Обслуживание
Чтобы снизить изнашиваемость направляющих, необходимо правильно ухаживать за станком. Чем реже будет производиться ремонт, тем дольше послужит оборудование.
- Когда рабочий принимает станок от сменщика, он должен вначале проверить состояние оборудования. Для этого включается станок, на слух определяется исправность двигателя, работа насоса, целостность станины и направляющих. Надо проверить заземление и убедиться в том, что защитные приборы исправны. Только после этого можно принимать смену.
- Согласно графику своевременно нужно смазывать оборудование. Проверять все смазочные щели, очищать их от забившейся пыли.
- Во время работы ни в коем случае нельзя класть заготовки или инструменты на направляющие. Для этого предусмотрены специальные планшеты.
- Чтобы надёжно закрепить инструмент, категорически запрещено стучать по нему молотком для полной фиксации. Чтобы инструмент нормально фиксировался, он должен быть чистым и смазанным.
- Нельзя оставлять включённым станок на длительное время.
ВНИМАНИЕ! Если прекращается подача электроэнергии, необходимо обесточить станок
- После работы необходимо убирать станок, сметать стружку специальной щёткой, следить за тем, чтобы на станине не оставалась грязь, пыль, вода, другие вещества и стружка.
Если на станке вначале обрабатывалась заготовка из чугуна, а потом нужно перейти к стали, естественно инструмент придётся смазать охлаждающей смазкой. Поэтому вначале необходимо прочистить станину с направляющими от чугунной стружки, собравшейся грязи и накапавшей смазки. Для этого используется тряпка, которую смачивают в керосине. Затем по направляющим проходят сухой тряпкой и снова смазывают.
- Станок должен крепко стоять на фундаменте. Если основание начинает шататься, необходимо сообщить об этом механику цеха.
1 Шабровка направляющих станин – когда ее выполняют?
Любой специалист знает, что выполнение ремонта станков, используемых на различных предприятиях, по составленному заранее календарному плану считается очень важной процедурой. При проведении планового ремонта восстанавливаются разнообразные механизмы обрабатывающих агрегатов, в том числе и направляющие станины
Также восстановление направляющих может потребоваться и вне графика, если они требуют незамедлительного ремонта. Величину их износа определяют по специальной методике, которую мы и опишем. Обследование состояния направляющих осуществляют при помощи щупов и контрольной линейки. Длина последней всегда выбирается таким образом, чтобы она была не менее 2/3 протяженности поверхности, которая подлежит проверке.

Схема установления величины износа следующая:
- поверхность интересующего нас узла зачищается с целью удаления с него серьезных задир и забоин;
- линейку накладывают на направляющую и замеряют зазор между ними, используя щупы (замеры выполняются каждые 30–50 сантиметров по всей протяженности элемента станка).
То место, где величина зазора получается максимальной, определяют в качестве участка, на котором присутствует максимальное изменение прямолинейности направляющей (то есть налицо ее явный износ). Далее выполняют следующий этап проверки, который дает возможность установить плоскостность направляющей. Делается это так:
- на одинаковые по геометрическим параметрам плитки размещают линейку;
- при помощи щупов определяют дистанцию между измерительным инструментом и исследуемой поверхностью.
Подобную операцию производят в 2–3 точках по длине, причем по разным направлениям. Опытные специалисты делают проверку еще проще. Они берут небольшие листки очень тонкой бумаги (например, папиросной, толщина которой не превышает 0,02 миллиметров), раскладывают их на направляющие на нескольких участках, а затем прижимают их линейкой.

Далее из-под измерительного приспособления эти листочки вытаскиваются по одному. Когда прямолинейность детали не нарушена, можно лишь оборвать кончики бумажек, но не вытащить их. Состояние горизонтальных направляющих выверяют при помощи уровня и мостика:
- их ставят на ту часть станины, которая визуально кажется максимально изношенной (на таком участке пузырек в уровне будет отклоняться в разные стороны на примерно одинаковые расстояния);
- передвигают мерительные инструменты на соседнюю зону, где отмечают отклонение пузырька, занося показание в график-таблицу;
- затем перемещают мостик дальше и снова записывают полученный результат.
На основании таблицы впоследствии без труда определяют, где именно произошел износ.
