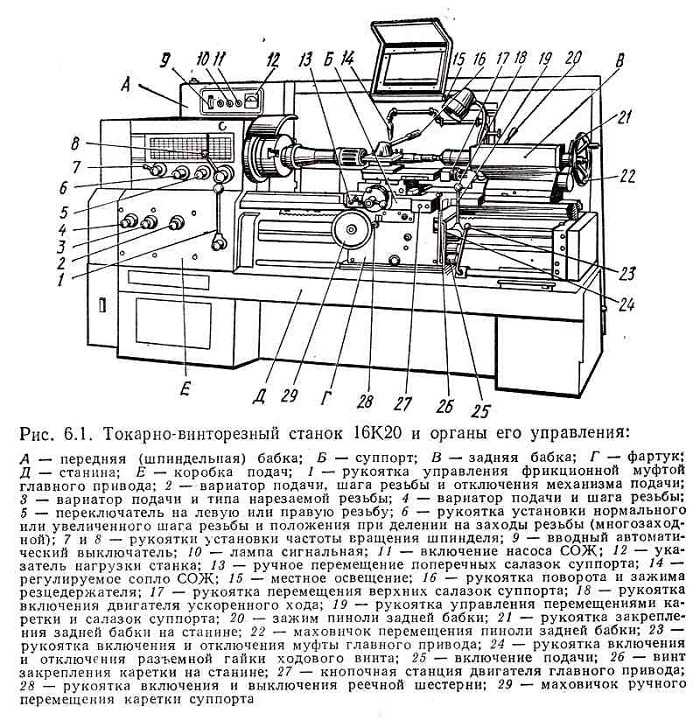
Лучшие токарные станки по металлу
Для обработки металлов требуется высокая скорость вращения шпинделя. Для охлаждения заготовки в рабочую зону подают СОЖ. Высокие требования предъявляются к точности настроек, качеству кулачковых зажимов.
Jet BD-8VS 50000911M
Швейцарский мини токарный станок по металлу укомплектован коллекторным электродвигателем мощностью 600 Вт, который вращает шпиндель со скоростью до 2500 об/мин. Параметры вращения плавно регулируются в двух диапазонах. На лицевой панели расположены кнопки управления и метрические таблицы для настройки на резьбу. Скорость вращения выводится на дисплей, позволяет точно контролировать базовые параметры. В стандартной комплектации установлен трехкулачковый патрон с диаметром 100 мм.
Модель имеет две продольные подачи, работающие в автоматическом режиме. В резцедержатель можно установить до 4 резцов. Вращение этого узла производится точно перпендикулярно оси вращения. Все шестерни гитары изготовлены из закаленного металла, имеют продолжительный срок службы и высокую устойчивость к истиранию.
Достоинства:
- Все органы управления расположены удобно в одном месте;
- Заготовка позиционируется с высокой точностью;
- Массивная задняя бабка;
- Рабочая зона имеет длину 400 мм;
- Надежный защитный экран;
- Прямой привод шпинделя.
Недостатки:
Небольшой вес.
Для исправления недостатка необходимо внимательно отнестись к рекомендациям производителя по монтажу. Токарно-винторезный станок через поддон для сбора стружки прикручивается к верстаку. Это заметно снижает вибрацию и позволяет выполнять обработку металла с высокой точностью.
Proma SM-300E 25951830
Легкий настольный токарный станок известного чешского бренда предназначен для обработки цилиндрических и конических поверхностей. Коллекторный двигатель разгоняет шпиндель до 2500 об/мин. Скорость плавно регулируется в широком диапазоне. Легко справляется с нарезкой резьбы на металле и пластике. Заготовка позиционируется с высокой точностью, это способствуют направляющие с идеальной геометрией. При небольших размерах длина рабочей зоны составляет 250 мм.
Пользователи отмечают плавный ход задней бабки и суппорта, отсутствие люфтов. По этим показателям станок не отличается от профессионального оборудования. Модель предназначена для подключения бытовой электросети, а экономичный двигатель потребляет в среднем не более 300 Вт энергии. Качественно обрабатывает любой металл.
Достоинства:
- Ровная станина;
- Две скорости;
- Информативное управление;
- Защитный кожух;
- Удобная регулировка для дюймовой резьбы.
Недостатки:
Небольшой вес.
