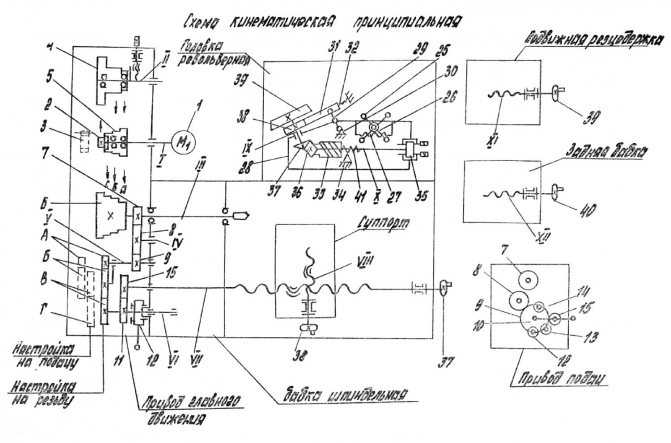
Схема кинематическая токарно-винторезного станка ТН-1
Кинематическая схема токарного-винторезного станка тн-1
Цепь привода главного движения токарного станка тн1
В этой цепи вращение шпинделя осуществляется от электродвигателя 1 через клиноременную передачу. Предусмотрено 9 рабочих частот вращения шпинделя.
Две ступени (200 и 271 об/мин) можно получить, если шкив 2, жестко сидящий на валу электродвигателя 1, соединить ремнем с промежуточным шкивом 4, а тот, в свою очередь по ручью «а»— со шкивом 5, свободно вращающимся относительно вала электродвигателя 1, Со шкива 5 по одному из двух свободных ручьев «в» или «с» вращение передается непосредственно на шкив 6, жестко связанный со шпинделем.
Одна ступень (650 об/мин) получается путем передачи вращения со шкива 5 прямо на шкив 6, минуя промежуточные шкивы 4 и 5.
Еще две ступени 525 и 1000 об/мин) можно получить, если на шкив 2 надеть сменный шкив 3, чтобы торец, на котором имеются кулачки, был обращен наружу Со шкива 3, как и в первом случае, вращение передается на промежуточный шкив 4, а с него, по ручью «в» на шкив 5, который передает вращение шкиву 6 по ручьям «а» или «с».
Оставшиеся четыре ступени (1200, 1700, 2800 и 3200 об/мин) получаются, если вал электродвигателя 1 соединить со шкивом 5 через шкив 3 с помощью кулачков, имеющихся на одном из торцев последнего. Тогда по любому из четырех ручьев вращение можно передавать на шкив 6.
Цепь привода подач
Перемещение суппорта вправо и влево осуществляется ходовым винтом VII.
Вращение на ходовой винт передается непосредственно со шпинделя жестко закрепленным на кем зубчатым колесом 7.
Через зубчатое колесо 8 вращение передается зубчатыми колесами 9 и А, далее на промежуточный валик VI. Имеется два варианта передачи вращения на этот валик:
- первый вариант (на схеме обозначен сплошной линией) через блок зубчатых колес Б-В и колесом Г
- второй вариант (на схеме обозначен пунктирной линией) через зубчатые колеса Б и В
Первый вариант используется для осуществления подачи при обычном точении, второй при нарезании резьбы.
С валиком VI жестко связано зубчатое колесо 11. С этого колеса на колесо 14, закрепленное на левом конце ходового винта, вращение можно передать либо через пару зубчатых колес 12 и 13 и тогда суппорт будет перемещаться влево, либо через зубчатое колесо 11, что обеспечит перемещение суппорта вправо. Все три колеса 11, 12 и 13) смонтированы на поворотном устройстве 12 и находятся в постоянном зацеплении с центральным зубчатым колесом 10. Таким образом, можно осуществлять перемещение суппорта как вправо, так и влево при одном и том же направлении вращения шпинделя.
Имеется также возможность отключать подачу суппорта без останова вращения шпинделя. Это обеспечивается расцеплением зубчатых колес 7 и 8 с помощью того же поворотного устройства.
Поперечное перемещение суппорта осуществляется от маховичка 38 через винт VIII.
Кинематическая цепь револьверной головки
Перемещение корпуса револьверной головки осуществляется при вращении штурвала 25 через передачу зубчатое колесо 26 рейка 27 Зубчатое колесо 26 закреплено на оси штурвала 25, а рейка 27 на салазках револьверной головки.
Поворот инструментального диска 39 на одну позицию осуществляется следующим образом. При перемещении корпуса револьверной головки вправо одно плечо рычага 29, упирается в упор 30 закрепленный в салазках револьверной головки и рычаг 29, поворачиваясь вокруг своей оси вторым плечом выводит фиксатор 31 из зацепления с звездочкой 38. При этом сжимается пружина 32. При дальнейшем перемещении корпуса 28 револьверной головки упор 34 входит в один из шести винтовых пазов барабана 33. При этом барабан 33 начинает поворачиваться. Одновременно поворачивается вал X синхронно с барабаном 33 и через конические зубчатые колеса 36, 37 вал IX с инструментальным диском 39 и звездочкой 38. При дальнейшем движении вправо рычаг 29 соскакивает с упора 30 и пружина 32 заводит фиксатор 31 в соответствующую впадину звездочки 38 фиксируя инструментальный диск револьверной головки 39. Одновременно поворачивается и барабан 35 с регулируемыми упорами. При этом напротив упора 34 располагается соответствующий упор. При движении влево барабан 33 вращается упором 34 в обратном направлении. Кулачки муфты проскальзывают, отжимая пружину 36. Упор 34 выходит из паза кулачка 33. При дальнейшем движении влево осуществляется рабочий ход.
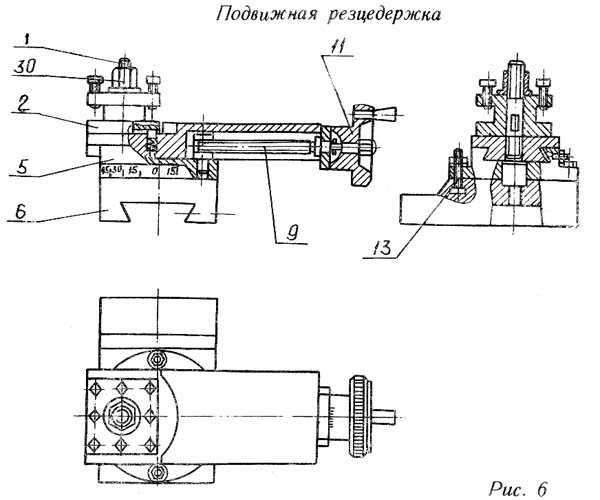
Кинематическая цепь подвижной резцедержки станка ТН-1
Кинематическая цепь подвижной резцедержки станка тн-1
Перемещение подвижной резцедержки осуществляется от маховичка 39 через винт XI.
