
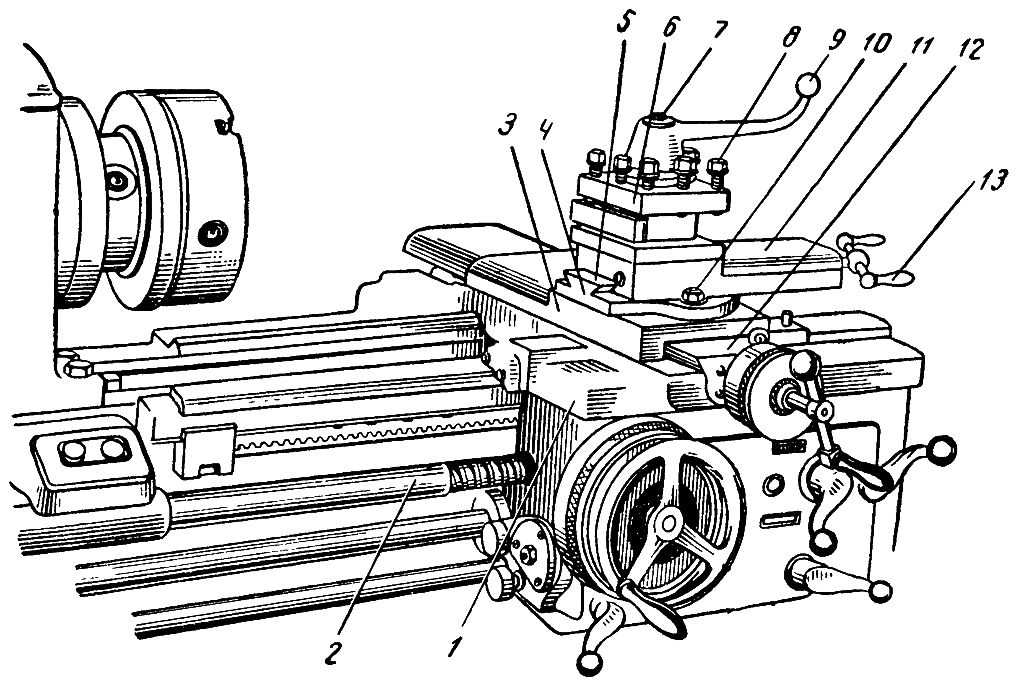
Из чего состоит токарный станок
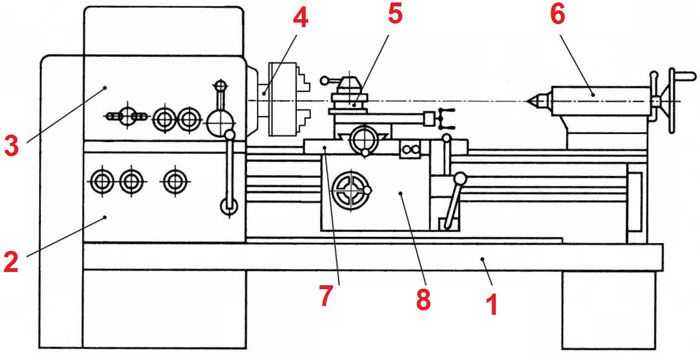
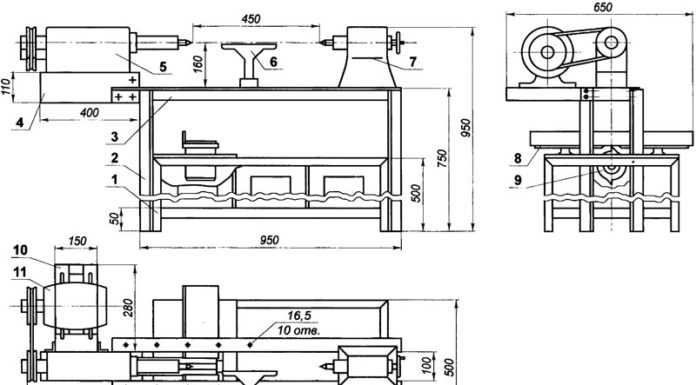
Даже маленький токарный станок весит много, создаёт во время работы вибрации. Необходима надёжная станина (1), на которой закрепляют функциональные узлы и отдельные детали. Если предполагается создание напольного варианта, применяют надёжные опоры нужной длины. Итоговая высота рабочей области должна быть удобной для пользователя.
В следующем списке перечислены другие компоненты:
- В передней бабке (3) размещают коробку передач. Она предназначена для регулировки скорости вращения шпинделя (4), изменения величины крутящего момента.
- С обратной стороны заготовку поддерживает задняя бабка (6). Сюда же устанавливают при необходимости метчики, свёрла, другие инструменты.
- В стандартном режиме обработки резцы закрепляют в специальном держателе (5).
- Этот узел монтируют на суппорте (8). Для плавного перемещения по горизонтали применяют винтовой механизм, размещённый в фартуке (7).
- Коробка подач (2) приводит в действие ходовой вал.
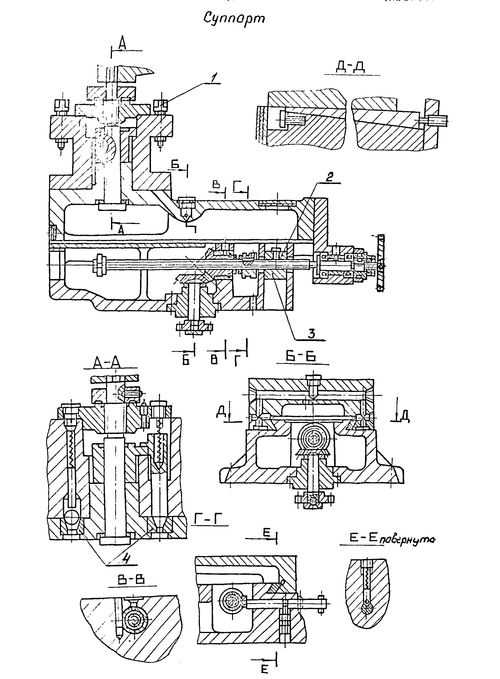
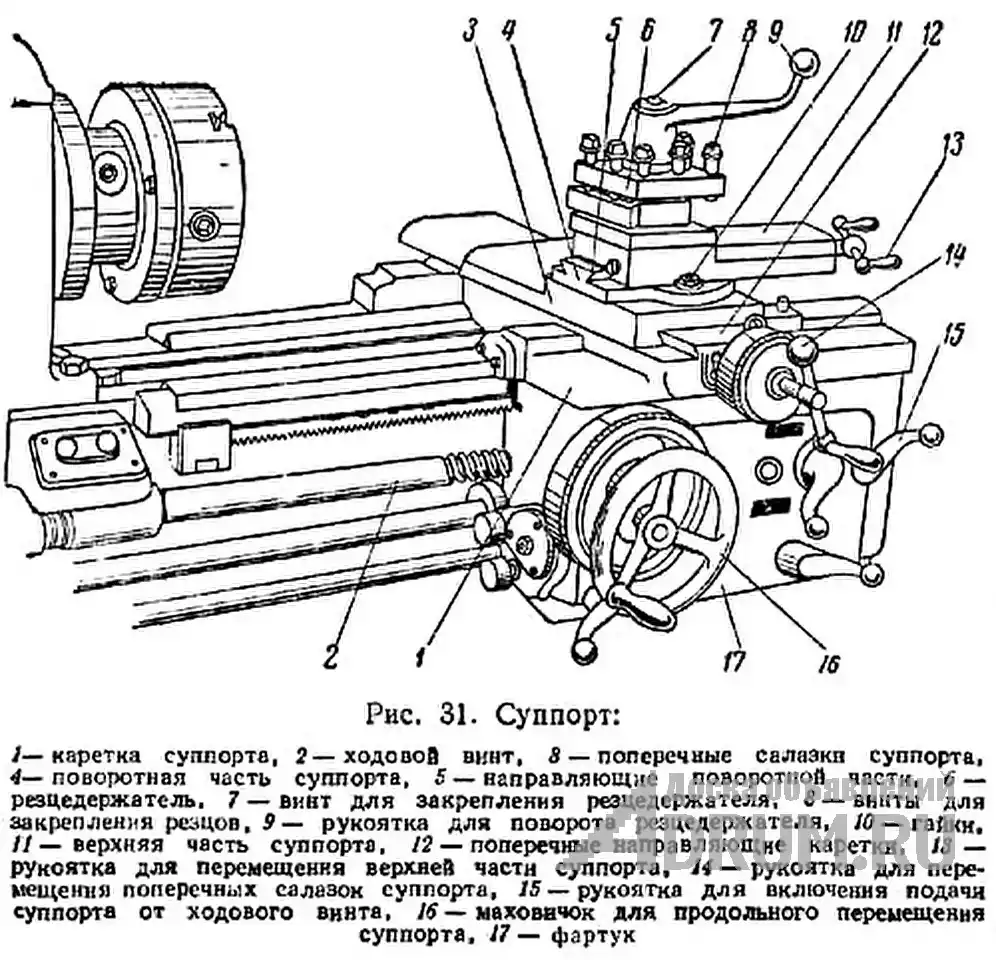
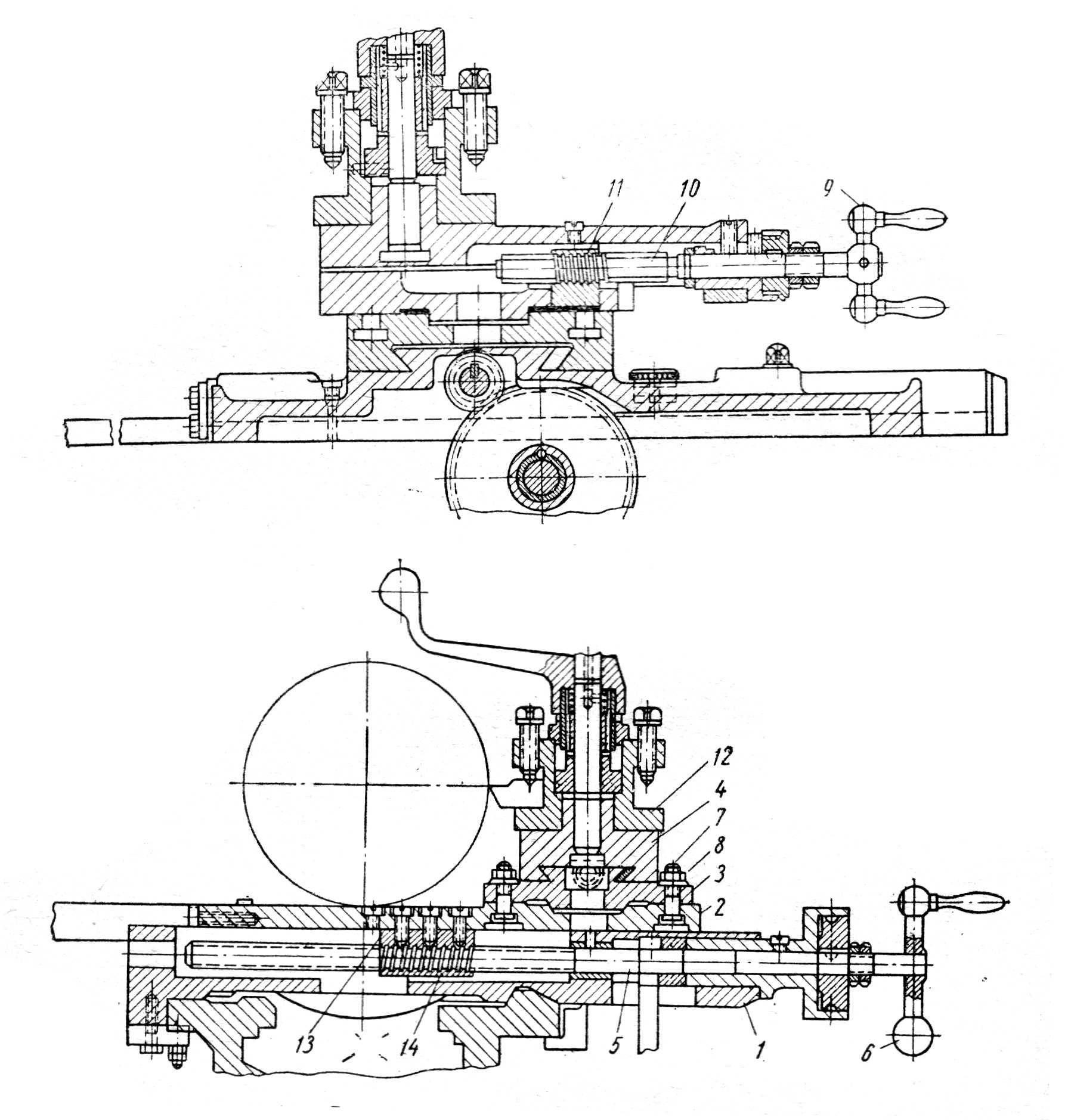
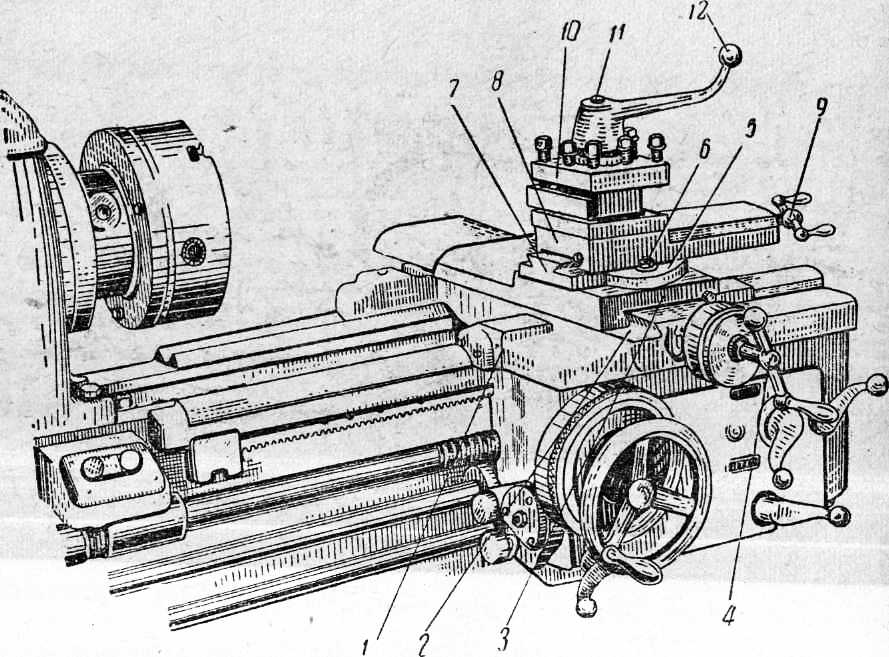
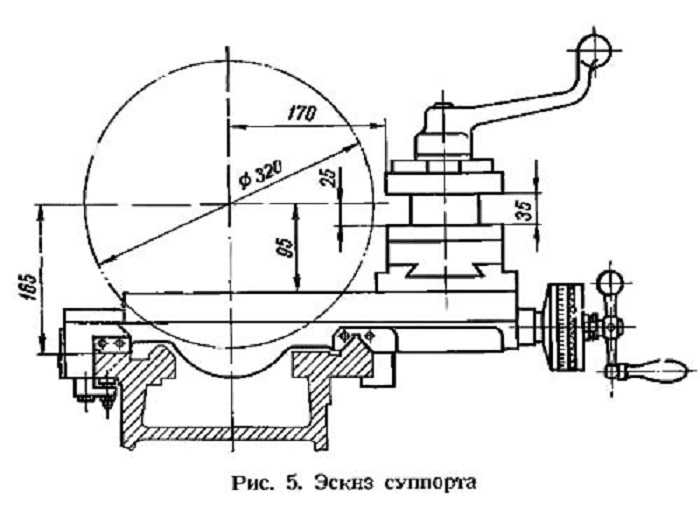
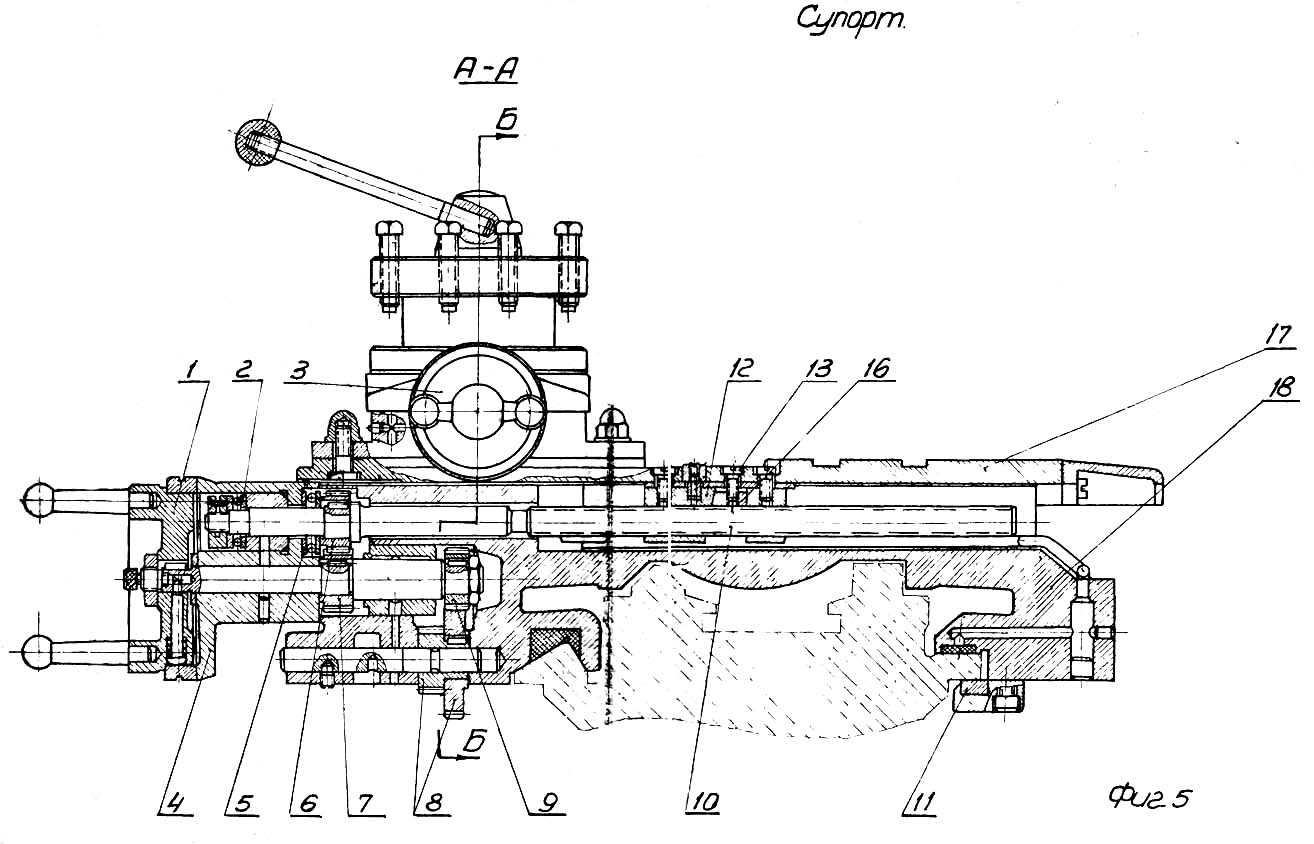
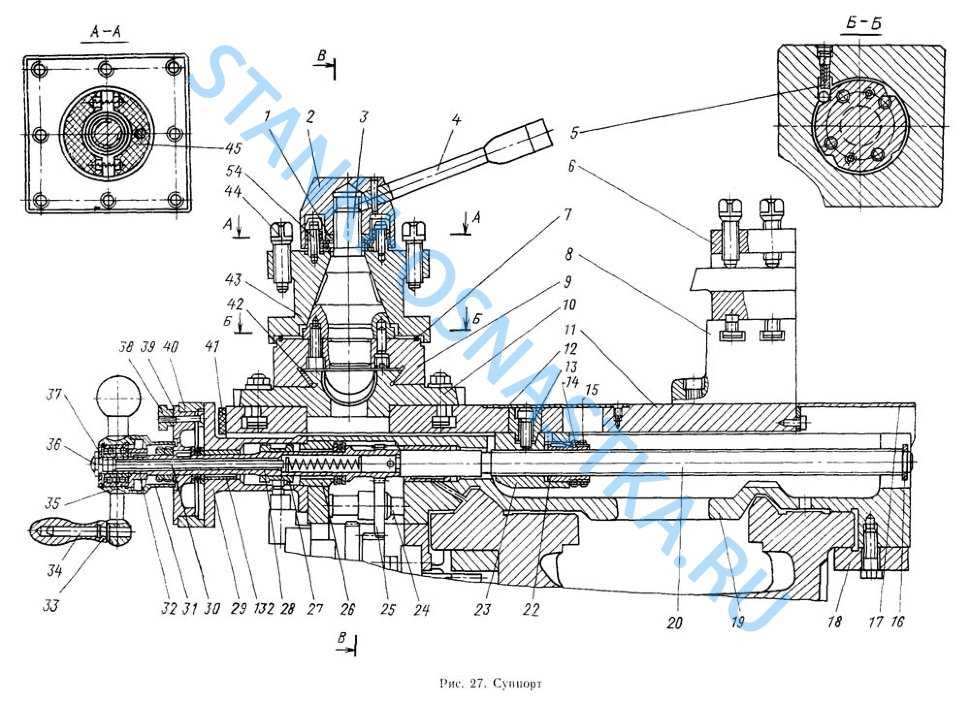
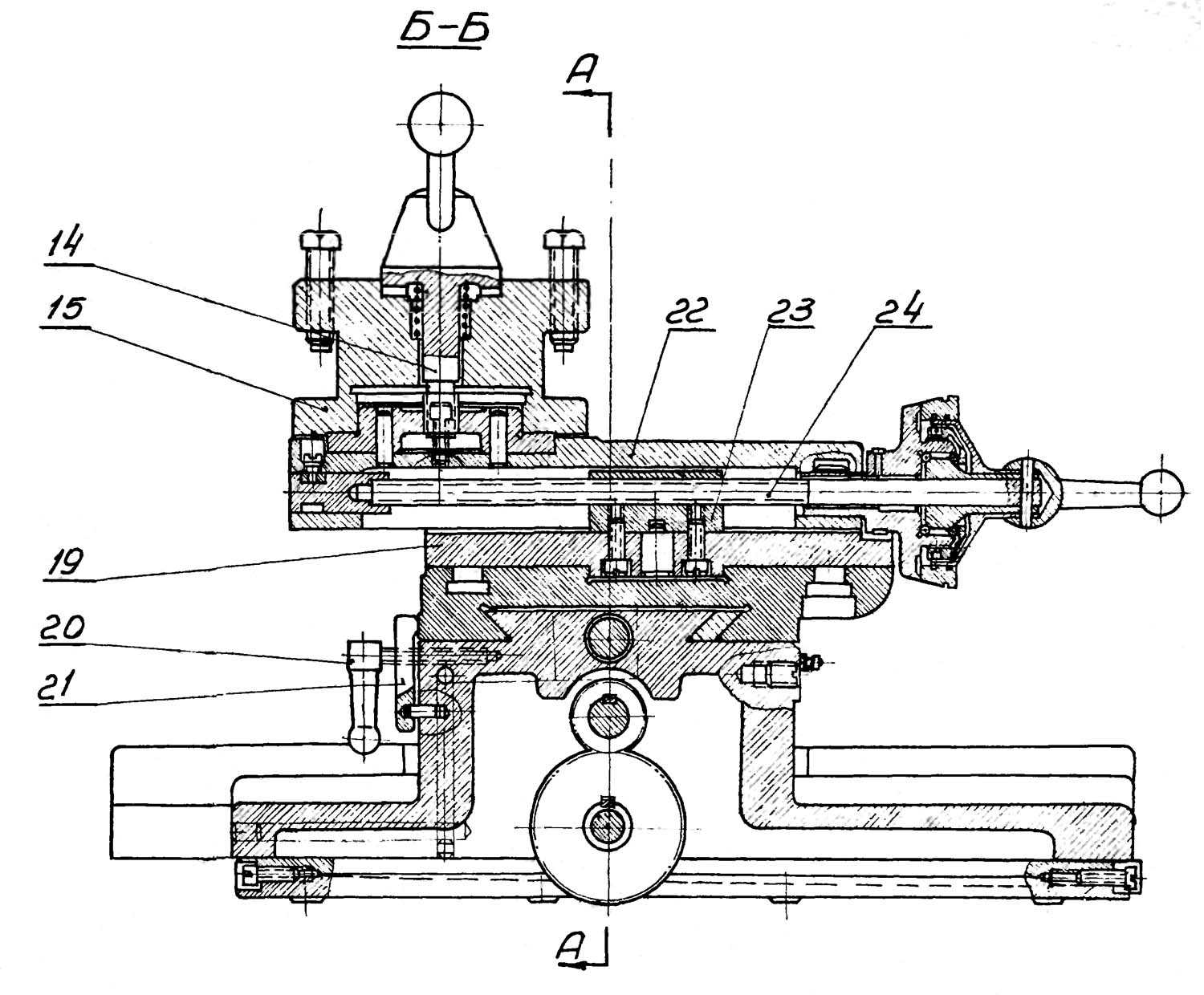
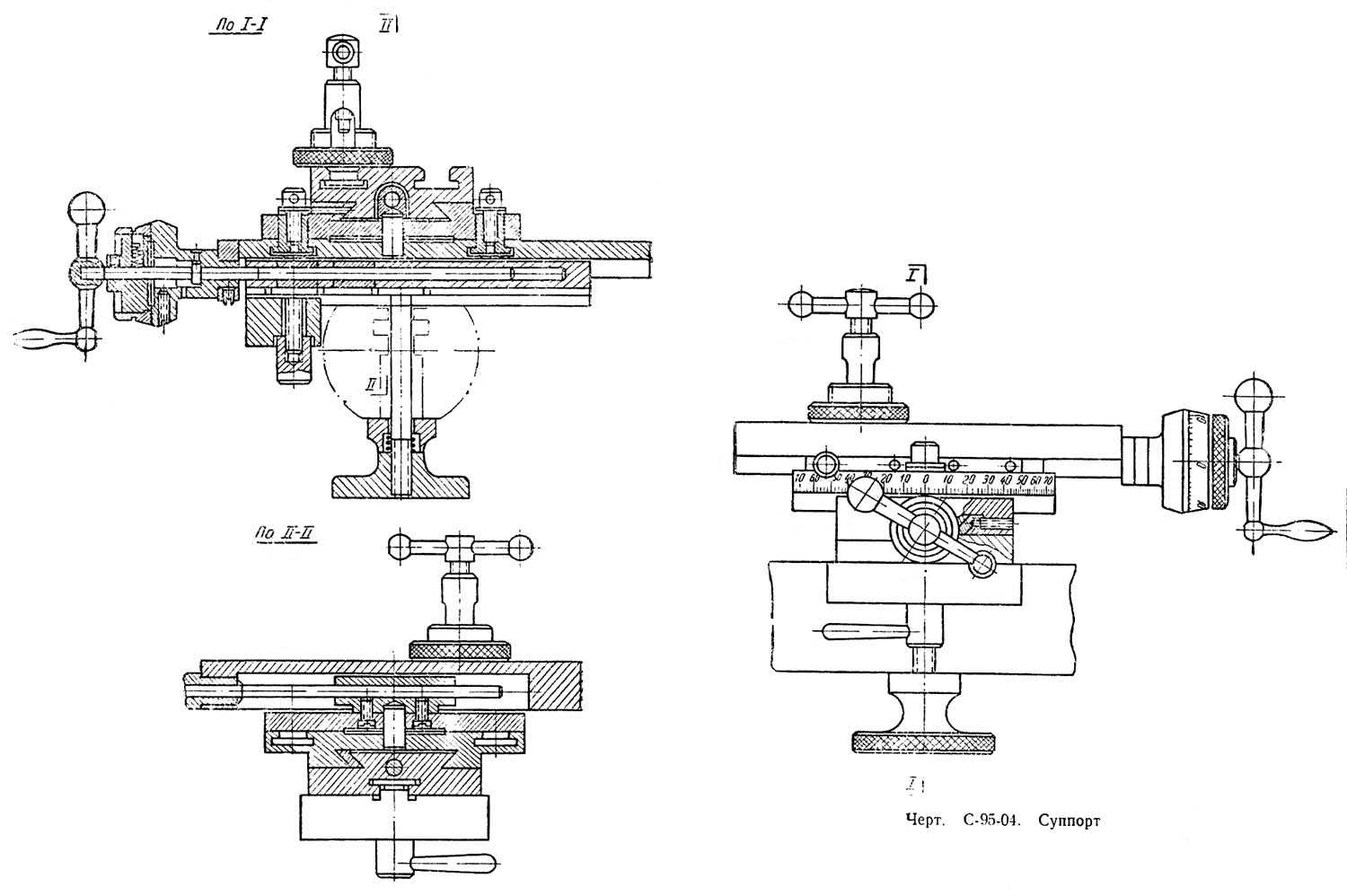
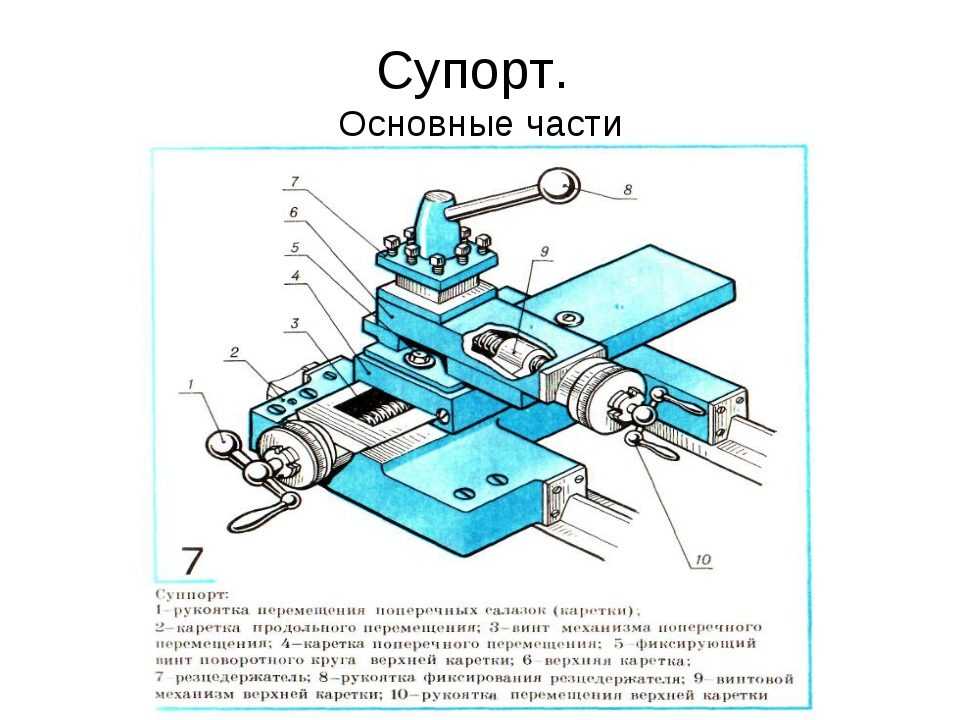
Суппорт токарного станка
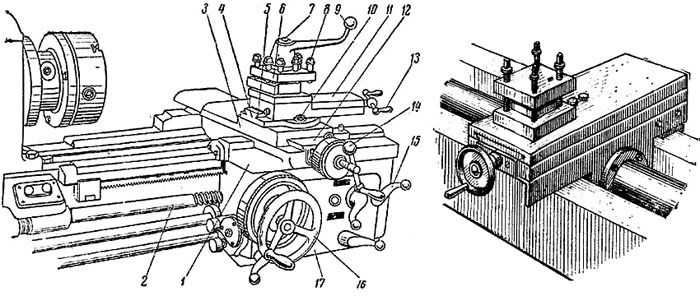
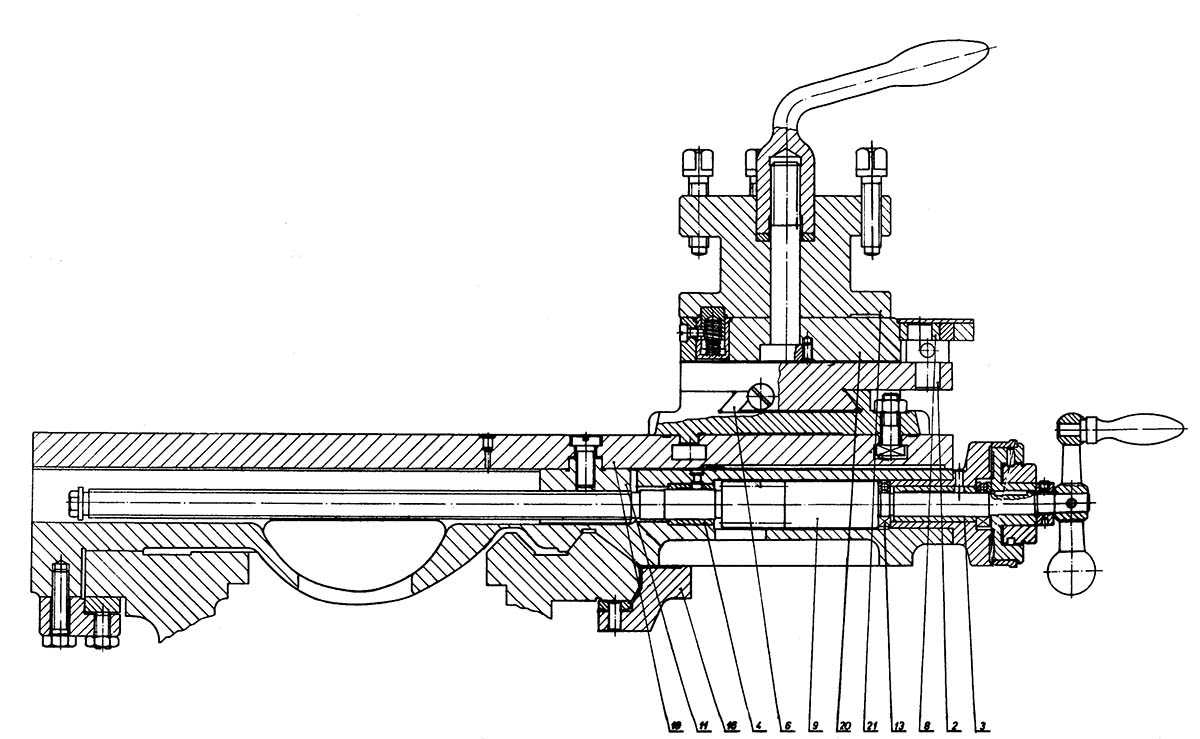
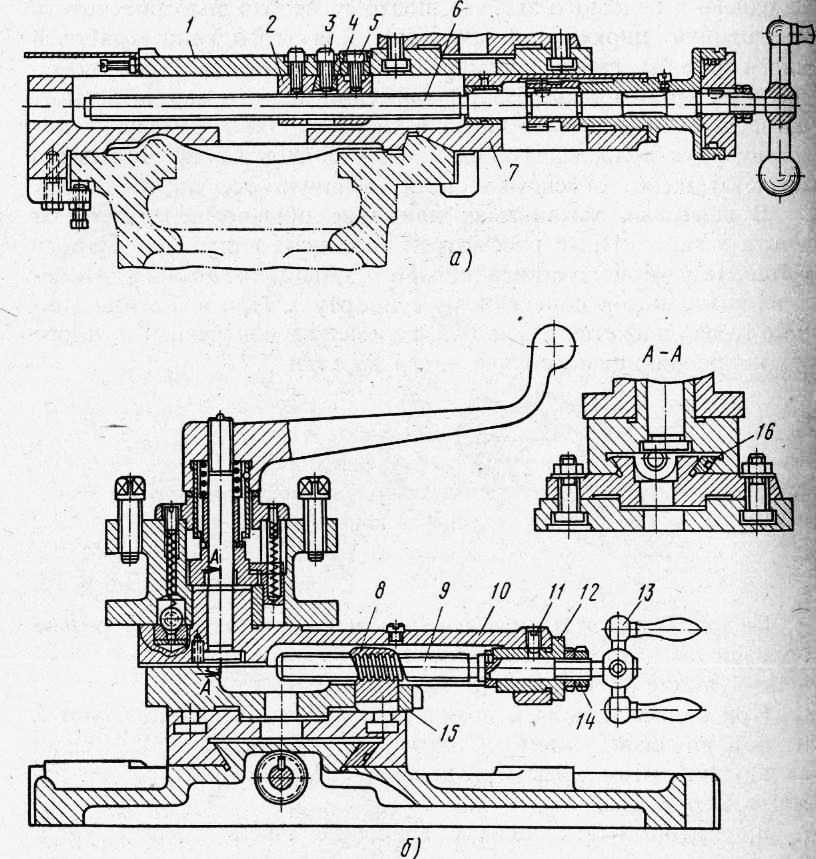
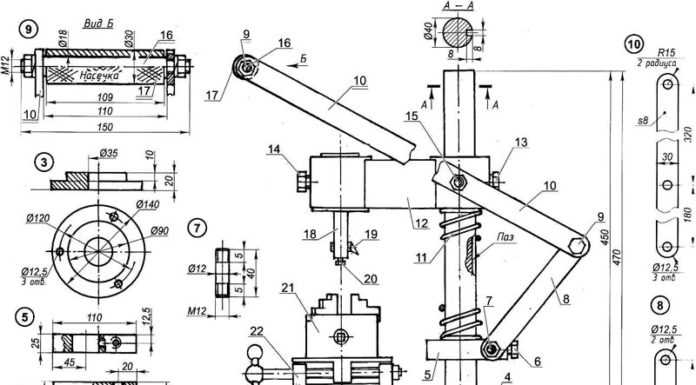
