Виды приборов
Существуют следующие виды калибров:
- Пробки.
- Скобы.
- Щупы.
- Конусные калибры.
- Для проверки взаимного расположения поверхностей.
- Для контроля цилиндрической резьбы.
Калибры-пробки
Представляют собой стержень, на обоих концах которого расположены цилиндрические элементы. Один из них имеет наибольший предельный размер отверстия и называется непроходной пробкой (НЕ), а второй наименьший и зовется проходной (ПР). Непроходная пробка заметно короче проходной, благодаря чему рабочий или контролер быстро и правильно определяет пригодность деталей.

Гладкие калибры-пробки изготовляют составными, ручки стальные или пластмассовые, в которых крепятся вставки с коническими хвостовиками или цилиндрические насадки. Для проверки отверстий в интервале от 2 до 50 мм изготавливаются конические хвостовики, а для отверстий в границах 30-100 мм – цилиндрические насадки. Если вставка только с одной стороны ручки, то такие калибры-пробки называются односторонними.
Калибры-скобы
Применяются для контроля диаметров валов, по конструкции бывают односторонние и двухсторонние. так же, как и в случае с пробками, скоба ПР должна проходить, а скоба НЕ должна не проходить по валу. Иначе вал считается негодным, причем брак будет исправимым, только в том случае, если для достижения нужного результата потребуется снять лишний металл.
Применяя скобы, их ни при каких обстоятельствах нельзя силой заталкивать на вал, так как скоба может «раскрыться» и увеличить расстояние между измерительными поверхностями по причине податливости, обусловленной ее конструкцией. Чтобы не допустить этого, следует надевать скобу на горизонтально расположенный вал только под действием ее собственного веса. При этом вал еще и вращают, что позволяет заодно проконтролировать отклонения от круглого профиля в поперечном сечении.

Калибры-щупы
Это наборы стальных пластин толщиной от 0,02 до 1 мм и длиной 100 или 200 мм. Их используют для контроля величины зазора между поверхностями при сборке различных механизмов. При этом в зазор вставляют один или несколько щупов в наборе, чтобы подобрать нужную величину.
Пользуясь щупами, важно соблюдать определенные правила:
- при измерении щуп должен двигаться плавно с незначительным усилием, а не свободно проваливаться;
- для плавности движения пластины рекомендуется слегка смазать;
- не следует прикладывать больших усилий к щупу, чтобы не повредить его;
- размер зазора определяется суммированием толщин всех щупов из набора, которые полностью вошли в зазор.
Конусные калибры
Служат для контроля конических поверхностей, например, конусов инструментов. С помощью калибра-кольца проверяется годность наружных поверхностей, а пробкой – пригодность внутренних. Деталь считается годной, если ее торец находится в зоне между рисками или между плоскостями уступа. Это расстояние равно допуску.
Калибры для проверки расположения поверхностей
Могут быть самых разных конструкций. С их помощью контролируют:
- соосность двух или более отверстий, а также шеек вала;
- расстояния между осями отверстий;
- параллельность, перпендикулярность или величину наклона поверхностей или осей;
- расстояния между осью отверстия и плоскостью;
- глубину различных пазов и уступов.
Калибры для контроля цилиндрической резьбы
Применяют для комплексной проверки среднего диаметра, угла профиля, а также наибольшего внутреннего диаметра наружной резьбы или наименьшего внешнего диаметра внутренней резьбы. С помощью этих устройств проверяют метрические, дюймовые, трапецеидальные, упорные и круглые резьбы диаметром от 1 до 600 мм.
Контрольный комплект состоит из рабочих проходного (ПР) и непроходного (НЕ) калибров, а также из контрольных, которые служат для проверки рабочих калибров-колец и пробок.

Проходные калибры должны свободно свинчиваться с контролируемой резьбой, а непроходные не должны свинчиваться с ней. Допускается навинчивание непроходных калибров до 2 оборотов, при этом количество оборотов определяют при развинчивании калибра и контролируемого изделия. Если резьба проверяемой детали короткая (менее 3 витков), то навинчивание непроходного калибра не допускается.
Резьбовой калибр ПР имеет длину порядка 80% от длины свинчивания, то есть длины соприкосновения резьбы болта и гайки, измеренной вдоль их оси.
У непроходного — длина не меньше 3 витков.
Основные требования к калибрам
Независимо от типа и предназначения любой калибр должен отвечать определенным требованиям:
- Точность изготовления – рабочие размеры инструмента должны соответствовать установленным на изготовление допускам.
- Высокая жесткость при малом весе необходима для снижения погрешностей при деформации калибров (особенно скоб больших размеров) во время измерении. Малый вес позволяет повысить чувствительности контроля средних и больших размеров.