Неподвижная резцедержка токарного станка тн-1
Конструктивные особенности
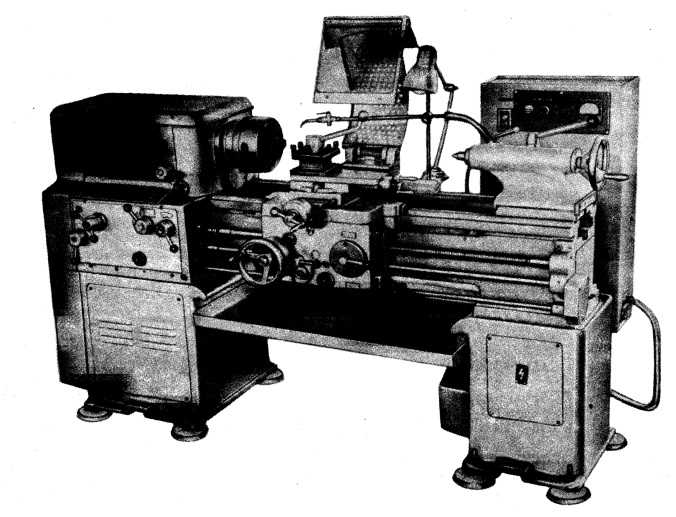
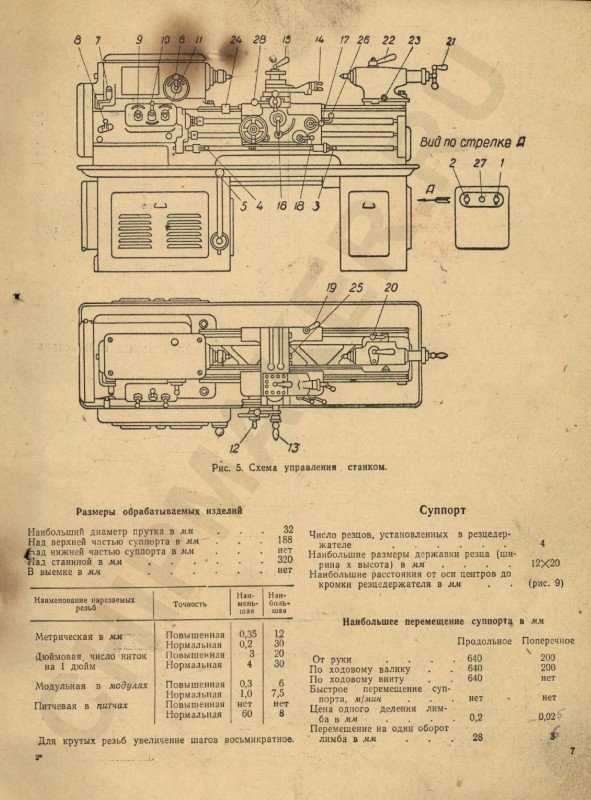
Токарно-винторезный станок ИТ-1М имеет обычную для этого вида оборудования компоновку: станина с направляющими, передняя и задняя бабки и суппорт с резцовыми салазками. Среди его особенностей можно отметить вставку в станину, снятие которой позволяет обрабатывать заготовки большего габарита, а также небольшую мощность главного двигателя, что делает невозможным вести точение с большими глубинами резания. В паспорте станка указано, что на нем можно монтировать приспособления для фрезеровки плоскостей и пазов, а также выполнения расточных и шлифовальных операций.
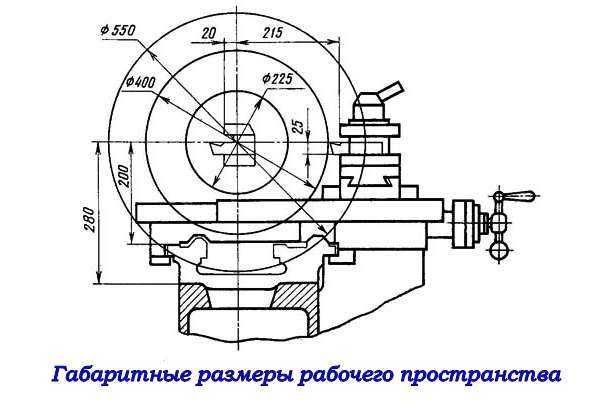
Габаритные размеры рабочего пространства
Геометрия обработки у ИТ-1М практически такая же, как у и самых распространенных токарно-винторезных станков 1К62 и 16К20. Она позволяет обтачивать детали в форме вала длинной до 1400 мм и диаметром до 225 мм и детали в форме диска максимальным диаметром 400 мм (при вынутой вставке – до 550 мм). У укороченной версии этой модели предельная длина заготовки составляет 1000 мм.
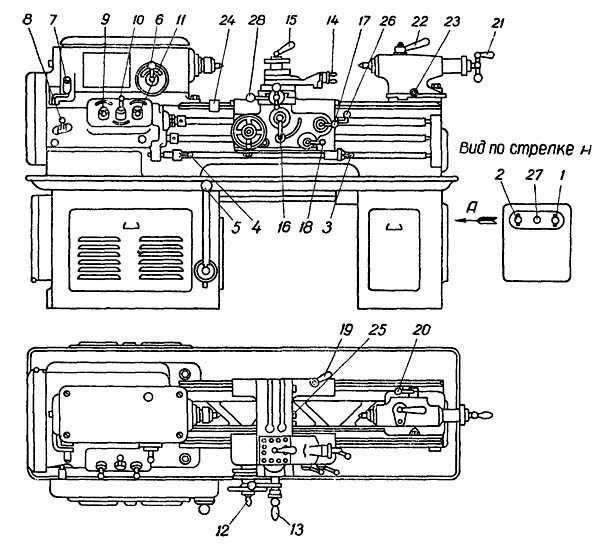
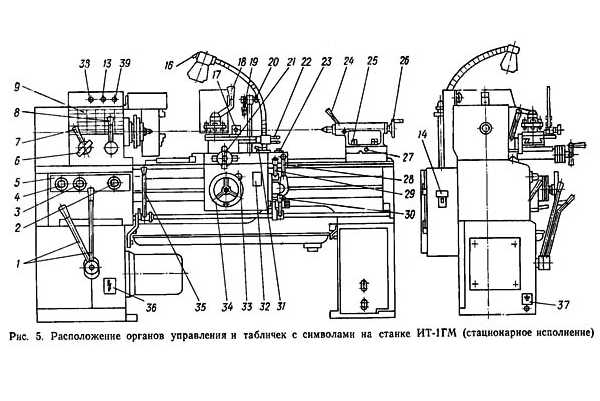
Расположение и функционирование органов управления
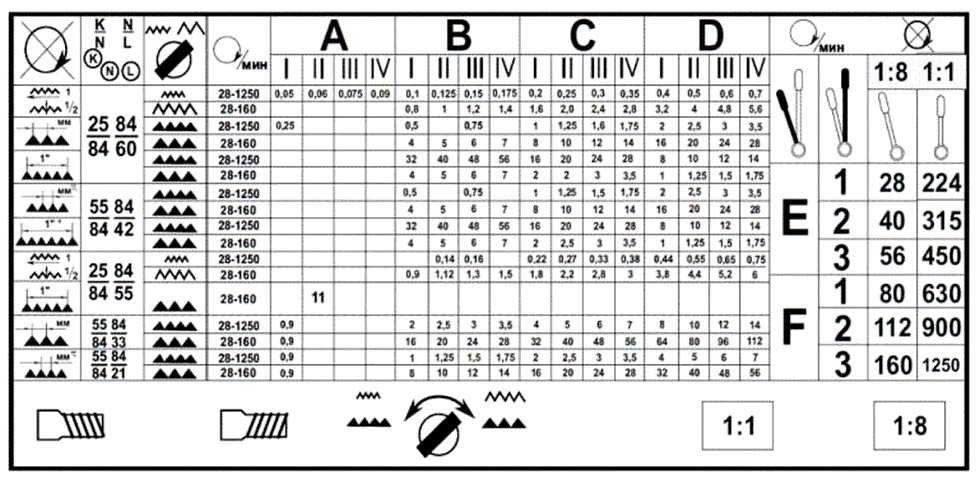
Большинство органов управления токарного станка ИТ-1М смонтированы на его передней бабке. На ее верхней части находится панель с тумблерами (слева направо): переключатель выбора напряжения, выключатель двигателя охлаждения и автоматический выключатель, а в нижней части — рычаг выбора скорости шпинделя. Над ним в ряд располагаются три ручки, посредством которых устанавливается величина подачи, тип и шаг резьбы, а справа от него — рычаг управления вращением шпинделя (включение, реверс и торможение). Под панелью тумблеров находятся рукоятка выбора типа резьбы и ручка перебора.
На фартуке смонтированы следующие органы управления: маховичок позиционирования суппорта, ручка позиционирования каретки и поперечных салазок и ручка ходовой гайки. Над маховичком расположена ручка поперечного перемещения каретки, а над ней рычаг поворота и фиксации резцедержателя. Органы управления задней бабки немногочисленны: штурвал передвижения пиноли и рычаг ее зажима. Помимо этого, здесь же находится гайка, фиксирующая положение задней бабки.



