
Как заварить трубу с водой
При сварке труб под давлением, заделке свищей чаще применяют обычную сварку инвертором.
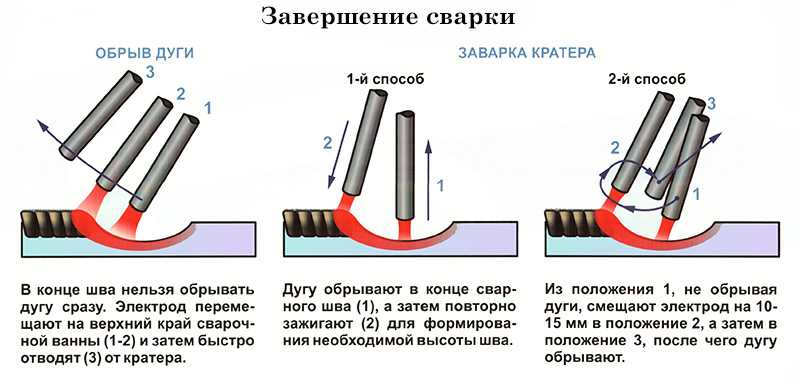
Свищи, протечки воды возникают из-за неправильного выбора режима, ударов или коррозионных разрушений. Их устраняют при хорошей освещенности – повреждение должно быть видно со всех сторон. При вертикальном или горизонтальном шве электрод держат перпендикулярно трубе, чтобы вода по нему не стекала. Дефект заплавляется сверху вниз:
- в верхней точке наносится несколько капель расплава, после прекращения дуги по рабочей зоне пару раз ударяют молотком, чтобы металл глубже проникал в дефект;
- такую же процедуру проводят, опускаясь до самого низа;
- когда вода перестанет течь, исчезнет пар, укрепляют стенку вокруг свища, поднимаясь снизу вверх, наносят полумесяцы. Создают дополнительные валики, разбивают их молотком.
Процесс сварки
Прихватки
Варить трубы отопления следует начинать с прихваток. Такова технология соединения встык.
Они — часть шва. Для их выполнения применяются электроды того же типа, которые будут применяться и для основной сварки.
Если диаметр изделий составляет до 30 см, можно выполнить четыре прихватки, равномерно расположенных. Длина – 5 см, высота – около 3 мм.
Сварить встык изделия большого диаметра можно, выполнив прихватки через 25-30 см. Сварка выполняет в три слоя, если толщина стенок составляет до 1,2 см. Нужно стремиться, что большинство стыков выполнялось в поворотном положении.
Поворотный метод
Сначала выполняется шов высотой около 3 мм, используя электроды диаметром 2-4 мм. Затем подбираются электроды с большим диаметром, для создания последующих слоев.
Сварка труб отопления большого диаметра
Стык стоит разделить на четыре сектора. Их выполняют по два сектора в верхнем полушарии трубы, поэтапно поворачивая изделие. И только третий слой выполняется в одном направлении, вращая трубу.
Особенности сварки труб
Ручная дуговая варка трубопроводов значительно отличается от работы с плоскими деталями. Тоже самое касается и других видов, которые применяются для водо- или газопроводов (аргонная, газовая). Далее представлены самые основные аспекты сварки труб ручной дуговой сваркой:
- Режимы настройки аппарата:
- сварочный ток рассчитывается следующим образом: диаметр электрода нужно умножить на 35. Это и будет оптимальная сила. Например, при работе с проводником в 3 мм, сила тока будет (3х35) 105А. конечно, эта цифра условная, но в среднем так и получается. При сварке труб малого диаметра и толщины не более 4мм, больше 150Атне потребуется;
- чтобы удержать дугу, необходимо четко соблюдать расстояние между проводником и металлам. Его рассчитывают исходя из диаметра электрода +1. Например, при электроде в 4 мм, расстоянием для дуги будет 5мм.
- Сварка труб малого диаметра (до 10 см):
- изначально стыки собираются вручную и прихватываются точечным методом (достаточно двух точке, располагающихся друг напротив друга);
- при стыковке деталей толщиной 4 мм и более варят в два слоя – сначала корневым швом, а потом валиком;
- горизонтальный шов при сварке труб малого диаметра каждый валик укладывается в противоположном направлении. Например, первый – справа налево, второй – слева направо, третий – справа налево и так далее;
- детали, толщиной от 3 до 8 сантиметров нужно сваривать небольшими участками, для получения более качественного соединения.
Читать также: Поперечное сечение цилиндра формула

- Поворотные стыки и сварка труб большого диаметра:
- скорость поворота изделия должна равняться скорости ведения проводника (она устанавливается, отталкиваясь от толщины изделия (более толстые свариваются немного дольше);
- самое выгодное положение сварочной ванны – 30 градусов от верхней точки;
- при сваривании на участках, где есть возможность повернуть изделие на 180 градусов, работа производится в три этапа. Первый — в два приема сваривают две верхние четверти диаметра трубы в направлении навстречу друг другу в один или два слоя. Второй – повернуть изделие и проварить оставшийся стык. Третий – опять поворачивают на 180 градусов и доваривают шов до конца.
- Неповоротные стыки варить намного сложнее, поэтому для сварки труб ручной дуговой сваркой существует определенная технология:
- вертикальные стыки варятся в два этапа. Периметр стыка условно делится вертикальной прямой линией на два участка. Они оба в итоге три положения: потолочное, горизонтальное и нижнее. Потолочным называется участок, занимающий примерно 20 градусов от самой нижней точки детали. Нижним – 20 градусов от верхней точки изделия. Между этими положениями находится горизонтальное положение. Работу необходимо начинать с потолочного положения и вести электрод в нижнему. Каждый участок обрабатывается короткими дугами, которые рассчитываются так: D(эл)/2.
- горизонтальные стыки скрепляются углом назад. По отношению к оси электрод должен располагаться 80 градусов. Работа производится на средней дуге и для сварки труб малого диаметра и большого.
Соблюдая эти правила при сварке водопроводных труб электросваркой получится ровный и красивый шов, а главное герметичный, прочный и долговечный.
В завершении важно отметить, что дуговая сварка труб широко используется для работы с разными типами проводов. Мы рассмотрели, как правильно варить, находящиеся в разных положениях детали
В этом и заключается особенность обработки данных элементов, так как они соединяются разными типами швов, в разных положениях.
Новичкам, которые уже набили руку к разным видам соединения, не сложно будет адаптироваться к сварке труб ручной дуговой сваркой. И не стоит забывать, что половина успеха зависит от качества зачистки труб под сварку.
Технология сварки трубопроводов отлично показана в следующем видео:
Бытует мнение, что сварка труб – это довольно простая технологическая операция, с которой способен справиться даже новичок.
Действительно, казалось бы, что тут сложного. Детали довольно большие, соединяемые поверхности хорошо подогнаны друг к другу и обработаны, материал качественный. На первый взгляд, есть все необходимое для формирования эстетичного и прочного шва!
На практике, однако, выходит совершенно иначе. Процесс этот довольно труден, в особенности, если речь идет о формировании полноценного трубопровода, работающего под давлением. К работе с его сегментами привлекают лучших специалистов.
Почему так происходит? Как выполнить сварку с высоким качеством, не обладая значительным опытом? Каких советов и рекомендаций стоит придерживаться?
Подбор электродов
Первое, что вам понадобится для выполнения сварочных работ с трубами отопления или другими сооружениями, это электроды. От качества этого расходного материала будет зависеть не только надежность полученных сварных швов и герметичность системы, но и процесс выполнения работ.
Под электродом понимают тонкий стальной стержень со специальным покрытием, которое позволяет обеспечить устойчивую дугу в процессе электросварки труб, и задействовано в формировании сварного шва, а также предотвращает окисление металла.

По типу сердцевины бывают такие электроды:
- С неплавящейся серединкой. Материалом для такой продукции служит графит, электротехнический уголь или вольфрам.
- С плавящейся серединкой. В данном случае в качестве сердечника служит проволока, толщина которой зависит от типа сварочных работ.
Что касается внешней оболочки, то множество электродов, которые встречаются на рынке, стоит разделить на несколько групп.
Итак, покрытие может быть:
- Целлюлозное (марка С). Эти изделия применяются главным образом для выполнения сварочных работ с трубами крупных сечений. Например, для монтажа магистралей для транспортировки газа или воды.
- Рутилово-кислотное (RA). Такие электроды оптимальны для сварки металлических труб отопления или водопровода. В данном случае сварочный шов покрывается небольшим слоем шлака, который легко удаляется постукиванием.
- Рутиловое (RR). Данный тип электродов дает возможность получить очень аккуратные сварочные швы, а образующийся в процессе работы шлак очень просто удаляется. Преимущественно такие электроды используются в местах угловых соединений или при наваривании второго или третьего слоя.
- Рутилово-целлюлозное (RC). Подобными электродами можно выполнять сварочные работы абсолютно в любой плоскости. В частности, они очень активно применяются для создания длинного вертикального шва.