- Износоустойчивость – это показатель необходим для обеспечения минимального расхода на изготовление и периодическую проверку калибров. Для этого рабочая поверхность инструмента изготавливается из легированной стали, которая впоследствии закаливается до повышенной твердости и хромируется.
- Оптимальная конструкция калибров обеспечивает высокую производительность при выполнении измерений.
- Включение в производственный этап процесса термообработки позволяет добиться стабильных размеров инструмента.
- Антикоррозийные свойства крайне важны для сохранности калибров.
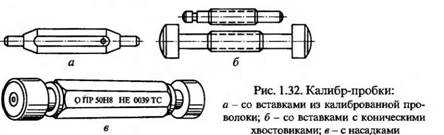
Калибр-пробки
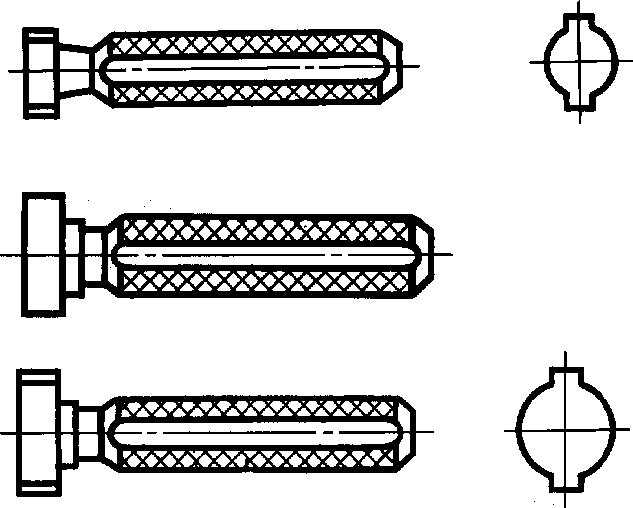
Калибр-пробки для контроля отверстий небольшого диаметра (1 …3 мм) изготавливают двусторонними со вставками из калиброванной проволоки (рис. 1.32, а).
Двусторонние калибр-пробки, имеющие вставки с коническими хвостовиками (рис. 1.32, б), применяют для контроля отверстий диаметром от 3 до 50 мм. Длина проходного калибра у этих пробок больше, чем длина непроходного. Для этих же размеров иногда применяют односторонние пробки, у которых проходной и непроходной калибр расположены по одну сторону рукоятки, однако такие пробки сложны в изготовлении и не позволяют контролировать неглубокие глухие и длинные отверстия, поэтому они используются редко.
|
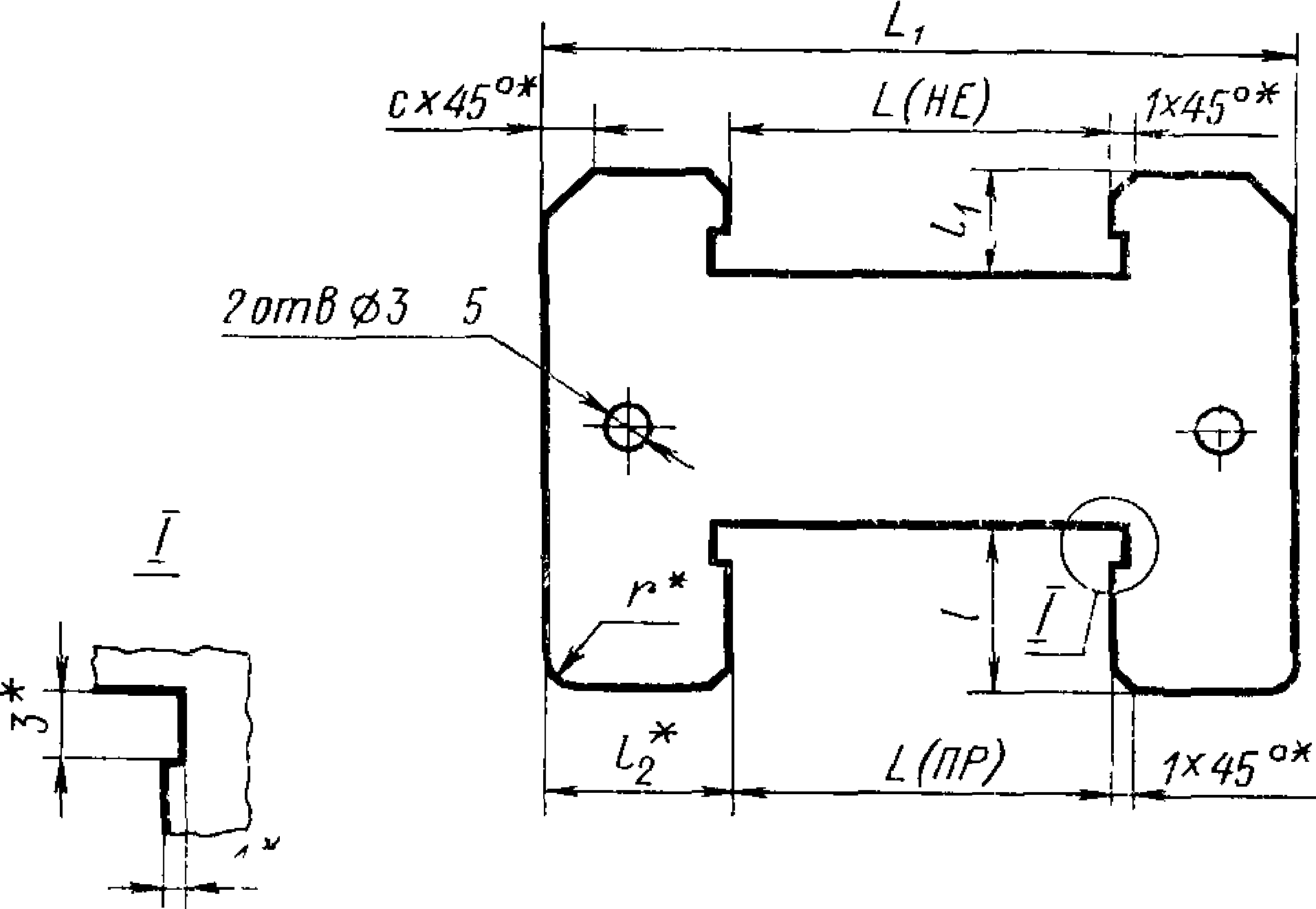
Рис. 1.31. Калибр-скобы (все размеры указаны в миллиметрах): а, б — скобы из листового материала; в — штампованные скобы; г — штампованные скобы со сменными измерительными губками; НЕ и ПР — соответственно непроходная и проходная сторона калибра |
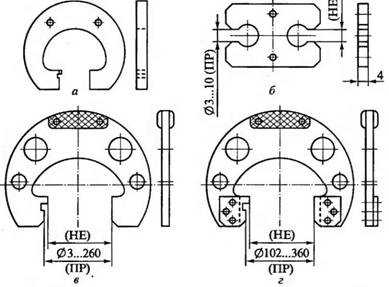
Для контроля отверстий диаметром от 50 до 100 мм применяют двусторонние пробки с насадками (рис. 1.32, в), имеющие полный профиль. Пользование такими калибрами затруднительно из-за их большой массы, поэтому при контроле отверстий большого диаметра чаще используют пробки с неполными профилями. Калибр-пробки с неполным профилем изготавливают двусторонними из листовых заготовок, их применяют для контроля отверстий с размерами от 50 до 250 мм. Калибр-пробки с неполным профилем могут изготавливаться и односторонними.