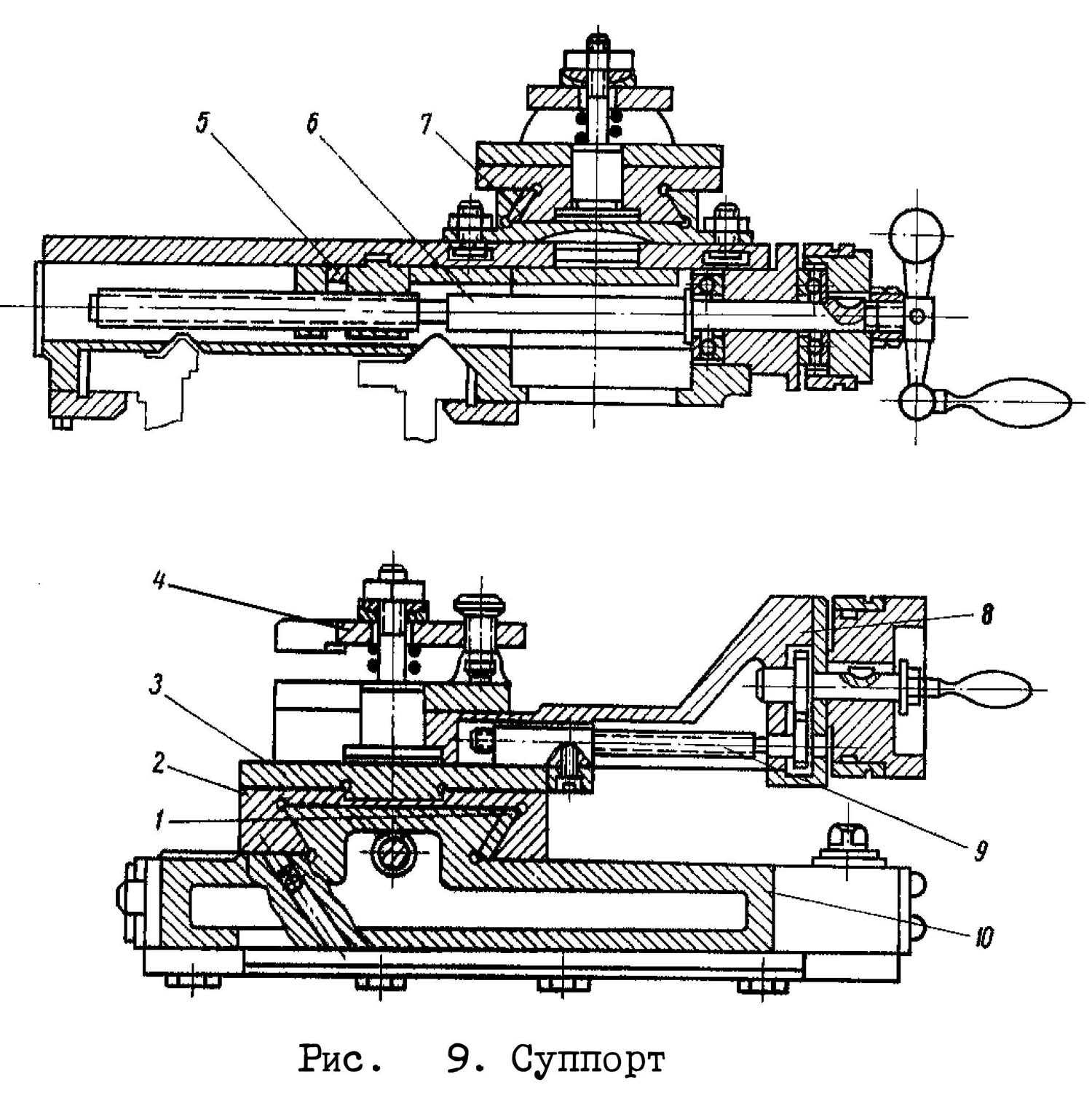
Примечания к рисунку:
- каретка (1) и весь блок в целом (17) приводятся в движение ходовым валом (2);
- механизм перемещения подключают специальной рукояткой (15);
- эти салазки (3) обеспечивают свободу перемещения верхней части в поперечном направлении (12);
- она закреплена на поворотном узле (4) с продольными направляющими (5);
- резцы устанавливают в держатель (6);
- для закрепления этой детали/ инструментов применяют винты (7/8);
- рукояткой (9) можно безопасно перемещать резцы на расстоянии от рабочей зоны;
- крепёжный элемент (10) верхней части (11);
- для её точного перемещения в соответствующих направлениях применяют рукоятки (13, 14) с винтовым приводом;
- маховиком (16) перемещают суппорт вручную.
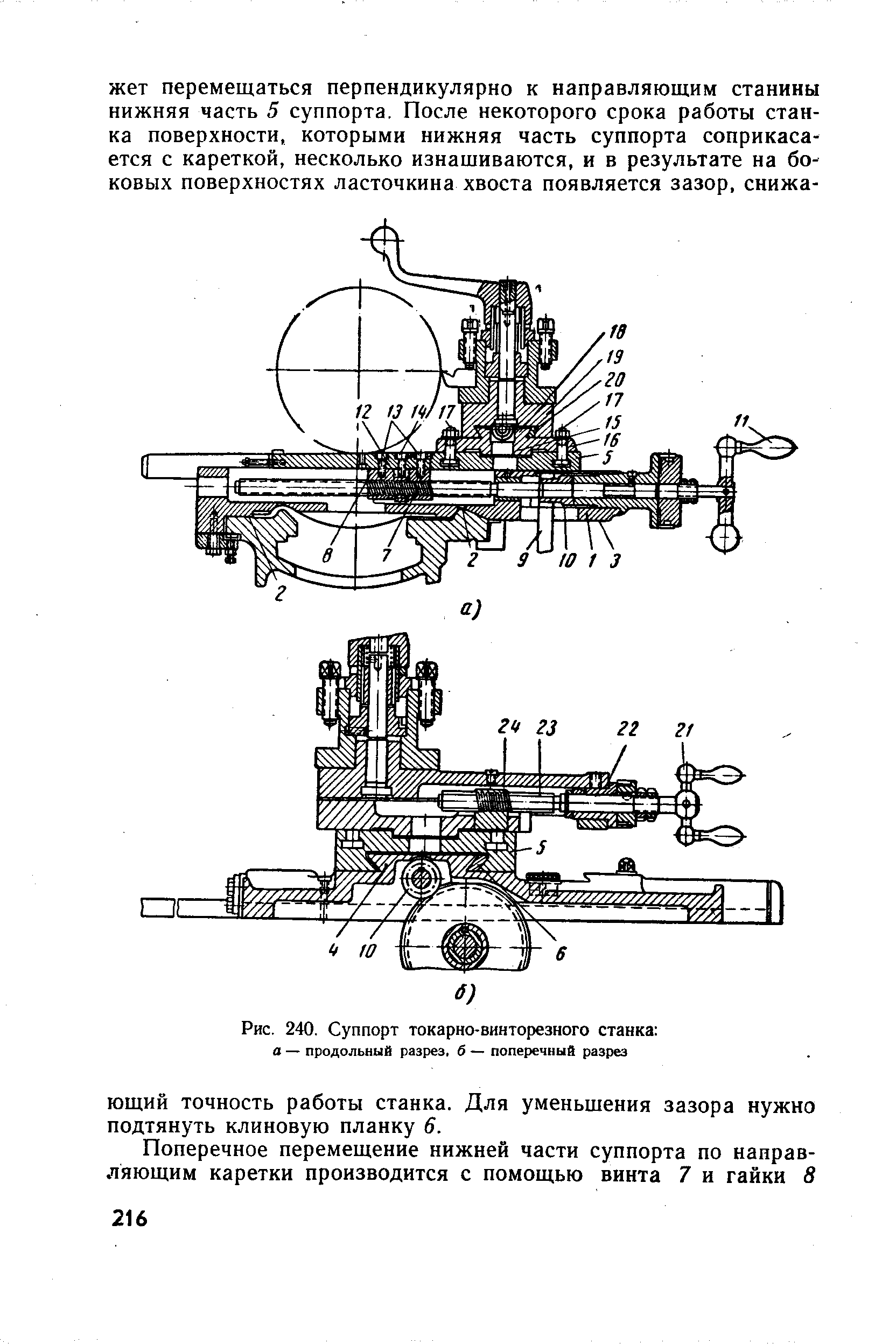
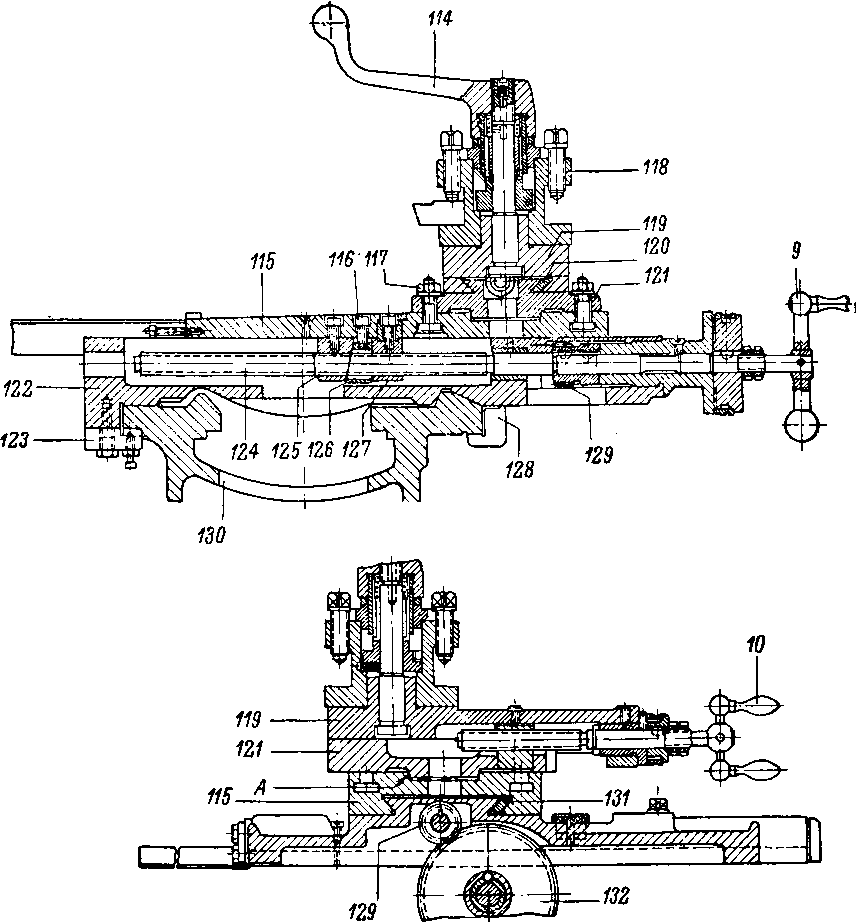
При детальном изучении этой части токарного станка по металлу необходимо учитывать повышенные нагрузки, которым она подвергается в процессе выполнения технологических операций
Надо обратить внимание на большое количество перемещающихся компонентов
Чтобы сохранить точность обработки, необходимы не только прочные детали. Постоянные регулировки помогут устранить люфт для компенсации износа. Испорченные уплотнители рекомендуется заменять на новые изделия.
Задняя бабка
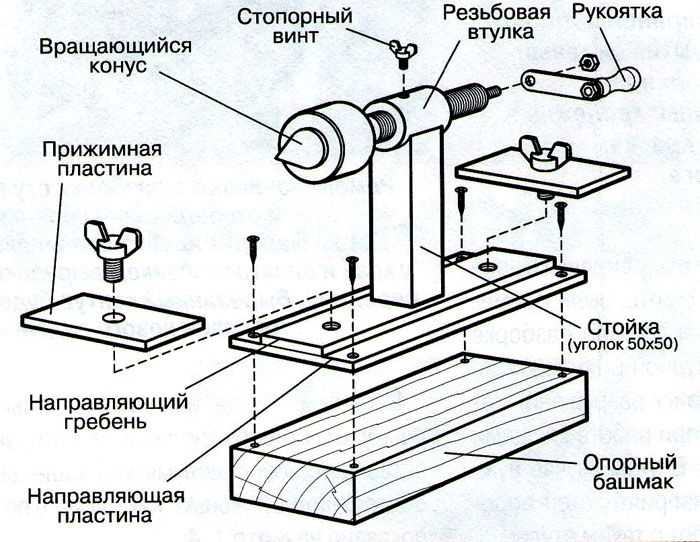
Основные компоненты узла
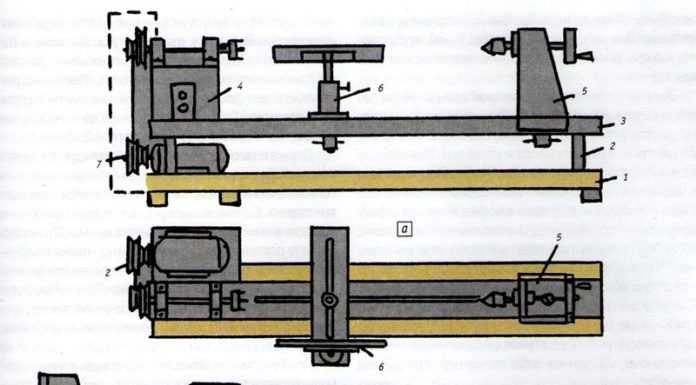
Здесь и далее будем рассматривать несложные для самостоятельного воспроизведения проекты с уточняющими комментариями. Пример на рисунке точнее подходит для деревообрабатывающего оборудования. Чтобы длительное время работать с прочными заготовками, следует изготовить опорный башмак из стальной пластины.