- Основное (B). Такие изделия можно назвать универсальными, ведь они подходят для сваривания толстостенных труб, деталей, эксплуатация которых будет производиться при отрицательных температурах. При этом образуется пластичный качественный шов, который не трескается и не деформируется со временем.
Дополнительные аксессуары
Так как варить трубы электросваркой нужно правильно, важно не только выбрать аппарат и электродные стержни, но и тщательно подготовиться к работе. Мастер должен надеть защитную одежду, которая полностью скроет тело от попадания раскаленных частиц металла. Вещи изготавливаются из материала, который невозможно прожечь искрами
Вещи изготавливаются из материала, который невозможно прожечь искрами.
Для защиты рук применяются замшевые перчатки. Возможно использование других материалов, которые не прожигаются. Главное защитное приспособление — маска для лица. Она оснащена очками или стеклом, предотвращающим негативное влияние сварки на глаза и зрение.




Техника безопасности при ручной дуговой сварке
- Рабочее место следует оградить
- Горючие и легковоспламеняющиеся материалы должны находиться как минимум на расстоянии 10 метров от места выполнения сварочных работ
- Обязательно наличие спецодежды
- Сварка осуществляется в специальных рукавицах
- Недопустимо выполнение работы без маски, она должна быть без каких либо повреждений
- Рядом с местом сварки должно находиться средство для пожаротушения
- Рабочая зона должна хорошо освещаться.
Подготовка деталей
Перед началом работ по свариванию труб, необходимо подготовить кромки к выполнению соединения. Я всегда делаю это в такой последовательности:
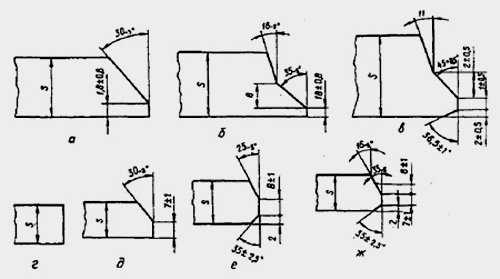
Различные конфигурации кромок труб при сваривании деталей друг с другом.
- Проверяю трубы на соответствие тем параметрам, которые указаны в проекте инженерной системы (водопровода).
Инструкция требует соблюдения следующих параметров:
-
- геометрических размеров;
- сертификата соответствия (особенно для труб, по которым предполагается транспортировать питьевую воду);
- отсутствие дефектов в окружности (трубы должны быть идеально круглыми, а не овальными на срезе);
- отсутствие дефектов в толщине (стенки металлических труб должны быть одинаковыми по всей длине детали);
- соответствие химического состава металла тем требованиям, которые закреплены в ГОСТ России (это выясняется при лабораторном исследовании или из сопроводительных документов).
Зачистка торца трубы с помощью шлифовальной машинки перед свариванием.
- Готовлю трубы к соединению. Для этого лично я рекомендую выполнить следующие:
-
- проверить, чтобы срез кромки трубы был выполнен строго под углом в 90 градусов;
- зачистить кромку до металлического блеска (ширина зачищенного участка должна составлять до 10 мм от среза);
- обезжирить торец, удалить все следы масла, краски, ржавчины и так далее.
Для правильного соединения необходимо, чтобы угол раскрытия кромок среза трубы составлял около 65 градусов, а величина притупления 2 мм. Если это не так, необходимо выполнить дополнительную механическую обработку торца.
Для этого используются специальные фаскосниматели, шлифовальные машинки и торцеватели. Специалисты, конструирующие трубопроводы большого диаметра, используют фрезерные машины или особые способы подготовки (плазменные или газовые резаки).

Инструменты для обработки торцов труб помогут в работе любому начинающему мастеру.
Процесс сварки
Прихватки
Варить трубы отопления следует начинать с прихваток. Такова технология соединения встык.
Они — часть шва. Для их выполнения применяются электроды того же типа, которые будут применяться и для основной сварки.
Если диаметр изделий составляет до 30 см, можно выполнить четыре прихватки, равномерно расположенных. Длина – 5 см, высота – около 3 мм.
Сварить встык изделия большого диаметра можно, выполнив прихватки через 25-30 см. Сварка выполняет в три слоя, если толщина стенок составляет до 1,2 см. Нужно стремиться, что большинство стыков выполнялось в поворотном положении.
Поворотный метод
Сначала выполняется шов высотой около 3 мм, используя электроды диаметром 2-4 мм. Затем подбираются электроды с большим диаметром, для создания последующих слоев.
Сварка труб отопления большого диаметра
Стык стоит разделить на четыре сектора. Их выполняют по два сектора в верхнем полушарии трубы, поэтапно поворачивая изделие. И только третий слой выполняется в одном направлении, вращая трубу.
Нюансы
Если выполняется соединение изделий, которые работают при давлении, они, как правило, находятся возле стен помещения, поэтому варить такие трубы не очень удобно. Начинается процесс на нижнем участке отопительной системы, с центра.
- ”
Технология процесса электросварки должна предусматривать максимальную механизацию.
Обязательно! Наличие вытяжной вентиляции в закрытом помещении либо в домашних условиях открытые окна или форточки.
Обязательно! Наличие заземления (в комплекте со сварочным аппаратом идет два провода один из них с наконечником, который используется в качестве «земли»).
Хорошее освещение помещения и участков где будет производиться сварка трубопровода.
Расходные материалы (электроды) должны соответствовать предстоящему виду работ. Хорошо бы приобрести быстро остывающие и заполняющие электроды (для домашнего использования).
Важно! Использование средств индивидуальной защиты.
>
Сваривание труб
Довольно распространенным вопросом можно назвать то, как варить трубы электросваркой. Инверторы и другие приборы характеризуются простотой в применении, а также возможностью точной регулировки выходных параметров. Сварка металлических труб проводится с учетом нижеприведенной информации:
- Стык должен быть непрерывным.
- Начав сварку не нужно останавливаться.
- Все работы должны проводится в несколько слоев, за счет чего обеспечивается герметичность. Количество швов зависит от толщины стенок.
Сварка труб электросваркой должна проводится с контролем получающегося крепления. Кроме этого, сварной шов на трубе своевременно очищается от шлака и других загрязняющих веществ.
Технология проведения работ
Вначале необходимо подготовить рабочее место и средства защиты. Чтобы разобраться, как правильно варить трубы отопления, нужно попрактиковаться на отдельном куске металла. Для этого понадобится толстая труба и универсальный электрод диаметром от 3 мм и выше, т. к. с ним легче учиться делать швы. Процесс работы:
- На одном сварочном кабеле есть держатель. В него вставляют электрод, затем подключают кабели.
- Аппарат имеет 2 кабеля и 2 выхода тока с положительной и отрицательной полярностью. Конец одного кабеля оснащен зажимом, который подключается к детали, конец второго — это держатель для электрода. Полярность выбирают в зависимости от вида работ. Наилучший прогрев металла происходит с прямой полярностью.