Ferrox ML 110×125 Vs 44924
Мини станок по металлу весит всего 13 кг. Производитель установил компактный коллекторный электродвигатель мощностью 250 Вт. Мотор легко разгонят шпиндель до скорости в 3600 об/мин, что является высокими показателями для своего класса. Предназначен для обработки цилиндрических заготовок, можно выполнять шлифование и сверление.
Скорость шпинделя варьируется в широком диапазоне, для регулировки на панели управления предусмотрены удобные рычаги. Обороты увеличиваются плавно, что гарантирует высокое качество обработки. Способствует этому и хорошо отшлифованные направляющие суппорта. При небольших размерах устройства, на нем обрабатываются детали, длиной до 125 мм.
Достоинства:
- Экономичность;
- Занимает мало места в мастерской;
- Не нуждается в сложном техническом обслуживании;
- Прочный корпус;
- Станина изготовлена из чугуна.
Недостатки:
Нет метрической и дюймовой резьбы.
Triod Lamt-500P/400 113016
Шесть скоростей и расстояние между центрами в 550 мм делает этот токарный станок для дома универсальным. Двигатель мощностью 370 Вт разгоняет шпиндель в диапазоне от 170 до 1950 об/мин, позволяя использовать твердосплавные резцы. Удобно расположенные рычаги управления скоростями помогают выбрать оптимальный режим быстро и с высокой точностью. Пиноль задней бабки выдвигается и позволяет надежно зафиксировать заготовку. Подача суппорта вперед и вбок расширяет возможности, позволяет выполнять мастеру фигурную проточку.
Резцедержатель четырехсторонний, в нем устанавливается 4 режущих инструмента, что помогает увеличить производительность. Защитный экран прочный, устойчивый к динамическим нагрузкам и не мешает обзору. При желании можно изменить величину подачи, установив другие шестерни гитары, которые идут в комплекте.
Достоинства:
- Точность при обработке;
- Хорошая комплектация;
- Устойчивость;
- Метрическая и динамическая резьба.
Недостатки:
- Высокая цена;
- Требуется подключение к трехфазной электросети.
Лучшие плоскошлифовальные машины
Струя против тумана: какой вариант охлаждающей жидкости для ЧПУ лучше?
Для многих это может стать неожиданностью, но разница почти полностью зависит от того, какой из них лучше очистит опилки. Проведем простой мысленный эксперимент. Предположим, у вас есть простая система охлаждающей жидкости с низкой производительностью. Он выпускает медленную струйку охлаждающей жидкости для ЧПУ. Представьте, что ваша машина прорезает глубокий карман или прорезь со струей охлаждающей жидкости. Карман заполнен смазочно-охлаждающей жидкостью. Нет сомнений в том, что резак в нее погружен. Но очищаются ли фишки? Одним словом, «Нет!» Они лежат в этом бассейном, и бассейн почти защищает их от удаления.
Теперь рассмотрим хорошую систему туманообразования. Нет бассейна, под которым можно спрятаться. Вы можете легко увидеть, очищается ли стружка, и увеличить давление воздуха. Теперь должно быть более очевидно, что в данном случае туман будет лучшим вариантом охлаждающей жидкости для ЧПУ, чем струя !
Раз уж мы заговорили о тумане, есть два типа систем, которые производят аэрозоль охлаждающей жидкости:
Мелкий туман СОЖ
Первый способ используют больше охлаждающей жидкости, чем нужно, и наполняют воздух в цехе туманом — это не то, чем можно дышать весь день. Существует альтернатива под названием Fog Buster, которая фокусируется на перемещении более крупных капель без создания аэрозольного тумана:
Туман СОЖ с крупными каплями
Выпуская большее количество более крупных капель, Fogbuster гарантирует, что они не разлетятся по всему вашему цеху — в основном они попадают на заготовку, на которую она направлена. Лучше для вас и так же хорошо для обработки. Они стоят немного дороже, но для премиальной системы Mist они точно того стоят.
Как мы можем убедиться, что наша система охлаждения струей достаточно эффективная?