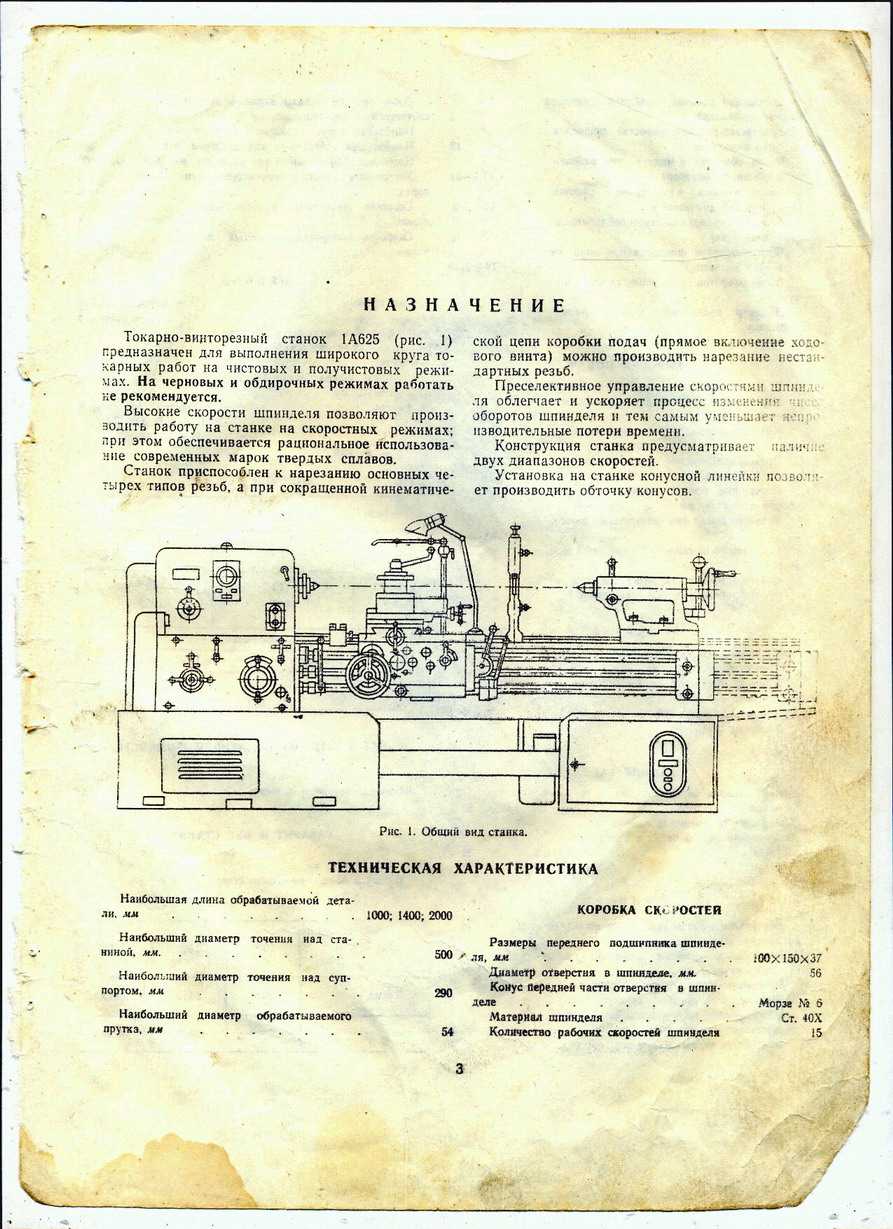
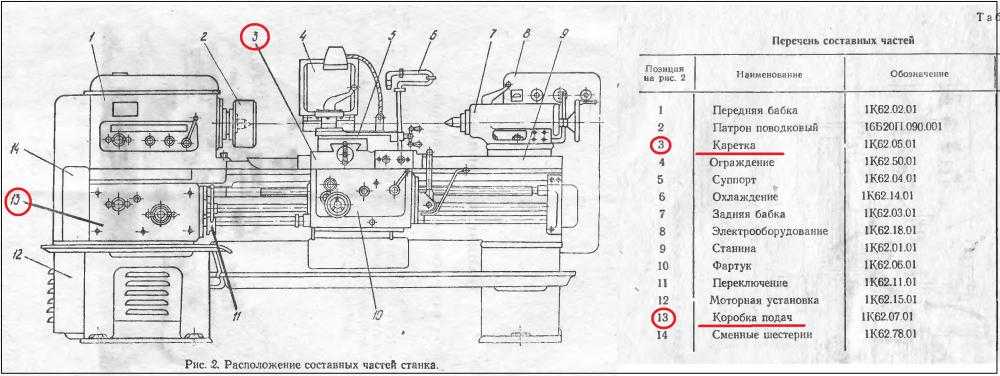
Расположение составных частей
Как у и любого токарного станка, базовый компонент ИТ-1М — это станина с двумя рядами направляющих. Слева на ней смонтирована передняя бабка со шпиндельным узлом и шестеренчатыми механизмами, а справа — задняя бабка с пинолью. По направляющим перемещается суппорт с продольными и поперечными салазками и четырехпозиционым резцедержателем.
Движение к суппорту передается от механизма фартука, смонтированного на ходовом валу и ходовом винте, который через них принимает вращение от механизма коробки подач. Задняя бабка позиционируется вручную и фиксируется зажимной гайкой. Выдвижение пиноли также осуществляется вручную посредством вращения маховичка.
1Е61М Расположение основных узлов и органов управления станком
Расположение органов управления станком 1е61м
Перечень органов управления токарным станком 1Е61М
- Включение масляного электронасоса и соединение с внешней электросетью
- Включение эмульсионного электронасоса
- Упор для пуска, останова и реверсирования шпинделя
- Упор для пуска, останова и реверсирования шпинделя
- Переключение чисел оборотов шпинделя
- Включение перебора передней бабки
- Трензель и механизм восьмикратного увеличения шагов резьб
- Переключение шестерен конуса Нортона
- Включение метрических и модульных, дюймовых и питчевых или точных резьб
- Множительный механизм подач или шагов резьб
- Включение ходового винта или ходового валика
- Маховичок для ручного продольного перемещения каретки
- Перемещение поперечного суппорта
- Перемещение верхних салазок суппорта
- Крепление резцедержательной головки
- Включение продольных или поперечных подач
- Включение гайки ходового винта
- Включение и выключение падающего червяка
- Крепление каретки суппорта к станине
- Крепление задней бабки к станине
- Перемещение пиноли задней бабки
- Крепление пиноли задней бабки
- Поперечное смещение корпуса задней бабки
- Упор автоматического выключения продольной подачи
- Упор автоматического выключения поперечной подачи
- Жесткая фиксация маточной гайки ходового винта
- Включение местного освещения
- Быстрый отвод резца от изделия
Основные узлы токарного станка и их назначение
Источником движений в станке является электродвигатель, который через коробку скоростей (редуктор) передает вращение на шпиндель, а от шпинделя через гитару сменных зубчатых колес и коробку подач вращение передается на ходовой винт м (при нарезке резьбы) или на ходовой вал Н (при других токарных операциях).
Торможение шпинделя осуществляется противотоком.
Короткие заготовки закрепляются в кулачковом патроне, а правый конец длинной заготовки поддерживается центром, расположенным в пиноли задней бабки.
Задняя бабка используется также для закрепления и подачи сверла и другого осевого инструмента.
Суппорт служит для осуществления перемещений закрепленного в резцедержателе резца в продольном и поперечном направлениях.
Механизм фартука преобразует вращательное движение ходового вала или ходового винта в поступательное движение суппорта.
