Особенности маркировки
Характеристики болтов разнообразны: можно встретить модели с разной резьбой, определенным типом строения головки. Отличаются и размеры стержня. Вся нужная для пользователя информация о метизе имеет обозначение, расположенное на его головке. Перед тем как выбрать метизы, необходимо определить их прочность, которая потребуется для выполнения качественного крепежного соединения. Прочность зависит от марки стали, из которой выполнен метиз. Например, к мебельным болтам требования прочности будут ниже, чем к анкерным соединениям, выдерживающим нагрузку более 100 кг.
Определенные задачи могут сопровождаться и специфическими требованиями, предъявляемыми к виду резьбы. Например, болты, используемые на сложных участках в промышленных условиях, потребуют применения особого типа резьбы на корпусе стержня метиза. Резьба может быть расположена по ходу нарезки вправо или влево – эта особенность метиза также находит свое отражение в его стандартной маркировке. Выяснить все свойства и характеристики болта необходимо до начала выполнения монтажных работ, и помогает в этом вопросе именно стандартная общепринятая маркировка.
Для чего нужна таблица
При разработке и реализации резьбовых соединений для конструкций и деталей важно добиться оптимального сочетания прочности, типоразмера и стоимости крепежа. Нецелесообразно устанавливать слишком большой или чрезвычайно прочный дорогой болт, который, безусловно, сформирует сверхнадежное и долговечное соединение, но при этом значительно увеличит вес или стоимость соединительного узла
Именно таблица позволяет выбрать крепежные изделия, которые наилучшим образом сочетают в себе нужный показатель устойчивости к разрушению, компактный размер и рациональную себестоимость.
Определение параметров крепежных изделий
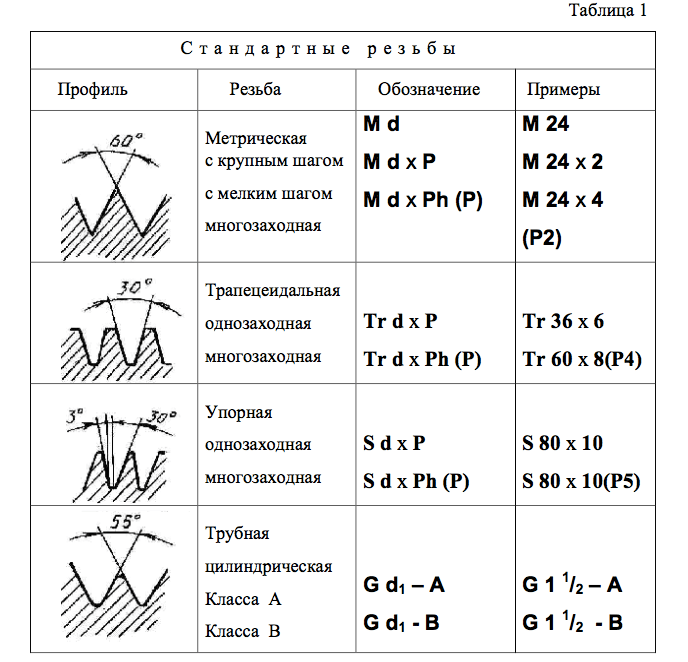
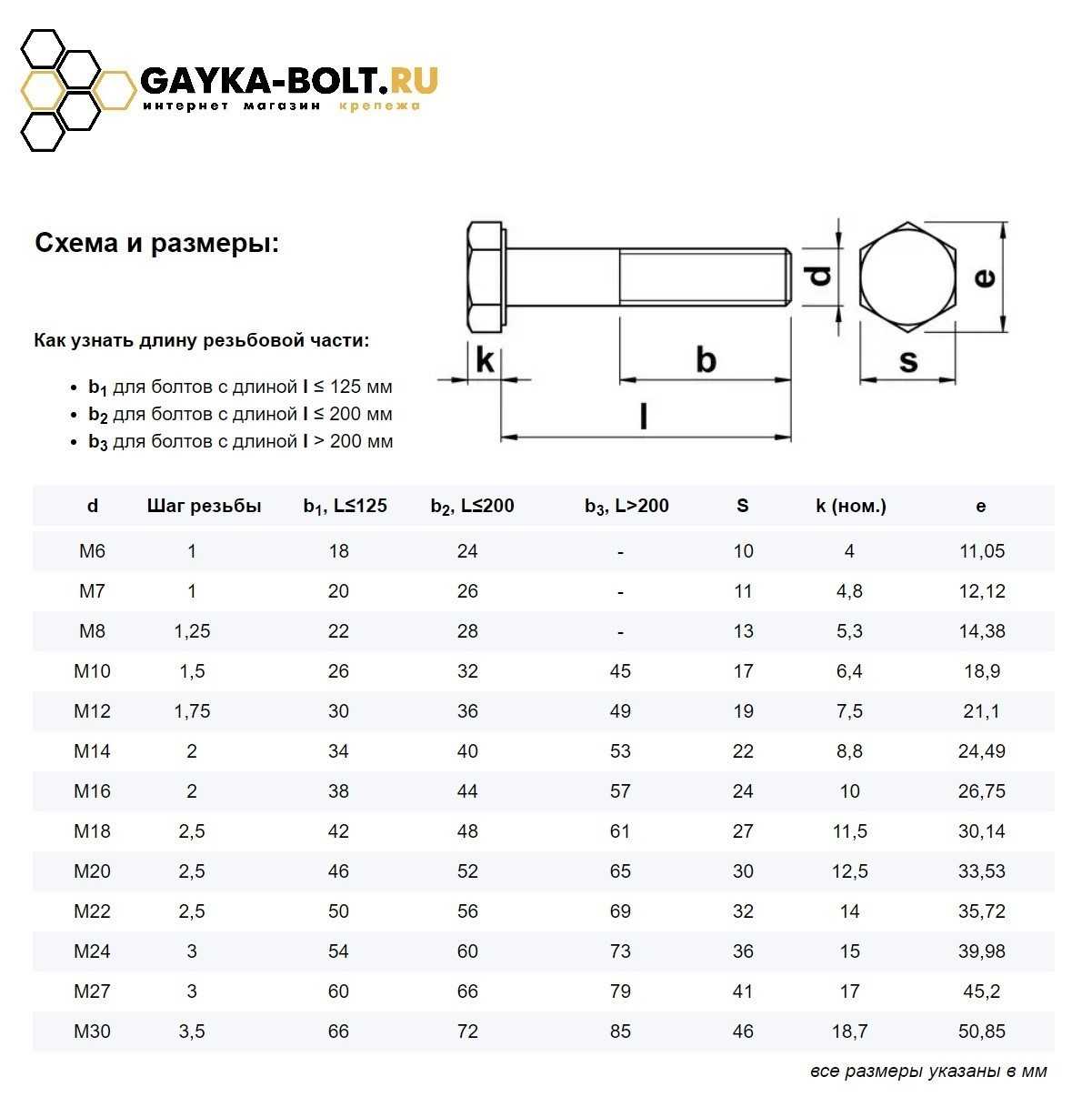
Для болтов с метрической резьбой применяется условное обозначение MdxPxL, которое можно расшифровать как следующее:
- M – обозначает, что у болта метрическая резьба.
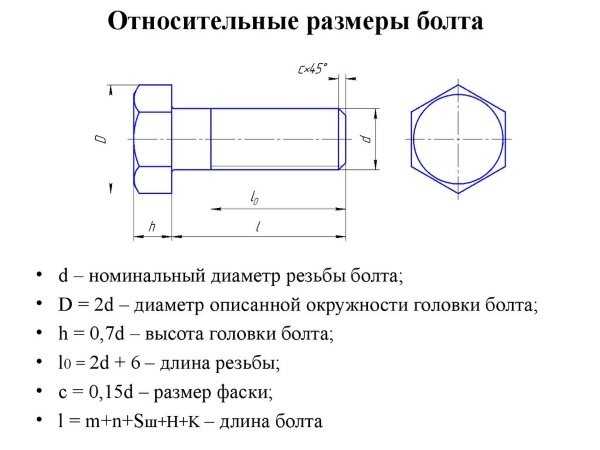
- D — номинальный диаметр резьбы.
- P – указатель шага резьбы. Болты могут изготавливаться с мелким и крупным шагом. Для болтов с крупным шагом этот показатель не указываются в обозначении резьбы.
- L – длина резьбы.
Размеры болтов указываются в миллиметрах.