Ответ состоит из двух частей. Во-первых, нам нужно убедиться, что мы можем оказать достаточное давление в системе, чтобы убедиться, что опилки удалены. Зачастую вы почти не видите, что происходит, потому что вокруг так много охлаждающей жидкости для ЧПУ. Во-вторых, нам нужно убедиться, что охлаждающая жидкость правильно направлена, чтобы очистить стружку. Это может быть немного сложнее. Разные инструменты бывают разной длины. Детали перемещаются по мере продвижения работы. Обычно мы стремимся либо к нижней части разреза, либо к верхней части материала, если сопло не может «видеть» нижнюю часть разреза.
К настоящему времени вы, вероятно, понимаете, что есть еще одна причина не отдавать приоритет струе СОЖ
При затоплении, трудно правильно определить, действительно ли система очищает стружку. Операторы предполагают, что да, но большинство не обращает на это должного внимания. Очень важно, как будет направлена охлаждающая жидкость
Краткое описание станков
Станки с ЧПУ работают от управляющего компьютера. Он заставляет аппарат выполнять определенные функции, которые прописывают в программном коде. С помощью такой системы в автоматическом режиме производят всевозможные, операции по обработке материалов (в основном – металлов). ЧПУ могут установить на токарном, гибочном, фрезерном, сверлильном и другом оборудовании. До изобретения числового компьютерного управления практически всю работу за станком делали вручную.
Станок с ЧПУ может иметь в арсенале токарные резцы, фрезы, сверла, прессовочные формы и даже лазер. Посредством их можно делать самые точные и сложные детали: от автомобильных двигателей до запчастей для ракет. Управляет такими агрегатами наладчик и оператор станков с программным управлением.
Профессию называют в соответствии с тем, за каким станком работает мастер. Если его специальность – гибочный станок, то должность звучит, как оператор гибочного станка с ЧПУ. Токарная обработка проводится человеком с профессией «оператор токарного станка с ЧПУ».


Реставрация 3е711в
ребят!… вы думаете это буквы слова и тд! нет это злость и отчаяние в перемешку! вся мастерская в масле, роба вся в масле а ща в стирке….а толку ноль!!
пересмотрел подключение шлангов, все норм, 2 раза перебирали маслопанель, пересмотрел кран реверса на поперечном столе, отремонтировал электроклапан, да и куча движняка по изучению скачанных паспартов…. хотя хочу заметить что руководство по маслопанели с двумя электроклапанами не нашел!….дальше куда рыть не знаю!!
что не работает или работает не правильно:
1 при включении насоса, сначала он громко рычит, как будто усиленно набирает давление, потом работает норм
2 при выключении насоса присутствует обратный ход, тоесть немного крутится в обратную сторону после остановки, при этом немного рычит….. насос перебирали…криминала не обнаружили
3 гидроцилиндр не выезжает на загрузку
4 если ставишь тумблер в рабочий ход, то ваще непонятно….левой рукой двигаю кран реверса, который перекидывается продольным столом, а правая рука находится на рычаге управления панелью, ну ьа что добавляет или убавляет ход стола…. так вот, .. двигая кран реверса одновременно сам двигается и рычаг, и если его не удерживать — то он сам передвигается в максимальное положение ((( гидроцилиндр при этом как вкопаный
5 согласно инструкции настроили давление по манометру, в положении 1 — 3,5мп… а вот в положении 2 — вообще не двигается стрелка, манометр меняли посадочное место продували и тд
6 как ни странно, но двигая рычаг на гидропанели уменьшая подачу, а шланги наоборот аж привстают от давления, если двигать рычаг в лево типа увеличивая скорость,… то шланги наоборот опускаются…. карочь как то все наоборот получаетя
все резинки в панели поменяли, даже те 2 шарика выколупали… и да,там еще кроме шариков есть штифт вроде все просто… а пришлось высверливать
просьба не проходите мимо… если есть идеи — подскажите… даже чуть чуть в отчаянии я….терпение еще есть, но мало…
Изменено 21.06.2020 20:10 пользователем julio22031970
§
да, это правда, но заработает
мне не до смеха, но вас понимаю
нужно будет, 3 круга сделаю… но заработает
а пока надеюсь на советы ((
что не работает или работает не правильно:
