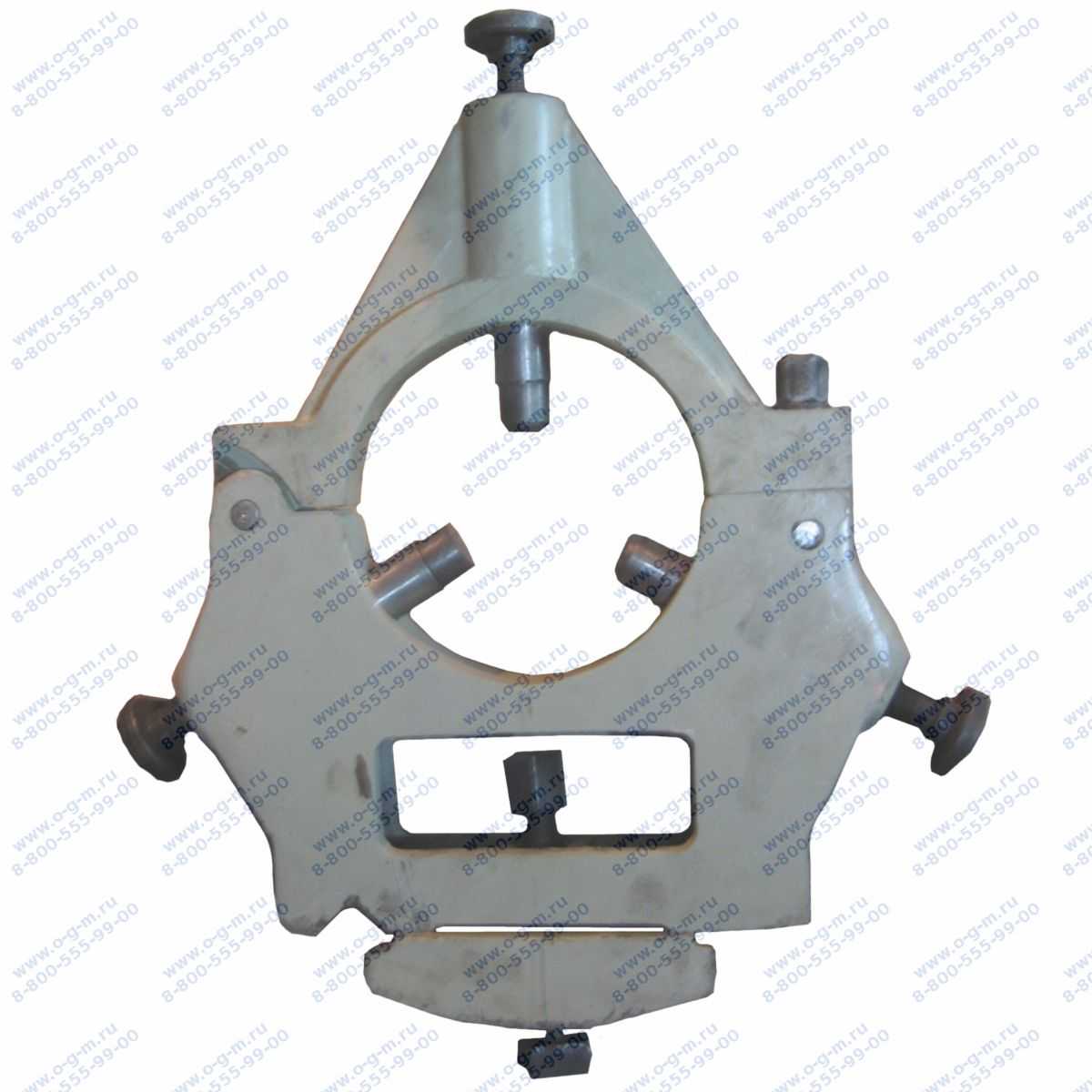
Подвижный люнет и его строение
Данное устройство располагается на продольном суппорте станка. Благодаря такому расположению, мобильный люнет выполняет движения с той же траекторией, что и резец станка. Таким образом, уменьшается давление на деталь со стороны токарного резца. Подвижный тип прибора тоже имеет свою классификацию:
- По системе зажимов. Существуют роликовые и кулачковые системы фиксации. Крепление при помощи роликов обеспечивает удобное скольжение заготовки во время выполнения работ, в то время, когда кулачковые обеспечивают лучший контроль над положением детали.
- По специфике обработки. Для шлифовки, обточки или создания подшипников могут использоваться разные типы приборов.
- По типу настройки фиксаторов. В данных устройствах кулачки или ролики могут настраиваться вручную или при помощи гидравлического привода.
- По количеству фиксаторов. Большинство приборов производятся с тремя кулачками, но есть модели и с большим количеством фиксаторов.
Мобильный люнет прикрепляют к каретке суппорта и используют в тех случаях, когда есть необходимость произвести чистую обточку или сделать резьбу на длинных заготовках. Как и неподвижный люнет, благодаря настраиваемым кулачкам, имеет возможность фиксировать совершенно разные по диаметру детали.
Максимальный диаметр обрабатываемой заготовки зависит от модели устройства и находится в диапазоне от 20 до 250 мм. Ключевые элементы конструкции подвижного люнета:
- Откидная крышка.
- Заготовка для обработки.
- Колодки.
- Винты для установки.
- Корпус.
Перед началом работы на детали необходимо обточить зону, в которой она будет соприкасаться с фиксаторами люнета. Кулачки необходимо зажимать плавно и медленно для надежного и равномерного зажатия. При правильной фиксации заготовка будет оставаться неподвижной даже при очень серьезных нагрузках. После завершения работ кулачки постепенно отводятся или открывается крышка устройства.
Обработка деталей в люнетах
Обработка в люнете
Длинные и тонкие детали, длина которых в 10-12 раз больше диаметра, при обтачивании прогибаются под действием собственного веса и сил резания, в результате чего они получают бочкообразную форму — в середине толще, а по концам тоньше. Избежать этого можно, применив особое поддерживающее приспособление — люнеты. При применении люнетов можно обтачивать детали, снимая стружку большего сечения, не опасаясь прогиба их.
