Резьба стальная. ГОСТ. Труба с резьбой.
Резьба стальная. ГОСТ. Труба с резьбой. 4.83/5 (96.67%) проголосовало 6

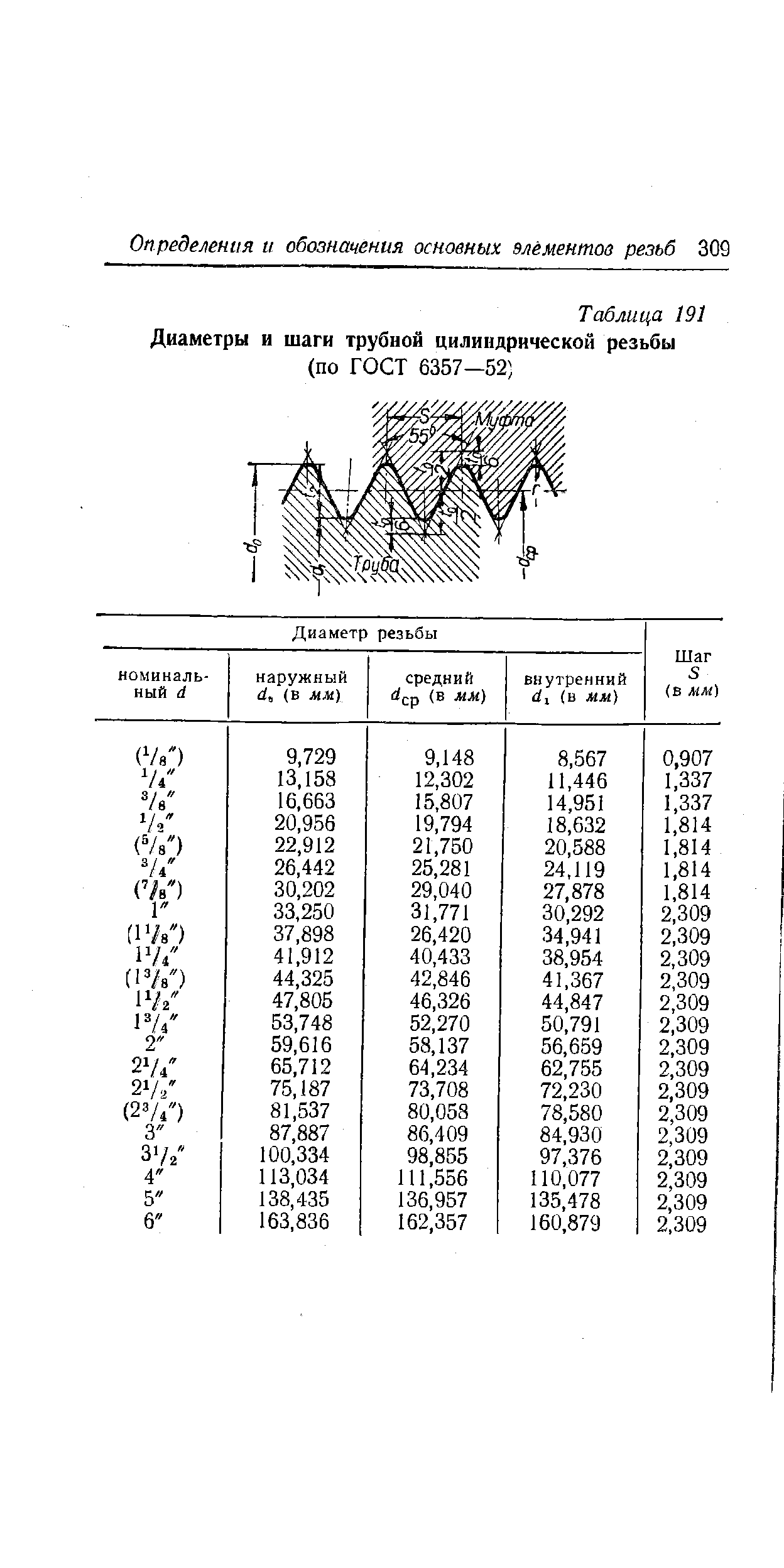
Резьба стальная изготавливается из труб ГОСТ 3262-75. Их разрезают на необходимые размеры в зависимости от диаметра трубы (смотри таблицу 1.) и нарезается трубная наружная дюймовая резьба (не больше 5,6 витков). Примечание: резьба нарезается только с одной стороны детали, другая её сторона приваривается к трубе.
Эксплуатируются резьбы в системах водопровода, газопровода, системах отопления, то есть в системах неагрессивных сред (вода, газ, пар), при температуре до +175 ˚С и номинальном давлении 1.6 МПа. Резьбы необходимы для крепления различных деталей и оборудования (муфты, краны, вентили, манометры)
С размерами и весом стальной резьбы вы можете ознакомится в таблице ниже. Таблица составлена для резьбы стальной соответствующих
ГОСТ 6357-81.
Материал для изготовление использую черные сорта стали для труб и деталей водо- и газопроводных конструкций по ГОСТ 1050-88. С целью повышения антикоррозийных свойств, резьбы стальные обрабатывают цинковым покрытием.
Примечание: В таблице 1 указан вес стальной резьбы без антикоррозийного покрытия так, как разница в весе незначительна и ей можно пренебречь.
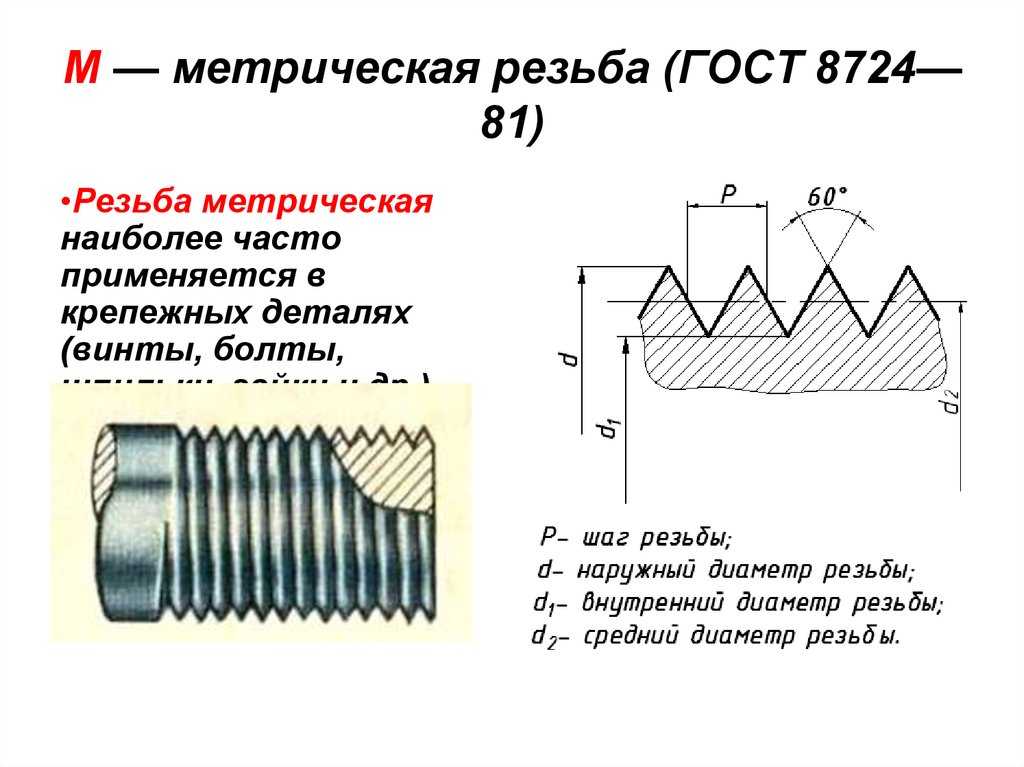
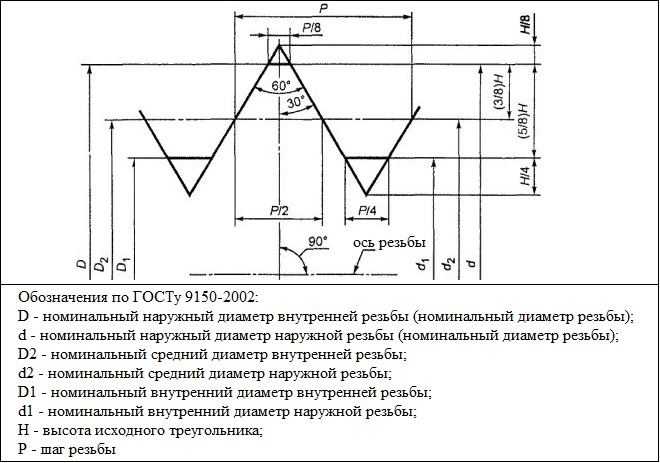
Рис.1.Основные обозначения резьбы стальной.
Таблица 1.
Размеры и вес резьбы стальной по ГОСТ 6357-81.
| Ду, мм | G,дюйм | Толщина стенки, мм | Длина, мм | Вес,кг | |
| L | l | ||||
| 15 | 1/2″-B | 2,5 | 35 | 9 | 0,04 |
| 2,8 | 0,04 | ||||
| 3,2 | 0,05 | ||||
| 20 | 3/4″-B | 2,5 | 40 | 10,5 | 0,06 |
| 2,8 | 0,07 | ||||
| 3,2 | 0,07 | ||||
| 25 | 1″-B | 2,8 | 40 | 11 | 0,08 |
| 3,2 | 0,09 | ||||
| 4 | 0,12 | ||||
| 32 | 1 1/4″-B | 2,8 | 50 | 13 | 0,14 |
| 3,2 | 0,15 | ||||
| 4 | 0,19 | ||||
| 40 |
1 1/2″-B
3
50
15
0,17
3,5
0,19
4
0,22
50
2″-B
3
50
17
0,21
3,5
0,24
4,5
0,31
65
2 1/2″-B
3,2
70
20
0,40
4
0,49
4,5
0,55
80
3″-B
3,5
70
20
0,51
4
0,58
4,5
0,65
100
4″-B
4
70
20
0,75
4,5
0,84
5
0,93
Ду – условный проход детали, мм;
L – длина детали, мм;
l – длина резьбы детали, мм;
G – обозначение резьбы, дюйм.
Поля допусков
Посадка наружного профиля во внутренний зависит от рабочей высоты – максимальной величины соприкосновения сторон профилей соединительных элементов. Выражают ее через поля допусков резьбы.
Допуски на размеры метрических резьб обозначают через значения двух диаметров: среднего и диметра выступов.
Формируя метрическую резьбу данные берут из соответствующих таблиц (ГОСТ 16093-2004). Выбор полей допусков осуществляют по правилам очередности:
- первая очередь – значения, указанные жирным шрифтом;
- вторая – обычным шрифтом;
- третья – значения, взятые в круглые скобки;
- внеочередные – значения в квадратных скобках (для специальных изделий).
Возможно использовать допуски, не указанные в таблицах, а сформированные из соотношений существующих стандартных диаметров.