В дополнение к стандартному оснащению пригодятся подобные сменные приспособления
С их помощью расширяют базовые возможности задней бабки. В авторских рекомендациях предлагается удалить часть стандартного крепления патрона (3). Это позволит увеличить рабочий ход инструмента, обрабатывать более крупные заготовки.
Особенности изготовления своими руками передней бабки токарного станка
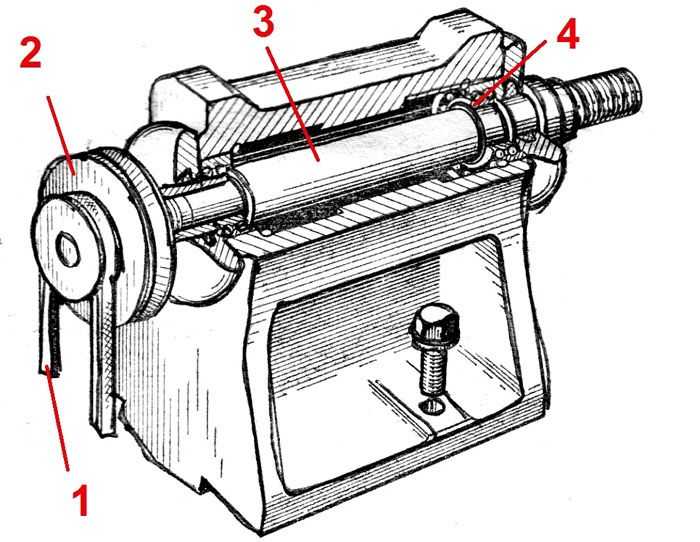
Для изготовления самоделок применяют простые конструкторские решения
Здесь использован ременной привод (1), который отличается небольшой стоимостью, низким уровнем шума. Для ступенчатого изменения крутящего момента установлен двойной шкив (2). Чтобы продлить срок службы шпинделя (3), надо применить пару шариковых подшипников. При необходимости, в корпусе делают отверстия для периодической заливки смазки.