Этапы капитального ремонта
Современное оборудование позволяет восстановить станки с сильной степенью износа практически до первоначального состояния. Особая сложность состоит в правильности позиционирования всех элементов, так как отклонение даже на несколько десятков миллиметра обуславливает значительно падение точности обработки. Из-за длительной эксплуатации даже при хорошей смазке контактирующих во время движения поверхностей они затираются. Эту особенность следует учитывать и устранять. Отклонение от нормы может составить несколько миллиметров, что быстро и точно выявить можно только современным оборудованием.
https://youtube.com/watch?v=rOifJ6Q9j30
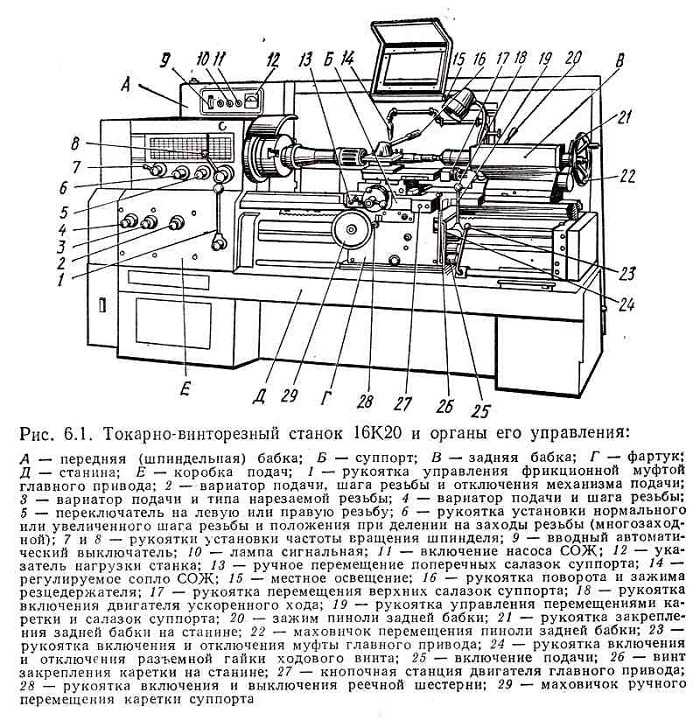
При проведении восстановления токарно-винторезных обрабатывающих станков, к примеру, 16К20 и 1К62, технология осмотра и выполнения восстановительных работ выглядит следующим образом:
- При осмотре токарно-винторезных станин стоит помнить, что именно этот элемент конструкции является связующим. Так правильность расположения задней бабки может зависеть от степени деформации токарно-винторезных станин 16К20 и 1К62. Наличие деформации – результат высоких нагрузок.
- Монтаж коробки подач и скоростей токарно-винторезных станков. Коробка подач – один из наиболее важных элементов конструкции.
- Восстановление направляющих каретки токарно-винторезных станков – также один из важных этапов, который содержит технология капитального ремонта 16К20 и 1К62.
- Диагностика и монтаж фартука.
- Обслуживание передней бабки. Один из наиболее важных этапов – демонтаж, диагностика передней бабки, которая состоит из огромного количества важных элементов. Конструкция 16К20 и 1к62 устроена так, что коробка скоростей и подач расположена в этой части.
- Замена сменных шестерен.
- Замена суппорта 16К20 и 1К62, его наладка.
- Монтаж и наладка задней бабки.
- Проверка исправности электрооборудования, защитного устройства.
- Проверка состояния системы охлаждения.
- Замена и монтаж кожухов, различных защитных крышек, обновление табличек с техническими данными.
Таким образом можно провести полное восстановление рассматриваемого оборудования. Многие элементы указанных моделей станков сделаны так, что их можно произвести самостоятельно. На машиностроительном заводе, где часто и используются подобные станки, несложно произвести износившиеся шестерни для коробки скоростей или передач. А вот с элементами электрооборудования могут возникнуть трудности, так как заводы, которые создавали 16К20 и 1К62, уже не существуют и детали приходится подбирать по сходству определенных параметров, а не по названию.

Если найти необходимые запчасти можно самостоятельно, то провести их замену может только квалифицированный специалист, который ранее занимался выполнением подобной работы. Технология проведения замены компонентов конструкции изложена в различных книгах, которые можно скачать и изучить. Однако стоит учитывать, что допущение незначительных ошибок при сборе коробки скоростей или передач приведет к полному износу всех элементов. Также не стоит забывать о том, что наладка проводится для достижения определенных показателей точности обработки, которой сможет достигнуть мастер. Поэтому диагностику, демонтаж и монтаж следует доверять квалифицированным специалистам.