1 при включении насоса, сначала он громко рычит, как будто усиленно набирает давление, потом работает норм
2 при выключении насоса присутствует обратный ход, тоесть немного крутится в обратную сторону после остановки, при этом немного рычит….. насос перебирали…криминала не обнаружили
3 гидроцилиндр не выезжает на загрузку
4 если ставишь тумблер в рабочий ход, то ваще непонятно….левой рукой двигаю кран реверса, который перекидывается продольным столом, а правая рука находится на рычаге управления панелью, ну ьа что добавляет или убавляет ход стола…. так вот, .. двигая кран реверса одновременно сам двигается и рычаг, и если его не удерживать — то он сам передвигается в максимальное положение ((( гидроцилиндр при этом как вкопаный
5 согласно инструкции настроили давление по манометру, в положении 1 — 3,5мп… а вот в положении 2 — вообще не двигается стрелка, манометр меняли посадочное место продували и тд
6 как ни странно, но двигая рычаг на гидропанели уменьшая подачу, а шланги наоборот аж привстают от давления, если двигать рычаг в лево типа увеличивая скорость,… то шланги наоборот опускаются…. карочь как то все наоборот получаетя
все резинки в панели поменяли, даже те 2 шарика выколупали… и да,там еще кроме шариков есть штифт вроде все просто… а пришлось высверливать
Изменено 22.06.2020 07:44 пользователем julio22031970
§
спрошу пока тут, если еще будут вопросы — наверно это в отдельную тему
итак есть жигулевская головка(на ней тренируюсь), головка варена, высота сварочного валика 2-3 мм, расположение валиков по всей поверхности головы.
каков алгоритм действий?
1 установили голову, обкатали прибором
2 по сколько снимать? по 2 сотки? 4 сотки или?
почему спрашиваю:
шлифнул пол головы для понимания, валики сварки снносятся быстро, давал подачу 3-4 сотки, потом когда вышел в плоскость 1-2 сотки… вроде не плохо, но местами есть типа пошкрябали…. после того как все тормознул увидел на камне вкрапления алюминия, и от не вычислил когда круг набрал люминя … или когда сносил валики сварки при относительно большой подаче или в процессе выравнивания плоскости
в общем как правильно поступили бы вы?
и еще:
допустим головку попарился установил крассиво… круг набрал на себя алюминия, нужно шарошить камень! и от что? опять демонтировать головку ставить шарошку? или есть тех решения какието?
Низкий и высокий уровень масла в двигателе
Недостаточное количество смазочного материала в силовом агрегате приводит к масляному «голоданию»:
- увеличивается нагрев двигателя;
- начинается «сухое» трение между подвижными и неподвижными элементами;
- увеличивается износ деталей и узлов.
После этого в определенный момент ДВС заклинит или разрушится один из его элементов.
При резком снижении объема моторной жидкости, на приборной панели включится соответствующая лампочка. При незначительной утечке (150-250 мл) индикатор обычно не срабатывает.



Признаки низкого уровня смазки в двигателе внутреннего сгорания:
- высокий уровень шума при работе мотора;
- появление посторонних звуков;
- увеличение рабочей температуры ДВС;
- увеличение периодов срабатывания системы охлаждения.
Не менее неприятен для мотора и перелив смазочных материалов. В таких условиях двигателю становится труднее работать, повышаются нагрузки на маслонасос, коленвалу становится сложнее вращаться, ухудшается динамика разгона, работа педали газа становится менее четкой, увеличивается расход топлива, а сальники и прокладки могут давать течь.
Если нет возможности слить жидкость через сливную пробку на поддоне картера, можно попробовать извлечь лишнюю смазку через заливную горловину с помощью специального (или медицинского) шприца.
Охлаждение : Приоритет СОЖ № 3 для ЧПУ
Температура инструмента является самым большим фактором, влияющим на срок службы инструмента. Немного тепла — это хорошо, так как он размягчает рабочий материал, облегчая резку. Много тепла — это плохо. Инструмент размягчается, что означает, что он изнашивается, тускнеет, а сила резания резко возрастает. От этого становится жарче, и вскоре у вас возникает порочный круг. Обратите внимание, что допустимое количество тепла зависит от материала инструмента и покрытия. Твердосплав выдерживает гораздо более высокие температуры, чем HSS.