Как правило, токарный станок по металлу оснащают трёхкулачковыми патронами
Эти зажимы центрируются автоматически без дополнительной подстройки. Самостоятельное изготовление подобных узлов вызовет затруднения. Поэтому данный функциональный элемент передней бабки токарного станка купить можно в магазине.

Для обработки квадратных заготовок применяют модели с четырьмя кулачками
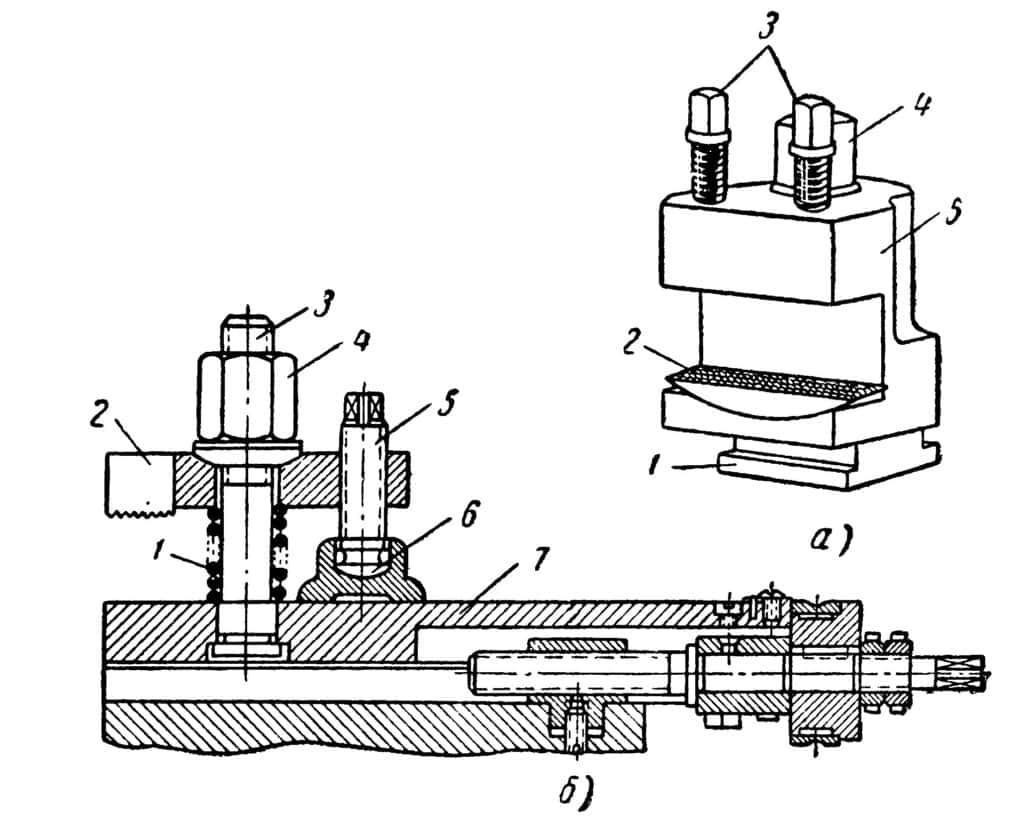
Как сделать резцедержатель для токарного станка своими руками