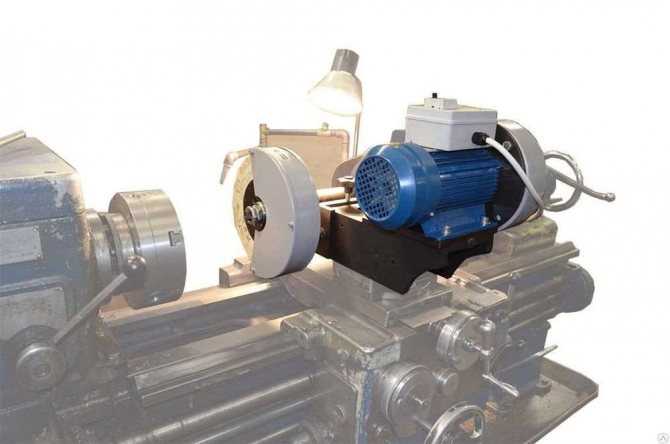
Шлифовальная головка ВГР 150
Есть несколько популярных моделей головок для круглого шлифования, среди которых отметим ВГР 150. Она имеет следующие особенности:
- поставляется со шпинделем для наружного шлифования с диаметром круга 125 миллиметров;
- версия ВГР 150 также может использоваться для шлифования внутренних поверхностей с кругом диаметром от 8 до 40 миллиметров;
- установки модели можно провести на станке токарной группы с диаметром шпильки под резцедержатель не более 22,5 миллиметров. при этом станина ВГР 150 имеет поверхность прилегания 202 на 102 миллиметра;
- при наружном шлифовании показатель частоты оборотов шпинделя на холостом ходу составляет 5000 об/мин, для внутреннего – 16 800 об/мин на холостом ходу. при работе показатель может существенно снижаться, что зависит от значения поперечной подачи. при сильной подаче есть вероятность проскальзывания ремня на установленных шкивах, что позволяет исключить вероятность смещения выходного вала электродвигателя относительно обмоток, а также его деформации;
- приводные валы ВГР 150 установлены на прецизионных подшипниках;
- шпиндельная втулка и моторная база имеет возможность регулировки, что в большей степени повышает универсальность приспособления;
- при помощи ременной передачи можно проводить регулировку скорости вращения круга в зависимости от поставленных задач, как правило, есть 2 передачи;
- использовать ВГР 150 можно для получения размеров с точностью в пределах от 0,01 до 0,02 миллиметров. этот момент определяет то, что модель 150 и 200 могут использоваться для получения поверхности высокой чистоты.
Максимальный диаметральный размер заготовки при использовании ВГР 150 ограничивается продольным перемещением суппорта и зависит от особенностей токарного станка.
Шлифовальная головка
Сталь и чугун при помощи рассматриваемой оснастки могут пройти процесс финишной обработки на токарном станке. При этом можно достигнуть такой же показатель шероховатости, как и при использовании круглошлифовального оборудования. Модель 200 отличается от рассматриваемой мощностью установленного электродвигателя и максимальными диаметральными размерами устанавливаемых кругов. Подобным образом можно понизить стоимость производства деталей за счет повышения универсальности используемого оборудования. При этом отметим, что оснастка подойдет для старого и нового токарного оборудования, так как имеет универсальное применение.
Ремонт направляющих станин токарных станков

Выбор способа ремонта направляющих станины зависит от степени их износа и условий ремонта (оснащенность предприятия специальным оборудованием и приспособлениями).
Задача состоит в том, чтобы выбрать такой способ восстановления этих деталей, при котором обеспечивалась бы необходимая их точность при наименьших затратах времени и средств.
В ремонтной практике направляющие восстанавливают шабрением, шлифованием, тонким фрезерованием, строганием с последующим шлифованием, строганием с последующим шабрением и притиркой.
Если ремонт выполняется силами цеховой ремонтной бригады, то специальные станки для механической обработки станин применять нецелесообразно, так как загрузка их будет чрезмерно низкой.