Некоторым покрытиям, таким как TiAlN, для правильного выполнения своей работы требуются более высокие температуры. Преимущества TiAlN даже не проявляются, пока не будет достаточно тепла, чтобы «активировать» его. Поэтому TiAlN часто используется без СОЖ для ЧПУ. Фактически, отключение охлаждающей жидкости для ЧПУ часто может увеличить срок службы инструмента при правильных условиях, поскольку это позволяет избежать шокового охлаждения. Что такое шоковое охлаждение? Твердосплав образует микротрещины под воздействием термических ударов неравномерного нагрева и охлаждения. Представьте себе, что стекло, нагретое кипятком, погружается в ледяную воду. Он треснет. Такое «шоковое охлаждение» может повлиять на срок службы инструмента в высокопроизводительных задачах.
Sandvik в своем учебном курсе по режущему инструменту рекомендует избегать заливной охлаждающей жидкости или ее большого количества, чтобы избежать этой проблемы . Слишком большое количество тепла вызывает тепловое расширение. Это не способствует точности, поскольку приводит к изменению размера вашей заготовки. Еще поговорим о типе охлаждающей жидкости. Существуют водорастворимые СОЖ для ЧПУ и СОЖ масляной основе. С точки зрения охлаждения, водорастворимые хладагенты выигрывают. Сколько? Рассмотрим эти данные:
| СОЖ для ЧПУ | Удельная теплоемкость охлаждающей жидкости | Сталь А (закаленная)Снижение температуры% | Сталь Б (отожженная)Снижение температуры% |
| Воздуха | 0,25 | ||
| Комбинированное масло высокой вязкости | 0,489 | 3.9 | 4,7 |
| Комбинированное масло низкой вязкости | 0,556 | 6 | 6 |
| Водный раствор смачивающего средства | 0,872 | 14,8 | 8,4 |
| Водный раствор «соды», 4% | 0,923 | — | 13 |
| Воды | 1,00 | 19 | 15 |
Эффективность различных СОЖ для ЧПУ при отводе тепла соответствует удельной теплоемкости.
Следует обратить внимание, на то, что воздух примерно на 1/4 хуже воды отводит тепло. На самом деле это не так плохо, как кажется, поскольку вода переносит в 25 раз больше тепла, чем воздух. Причина разницы в том, что охлаждающая жидкость не везде обеспечивает эффективный контакт. Охлаждающие жидкости для ЧПУ на масляной основе примерно вдвое эффективнее, чем охлаждающие жидкости на водной основе. Помимо этого и соображений здоровья неудивительно, что многие производства перешли на водорастворимые охлаждающие жидкости — они лучше охлаждаются. . С другой стороны, масло лучше смазывает, и все еще есть некоторые области применения, в которых машинисты могут предпочесть масло водорастворимым СОЖ. И последнее об охлаждающих жидкостях. При превышении определенной критической поверхностной скорости все они начинают работать примерно одинаково. Чем быстрее вы едете, тем меньше у них охлаждающего эффекта. На более высоких скоростях большой поток охлаждающей жидкости не успевает пробиться во все укромные уголки и трещины. Охлаждение становится все менее и менее постоянным. Это также способствует эффектам ударного охлаждения, которые затрудняют работу СОЖ с ЧПУ на сроках службы твердосплава при превышении определенных скоростей.
С другой стороны, масло лучше смазывает, и все еще есть некоторые области применения, в которых машинисты могут предпочесть масло водорастворимым СОЖ. И последнее об охлаждающих жидкостях. При превышении определенной критической поверхностной скорости все они начинают работать примерно одинаково. Чем быстрее вы едете, тем меньше у них охлаждающего эффекта. На более высоких скоростях большой поток охлаждающей жидкости не успевает пробиться во все укромные уголки и трещины. Охлаждение становится все менее и менее постоянным. Это также способствует эффектам ударного охлаждения, которые затрудняют работу СОЖ с ЧПУ на сроках службы твердосплава при превышении определенных скоростей.
Кстати, на форумах постоянно спрашивают, какую охлаждающую жидкость любят и используют. Мы провели серьезное исследование, по результатам которого было составлено руководство для покупателей по охлаждающим жидкостям для ЧПУ.
Сферы использование токарного оборудования
Токарно-винторезные станки различаются по весу и размеру, что напрямую зависит от отрасли, где они применяются. На них могут изготавливаться короткие и длинные, тонкие и широкие детали. На этих токарных станках может выполняться нарезка внутренней и внешней резьбы деталей. Чем тяжелее деталь, тем массивнее станок для её обработки.