Люнеты бывают неподвижные и подвижные.
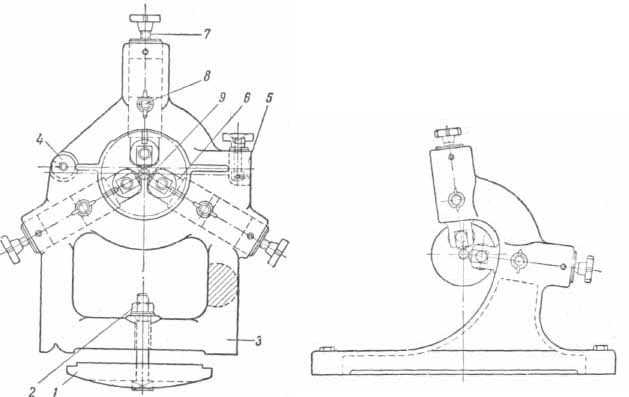
Неподвижный люнет
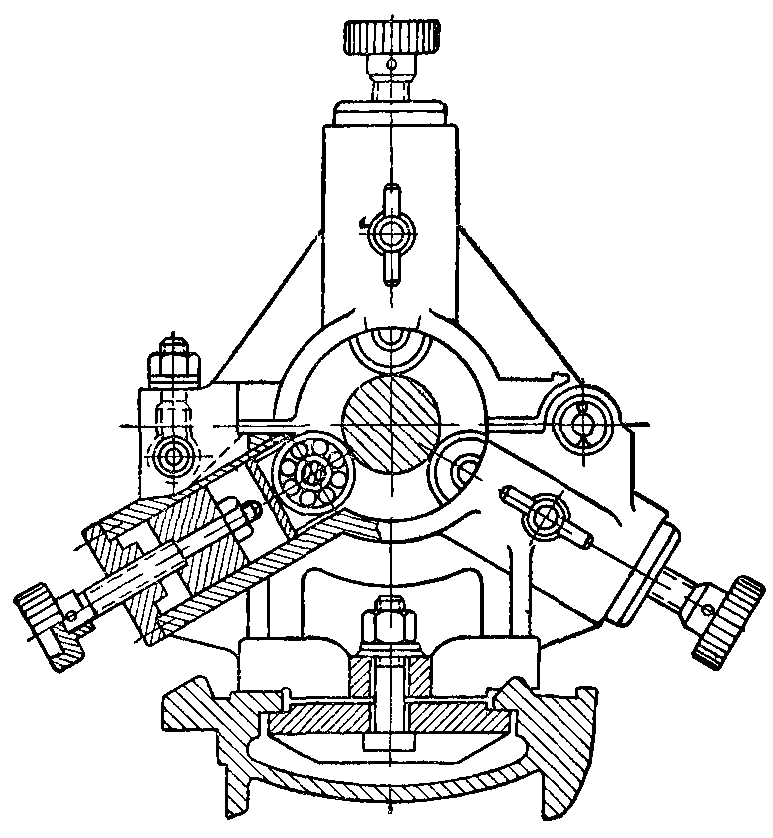
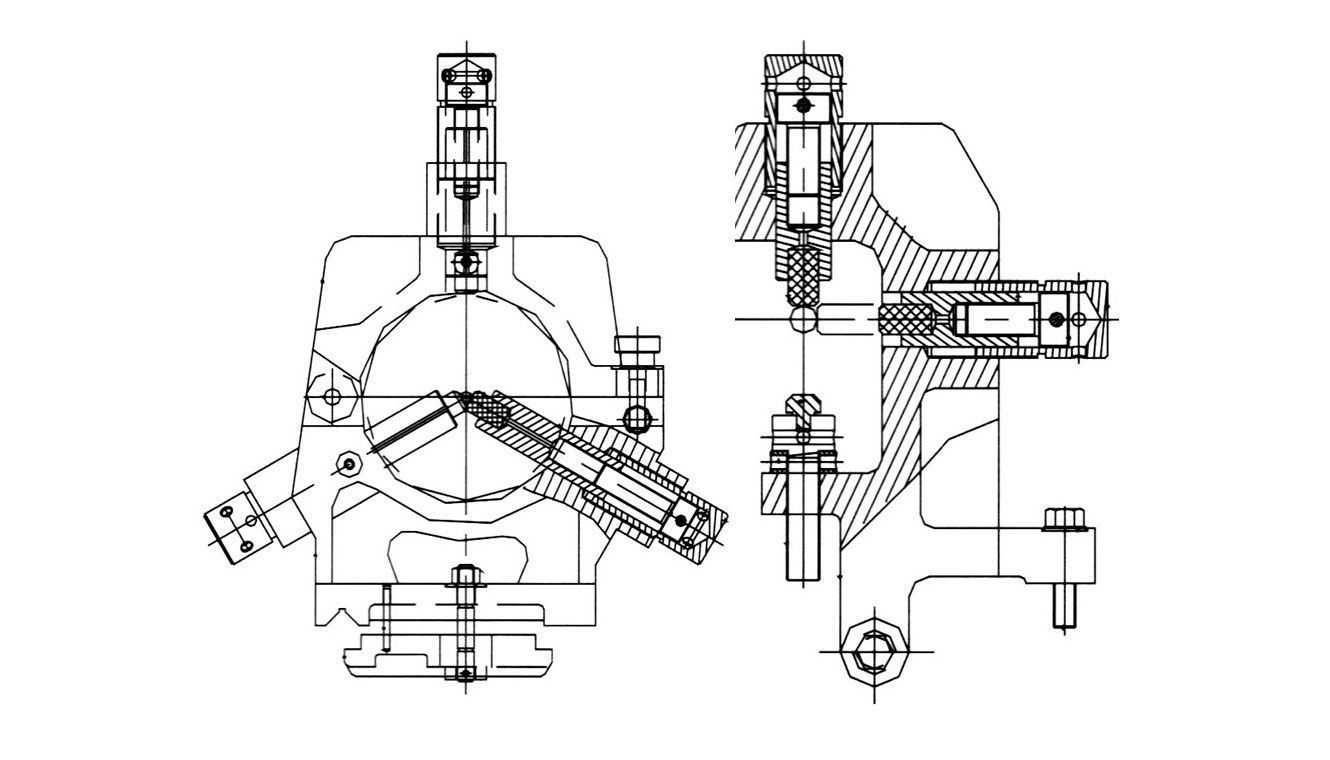
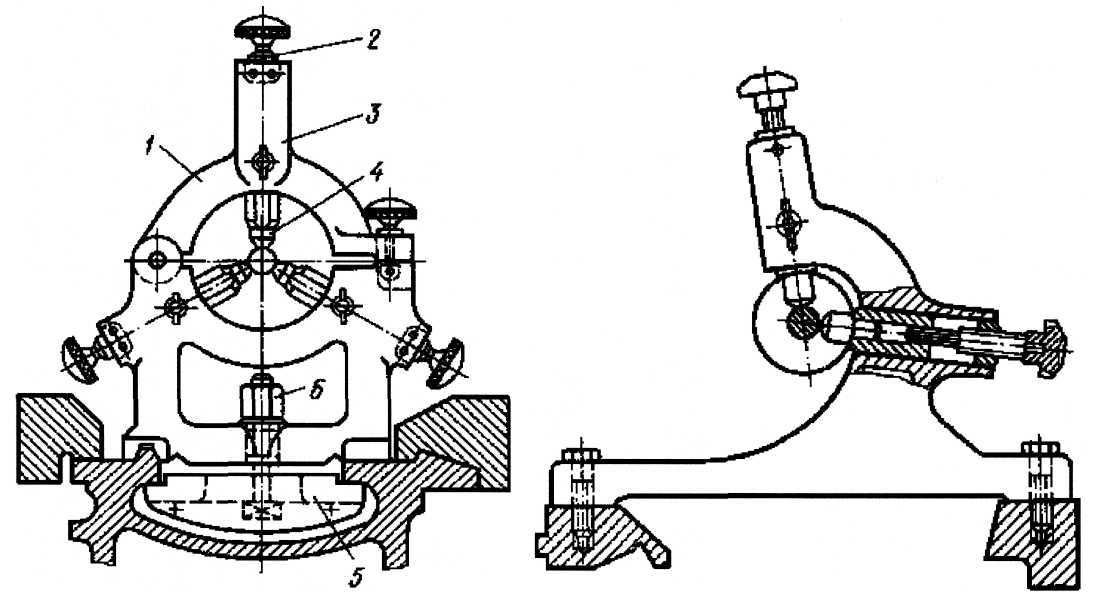
Неподвижный люнет (рис. 339) состоит из чугунного корпуса 1, с которым посредством болта 7 скрепляется откидная крышка 6, что облегчает установку детали. Основание корпуса люнета имеет форму соответственно направляющим станины, на которых он закрепляется планкой 9 и болтом 8. В корпусе при помощи регулировочных болтов 2 перемещаются два кулачка 4, а в крышке — один кулачок 5. Для закрепления кулачков в требуемом положении служат винты 3. Такое устройство позволяет устанавливать в люнет валы различных диаметров.
Рис. 339. Неподвижный люнет
Прежде чем установить заготовку в люнет, нужно проточить у нее посредине канавку под кулачки шириной немного больше ширины кулачка (рис. 340). Если заготовка имеет большую длину и небольшой диаметр, то при протачивании такой канавки неизбежен прогиб самой заготовки. Во избежание этого вначале протачивают дополнительную канавку ближе к концу заготовки и, установив в ней люнет, протачивают основную канавку посредине.
Рис 340. Обтачивание детали с применением неподвижного люнета
Иногда заготовка может оказаться настолько длинной и тонкой, что одной основной канавки не хватит. В подобных случаях протачивают еще две или больше дополнительных канавок.
Обработка в люнете
Обработку в люнете ведут так: обтачивают деталь до канавки, т. е. до места, где находится люнет, затем перевертывают деталь, устанавливают ее опять в центрах и, снова закрепив в люнете, обтачивают остальную часть вала.
В некоторых случаях нецелесообразно точить дополнительные канавки; тогда применяют способ, показанный на рис. 341 и 342. Цилиндрическую втулку 2 (рис. 342) надевают на среднюю часть заготовки 1 и с помощью болтов 4 устанавливают концентрично с осью заготовки. Концентричность втулки проверяют индикатором 3, как показано на рис. 342.