Основную часть держателя лучше сделать в разборном исполнении
Это позволит без лишних трудностей сделать ремонт. В отверстия с резьбой вкручивают болты, которые прочно фиксируют инструмент. Расстояние между пластинами определяют с учётом размеров резцов.

Сверху устанавливают рукоятку для быстрого поворота узла. Это приспособление позволяет оперативно менять инструмент для сложной последовательной обработки заготовок
Материал для заготовки ходового винта
В качестве заготовки для производства винта используют обычный пруток, который отрезается от сортового металла
Однако здесь важно отметить, что к материалу, служащему заготовкой, предъявляются некоторые требования. Металл должен обладать хорошей стойкость к износу, хорошей обрабатываемостью, а также обладать состоянием стабильного равновесия в условиях внутреннего напряжения, которое возникает после обработки
Это очень важно, так как данное свойство поможет избежать деформации ходового винта при его дальнейшем использовании.

Для производства этой детали со средним классом точности (2-й или 3-й), к которой не будут предъявляться требования повышенной устойчивости к температуре, используют сталь А40Г, являющуюся среднеуглеродистой, с добавками серы и стали 45 с дополнением свинца. Такой сплав улучшает возможность обработки винта, а также уменьшает шероховатость поверхности материала.
Основные узлы, из которых состоит токарный станок по металлу
Любой токарный станок по металлу включает в себя основные конструктивные узлы и элементы.
Станина
Основной и самый крупный элемент, на котором крепятся все остальные детали. Это неподвижная деталь, представляющая собой две параллельные стенки, неподвижно соединенные между собой поперечинами. Станина имеет ножки-тумбы, в которых хранится инструмент.

Верхние рейки служат направляющими, по которым двигаются суппорт токарного станка и задняя бабка. Они могут быть плоского и призматического вида. Направляющие выполнены строго параллельно друг другу.
Передняя бабка
Эта деталь по-другому может называться шпиндельная бабка. Внутри нее находятся следующие детали:
- шпиндель;
- подшипники (два);
- шкив;
- коробка скоростей.

Передняя бабка поддерживает заготовку и придает ей вращение.
Шпиндель
Шпиндель является основной деталью передней бабки. Он представляет собой металлический вал конусообразной формы. В нем фиксируются различные инструменты, оправки и другие приспособления.
Шпиндель токарного станка, шейка и подшипники должны быть гладкими, чисто отшлифованными, без люфтов, потому что это влияет на качество расточки деталей. Шпиндель имеет резьбу, а в некоторых станках еще и специальную канавку для того, чтобы патрон самопроизвольно не открутился.