Для восстановления направляющих станин с износом до 0,12 мм в этих условиях используют шабрение, которое, несмотря на большую трудоемкость и низкую производительность, обеспечивает высокую точность контакта сопрягаемых поверхностей (до 30 пятен на площади 25 мм 2 ).
В последние годы станины станков стали изготовлять со стальными или чугунными направляющими, закаленными токами высокой частоты или наклепанными (вибрационным обкатыванием и др.). Эти направляющие шлифуют или фрезеруют.

![Ремонт токарных станков [эксплуатация после ремонта]](https://mirtepla-uu.ru/wp-content/uploads/d/8/b/d8b5bf66cdd214418d76e1208fa9e5e4.jpeg)





Для их механической обработки иногда применяют продольно-строгальные станки, оснащенные шлифовальными и фрезерными приспособлениями, а в крупных ремонтных цехах — специализированные шлифовальные и фрезерные станки.
В табл. приведены данные, характеризующие трудоемкость и эффективность некоторых способов ремонта направляющих станин.
Величина износа, мм
Отклонение (в мкм) от прямолинейности при длине направляющих 1000 мм
ООО «ФЕНИКС», входящий в ГК «РСПК» осуществляет шлифовку направляющих станин. Шлифовка производится на станках для шлифовки направляющих ф. «Waldrich Coburg».
Читать также: Что делать с глазами после сварки
Мы осуществляем шлифовку станин различных типов станков:
- направляющие станин токарных станков с РМЦ до 6 метров (1М63, 1М65, 16К20, 16М30, 1А983 и т. д.);
- направляющие станин фрезерных станков (6Т13, 6К81, 6Т83 и т. д.);
- направляющие станин шлифовальных станков (3Л722, 3Б724 и т. д.);
- кареточные группы, консоли, стойки, столы.
- Средний срок исполнения работ — пять рабочих дней.
Максимальные параметры обрабатываемых изделий:
- Наибольшая длинна шлифования, мм — 8590
- Ширина стола, мм — 1800
- Проход между стойками, мм — 2020
- Высота шлифования, мм — 1580
- Наибольший вес обрабатываемого изделия, кг — 12500
В процессе эксплуатации любого станка все его детали подвергаются износу, в том числе и станина. Износ станины – образование трещин, перепадов уровня и т.д. крайне сильно влияет на качество изготавливаемых на данном станке изделий. Ввиду чего станина, каретка, стойки, консоли и некоторые другие элементы станков нуждаются в периодическом восстановлении геометрии путем шлифовки направляющих.
Шлифовка направляющих станины, она же шлифовка станины токарного станка, занимает особое место. Она должна быть выполнена с высочайшей точностью. Мы рады сообщить Вам, что теперь ООО “ФЕНИКС” оказывает различные услуги шлифовки станин в Рязани.
Цены на шлифовку направляющих станин
Просто познакомьтесь с нашим прайс-листом на шлифовку. Цены на шлифовку у нас приятно удивят Вас!
Если вашего станка нет в списке, то Вы можете узнать стоимость шлифовки у нашего специалиста.
Контроль качества при шлифовке станин
Мы тщательно следим за качеством всех услуг, которые оказываем. Не стала исключением и шлифовка станин. Раз в неделю выборочно производится проверка станин на геометрию с помощью автоколлиматора. Также, при необходимости качество шлифовки проходит проверку на шероховатость профилометром “Hommel-Etamic T1000″.