Контроль отверстий диаметром от 250 до 1000 мм производят предельными нутромерами или штихмассами. У нутромеров измерительные поверхности выполняют цилиндрическими, а у штихмассов — сферическими. Штихмассы и нутромеры применяют в виде комплектов, состоящих из двух калибров — проходного и непроходного.
Дефекты резьбовых соединений
При контроле резьбовых поверхностей могут быть выявлены следующие дефекты резьбовых соединений:
- Рваная нарезка. Этот дефект возникает при отличии диаметров отверстия и стержня от номинального диаметра. Также причиной может послужить недостаточная острота режущего инструмента. Для предупреждения проблемы необходимо тщательно проконтролировать значения всех диаметров и заменить затуплённый инструмент на подточенный.
- Тупая нарезка. Этот дефект проявляется, если номинальный диаметр меньше диаметра отверстия, но больше диаметра стержня. В итоге при нарезании профиль становится неполным. Чтобы избежать подобный дефект, нужно перед нарезанием провести точные измерения диаметров.
- Конусность резьбы. Причиной появления этого дефекта выступает неправильный размер режущего предмета, зубья которого срезают лишний металл. Единственным способом решения этой проблемы является соотнесение установленных размеров детали и режущего прибора.
- Тугая нарезка. При несоблюдении размерности детали и шероховатости резьбы инструмента процесс нарезания проводится с трудом. Этот дефект предупреждается при помощи корректного измерения параметров заготовки и определения правильных размеров режущего инструментов.



Для контроля дефектов резьбы используются калибры. Они подразделяются на следующие разновидности:
- Калибр расположения. Этот вид калибров создаётся по среднедопускаемым размерам контролируемой детали. Проверка происходит посредством вхождения калибра расположения в заготовку. Если нарезание выполнено надлежащим образом, то вход должен совершиться с большей или меньшей плотностью плавно и гладко.