Механизм поперечной и продольной подачи
Суппорт может двигаться вдоль и поперек, благодаря механизму подачи. Направление задает трензель, находящийся в корпусе передней бабки. Снаружи станка есть рукоятки, которыми можно изменять направление и амплитуду движения суппорта.
Важно!
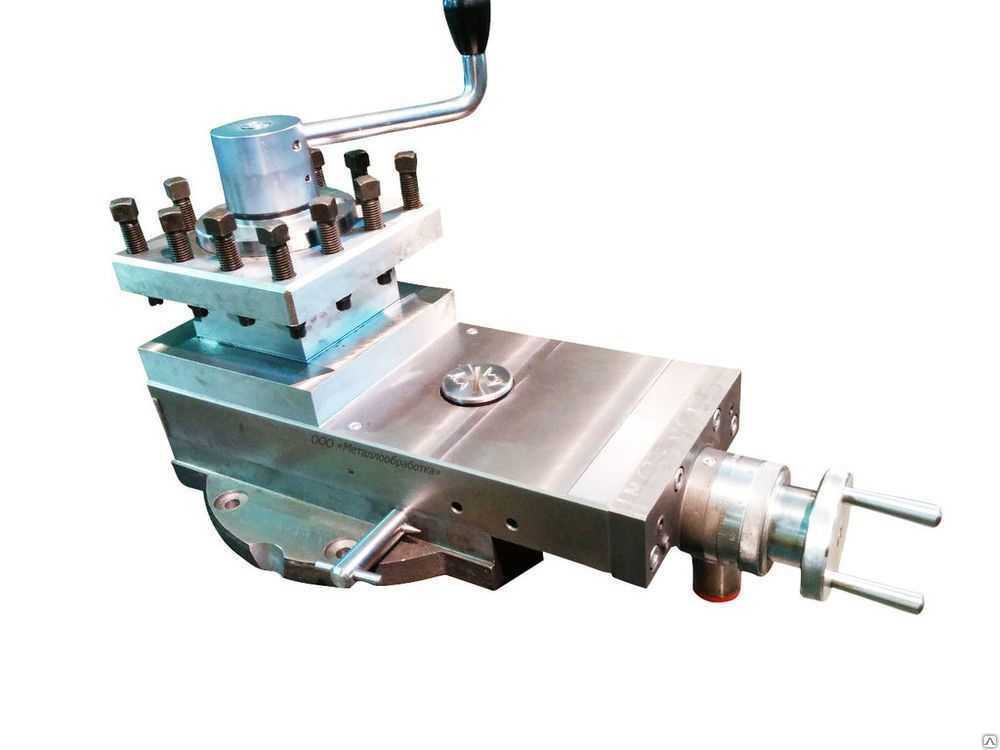
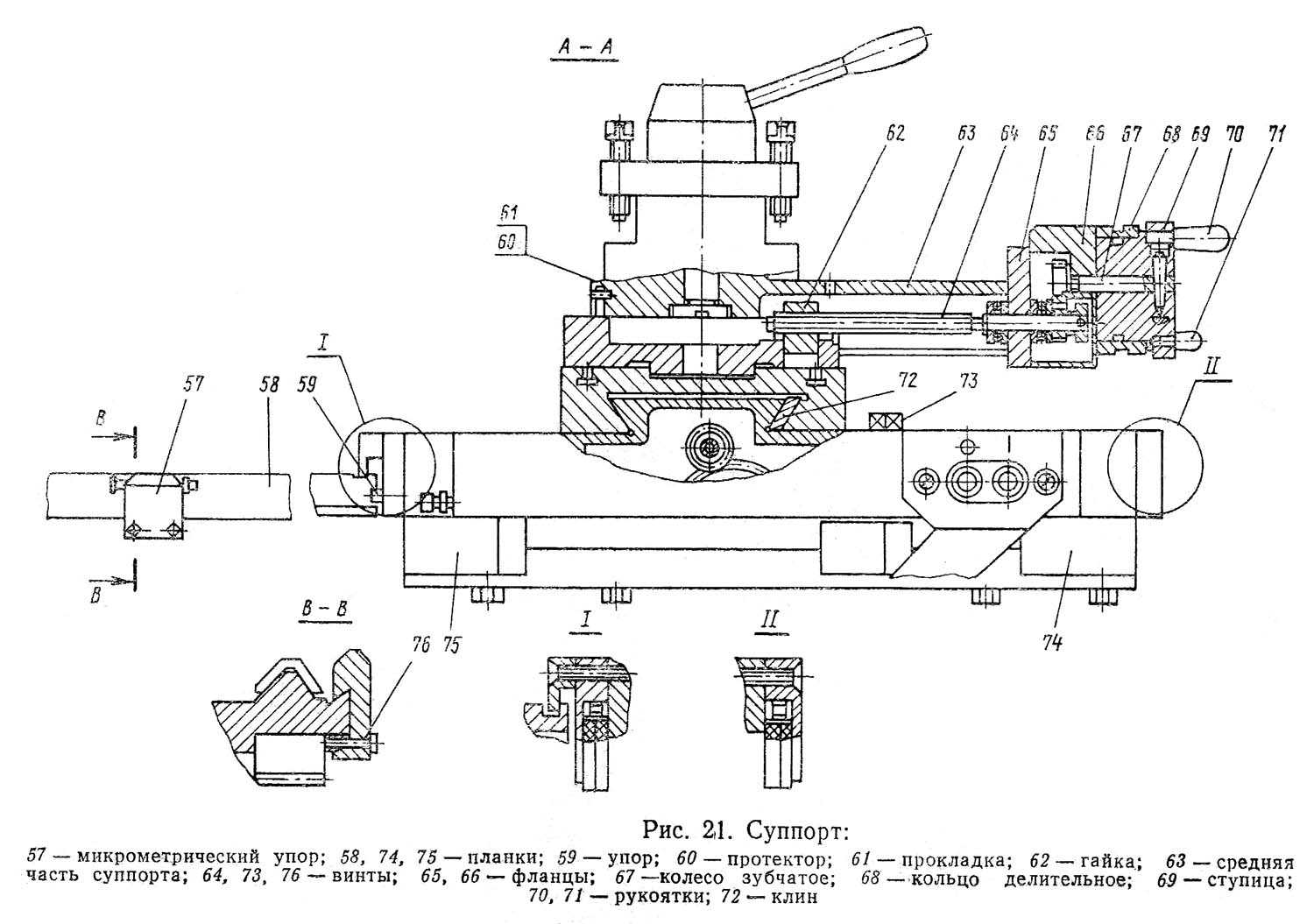
Суппорт
Суппорт – это характерный элемент любого токарного станка, с помощью которого осуществляется перемещение режущего инструмента в продольном, поперечном и наклонном направлении. Продольное движение по салазкам станины производит каретка, поперечное совершает верхняя часть суппорта. Резцедержатели (одно или многоместные) устанавливаются в верхнюю часть суппорта.
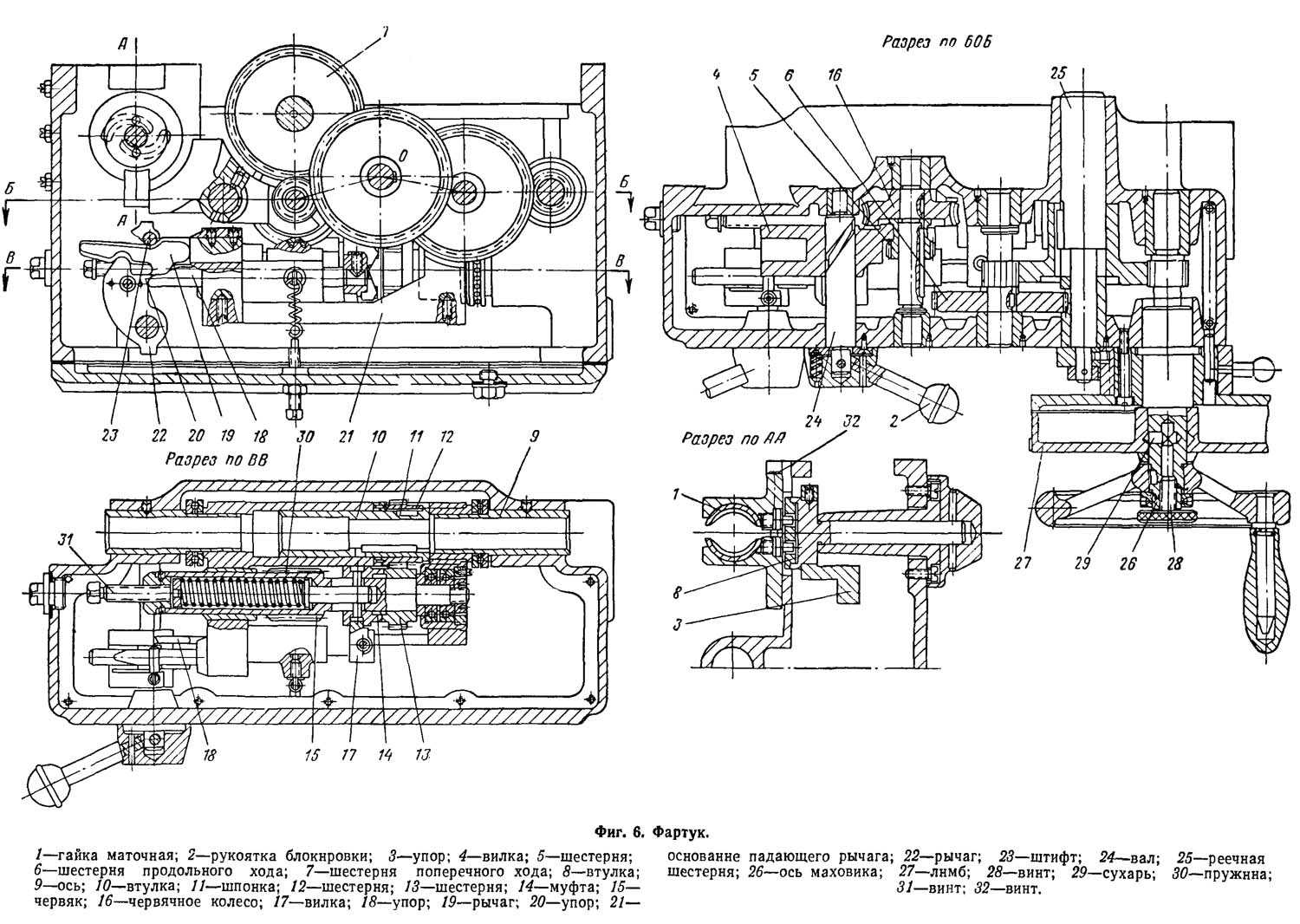
Фартук
За корпусом фартука находятся механизмы, связывающие суппорт с зубчатой рейкой и ходовым винтом. Управление фартуком вынесено на корпус станка, что упрощает регулировку хода суппорта.
Задняя бабка
В заднюю бабку закрепляется деталь на шпинделе, поэтому этот элемент подвижный. Деталь состоит из двух частей: нижней – плиты и верхней – держателя шпинделя. Задняя бабка токарного станка движется по станине и может быть зафиксирована в любом месте благодаря рычажной рукоятке. Конус задней бабки называется пиноль. В нем крепится инструмент или приспособление. Также задняя бабка служит второй опорой при обработке длинных деталей.

Каретка
Каретка предназначена для продольного движения суппорта по салазкам станины. От ее исправности зависит свободное движение этого элемента.

Вал
Вал вращения шпинделя имеет две ручки включения. При среднем положении ручек он выключен. Положение вверх – вал вращается против часовой стрелки (рабочее движение), положение вниз – вал вращается по часовой стрелке (обратное движение).
Как устроены станина и передняя бабка станка
Станина является несущим элементом, на котором устанавливаются и фиксируются все остальные конструктивные элементы агрегата. Конструктивно станина представляет собой две стенки, соединенные между собой поперечными элементами, придающими ей требуемый уровень жесткости. Отдельные части станка должны перемещаться по станине, для этого на ней предусмотрены специальные направляющие, три из которых имеют призматическое сечение, а одна – плоское. Задняя бабка станка располагается с правой части станины, по которой перемещается благодаря внутренним направляющим.
Читать также: Теребилка для птицы своими руками

Литая станина токарного станка усилена ребрами жесткости и имеет отшлифованные и закаленные направляющие
Передняя бабка одновременно выполняет две функции: придает заготовке вращение и поддерживает ее в процессе обработки. На лицевой части данной детали токарного станка (она также носит название «шпиндельная бабка») располагаются рукоятки управления коробкой скоростей. При помощи таких рукояток шпинделю станка придается требуемая частота вращения.
Для того чтобы упростить управление коробкой скоростей, рядом с рукояткой переключения располагается табличка со схемой, на которой указано, как необходимо расположить рукоятку, чтобы шпиндель вращался с требуемой частотой.