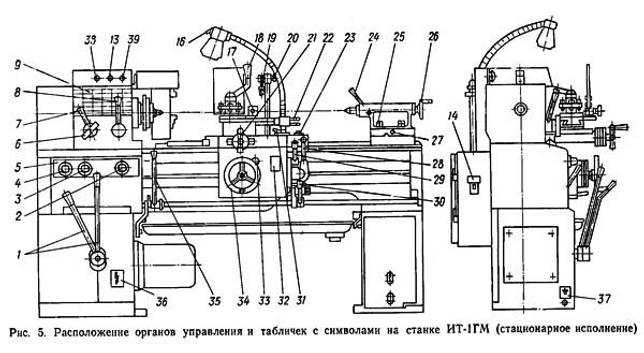
Расположение органов управления токарным станком ИТ-1ГМ
ИТ-1М органы управления облегченным токарно-винторезным станком
Перечень органов управления токарным станком ИТ-1М
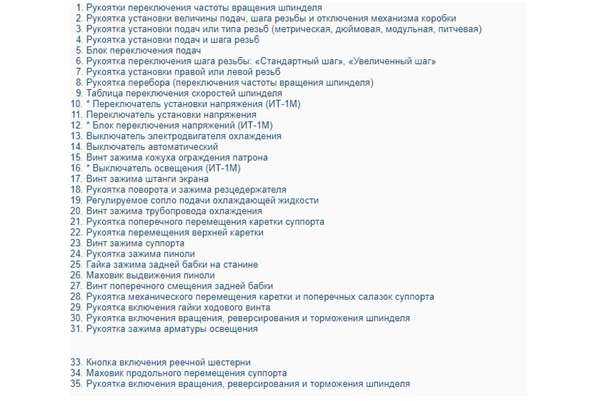
- Рукоятки переключения частоты вращения шпинделя
- Рукоятка установки величины подач, шага резьбы и отключения механизма коробки
- Рукоятка установки подач или типа резьб (метрическая, дюймовая, модульная, питчевая)
- Рукоятка установки подач и шага резьб
- Блок переключения подач
- Рукоятка переключения шага резьбы: «Стандартный шаг», «Увеличенный шаг»
- Рукоятка установки правой или левой резьб
- Рукоятка перебора (переключения частоты вращения шпинделя)
- Таблица переключения скоростей шпинделя
- * Переключатель установки напряжения (ИТ-1М)
- Переключатель установки напряжения
- * Блок переключения напряжений (ИТ-1М)
- Выключатель электродвигателя охлаждения
- Выключатель автоматический
- Винт зажима кожуха ограждения патрона
- * Выключатель освещения (ИТ-1М)
- Винт зажима штанги экрана
- Рукоятка поворота и зажима резцедержателя
- Регулируемое сопло подачи охлаждающей жидкости
- Винт зажима трубопровода охлаждения
- Рукоятка поперечного перемещения каретки суппорта
- Рукоятка перемещения верхней каретки
- Винт зажима суппорта
- Рукоятка зажима пиноли