Чтобы узнать все размеры и конструктивные особенности болтов, вначале необходимо визуально определить форму болта. При этом брать сведения можно по отечественному ГОСТ или применить европейский стандарт ISO. Нельзя исключать и немецкий стандарт DIN. После определения ГОСТ, который подходит для выбранного болта, необходимо провести измерения, чтобы сравнить их с табличными.
Вначале определим диаметр резьбы. Для точных измерений используют штангенциркуль или микрометр, можно применить и линейку, но тогда полученный результат будет приблизительным. Контроль произведенных измерений проводим с помощью калибров вида «ПР-НЕ» (проход-не проход). Один калибр с обозначением ПР накручивается на резьбу без всяких усилий. Другой с обозначением НЕ нельзя совсем накрутить на болт.
Дальше меряют резьбовую часть болта штангенциркулем или линейкой. Шаг резьбы является важным параметром, и его размер определяется с помощью шагомера. Если у вас нет под рукой шагомера, то при помощи штангенциркуля измеряют размер между двумя витками резьбы.
Правда такой способ подойдет только для измерения метиза с крупным шагом и с большим номинальным диаметром. Более точный результат можно получить если измерить расстояние между несколькими витками и полученный размер разделить на число витков.
Определенный таким способом размер шага резьбы надо проверить по справочной таблице. Если данные, полученные при измерении, совпадают с табличными, то значит вы точно определили параметры болта. В случае если значение измеренного размера шага отличается табличных значений, то возможно у вас метиз с дюймовой резьбой и необходимо провести более точный обмер шага.
Форма головки у метизов может быть 2 типов: в первом типе головка выступает за длину стержня, во втором случае это болты у которых головка потайная. Замер длины болтов в первом случае производится без учета высоты головки. Типы и размеры изделий с метрической резьбой регламентируются следующими нормативными документами:
- для болтов с шестигранной головкой нормальных размеров применяются ГОСТы 7805, 7798, 15589, 10602;
- метизы с уменьшенным размером шестигранника головки регламентируются по ГОСТ 7808, 7796, 15591;
- для болтов, изготовленных из высокопрочного материала есть ГОСТ 22353;
- ГОСТ Р52644 определяет размеры изделий с шестигранной головкой и увеличенным размером под ключ;
- крепеж, у которого дополнительно имеется направляющий подголовок и шестигранная головка регламентируются по ГОСТ 7811, 7795, 15590;
- уменьшенная головка под ключ с 6 гранями и используемая при монтаже в отверстия выполненные разверткой по ГОСТ 7817;
- для болтов с увеличенной головкой применяется ГОСТ 1801;
- для рым-болтов, которые используются при проведении погрузочно-разгрузочных работах, применяется ГОСТ 4751;
- метизы с головкой полукруглой формы, оснащенные квадратным подголовком для фиксации по ГОСТ 7802.
Длина болта с потайной головкой указывается вместе с высотой головки. Размеры, и конструктивные особенности болтов с потайной головкой, определены в соответствующих нормативных документах:
- для шинных болтов с номинальным диаметром резьбы М10 применяется ГОСТ 7787;
- крепежные изделия снабженные усом для фиксации болта в отверстие для предотвращения от проворачивания, регламентируются ГОСТ 7785;
- размеры метизов оснащенные квадратным подголовком, фиксирующим изделие в отверстие указаны в ГОСТ 7786.
Чтобы узнать нормативный документ по которому изготовлен болт, необходимо провести замеры высоты головки, и определить размер под ключ. У болта с круглой головкой измеряется ее диаметр и проводится визуальный осмотр.
Текст ГОСТ ISO 3506-1-2014 Механические свойства крепежных изделий из коррозионно-стойкой нержавеющей стали. Часть 1. Болты, винты и шпильки
МЕХАНИЧЕСКИЕ СВОЙСТВА КРЕПЕЖНЫХ ИЗДЕЛИЙ ИЗ КОРРОЗИОННО-СТОЙКОЙ НЕРЖАВЕЮЩЕЙ СТАЛИ
Mechanical properties of corrosion-resistant stainless steel fasteners. Part 1. Bolts, screws and studs
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2-2009 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены»
1 ПОДГОТОВЛЕН Федеральным государственным унитарным предприятием «Всероссийский научно-исследовательский институт стандартизации и сертификации в машиностроении» (ВНИИНМАШ) на основе собственного аутентичного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 229 «Крепежные изделия»
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 20 октября 2014 года N 71-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97
Код страны по МК (ИСО 3166) 004-97
Сокращенное наименование национального органа по стандартизации
Минэкономики Республики Армения
Госстандарт Республики Беларусь
Госстандарт Республики Казахстан
4 Приказом Федерального агентства по техническому регулированию и метрологии от 10 июня 2015 года N 606-ст межгосударственный стандарт ГОСТ ISO 3506-1-2014 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2017 года.
Международный стандарт разработан подкомитетом ISO/ТС 2/SC 1 «Механические свойства крепежных изделий» технического комитета по стандартизации ISO/TC 2 «Крепежные изделия» Международной организации по стандартизации (ISO).
Перевод с английского языка (en).
В настоящем стандарте приведено дополнительное приложение ДА «Химический состав коррозионно-стойких сталей».
Сведения о соответствии межгосударственных стандартов ссылочным международным стандартам приведены в дополнительном приложении ДБ.
Степень соответствия — идентичная (IDT)
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе «Национальные стандарты», а текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе «Национальные стандарты». Соответствующая информация, уведомления и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет




Болты — Госты, обозначения
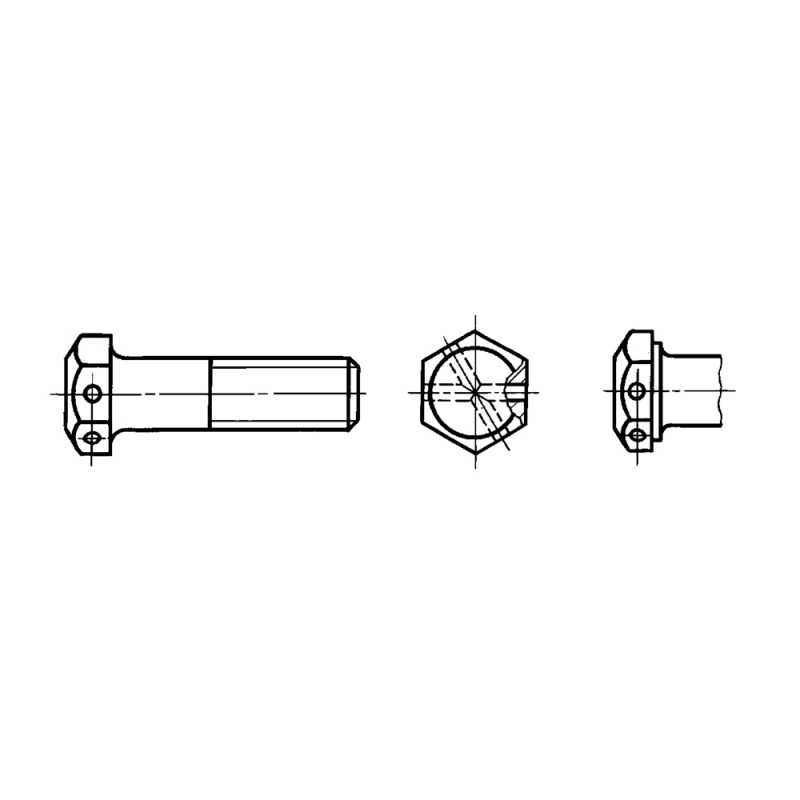
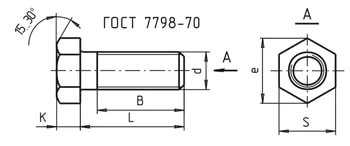
На рис. 8.42 — примеры различных болтов: а — рым-болта (ГОСТ 4751—73*), ввертываемого в тяжелые детали, например в электродвигатели для их подъема и спуска на тросах при монтаже; б — откидного болта (ГОСТ 3033—79*), позволяющего быстро зажимать или освобождать детали в различных приспособлениях; в — болта с полукруглой головкой и с квадратным подголовком (ГОСТ 7802—81*), не требующего зажима головки при завинчивании гайки. Наиболее широко применяют болты с шестигранной головкой, повышенной, нормальной и грубой точности (классов точности А, В, С), с нормальной или уменьшенной головкой, с крупным или мелким шагом резьбы, выпускаемые в одном или нескольких исполнениях. Пример такого болта, выпускаемого по ГОСТ 7798—70* (СТ СЭВ 4728—84) в четырех исполнениях, дан на рис. 8.43: 1 — без отверстия в стержне и головке; 2 — с отверстием в стержне под шплинт; 3 — с двумя отверстиями в головке для стопорения проволокой; 4 — с цилиндрическим углублением в головке, с номинальным диаметром резьбы от 6 до 48 мм, длиной от 8 до 300 мм.