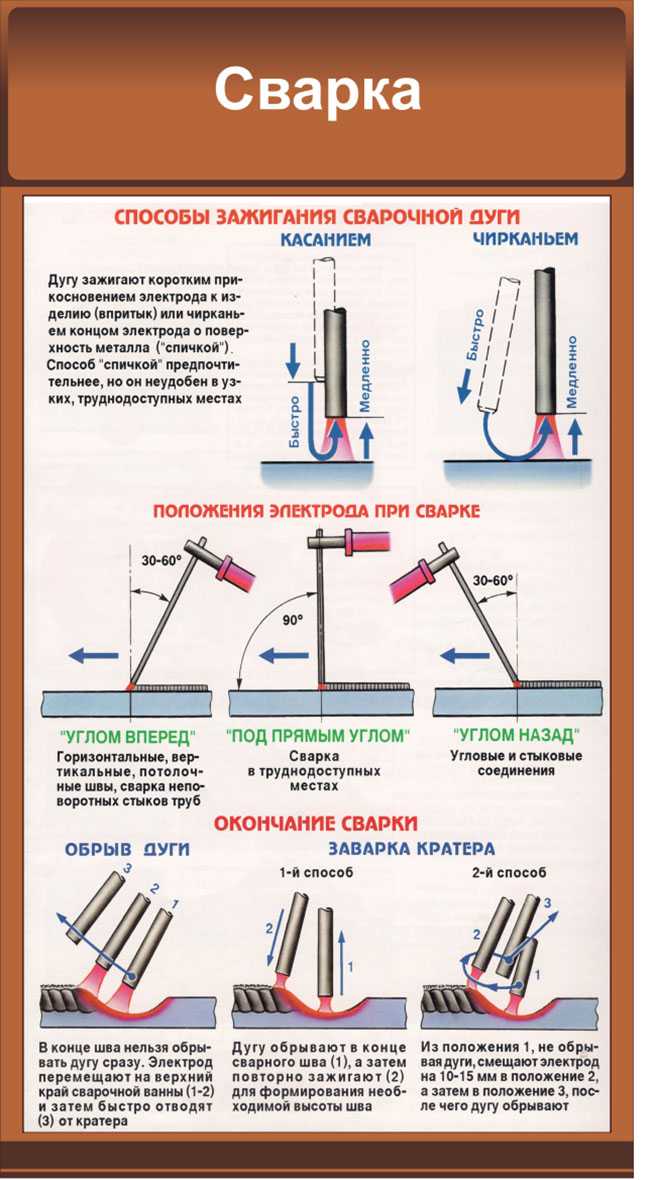
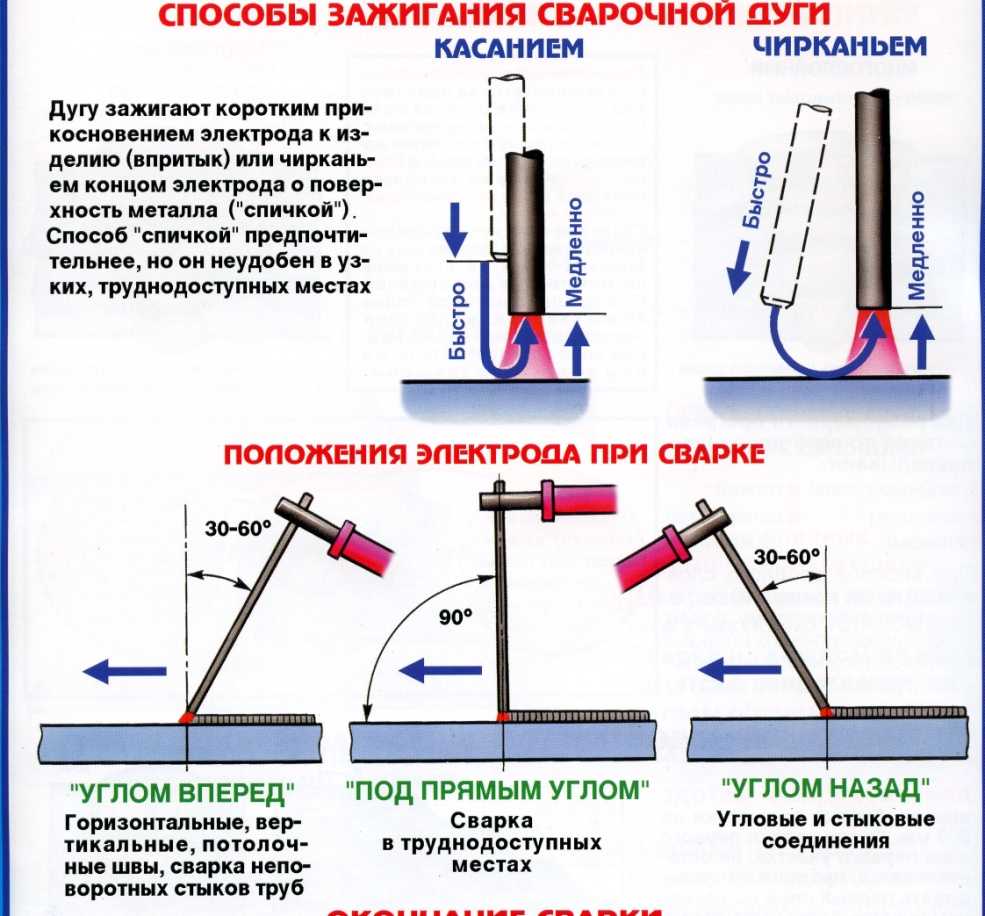
- Зажечь дугу можно 2 способами. Для этого кончиком электрода постукивают несколько раз по детали или проводят вдоль шва (чириканьем).
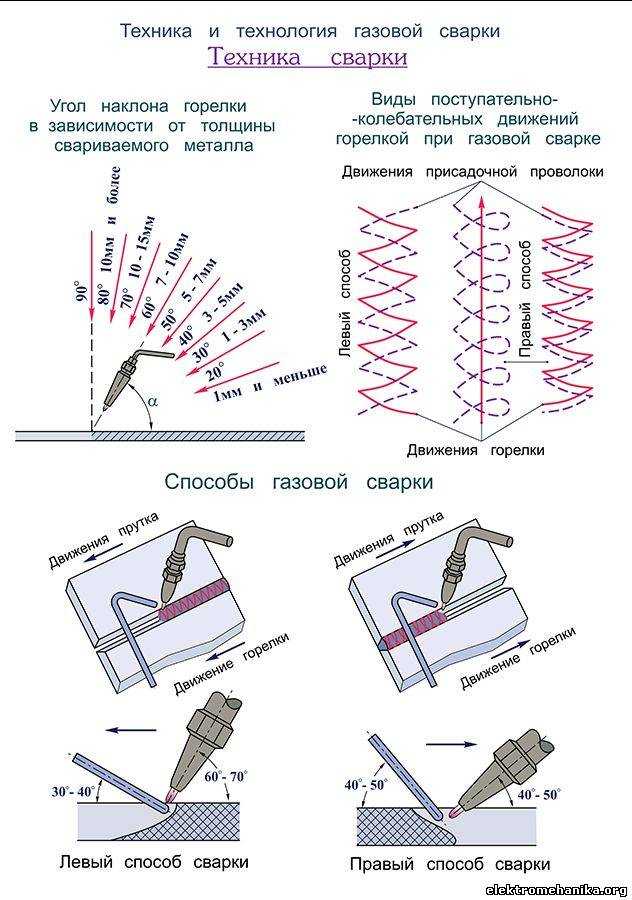
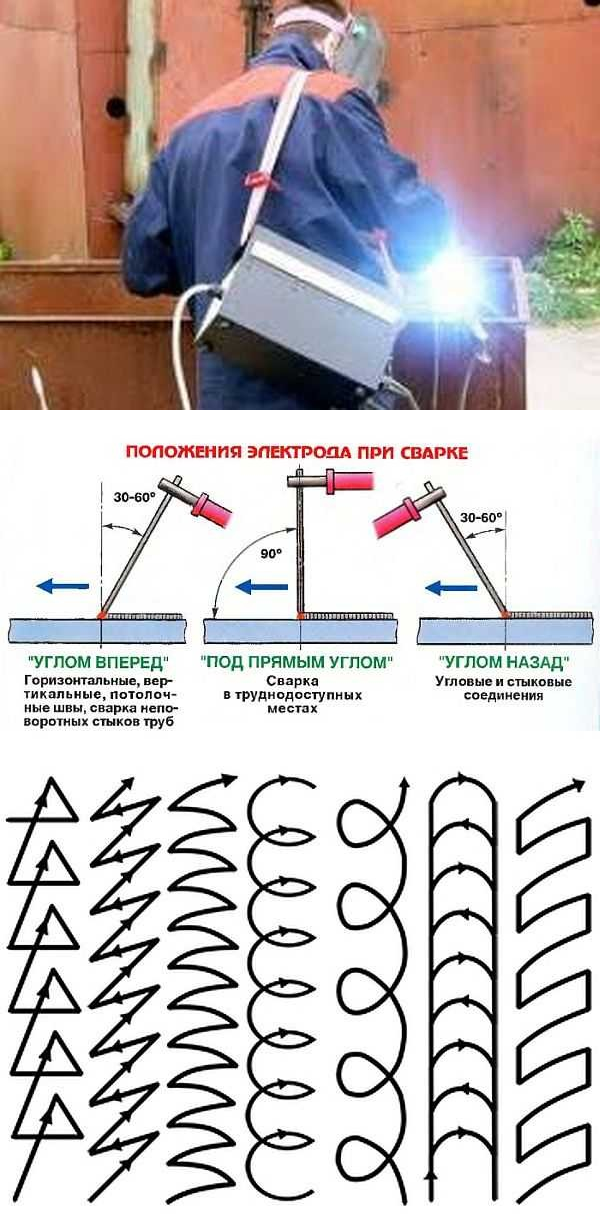
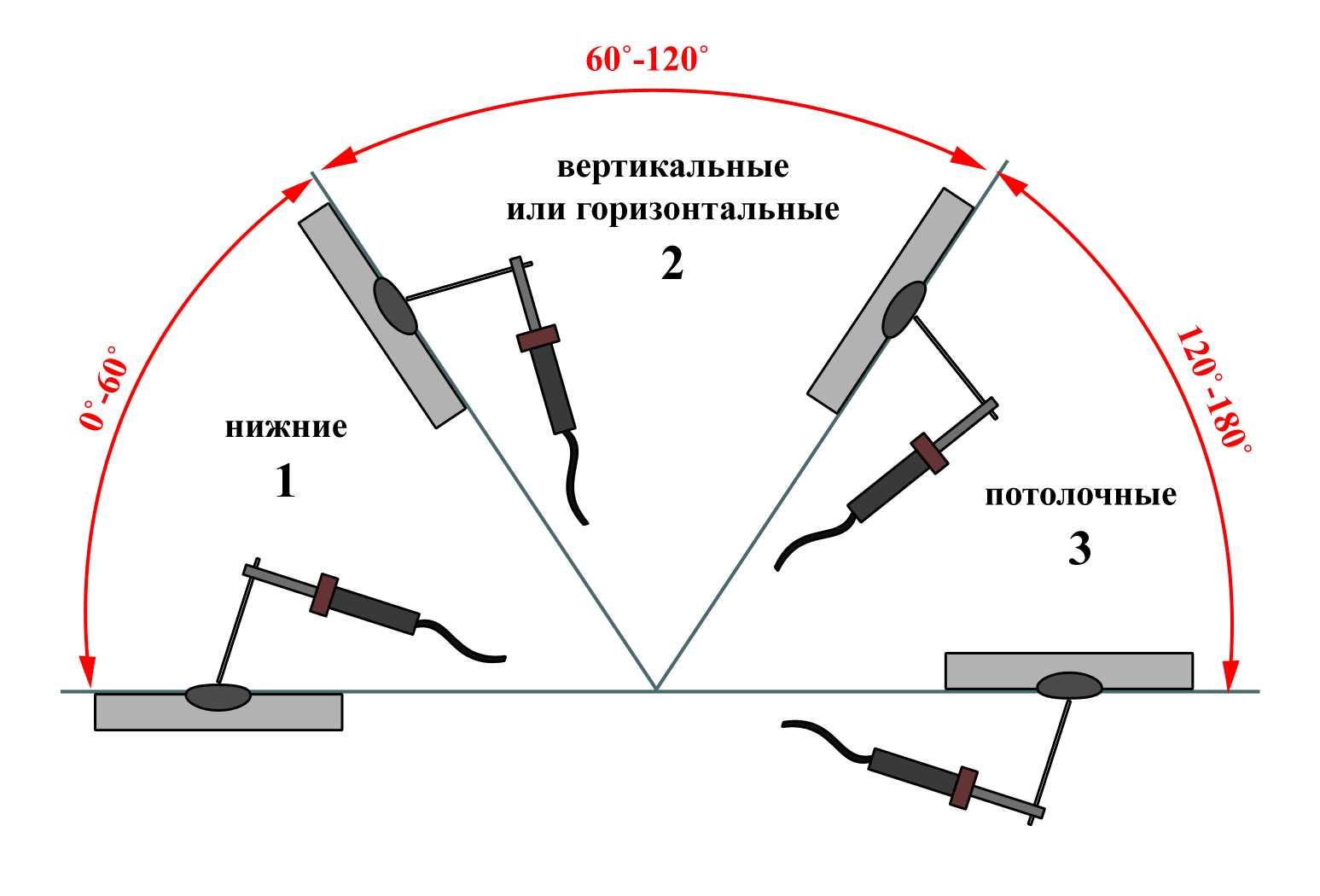
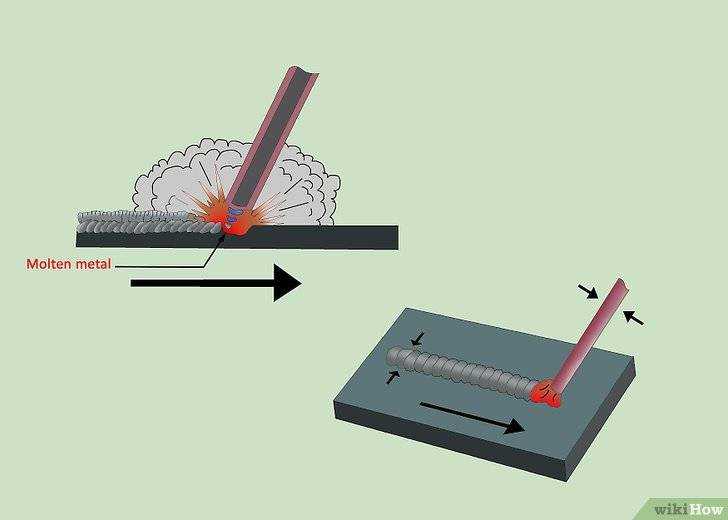
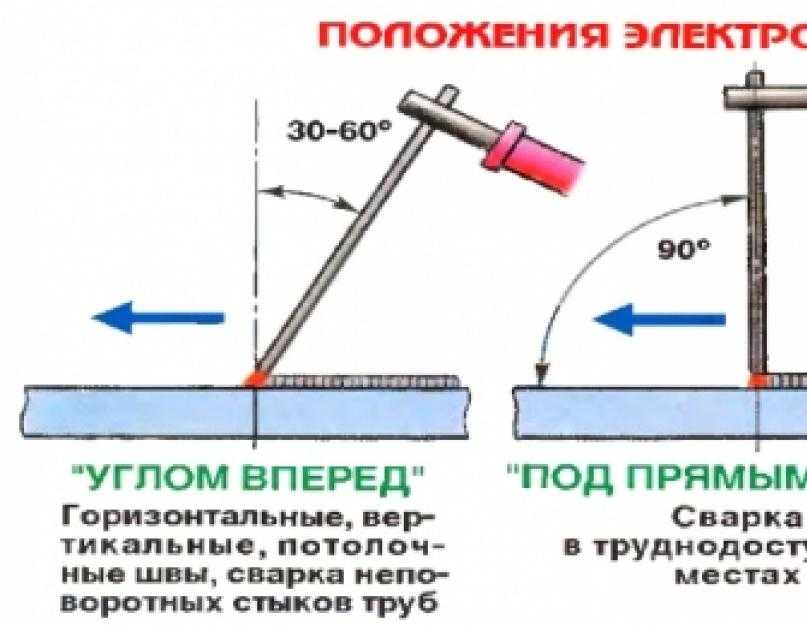