- Гайка зажима задней бабки на станине
- Маховик выдвижения пиноли
- Винт поперечного смещения задней бабки
- Рукоятка механического перемещения каретки и поперечных салазок суппорта
- Рукоятка включения гайки ходового винта
- Рукоятка включения вращения, реверсирования и торможения шпинделя
- Рукоятка зажима арматуры освещения
- Кнопка включения реечной шестерни
- Маховик продольного перемещения суппорта
- Рукоятка включения вращения, реверсирования и торможения шпинделя
- * Кнопка «Стоп» (ИТ-1М)
- * Лампа сигнальная (ИТ-1М)
- Кнопка предварительной подготовки
- * Переключатель установки напряжения (ИТ-1М)
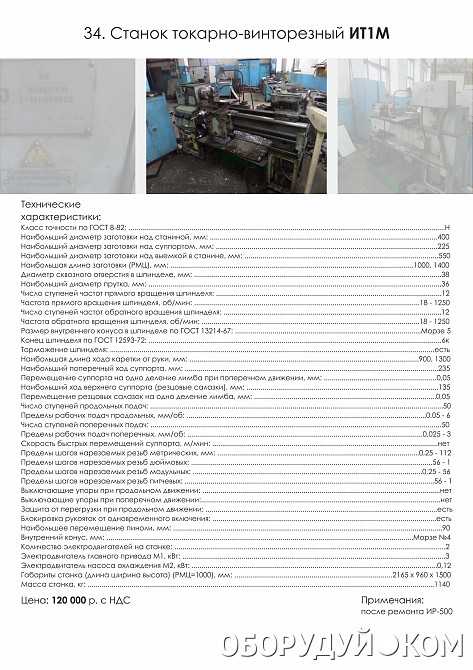
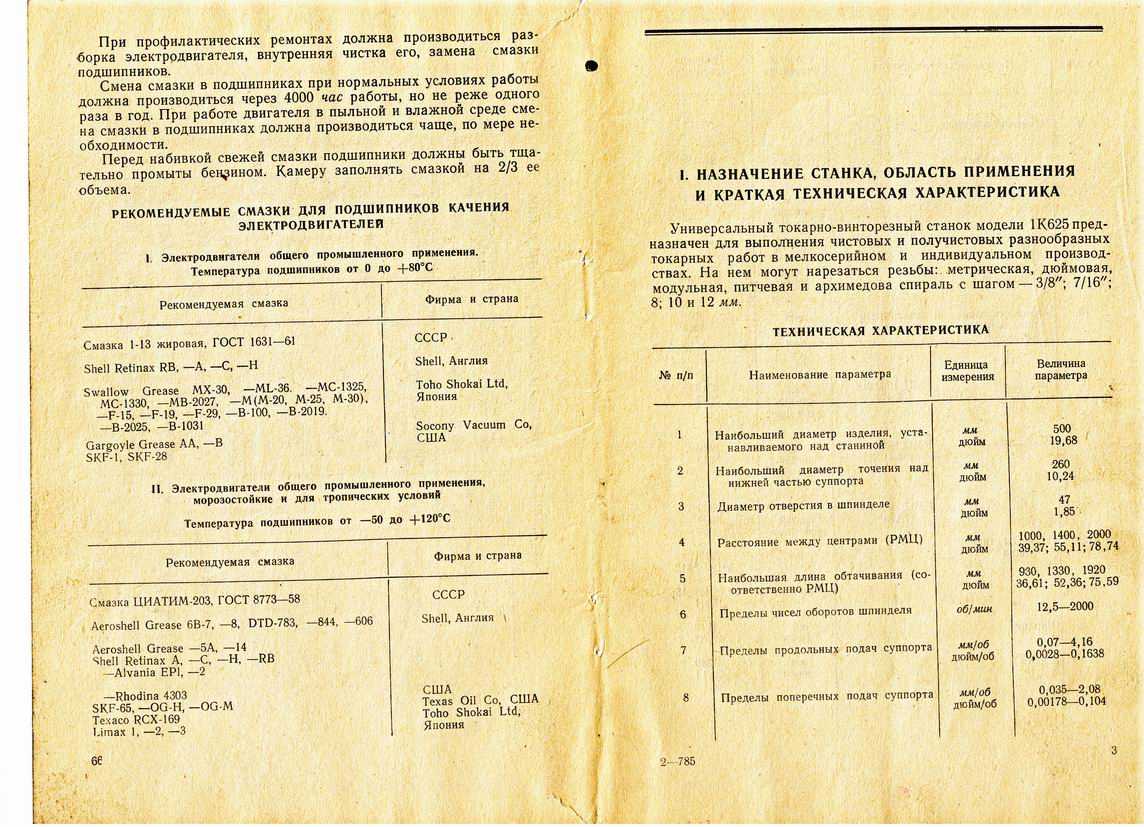
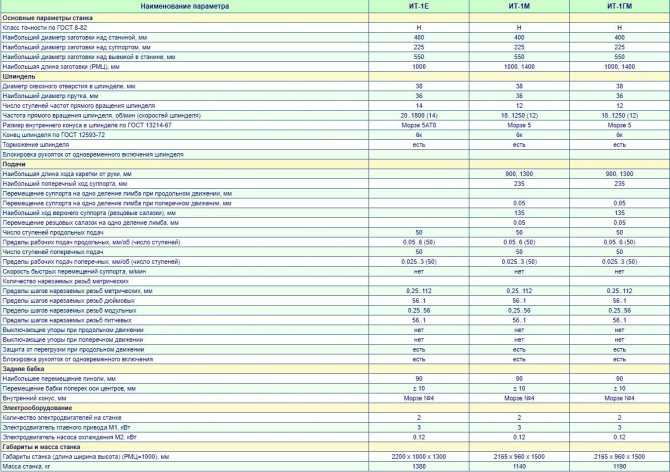
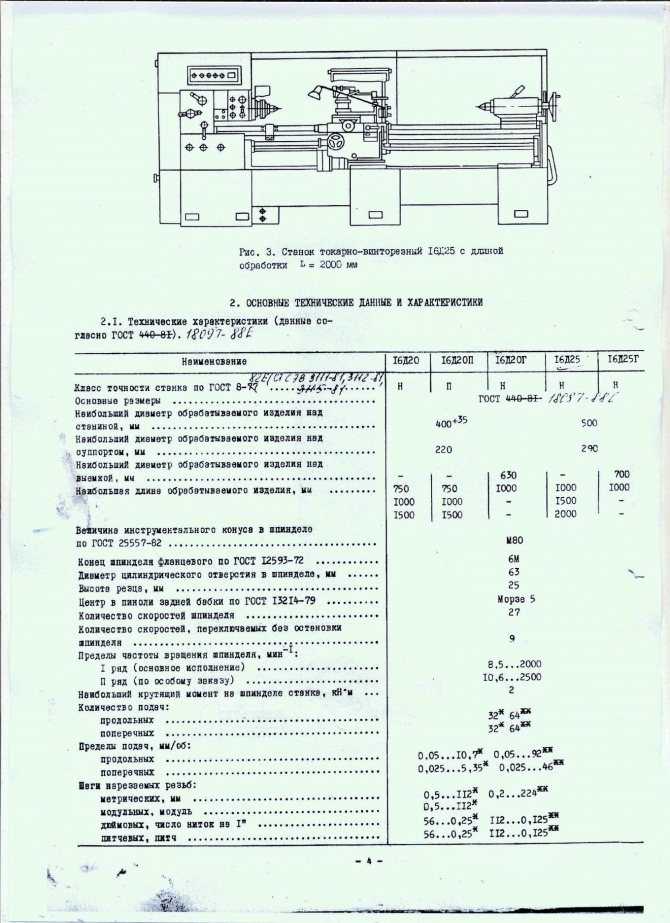
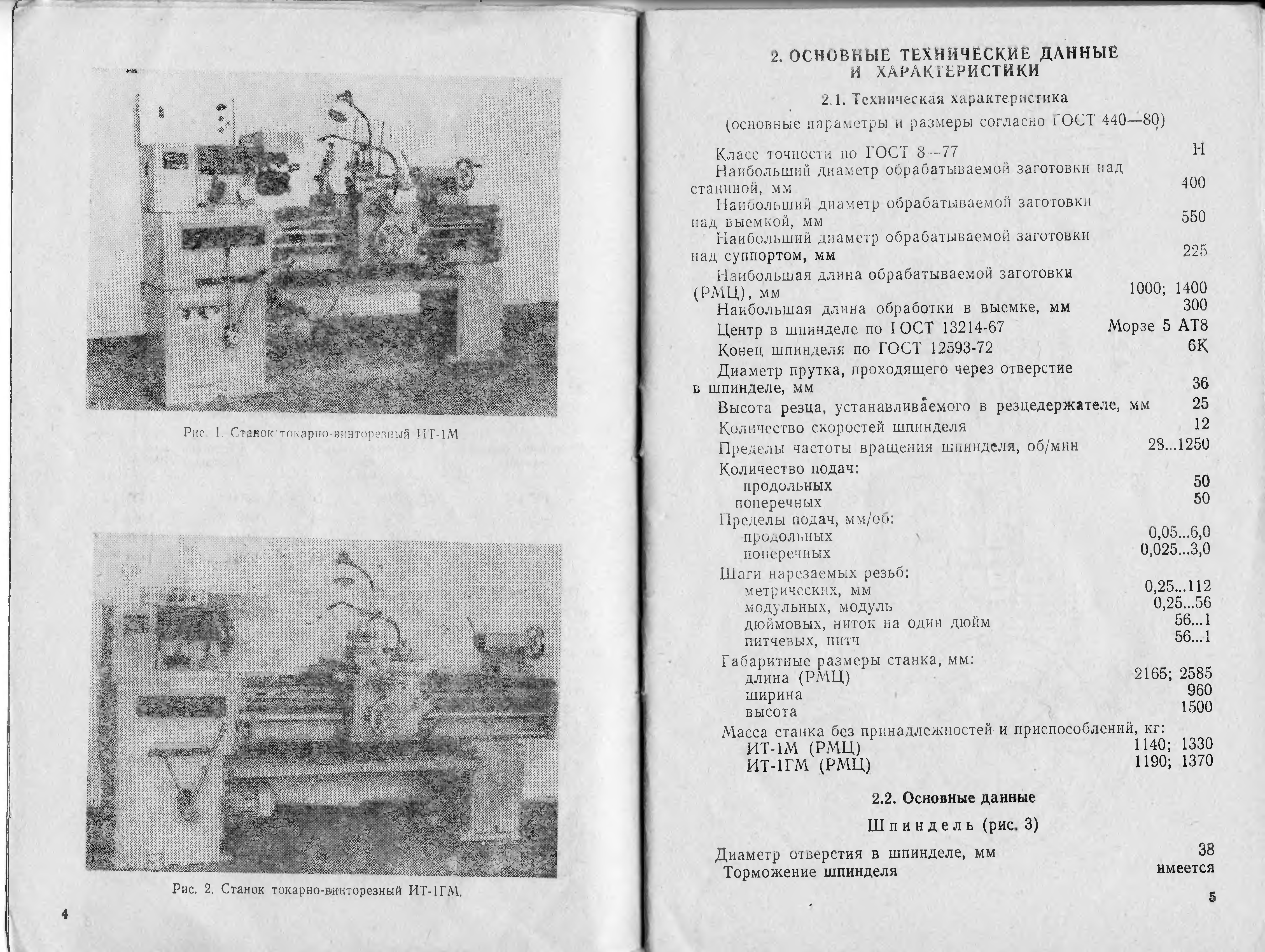
Технические характеристики
Основные характеристики токарного станка ИТ-1М:
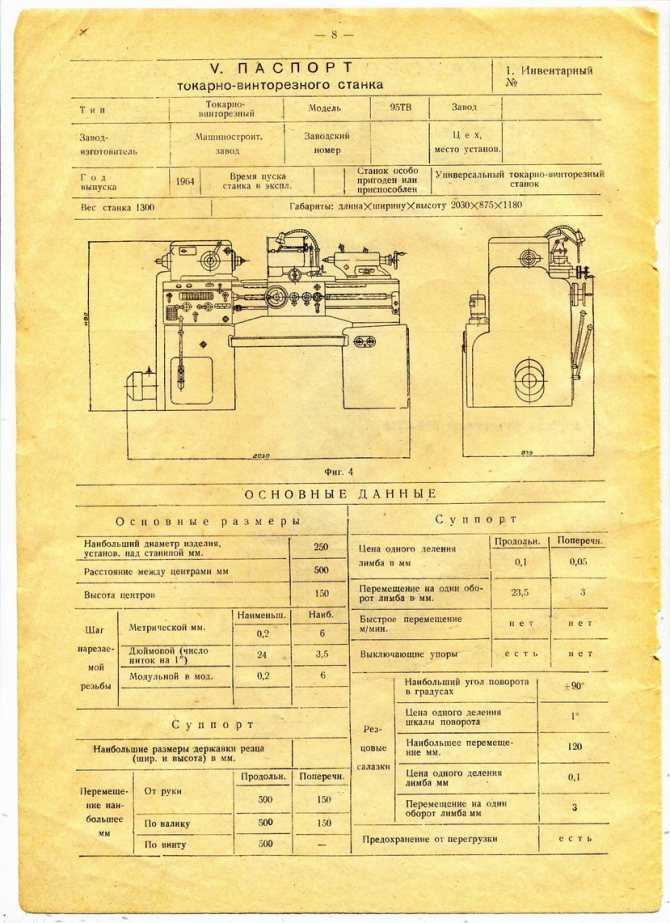
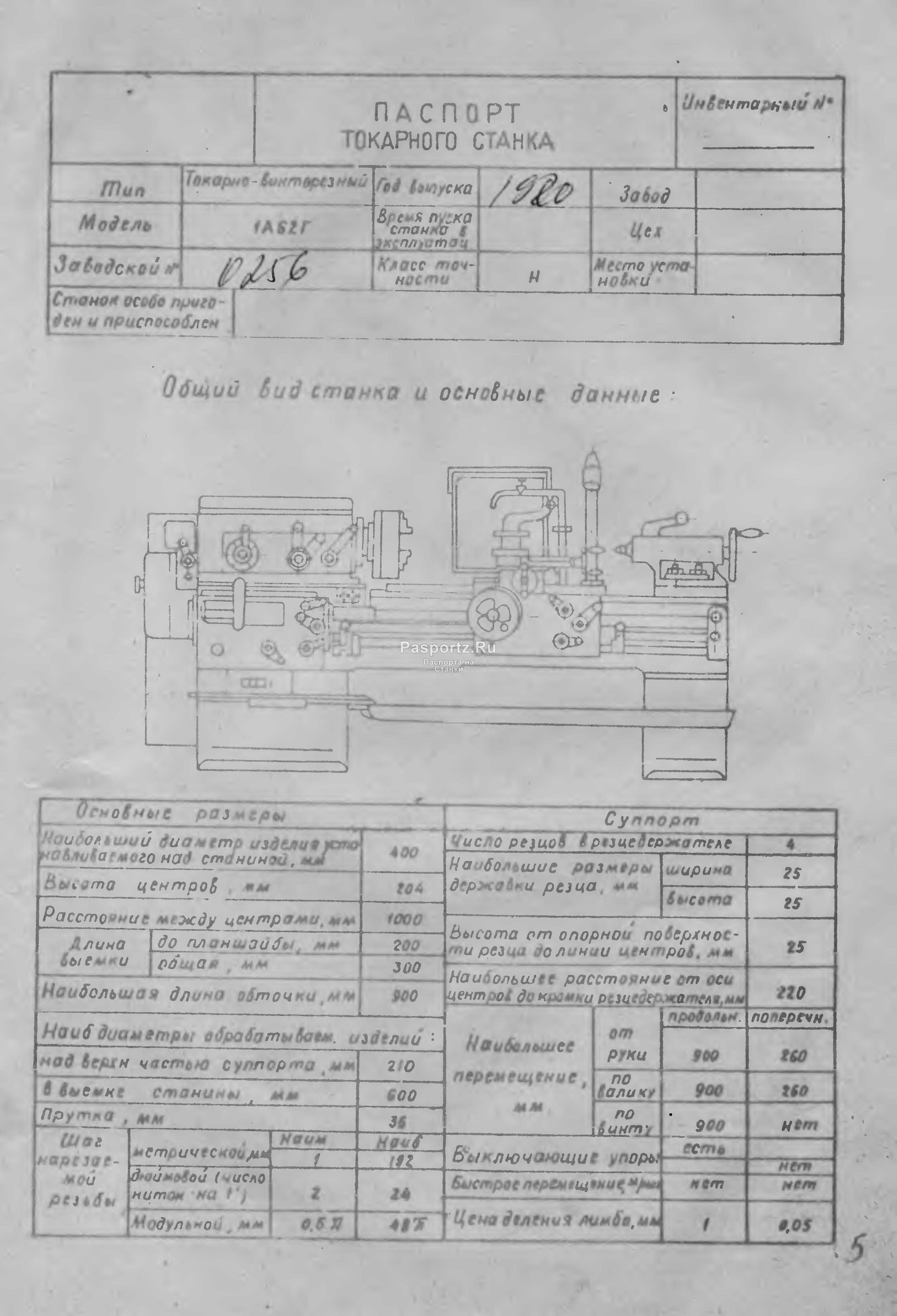
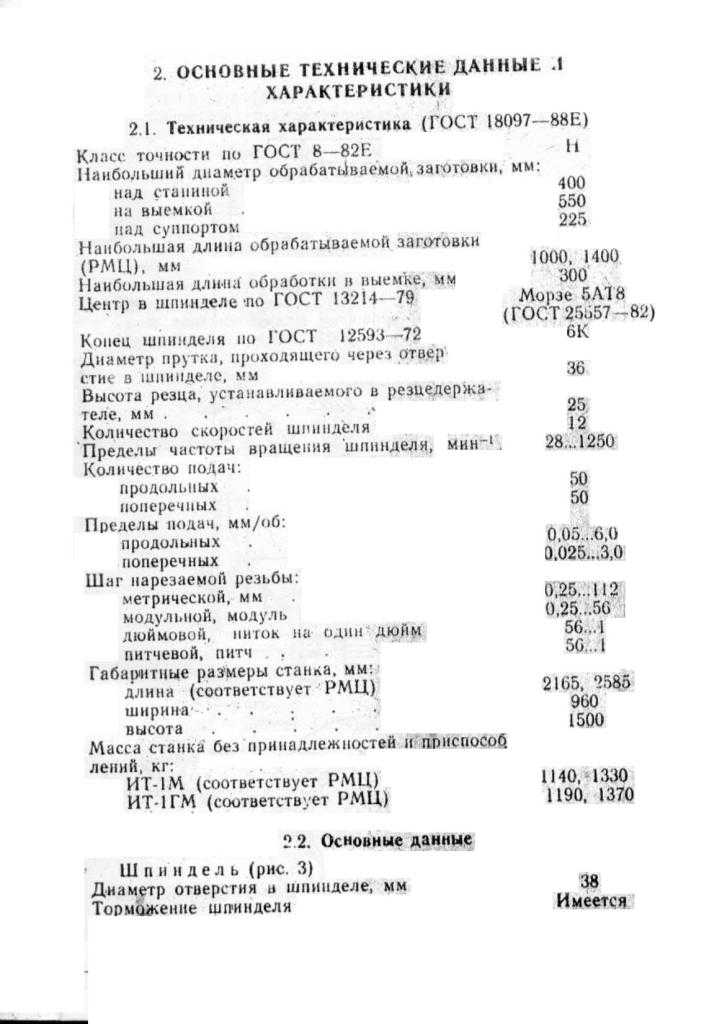
- Максимальный диаметр, обрабатываемого изделия зависит от расположения: непосредственно над станиной – 400, над выемкой – 550, над суппортом – 225.
- В выемке максимальная длина обработки – 30 см.
- Параметры диаметра прутка, проходящего в отверстие шпинделя – 36 мм.
- Количество передач, чтобы переключать обороты шпинделя– 12.