Согласно ГОСТ 10549—80*, для шагов 0,5…0,7 катет z равен 0,5 мм; для шагов 0,75…1 — 1,0 мм; для шагов 1,25…1,75 — 1,6 мм; для шага 2 — 2,0 мм; для шагов 2,5…3,5 — 2,5 мм. Подробнее см. в указанном стандарте. Диаметры и шаги для болтов, винтов и шпилек см. на с. 228.
Болт 3M12X1,25-6gX60.109.40X.016 ГОСТ 7798—70, где 3 — исполнение, 1,25 — мелкий шаг резьбы, 6g — поле допуска, 60 — длина болта, 109 — класс прочности 10.9.40X — марка стали, 016 —вид покрытия (цинковое, хроматированное), толщиной 6 мкм;Болт M12—6gX60.58 ГОСТ 7798— 70 — болт исполнения 1 (не указывают) с крупным тагом (не указывают), длиной 60 мм, класс прочности 5.8, без покрытия.Класс точности (в данных примерах В) и размеры головки (в данных примерах — нормальной) определены номером стандарта
Если заменить в приведенном обозначении ссылку на ГОСТ 7798—70 ссылкой, например, на ГОСТ 7805—70* (СТ СЭВ 4727—84), то она определит такой же болт, в том же исполнении, но повышенной точности (класса А) и с уменьшенной головкой под ключ.Этот пример показывает, как важно точно записывать условное обозначение любого изделия, для которого оно установлено стандартом.На учебных чертежах принимают, что болты изготовлены из углеродистой стали класса прочности 5.8 и что они не подвергались покрытию.Таблица поясняет значение указываемых в обозначениях резьб полей допусков (бывш. 1, 2, 3-го классов точности)
ГОСТ 18125—72* является общим для болтов классов точности В и А (с диаметром резьбы свыше 48 мм). Поэтому в обозначении последних добавляют букву А.Болт А2М56Х4 — 6gX300.07.019 ГОСТ 18125-72, где А — повышенная точность, 2 — исполнение, 56 — номинальный диаметр резьбы, 4 — ее шаг, 300 — длина болта.Класс точности В не указывают.Болт М56Х300.02 ГОСТ 18125—72, где 07 и 02 — группы материалов по ГОСТ 18126—72*.Не указывают поле допуска в обозначении болтов грубой точности (класса точности С), изготовляемых по ГОСТ 15589— 70*… 15591—70*. в четырех исполнениях, например:Болт M24X120.46 ГОСТ 15591—70.Выпускают классов прочности 3.6; 4.6; 5.6, с диаметром резьбы 20… 48 мм.При записи обозначения необходимо следить, чтобы промежутки между его составными частями не были излишне малыми или большими (рекомендуются равными ширине буквы данного размера шрифта), чтобы знак умножения X отличался от буквы X, и т. п.На рис. 8.45 показано выполняемое на учебных чертежах, когда это требует задание, построение дуг гипербол на боковых гранях головки болта, образующихся при сечении конуса вращения (конической фаски) плоскостями (гранями головки), параллельными его оси. Обычно эти дуги заменяют дугами окружностей, определяемыми каждая тремя точками.
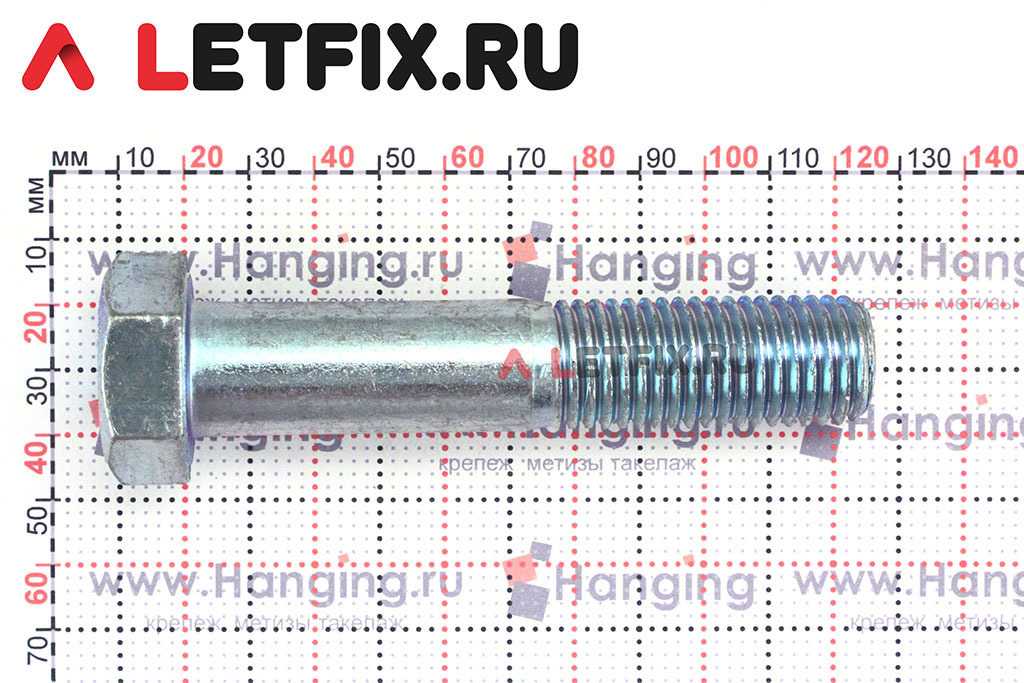
Как правильно выполнить замеры болта

Если вы используете современные метрические болты, то, вероятнее всего, вам не нужно выполнять никаких замеров. Производители стараются указывать максимальное количество полезной для потребителей информации, при этом наносят ее не только на упаковку с метизами, но и на каждый отдельный болт. Но иногда приходится иметь дело с болтами, не имеющими маркировки или с крепежом, данные на котором не читаемы или просто повреждены. В этом случае без выполнения определенных замеров не обойтись.
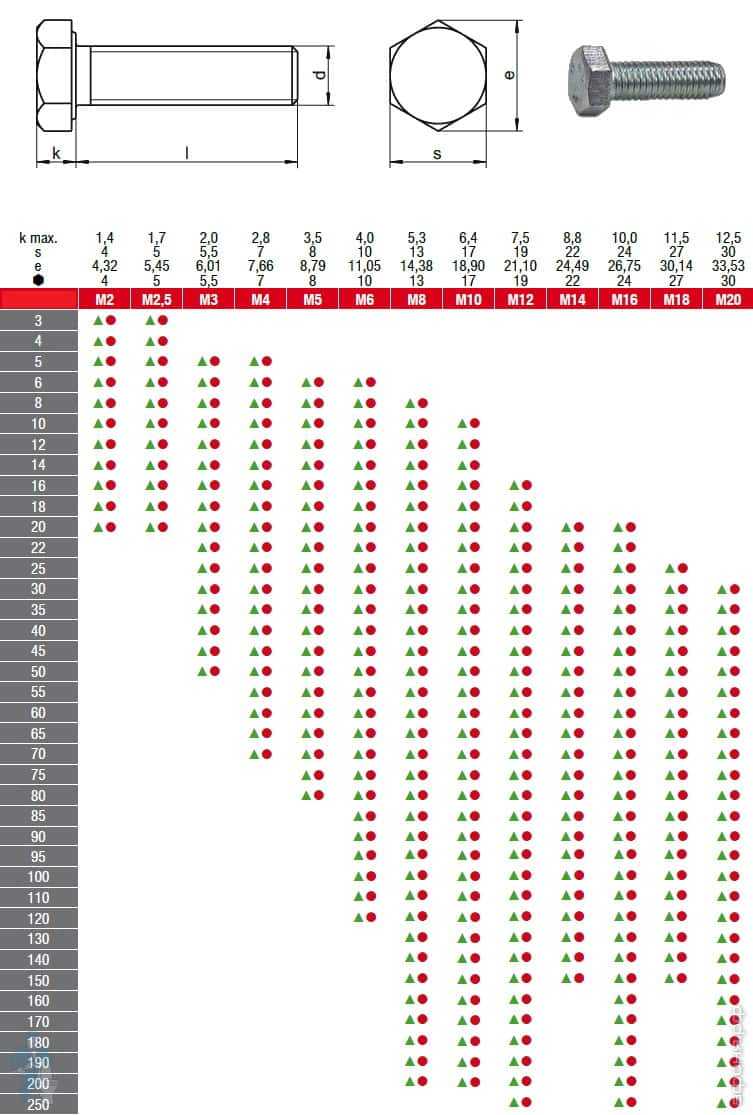
Наиболее важными линейными характеристиками любого болта являются его длина, диаметр и шаг резьбы. Также имеет значение размер «под ключ», который необходимо знать для правильного выбора инструментов и оснастки.