Токарное оборудование лёгкого веса используется:
- в экспериментальных цехах;
- в приборостроении;
- в изготовлении деталей часовых механизмов.
Этот вид может иметь механическую подачу болванок к резцу, что позволяет ускорить изготовление одинаковых деталей, при необходимости выпуска их небольшими партиями. Для выпуска штучных изделий этот механизм не требуется, что отразится на конструкции токарного станка.
В промышленном производстве резьбовых деталей и инструментов чаще используются станки среднего веса. В их конструкции много автоматических систем, которые наравне с роторными механическими частями требуют профилактических проверок и отладок. Движущимся, закручивающимся, вращающимся, режущим и сверлящим деталям необходима регулярная смазка.
Токарное оборудование тяжёлого веса используется для более однообразных операций. На нём вытачиваются:
- валы;
- турбины;
- колёса на железнодорожные составы.
https://youtube.com/watch?v=SNAKlrlLhR8
Несмотря на небольшой ассортимент продукции и небольшой выбор операций, станки эти простыми назвать нельзя. В его конструкции также много узлов требующих постоянного ухода и контроля. Смазка и очистка деталей усложняется из-за большого их веса.
Обслуживание фрезерного станка
- Пуско-наладочные работы.
- Диагностика.
- Настройка программного обеспечения.
- Замена или ремонт деталей.
- Установка дополнительных узлов и др.
Однако при возникновении серьезных проблем требуется ремонт оборудования, который может быть капитальным, плановым и аварийным.
Техническое обслуживание фрезерных станков
Стандартное техобслуживание:
- Осмотр установки.
- Чистка и смазка направляющих, реек, ШВП.
- Перепроверка и регулировка геометрии столешницы и портала.
- Программирование инвертора.
- Предоставление советов по взаимодействию с установкой.
Расширенное обслуживание:
- Диагностика деталей.
- Смена жидкости в системе охлаждения.
- Разборка и сборка вентилятора.
- Если необходимо, то проводится замена стола.
- Настройки программ и ознакомление с обновленными опциями.
- Полномерный список стандартного обслуживания.
16к20 смазка
В станке применена, автоматическая система смазки шпиндельной бабки и коробки подач.
Принцип действия
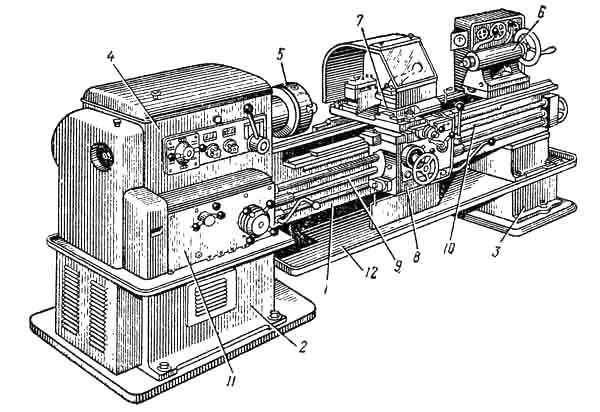
Шестеренный насос, приводимый от электродвигателя главного привода через ременную передача, засасывает масло из резервуара и подает его через сетчатый фильтр к подшипникам шпинделя и на маслораспределительные лотки. Примерно через минуту после включения электродвигателя начинает вращаться диск маслоуказателя 1 на шпиндельной бабке, постоянное вращение которого свидетельствует о нормальной работе системы смазки. Из шпиндельной бабки и ко робки подач масло через заливной сетчатый фильтр 8 с магнитным вкладышем сливается в резервуар.
Указания по эксплуатации
В процессе работы необходимо следить за вращением диска маслоуказателя 1 на шпиндельной бабке. При его остановке необходимо тут же выключить станок и очистить сетчатый фильтр 7. Для этого его надо вынуть из корпуса резервуара, предварительно отсоединив трубы, отвернуть гайку, расположенную в нижней части, и снять фильтрующие сетчатые элементы в пластмассовой оправе. Каждый элемент промыть в керосине до полного очищения. Нельзя продувать фильтрующие элементы сжатым воздухом, т. к. это может привести к повреждению мелкой сетки. После очистки фильтр собрать, установить в резервуар и подсоединить трубы.