- Ограничение длины заготовки – 140 см.
На станке обеспечивается вращение в прямом и обратном направлении. Основной привод агрегата имеет мощность 3 кВт и номинальную частоту вращения 1410 об/мин. Точность обработки – нормальная (Н).
Толщиномер «ИТ-01». Купить у официального дилера. Выгодная цена. Доставка по Москве и России!
«АПЭЛ ИТ-01» — недорогой и простой прибор для замера толщины немагнитных покрытий на черных металлах. Способен измерять толщину ЛКП до 2000 микрон. Работает при температурах окружающей среды от -60 до +40 ºС. Оборудован светодиодным фонариком. С помощью «АПЭЛ ИТ-01» легко определить истинное состояние кузова автомобиля и с идеальной точностью убедиться в отсутствии или наличии дополнительных слоев краски и грунтовки.
Посмотрите видео — Как работает толщиномер «АПЭЛ ИТ-01»
6 причин купить «АПЭЛ ИТ-01»
- Широкий диапазон измерений. Измеряет толщины немагнитных покрытий на черных металлах от 0 до 2000 микрон.
- Функция непрерывного замера. Позволяет легко определять переходы перекрашенных участков. В данном режиме на индикаторе высвечивается толщина покрытия в измеряемом месте, которая динамически изменяется при перемещении датчика.
- Встроенный мини-фонарик. Позволяет провести подробный визуальный осмотр покрытия и самой машины при плохом освещение или в темное время суток.