Рычаг выбора скоростей станка BF20 Yario
Кроме коробки скоростей, в передней бабке станка размещен и узел вращения шпинделя, в котором могут быть использованы подшипники качения или скольжения. Патрон устройства (кулачкового или поводкового типа) фиксируется на конце шпинделя при помощи резьбового соединения. Именно данный узел токарного станка отвечает за передачу вращения заготовке в процессе ее обработки.
https://youtube.com/watch?v=2ebAoKg0yMM
https://youtube.com/watch?v=50nL1UgB3xg
Схема кинематическая токарно-винторезного станка 1К62
Главное движение
Реверсирование шпинделя выполняют перемещением муфты 97 вправо. Тогда вращение с вала II на вал III передается через зубчатые колеса 22— 23, 24—12 и далее по предыдущей цепи. Количество вариантов зацепления 15, фактических значений частот вращения 12, так как передаточные отношения некоторых вариантов тоже численно совпадают.
Движение подачи. Механизм подачи включает в себя четыре кинематические цепи: винторезную, продольной и поперечной подачи, цепь ускоренных перемещений суппорта. Вращение валу VIII передается от шпинделя V через зубчатые колеса 25—26, а при нарезании резьбы с увеличенным шагом — от вала VI через звено увеличения шага и далее через зубчатые колеса 27—28. В этом случае звено увеличения шага может дать четыре варианта передач:
- шпиндель V, колеса 21—20, 29—19, 17—27—28, вал VIII;
- шпиндель V, колеса 21—20, 29—19, 16—30, 27—28, вал VIII;
- шпиндель V, колеса 21—20, 31—18, 17—27—28, вал VIII;
- шпиндель V, колеса 21—20, 31—18, 16—30, 27—28, вал VIII. С вала VIII движение передается по цепи колес 32—33 или 34—35, или через реверсивный механизм с колесами 36—37—38, сменные колеса 39—40 или 41—42 и промежуточное колесо 43 на вал X. Отсюда движение можно передать по двум вариантам зацепления зубчатых колес.
- Вращение передается через зубчатые колеса 44—45—46 на вал XI, затем через колеса 47—48 и накидное колесо 49 зубчатому конусу механизма Нортона (колеса 50—56) и далее по цепи зубчатых передач 57—58, 59—60, 61—62 или 63—64 через колеса 65—66 или 64—67— валу XV. Затем вращение может быть передано либо ходовому винту 68, либо ходовому валу XVI. В первом случае — через муфту 101, во втором — через пару 69—70 и муфту обгона 106.
- С вала X через муфту 98, т. е. при сцеплении зубчатых колес наружного и внутреннего зацепления 44—71 вращение передается конусу Нортона, который становится ведущим звеном, и затем через колеса 49—48—47 валу XI и далее, через муфту 100 — валу XIII, а от последнего далее по цепи первого варианта.
Винторезная цепь. При нарезании резьбы подача суппорта осуществляется от ходового винта 68 через маточную гайку, закрепленную в фартуке. Для нарезания метрической и модульной резьб винторезную цепь устанавливают по первому варианту, а для дюймовых и питчевых — по второму. Изменение величины шага резьбы достигается переключением зубчатых колес звена увеличения шага, механизма Нортона, блоков 61—63 и 67—66 и установкой сменных колес на гитаре. При точении и нарезании метрических и дюймовых резьб в зацеплении находятся сменные зубчатые колеса 39—43—40, а при нарезании модульных и питчевых — 41—43—42.
В особых случаях, при нарезании резьбы высокой точности, для устранения влияния погрешностей кинематической цепи последнюю укорачивают включением муфт 98, 99 и 101, в результате чего валы X, XII и XV образуют вместе с ходовым винтом 68 единую жесткую связь. Винторезную цепь для нарезания резьб с различным шагом настраивают в данном случае только подбором сменных колес на гитаре.
Продольная и поперечная подачи суппорта. Для передачи вращения механизма фартука служит ходовой вал XVI. По нему вдоль шпоночного паза скользит зубчатое колесо 72, передающее вращение от вала XVI через пару зубчатых колес 73—74 и червячную пару 75—76 валу XVII.



Для получения продольной подачи суппорта и его реверсирования включают одну из кулачковых муфт — 102 или 103. Тогда вращение от вала XVII передается зубчатыми колесами 77—78—79 или 80—81 валу XVIII и далее парой 82—83 — реечному колесу 84. Так как рейка 85 неподвижно связана со станиной станка, реечное колесо 84, вращаясь, одновременно катится по рейке и тянет за собой фартук с суппортом.
Поперечная подача и ее реверсирование осуществляются включением муфт 104 или 105. В этом случае через передачи 77—78—86 или 80—87 вращение передается валу XIX и далее через зубчатые колеса 55—89—90 на винт 91, который сообщает движение поперечному суппорту.
Цепь ускоренного перемещения суппорта. Для осуществления ускоренного (установочного) перемещения суппорта ходовому валу XVI сообщается быстрое вращение от электродвигателя 92 через клиноременную передачу 93—94. Механизм подачи суппорта через коробку подач при этом можно не выключать, так как в цепи привода ходового вала установлена муфта обгона 106. С помощью винтовых пар 95 и 96 можно вручную перемещать резцовые салазки и пиноль задней бабки.
Виды поломок токарных станков
В большинстве случаев строение токарных станков одинаковое:
- станина;
- шпиндели;
- рабочая бабка.
При этом в обычно циклевка заготовок совершается в горизонтальной плоскости. Если анализировать винторезные токарные станки, то они разнятся с простыми тем, что у их существует передняя и задняя рабочие бабки, суппорт, станина с удлинением и коробка подач. В оснащении встречаются следующие неисправности:
- Исходя с практики, в первую очередность ломается шпиндельный модуль регулирования скоростей. Самой большой степени износа подвергаются роликовые конические подшипники, которые используются во многих станках. Время от времени необходима регулировка и смена подшипников, что непосредственно находится в зависимости от системы смазки и типы станка.
- Следующая часто встречающаяся поломка – неисправность фиксирующего держателя суппорта. При этом деталь, которую обрабатывают, движется неровно, как в поперечном, так и в продольном направлении.
Все токарные станки различаются по размерам, устройству и типу обрабатываемых деталей. Есть полуавтоматические и автоматические устройства. Вторые, как правило, работают намного дольше, так как при ручной подаче, нередко не правильно рассчитывается величин головки и степень ее обточки.
Технические условия на изготовление фундамента.
Для станков нормальной точности: Несущая способность грунта 5кг/м2. При необходимости фундамент нагрузить дополнительной нагрузкой (бетонными блоками, блюмсами и т.п.), превышающей массу станка в 3-4 раза и ежедневно до окончания усадки проверять нивелиром высотные отметки по реперу, не связанному с фундаментом.
Для станков повышенной точности: Фундамент должен выполняться со свободными боковыми гранями и применяться тяжелый бетон проектных марок по прочности на сжатие 150-200 кг/см2. Для заливки фундамента применять бетонную смесь с объёмным соотношением цемент-песок- щебень 1:1:3 (марка бетона не ниже М250). Глубина фундамента Н > 0,6 √F, где F — площадь фундамента. Фундамент армируется единой решёткой по длине, ширине и высоте с величиной ячейки 200 мм. Диаметр арматуры зависит от величины фундамента и может быть от 12 мм до 20 мм.
Прочность бетона фундамента. Монтаж станка может быть допущен при достижении бетоном прочности на сжатие не ниже 50% проектной (примерно соответствует семидневному бетону). К моменту пуска станка прочность бетона должна быть не ниже 70% проектной (примерно соответствует 15 дневному бетону). Срок полного твердения бетона – 28 дней. Качество бетона контролируют по прочности контрольных кубиков 200х200х200 мм. Прочность бетона в готовом фундаменте может быть грубо оценена по звуку и ударам.
![]()
Этапы изготовления токарного станка по металлу своими руками
Для начала предлагаем посмотреть на собранный своими руками агрегат. Некоторые детали взяты из неисправных приборов и механизмов.