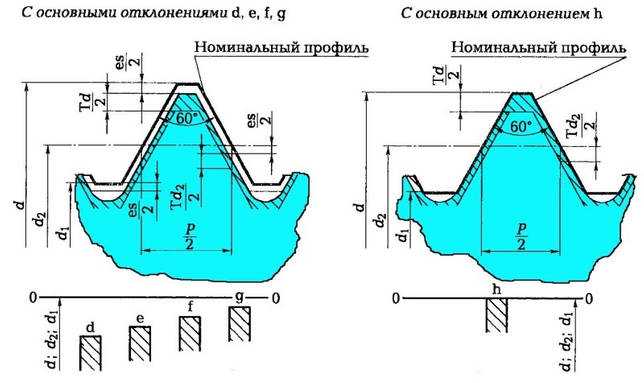
Поля допусков наружной резьбы
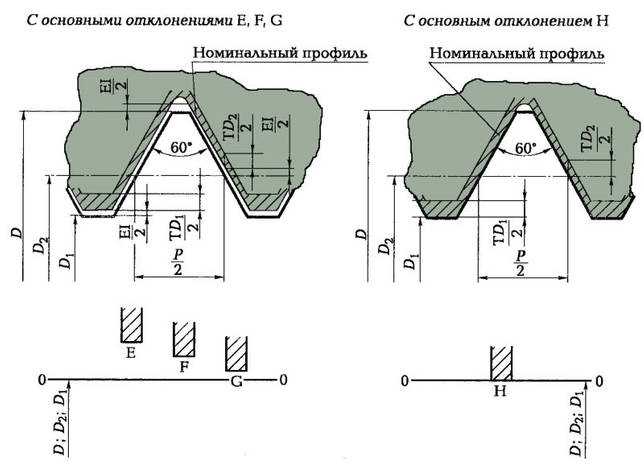
Поля допусков внутренней резьбы
Важно, чтобы защитные покрытия деталей по своим геометрическим параметрам не превышали значение номинального профиля, потому в таких случаях допуски используют еще до нанесения защитного слоя. Это интересно: Электроды МР-3 – характеристики и особенности использования. Это интересно: Электроды МР-3 – характеристики и особенности использования
Это интересно: Электроды МР-3 – характеристики и особенности использования
Геометрические параметры
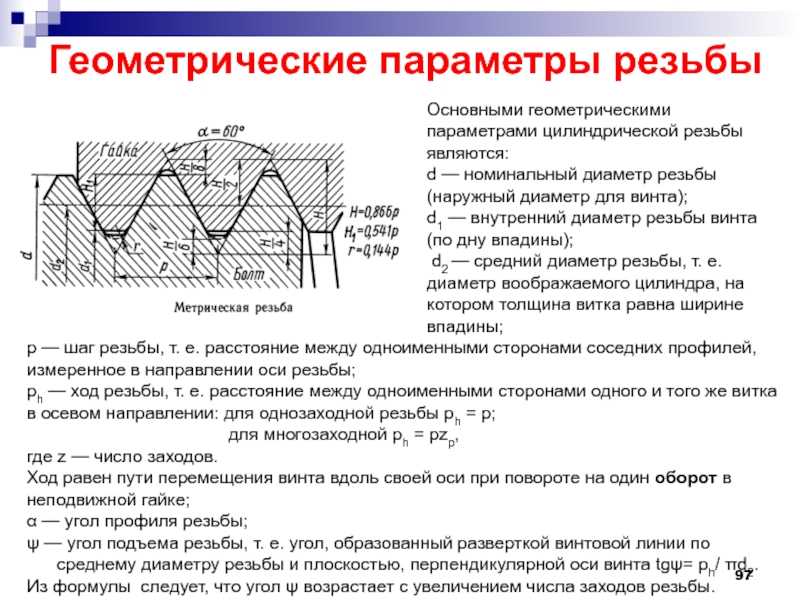
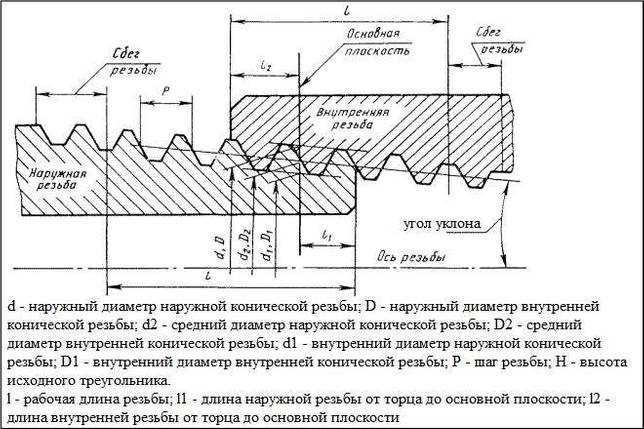
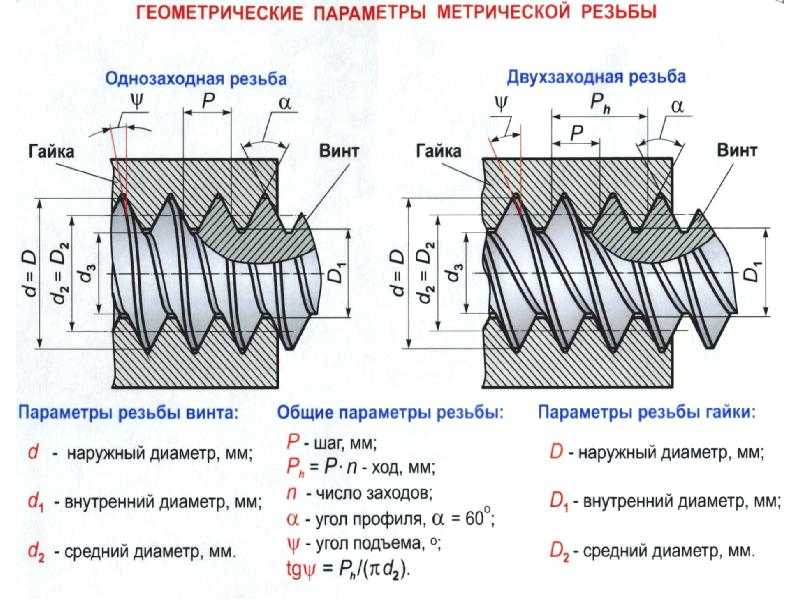
Рассмотрим геометрические параметры, которые характеризуют основные элементы резьбы метрического типа.
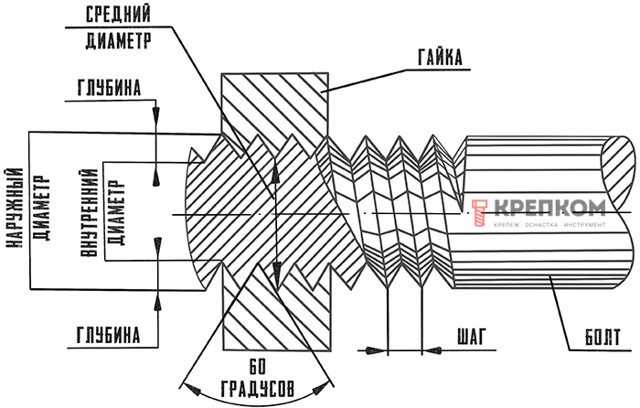
Номинальный диаметр резьбы обозначается буквами D и d. При этом под буквой D понимают номинальный диаметр наружной резьбы, а под буквой d – аналогичный параметр внутренней.
Средний диаметр резьбы в зависимости от ее наружного или внутреннего расположения обозначается буквами D2 и d2.
Внутренний диаметр резьбы в зависимости от ее наружного или внутреннего расположения имеет обозначения D1 и d1.
Внутренний диаметр болта используется для расчета напряжений, создаваемых в структуре такого крепежного изделия.
Шаг резьбы характеризует расстояние между вершинами или впадинами соседних резьбовых витков. Для резьбового элемента одного и того же диаметра различают основной шаг, а также шаг резьбы с уменьшенными геометрическими параметрами
Для обозначения этой важной характеристики используют букву P.
Ход резьбы представляет собой расстояние между вершинами или впадинами соседних витков, сформированных одной винтовой поверхностью. Ход резьбы, которая создана одной винтовой поверхностью (однозаходная), равен ее шагу
Кроме того, значение, которому соответствует ход резьбы, характеризует величину линейного перемещения резьбового элемента, совершаемого им за один оборот.
Такой параметр, как высота треугольника, который формирует профиль резьбовых элементов, обозначается буквой H.
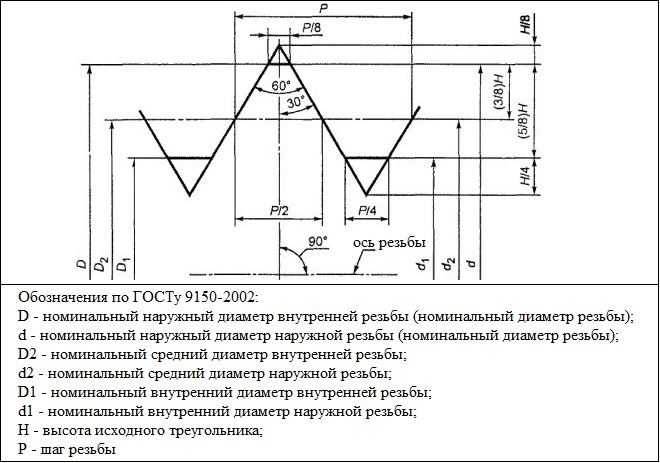
Геометрические параметры основного профиля метрической резьбы

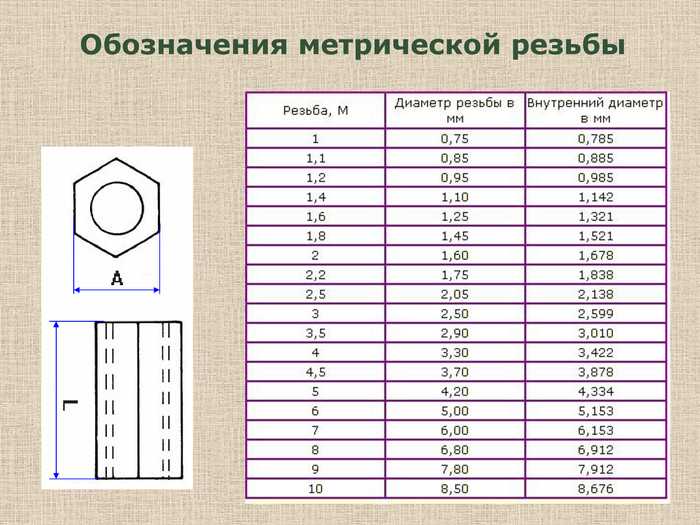
Значения диаметров метрической резьбы (мм)
Полная таблица метрических резьб согласно ГОСТ 24705-2004
ГОСТ 8724 Этот стандарт содержит требования к параметрам шага резьбы и ее диаметра. ГОСТ 8724, действующая редакция которого вступила в силу в 2004 году, является аналогом международного стандарта ISO 261-98. Требования последнего распространяются на метрические резьбы диаметром от 1 до 300 мм. По сравнению с этим документом, ГОСТ 8724 действует для более широкого диапазона диаметров (0,25–600 мм). В настоящий момент актуальна редакция ГОСТа 8724 2002, вступившего в действие в 2004 году вместо ГОСТа 8724 81. Следует иметь в виду, что ГОСТ 8724 регламентирует отдельные параметры метрической резьбы, требования к которой оговаривают и другие стандарты резьб. Удобство использования ГОСТа 8724 2002 (как и других подобных документов) состоит в том, что вся информация в нем содержится в таблицах, в которые включены метрические резьбы с диаметрами, находящимися в вышеуказанном интервале. Требованиям данного стандарта должна соответствовать как левая, так и правая резьба метрического типа.
ГОСТ 24705 2004
Данный стандарт оговаривает, какие должна иметь резьба метрическая основные размеры. ГОСТ 24705 2004 распространяется на все резьбы, требования к которым регламентируются ГОСТом 8724 2002, а также ГОСТом 9150 2002.
ГОСТ 9150
Это нормативный документ, в котором оговорены требования к профилю метрической резьбы. ГОСТ 9150, в частности, содержит данные о том, каким геометрическим параметрам должен соответствовать основной резьбовой профиль различных типоразмеров. Требования ГОСТа 9150, разработанного в 2002 году, как и двух предыдущих стандартов, распространяются на метрические резьбы, витки которых поднимаются слева вверх (правого типа), и на те, винтовая линия которых поднимается влево (левого типа). Положения данного нормативного документа тесно перекликаются с требованиями, которые приводит ГОСТ 16093 (а также ГОСТы 24705 и 8724).
ГОСТ 16093
Данный стандарт оговаривает требования к допускам на метрическую резьбу. Кроме того, ГОСТ 16093 предписывает, как должно осуществляться обозначение резьбы метрического типа. ГОСТ 16093 в последней редакции, которая вступила в действие в 2005 году, включает в себя положения международных стандартов ISO 965-1 и ISO 965-3. Под требования такого нормативного документа, как ГОСТ 16093, подпадает как левая, так и правая резьба.
Основные параметры и сферы применения
Наиболее распространенной является метрическая резьба, наносимая на наружные и внутренние поверхности цилиндрической формы. Именно она чаще всего используется при изготовлении крепежных элементов различного типа:
- анкерных и обычных болтов;
- гаек;
- шпилек;
- винтов и др.
Детали конической формы, на поверхность которых нанесена резьба метрического типа, требуются в тех случаях, когда создаваемому соединению необходимо придать высокую герметичность. Профиль метрической резьбы, нанесенной на конические поверхности, позволяет формировать плотные соединения даже без использования дополнительных уплотнительных элементов. Именно поэтому она успешно применяется при монтаже трубопроводов, по которым транспортируются различные среды, а также при изготовлении пробок для емкостей, содержащих жидкие и газообразные вещества. Следует иметь в виду, что профиль резьбы метрического типа один и тот же на цилиндрических и на конических поверхностях.
Параметры конусной метрической резьбы
Виды резьб, относящихся к метрическому типу, выделяют по ряду параметров, к которым относятся:
- размеры (диаметр и шаг резьбы);
- направление подъема витков (левая или правая резьба);
- расположение на изделии (внутренняя или наружная резьба).
Есть и дополнительные параметры, в зависимости от которых метрические резьбы разделяются на различные виды.
Внутренняя метрическая резьба
Наружная метрическая резьба
Это интересно: Горячая объемная штамповка металла: суть и преимущества технологии
Крупная резьба British Standard Whitworth (BSW или WW)
Это британская стандартная крупная резьба Витворта, название которой сокращено до BSW (British Standard Whitworth) или просто WW. Она используется на болтах, винтах, гайках и других крепежных изделиях общего инженерного назначения, не требующих посадки с натягом. Ее профиль основан на фундаментальном треугольнике с углом 55°, углы которого имеют определенный радиус закругления, зависящий от шага r = 0.137329 x p (шаг). Высота профиля составляет h = 0,640327 х p.
Требования к форме профиля, размерам, допускам и обозначению определены в английском стандарте BS 84-2007.
Примеры условного обозначения: 3/8″W, 3/8″BSW или 3/8″-16BSW, где 16 — количество витков на дюйм (TPI).
В стандарт BS 84 включено 40 размеров: от 1/16″- 60BSW до 6″- 2 1/2BSW.