Читать также: Мтз расшифровка в электрике
Фото процесса шлифовки на 4 метровом станке Waldrich Coburg и ее результаты
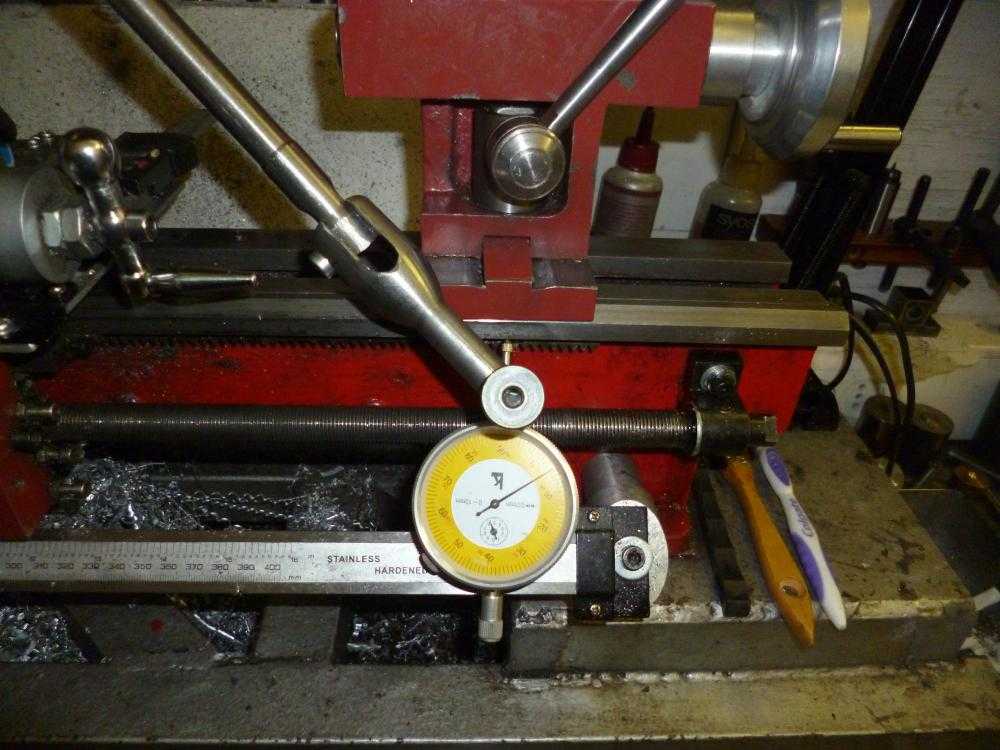
Станина токарного станка используется для монтажа узлов, применяемых на станке. Станину изготавливают из чугуна. В итоге получается массивная, прочная и долговечная конструкция, но именно станина подвергается наибольшему износу в процессе эксплуатации станка. Это влияет на точность изготавливаемых на данном станке деталей.
Работа по шлифовке направляющих станины восстанавливает геометрические характеристики станка, а также ликвидирует задиры, забоины сложные повреждения и иные дефекты. Станина устанавливается на столе и выставляется с использованием индикаторной головки. Оценивается степень износа, прямолинейность направляющих. После чего начинается сам процесс шлифовки.
Профилактика и ремонт
Мероприятия ежедневного ухода
Перед началом работы:
- Осмотр станка.
- Смазка ходового винта и валика.
- Контроль количества масла.
- Включение с проверкой узлов без нагрузки.
Во время работы:
- Переключать подачи и передачи только после окончательной остановки движущихся узлов.
- Работая с чугуном или абразивными материалами накрывать направляющие плотной тканью.
После окончания рабочего времени: отключить электропитание, убрать стружку, протереть ветошью, смоченной в керосине, и смазать маслом открытые направляющие.
Неисправности и их устранение
| Симптомы | Причина | Метод исправления |
| Овальность детали или растачиваемого отверстия. | Биение болванки в патроне. | Расточка кулачков. |
| Люфт пиноли или непрочность крепления упорной бабки. | Регулировка или ремонт пиноли. | |
| Смещение оси отверстия. | Несоосность шпиндельного вала и задней бабки. | Регулировка. Либо ремонт с регулировкой. |
| Значительный конус цилиндрических деталей. | Несовпадение центров шпиндельного вала и упорной бабки. | Регулировка. |
| Износ направляющих суппорта или станины | Регулировка или ремонт. | |
| Нестабильность размера при торцевании. | Осевой люфт шпиндельного вала. | Замена опор вращения. |
Незначительное увеличение зазоров суппорта устраняется регулировкой клиньями в направляющих поперечных или верхних салазках, и юстировочными винтами задней направляющей продольных салазок. Затем отводя салазки на максимальное расстояние, убеждаются в плавности их перемещения. Неплотность винтового привода поперечных салазок устраняют регулировкой винтами, находящимися за площадкой резцедержателя.
Методы ремонта направляющих
Выбор способа ремонта направляющих станков токарной группы (выполнить такой ремонт своими руками, не имея специального оборудования, достаточно сложно) зависит от того, насколько сильно изношены данные конструктивные элементы, какой твердостью они обладают, насколько хорошо технически оснащена ремонтная бригада, которая будет заниматься выполнением этой непростой процедуры.