- Удобство пользования. Измерительный датчик расположен в нижней части прибора. Благодаря такой конструкции, проведение измерений удобно — пользователь легко добивается устойчивого положения толщиномера и постоянного давления в области контакта. Также рядом с дисплеем расположена удобная панель управления работой толщиномера. Отличается малым весом — около 100 грамм.
- Работоспособность при низких температурах. Измеритель соответствует климатическому исполнению УХЛ, категория размещения 2.1 по ГОСТ 15150-69, что соответствует диапазону рабочих температур от -60 до +40 °С.
- Окупаемость. Благодаря отсутствию дополнительных функций стоимость прибора очень мала — он быстро окупается уже через несколько проверок.
Как работает толщиномер «АПЭЛ ИТ-01»
Принцип работы заключается в том, что при изменении толщины диэлектрического зазора в сердечнике дросселя изменяется индуктивность катушки дросселя. Это изменение фиксирует микроконтроллер и после обработки отображает на цифровом индикаторе в миллиметрах.
Для начала измерения толщины необходимо включить питание индикатора. Прилагая небольшое усилие, плотно прижать индуктивный датчик индикатора к измеряемой поверхности. На дисплее появится толщина измеряемого покрытия в миллиметрах. После измерения индикатор толщины можно отвести от измеряемой поверхности и прочитать показания на дисплее, которые будут соответствовать минимальной измеренной толщине в данной точке. Перед следующим измерением необходимо нажать кнопку сброса показаний.
Где может быть использован толщиномер «АПЭЛ ИТ-01»
Помимо всего прочего, толщиномер станет незаменимым помощником не только для автолюбителей, но и для тех, кто профессионально работает в различных сегментах автомобильного бизнеса. Сегодня такой прибор просто обязан быть в арсенале:
- автосалонов и продавцов подержанных автомобилей — для определения истинного состояния приобретаемой для перепродажи техники;
- автосервисов и СТО — для контроля качества кузовного ремонта и покрасочных работ;
- автомастерских, занимающихся гарантийным обслуживанием автомобилей — чтобы обезопасить себя от недобросовестных клиентов;
- предприятий, специализирующихся на экспертной оценке машин, в т.ч. страховых компаний — для максимально точного определения стоимости автомобилей;
- профессиональных детейлеров и полировщиков — для перевода услуг на научную основу и повышения их качества.
Если у Вас нет информации, какой должна быть толщина заводской краски проверяемого автомобиля, то рекомендуем воспользоваться таблицей толщин заводских красок автомобилей всех марок и моделей эксплуатируемых в России. Таблица составлена специалистами нашего магазина!
Технические характеристики «АПЭЛ ИТ-01»
| Диапазон измерения толщины | от 0 до 2000 микрон (от 0 до 2 мм) |
| Цена деления | 10 микрон (0,01 мм) |
| Источник питания | 2 элемента AAA |
| Напряжение питания (постоянное) | 3 В |
| Номинальный потребляемый ток | не более 60 мА |
| Габаритные размеры | 100 x 50 x 25 мм |
| Масса | 100 грамм |
| Полный срок службы (без учета элементов питания) | не менее 10 лет |
Инструкция по эксплуатации «АПЭЛ ИТ-01»
Руководство по эксплуатации толщиномера «АПЭЛ ИТ-01»
Товар относится к категории приборы для измерения толщины краски. Его можно найти по запросам толщиномер краски автомобиля, толстомер, краскомер для авто, измеритель толщины лкп.

Инструкция по эксплуатации
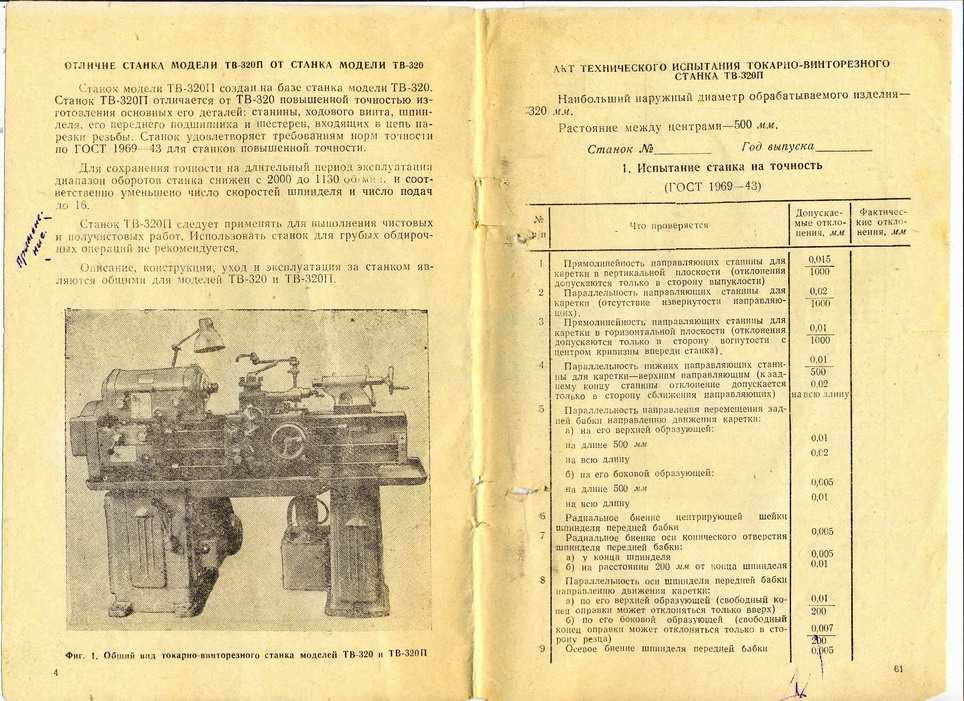
Единственной документацией, которая поставлялась вместе с токарным станком ИТ-1М, является брошюра под названием «Руководство по эксплуатации» объемом 66 страниц. Последней главой этого руководства является паспорт конкретного изделия с указанием комплекта поставки, отметками о приемке, консервации и упаковке, а также подписями ОТК и заказчика
Обращает на себя внимание, что приемо-сдаточные испытания проводились в «кузове-фургоне подвижной ремонтной мастерской типа МРМ»
В целом инструкция по эксплуатации достаточно традиционна и содержит общие виды, чертежи отдельных компонентов, указания по установке, настройке, наладке и эксплуатации, а также кинематическую и электрические схемы станка
Единственно, что обращает на себя внимание — это отсутствие информации о ремонтных циклах и составе работ по отдельным видам ремонтов
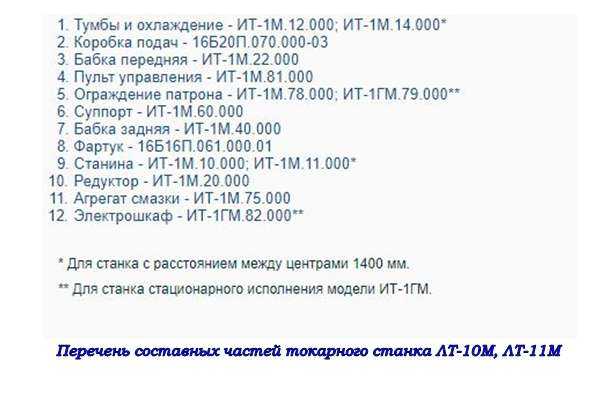
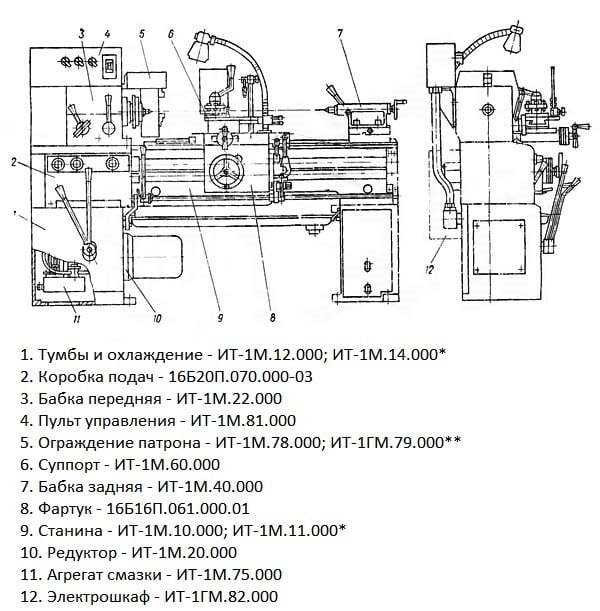
Станок ИТ-1М – характеристики, составные части
К основным узлам агрегата относят:
- аппарат смазки;
- тумбы;
- фартук;
- переднюю бабку;
- электрический шкаф;
- редуктор;
- суппорт;
- коробку подач;
- станину;
- заднюю бабку;
- механизм ограждения патрона;
- пульт управления.