Заготовку с надетой втулкой устанавливают в люнет (рис. 341), а торцами — в центры и обтачивают до люнета. После этого открывают люнет, снимают заготовку с центров и удаляют втулку. Затем заготовку перевертывают и, установив кулачки люнета по диаметру обточенной части, обтачивают оставшийся участок заготовки.
Неподвижные люнеты применяют также для отрезания концов и подрезания торцов у длинных деталей. На рис. 343 показано использование неподвижного люнета при подрезании торца: деталь закреплена одним концом в трехкулачковом патроне, а другим установлена в люнете.
Рис. 342. Проверка концентричности установки втулки для обработки детали в неподвижном люнете
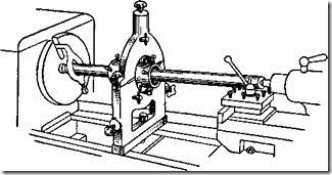
Рис 341. Обтачивание детали со втулкой в неподвижном люнете
Таким же образом можно обработать точные отверстия с торца длинной детали, например расточить коническое отверстие в шпинделе токарного станка или просверлить такую деталь по всей ее длине.
Кулачки неподвижного люнета должны быть установлены точно по диаметру детали с центром на оси шпинделя; их не следует зажимать туго. Поверхность детали, поддерживаемую
Рис. 343. Подрезание торца детали, установленной в патроне и неподвижном люнете
Рис. 344. Неподвижный люнет с шарикоподшипниками для скоростной обработки
кулачками, необходимо смазать маслом, чтобы уменьшить трение и предотвратить образование задиров.
Люнеты с жесткими кулачками не пригодны для скоростной обработки вследствие быстрого износа кулачков.
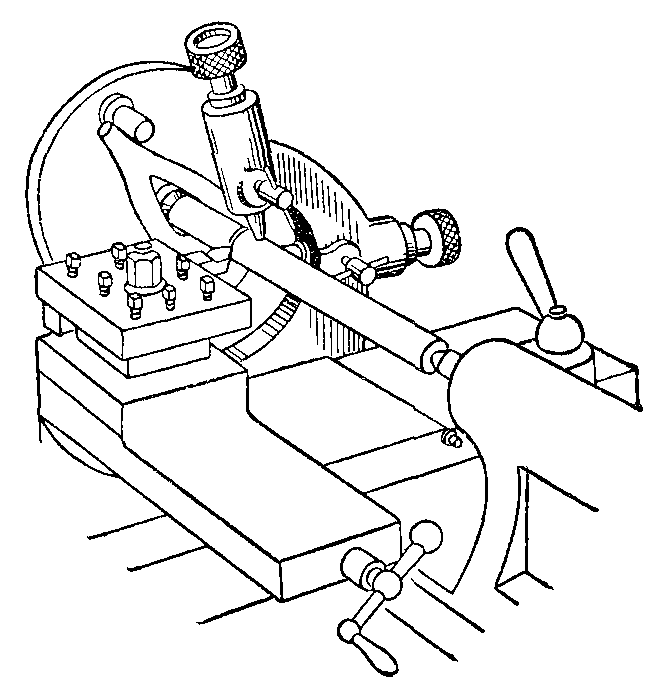
Рис. 345 Обтачивание детали с применением подвижного люнета
При скоростной обработке применяют люнеты с роликовыми или шариковыми подшипниками (рис. 344)
В этом случае трение скольжения заменяется трением Качения, благодаря чему уменьшается нагрев обрабатываемой детали, что важно при работе на больших скоростях резания
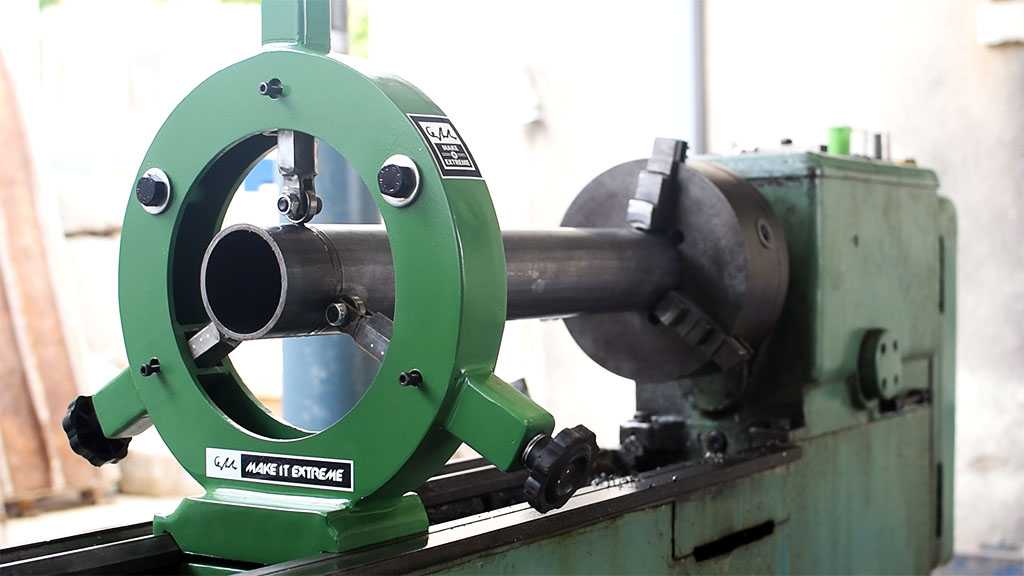
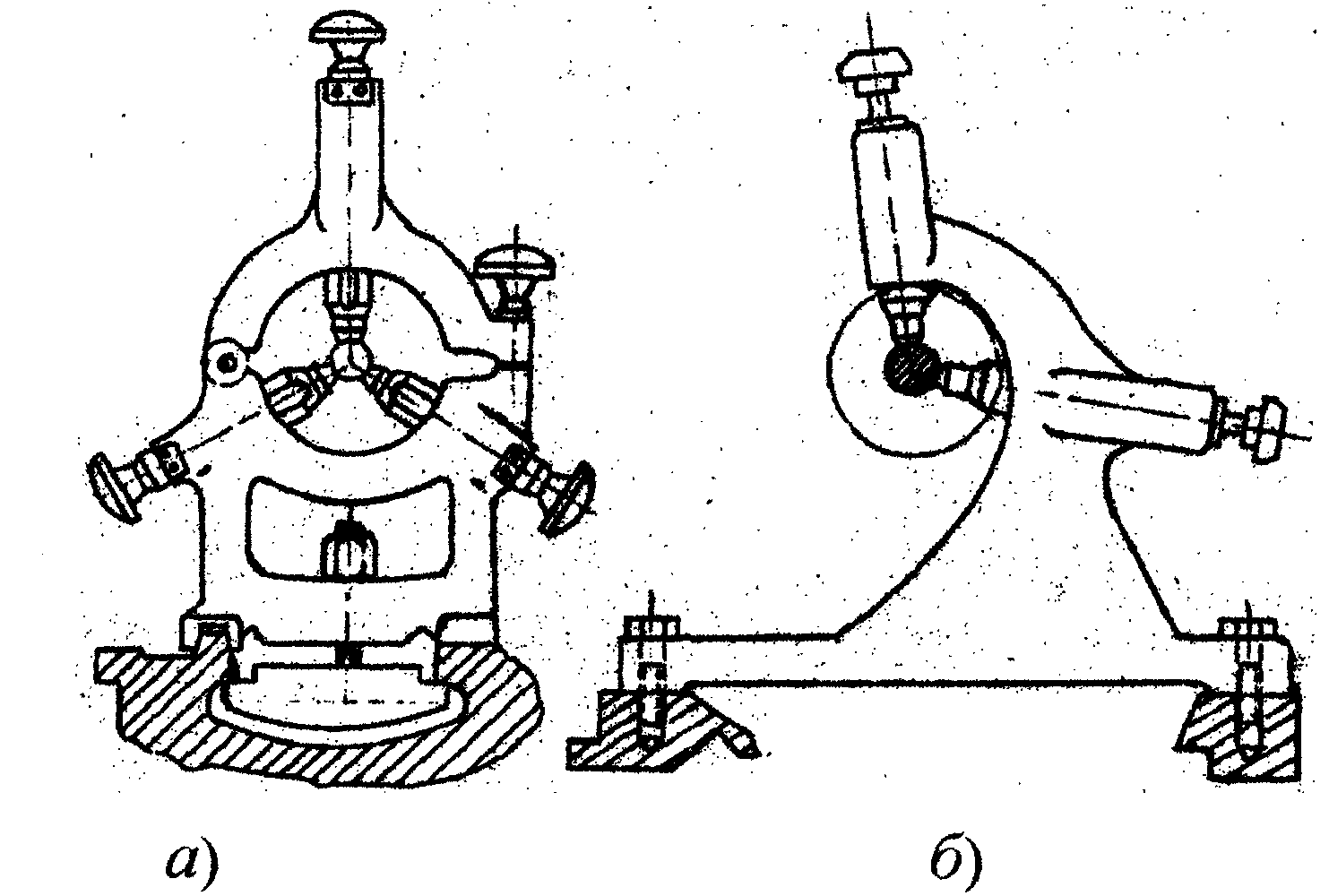
Подвижный люнет
Подвижный люнет (рис. 345) закрепляют на каретке суппорта. Вместе с ней он, следуя за резцом, перемещается вдоль обтачиваемой детали и поддерживает ее в месте приложения усилия, предохраняя от прогибов. Подвижный люнет применяют при чистовом обтачивании длинных деталей. Он имеет только два кулачка. Их выдвигают и закрепляют так же, как кулачки неподвижного люнета.
Как выйти в интернет
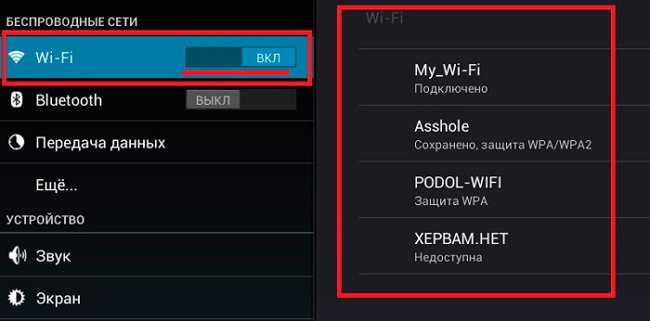