Изношенные направляющие станины токарного станка
Восстанавливать направляющие станины, подвергшиеся значительному износу после длительной эксплуатации, можно разными способами: строганием, фрезерованием, шабрением (с притиркой и без), протягиванием, шлифованием, накатыванием при помощи специальных роликов. К наиболее распространенным методам, используемым при капитальном ремонте станины токарного станка, относятся строгание, шабрение и шлифование.
Уточнить величину износа направляющих можно лишь после того, как с их поверхности удалены все загрязнения и имеющиеся забоины. Чтобы определить зазоры, имеющиеся на данных узлах токарного станка, на них накладывают металлическую линейку и с помощью щупа выявляют наиболее изношенные участки, требующие срочного ремонта, проводя замеры через каждые 30–50 см.
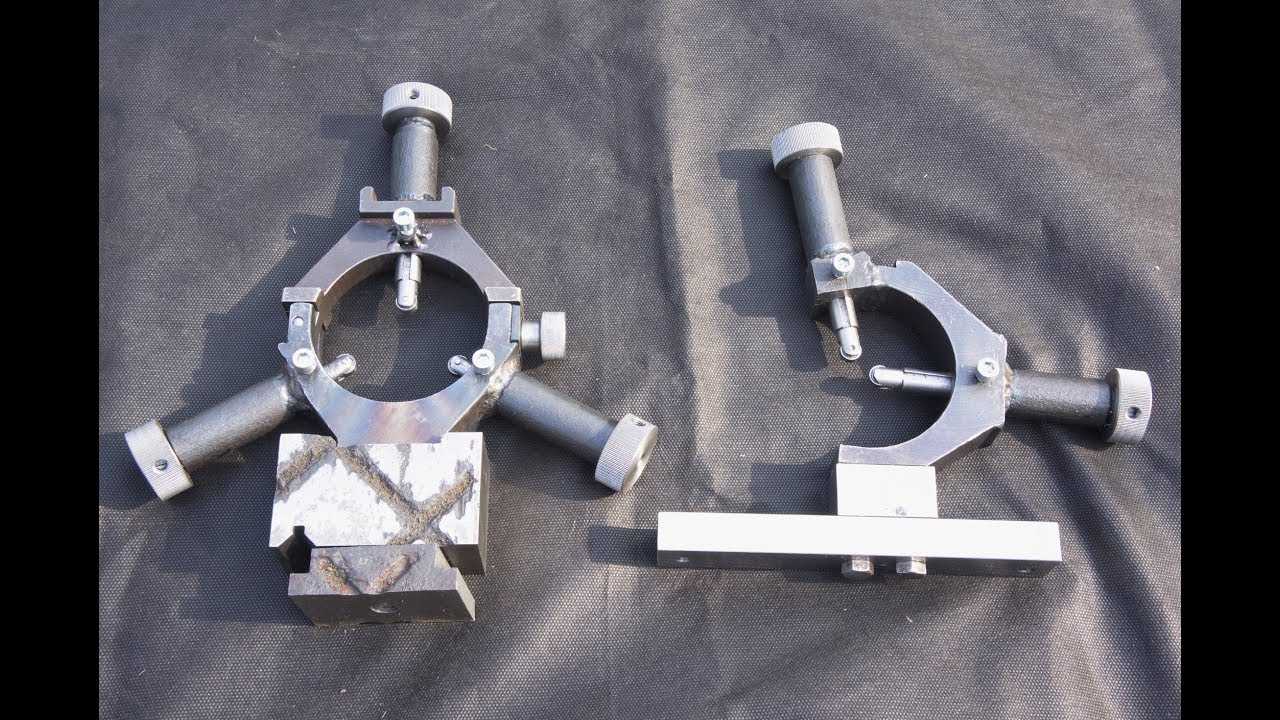
Проверка станины с помощью самодельного приспособления
Опытные специалисты могут выявить наиболее изношенные участки направляющих станины при помощи тонкой бумаги, толщина которой не превышает 0,02 мм. Такая бумага накладывается на рассматриваемые узлы токарного станка и прижимается к ним металлической линейкой. В тех местах, где направляющие не подверглись серьезному износу, бумага не вытаскивается из-под линейки, а обрывается по ее краю.
Определение наименее изношенных участков станины
Для выполнения шабрения, которое осуществляется в рамках капитального ремонта, станину оборудования устанавливают на жесткое основание, выверяя положение ее элементов в продольном и поперечном направлениях и при необходимости используя башмаки и клинья, чтобы отрегулировать ее расположение.
При проверке состояния направляющих станины и степени их износа в качестве базовых поверхностей используют те части, которые находятся под задней бабкой (именно они подвергаются наименьшему износу в ходе эксплуатации). После каждого этапа шабрения данные узлы токарного станка проверяют на параллельность и изогнутость.
Шлифовка направляющих станины в гаражных условиях
Шлифовка направляющих станины, по сравнению с операцией шабрения, отличается более высокой производительностью, но использовать такой метод при восстановлении незакаленных узлов нецелесообразно.
Чтобы шлифовка станины токарного станка была выполнена качественно, все забоины и задиры необходимо тщательно зачистить. Затем станину для ремонта фиксируют на рабочем столе продольно-строгального станка, следя за параллельностью ее поверхностей и направления его движения. Кроме того, используя уровень, который устанавливается на мостике задней бабки, проверяют извернутость направляющих. Только после этого начинают выполнять шлифовку данных узлов.









https://youtube.com/watch?v=qJgQyDRhhdY
Как и перед шлифованием, перед финишным строганием станину следует предварительно зачистить от имеющихся забоин и закрепить на рабочей поверхности продольно-строгального станка, проверив параллельность ее элементов направлению его перемещения.
При использовании такого метода ремонта направляющие станины обрабатываются резцом за 3–4 захода, после чего проверяют их параллельность, прямолинейность и извернутость. Если после выполнения обработки все геометрические параметры ремонтируемых узлов соответствуют требованиям, станину открепляют от поверхности рабочего стола продольно-строгального оборудования.
Видео таких восстановительных операций показывает, что выполнить их своими руками, не имея специального оборудования для ремонта, практически невозможно.
https://youtube.com/watch?v=vtaEQnN8HSs
Что такое станина
Принципы выбора и эксплуатации прижимов для фрезерного станка
Станина для машины выполняет такую же функцию, как и рама для автомобиля. Относительно нее все приводные механизмы производят свое вращательное либо линейное движение. Поэтому конструкция станины предусматривает размещение на ней всех направляющих и специальных посадочных мест, где располагаются разные узлы станка. Конфигурации форм станины очень разнообразны. Они бывают сплошными либо с ребрами жесткости. Станины небольших станков часто цельнолитые. Громоздкие машины собраны на составном основании. Сама станина – это изделие, которое крепится на мощном фундаменте. Он по техническим нормам должен выдерживать не только статическую, но и динамическую нагрузки. Станина же должна обладать крепостью и износоустойчивостью.
Материалом, из которого обычно изготавливают станину, является чугун либо сталь низкоуглеродистой марки. Станки повышенной тяжести устанавливают на железобетонные станины. Высокоточные станки – на станины из материала искусственного на основе минеральных крошек и смолистых веществ (синтегран). Станины этих типов мало подвержены деформациям, вызванным температурой.
Вопросы поставщику по этому лоту
| 18 |
вопрос задан
Здравствуйте. Стоимость шлифовки станины ТВ-6?
| Ответ продавца
Вам станину только или все направляющие? |
| 18 |
вопрос задан
Под станиной имел ввиду все направляющие и плоскости… а что подразумевается под » шлифовкой станиной»? Спрашиваю, чтобы поняли друг друга..
| Ответ продавца
Ответил в личку |
| 126 |
вопрос задан
Здравствуйте, такой же вопрос по 250ИТВМ (если всю геометрию до паспортных значений)
| Ответ продавца
Ответил |
| 75 |
вопрос задан
Стоимость шлифовки станины mn80 ?
| Ответ продавца
Шлифовка станины mn80 будет в районе 35 т.р. |
| 104 |
вопрос задан
интересует шлифовка станины иж250итвм .стоимость и сроки какие?
| Ответ продавца
25-30 т.р. в зависимости от износа. Срок 10 рабочих дней. А где станок находиться? |
| 144 |
вопрос задан
сколько будет стоить поправить плоскости у метровой угловой линейки материал чугун 3 плоскости примерно 80-1000мм сейчас прогиб 2-3 сотки
| Ответ продавца
здравствуйте. я не возьмусь за такую работу дешевле будет купить другую. у меня есть ут -1000 с углами 60/75/45 |
| 69 |
вопрос задан
вал шпинделя можете восстановить износ 2-3 сотки Dнар. 50 мм длина 250 мм ( восстановить нужно только 2 шейки шириной по 30мм)
| Ответ продавца
Восстановить можно напылением до 0.2мм. я сам такое не делаю спрошу сколько это стоит. И придется шлифовать до нужных размеров. Ни в коем случае нельзя делать наплавку на шпиндель его очень сильно ведёт! |
| 69 |
вопрос задан
| 17 |
вопрос задан
Добрый день. 1к62 шлифовка станины. Цена? На чем шлифуете. Ласточкин хвост на каретке относительно оси винта сделаете?
| 10 |
вопрос задан
Здравствуйте. Можно узнать стоимость шлифовки станины и всех направляющих ТВ-4?
| 25 |
вопрос задан
Здравствуйте. шлифуете с СОЖ или в сухую? Много ли выйдет шлифовка станины TOS SV18RA(РМЦ 1 м),только станина,направляющие каретки и ЗБ,у каретки износ не очень большой по прикидкам до 0.2мм
| 17 |
вопрос задан
здравствуйте.шлифовка или фрезеровка направляющих каретки и шабровка поперечных направляющих? 1м61
| 34 |
вопрос задан
Добрый день! Сколько будет стоить шлифовка или фрезеровка стола сверлильного 2н125л 700х600 съём 0.2?
| 25 |
вопрос задан
Здравствуйте. шлифуете с СОЖ или в сухую? Много ли выйдет шлифовка станины TOS SV18RA(РМЦ 1 м) станина,направляющие каретки и ЗБ,у каретки износ не очень большой по прикидкам до 0.2мм
| 4 |
вопрос задан
Здравствуйте. Восстановить геометрию ластохвоста поперечной подачи твш3 сколько стоит?
| 5 |
вопрос задан
Здравствуйте. Напишите, сколько будет стоить щлифовка направляющих станины, каретки и поперечных направляющих станка ТВ-4
| Ответ продавца
Ответил в личку |
| 5 |
вопрос задан
станок ВМ127 вогнать в паспортную точность , станок в Москве.
| Ответ продавца
Сложно сказать если все направляющие делать районе 200 т.р. в зависимости от износа. Если без вертикальных направляющих в 2 раза дешевле. |






| 5 |
вопрос задан
Здраствуйте.Сколько будет стоить восстановление на супорте поперечной передачи,с изготовлением нового клина для него.и на задней бабки новой пиноли с востоновлением посадки в зб.
| 5 |
вопрос задан
Станок тв4
| Ответ продавца
Ответил в л.с. |
| 69 |
вопрос задан
Здравствуйте! Интересует шлифовка всех направляек станины ТВ4. Какова цена на данный момент?
| 15 |
вопрос задан
Напишите уже здесь цену по шлифовке всех плоскостей тв-4/6, а то в личку…
| Ответ продавца
Цена по шлифовке станины, каретки и суппорта и площадки задней бабки. Наклеивание накладок текстолит для восстановления высоты на каретку, суппорт и клинья. Вот такая процедура стоит 25 т.р. |
вопрос задан
Добрый день . Находимся в Тюмени , станок 1к62. Ропепечка , ласточкин хвост, клин . Направляющие , вообщем все кроме мех части . Расточка зад. Бабки . Все геометрия . Цена вопроса , сроков , станков несколько , начнем с одного , все пойдет , остальные сделаем . Можем станок вам привести .
| 35 |
вопрос задан
Добрый день. Подскажите ,пожалуйста, стоимость работ по шлифовке станины, каретки и суппорта и площадки задней бабки, наклеивание накладок текстолита для восстановления высоты на каретку, суппорт и клинья на станке 16Б05П.?
вопрос задан
Здравствуйте!Какова стоимость шлифовки всех направляющих станка 16Б20П?
| Ответ продавца
Ответил |
| 15 |
вопрос задан
Здравствуйте сколько будет стоить шифовка станины 1к62 рмц 1м
У этой страницы есть короткий адрес: https://dirlot.ru/lot/209725