- Калибры с пределами. Этот тип калибров изготавливается в соответствии с предельными размерами исходной заготовки. Он разделён на 2 стороны. Одна из них соответствует максимальному размеру детали, другая – минимальному. Одна сторона должна не проходить в измеряемое отверстие, чтобы мастер смог определить подлинные размеры детали.
- Контрольные калибры. Этот вид калибров предназначен для проверки параметров отверстий непосредственно во время рабочего процесса.
- Приемные калибры. Эти калибры являются специализированными инструментами, являющихся первостепенными рабочими приспособлениями для сотрудников отделения технического контроля (ОТК), которые осуществляют свою деятельность на проверочных пунктах.
Основные требования к калибрам
Главные требования, которые предъявляются ко всем калибрам, изложены в технической документации на их изготовление. Эти требования приведены в различных ГОСТ. Их можно разделить на следующие категории:
- правильный выбор металла для производства измерительных насадок (должна обеспечиваться высокая жёсткость, при которой не допускаются малейшие деформации при хранении и эксплуатации);
- расположение рабочих элементов (насадок, пластин, шайб) должно быть произведено с высокой степенью точности выше измеряемых параметров;
- обеспечение долговечности и износоустойчивости (это обеспечивается применением высоколегированных, инструментальных сталей и специальных сплавов);
- высокая антикоррозийная стойкость (применение специальных методов обработки калибров и стойких покрытий);
- создание системы периодического метрологического контроля (проверка должна производиться в соответствие с установленной периодичностью и результаты должны записываться в соответствующий журнал);
- калибровка калибров должна производиться на оборудовании, обладающем более высоким классом точности, чем сам калибр;
- строгое соблюдение установленной системы маркировки с точным указанием всех необходимых параметров.
Например, требования на калибры- пробки гладкие изложены в ГОСТ 14810-69. Этот стандарт систематизирует не только все требования, но и определяет все допустимые параметры этих измерительных инструментов.
Читать также: Осциллограф цифровой для чего нужен
Щупы
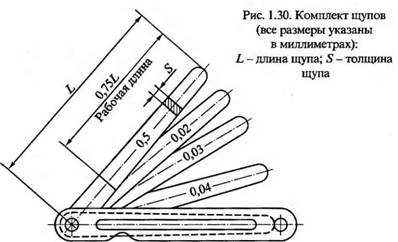
Достаточно распространенным инструментом являются щупы, которые представляют собой набор пластин определенной толщины (рис. 1.30). Щупы являются нормальными калибрами при проверке зазоров между поверхностями, они выпускаются с номинальными размерами 0,02… 1,0 мм, с градацией через 0,01 и 0,05 мм. По длине различают щупы двух исполнений: 200 и 100 мм. Щупы длиной 100 мм изготавливают как в виде отдельных пластин, так и в виде наборов, а при длине 200 мм — только в виде отдельных пластин. При измерении зазора в него вводят щуп или набор щупов. При измерении щуп должен перемещаться в зазоре с небольшим усилием, т. е. он не должен проваливаться в зазор и перемещаться свободно.
При измерении зазоров щупом следует выполнять ряд правил:
• перед измерением зазора убедиться в плавности перемещения пластин щупа;
• если перемещение пластин в зазоре затруднено, то их следует слегка смазать;
• величину зазора определять по суммарной величине набора пластин щупа, полностью вошедших в зазор по всей его длине;
• при измерении величины зазора не прикладывать к щупу больших усилий во избежание поломки пластин или их деформирования.
Калибры для гладких цилиндрических деталей
Классификация калибров
Калибры — бесшкальные контрольные инструменты, служащие для проверки соответствия действительных размеров, формы и расположения поверхностей деталей предписанным (в условиях массового или крупносерийного производства).
Калибры бывают предельными и нормальными.
Предельные калибры контролируют соблюдение нижнего и верхнего предельного размеров.
Нормальные калибры (применяются редко) используют в качестве шаблонов и к ним подгоняют деталь (измеряют величину зазора между деталью и шаблоном).
По назначению предельные калибры делятся на калибры-скобы и калибры-пробки.
Калибры-скобы предназначены для контроля предельных размеров валов, а калибры-пробки — для контроля предельных размеров отверстий.
По технологическому назначению в соответствии с местом и характером использования калибры подразделяются на рабочие и контрольные.
Рабочие калибры используют для контроля деталей на рабочих местах в процессе их изготовления. Этими же калибрами пользуются рабочие и контролеры ОТК завода-изготовителя.


Контрольные калибры используют для контроля или регулировки рабочих калибров-скоб.