Сегодня сети Wi-Fi привычны даже в квартире или частном доме. Это самый удобный выход в интернет. Чтобы настроить подключение к квартирной или общественной сети, следует:
- войти в настройки;
- выбрать пункт Сеть и интернет (или Беспроводные сети);
- войти в раздел Wi-Fi.
Здесь нужно касанием экрана активировать Wi-Fi модуль соответствующим переключателем. После сразу начнут определяться доступные сети. Выбрав нужную, потребуется один раз ввести пароль. Система запомнит данные и сможет автоматически выходить в интернет, соединяясь со знакомой сетью.
Сложнее, если планшет не поддерживает Wi-Fi и предусматривается только эксплуатация в режиме 3G (4G LTE). В большинстве случаев параметры точек доступа мобильного оператора уже прописаны на СИМ карте и определяются автоматически. Для выхода в интернет потребуется:
- зайти в настройки;
- выбрать пункт Сеть и интернет;
- зайти в раздел Мобильная сеть;
- выбрать пункт Точки доступа и выбрать в нем нужную (или оставить помеченную на основе данных СИМ карты).
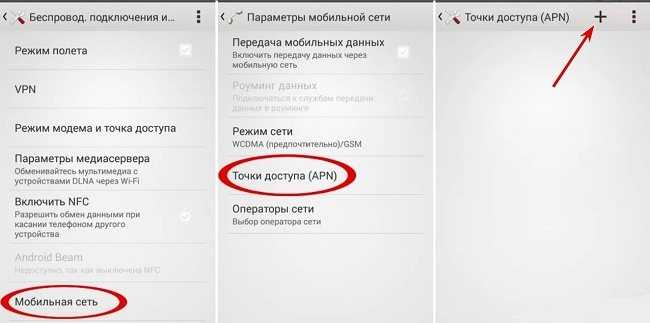
Если список прописанных точек доступа пуст, потребуется создать одну вручную.
Совет! Нужные данные стоит запросить у оператора. Последний может после звонка на горячую линию прислать СМС с автоматически применяемыми настройками.
Чтобы начать пользоваться мобильным интернетом, следует снова зайти в настройки. Здесь нужно найти пункт Передача данных. В нем указывается СИМ карта и опция Мобильный интернет, которую нужно активировать. Подробнее о выходе в интернет с планшета, а также возможных проблемах при подключении и путях их решения читайте здесь.
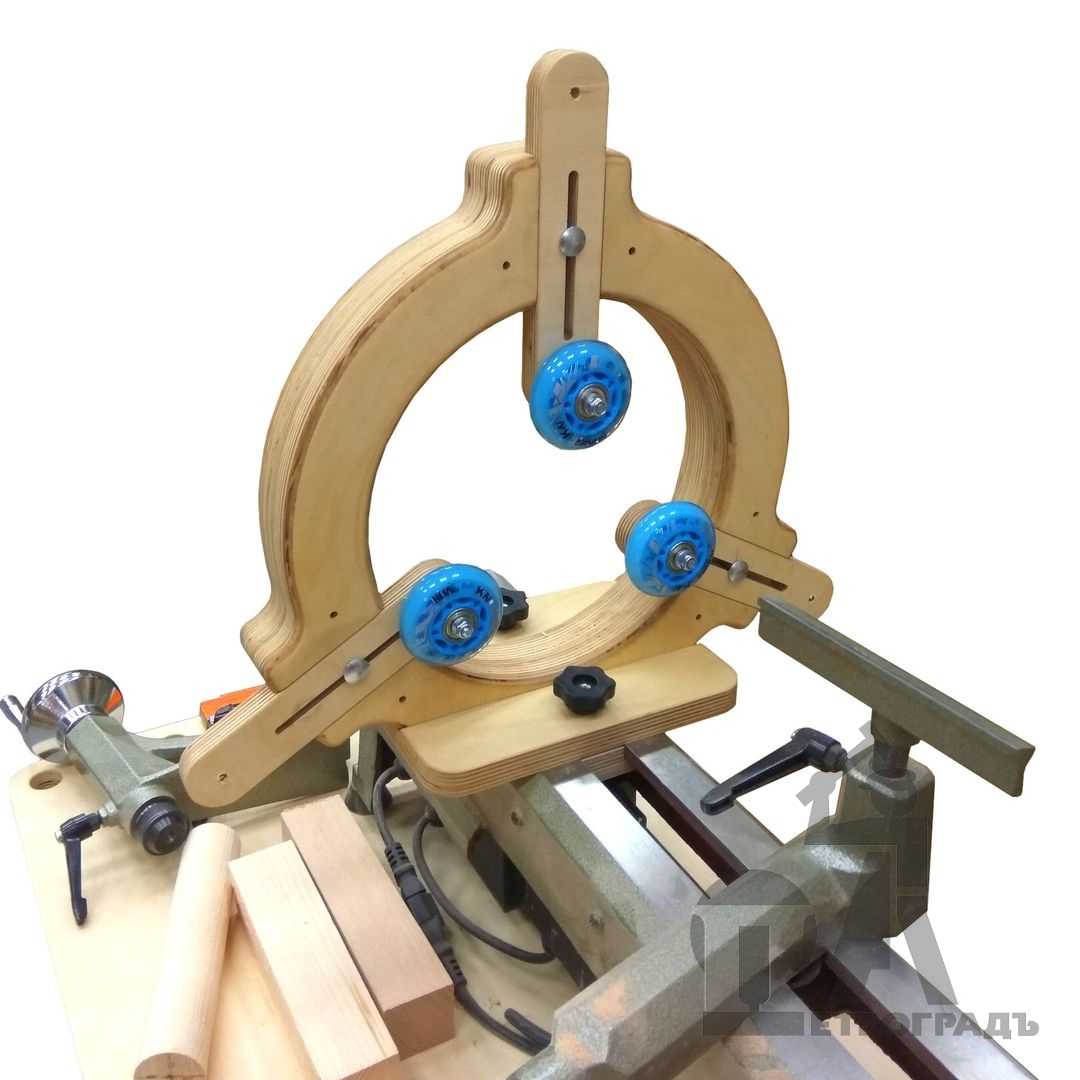
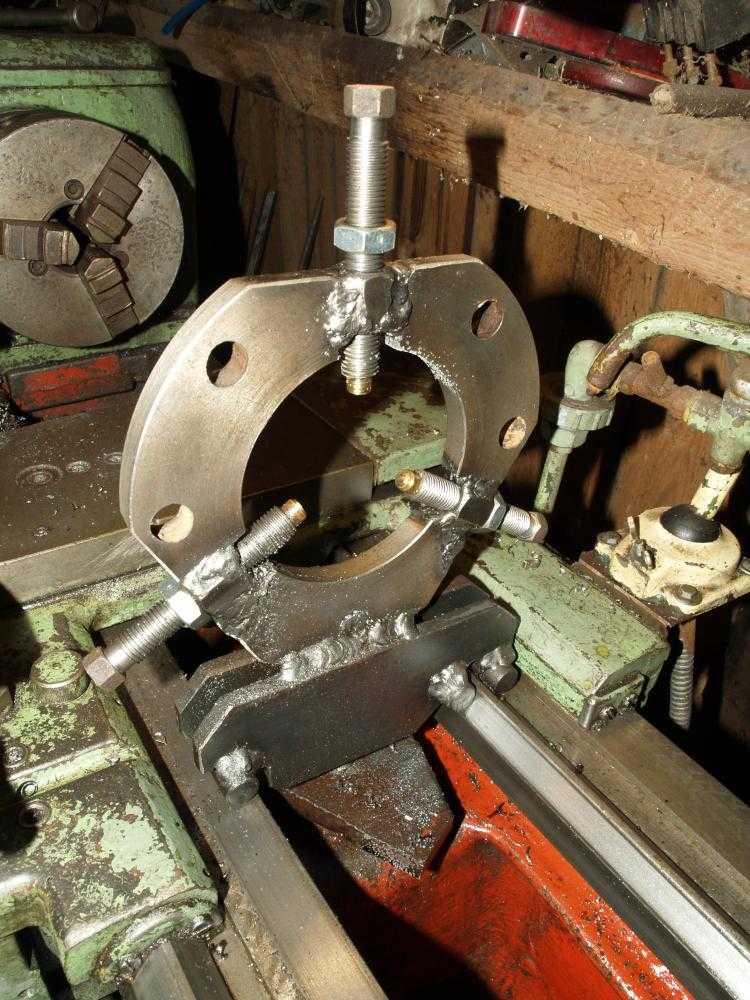
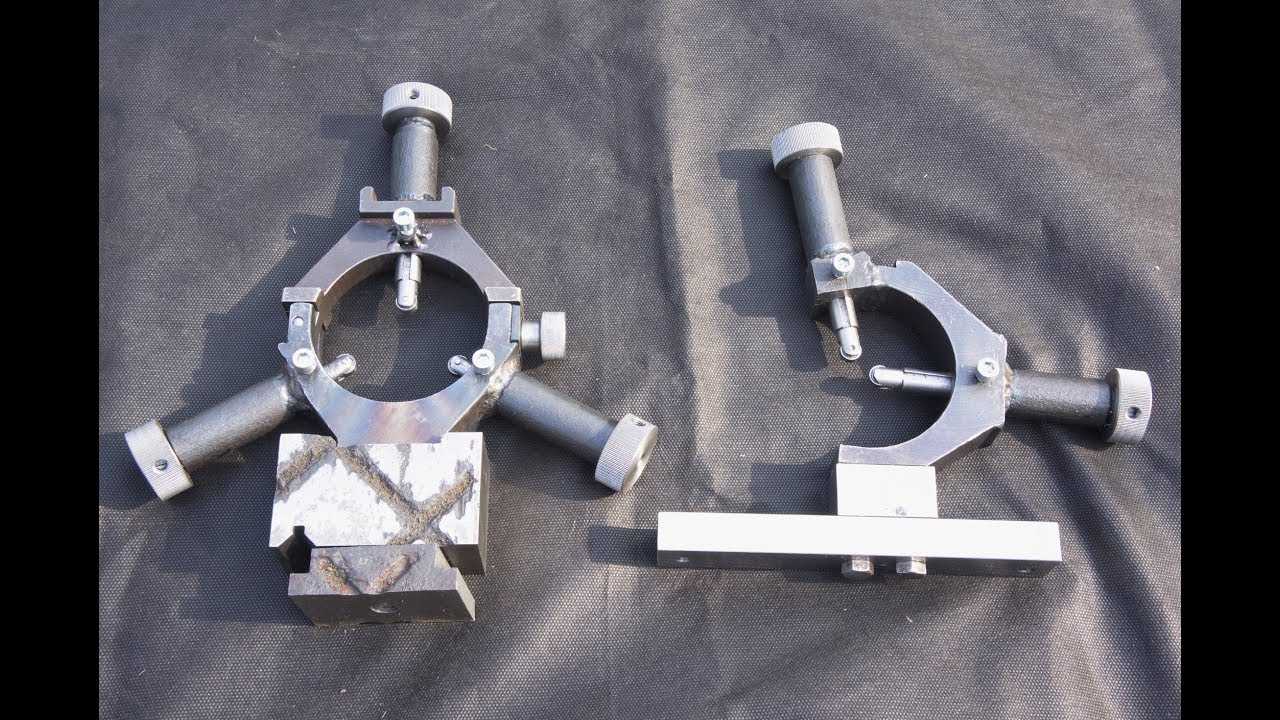
Самодельный неподвижный люнет.
Самодельный неподвижный люнет для моего токарного станка Калибр 350/550.
Люнет приспособление полезное, оно позволяет расширить возможности станка и точность обработки длинных деталей, что для моего хобби может быть очень полезным.
Подвернулся небольшой кусочек стального листа, немного побитый ржой и временем.
Решил сделать из него неподвижный люнет, что только не сделаешь для своего маленького китайского друга.
Приступил к исполнению желания. Вот как это было.
Прорезал на фрезерном станке в листе или заготовке отверстие 100мм.