Резьба Витворта: обозначения и понимание внутренней и внешней резьбы. Пояснение к таблицам
Таблица 1. Размеры крупной резьбы Уитворта BSW (Whitworth Coarse Thread BS 84)
| Типоразмер | Наружный диаметр | Ниток на дюйм | Шаг резьбы | Внутренний диаметр | Диаметр сверления | |||
| (дюймы) | (мм) | (мм) | (дюймы) | (мм) | (дюймы) | (мм) | ||
| W 1/16″ | 1/16 | 1,588 | 60 | 0,423 | 0,0412 | 1,05 | 0,0472 | 1,2 |
| W 3/32″ | 3/32 | 2,381 | 48 | 0,529 | 0,0671 | 1,70 | 0,0748 | 1,9 |
| W 1/8″ | 1/8 | 3,175 | 40 | 0,635 | 0,0930 | 2,36 | 0,1024 | 2,6 |
| W 5/32″ | 5/32 | 3,969 | 32 | 0,794 | 0,1162 | 2,95 | 0,1260 | 3,2 |
| W 3/16″ | 3/16 | 4,763 | 24 | 1,058 | 0,1341 | 3,41 | 0,1457 | 3,7 |
| W 7/32″ | 7/32 | 5,556 | 24 | 1,058 | 0,1654 | 4,20 | 0,1772 | 4,5 |
| W 1/4″ | 1/4 | 6,350 | 20 | 1,270 | 0,1860 | 4,72 | 0,2008 | 5,1 |
| W 5/16″ | 5/16 | 7,938 | 18 | 1,411 | 0,2414 | 6,13 | 0,2598 | 6,6 |
| W 3/8″ | 3/8 | 9,525 | 16 | 1,588 | 0,2950 | 7,49 | 5/16 | 8,0 |
| W 7/16″ | 7/16 | 11,113 | 14 | 1,814 | 0,3460 | 8,79 | 0,3701 | 9,4 |
| W 1/2″ | 1/2 | 12,700 | 12 | 2,117 | 0,3933 | 9,99 | 27/64 | 10,7 |
| W 9/16″ | 9/16 | 14,288 | 12 | 2,117 | 0,4558 | 11,6 | 31/64 | 12,3 |
| W 5/8″ | 5/8 | 15,875 | 11 | 2,309 | 0,5086 | 12,9 | 17/32 | 13,7 |
| W 11/16″ | 11/16 | 17,463 | 11 | 2,309 | 0,5711 | 14,5 | 19/32 | 15,2 |
| W 3/4″ | 3/4 | 19,050 | 10 | 2,540 | 0,6219 | 15,8 | 21/32 | 16,6 |
| W 13/16″ | 13/16 | 20,638 | 10 | 2,540 | 0,6844 | 17,4 | 23/32 | 18,2 |
| W 7/8″ | 7/8 | 22,225 | 9 | 2,822 | 0,7327 | 18,6 | 49/64 | 19,5 |
| W 15/16″ | 15/16 | 23,813 | 9 | 2,822 | 0,7952 | 20,2 | 53/64 | 21,1 |
| W 1″ | 1 | 25,400 | 8 | 3,175 | 0,8399 | 21,3 | 7/8 | 22,3 |
| W 1 1/8″ | 1 1/8 | 28,575 | 7 | 3,629 | 0,9420 | 23,9 | 63/64 | 25,1 |
| W 1 1/4″ | 1 1/4 | 31,750 | 7 | 3,629 | 1,0670 | 27,1 | 1 7/64 | 28,3 |
| W 1 3/8″ | 1 3/8 | 34,925 | 6 | 4,233 | 1,1616 | 29,5 | 1 7/32 | 30,9 |
| W 1 1/2″ | 1 1/2 | 38,100 | 6 | 4,233 | 1,2866 | 32,7 | 1 5/16 | 34,0 |
| W 1 5/8″ | 1 5/8 | 41,275 | 5 | 5,080 | 1,3689 | 34,8 | 1 7/16 | 36,4 |
| W 1 3/4″ | 1 3/4 | 44,450 | 5 | 5,080 | 1,4939 | 37,9 | 1 9/16 | 39,6 |
| W 1 7/8″ | 1 7/8 | 47,625 | 4 1/2 | 5,644 | 1,5904 | 40,4 | 1 5/8 | 42,2 |
| W 2″ | 2 | 50,800 | 4 1/2 | 5,644 | 1,7154 | 43,6 | 1 3/4 | 45,4 |
| W 2 1/8″ | 2 1/8 | 53,975 | 4 1/2 | 5,644 | 1,8404 | 46,7 | 1 7/8 | 48,6 |
| W 2 1/4″ | 2 1/4 | 57,150 | 4 | 6,350 | 1,9298 | 49,0 | 2 | 51,1 |
| W 2 3/8″ | 2 3/8 | 60,325 | 4 | 6,350 | 2,0548 | 52,2 | 2 1/8 | 54,2 |
| W 2 1/2″ | 2 1/2 | 63,500 | 4 | 6,350 | 2,1798 | 55,4 | 2 1/4 | 57,4 |
| W 2 5/8″ | 2 5/8 | 66,675 | 4 | 6,350 | 2,3048 | 58,5 | 2 3/8 | 60,6 |
| W 2 3/4″ | 2 3/4 | 69,850 | 3 1/2 | 7,257 | 2,3841 | 60,6 | 2 1/2 | 62,9 |
| W 2 7/8″ | 2 7/8 | 73,025 | 3 1/2 | 7,257 | 2,5091 | 63,7 | 2 5/8 | 66,1 |
| W 3″ | 3 | 76,200 | 3 1/2 | 7,257 | 2,6341 | 66,9 | 2 3/4 | 69,2 |
| W 3 1/4″ | 3 1/4 | 82,550 | 3 1/4 | 7,815 | 2,8560 | 72,5 | 3 | 75,0 |
| W 3 1/2″ | 3 1/2 | 88,900 | 3 1/4 | 7,815 | 3,1060 | 78,9 | 3 1/4 | 81,4 |
| W 3 3/4″ | 3 3/4 | 95,250 | 3 | 8,467 | 3,3231 | 84,4 | 3 3/8 | 87,1 |
| W 4″ | 4 | 101,600 | 3 | 8,467 | 3,5731 | 90,8 | 3 5/8 | 93,5 |
| W 4 1/4″ | 4 1/4 | 107,950 | 2 7/8 | 8,835 | 3,8046 | 96,6 | 3 7/8 | 99,5 |
| W 4 1/2″ | 4 1/2 | 114,300 | 2 7/8 | 8,835 | 4,0546 | 103,0 | 4 1/8 | 105,8 |
| W 4 3/4″ | 4 3/4 | 120,650 | 2 3/4 | 9,236 | 4,2843 | 108,9 | 4 3/8 | 111,8 |
| W 5″ | 5 | 127,000 | 2 3/4 | 9,236 | 4,5343 | 115,2 | 4 5/8 | 118,1 |
| W 5 1/4″ | 5 1/4 | 133,350 | 2 5/8 | 9,676 | 4,7621 | 121,0 | 4 7/8 | 124,1 |
| W 5 1/2″ | 5 1/2 | 139,700 | 2 5/8 | 9,676 | 5,0121 | 127,3 | 5 1/8 | 130,4 |
| W 5 3/4″ | 5 3/4 | 146,050 | 2 1/2 | 10,160 | 5,2377 | 133,0 | 5 3/8 | 136,3 |
| W 6″ | 6 | 152,400 | 2 1/2 | 10,160 | 5,4877 | 139,4 | 5 5/8 | 142,6 |
Основные параметры
Трудно подобрать болт и гайку друг под друга, если у них были разные размеры и конструкция. Но они зеркально повторяют друг друга, поэтому можно говорить о характеристиках, которые подходят для обеих деталей:
- Наружный диаметр. По нему определяется большинство процедур, в том числе именно на него ориентируются тогда, когда требуется просверлить отверстие под метчик. На схемах записывается как d или D у болта и гайки соответственно.
- Средний – d2 и D2. Если взять базовую единицу витка, то требуется разделить ее пополам, чтобы найти эти точки.
- Внутренний – d1 и D1. Определяется по верхним граням. Если по ним провести воображаемую линию, то можно увидеть цилиндр, который и будет отображать этот размер.
- Шаг (Р) – если мы берем нить, то каждое ее вращение приводит к образованию линии на одной из сторон. Расстояние между двумя точками (гребнями, лезвиями) – это и есть параметр. Найти его можно, линейкой обозначив на поверхности 10 мм (измерения можно производить и в сантиметрах), затем посчитать, сколько витков находится в этих пределах, и разделить полученное число на 10.
- Ход – (t) он равен предыдущему значению, если рассматривать болты однозаходные, с одной нитью. Но так как чаще встречаются двухзаходные, то t = 2Р. Или 3Р, если имеет место быть трехзаходный элемент. То есть это полный оборот к исходной точке одного витка.
Угол профиля – очень важно его рассчитать. Он индивидуален для разных заготовок в зависимости от толщины и плотности материала
Не может превышать 140 градусов.
Длина свинчивания или высота гайки – это расстояние, на продолжении которого есть витки, которые приходят во взаимодействие с зеркальной внутренней резьбой.
Трубные резьбы, применяемые в быту
Отечественными ГОСТ регламентируется два основных вида трубной резьбы: конические и цилиндрические, главное отличие которых состоит в профиле заготовки. В первом случае он конической формы (конусность 1 к 16), во втором типе основанием является цилиндрическая заготовка.
Также известны американские разновидности стандартов трубных дюймовых накаток NPSM и NPT, главное отличие которых — профильный угол в 60 градусов. Отечественный аналог американского стандарта NPT — ГОСТ 6111-52 на коническую резьбу с углом конуса гребня в 60 градусов.
Рис. 3 Таблица резьбы трубной конической
Виды метрических резьб
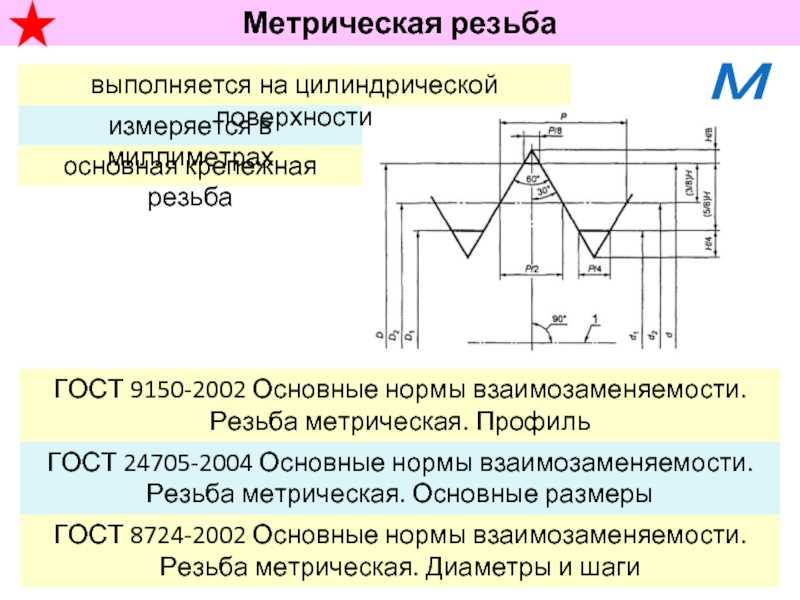
Под метрическими резьбами также понимают все виды с различными профилями, измеряемые миллиметрами. К ним относятся:
- резьба треугольная;
- трапециевидная;
- прямоугольная;
- круглая.
Кроме метрической системы измерения параметров используются:
- дюймовая;
- модульная, где модуль представляет собой отношение длины, выраженной в миллиметрах к числу π;
- питчевая, основная единица – питч – отношение числа π к длине, выраженной в дюймах.
Модульная резьба применятся для червячной передачи в машиностроении, как и питчевая. Дюймовая и метрическая – это крепежные типы резьб, но могут использоваться для передачи.
По месту нахождения различают:
- внутреннюю;
- наружную.
Внутренняя резьба находится в отверстии, ее получают метчиком, специализированным инструментом, представляющим собой стержень с режущими кромками.
Внутренняя метрическая резьба
Наружная резьба выполняется резцом или плашкой на стержне. А также получают накатом на соответствующем оборудовании.
Наружная метрическая резьба
По форме поверхности может быть цилиндрической и конической.
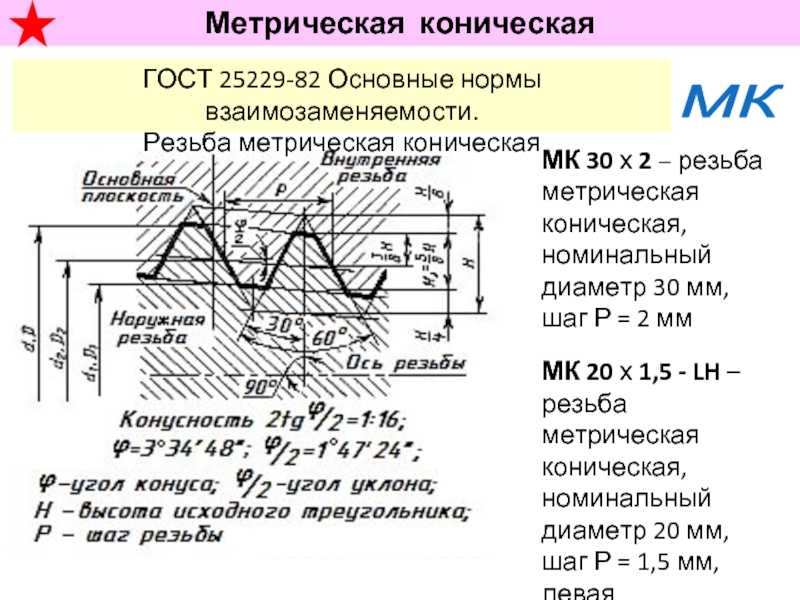
Резьба метрическая коническая используется для монтажа трубопроводов. Ее выполняют на поверхностях, где больший диаметр превышает малый в 16 раз. Диаметры варьируются от 6 до 60 мм.
Также подразделяют по направлению витков на правую и левую. Для определения направление резьбы необходимо деталь расположить так, чтобы ее ось располагалась от наблюдателя. Тогда, правая резьба образуется окружностью, вращающейся слева направо с поступательным движением вдоль оси, а левая резьба, соответственно, против часовой стрелки.


Виды по размеру шага бывают:
- крупная (с основным, крупным шагом);
- мелкая (с малым);
- специальная.
Крупный шаг считается нормальным, подойдет для любых материалов, в том числе и непрочных. Мелкий позволяет выдерживать большие нагрузки, но материалы должны быть определенных прочностных характеристик. Мелкий и специальный используют редко.