Самым простым замером можно назвать определение размеров головки «под ключ». Для выполнения этой операции необходим штангенциркуль, которым измеряют расстояние между параллельными гранями шестигранной головки. ГОСТ предоставляет точный сортамент по этому параметру, а разница между ближайшими значениями довольно существенна, поэтому ошибиться при замере будет непросто.
В соответствии с действующими стандартами, длина болта измеряется линейкой или штангенциркулем от опорной части головки до конца фаски, которой завершается его резьбовой стержень. Этот способ подходит для метизов следующих типов:
- Болтов, изготовленных в соответствии с ГОСТ 7805-70, 7798-70, 15589-70, 10602-94;
- Изделий, имеющих уменьшенную поверхность опирания, соответствующих ГОСТ 7808-70, 7796-70, 15591-70;
- Метизов с подголовком ГОСТ 7811-70, 7795-70, 15590-70;
- Болтов ГОСТ 22353-77 высокой прочности;
- Крепежа высокой прочности, имеющих увеличенную головку по ГОСТ Р 52644-2006.
В болтах со специальной шестигранной опорной поверхностью, предназначенной для применения с проемами из-под развертки, изготовленных в соответствии с ГОСТ 7817-80, длину измеряют от головки до окончания цилиндрической части.

Диаметр болта также можно измерить, используя штангенциркуль, специальную шаблонную линейку или, при наличии возможности, микрометр. Для максимальной точности замера, который может требоваться в некоторых отраслях, уточняют диаметр наружной резьбы при помощи набора шаблонных калибров «Проход-Непроход» («ПР-НЕ»). В этом случае параметр определяется накручиванием на резьбу шаблонов со строго выверенными характеристиками. Подходящий размер без проблем подходит к резьбе, а следующий по номеру уже не накручивается.
Обозначения буквенные (ЕСКД ГОСТ 2.321-68)
Настоящий стандарт устанавливает основные буквенные обозначения, применяемые в конструкторских документах всех отраслей промышленности. Для перечисленных ниже величин устанавливаются следующие буквенные обозначения:
a,b, g,d и другие строчные буквы греческого алфавита
| Длина | L , l |
| Ширина | B, b |
| Высота, глубина | H, h |
| Толщина (листов, стенок, ребер и т.д.) | s |
| Диаметр | D, d |
| Радиус | R, r |
| Межосевое и межцентровое расстояние | A, a |
| Шаг: винтовых пружин, болтовых соединений, заклепочных соединений и т.п., кроме зубчатых соединений и резьб | t |
| Углы |
Прописные буквы рекомендуется применять для обозначения габаритных и суммарных размеров.
В случае обозначения в одном документе различных величин одной и той же буквой следует применять цифровые или буквенные индексы, или их комбинацию, причем цифровой индекс рекомендуется присваивать второй величине, обозначенной данной буквой, второй индекс — третьей величине и т.д., например: d, d1, d2, bn, bn1, bn2.
Источник
Классы прочности болтов и маркировка – таблица
Класс прочности болта – технико-эксплуатационная характеристика, которая отражает предельную нагрузку на металлоизделие при скреплении деталей, показывает устойчивость к деформациям, ударам и разрыву.

Классы прочности отражают предельную нагрузку при скреплении деталей.
По ГОСТу 1759.4-87 (ISO 898.1-78) метизы подразделяются на 11 групп: 3.6; 4.6; 4,8; 5.6; 5.8; 6.6; 6.8; 8.8; 9.8; 10.9; 12.9.
Чем выше значение, тем большее усилие способен выдержать крепеж, тем он прочнее и выносливее.
Механические свойства крепежей в зависимости от показателя прочности представлены ниже в таблице:
| Класс прочности | Номинальное временное сопротивление, Н/мм² | Твердость по Виккерсу (min/max), HV | Предел текучести (min/max), МПа |
| 3.6 | 300 | 95/250 | 180/190 |
| 4.6 | 400 | 120/250 | 240 |
| 4.8 | 400 | 130/250 | 320/340 |
| 5.6 | 500 | 155/250 | 300 |
| 5.8 | 500 | 160/250 | 400/420 |
| 6.6 | 600 | 190/250 | 360/480 |
| 6.8 | 600 | 190/250 | 640 |
| 8.8 | 800 | 250/335 | 640/660 |
| 9.8 | 900 | 290/360 | 720 |
| 10.9 | 1000 | 320/380 | 900/940 |
| 12.9 | 1200 | 385/435 | 1080/1100 |
Что наносится на шапку болта
На стандартном болте, сделанном по ГОСТ 7798-70, есть маркировка.
В нее входят:
- Класс прочности. Определяет степень нагрузки и сферу применения.
- Клеймо завода-изготовителя. Позволяет идентифицировать компанию, занимающуюся производством метизов.
- Стрелка. Указывает на левостороннюю резьбу.
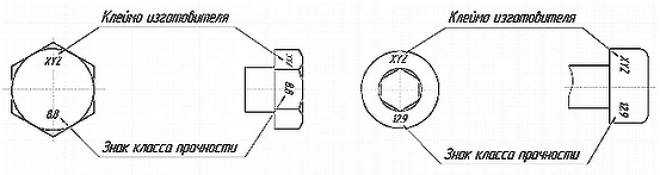
Стандартное расположение маркировки на болтах Обозначения наносят на верхнюю часть головки. Они бывают выпуклыми и углубленными. Геометрию определяет производитель.
На болтах и винтах диаметром более 6 мм маркировка обязательна. На крепежах меньших размеров номер не ставят.

На стандартном болте есть маркировка с классом прочности.
На деталях малого размера или нестандартной формы применяют символы из циферблатной системы.
Расшифровка знаков на болтах из нержавеющего металла:
- Обозначение марки аустенитной стали:
- А2 – устойчивость к воздействию воды;
- А4 – стойкость к солям, щелочам, кислотам.
- Граница прочности – 50, 60, 80, что соответствует 500, 600, 800 МПа и классам 5.6(8), 6.6(8), 8.8.
Возможно заводское клеймо.
Изделия из мартенситного сплава маркируют аналогично углеродистым, при этом цифры внизу подчеркнуты. Стандартом разрешено не ставить точку в обозначении.
В БВП знаки указывают согласно ГОСТ 52644-2006.
В качестве примера: D 11.14 8.8 S ХЛ, где:
- D – идентификатор производителя;
- 11.14 – номер плавки;
- 8.8 – граница прочности;
- S – болт с 6-гранной увеличенной шляпкой;
- «ХЛ» – климатическое исполнение (холодный регион).

Изделия из мартенситного сплава имеют заводское клеймо.
Условные обозначения на шпильки наносят, если диаметр резьбы превышает 12 мм.
Требования по ГОСТу
Метизы должны соответствовать прописанным в ГОСТах размерам, механическим свойствам, классу точности, нормам качества, не иметь крупных дефектов и следов коррозии.
На чертежах и в спецификациях инженеры отмечают болты строго по стандарту.
Важность правильного выбора крепежа
Болты, выпускаемые современной промышленностью, могут значительно отличаться по классам своей прочности, что зависит преимущественно от марки стали, которая была использована для их изготовления. Именно поэтому выбирать болты, соответствующие тому или иному классу, следует исходя из того, для решения каких задач их планируется использовать.


К примеру, для соединения элементов легкой ненагруженной конструкции подойдут болты более низкого класса прочности, а для крепления ответственных конструкций, эксплуатирующихся под значительными нагрузками, необходимы высокопрочные изделия. Наиболее примечательными из таких конструкций являются башенные и козловые краны, соответственно, болты, отличающиеся самой высокой прочностью, стали называть «крановыми». Характеристики таких крепежных элементов, используемых для соединения элементов самых ответственных конструкций, регламентируются требованиями ГОСТ 7817-70. Такие болты делают из высокопрочных сортов стали, что также оговаривается в нормативном документе.
Крепежные элементы, как известно, бывают нескольких видов: болты, гайки, винты, шпильки. Каждое из таких изделий имеет свое назначение. Для их изготовления используются стали разных классов прочности. Соответственно, будет различаться и маркировка болтов, а также крепежных элементов других типов.