Детали агрегата, собранного собственноручно домашним мастером
Алгоритм работ будет следующим:
- составляется подробный чертеж будущего агрегата с указанием размеров, материалов;
- подбирается по мощности и количеству оборотов в минуту электродвигатель;
- четко следуя составленной схеме, подготавливаются детали рамы по размерам;
- производится сборка выбранным способом (сварка или болтовые соединения).
Рассмотрим каждый из перечисленных этапов подробнее.
Этап подготовки: проект и составление чертежа
В качестве примера, а возможно и основы будущего маленького токарного станка, можно взять схемы подобных агрегатов, предоставленные нами ниже.
Когда рама собрана, приступаем к изготовлению и установке на нее остальных узлов.
Как выбрать электропривод для подобного агрегата
Электродвигатель – важнейшая часть конструкции. От его мощности зависит величина деталей, которые возможно изготовить на станке. При мощности электромотора 800÷1000 Вт устройство позволит обрабатывать только маленькие детали. Для больших заготовок используются двигатели 1.5÷2 кВт.
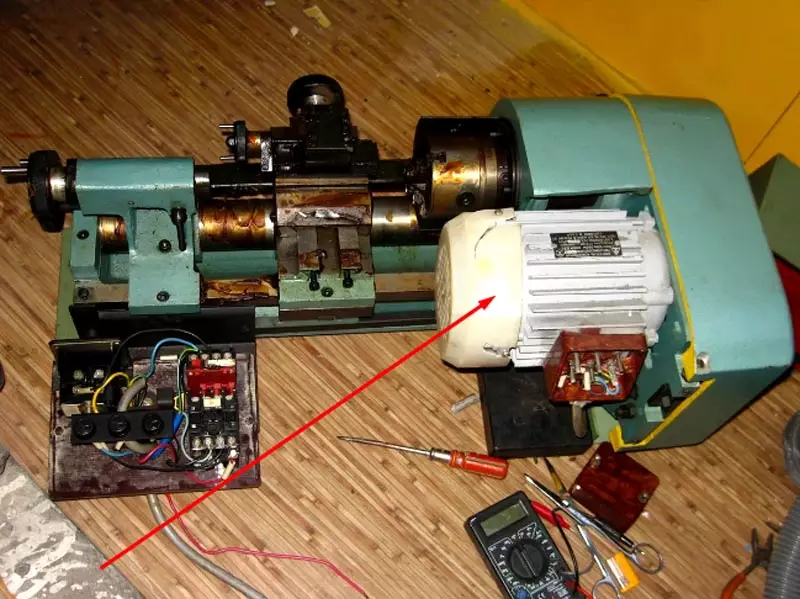
Двигатель по мощности должен превышать 800 Вт
Важный этап монтажа электродвигателя — это подключение к сети. Контакты и соединения, независимо от того, возможно ли к ним прикоснуться в процессе работы, требуют тщательной изоляции. Клеммы электродвигателя подключаются в определенном порядке. Если у домашнего мастера нет навыков в этой области или он сомневается в своих силах, лучше доверить эту работу профессионалу.
Порядок сборки фрезеровочного или токарного станка
После изготовления рамы устанавливаем на нее валы, зафиксировав их сваркой. Далее монтируем переднюю бабку, валы и шкивы с суппортом. И только в последнюю очередь устанавливаем на место электродвигатель, фиксируем его и натягиваем ремни или цепи (в зависимости от вида передачи крутящего момента).
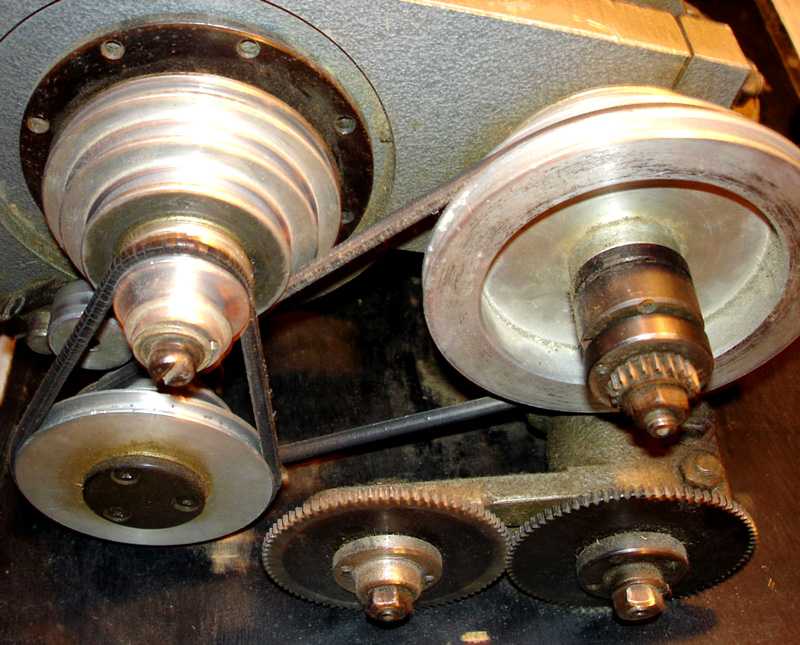
Наиболее распространенный вид передачи крутящего момента — ременная
Изготовление токарного станка из дрели своими руками: пошаговая инструкция
Самым простым вариантом будет изготовить токарный станок из дрели. Сейчас рассмотрим пошагово, что для этого нужно сделать. Сразу оговоримся, что такое устройство позволит только полировку, но никак не обработку – мощностей маловато для токарки по металлу. Видео изготовления более мощных станков мы представим ниже, а пока рассмотрим устройство из дрели для обработки дерева. Это даст общее представление, такие агрегаты практически идентичны.
Устройство токарного станка
- Подробности
- Категория: Обработка древесины
Устройство токарного станка по обработке древесины
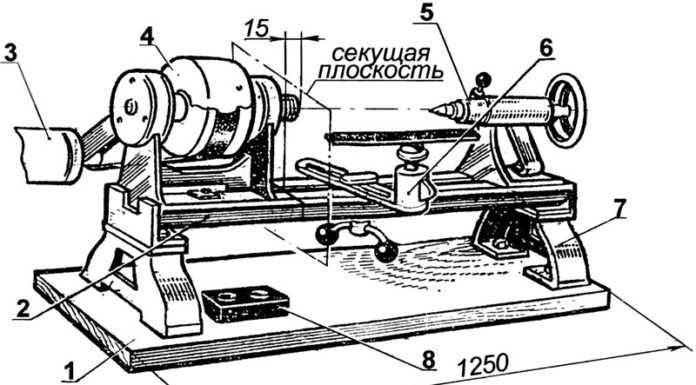
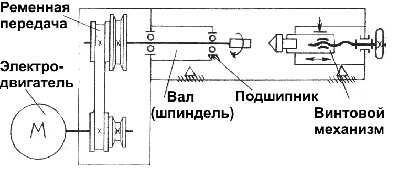
Изготовление цилиндрических деталей вручную — трудоемкая и длительная работа. Да и трудно получить изделие хорошего качества. Гораздо быстрее и точнее можно сделать цилиндрическую деталь на токарном станке. На нем обрабатывают заготовки из древесины путем точения. Основные части токарного станка — станина, передняя бабка с электродвигателем, задняя бабка и подручник.
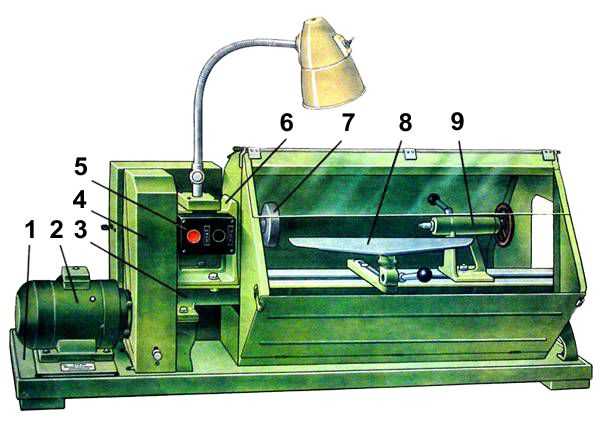
Токарный станок по обработке древесины СТД-120М и его части:1 – основание; 2 – электродвигатель; 3 – станина; 4 – ограждение ременной передачи(кожух); 5 – магнитный пускатель; 6 – передняя бабка; 7 – шпиндель; 8 – подручник; 9 – задняя бабка.
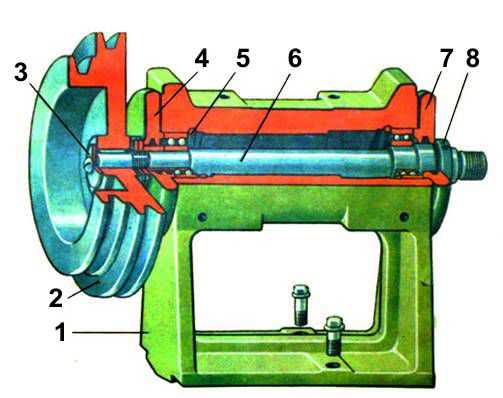
В передней бабке (см.рис.) установлен шпиндель — вал, получающий вращение от электродвигателя с помощью ременной передачи, а также — подшипники.


1 — корпус бабки; 2 — шкив ременной передачи; 3 — шайба со стопорным винтом; 4, 7 — фасонные крышки; 5 — упорное кольцо; 6 — шпиндель; 8 — специальная гайка.
Конец шпинделя имеет резьбу, на нее навинчивают специальные приспособления для крепления левого конца заготовки. В зависимости от размеров заготовки используют разные приспособления: трезубец (см.рис. а), планшайбу (см.рис. б), патрон (см.рис. в).
Заготовки небольшого диаметра и длиной до 150 мм закрепляют в патроне. Перед этим конец заготовки немного сострагивают на конус, зажимают в зажиме верстака и киянкой вбивают в патрон. Для более надёжного закрепления через боковое отверстие в заготовку завинчивают шуруп.
Длинные заготовки одним концом закрепляют в трезубце. Для этого в центре торца заготовки делают углубление шилом(или просверливают отверстие диаметром 4-5 мм на глубину 5-9 мм). После этого через центр заготовки делают пропил ножовкой с мелкими зубьями на глубину 3-5 мм. В центре другого торца делают углубление шилом.
Короткие заготовки большого диаметра крепят в планшайбе, прикручивая заготовку шурупами.
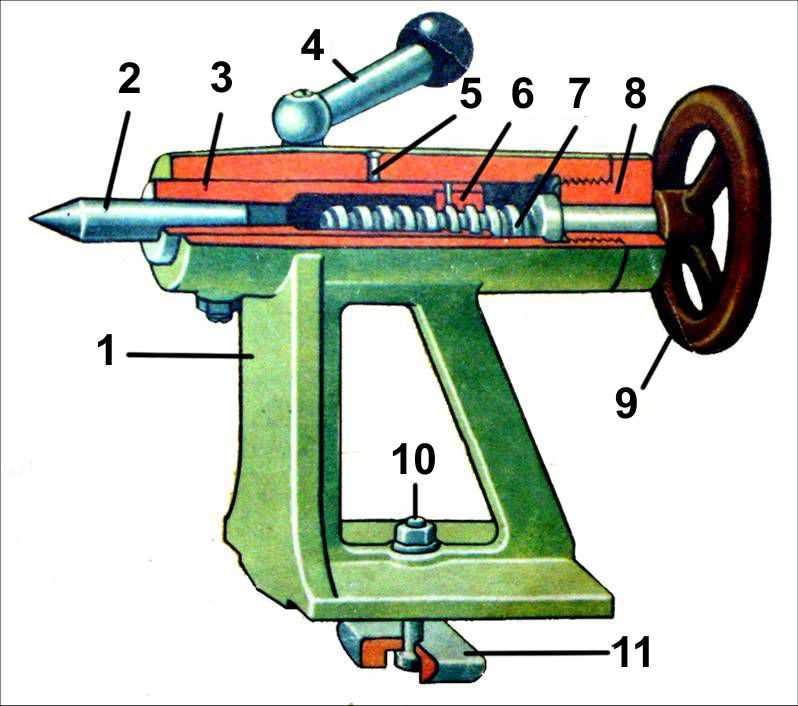
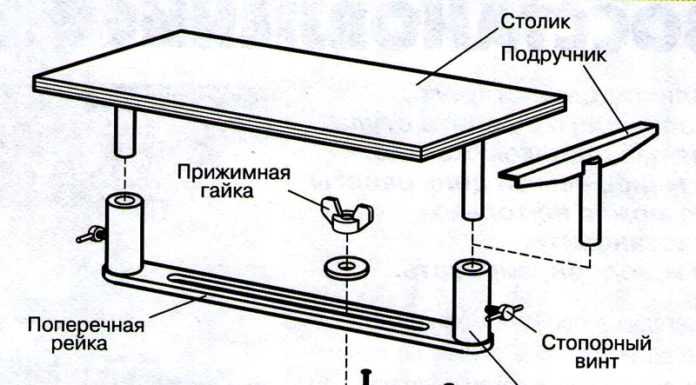
Задняя бабка (см.рис.) служит опорой правого конца длинных заготовок. Заднюю бабку подводят к заготовке по направляющим станины и закрепляют неподвижно болтом и гайкой. Окончательно конец заготовки поджимают специальной деталью — центром. Его перемещают вращением маховика и закрепляют зажимом.
1 — корпус; 2 — центр(конус Морзе); 3 — пиноль; 4 — рукоятка зажима; 5 — отверстие для смазки; 6 — гайка пиноли; 7 — винт пиноли; 8 — резьбовая втулка; 9 — маховик; 10 — винт крепления к станине; 11 — сухарь.
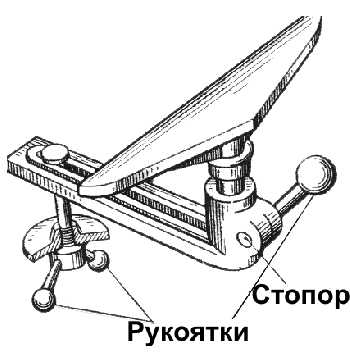
Опорой для режущего инструмента служит подручник (см.рис.). Он может перемещаться как вдоль, так и поперек станины, закрепляется поворотом рукоятки.
Подручник устанавливают таким образом, чтобы его верхняя опорная часть была на 2-3 мм выше уровня линиию центров станка и отстояла от обрабатываемой детали не более чем на 3 мм. Для проверки зазора заготовку проворачивают вручную на один-два оборота.
Передачу движений в механизмах и машинах показывают условными знаками на кинематических схемах.На них изображают детали, которые непосредственно участвуют в передаче движения. Для наглядности часто дают и контуры других деталей.Кинематическая схема токарного станка показана на рисунке.
Включать токарный станок и работать на нем можно только с разрешения учителя.Нельзя класть инструменты и посторонние предметы на станину станка.Детали ременной передачи станка должны быть ограждены Не опираться на части токарного станка.Обо всех неисправностях в станке и электропроводке немедленно сообщать учителю.
Современные предприятия оснащены токарными станками (более сложными и производительными, чем те, на которых вы будете работать в учебной мастерской). Обслуживают их станочники деревообрабатывающих станков. Кроме владения всеми приемами точения на станке, они должны знать свойства древесины, устройство станков, уметь читать чертежи и схемы, затачивать инструмент, настраивать станок
Работа на станках требует аккуратности и точности, внимательности и осторожности, согласованности движений рук