- Какого типа получится сварной шов на трубе, зависит от наклона электрода. Основной наклон составляет 30-60°. Чтобы сделать глубокий прогрев металла, наклон электрода делают «углом назад». При этом ванна и расплавленный металл поступают за электродом. Если требуется поверхностный прогрев, тогда угол наклона меняют в противоположную сторону.
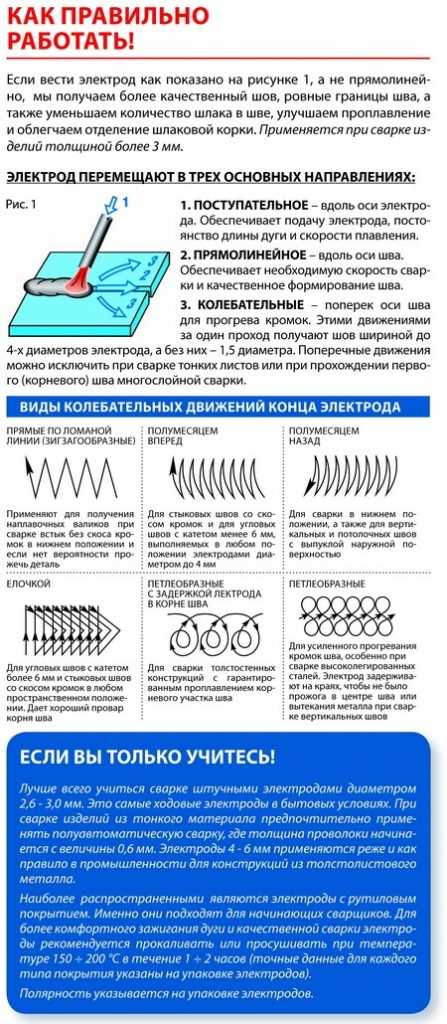
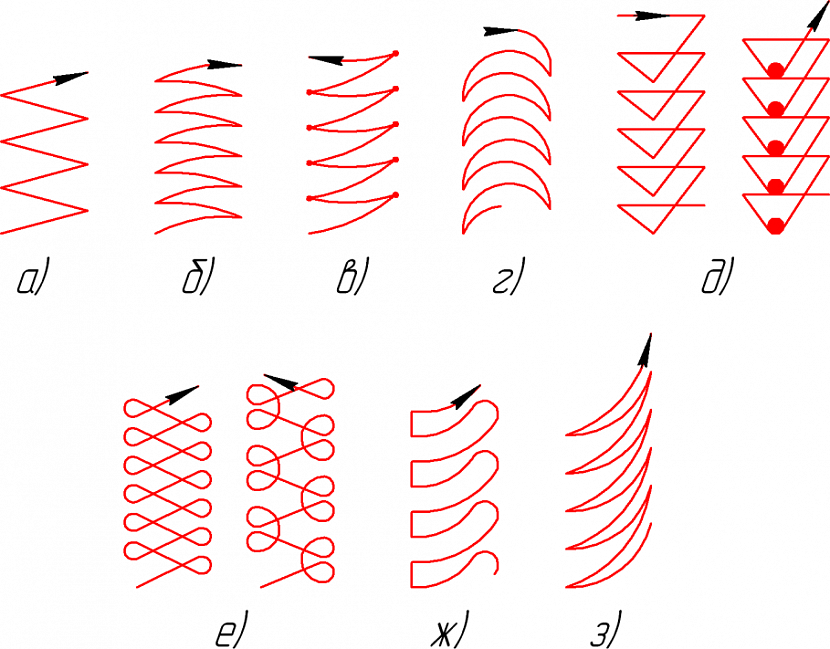