Это интересно: Как правильно высверлить сломанный болт — видео, фото
Технические условия поставки
Материалы
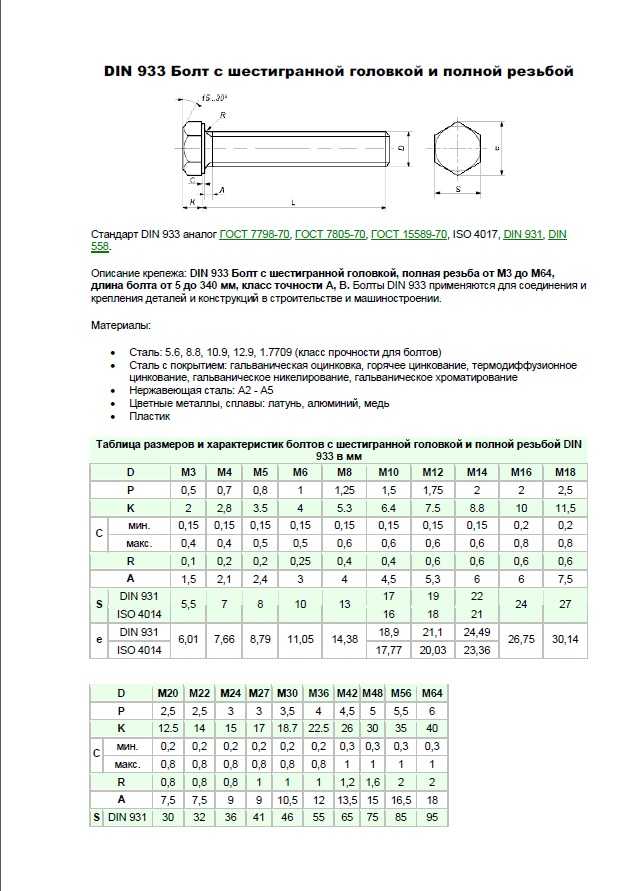
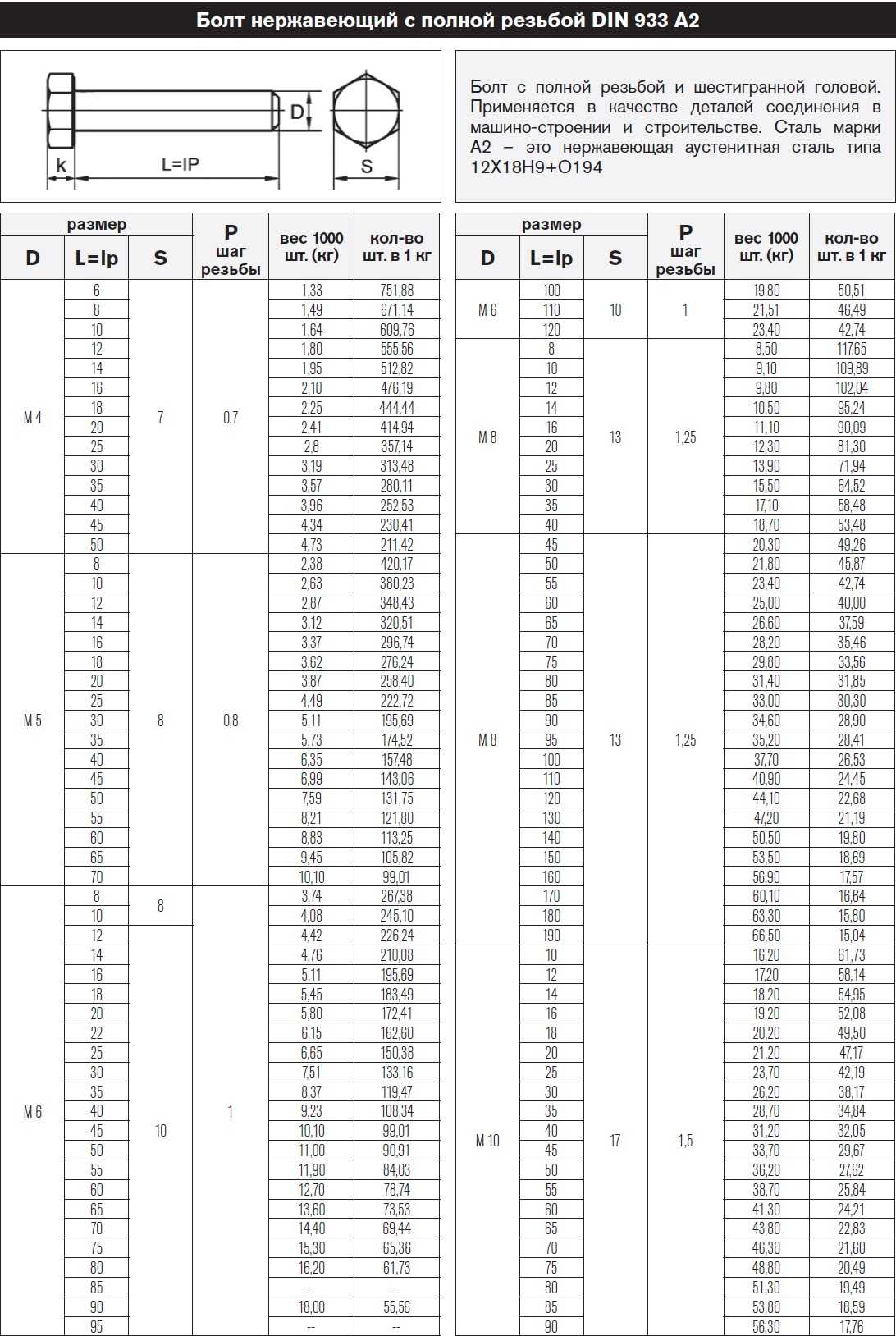
Болты DIN 933 изготавливаются из стали, нержавеющей стали и цветных металлов.
Общие требования — в соответствии с DIN 267, часть 1.
Механические свойства
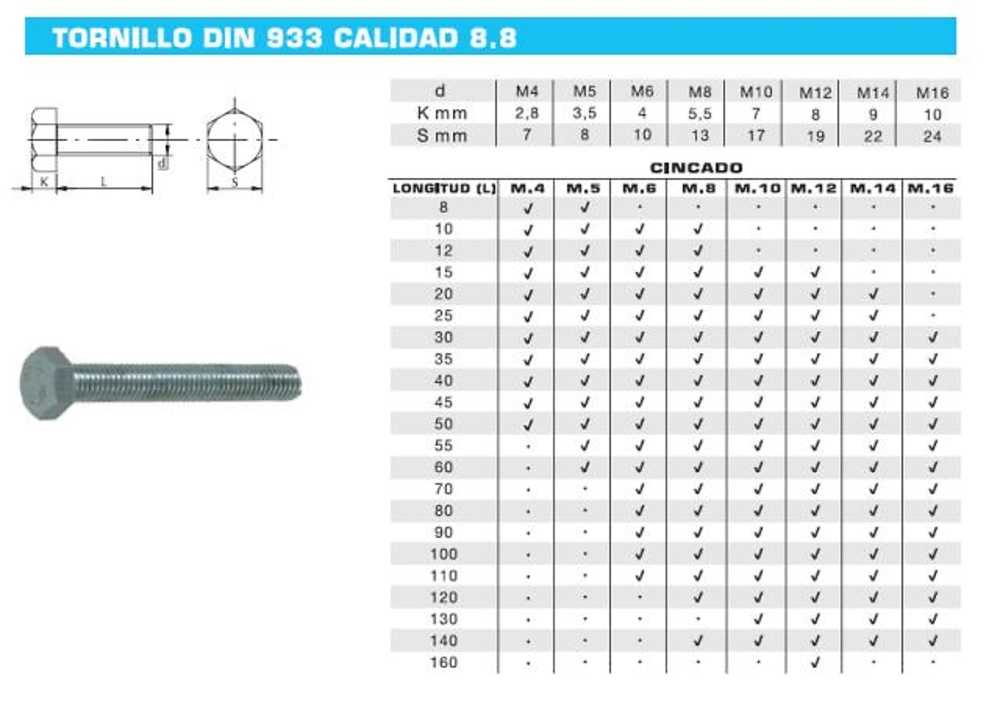
Болты DIN 933 из стали изготавливаются с классами прочности 5.6, 8.8, 10.9. Крепеж с размерами выше М39 — по соглашению между изготовителем и потребителем.