Крупный и мелкий шаг резьбы
Место перехода от гладкой поверхности к винтовой называют заходом. По их количеству делят на: одно- и многозаходные. Последние подразделяют также по количеству заходов: двух-, трех- и многозаходные.
Еще одна классификация – по применению. Они бывают:
- крепежные и упорно-крепежные;
- кинематические или ходовые;
- специального назначения.
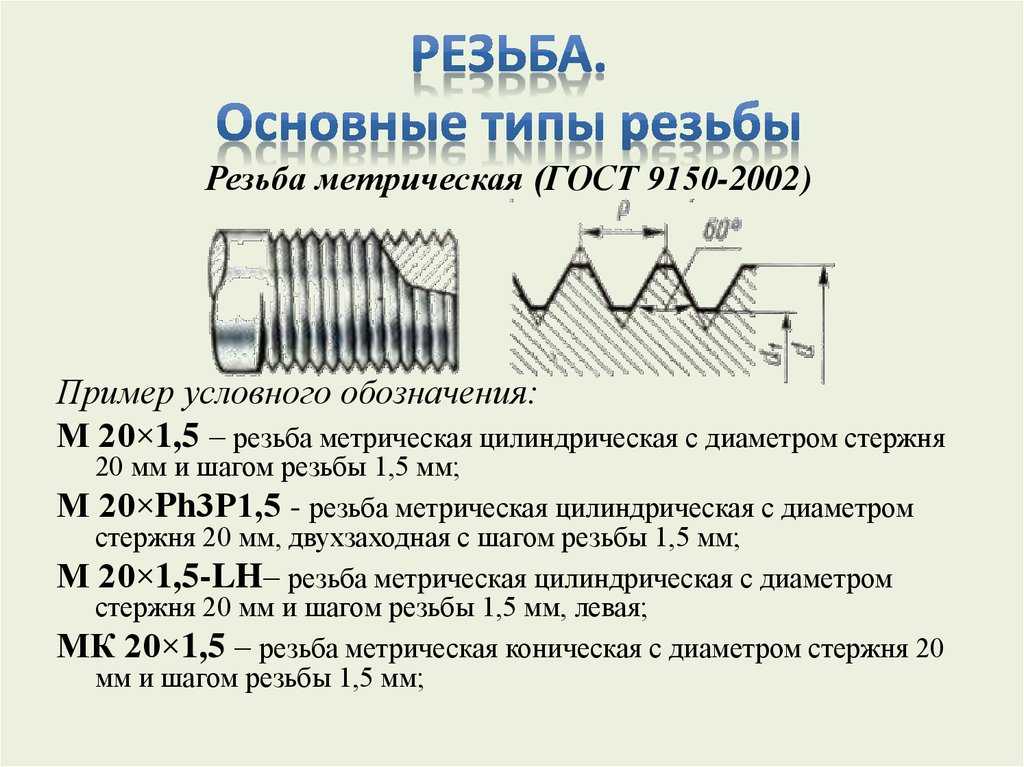
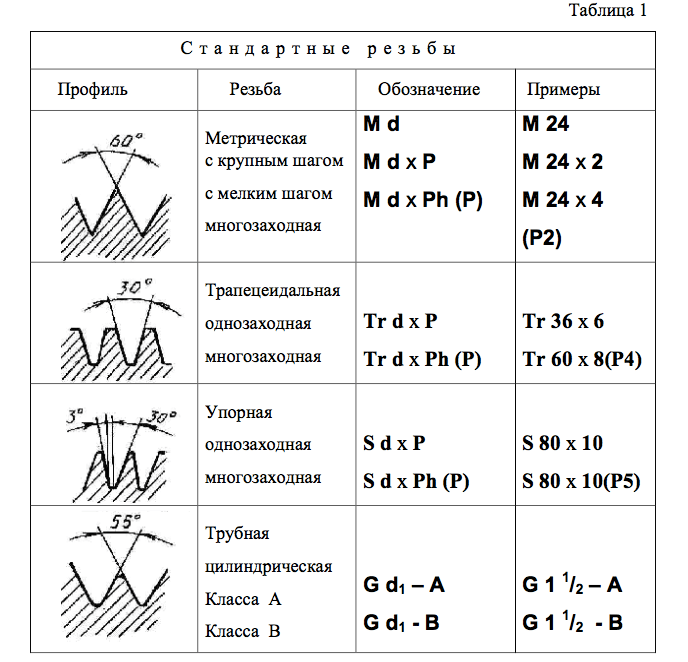
Ниже представлены основные виды резьб метрических и их буквенные обозначения:
- заглавная буква «М» символизирует метрический вид,
- если она выполнена на поверхности в виде конуса, то «МК»;
- для условий, где необходимы термостойкостью и прочность используют метрическую цилиндрическую «МJ»;
- по ISO – «EG-M»;
- трапецеидальная – «Tr»;
- упорная с углом наклона одной стороны 30º– «S»;
- упорная усиленная — «S45», где число – угол наклона одной из сторон.
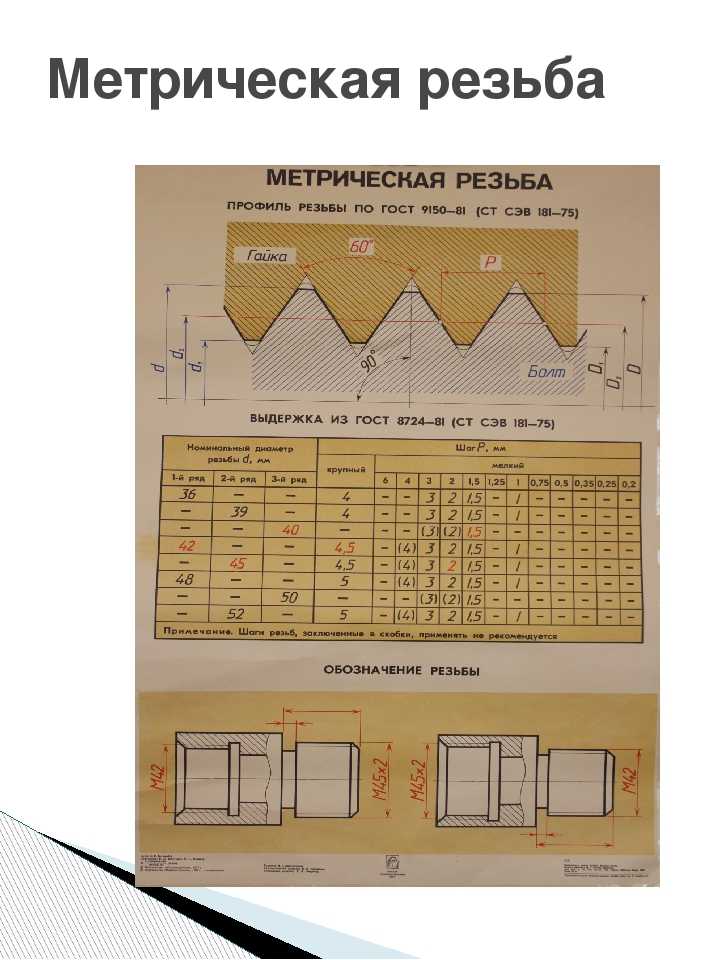
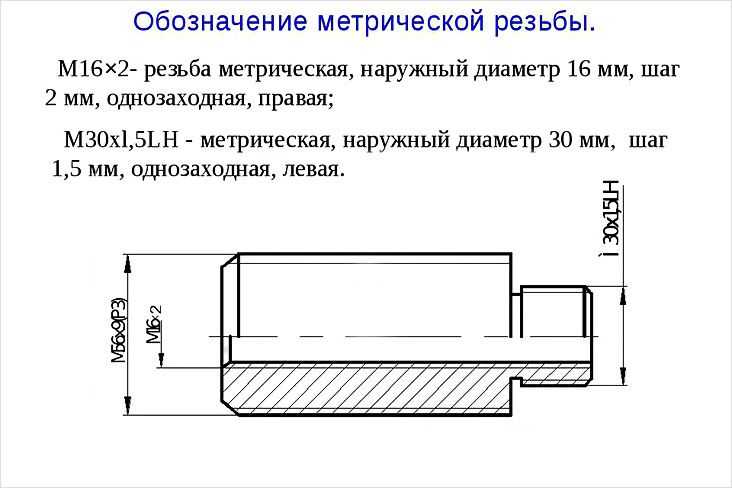
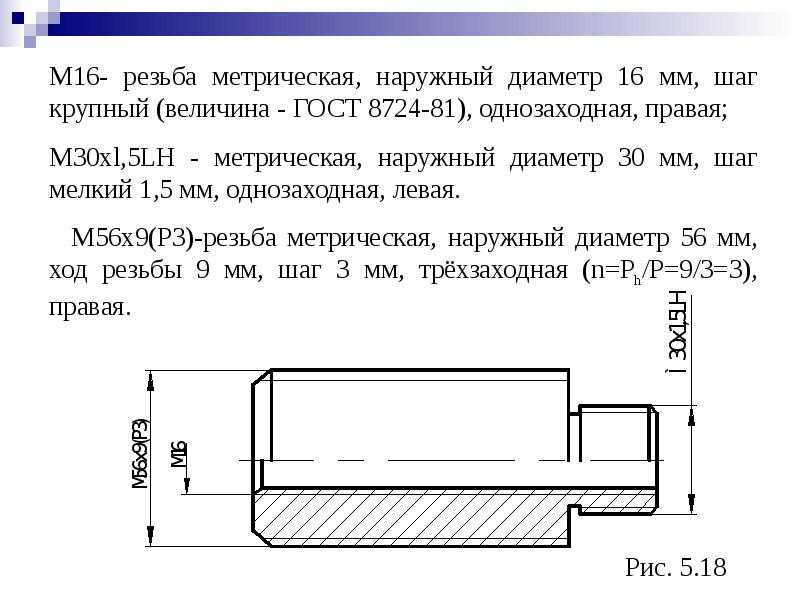
Резьба метрическая. Размеры.
На рисунках приведены размеры резьб диаметрами 5… 64 мм, используемые при расчетах на прочность.
Выбор шага резьбы зависит от требуемой прочности стержня винта, ослабленного резьбой, условий самоторможения или необходимости тонкой регулировки.
Для облегчения расчетов дополнительно приведены расчетный диаметр винта, площадь расчетного сечения винта и угол подъема винтовой линии на среднем диаметре резьбы.
Примечания:
- Полужирным шрифтом выделены крупные шаги резьб.
- Обозначения резьб смотри выше.
- Расчетный диаметр dр винта определен по зависимости , где d3 — внутренний диаметр болта.
- Площадь расчетного сечения Ар определена по зависимости .
- Угол подъема резьбы ψ определен для среднего диаметра (d2) резьбы по зависимости
Соседние страницы
- Резьбы цилиндрические
- Резьбы конические
- Сбеги, недорезы, проточки и фаски по ГОСТ 10549
- Резьба упорная
- Резьба трапецеидальная
- Механические свойства болтов, винтов, шпилек, гаек.
- Условные обозначения крепежных изделий по ГОСТ 1759.0 (СТ СЭВ 4203)
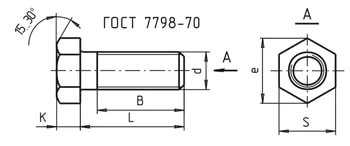
- Болты общего назначения с шестигранными головками
- Винты общего назначения
- Винты невыпадающие
- Винты установочные
- Болты и винты специального назначения
- Винты самонарезающие для металла и пластмасс
- Стопорение гайки относительно болта дополнительными элементами
- Стопорение гаек относительно корпуса
- Стопорение гайки относительно болта за счет дополнительного трения, сварки и пластического деформирования
- Стопорение болтов. Предохранение винтов и гаек от потери
- Стопорение винтов
- Фланцевые соединения деталей
- Фланцевые соединения труб и крышек цилиндров
- Фланцевые соединения труб металлоконструкций
- Примеры применения установочных винтов
- Клеммовые соединения
- Фрикционно-винтовые зажимы
- Стяжки и упоры
- Крепление машин к основаниям
Американская дюймовая резьба, размеры сечений
Унифицированные дюймовые резьбы стандарта UN (UNC, UNF и UNEF) широко распространены в Америке и Канаде, где действует дюймовая система измерений. Здесь этот стандарт является основным для болтов, винтов, гаек и многих других крепежных деталей, используемых в машиностроении. Их изготовление регламентируется и контролируется организациями ASME и ANSI.
Американская резьба имеет тот же профиль с углом при вершине60° , что и метрическая стандарта ISO, но ее основные параметры выражены не в миллиметрах, а в дюймах.
В зависимости от частоты витков она также бывает крупная (основная) UNC, мелкая UNF и супермелкая UNEF. Число витков на дюйм именуется шагом TPI, тогда как в метрике под шагом подразумевается расстояние между соседними вершинами винтовой линии Р (мм).
Эти параметры связаны соотношением: Р = 1″/ TPI (напомним, что 1″ = 25,4 мм).
Условные обозначения
В обозначении резьбы указывается ее наружный диаметр – D
, за которым следует шаг –TPI (количестве ниток на дюйм) и ее тип –UNC илиUNF .
Для диаметров менее 1/4″
размер обозначается целым числом от0 до 12 , которое стоит после символа# или№ .
Каждому числу соответствует определенный наружный D, точное значение которого можно посмотреть в справочной таблице. Для всех остальных диаметров выше 1/4″ эта величина выражена в дюймах.