Согласно действующим стандартам, калибры имеют следующие обозначения:
ПР — проходной рабочий калибр
НЕ — непроходной рабочий калибр
К-НЕ — контрольный калибр для непроходного рабочего калибра
К-ПР — контрольный калибр для проходного рабочего (нового) калибра
К-И — контрольный калибр для контроля износа проходной стороны рабочего калибра.
Калибры К-ПР, К-НЕ для гладких цилиндрических изделий должны проходить без усилия и без качки. Они являются проходными при проверке рабочих калибров-скоб. Калибр К-И — непроходной предназначен для выбраковки рабочих проходных скоб.
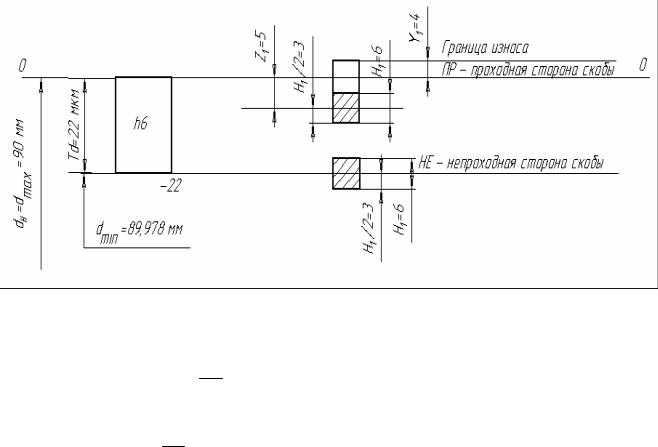
Проходными калибрами называются калибры, которыми контролируют начало поля допуска (рис. 2.10).
Непроходными калибрами называются калибры, которыми контролируют конец поля допуска (рис. 2.10).
Контроль предельных размеров детали с помощью калибров осуществляется следующим образом: деталь считается годной, если проходной калибр (проходная сторона калибра) под действием силы тяжести или силы, примерно равной ей, проходит, а непроходной калибр (непроходная сторона) не проходит по контролируемой поверхности детали.
В этом случае действительный размер детали находится между заданными предельными размерами.
Рисунок 2.2 — Схема контроля размеров деталей предельными калибрами:1 – начало поля допуска; 2 — конец поля допуска
Если проходной калибр не проходит, то деталь — с исправимым браком; если непроходной калибр проходит, то деталь — с неисправимым браком.
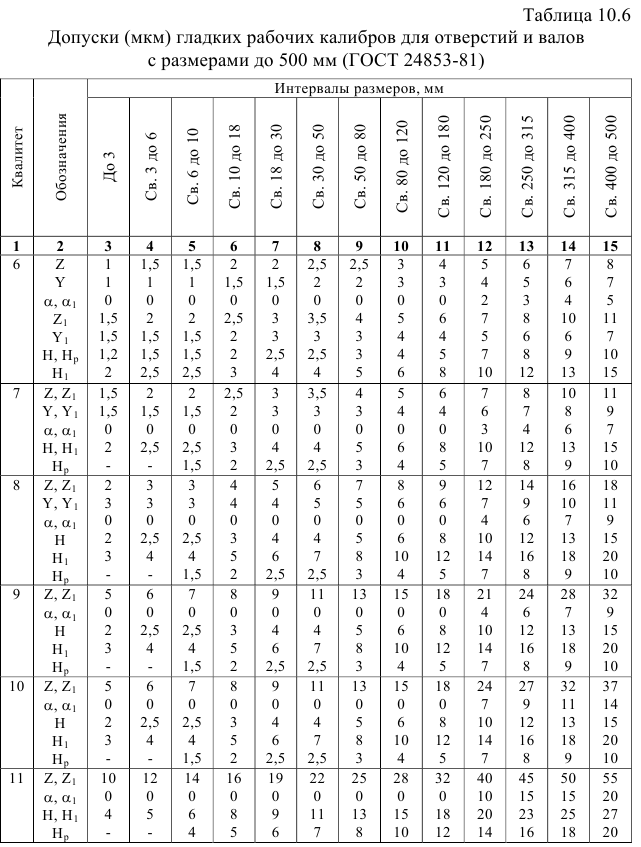
Допуски на изготовление гладких калибров
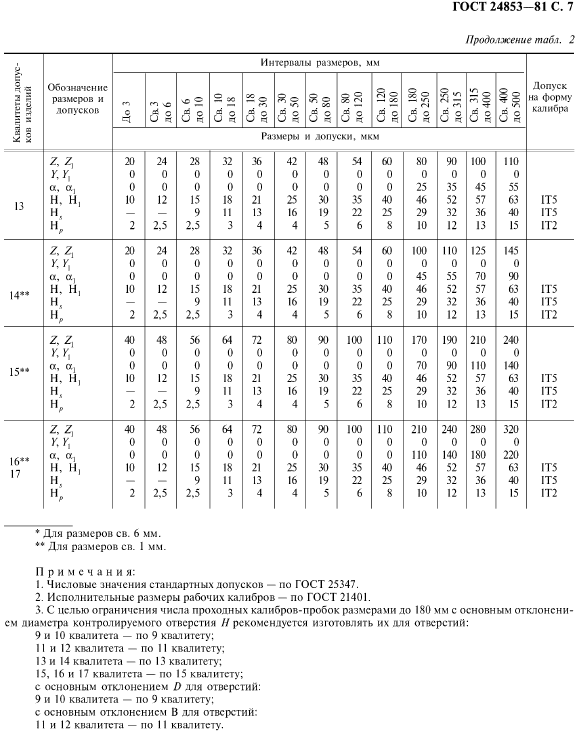
Допуски на изготовление гладких калибров и контрольных калибров регламентированы ГОСТ 24853-81,
СТ СЭВ 157-75.