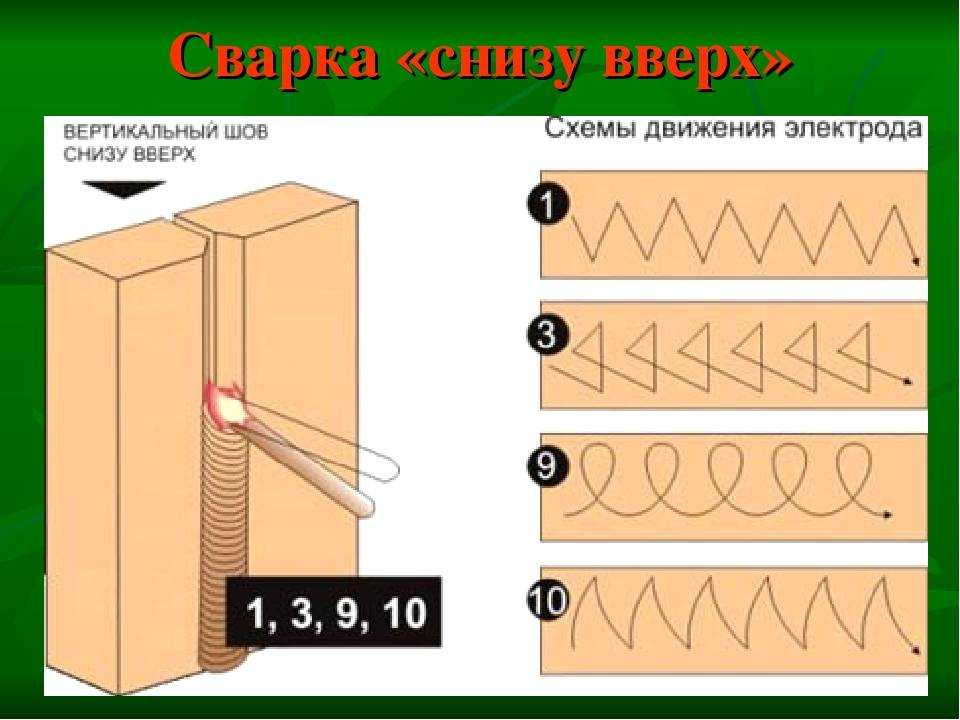
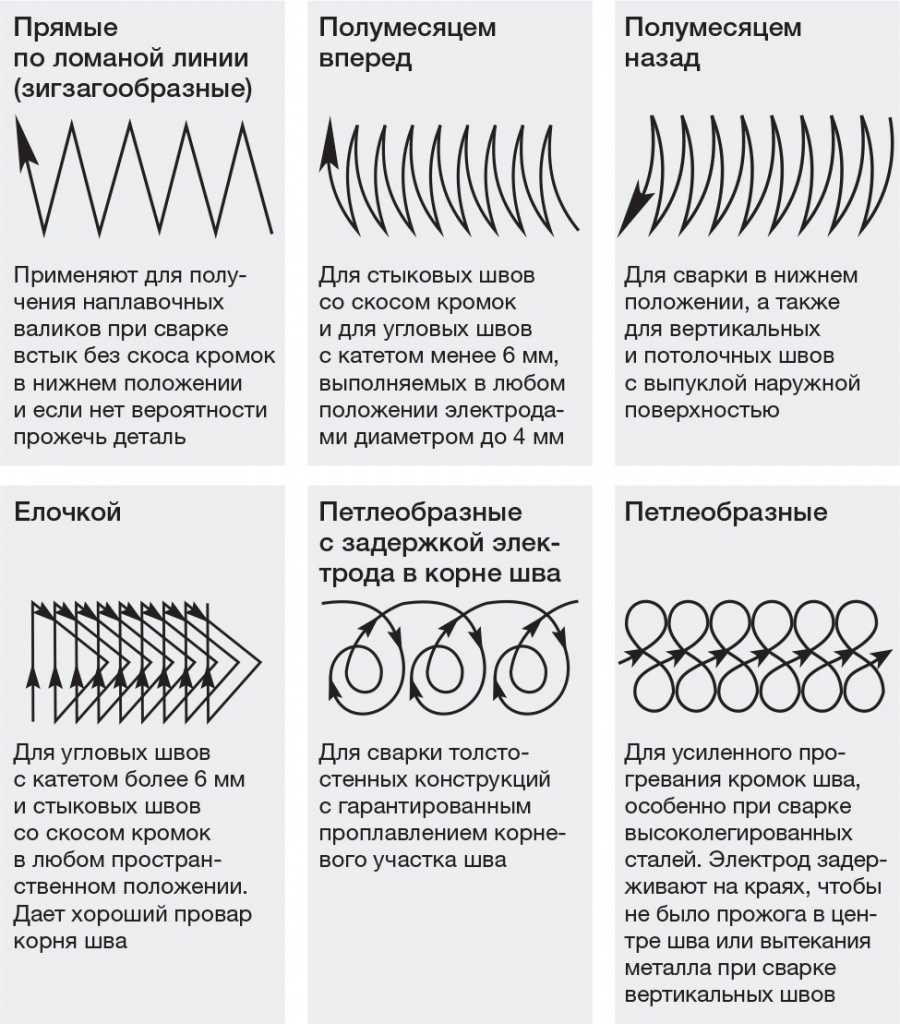
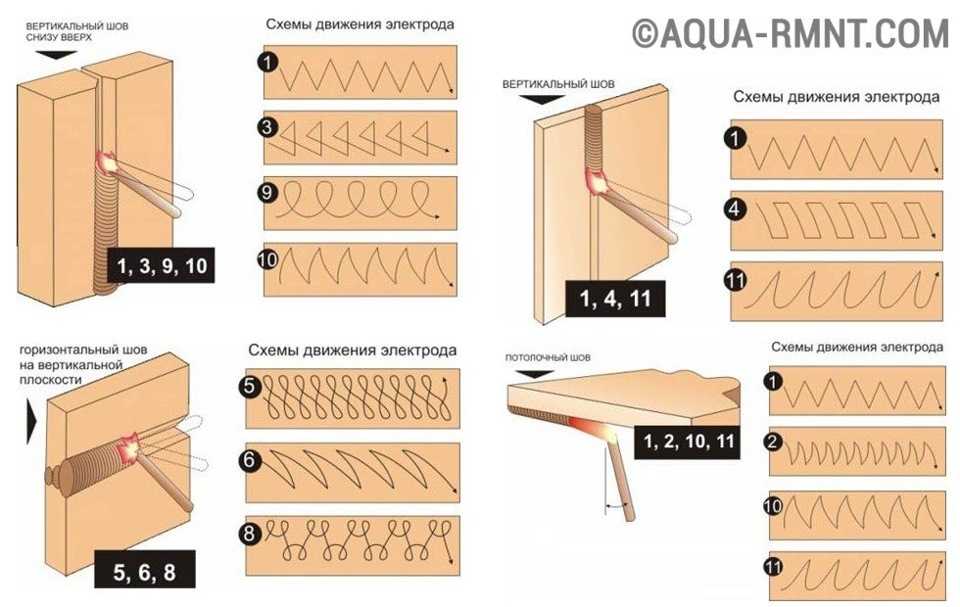
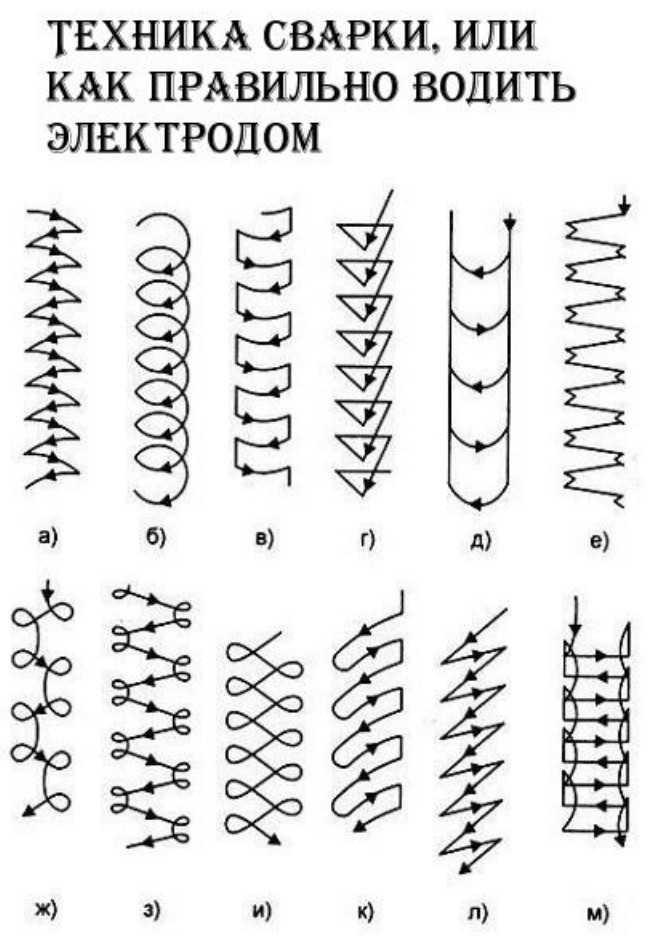
Для каждого материала и типа шва применяется свое движение электрода. Для домашних работ достаточно освоить некоторые из них
Во время работы важно следить за величиной и состоянием сварной ванны. Для этого движения ускоряют или замедляют.