Примерил к станку.

Отрезал лишний метал, и раскроил его на заготовки для опор подшипников.

Профрезеровал в них пазы.

Вот что у меня получилось.

Сделал небольшой уступ под подшипник с одной стороны, сразу на всех заготовках.

Установил подшипники и примерил к отверстию заготовки люнета. Выглядит вполне похоже на желаемое чудо.

Из небольшого кусочка металла сделал подошву люнету. Сначала прорезал паз под призму.








Ободрал ржавчину и сделал паз, для установки самого люнета.

Этот паз нужен чтобы при сварке детали остались перпендикулярны станине станка, а угол 90 градусов по вертикали можно будет подрихтовать кувалдой или молотком. Вот так выглядит готовая подошва, и заготовка для осей опор подшипников.

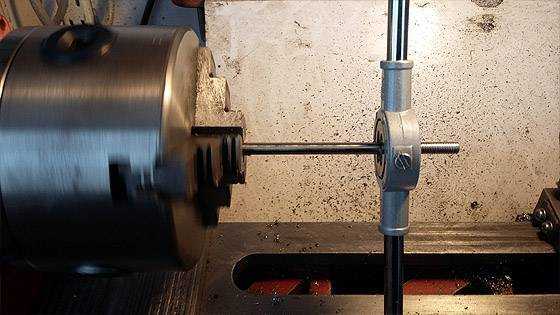
Оси, будут представлять конструктивно обычную шпильку, с утолщением по середине. Вот так мы их нарезаем резьбой М10.
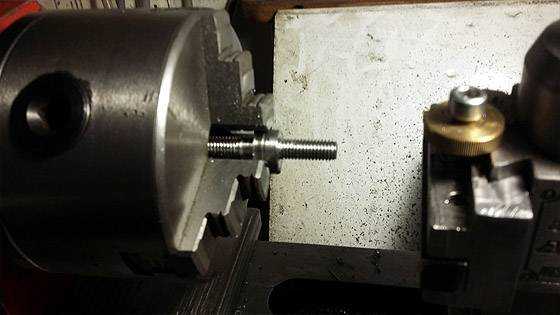
Вот и готово, осталось сделать только отверстие и нарезать резьбу.

На подходящем прутке нарезал резьбу М5.
Вот так это будет собираться до кучи.

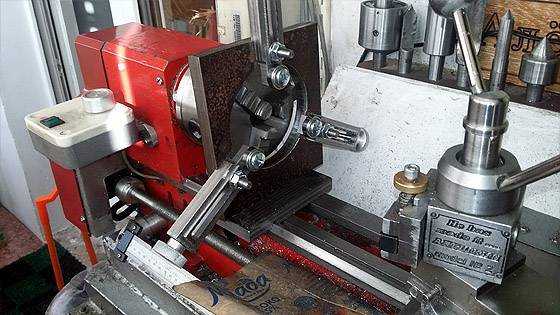
На основной заготовке люнета сделал пазы и отверстия для крепления осей и упоров. При помощи поворотного стола окружность просто разделить на 120 градусов.

Вот как выглядит теперь моя заготовка люнета на токарном станке.
Вид на люнет, со стороны задней бабки.
Ах да, добавил гаек на оси, и в местах их установки нарезал ответную резьбу.
Выточил барашки и накатал рельеф, получились такие удобные крутилки.
Вид со стороны оператора, на подошву.

Вид на люнет,со стороны передней бабки.

Осталось только сварка, и опробовать приспособление в работе. Как только будет свободное время, сразу продолжу.
Да испытаний дело пока не дошло, так как уперся в прижим к станине.
Станина у меня, имплантирована дополнительными перегородками в окнах.
Поэтому прижим снизу не вставить, и я выпилил типа как на суппорте станка планочки.
Переднею планку сделал со сдвигом, так удобней будет снимать или ставить люнет.
Вот как выглядит процесс установки.
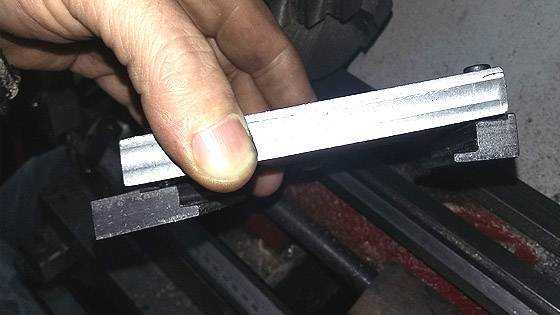
На слегка ослабленных винтах, накидываем подошву на станину станка.

Теперь только нужно придвинуть переднею планку и закрутить винты.

Получилось вполне работоспособно на мой взгляд.

В сборе выглядит так.

Вот теперь точно только сварка нужна.
Приварил подошву к люнету.

Сварщик я ещё тот и подошву лихо выгнуло, такого я сам не ожидал.
Пришлось немного поправить, ну и вот что у меня получилось.
Вот небольшое видео , или пробный пуск…
Ну и ремонт небольшой детали от часов.
Часто спрашивают, что вы на этих станочках делаете.
Принесли вот такую деталь с трещинами.

Нужно укрепить корпус.

Вот из такого кольца, срезанного при изготовлении с будущей шестерни я сделал колечко.

Одел колечко и проточил с наружи.

Получилось не плохо на мой взгляд.
Внешний вид вроде не испортил.
Раскрасил как смог…

Художник из меня ещё тот…
- Назад
- Вперёд
Способы крепления заготовок на токарно-винторезном станке
7>
1. Заготовки небольшой длины закрепляют в токарных патронах. При токарной обработке используют кулачковые и поводковые патроны. Кулачковые патроны могут быть самоцентрирующиеся – обычно трёхкулачковые, и несамоцентрирующие– 2-х, 4-х и 6-ти кулачковые.