Рисунок — Карта смазки станка 16к20
Для очистки заливного фильтра 8 с магнитным вкладышем удалить его из резервуара, снять крышку, вынуть из стакана магнитный вкладыш и промыть в керосине все поверхности.
Заливной фильтр 8 нужно чистить один раз в месяц,
ВНИМАНИЕ! Фильтры 7 и 8 необходимо обязательно чистить перед и после каждой смены масла
Обслуживание системы смазки
Ежедневно перед началом работы нужно проверять по указателю уровень масла в резервуаре и при необходимости доливать его через отверстие заливного фильтра 8. При замене масла слив из резервуара осуществляется через пробку 4. Перед тем, как заполнить резервуар маслом, его надо очистить и промыть керосином.
Смазка фартука
Смазка механизма фартука автоматическая, осуществляется от индивидуального плунжерного насоса 5. Масло заливается в корпус через отверстие 6, закрываемое пробкой, а спивается через отверстие 4. Уровень масла контролируется по маслоуказателю 1 на лицевой стороне фартука.
Смазку направляющих каретки и поперечных салазок про— изводят в начале и в середине смены, до появления масляной пленки на направляющих. При винторезных работах смазка направляющих, а также опорных втулок ходового винта, размещенных в фартуке производится при включенной маточной гайке.
Смазка ходового винта
Смазка опор ходового вала и ходового винта, а также задней бабки осуществляется фитилями из резервуаров, в которые масло заливается через отверстие 6, закрываемое колпачком. Резервуар задней бабки заполняется до вытекания масла через отверстие 1 на лицевой стороне корпуса.
Ежедневно в конце смены снять резцовую головку, очистить ее рабочие поверхности и смазать конусную ось резцедержателя.
Смазка сменных шестерен
Сменные шестерни и ось промежуточной сменной шестерни (точка 9) смазываются вручную консистентной смазкой.
Остальные точки смазываются вручную при помощи масленки, поставляемой со станком.
Плановая смазка
Обслуживание станка предполагает использование разных типов минеральных масел. Для подшипников традиционно используется солидол. Густота масляного состава зависит от скоростей и степени нагрузки, чем они меньше, тем меньше и показатели густоты смазочных материалов. Токарное оборудование при нагрузке нагревается до определенной температуры, с учетом этого показателя производители и устанавливают рекомендуемую марку масла.



Лучше определить, какой вид солидола подойдет для смазки конкретного узла станка, эта информация обычно указана на страницах технического паспорта.
Отличия есть не только в маслах, но и в способах смазки отдельных частей, для токарного оборудования применимы такие варианты:
-
Циркуляционный. В конструкции есть специальный нагнетающий насос, он под давлением транспортирует масляные составы по трубкам, которые ведут к определенным узлам.
-
Картерный. Используется для покрытия маслом коробки споростей, системы червячной передачи фартука. Также картерным способом смазывается коробка подачи. Для осуществления способа предусмотрена специальная емкость, заполненная до нужного уровня, и зубчатые колеса, которые и осуществляют разбрызгивание. Чтобы следить за уровнем масла, в конструкции установлены контрольные глазки и специальный указатель.
-
Фитильный. Способ максимально простой и старый, но отличается высокой надежностью. В системе токарного станка используется как дополнение к картерному смазыванию если есть риск, что масло не дойдет до цели. В трубку запихивают фитиль, расстояние от него до смазываемой поверхности должно быть в пределах 6-8 мм.
-
Ручной. При помощи ручного варианта производится смазка подшипников, каретки и других узлов, работа которых сопровождается трением. Масленки нужно заполнить, в случае с солидолом удобно использовать шприц. Ручное смазывание проводится каждый день, когда токарный станок работает.
Станочник должен постоянно при необходимости доливать масло, а также, примерно раз в месяц – полностью его заменять. Указанная периодичность является примерным средним показателем, но все зависит в конкретном случае от оборудования и интенсивности работы над ним. Обслуживание также включает в себя промывку и очистку не только фильтра, но и зубчатых колес и фитилей.
Применение всех 4 способов смазки обеспечивает полноту технического обслуживания, ведь маслом смазываются все узлы, которые этого требуют. Это позволяет значительно продлить срок службы деталей станка.
1 Станок 1К62 — назначение, область использования
Модель станка 1К62, пришедшая на смену устаревшей модификации 1А62, начала выпускаться Московским станкостроительным заводом «Красный пролетарий» в 1956 году. Серийное производство агрегата продлилось вплоть до 1971 года.
Помимо стандартных токарных операций, данный станок позволяет производить нарезание резьбы пяти типов: питчевой, архимедовой, модульной, метрической и дюльмовой. 1К62 оснащен шпинделем повышенной жесткости (смонтирован на специальных подшипниках), что дает возможность обрабатывать на станке заготовки из каленой стали. Также допустимо применения ударной нагрузки, которая не влияет на точность обработки.
К преимуществам 1К62 относится — мощный двигатель, жесткость конструктивных узлов, обширный диапазон скоростей, минимальный уровень вибрации при работе. В совокупности все это позволяет выполнять высокопроизводительную обработку металлических деталей.

Внешний вид станка
1К62 классифицируется как лобовой станок — это оборудование, способное работать с заготовками большого диаметра но малой длины. В конструкции предусмотрена поперечная регулировка задней балки, дающая возможность обтачивать пологие конуса. Также балка посредством замка может соединяться с нижней секцией суппорта, что увеличивает функциональные возможности при выполнении сверлильных операций.
1.1 Особенности конструкции
Устройство агрегата предполагает возможность установки люнетов двух типов — подвижных, диаметром 20-80 мм, и неподвижных — от 20 до 130 мм. Данный станок предназначен для обработки деталей диаметром до 400 мм (при установке над станиной) и прутков 45 мм.
В качестве двигателя используется мотор асинхронного типа мощностью 10000 Вт, выдающий до 2000 об/мин. Всего предусмотрено 23 режима скорости, минимальные обороты — 12.5 об/мин, максимальные — 2000 об, что позволяет выбрать оптимальный режим обработки металлов любой твердости. Регулировка скорости вращения шпинделя и настройка подачи суппорта (продольной и поперечной) выполняется посредством изменения положения шестерни коробки скоростей, для управления которой предусмотрены специальные рычаги. Сами шестерни являются сменными.
За подачу суппорта в станке 1К62 отвечает вспомогательный асинхронный движок на 1000 Вт (до 1400 об/мин). Оба движка оснащены тепловым реле, которые обеспечивают защиту моторов от перегрева. Функцию защиты от коротких замыканий выполняют плавкие предохранители. Конструктивное устройство 1К62 делает станок одинаково эффективным как в силовом, так и в скоростном резании.
Шпиндель в станке 1К62 устанавливается на специальных подшипниках, обеспечивающих повышенную жесткость узла, что в свою очередь дает улучшенную точность обработки заготовок. Согласно классификации по ГОСТ №8-82, данная модель относится к первой группе точности «Н». На станок могут устанавливаться трехкулачковые (диаметр — 250 мм) либо четырехкулачковые (400 мм) патроны самоцентрирующегося типа.
Конструкция станка 1К62
Приведенная схема демонстрирует конструктивное устройство 1К62, где:
- Станина.
- Передняя тумба.
- Задняя тумба.
- Передняя бабка.
- Патрон.
- Задняя бабка (является регулируемой, может перемещаться по направляющей и устанавливаться на необходимом от передней бабки расстоянии);
- Резцы (главный рабочий инструмент) и резцедержатель;
- Фартук и размещенные на нем механизмы продольной и поперечной подачи суппорта.
- Ходовой вал.
- Ходовой винт.
- Коробка подач.
- Корыта для сбора стружки и слива охлаждающей жидкости.
Также существует две модификации данной модели. Наиболее распространенным является станок 1К62Д, который отличается увеличенным на 10 мм отверстием шпинделя и отсутствием в предохранительном механизме фартука падающего червяка. По остальным узлам и механизмам данные агрегаты идентичны.
Серьезно отличается от 1К62 его более современная версия — токарно винторезный станок 1К625. В данной модификации до 500 мм увеличен диаметр обработки над станиной, и до 250 мм над суппортом. Максимальный ход каретки вырос с 1330 до 920 мм. Все это позволяет обрабатывать детали большего размера. Мощность движка, частота оборотов и функциональные возможность в данном станке остались неизменными.