Как сварить пластиковые трубы
Сварка пластиковых труб проходит по особой технологии, т. к. из-за высокой температуры внутри них часто образовываются наплывы. Поэтому выполнять сварочные работы нужно аккуратно. Но если температура будет слишком низкой, то детали не зафиксируются. Порядок работ:
- Сварочный аппарат устанавливают на подставку и разогревают до 260° C.
- В насадку для сварки вставляют конец пластиковой трубы и подходящего диаметра фитинг таким образом, чтобы они располагались в одной плоскости.
- Если труба толстая, то уровень температуры увеличивают. Когда детали прогреются, их достают из устройства и соединяют.
Когда шов застынет, трубу проверяют на наличие протечек. Спайку изделий с большим диаметром (свыше 63 мм) проводят стык в стык. Срез торцовых труб расплавляют и соединяют, при этом сильно надавливая друг на друга. При муфтовой и раструбной спайке используют ручные приборы. Они оснащены центрирующим элементом и насадками, которые удерживают заготовки. Все детали трубопровода загоняют в разогретый сварочный аппарат и делают спайку. Чтобы детали соединились, всю работу проводят быстро.
Возможные ошибки в процессе
Качество готового изделия может стать низким из-за дефекта сварного шва. Дефект может находиться внутри или снаружи изделия, а также быть сквозным. Причины, из-за которых он возникает во время сварки металлических труб отопления и других изделий:
- из-за дешевого материала низкого качества;
- из-за некачественного оборудования;
- когда нарушается технологический процесс работы;
- из-за неопытности сварщика.
Иногда сварщики делают усиление шва до 4 мм. Из-за такой ошибки он становится хрупким. Высота усиления не должна превышать 2 мм, тогда шов будет иметь максимальную прочность.
Разновидности сварных швов и соединений труб
Способов, как варить трубы электросваркой, может быть несколько:
- размещая детали встык – в данном случае отрезки трубы находятся точно напротив друг друга;
- соединение в тавр – эта технология сварки труб подразумевает, что два куска трубы размещены перпендикулярно, в форме буквы «Т»;
- скрепление внахлест – в таком варианте один из кусков трубы развальцовывается, чтобы его можно было надеть на другой;
- угловое соединение – то есть, две детали размещены под углом 45° или 90°.
При выполнении сварки труб электросваркой могут выполняться такие швы:
- горизонтальные – в таком случае свариваемые трубы расположены вертикально;
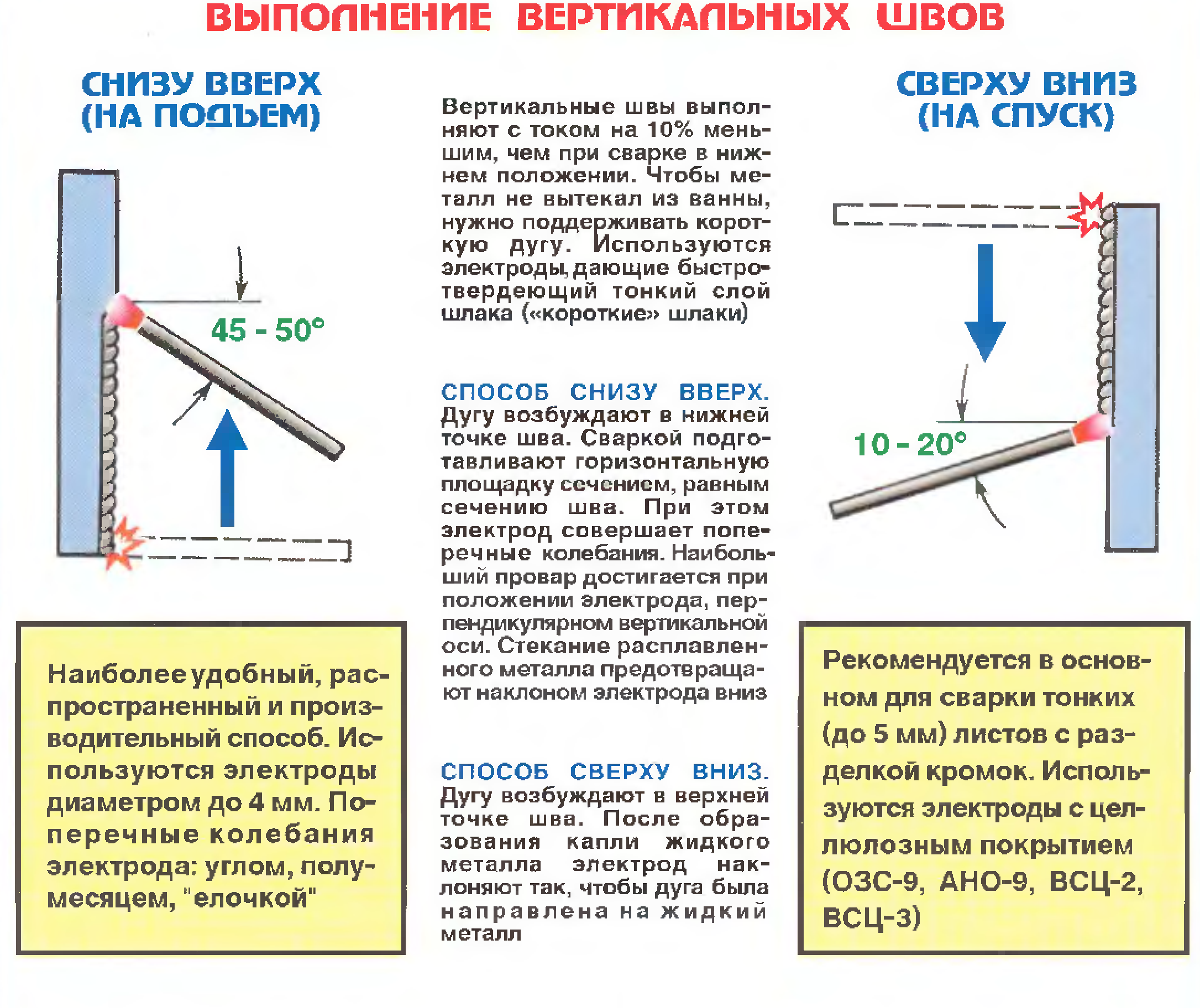
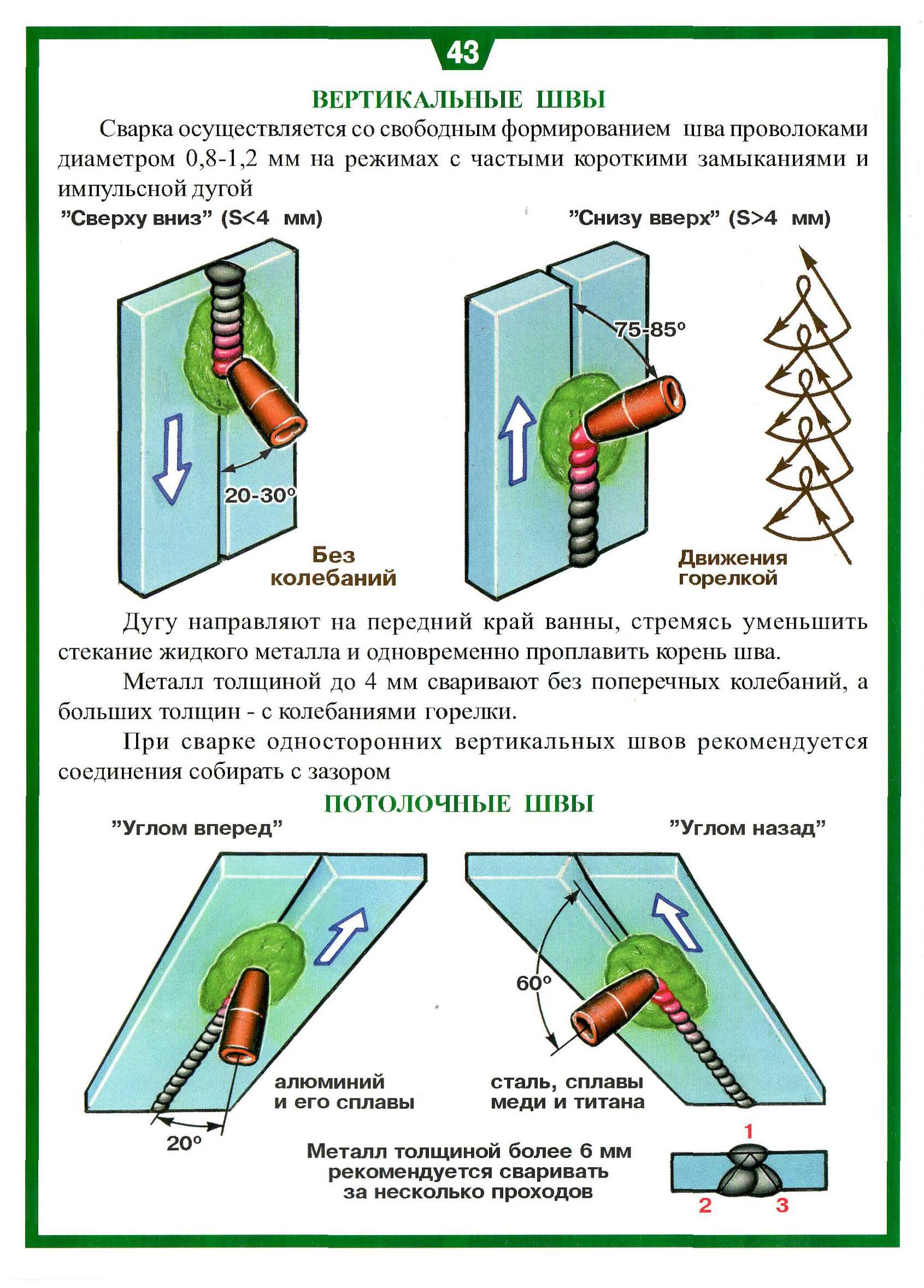
- вертикальные – это швы на вертикальном участке трубы;
- потолочные – в данном случае электрод помещают в нижней части детали, над головой работника;
- нижние – соответственно, швы, для выполнения которых нужно наклоняться вниз.