Болты DIN 933 из нержавеющей стали: с размерами ≤ М20 производятся с пределами прочности А2-70 и А4-70; крепеж с размерами > М20 ≤ М39 — с пределами прочности А2-50 и А4-50.
Крепежные детали с резьбой ≤ М39 — из группы сталей С3 и С4.
Изделия с размерами > М39 — по соглашению.
Поверхность
Требования к болтам DIN 933 по шероховатости — в соответствии с DIN 267, часть 2.
Допустимые дефекты поверхности — согласно DIN 267, часть 19.
Гальваническое покрытие — согласно требованиям DIN 267, часть 9.
Покрытие горячим цинком — в соответствии с требованиями DIN 267, часть 10.
Условное обозначение
Пример условного обозначения болта DIN 933 с шестигранной головкой, с резьбой М12, номинальным размером длины 80 мм и классом прочности 8.8.
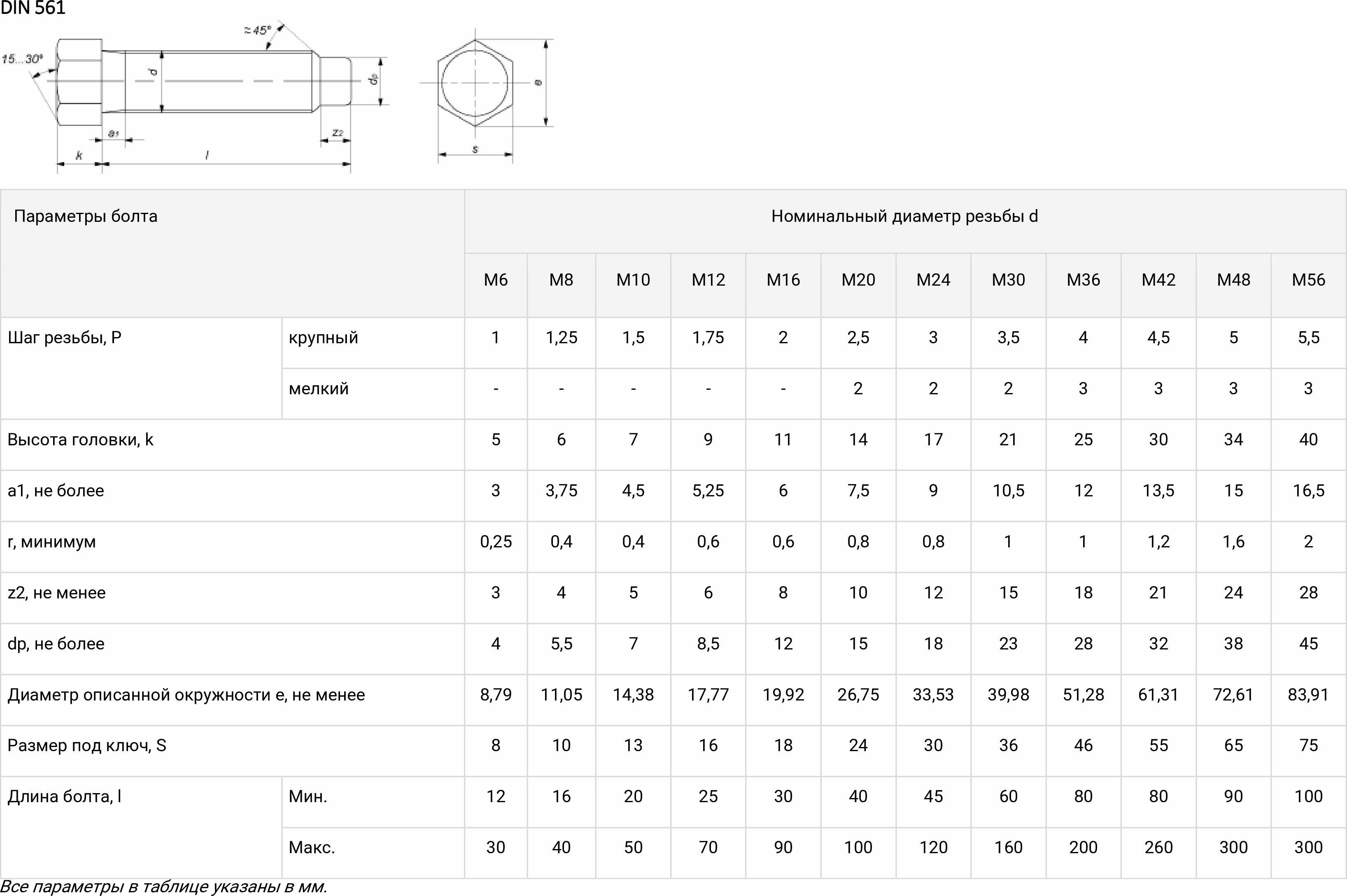
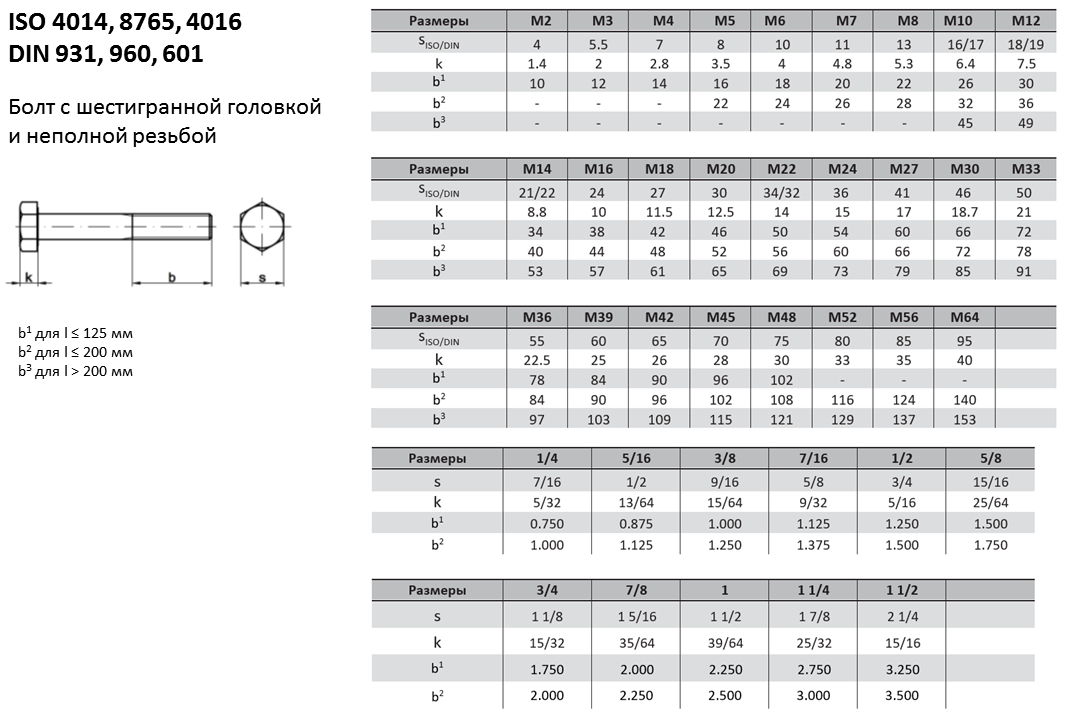
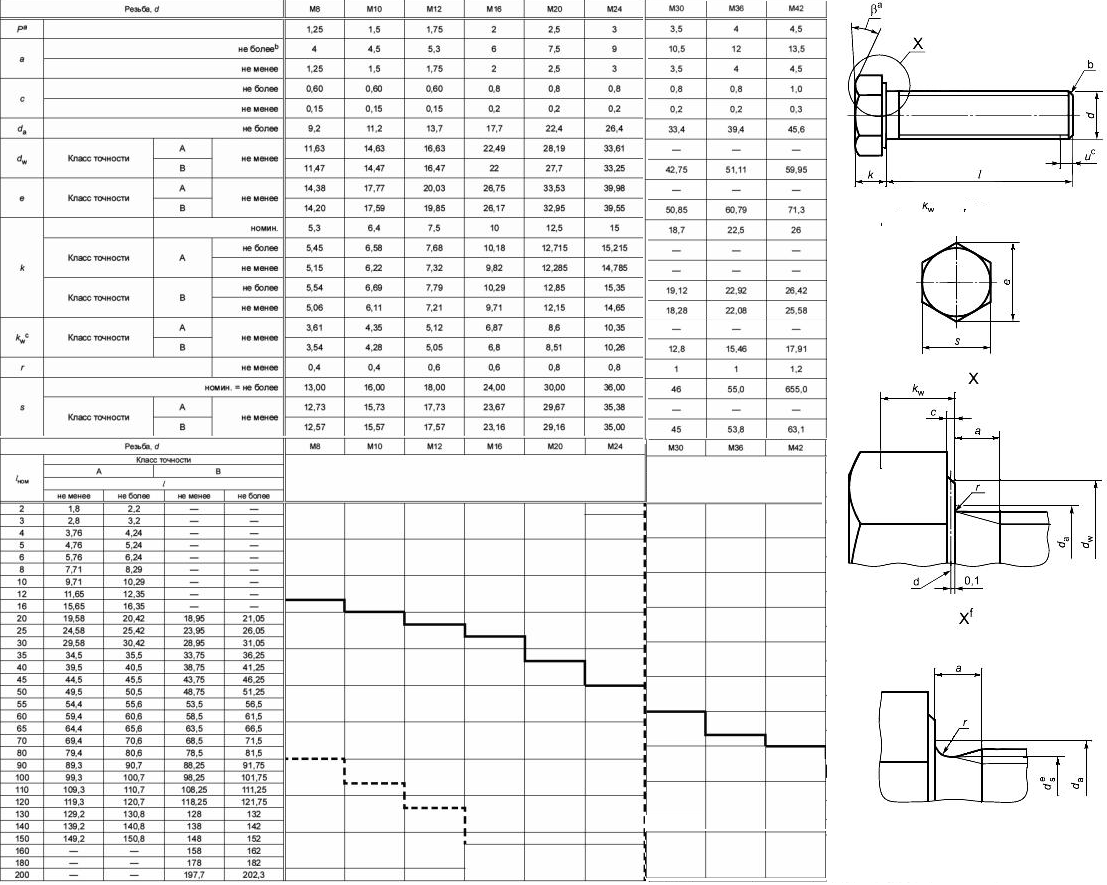
Настоящие стандарты распространяются на болты метрические с шестигранной головкой с неполной и полной резьбой.