Трёхкулачковый самоцентрирующий токарный патрон, показанный на рисунке 15а, имеет три кулачка, которые одновременно сходятся к центру или расходятся от него. В радиальных пазах корпуса патрона перемещаются кулачки, которые приводятся в движение от конической зубчатой передачи, смонтированной в корпусе патрона. Одно из конических колёс имеет торцевую резьбу (спираль Архимеда) и приводится в движение с помощью ключа. По этой спиральной резьбе кулачки патрона одновременно перемещаются от центра или к центру патрона.
В трёхкулачковых самоцентрирующих патронах закрепляют симметричные детали. Для закрепления несимметричных деталей используются, обычно четырёхкулачковые патроны, в которых каждый кулачок перемещается независимо от других (рисунок 15б).
В патронах закрепляются детали, у которых отношение длины к диаметру менее 4. Сам патрон крепится на резьбе или на конусной поверхности шпинделя.
а б
Рисунок 15 – Трёхкулачковый самоцентрирующий патрон (а) и четырёхкулачковый патрон (б)
1 – корпус патрона; 2, 3, 4 – захватывающие кулачки; 5 – зубчатое коническое колесо; 6 – малые зубчатые колёса; 7, 8, 9, 10 – кулачки; 11 – планшайба.
2. Когда отношение длины заготовки к диаметру превышает 4, то для крепления заготовки используют патрон с поддержкой её с помощью подвижного центра, установленного в заднюю бабку, как показано на рисунке 16а.
3. Третий способ крепления деталей на станке – закрепление её в центрах. Для этого на торцах заготовки с помощью центровочного сверла делают центровые (глухие) отверстия,как показано на рисунке 17. В шпиндель вставляется неподвижный центр, в заднюю бабку – подвижный, и между ними крепится заготовка. Для передачи крутящего момента от шпинделя на неё надевается хомутик и используется поводковый патрон, который крепится на шпиндель станка (рисунок 18). Так крепятся детали с отношением длины к диаметру Lзаг/Dзаг = (4 ¸ 10). При закреплении заготовки в центрах достигается максимальная точность обработки соосных поверхностей ступенчатых валов.
4. Если отношение длины заготовки к её диаметру больше 10, то заготовку устанавливают в центрах, как и в предыдущем случае, а для уменьшения её деформации от сил резания применяют дополнительные опоры – люнеты. Люнеты бывают подвижными(открытыми), и они устанавливаются на продольном суппорте станка; и неподвижными (закрытыми), которые крепятся к станине(рисунок 19а).
а
б в
Рисунок 16 – Крепление заготовки с помощью патрона и поддерживающего подвижного центра (а). Подвижный центр (б) и неподвижный центр (в)
а б
Рисунок 17 – Центровочное сверло (а) и центрование на токарном станке (б)
Рисунок 18 – Закрепление заготовки в центрах
1 – планшайба; 2 – хомутик; 3 – поводок (палец)
а б
Рисунок 19 – Закрепление заготовки в центрах и неподвижном люнете (а)
1 – станина; 2 – винт для закрепления хомутика на детали; 3 – поводковая планшайба; 4 – палец хомутика; 5 – хомутик; 6 – неподвижный люнет; 7 – регулирующие упоры – кулачки.
Закрепление заготовки на планшайбе (б). 1 – планшайба; 2 – противовес; 3 – обрабатываемая деталь; 4 – угольник
5. При обработке несимметричных деталей и деталей сложной формы, которые невозможно закрепить в кулачковом патроне, применяют крепление на планшайбе, навинчиваемой на шпиндель, как показано на рисунке 19б.
7>
Дата добавления: 2016-06-22; просмотров: 6468; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Установка люнетов для токарных станков
Для установки люнетов можно использовать несколько методов.
Размещать это приспособление по заготовке можно при выполнении следующего условия: деталь имеет точные геометрические размеры либо уже была подвергнута обработке. Прибегать к этому методу допускается, лишь если планируется проводить грубые работы. В тех ситуациях, когда наблюдается прогиб заготовки, вызванным действием ее собственного веса, к ней нужно сперва подвести два кулачка, а лишь затем зафиксировать верхний.
Если предстоит выполнять чистовые и точные работы, то использовать подобный метод установки люнета недопустимо. Дело в том, что в случае совершения просчётов с размещением этого приспособления высока вероятность того, что заготовка будет иметь различные диаметры по всей длине.
В случае наличия у заготовки обработанной поверхности для установки люнета рекомендуется использовать короткую оправку, в качестве которой обычно выступает цилиндрический валик, диаметром, равным диаметру заготовки в том участке, где она будет контактировать с люнетом. Один конец оправки нужно зафиксировать в патроне, по другому же, который сначала нужно выверить, используя рейсмус или индикатор, или его можно обточить, выполняют установку кулачков люнета. Само же это приспособление должно в этот момент располагаться рядом с передней бабкой, а когда кулачки окажутся на своем рабочем месте, его сдвигают параллельно станине до того момента, пока он не примет необходимое положение.
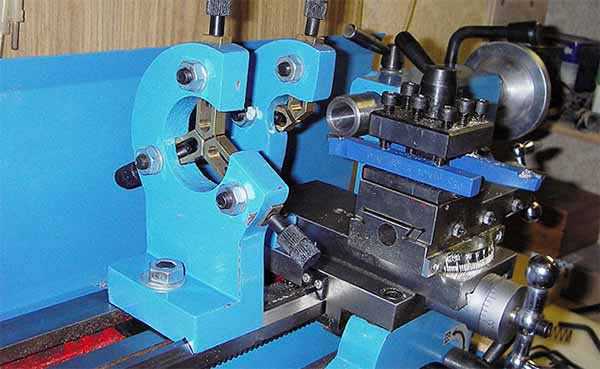
Изготовление своими руками
Если у человека нет возможности купить приспособление в магазине, можно попробовать собрать люнет для токарного станка своими руками. Пошаговая инструкция изготовления самоделки:
- Изначально необходимо найти чертежи конструкции в интернете. Подготовить инструменты, материалы, расходники. Если речь идет про обработку металлических заготовок, покупные модели изготавливаются из чугуна. Для самоделки подойдет стальной лист, профильная труба.
- Из листа нужно вырезать круглое основание, которое должно иметь отверстие под заготовку. Его диаметр должен быть больше обрабатываемых деталей.
- Фиксаторы для люнетов нужно делать из больших болтов.
- Опорные элементы для перемещения самоделки по оборудованию изготавливают из подшипников качения.
- Когда конструкция будет собрана, оператору требуется выставить ее ровно относительно заготовки.
Установка люнетов для токарных станков является отдельным процессом, на который нужно обратить внимание. Пошаговая инструкция:
- Фиксирующие упоры, кулачки, ролики выкрутить на максимум.
- Открыть шарнир.
- Закрепить заготовку в оборудовании.
- Закрыть шарнир, выставить кулачки на диаметре обрабатываемой детали.
Попробовать провернуть ее рукой. Кулачки не должны зацепляться за металлическую поверхность.
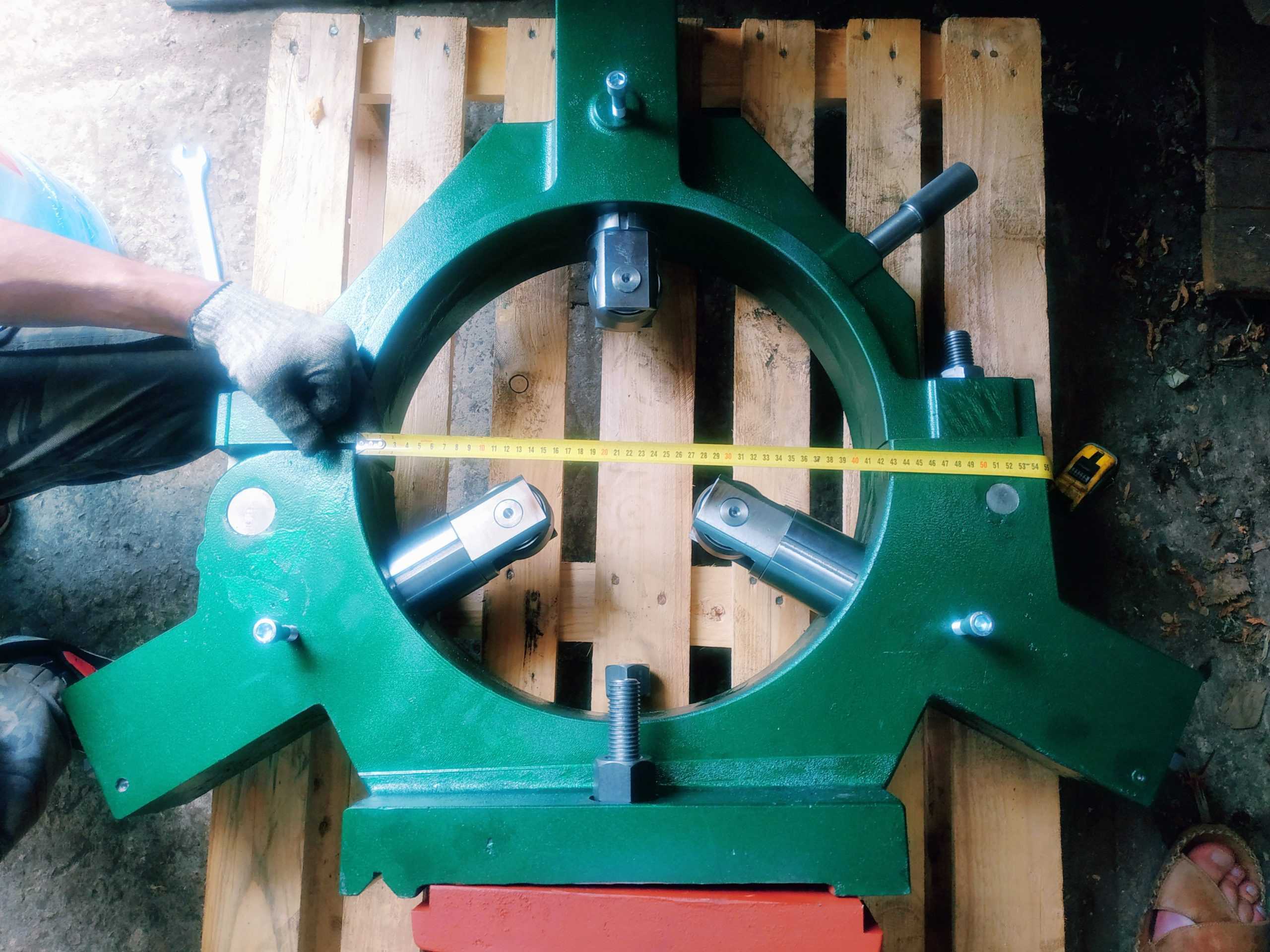
Статичный люнет и его строение
Статичное устройство устанавливается на станину при помощи нижнего зацепления. Основной задачей неподвижного люнета является поддерживание габаритных деталей во время работы с ними. Таким образом, удается избежать ненужных вибраций и повысить точность обработки заготовок. Статичный прибор имеет несколько ключевых элементов строения:
- основание;
- крышка на шарнирном креплении.
Для рабочей фиксации крышки в конструкции устройства имеется откидной болт со специальной головкой. В основании и на крышке люнета располагается три кулачка для фиксации. Посредством их регулировки оператор станка может подгонять прибор под размер обрабатываемых деталей. Для этого в конструкции прибора предусмотрены специальные болты.
Фиксаторы для люнетов изготовляют предпочтительно с чугуна. Чтобы избежать повреждения особо хрупких деталей кулачками прибора, на них устанавливают специальное защитное покрытие (как правило, бронзовое).
Некоторые производители создают люнеты сразу с защитным покрытием на кулачках. Но не только обрабатываемые детали страдают от фиксаторов устройства, но и сами кулачки изнашиваются в ходе работы. Именно поэтому их также создают на основе особо твердых сплавов.
Установка неподвижного люнета осуществляется в несколько этапов:
- Зафиксировать обрабатываемую деталь в центрах станка.
- Предварительно настраивают все три кулачка прибора.
- Шейку заготовки подтачивают в месте соприкосновения с кулачками люнета.
- Фиксируют заготовку для работы.
Стоит отметить, что не всегда требуется предварительная обточка шейки заготовки. Если деталь уже предварительно обработана или имеет фиксированные размеры, то обточку можно не делать.
Из чего состоит
Неподвижный люнет жестко закрепляется на станине станка. Правильная ориентация относительно патрона организуется за счет установки на плоскую и призматическую направляющую станины, по которым перемещается задняя бабка.
Состав приспособления:
- основание;
- планка, прижимающая;
- винт, фиксирующий;
- крышка откидная;
- шарнир;
- болт откидной;
- гайка;
- опоры — 3 штуки;
- винтовые механизмы;
- головки.
Принцип работы следующий: установив люнет на станину, его необходимо закрепить на необходимом расстоянии от патрона. Для этого используется прижимающая планка, которая винтом подтягивается и упирается в нижнюю поверхность направляющих. После чего откидывается крышка и производится закрепление заготовки.
После фиксации обрабатываемой детали крышка закрывается. Надежное соединение обеспечивает гайка с откидным болтом. Токарь, вращая головки винтовых механизмов, перемещает опоры в сторону вала. Окончательное закрепление производится при вращающейся детали.
Стоит помнить, что при обработке валов из круглого проката, после ковки или штамповки, перед началом работ место соприкосновения опор с заготовкой необходимо предварительно проточить. Внешняя поверхность заготовки неровная и люнет не будет выполнять свою функцию. Но если производится чистовая обработка, то необходимость в проточке отпадает.
Перемещение опорных поверхностей производится не только вручную винтовой парой, но и с помощью приводных устройств. В большинстве случаев для этого используется гидропривод и гидроцилиндры. Усилие зажима регулируется давлением в гидросистеме.
Подвижный люнет назван так из-за того, что перемещается вместе с кареткой, на которой закреплен. Для этого изготовители предусмотрели два резьбовых отверстия. Он перемещается вместе с резцом в продольном направлении, поэтому обработка ступенчатых валов затруднена или производится с ограничением по длине обработки.
Установка токарного станка и люнета производится по отдельности. Применение подвижных приспособлений характерно для нарезания резьбы и финишного точения на большом расстоянии.
В состав конструкции входят те же элементы, что и в неподвижную, за исключением прижимающей планки и фиксирующего болта.
Важные нюансы
Перед покупкой или применением этих устройств следует ознакомиться со следующими важными моментами:
- Обточку места соприкосновения детали с фиксаторами люнета можно проводить только в случае черновых работ. Если деталь имеет фиксированные размеры или ее поверхность уже была предварительно обработана, то не стоит проводить с ней предварительную обточку.
- Если оператор проводить чистовые работы, но есть необходимость надежно закрепить деталь, то можно использовать специальный валик-накладку цилиндрической формы. По диаметру он должен быть сходным с диаметром обрабатываемой заготовки в месте ее контакта с кулачками люнета. Одна часть накладки фиксируется в приборе, а другая в патроне станка.
- При работе с очень тонкими или длинными деталями не всегда есть возможность предварительно проточить шейку для установки в люнете. В этом случае рекомендуют делать несколько временных шеек с максимальным приближением к передней бабке.
- Резец станка желательно настроить с отрицательным углом. В противном случае он может отталкивать деталь от себя, вследствие чего будет снижаться точность обработки.
Основными производителями люнетов являются Jet (США), Днепропресс (Украина), Астраханский станкостроительный завод (Россия), Zmm (Болгария), Proxxon (Германия), SMTCL (Китай).
Republished by Blog Post Promoter
Эксплуатация
При работе с люнетом необходимо соблюдать правила эксплуатации, учитывать особенности рабочего процесса:
- Заранее проверять надежность выставления изделий из металла.
- Использовать защитные очки, робу, перчатки во время проведения работ.
- Только при черновой обработке нужно обрабатывать место, в котором соприкасается дополнительный элемент с рабочей поверхностью.
- Резцы выставлять под отрицательным углом, чтобы они не мешали работать токарю.
- Проверять целостность кулачков. Если на их поверхности появились трещины, неровности, требуется заменить конструкцию.
- Нельзя использовать самодельные приспособления на промышленном производстве, для серийного изготовления изделий из металла.
- При проведении финишной обработки металлический изделий, требуется использовать вали-накладку для дополнительного удержания заготовки.
Для промышленного оборудования нужно покупать качественные приспособления, изготавливаемые из прочных материалов.
Люнеты для токарных станков используются для проведения более точных работ, исключения вибраций, появления неровностей. Настройку может провести начинающий токарь, прочитав пошаговую инструкция. При желании можно изготовить самоделку.




Люнет – это дополнительное приспособление для станка, которое исполняет роль основной или второстепенной опоры при работе с заготовками. Часто устройство используют, чтобы придать устойчивости обрабатываемым деталям и избежать их повреждений или деформаций. Люнет для токарного станка бывает нескольких видов, каждый из которых по-своему влияет на обработку заготовок. В этой статье мы проанализируем все функциональные возможности данного приспособления, его преимущества и недостатки.
Предназначение
На токарных станках можно обрабатывать заготовки разной длины. Это зависит от габаритов оборудования. Многие не знают, зачем используется люнет. Предназначение элемента:
- Предварительная обточка шейки заготовки.
- Обработка изделий большой длины. Посередине она провисает. Люнет закрепляется на центральной части заготовки, чтобы исключить возникновение вибраций, образование неровностей.
- Обработка торца болванки. В таких ситуациях нет возможности закрепить зажим на этой части детали. Люнет должен быть закреплен ближе к обрабатываемой зоне, на последнем этапе проведения работ.
Дополнительный элемент можно перемещать зависимо от того, где нужно сделать дополнительное крепление.
Виды неподвижных люнетов
Данные устройства могут быть нескольких разновидностей, так как люнет неподвижный роликовый и кулачковый хоть и служит для одной цели, имеет различный метод фиксации. Ролики люнета обеспечивают более свободное передвижение при обработке. Помимо этого, существуют также специальные устройства, которые применяются для помощи в шлифовке роликов бесцентровым способом, подшипников и так далее. Они также относятся в данную категорию. Самыми распространенными являются те, у которых имеется ручное независимое ручное перемещение кулачков, но если необходимо применять их на станках, которые снабжены ЧПУ, то здесь более актуальными будут самоцентрующиеся устройства люнеты с гидроприводом.
Размеры люнета также относятся к одному из основных факторов отличия, так как в моделях для одного и того же станка нередко замечается разброс по размерам внутреннего диаметра и диапазону обрабатываемой заготовки.
Это интересно: Ленточный конвейер — ГОСТ, устройство, типы, применение, принцип работы
Виды люнетов для токарных станков
Люнеты для токарных станков бывают разными. Кроме отличий в элементах конструкции, размерах, типах крепления на станину, весь без исключения инструмент может быть отнесен к одной из двух основных категорий:
- Люнеты токарные, которые называются неподвижными. Они устанавливаются стационарно в какую-либо рабочую точку и во время всего цикла обработки остаются там.
- Приспособления, которые называются подвижными. Их местоположение на станине меняется в зависимости от того, куда перемещается токарный резец вдоль заготовки.
Люнеты для шлифовального станка имеют схожую конструкцию с неподвижными приспособлениями токарного станка. Их опорные части покрыты материалом, который не позволяет протирать канавки на заготовке, например баббитом.

Люнет неподвижной конструкции
Люнет неподвижный представляет собой приспособление для токарного станка, целевое назначение которого состоит в том, чтобы поддерживать заготовку длинного размера. Это обеспечивает возможность более точной обработки изделия, исключает появление вибрации. Способ крепления оборудования к станине происходит посредством плоской опорной плиты и болтового соединения.
Характерной особенностью всех неподвижных токарных люнетов является наличие трех роликов, или кулачков, два из которых подпирают деталь снизу, третий – производит упор сверху. Для того чтобы установить заготовку на приспособление, верхняя часть последнего имеет возможность откидываться на шарнире, а после закрепления детали возвращается на место и фиксируется специальным болтом. Конструкция неподвижного токарного оборудования полностью соответствует конструкции, описанной в разделе «Устройство и назначение люнета».