Есть еще несколько рекомендаций, как сваривать трубы электросваркой:
- При проведении сварочных работ следует держать электрод под углом в 45° или чуть меньше, тогда расплавленный металл будет попадать внутрь свариваемой трубы в гораздо меньшем количестве.
- Если вы выполняете соединение в тавр или встык, то вам понадобятся 2-3 мм электроды. При этом сила тока, оптимальная для надежной герметизации системы, составляет в пределах 80-110 ампер.
- Для надежного проваривания соединения внахлест сила тока должна быть увеличена до 120 ампер, а электроды можно использовать аналогичные.
- Оптимальная высота сварного шва должна составлять 3 мм над поверхностью трубы. Только после ее достижения можно считать работу завершенной.
Врезка в трубопровод
Когда требуется подключение сантехнических устройств, установка приборов учета или запорной арматуры, сгонять воду из системы необязательно, это бывает слишком накладно.
Отвод для сгона воды или кран проводят по следующей схеме:
- врезаемый элемент подгоняется под трубопровод;
- обваривается по всему контуру;
- после этого сверлится врез через патрубок или разобранный шаровый кран;
- затем к патрубку монтируется подвод или собирается запорная арматура. После этого открывают подачу воды.
Врезка штуцеров в трубопровод по представленной технологии проводится без снижения давления в магистрали. К ним крепится подсоединяемый элемент.



https://youtube.com/watch?v=3indt3CumhA
Предварительные работы с деталями
Перед тем как сварить круглую трубу, ее нужно подготовить к работе, то есть провести предварительную обработку стыков и уточнить все тонкости. Для этого сначала проводится диагностика труб на соответствие ряду технических характеристик, предъявляемых к монтируемой системе, в частности, водопроводу (прочитайте: «Какая сварка водопроводных труб лучше – виды и особенности сварки»).
Согласно инструкции должны быть соблюдены такие условия:
- Геометрические размеры.
- Наличие сертификата качества, в частности, если это трубопровод для питьевой воды.
- Идеально круглая форма труб – никакие дефекты торцов в виде приплюснутого или овального сечения не допускаются.
- Одинаковая толщина стенок труб по всей их протяженности.
- Химический состав изделий должен соответствовать ГОСТам РФ для тех или иных систем. Данная информация выясняется из технической документации или лабораторными исследованиями.

Далее можно приступать, собственно, к подготовке труб к стыковке и сварке.
Процесс подготовки включает такие стадии:
- проверяют ровность среза на торце трубы – он должен быть равен 90º;
- торец и участок в 10 мм от него нужно тщательно зачистить до появления металлического блеска;
- все следы масел, ржавчины, красок следует удалить и обезжирить поверхность на торце трубы.
Такую работу можно выполнить фаскоснимателем, торцевателем или шлифовальной машиной. Профессионалы, работающие с трубами больших диаметров, пользуются фрезерными станками или газовыми и плазменными резаками.
Процесс сварки
Когда вся предварительная подготовка позади, можно браться за сварку. Если у вас нет необходимых навыков, и вы никогда раньше не выполняли подобных работ, сначала рекомендуем попрактиковаться на лишних кусках труб, чтобы не испортить всю систему.
Советы специалистов
Если есть желание собрать систему отопления своими руками, обязательно стоит воспользоваться рекомендациями экспертов.
- Чтобы сваривать стыки в труднодоступных местах, необходимо подготовить согнутые электроды и зеркальце, которое позволит контролировать весь процесс.
- Меняя электрод на новый, шов делают с нахлестом на уже наложенный в 1,5см.
- Для улучшения качества соединения, поверхностный шов должен быть сделан в направлении, обратном относительно нижнего.
- Нельзя завершать верхний шов там, где начинался тот, что расположен снизу.











Банальные ошибки могут стать причиной протечек при опрессовании в зимнее время. Устранить такие проблемы порой очень сложно, особенно если трубопровод будет проложен в труднодоступных местах.

Какими должны быть швы?
Швы после сварки не должны иметь отклонений по высоте и ширине.
Чтобы исключить дефекты швов, нужно понять, как именно они выглядят, а также какие основные ошибки могут совершить начинающие мастера.
Внешние дефекты – это отклонения по ширине и высоте. Происходят из-за неравномерного перемещения электрода. Такие швы имеют неудовлетворительный внешний вид и способны вызвать деформации. Неправильный нагрев может привести к трещинам, от этого поменяется структура металла. Наплывы образуются из-за слишком быстрого плавления электрода. Наплывы необходимо вырезать.
Внутренние дефекты – это поры, которые могут появиться из-за неправильной регулировки пламени горелки или влажности покрытия, а также из-за ржавчины на свариваемых поверхностях. Поры делают шов незащищенным. И в него может проникнуть жидкость или газы. Разглядеть их можно при помощи лупы.
Плохой провар корня шва снизит его прочность. Шов становится ненадежным, резко снижается его сопротивляемость к вредным внешним воздействиям. Причинами этого, как правило, является недостаточная мощность тока, слишком быстрое и резкое перемещение электрода или плохая зачистка кромок. Дефект участка исправляют повторной сваркой. При перегреве металл становится крупнозернистым. Это снижает сцепление и прочность. Такая неприятность устраняется термической обработкой. Пережженные участки шва полностью удаляются и свариваются заново.
Электросварка своими руками
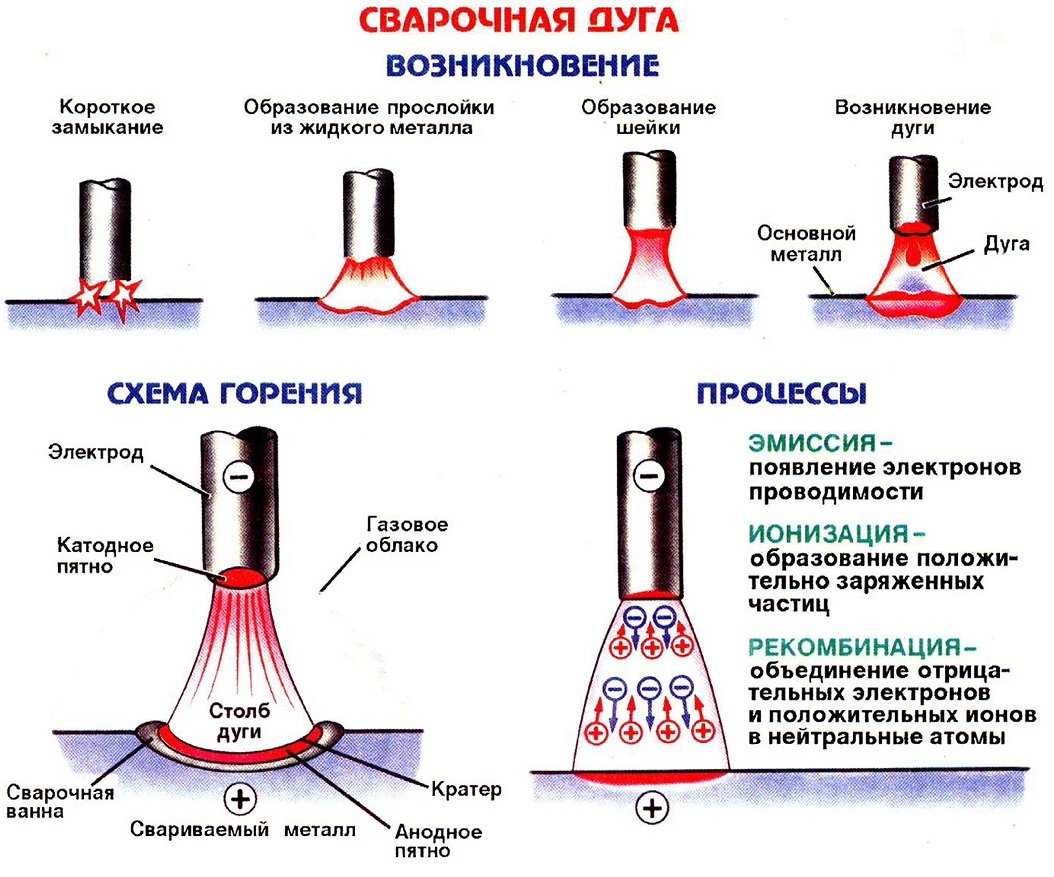
В быту чаще всего применяется дуговая электродная сварка, так как она является наиболее простым и доступным методом и применяется при любом расположении труб. Источником энергии здесь выступает электрическая дуга, а носителем – электрод. Бытовые аппараты, применяемые для электросварки, характеризуется невысокой мощностью, не громоздки и работают от однофазной проводки.