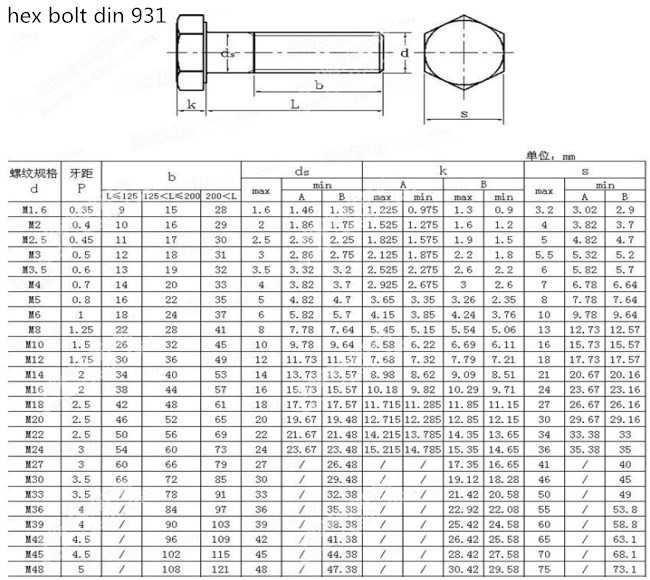
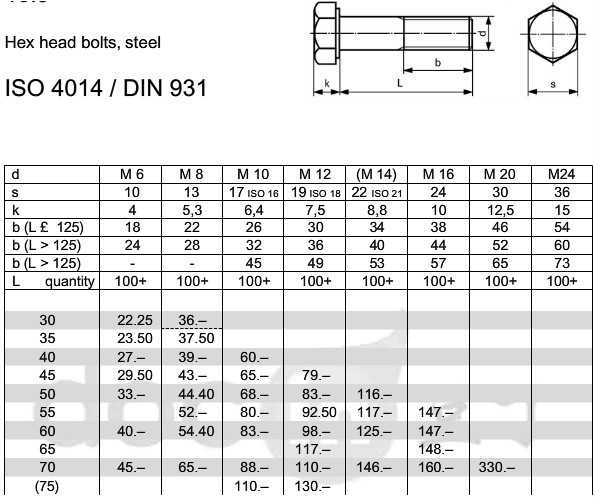
Основной отличительной особенностью болтов, изготавливаемых согласно требований стандартов DIN 931 и DIN 933, является различная зона накатки резьбы и разные минимальные и максимальные диапазоны длин.
Болты, изготавливаемые по DIN 931, имеют неполную резьбу длиной до 153 мм, при общей максимальной длине болта до 950 мм.
Болты по DIN 933 имеют резьбу, накатанную по всей длине стержня, за исключением зоны сбега резьбы, что необходимо учитывать при расчете длины болта в соединении. Максимальная длина болта по данному стандарту ограничена 340 мм, а минимальная 5 мм.
Анализ конструктивных отличий болтов по DIN 931 и DIN 933 показывает, что первые предпочтительно применять в случаях, когда толщина деталей в соединении не меньше 18 мм, а также в случаях сквозного соединения деталей большой толщины или применения их в качестве стяжки разведенных на значительное расстояние пластин. Преимущественная сфера применения — это строительство. Болты по DIN 933, благодаря минимальной предусмотренной длине болта 5 мм, могут применяться в креплении тонколистовых материалов, а также в местах последовательного соединения нескольких деталей с отдельной фиксацией каждой с помощью гаек. Преимущественная сфера применения — это машиностроение.
Отличительные особенности болтов по DIN 931 и DIN 933
|
Параметр |
Наименование стандарта |
|
|
Расположение резьбы |
неполная резьба определенной длины |
полная по длине стержня болта |
|
Номинальный диаметр резьбы, мм |
от М3 до М64 |
от М3 до М64 |
|
Размер под ключ, мм |
от 5,5 до 95 |
от 5,5 до 95 |
|
Высота головки, мм |
||
|
Длина болта, мм |
от 30 до 950 |
|
|
Длина резьбы, мм |
от 12 до 153 |
по длине болта, исключая размер сбега резьбы |
|
Сбег резьбы, мм |
от 1,5 до 18 |
|
|
Класс прочности |
5.6, 8.8, 10.9, 12.9 |
5.6, 8.8, 10.9, 12.9 |
|
Класс точности |
||
|
Материал, покрытие |
Нерж. сталь А2, А4. |
Сталь с покрытием: цинкование, никелирование, хроматирование. Нерж. сталь А2, А4. Возможно изготовление из цветных металлов и сплавов, а также пластика. |



Стандарты DIN 931 и DIN 933 предусматривают нормирование геометрических размеров изделия, в отдельности резьбы, формы стержня, и головки болта, материала изготовления и защитного покрытия, а также прочностные характеристики.
Болт по DIN 931 с шестигранной головкой и неполной метрической резьбой, изготавливается повышенной и нормальной точности из стали с гальваническим покрытием и нержавеющей стали. Предел прочности на разрыв находится в пределах от 500 МПа до 1200 МПа, а предел текучести от 300 МПа до 1080 МПа.
Может применяться в креплении строительных элементов и машиностроении.
Болт по DIN 933 с шестигранной головкой и полной метрической резьбой, изготавливается повышенной и нормальной точности из стали с гальваническим покрытием и нержавеющей стали. Может применяться в строительной сфере и машиностроении преимущественно в случаях с усложненной схемой крепления деталей. Прочностные характеристики аналогичны болтам по DIN 931.