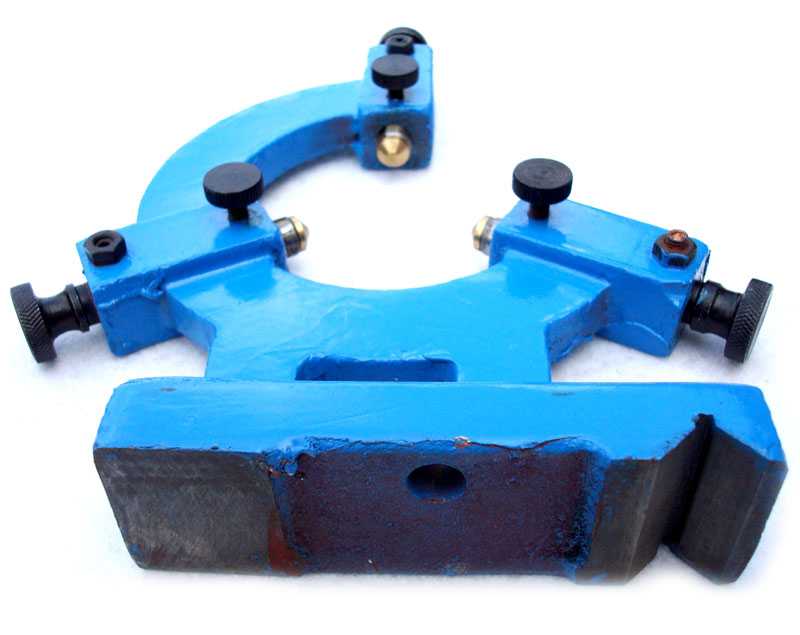
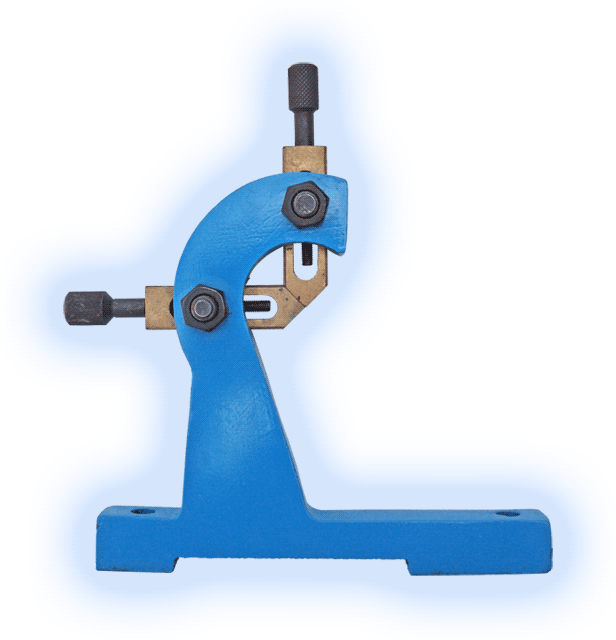
Люнет подвижной конструкции
Люнет подвижный представляет немного иную конструкцию опоры, нежели неподвижное устройство. Он уже крепится не за станину, а за суппорт продольный на станке токарном. Это позволяет системе двигаться одновременно и в том направлении, куда движется режущий инструмент. То есть он располагается напротив самого резца. Основное целевое назначение подвижного токарного люнета в устранении изгибов тонких и длинных деталей под воздействием на них резца. Это позволяет избегать заклинивания инструмента и порчи изделия.
Приспособление токарное подвижное имеет такие конструктивные элементы:
- Основание с крепежными отверстиями. Это цельнометаллический элемент, который по форме напоминает вопросительный знак. Здесь нет необходимости в откидной части, как у неподвижного токарного люнета, так как деталь легко может быть заведена в приспособление сбоку.
- Опорные кулачки, которых два. Один располагается сверху, другой сбоку. Третьей опорой здесь выступает сам резец.
- Винты для выдвижения и закрепления кулачков.
Крепление заготовок на токарном станке и установка резца
Крепление заготовок на токарном станке происходит в зависимости от формы заготовки и ее длины, поэтому она может быть закреплена на токарном станке в патроне, в центрах, на планшайбе или на оправке. Наиболее распространен способ крепления заготовок на токарно винторезных станках, либо только в патроне (рис. 1, α), если длина заготовки невелика, либо с поддержкой ее задним центром (рис. 1, б), когда длина ее значительна по сравнению с диаметром. Различают патроны самоцентрирующие, чаще всего — трехкулачковые, кулачки которых, зажимающие заготовку, одновременно сходятся к центру; не самоцентрирующие (обычно — четырехкулачковые) с независимым перемещением кулачков, используемые в особенности при обработке несимметричных заготовок.
Рис. 1. Способы закрепления обрабатываемых заготовок на токарно винторезных станках
Для крепления заготовок на токарном станке, при использовании самоцентрирующихся трехкулачковых патронов чаще всего применяют спирально-реечные патроны (рис. 2, α) с нарезанной на диске 4 плоской спиралью 2, в зацеплении с которой находятся рейки кулачков 1. Перемещение кулачков и зажим заготовки осуществляются поворотом диска 4 через коническую передачу 3, в шестерне которой имеется четырехгранное отверстие под ключ. Не самоцентрирующий патрон (рис. 2, б) состоит из корпуса 1, в пазах которого можно с помощью винтов 4 независимо перемещать кулачки 2; после зажатия заготовки кулачки крепят к корпусу патрона болтами 3. В станках малых размеров, если заготовкой является пруток, для крепления заготовок на токарном станке применяют цанговые патроны.
Рис. 2. Кулачковые патроны токарных станков.
Центр для токарного станка
Центр для токарного станка (см. рис. 1, в), важный элемент при обработке длинных деталей типа валы, имеющие в торцах центровые отверстия, установленные в конических отверстиях шпинделя и пиноли задней бабки. Форма применяемых упорных центров токарного станка (рис. 3) зависит от вида технологических операций.
Рис. 3. Формы невращающихся упорных центров
При гладком обтачивании для крепления заготовок используют центр для токарного станка типа α; если необходима подрезка торца заготовки, то используют центр типа б — упорный полу центр; при обтачивании длинных конусов — центр со сферическим концом типа в. Для повышения износостойкости концы упорных центров могут быть наплавлены твердым сплавом. При высоких числах оборотов заготовки применяют вращающиеся центра (рис. 4).
Достоинства и недостатки
При использовании люнетов среди положительных качеств отмечаются следующие:
- безопасность станочника;
- точность размеров изделия;
- снижение вибраций;
- предупреждение разрушения заготовки и инструмента;
- расширение диапазона размеров обрабатываемых деталей;
- простая конструкция;
- надежность.
Среди недостатков отмечается маленький ресурс работы элементов, непосредственно находящихся в контакте. Для снижения нагрузок опоры изготавливаются из чугуна или бронзы. Опоры качения, имеющие роликовую форму, более долговечны, но быстро разрушаются опорные подшипники, особенно если их подача механизирована.
https://www.youtube.com/watch?v=bfo0k7cNXnshttps ://www.youtube.com/watch?v=i9F1ns3MiRc
Плюсы и минусы люнетов
Работая на токарном станке, нужно знать, что использование люнета в некоторых случаях просто необходимо. Это, в первую очередь, относится к очень длинным заготовкам, провисающим под собственным весом
Поэтому, применяя приспособление, важно максимально использовать его выгодные стороны и по возможности избегать отрицательных эффектов, которые могут проявиться в процессе работы при неправильных действиях
Люнет для токарного станка, установленный по всем правилам, во многом облегчает работу оператора:
- Обработка проводится проще, так как нагрузка на резец становится одинаковой во всех точках контакта,
- Уменьшается риск брака за счет более точной центровки детали,
- Увеличивается точность обработки,
- Повышается безопасность работы за счет исключения биений детали, риска повреждения и заклинивания резца,
- Увеличивается скорость обработки,
- Расширяются возможности использования токарного станка,
- Устройство легко крепится и требует лишь точного выставления регулировочных болтов.
Есть определенные сложности в работе с люнетом, которых можно избежать при должном подходе к установке приспособления:
- Плохо выставленный механизм ведет к браку изделия, так как центр вращения заготовки смещается относительно резца,
- Люнет можно устанавливать только на предварительно обработанную поверхность, либо делать под него проточку,
- Приспособления для станка с выдвижными кулачками лучше использовать для черновой обточки детали,
- Для чистового вытачивания необходимо иметь в арсенале устройство с выдвижными роликами, которое не оставляет следов на заготовке,
- Время установки и подгона оборудования снижает интенсивность производственного процесса,
- Приобретение люнета – дополнительные финансовые затраты.

Типы комплектующих
Компоненты, используемые в станках с ЧПУ, условно делятся на три группы.
- Механические. Сюда входят направляющие и подшипники для них, компоненты кинематики передач (ШВП, зубчатые рейки, приводные ремни для ременных передач), муфты, подшипники валов, редукторы и прочее.
- Электромеханические. Это двигатели (шпиндель и приводы осей, вспомогательные моторы, например, для подачи СОЖ) и силовые устройства управления ими (блоки питания, частотные преобразователи, трансформаторы). В эту же группу входят концевые датчики и электромагнитные реле.
- Электронные. Драйверы, платы коммутации, электроника стойки (если станок управляется с пульта, а не с ПК) и так далее.