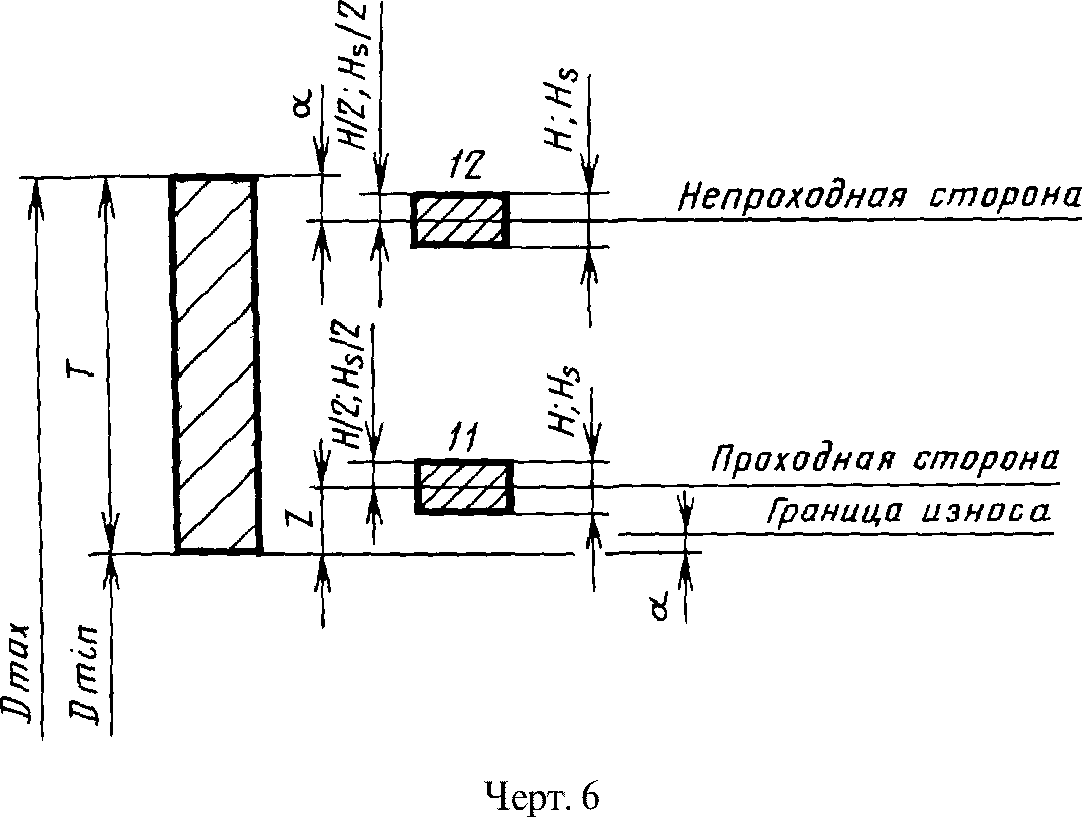
Номинальными размерами калибров являются соответствующие предельные размеры деталей (рис. 2.10).
ГОСТ 24853-81 устанавливает допуски на изготовление:
Н — рабочих калибров (пробок) для отверстий;
НI- рабочих калибров (скоб) для валов;
Нp- контрольных калибров для скоб (рис. 2.11).
Допуски на изготовление калибров установлены в зависимости от квалитета контролируемой детали ( прил.А, табл. А6).
Рисунок 2.3 — Схема полей допусков калибров и контрольных калибров для отверстий (а) и валов (б)
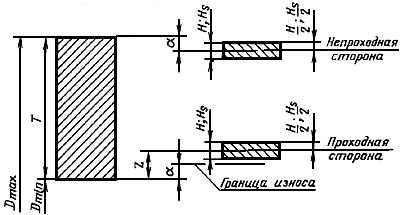
Для проходных калибров, которые в процессе контроля изнашиваются, кроме допуска на изготовление, предусматривается допуск на их износ. Для всех размеров (1-500 мм) износ проходных калибров с допуском до IT8 включительно может выходить за границу поля допуска детали на величинуУ для пробок и У1для скоб (рис. 2.11). Для проходных калибров квалитетов от IT9 до IT17 износ ограничивается проходным пределом, т.е. У = 0
иУ1 = 0 (рис. 2.11). У всех проходных калибров поля допусков Н и Н1 сдвинуты внутрь поля допуска на величину Z для калибров-пробокиZ1
— для калибров-скоб (рис. 2.11). Поле допуска непроходного калибра для размеров до 180 мм расположено симметрично относительно непроходного предела (a = 0, a1 = 0), а для размеров свыше 180 до 500мм — сдвинуто внутрь поля допуска детали на величину a —
для пробок иa1 -для скоб.
Контроль резьбы калибрами
- I. Контрольная работа
- V. Социальный контроль и девиация.
- Автоматический контроль запыленности воздушной среды на промышленных объектах
- Административно-общественный контроль за ОТ (многоступенчатый).
- Административно-общественный контроль за охраной труда
- Алгоритм расчета контрольной суммы CRC32
- Анализ и контроль дебиторской задолженности
- Аналитический контроль в глобальном мониторинге
- Антидопинговый контроль во время соревнований
- Аудиторский (независимый) финансовый контроль
- Аудиторский финансовый контроль
- Безопасность в Windows. Контроль учетных записей
Контроль и измерение резьбы
Точность резьбы можно контролировать дифференцированным (контроль каждого параметра в отдельности) и комплексным (контроль расположения контура резьбы в предписанном поле допуска) методами. Метод контроля каждого параметра резьбы в отдельности (среднего диаметра, шага и угла профиля) трудоемок, поэтому его применяют для точных резьб: ходовых винтов, резьбовых калибров, метчиков и т. п. Иногда по результатам контроля отдельных параметров судят (после вычислений) о комплексном параметре, например, о приведенном среднем диаметре резьбы. Комплексный контроль резьб выполняют либо с помощью предельных калибров, либо с помощью проекторов и шаблонов с предельными контурами.
В систему калибров входят рабочие гладкие и резьбовые проходные (Р-ПР) и непроходные (Р-НЕ) калибры, а также контркалибры (КПР-ПР, КНЕ-ПР, У-ПР, КНЕ-НЕ, КИ-НЕ, У-НЕ) для проверки и регулирования (установки) рабочих резьбовых скоб и колец.
Свинчиваемость рабочего резьбового проходного калибра с резьбой или вхождение на нее скобы означает, что приведенный средний, наименьший внутренний для болта и наибольший наружный для гайки диаметры не выходят за проходные предельные значения. Непроходными резьбовыми калибрами контролируют только собственно средний диаметр резьбы — в случае годности резьбы они не должны свинчиваться с проверяемой резьбой более, чем на два оборота.
Резьбу гаек проверяют с помощью предельных резьбовых калибров — пробок, резьбу болтов — жесткими или регулируемыми резьбовыми кольцами или скобами.
Проходные резьбовые калибры (ПР) имеют полный профиль и длину свинчивания. Они являются как бы прототипами сопрягаемых деталей. Ими контролируют приведенный средний диаметр и одновременно наибольший внутренний диаметр наружной резьбы и наименьший наружный диаметр внутренней резьбы. Непроходные резьбовые калибры (НЕ) имеют укороченный профиль и служат для проверки собственно среднего диаметра резьбы — наименьшего для болта и наибольшего для гайки.
Наружный диаметр наружной резьбы и внутренний диаметр внутренней резьбы контролируют гладкими калибрами или универсальными средствами измерений.
Резьбовые и гладкие калибры для метрической резьбы цилиндрической и конической, трубной цилиндрической, соединяемой с трубной конической, изготовляются по ГОСТу 24939 – 81.
Износ калибра-кольца контролируется контрольным калибром-пробкой К-И. Калибр-скоба Р-ПР устанавливается по контркалибру-пробке У-ПР, а Р-НЕ – по контркалибру-пробке У-НЕ.
а) б)
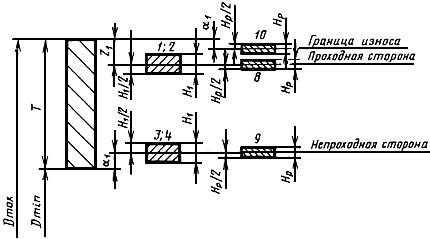
Рис. 43. Схемы полей допусков резьбовых калибров
Допуски резьбовых калибров. Расположение полей допусков среднего диаметра калибров для контроля наружной резьбы показано на рис. 43, а, внутренней — на рис. 43, б. Допуски и величины, определяющие положение полей допусков и предел износа калибров, регламентируются по ГОСТу 24997 — 81. Допуски всех контркалибров, приведенных на рис. 43, одинаковы и равны ТСР.