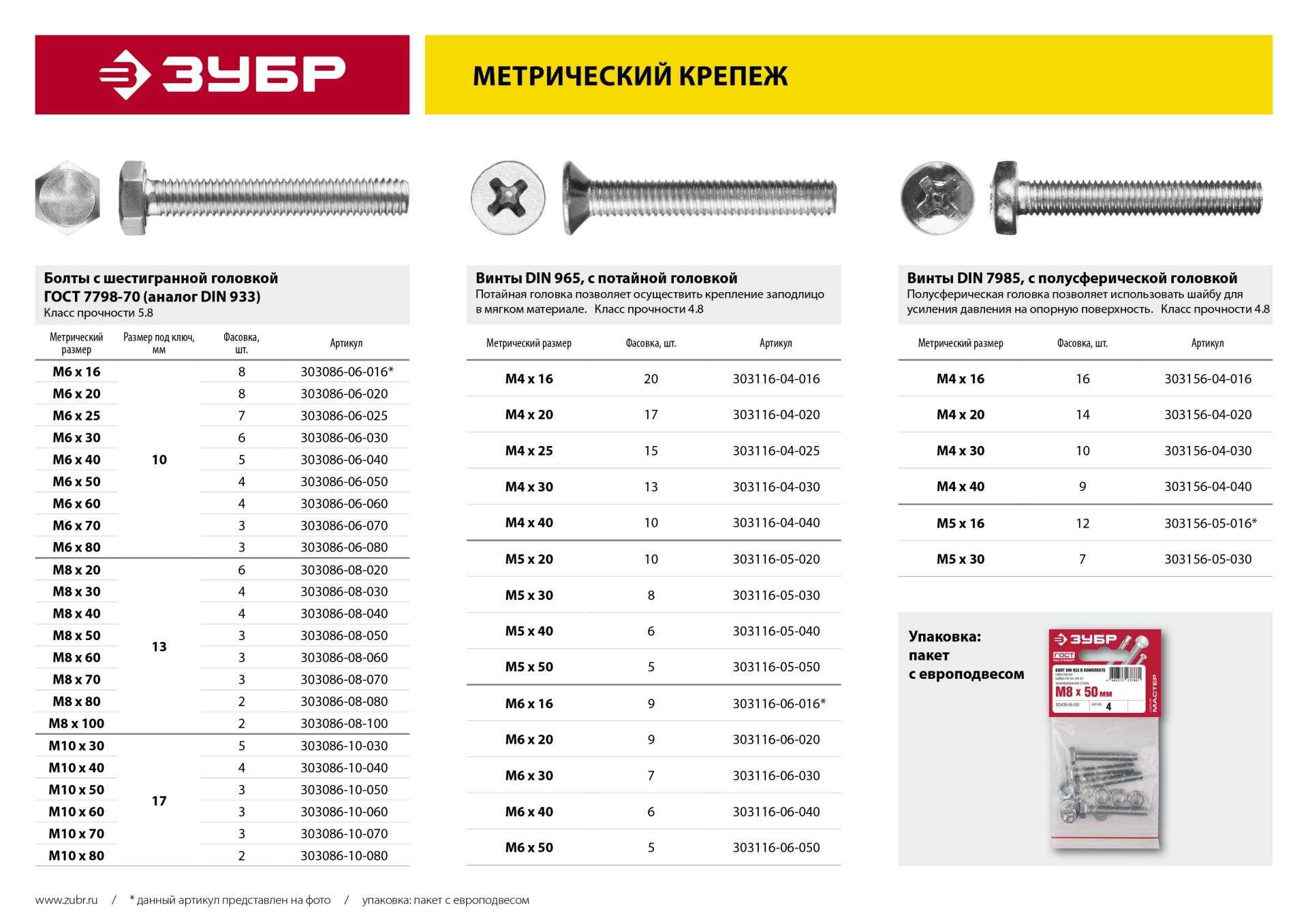
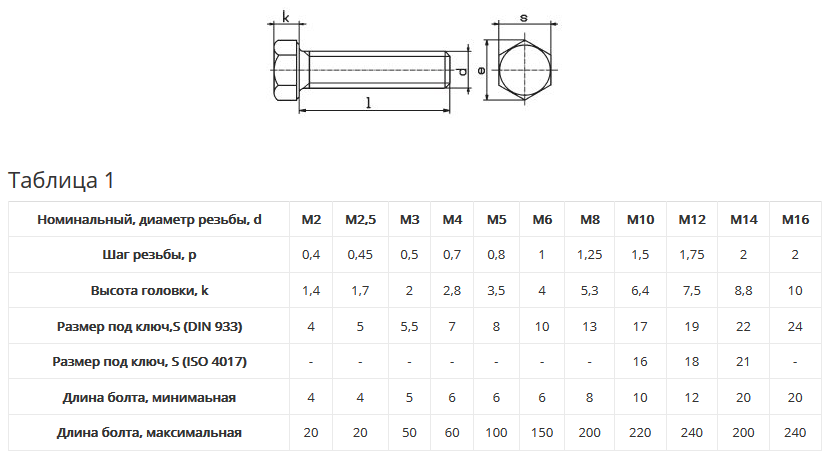
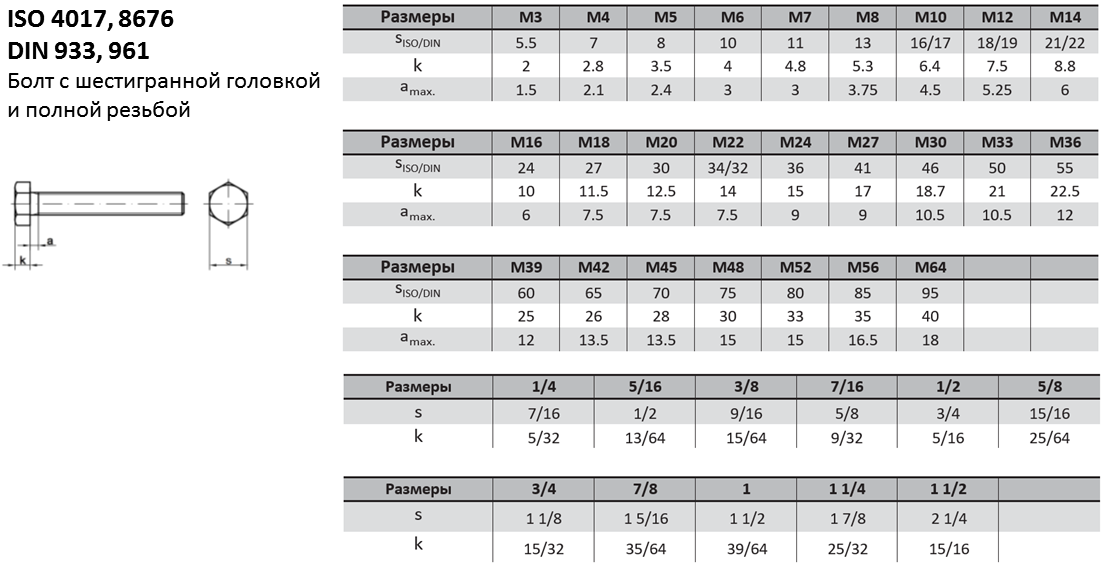
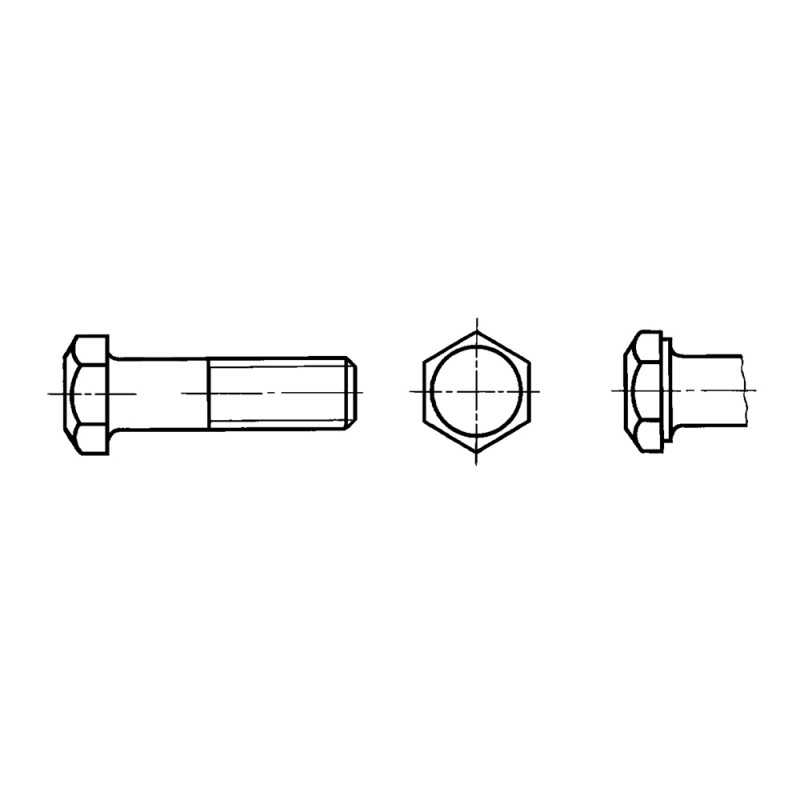
Самый популярный в мире болт DIN 933 представляет собой цилиндрический стержень с шестигранной головкой. Стержень болта имеет полную резьбу. Изготавливаются данные болты из сталей различных классов прочности и могут иметь различные виды покрытий. Стандарт DIN 933 соответствует ГОСТ 7798, ГОСТ 7805, ISO 4017.
Аналог: