверхность от пыли и иных видов загрязнений. Он также придает металлу блеск.
- При использовании новых электродов нужно предварительно осуществить их прокалку в специальных сушильных печах.
- В процессе сваривания заготовок требуется держать электродный стержень перпендикулярно оси сварочного шва.
- Держать электрическую дугу на расстоянии 3 мм от свариваемых кромок.
- Во время сварки нельзя совершать резкие рывки. В противном случае изменится рисунок шва.
- Чтобы избежать образования пористых поверхностей, необходимо очистить обрабатываемые изделия от шлаков и остатков расплавленного электрода.
- Нельзя допускать резкое понижение температуры электрического проводника. Иначе инструмент может частично деформироваться.

Нюансы эксплуатации электродов при разных полярностях указаны в инструкциях, составляемых при изготовлении этих инструментов. Они публикуются на официальных сайтах производителей электрических проводников.