Американская резьба с крупным шагом – UNC
| Размер резьбы | Число ниток на дюйм | D — наружный диаметр | Dp — средний диаметр | Di — внутренний диаметр | Шаг резьбы, мм | |
| дюймы | мм | миллиметры | ||||
| #1 | 1,85 | 64 | 1,85 | 1,6 | 1,42 | 0,40 |
| #2 | 2,18 | 56 | 2,18 | 1,89 | 1,69 | 0,45 |
| #3 | 2,51 | 48 | 2,51 | 2,17 | 1,94 | 0,53 |
| #4 | 2,84 | 40 | 2,84 | 2,43 | 2,16 | 0,64 |
| #5 | 3,17 | 40 | 3,18 | 2,76 | 2,49 | 0,64 |
| #6 | 3,50 | 32 | 3,51 | 2,99 | 2,65 | 0,79 |
| #8 | 4,16 | 32 | 4,17 | 3,65 | 3,31 | 0,79 |
| #10 | 4,83 | 24 | 4,83 | 4,14 | 3,68 | 1,06 |
| #12 | 5,49 | 24 | 5,49 | 4,8 | 4,34 | 1,06 |
| 1/4 | 6,35 | 20 | 6,35 | 5,52 | 4,98 | 1,27 |
| 5/16 | 7,94 | 18 | 7,94 | 7,02 | 6,41 | 1,41 |
| 3/8 | 9,53 | 16 | 9,53 | 8,49 | 7,81 | 1,59 |
| 7/16 | 11,1 | 14 | 11,11 | 9,93 | 9,15 | 1,81 |
| 1/2 | 12,7 | 13 | 12,70 | 11,43 | 10,58 | 1,95 |
| 9/16 | 14,3 | 12 | 14,29 | 12,91 | 12,00 | 2,12 |
| 5/8 | 15,9 | 11 | 15,88 | 14,38 | 13,38 | 2,31 |
| 3/4 | 19,1 | 10 | 19,05 | 17,40 | 16,30 | 2,54 |
| 7/8 | 22,2 | 9 | 22,23 | 20,39 | 19,17 | 2,82 |
| 1 | 25,4 | 8 | 25,40 | 23,34 | 21,96 | 3,18 |
| 1 1/8 | 28,6 | 7 | 28,58 | 26,22 | 24,65 | 3,63 |
| 1 1/4 | 31,8 | 7 | 31,75 | 29,39 | 27,82 | 3,63 |
| 1 3/8 | 34,9 | 6 | 36,93 | 32,17 | 30,34 | 4,23 |
| 1 1/2 | 38,1 | 5 | 38,10 | 35,35 | 33,52 | 4,23 |
| 1 3/4 | 44,4 | 5 | 44,45 | 41,15 | 38,95 | 5,08 |
| 2 | 50,8 | 4 1/2 | 50,80 | 47,13 | 44,69 | 5,64 |
| 2 1/4 | 57,1 | 4 1/2 | 57,15 | 53,48 | 51,04 | 5,64 |
| 2 1/2 | 63,5 | 4 | 63,50 | 59,38 | 56,63 | 6,35 |
| 2 3/4 | 69,9 | 4 | 69,85 | 65,73 | 62,98 | 6,35 |
| 3 | 76,2 | 4 | 76,20 | 72,08 | 69,33 | 6,35 |
| 3 1/4 | 82,5 | 4 | 82,55 | 78,43 | 75,68 | 6,35 |
| 3 1/2 | 88,9 | 4 | 88,9 | 84,78 | 75,68 | 6,35 |
| 3 3/4 | 95,2 | 4 | 95,25 | 91,13 | 88,38 | 6,35 |
| 4 | 101,6 | 4 | 101,60 | 97,48 | 94,73 | 6,35 |
Американская резьба с мелким шагом – UNF
| Размер резьбы | Число ниток на дюйм | D — наружный диаметр | Dp — средний диаметр | Di — внутренний диаметр | Шаг резьбы | |