- Сварочный трансформатор – преобразует переменный ток сети в постоянный ток сварки. Прост в обращении, но не в достаточной степени стабилизирует дугу.
- Выпрямитель – отличается более высокой стабильностью дуги.
- Инвертор – преобразует переменный ток в постоянный через инверторный модуль, отличается стабильностью дуги и малым весом.

Электросварка осуществляется с помощью плавящихся и неплавящихся электродов. Первые участвуют в процессе, поставляя частицы для образования шва. Новичкам рекомендуют использовать твердые электроды с плавящимся покрытием.
Диаметр электрода, как и тип используемого аппарата, и собственно метод сварки зависит от характеристик изделия: состава материала, толщины стенки, диаметра и так далее. При работе с трубами отопления или водопроводными, если речь не идет о магистральных конструкциях, чаще всего используются электроды диаметром в 3 мм – для электросварки изделий с толщиной стенок до 5 мм. Если параметр больше, или требуется формировать многослойный шов, то диаметр электрода должен быть 4–5 мм.

Как варить трубы: технология
Перед сваркой водопроводные трубы очищаются – особенно внутренняя поверхность, если кромка неровная, то концы выпрямляются или обрезаются. Затем края и с внутренней, и с внешней стороны зачищаются до металлического блеска. Ширина участка – не менее 1 см.

При большом диаметре или толщине стенки рекомендуется произвести предварительный прогрев – зона составляет не менее 0,75 см. Таким образом предупреждается появление закалочных структур.
- Электрод вставляется в держатель аппарата, активируется подача тока – для этого нужно чиркнуть стержнем по металлу. Сила тока определяется толщиной стенки изделия.
- После появления дуги электрод удерживается в месте стыка на расстоянии не менее 3 и не более 5 мм. Наиболее удобным полагают угол наклона электрода к плоскости участка в 70 градусов, как это показано на фото.
- Шов накладывается не ровным движением, а колебательным, имитируя распределение металла через стык на оба края. Траектория разная – серповидная, зигзагообразная, но в итоге на стыке образуется плотный неширокий валик.
- После остывания с него молоточком сбивается шлак. Если толщина стенок большая, накладывается второй и даже третий шов с обязательным удалением шлака перед каждым следующим этапом.
- При толщине более 8 мм, следует варить первый шов ступенчато: окружность разбивается на участки, фрагменты свариваются сначала через один, а на втором этапе – оставшиеся. Затем сверху накладывают сплошной шов.
Читать также: Как называется правильный шестиугольник

Сварочные работы относятся к опасным: брызги горячего металла, высокая температура дуги, ее яркость представляют нешуточную опасность. Поэтому варить водопроводные трубы или для отопления следует с соблюдением техники безопасности: обязательно использование защитного щитка или маски, брезентовых рукавиц, костюма или халата из плотной ткани – лучше всего брезент. Во время электросварки необходимо, чтобы неподалеку находилось ведро с водой и плед или кусок брезента.
Следующим этапом является подготовка и настройка самого оборудования. Для этого закрепляют зажим заземления, и проверяют изоляцию кабеля на предмет пробоев и прочих дефектов. Вставляют электрод в держатель, регулируют его положение под оптимальным углом, выставляют значение рабочего напряжения, таким образом, чтобы его мощности было достаточно для зажигания дуги.
Важным обстоятельством является последовательность включения сварочного аппарата – сначала настройка тока, подсоединение заземления, замена рабочих элементов и прочие манипуляции и только в последнюю очередь включение питания. При выключении все операции выполняются в обратном порядке.
Сущность метода холодной сварки
Идея, предложенная изобретателями такого способа соединения деталей, довольно проста. Композитный материал тщательно перемешивается, после чего запускаются сложные химические реакции, сообщающие смеси новые свойства. По прошествии времени мягкий состав затвердевает, проникает в структуру склеиваемых материалов и становится сравнимым по прочности с металлическими поверхностями.


Отличные эксплуатационные качества дают возможность использовать холодную сварку для решения широчайшего спектра бытовых задач:
- Устранение течи в металлических и полимерных водонапорных конструкциях.
- Герметизация трещин отопительных радиаторов.
- Уплотнение мест повреждений металлических элементов кузова автомобиля.
- Усиление проблемных участков трубопроводных сетей.
Материал может стать незаменимым в тех ситуациях, когда проблемный участок трубопровода оказывается в труднодоступном месте, где при всем желании не получится использовать сварочный аппарат или другое громоздкое устройство.
Преимущества и недочёты электросварки
Возможно выделить следующие преимущества сварных соединений:
- Возможность получения соединений громадных размеров.
- Отсутствие трансформаций внешних и внутренних размеров за счет соединительного шва.
- Применение для сварки материала, подобного материалу трубы, за счет чего сохраняются все свойства трубопровода.
- простота и Дешевизна способа.
Недочёты сварных соединений по большей части вызваны низкой квалификацией сварщика благодаря его неопытности, требований технологии и несоблюдения правил, каковые стали причиной неполному свариванию, образованию трещин, остаточных напряжений и смещений в области сварного шва в следствии недогрева либо перегрева. Другим недочётом возможно назвать сложности при корректировании дуги для обеспечения однообразных условий формирования шовного соединения, поскольку электрод в дуге неизменно плавится и неравномерно перемещается на протяжении поверхности трубы. Помимо этого, выяснить уровень качества соединения без применения особых устройств, и оценить структуру поменянного металла возможно лишь по внешним показателям.
https://youtube.com/watch?v=xs3nD-l2Z78
https://youtube.com/watch?v=wsF4BSV2YEY
Сварка стальных труб «на просвет» – пошаговая инструкция
«На просвет» варят трубы с толстыми стенками, в которых 2 мм – это только величина притупления.
Подготовка и разделка кромок
Абразивный способ — наименее надежный по причине внедрения абразивных частиц в металл, что препятствует качественной плавке, ведет к появлению трещин.
- Применяйте двустороннюю Y-подобную симметричную разделку с углом в 65 градусов, оптимальной величиной притупления и зазора в 2 мм.
При подготовке скоса кромок используйте термические или механические методы. В силу дороговизны термической обрезки (лазерной, плазменной) на практике применяют различные виды механической обработки, которые позволяют получать плоскость с высокой точностью:
- обработка на фрезере;
- ручная обработка скоса;
- резка при помощи абразивных кругов;
- обработка кромкорезами долбежного типа.
- Зачищайте места соединения свариваемых изделий до белого металла. Не должно оставаться неровностей, заусенцев, ржавчины.
- Проведите обработку поверхностей ацетоном или любым подобным ему веществом.
Наиболее часто встречающиеся проблемы в чугунных радиаторах отопления
Прежде всего, необходимо очертить круг проблем, которые можно решить при помощи холодной сварки или клеящего состава при ремонте батарей отопления.
Традиционно самыми уязвимыми считаются чугунные батареи. Здесь многие проблемы заложены в самой конструкции и свойствах металла. Прежде всего, чугунное литье в отличие от стальных радиаторов или биметаллических батарей очень хрупкое. Да, чугун очень прочный, но одновременно и хрупкий материал – он способен выдерживать большое давление, при небольшом ударе может дать трещину.
Второй момент, это свойство чугуна – это пористый материал, что способствует образованию на внутренней поверхности кратеров и постепенному разрушению стенки.
Третье, при сборке современных радиаторов секции соединяются при помощи внутренних гаек-стяжек, а пространство между секциями обрабатывается специальным составом, который надежно цементирует соединение. В недавнем прошлом, для герметизации этих соединений использовался лен и железный сурик, что со временем приводило к нарушению герметичности соединения.
Так что исходя из вышеперечисленного наиболее часто встречаемые проблемы с чугунными радиаторами это:
- Нарушение герметичности секции батареи после механического воздействия – удара с внешней стороны или резкого повышения давления с внутренней стороны;
- Течь по телу радиатора из-за образования отверстия в стенке из-за коррозии металла;
- Нарушение герметизации точек соединения секций радиатора, точек подвода труб, гаек-заглушек.
Что касается других видов радиаторов, то подобные проблемы в них встречаются реже, здесь чаще всего причиной повреждения тела секции выступает коррозия металла или механическая деформация стенок при замерзании батареи, когда вода, замерзая, разрывает металл.