Станок имеет длину 216,5 см, высоту – 150 см, ширину – 96 см. Такие габариты являются достаточными для обработки на нем деталей длиной до 1400 мм с максимальными сечениями:
- 225 мм – над суппортом;
- 550 мм – над выемкой в станине;
- 400 мм – непосредственно над станиной.

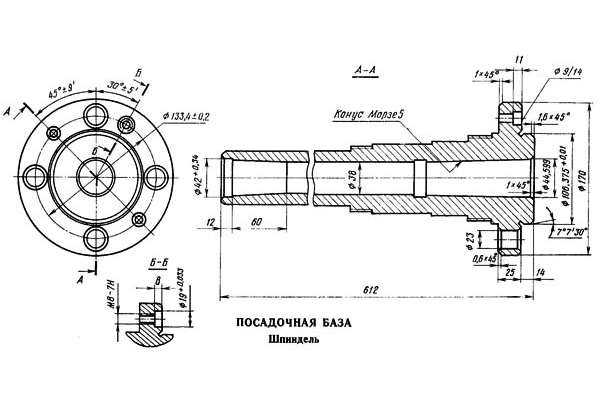
Шпиндель токарного агрегата описывается далее приведенными показателями:
- конец по стандарту 12593 – 6К;
- ступени (вращение в обратном и прямом направлениях) – 12;
- частота вращения – 18–1250 об/мин (вне зависимости от направления);
- сквозное отверстие (величина диаметра) – 38 мм;
- внутренний конус (размер по стандарту 13214) – Морзе 5;
- диаметр прутка (наибольший) – 36 мм.
Добавим, что в станке предусмотрена система торможения шпинделя.
Электрооборудование агрегата состоит из двух двигателей:
- Х14-22М. Электрический двигатель насоса охлаждения с частотой вращения 2,8 тысяч оборотов в минуту, мощностью 0,12 киловатт.
- 4АМ100S4. Электродвигатель главного перемещения. Он вращается с частотой 1410 оборотов в минуту и имеет мощность 3 киловатта.

Важным является то, что электрические цепи агрегата могут работать от сети в 380 и 220 В. В связи с этим перед началом эксплуатации станка следует при помощи одного из пакетно-кулачковых переключателей установить оборудование на требуемое напряжение. Также на агрегате предусмотрено три отдельных переключателя, которые дают возможность включать и отключать:
- освещение рабочего места;
- агрегат охлаждения;
- главный двигатель.
На тумбе станка (на левой) имеется специальный болт, к которому производится подсоединение заземляющей системы. Без заземления работать на агрегате категорически запрещается.
Схема кинематическая токарно-винторезного станка ТН-1М
Цепь привода главного движения токарного станка тн1
В этой цепи вращение шпинделя осуществляется от электродвигателя 1 через клиноременную передачу. Предусмотрено 9 рабочих частот вращения шпинделя.
Две ступени (200 и 271 об/мин) можно получить, если шкив 2, жестко сидящий на валу электродвигателя 1, соединить ремнем с промежуточным шкивом 4, а тот, в свою очередь по ручью «а»— со шкивом 5, свободно вращающимся относительно вала электродвигателя 1, Со шкива 5 по одному из двух свободных ручьев «в» или «с» вращение передается непосредственно на шкив 6, жестко связанный со шпинделем.
Одна ступень (650 об/мин) получается путем передачи вращения со шкива 5 прямо на шкив 6, минуя промежуточные шкивы 4 и 5.
Еще две ступени 525 и 1000 об/мин) можно получить, если на шкив 2 надеть сменный шкив 3, чтобы торец, на котором имеются кулачки, был обращен наружу Со шкива 3, как и в первом случае, вращение передается на промежуточный шкив 4, а с него, по ручью «в» на шкив 5, который передает вращение шкиву 6 по ручьям «а» или «с».
Оставшиеся четыре ступени (1200, 1700, 2800 и 3200 об/мин) получаются, если вал электродвигателя 1 соединить со шкивом 5 через шкив 3 с помощью кулачков, имеющихся на одном из торцев последнего. Тогда по любому из четырех ручьев вращение можно передавать на шкив 6.
Цепь привода подач
Перемещение суппорта вправо и влево осуществляется ходовым винтом VII.
Вращение на ходовой винт передается непосредственно со шпинделя жестко закрепленным на кем зубчатым колесом 7.
Через зубчатое колесо 8 вращение передается зубчатыми колесами 9 и А, далее на промежуточный валик VI. Имеется два варианта передачи вращения на этот валик:
- первый вариант (на схеме обозначен сплошной линией) через блок зубчатых колес Б-В и колесом Г
- второй вариант (на схеме обозначен пунктирной линией) через зубчатые колеса Б и В
Первый вариант используется для осуществления подачи при обычном точении, второй при нарезании резьбы.
С валиком VI жестко связано зубчатое колесо 11. С этого колеса на колесо 14, закрепленное на левом конце ходового винта, вращение можно передать либо через пару зубчатых колес 12 и 13 и тогда суппорт будет перемещаться влево, либо через зубчатое колесо 11, что обеспечит перемещение суппорта вправо. Все три колеса 11, 12 и 13) смонтированы на поворотном устройстве 12 и находятся в постоянном зацеплении с центральным зубчатым колесом 10. Таким образом, можно осуществлять перемещение суппорта как вправо, так и влево при одном и том же направлении вращения шпинделя.



Имеется также возможность отключать подачу суппорта без останова вращения шпинделя. Это обеспечивается расцеплением зубчатых колес 7 и 8 с помощью того же поворотного устройства.
Поперечное перемещение суппорта осуществляется от маховичка 38 через винт VIII.
Кинематическая цепь револьверной головки
Перемещение корпуса револьверной головки осуществляется при вращении штурвала 25 через передачу зубчатое колесо 26 рейка 27 Зубчатое колесо 26 закреплено на оси штурвала 25, а рейка 27 на салазках револьверной головки.
Поворот инструментального диска 39 на одну позицию осуществляется следующим образом. При перемещении корпуса револьверной головки вправо одно плечо рычага 29, упирается в упор 30 закрепленный в салазках револьверной головки и рычаг 29, поворачиваясь вокруг своей оси вторым плечом выводит фиксатор 31 из зацепления с звездочкой 38. При этом сжимается пружина 32. При дальнейшем перемещении корпуса 28 револьверной головки упор 34 входит в один из шести винтовых пазов барабана 33. При этом барабан 33 начинает поворачиваться. Одновременно поворачивается вал X синхронно с барабаном 33 и через конические зубчатые колеса 36, 37 вал IX с инструментальным диском 39 и звездочкой 38. При дальнейшем движении вправо рычаг 29 соскакивает с упора 30 и пружина 32 заводит фиксатор 31 в соответствующую впадину звездочки 38 фиксируя инструментальный диск револьверной головки 39. Одновременно поворачивается и барабан 35 с регулируемыми упорами. При этом напротив упора 34 располагается соответствующий упор. При движении влево барабан 33 вращается упором 34 в обратном направлении. Кулачки муфты проскальзывают, отжимая пружину 36. Упор 34 выходит из паза кулачка 33. При дальнейшем движении влево осуществляется рабочий ход.
Перемещение подвижной резцедержки осуществляется от маховичка 39 через винт XI.