| дюймы | мм | миллиметры | ||||
| #0 | 1,52 | 80 | 1,52 | 1,32 | 1,18 | 0,32 |
| #1 | 1,85 | 72 | 1,85 | 1,63 | 1,47 | 0,35 |
| #2 | 2,18 | 64 | 2,18 | 1,93 | 1,76 | 0,40 |
| #3 | 2,51 | 56 | 2,51 | 2,22 | 2,02 | 0,45 |
| #4 | 2,84 | 48 | 2,84 | 2,50 | 2,27 | 0,53 |
| #5 | 3,17 | 44 | 3,18 | 2,80 | 2,55 | 0,58 |
| #6 | 3,51 | 40 | 3,51 | 3,09 | 2,82 | 0,63 |
| #8 | 4,17 | 36 | 4,17 | 3,71 | 3,4 | 0,71 |
| #10 | 4,83 | 32 | 4,83 | 4,31 | 3,88 | 0,79 |
| #12 | 5,49 | 28 | 5,49 | 4,90 | 4,40 | 0,91 |
| 1/4 | 6,35 | 28 | 6,35 | 5,76 | 5,37 | 0,91 |
| 5/16 | 7,94 | 24 | 7,94 | 7,25 | 6,79 | 1,06 |
| 3/8 | 9,53 | 24 | 9,53 | 8,84 | 8,38 | 1,06 |
| 7/16 | 11,1 | 20 | 11,11 | 10,29 | 9,74 | 1,27 |
| 1/2 | 12,7 | 20 | 12,70 | 11,87 | 11,33 | 1,27 |
| 9/16 | 14,3 | 18 | 14,29 | 13,37 | 12,76 | 1,41 |
| 5/8 | 15,9 | 18 | 15,88 | 14,96 | 14,35 | 1,41 |
| 3/4 | 19,1 | 16 | 19,05 | 18,02 | 17,33 | 1,59 |
| 7/8 | 22,2 | 14 | 22,23 | 21,05 | 20,26 | 1,81 |
| 1 | 25,4 | 12 | 25,40 | 24,03 | 23,11 | 2,12 |
| 1 1/8 | 28,6 | 12 | 28,58 | 27,20 | 26,28 | 2,12 |
| 1 1/4 | 31,8 | 12 | 31,75 | 30,38 | 29,46 | 2,12 |
| 1 3/8 | 34,9 | 12 | 34,93 | 33,55 | 32,63 | 2,12 |
| 1 1/2 | 38,1 | 12 | 38,10 | 36,73 | 35,81 | 2,12 |
Принципы обозначения
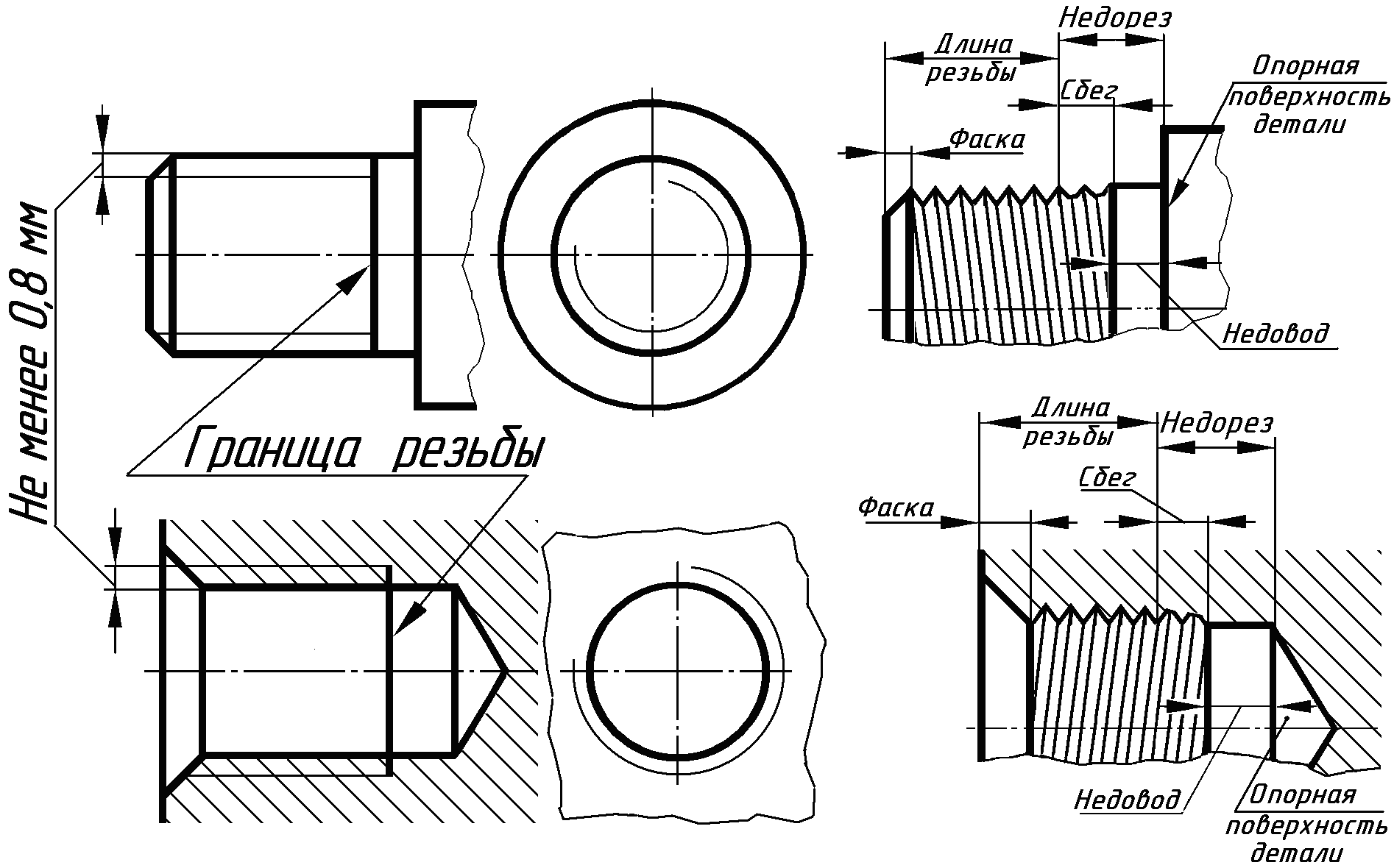
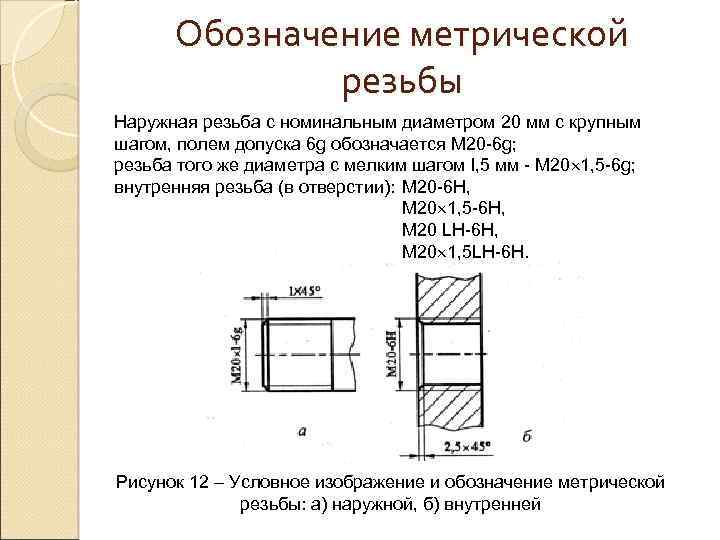
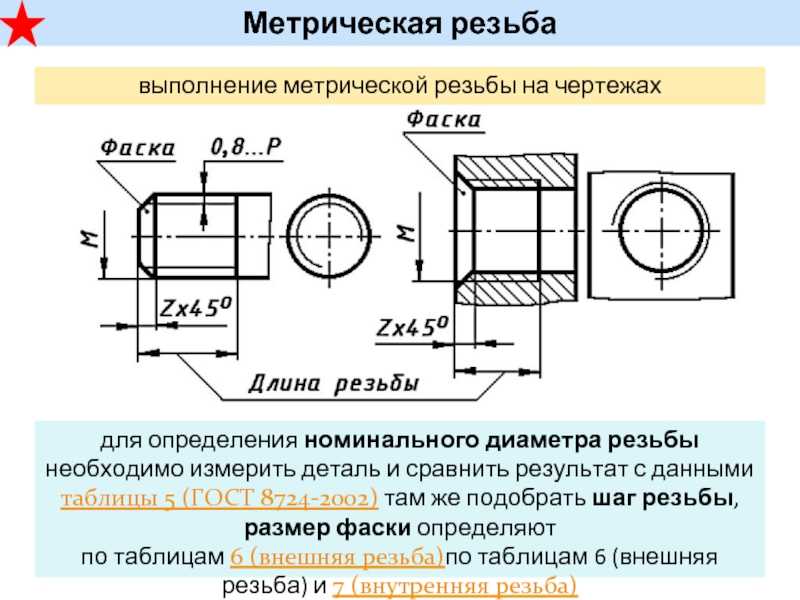
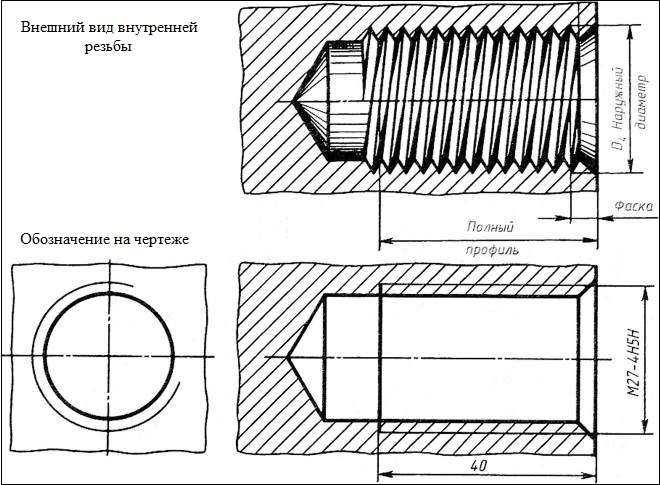
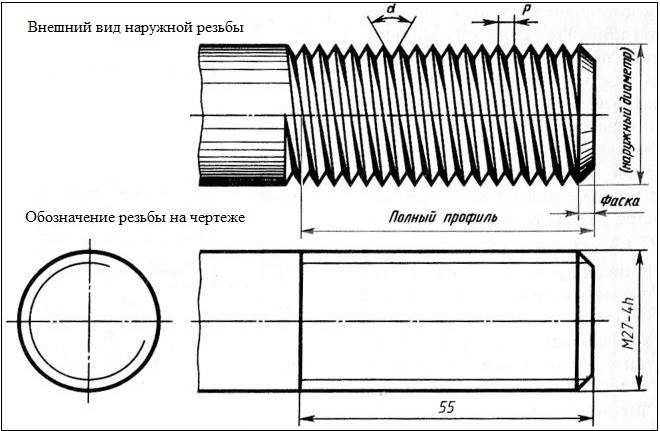
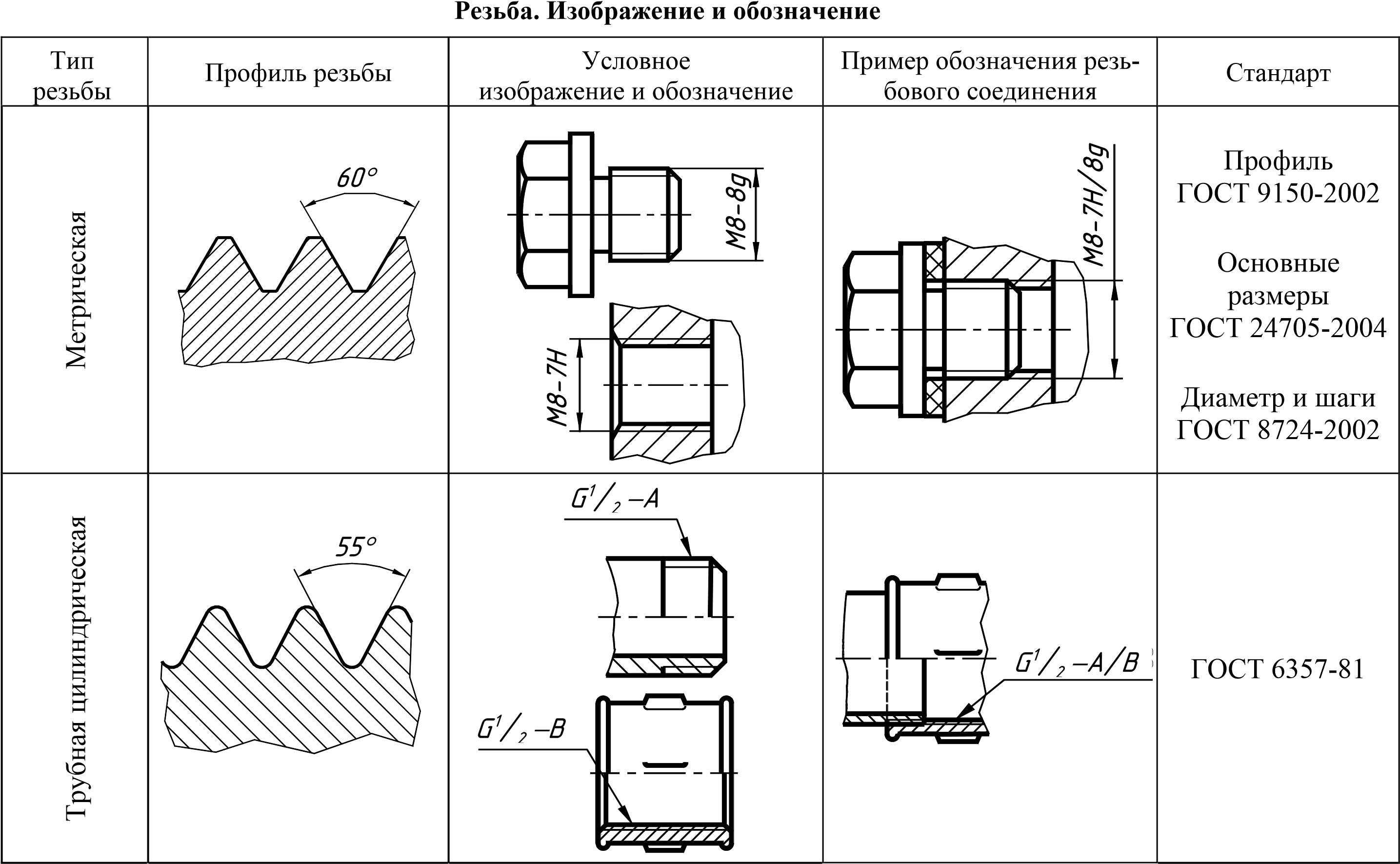
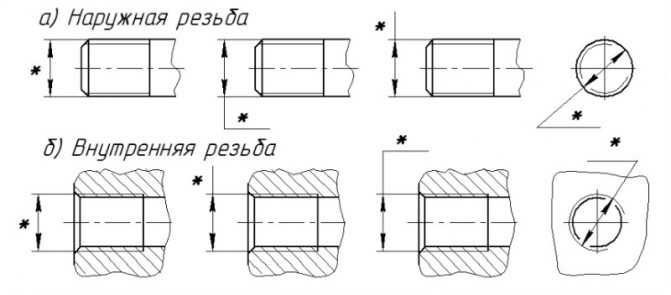
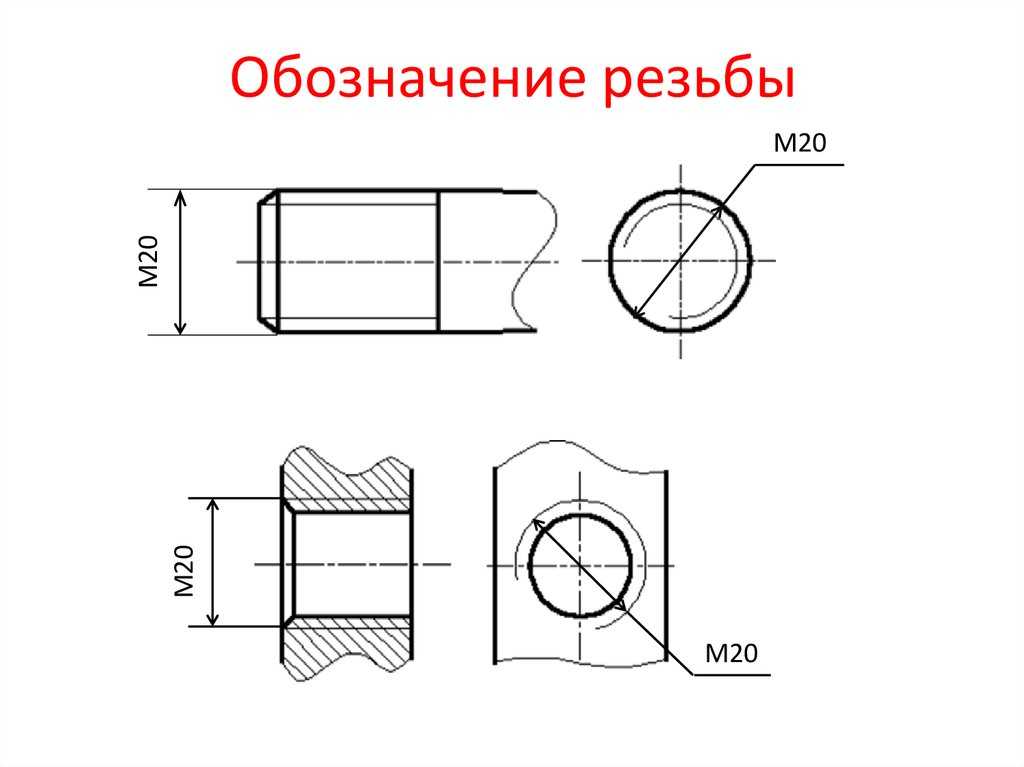
Обозначение резьбы на чертежах выполняется по следующим правилам.
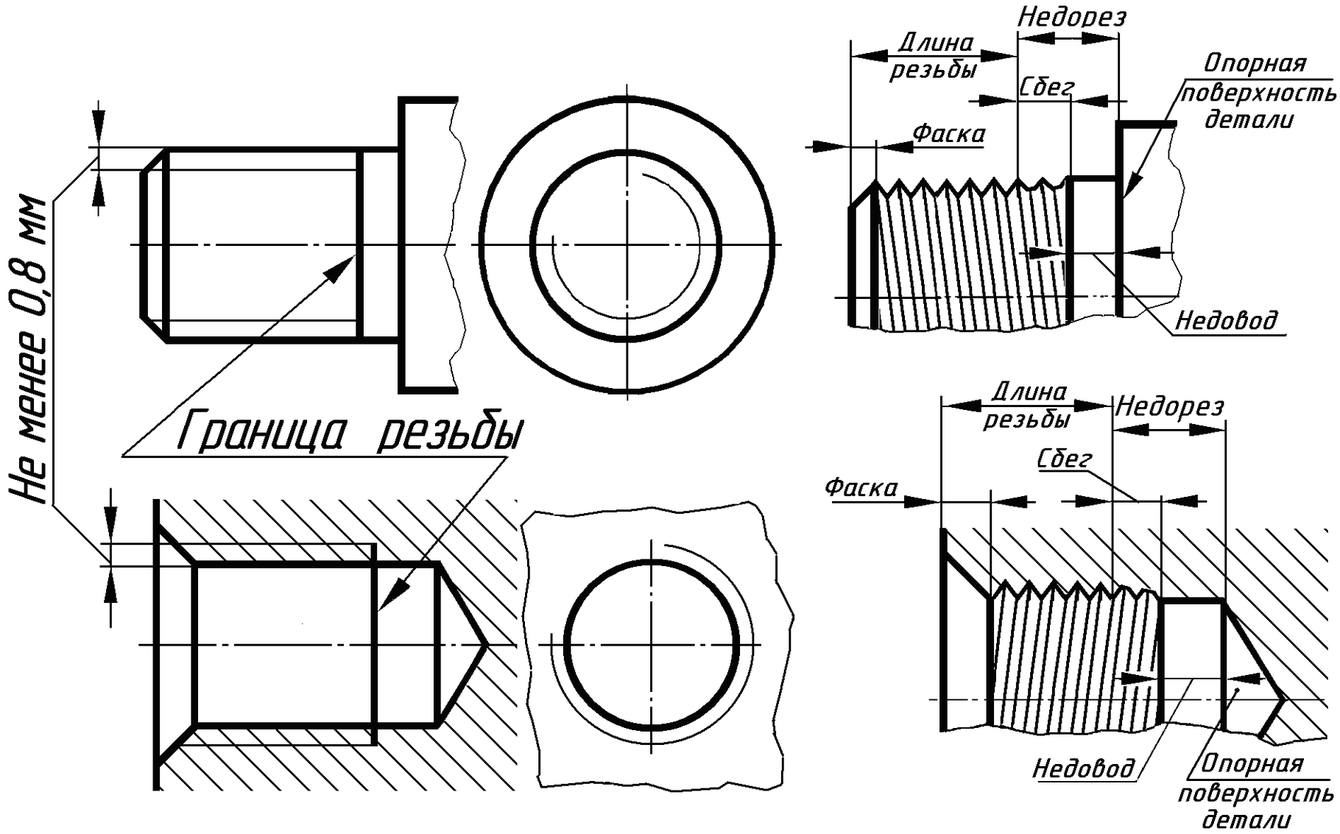
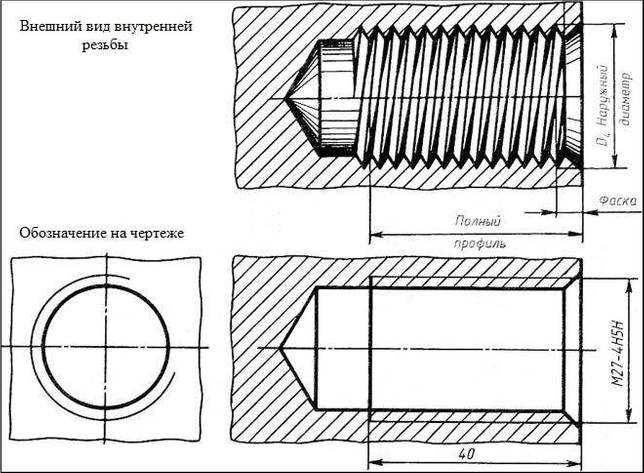
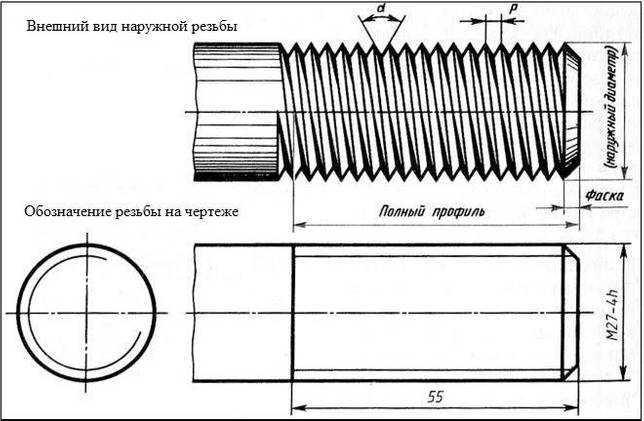
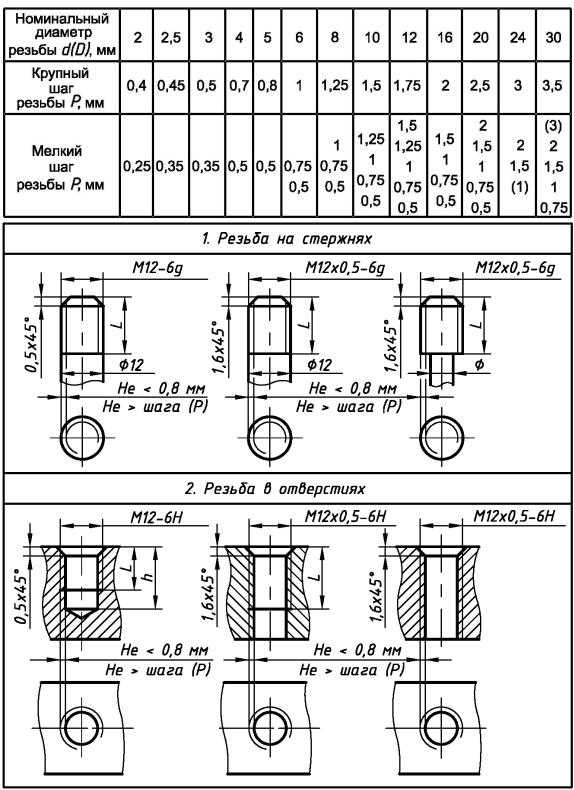
- Указывают сплошными тонкими и толстыми линиями. Обозначение внутренней резьбы – тонкая линия по внешнему диаметру и толстая по внутреннему, а наружной резьбы – толстая линия по внешнему диаметру и тонкая по внутреннему.
- Если деталь спроецирована на плоскость вдоль оси вращения, то показывают сплошными прямыми. Если – поперек, тогда это незамкнутый контур, длиной 0,75 от общей окружности. Концы дуги не должны лежать на осях детали на рисунке.
- Промежуток между тонкой и жирной линиями должен составлять свыше 0,8 мм, но быть меньше размера шага.
- При обозначении метрической резьбы на чертежах перпендикулярно оси фаски изображают только имеющие конструкционное значение.
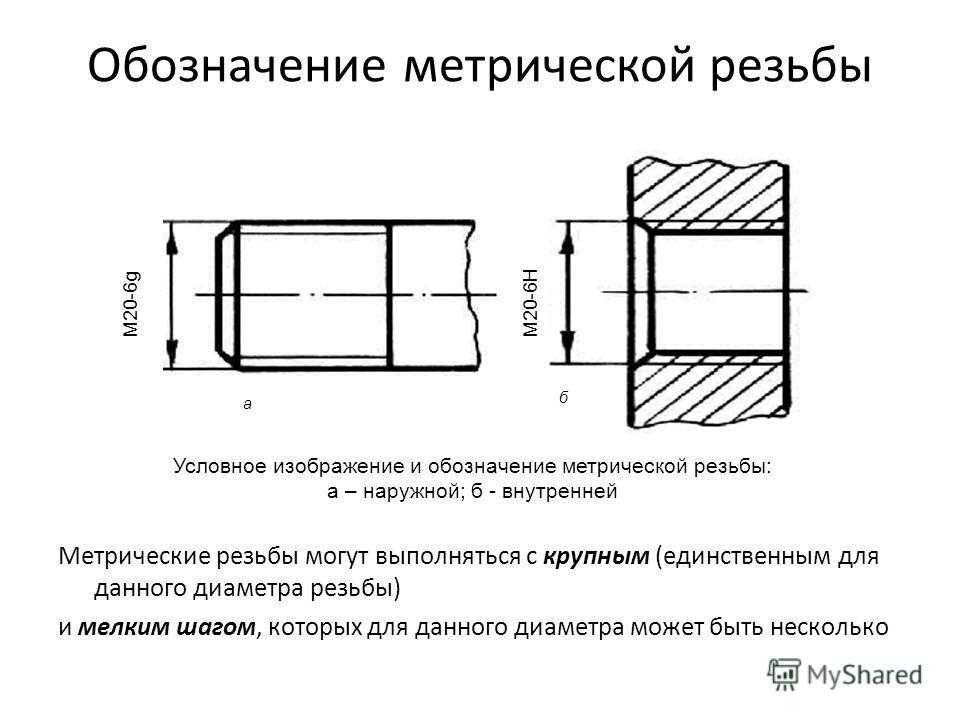
Наружный и внутренний виды резьбы
Нормируется метрическая резьба несколькими документами: ГОСТ 8724-2004, ГОСТ 2470-2004, ГОСТ 9150-2002, ГОСТ 1693-2005. В них указаны требования к размерам, профилю, шагам и допускам.
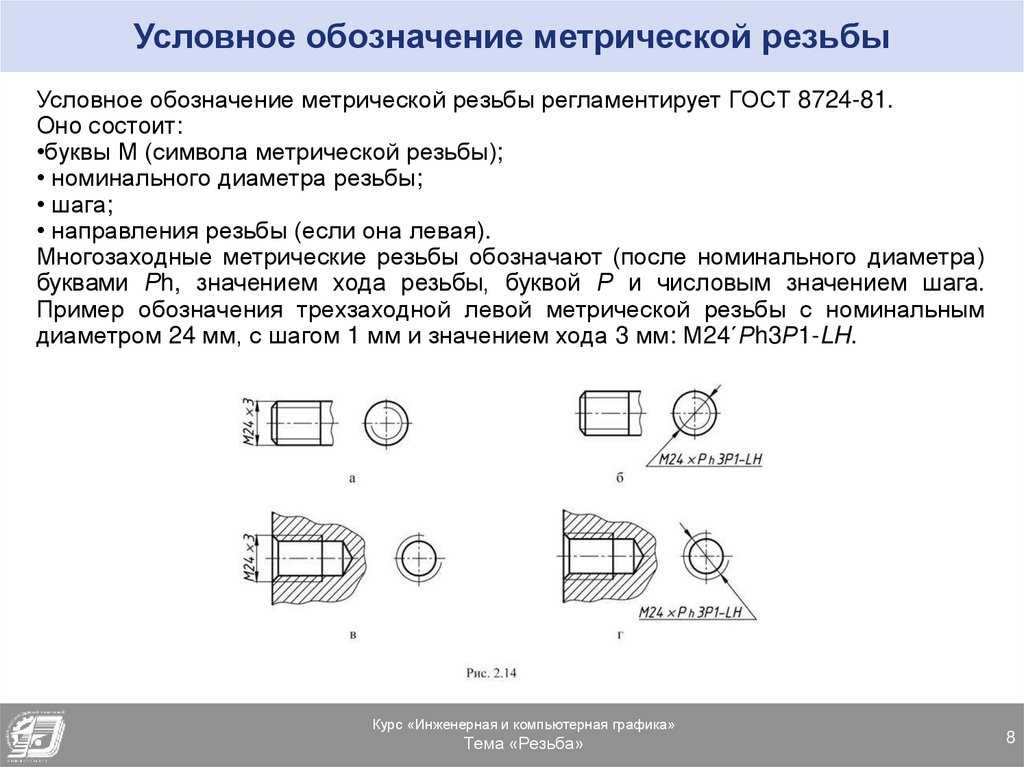
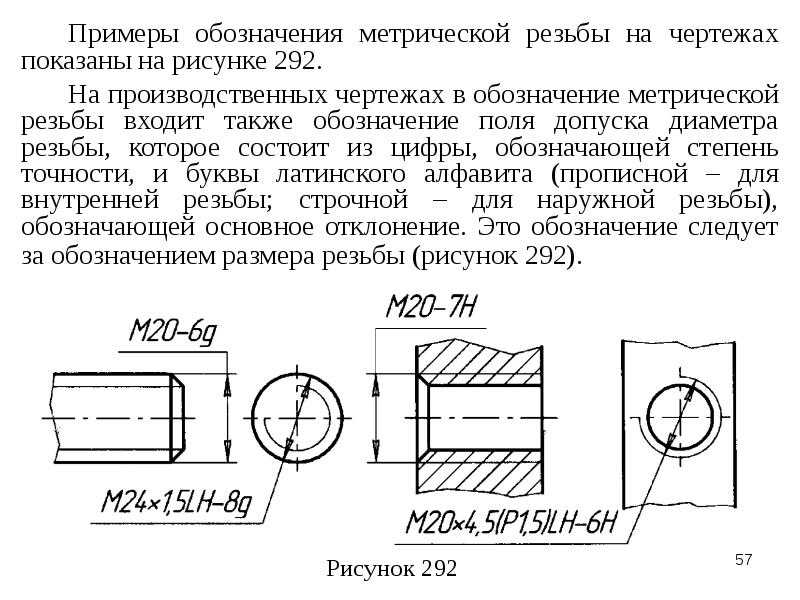
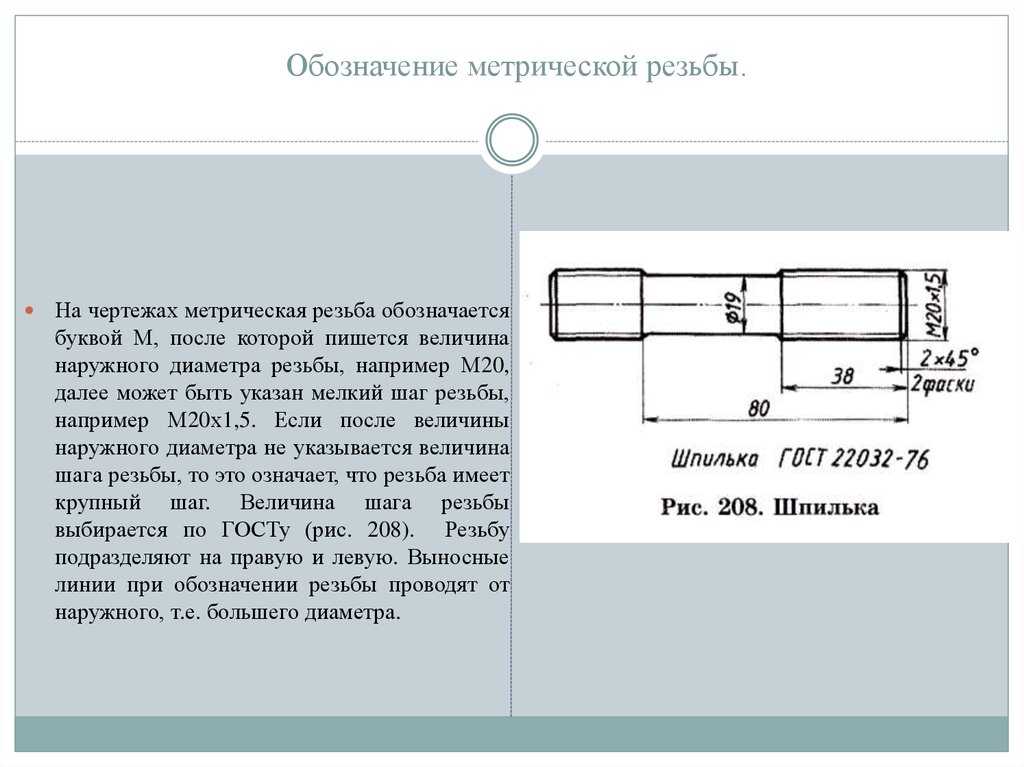
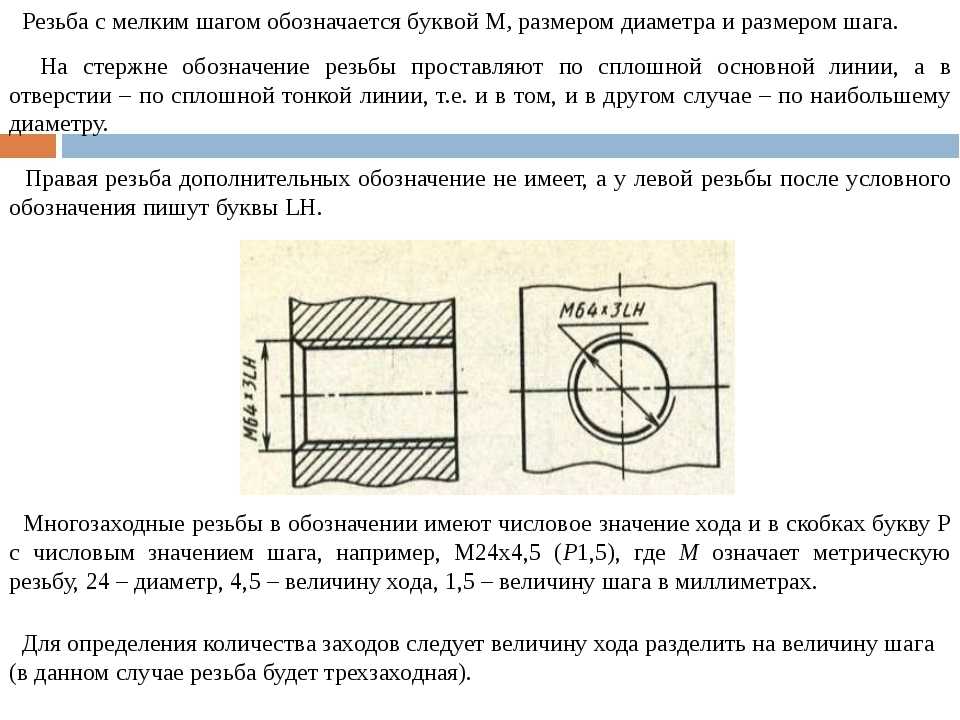
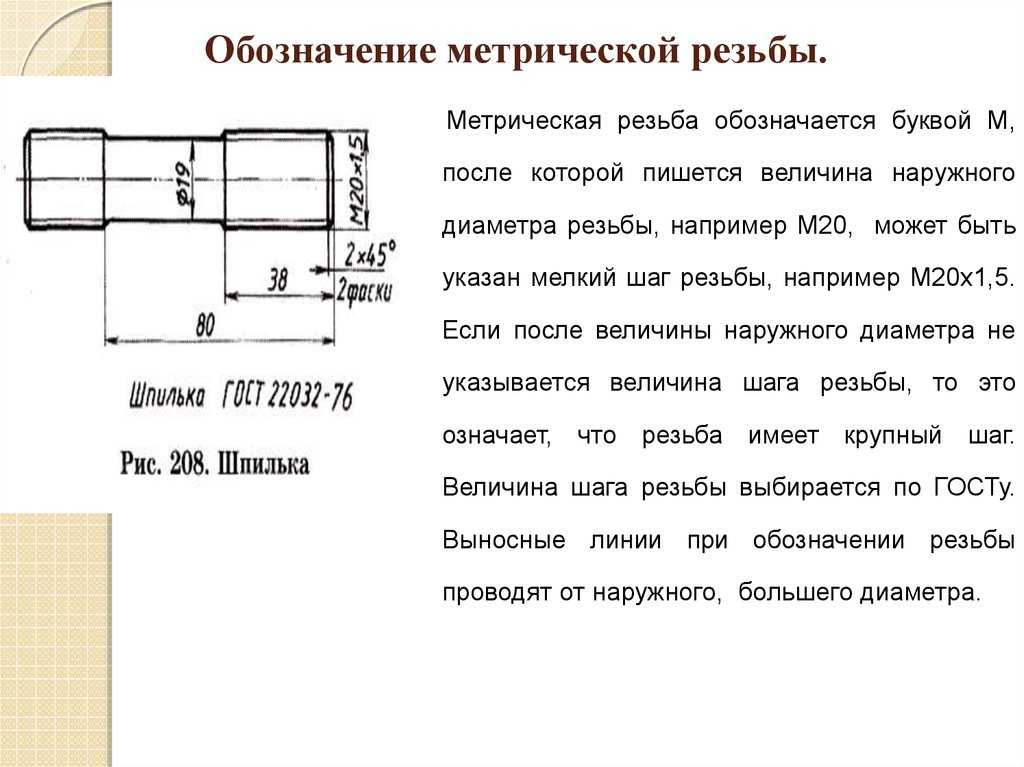
По маркировке изделия можно определить все необходимые ее параметры и вид. Запись включает в себя:
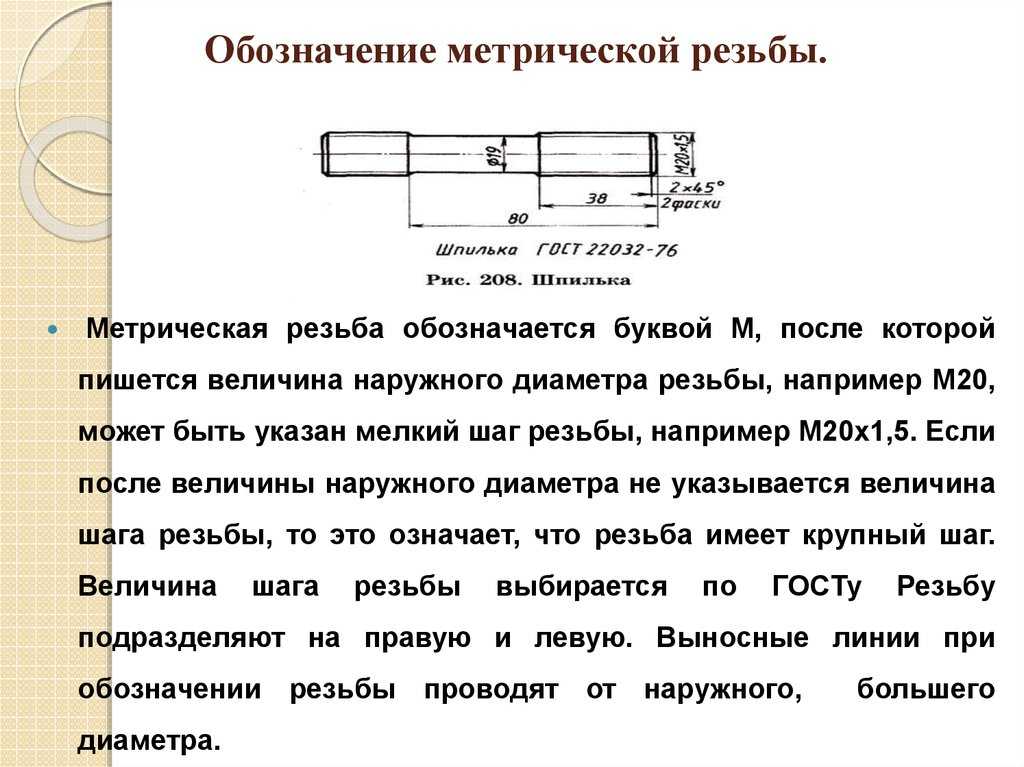
- заглавную букву, характеризующую вид, или две заглавные буквы – вид и подвид (например, метрическая – М; метрическая коническая – МК);
- число, выражающее номинальный диметр в миллиметрах (М20 – метрическая с номинальным диаметром 20 мм);
- в случае мелкого шага указывают его значение в миллиметрах, через знак умножения – М20х1,5;
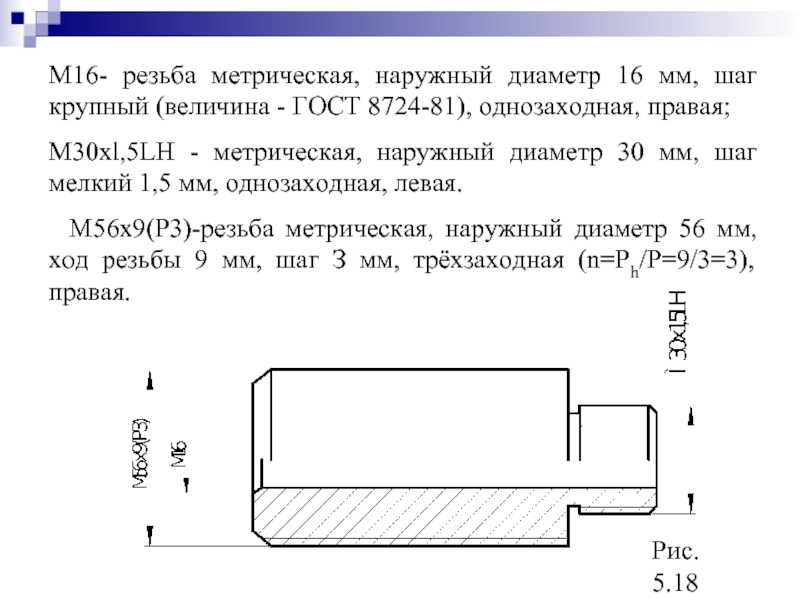
- в случае многозаходной добавляют указание хода после «х» и шага в круглых скобках – М20х3(Р1) – метрическая с диаметром 20 мм трехзаходная, где шаг составляет 1 мм;
- при обозначении левой резьбы пишут латинские заглавные буквы «LH» — М20LH или М20х3(Р1)LH – тоже только левая.
В некоторых случаях в маркировку могут входить дополнительные параметры: длина свинчивания, допуски и посадка. Их расшифровка следующая:
- указание допуска для наружной резьбы М12х1,75-6g и для внутренней М12-6Н;
- длину свинчивания выражают заглавными латинскими буквами – S – shot (короткая), N – normal (нормальная), L – long (длинная), иногда в круглых скобках добавляют числовое значение длины в миллиметрах, если величина нестандартная; например, М12-6g-L(30);
- посадку выражают дробью через значения допуска для внутренней (числитель) и наружной (знаменатель) резьб, например, учитывая, как обозначается левая резьба, общий вид будет таким — М12х1-6H/6g-LH.
Читать также: Поисковая катушка для металлоискателя своими руками
Также в маркировке может указываться вид и номер стандарта.
Выбирая правильный вид метрической резьбы и ее геометрические параметры можно обеспечить качественное крепление деталей, длительную эксплуатацию изделия и экономию средств на ремонте и обслуживании.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
1.
В каких единицах измеряется метрическая резьба: •В мм2.
В каких размерах (единицах) выражается шаг дюймовой резьбы: •Число витков на длине 1 дюйма3.
В комплект, состоящий из 3 метчиков, входят, черновой, средний и чистовой метчики. У которого из них заборная часть имеет 3-4 срезанных нитки: •Черновой4.
Высоколегированные стали имеют суммарное содержание легирующих элементов •Более 10%5.
Для лекальных, граверных работ и для зачистки применяются: •Надфили6.
Для обработки какого материала предназначены рашпили •Очень мягких металлов и неметаллов7.
Для опиливания стали и чугуна применяют напильники •С двойной насечкой8.
Для разметки стальной поверхности нанесения линий (рисок) применяют: •Чертилку9.
Для чего перед шабрением поверхность детали окрашивают: •Для выявления неровностей10.
За один рабочий ход шабером снимается слой металла толщиной •0,005-0,07 мм11.
Зенкерование применяется для: •Обработки отверстий полученных ковкой, штамповкой, литьем и предварительно просверленных12.
Зенкерование применяют для: •Увеличения отверстия под головки болтов и винтов13.
Изменение формы и размеров изделия под действием внешне и внутренней силы называется: •Деформация14.
Инструмент, применяемый при рубке металла •Применяется: слесарная ножовка, труборез, ножницы по металлу15.
Казалось бы что в трубах сложного? Соединяй и крути. Но, если вы не сантехник и не инженер с профильным образованием, то обязательно возникнут вопросы за ответами на которые придется идти куда глаза глядят. А глядят они скорее всего первым делом в интернет )


Ранее мы уже говорили о диаметрах металлических труб в этом материале . Сегодня же попробуем внести ясность в резьбовые соединения труб различного назначения. Мы постарались не загромождать статью определениями. Базовую терминологию содержит ГОСТ 11708-82 с которым каждый может ознакомиться самостоятельно.
Нарезание прямоугольной резьбы
Изготовление резьбовых соединений с прямоугольным профилем осуществляет на токарных станках при помощи специальных резцов. Перед началом нарезания данный инструмент затачивается по образцу, его профиль подбирается в соответствии с профилем нарезки. Зданий угол резца отклоняется на 8°. Для снижения трения инструмента об поверхность изделия дополнительно устанавливаются вспомогательные углы.
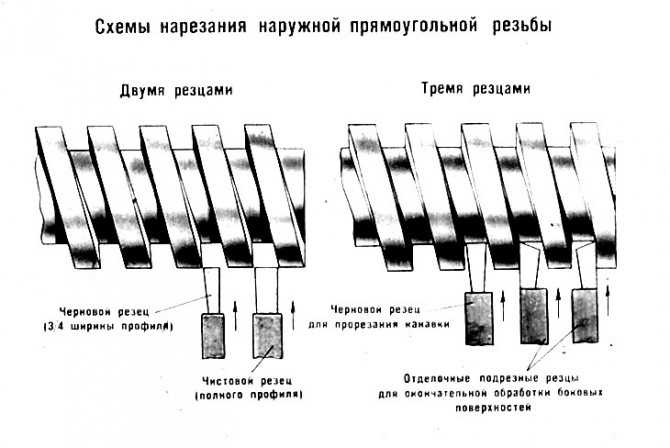
После процесса затачивания необходимо правильно расположить резец. Существует 2 главных метода установки инструмента при нарезании:
- Первый способ: основная кромка резца размещается параллельно оси изделия. В этом случае профили нарезки и инструмента будут точно совпадать, что позволит воссоздать необходимую форму винтового соединения. Преимуществом данного способа является улучшение условия для проведения нарезки. Но при этом кромка сильно износится за короткий временной промежуток.
- Второй способ: кромка располагается у боковых стенок резьбового соединения под углом 90°, что позволит равномерно распределить нагрузку на инструмент. Но профили резца и резьбы не совпадают, поэтому винт не получит правильную форму. Этот метод нарезания используются преимущественно для осуществления черновой нарезки.
При создании прямоугольной резьбы используются державки – приспособления для установки резца. Этот прибор позволяет мастеру не производить повторную переточку режущего инструмента при изменении внутреннего или внешнего диаметра.
После установки резца начинается процесс нарезания. Резьбы, шаг которых не превышает значения в 0,4 см, нарезаются при помощи 1 резца. При резьбовых соединениях с большей величиной шага применяются сразу 2 режущих инструмента: для черновой и чистовой нарезок.
Технологии нарезки
Резьба трубная цилиндрическая, которая относится к дюймовому типу (как внутренняя, так и наружная), может нарезаться ручным или механическим методом.
Нарезка резьбы вручную
Нарезание резьбы при помощи ручного инструмента, в качестве которого используется метчик (для внутренней) или плашка (для наружной), выполняется в несколько шагов.
- Обрабатываемая труба зажимается в тисках, а используемый инструмент фиксируется в воротке (метчик) или в плашкодержателе (плашка).
- Плашка надевается на конец трубы, а метчик вставляется во внутреннюю часть последней.
- Используемый инструмент вворачивается в трубу или навинчивается на ее конец посредством вращения воротка или плашкодержателя.
- Чтобы сделать результат более чистым и точным, можно повторить процедуру нарезания несколько раз.
Нарезка резьбы на токарном станке
Механическим способом трубная резьба нарезается по следующему алгоритму:
- Обрабатываемая труба зажимается в патроне станка, на суппорте которого фиксируется резьбонарезной резец.
- На конце трубы, используя резец, снимают фаску, после чего выполняют настройку скорости перемещения суппорта.
- После подведения резца к поверхности трубы на станке включают резьбовую подачу.
Следует иметь в виду, что резьба дюймовая нарезается механическим методом с помощью токарного станка только на трубных изделиях, толщина и жесткость которых позволяют это сделать. Выполнение трубной дюймовой резьбы механическим способом позволяет получать качественный результат, но применение такой технологии требует от токаря соответствующей квалификации и наличия определенных навыков.
Читать также: Насос помпа на дрель