Обозначения: ТPL — допуск наружного и среднего диаметра резьбового проходного и непроходного калибров-пробок; ТR — допуск внутреннего и среднего диаметра резьбового проходного и непроходного калибров-колец; WGO — величина среднедопустимого износа резьбовых проходных калибров-пробок и калибров-колец; WNG — величина среднедопустимого износа резьбовых непроходных калибров-пробок и калибров-колец; F1 — расстояние между линией среднего диаметра и вершиной укороченного профиля резьбы; ZPL — расстояние от середины поля допуска ТP резьбового проходного калибра-пробки до проходного (нижнего) предела среднего диаметра внутренней резьбы; ZR – расстояние от середины поля допуска TR резьбового проходного калибра до верхнего предела среднего диаметра наружной резьбы.
| | | следующая лекция ==> | |
| Контроль и измерение шероховатости | | | Параметров резьбы |
Дата добавления: 2014-01-15 ; Просмотров: 2428 ; Нарушение авторских прав? ;
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
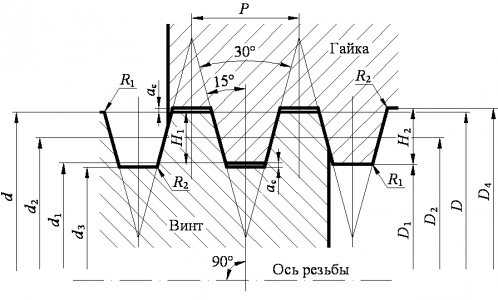
ОБОЗНАЧЕНИЯ
1.1. В настоящем стандарте приняты следующие обозначения размеров и допусков: ас — зазор по вершине резьбы;

Ъх — ширина канавки резьбового калибра-кольца с полным профилем резьбы;
Ъ2 — ширина канавки резьбового калибра-пробки с полным профилем резьбы;
Ьъ — ширина канавки резьбового калибра-пробки, калибра-кольца с укороченным профилем резьбы;
d — номинальный наружный диаметр наружной резьбы; dx — номинальный внутренний диаметр наружной резьбы; d2 — номинальный средний диаметр наружной резьбы;
D — номинальный наружный диаметр внутренней резьбы;
Z)j — номинальный внутренний диаметр внутренней резьбы;
D2 — номинальный средний диаметр внутренней резьбы;
EI — нижнее отклонение диаметров внутренней резьбы; е — расстояние между осью профиля и осью номинального положения оси канавки;
F{ — расстояние между линией среднего диаметра и вершиной укороченного профиля резьбы;
F3 — высота укороченного профиля резьбы калибра;
Hj — допуск гладкого калибра-пробки для внутренней резьбы;
Н2 — допуск гладкого калибра-кольца или калибра-скобы для наружной резьбы;
Нр — допуск гладкого контрольного калибра-пробки для гладкого калибра-скобы и калибра-пробки для контроля износа гладкого калибра-кольца или калибра-скобы; т —расстояние между серединой поля допуска TR проходного и непроходного резьбового калибра-кольца и серединой поля допуска ТСР резьбового контрольного проходного калибра-пробки;
Издание официальное ★
Перепечатка воспрещена
Переиздание.
Nk — среднее значение длины свинчивания N по ГОСТ 25096—82;
Р — шаг резьбы;
R — радиус закругления во впадине наружной резьбы;
ТСР — допуск среднего диаметра резьбового контрольного проходного и непроходного калибров-пробок, резьбового калибра-пробки для контроля износа;
Td — допуск наружного диаметра наружной резьбы;
Td2 — допуск среднего диаметра наружной резьбы;
TD — допуск внутреннего диаметра внутренней резьбы;
TD2 — допуск среднего диаметра внутренней резьбы;
Тр — допуск шага резьбы калибра;
TPL — допуск среднего диаметра резьбового проходного и непроходного калибров-пробок;
TR — допуск среднего диаметра резьбового проходного и непроходного калибров-колец;
Тр , Т — допуск угла наклона боковой стороны профиля резьбы калибра с полным профилем;
Тр2, Ту2 — допуск угла наклона боковой стороны профиля резьбы калибра с укороченным профилем;
1¥(Ю — величина среднедопустимого износа резьбового проходного калибра-пробки и калибра-кольца;
IVN(. — величина среднедопустимого износа резьбового непроходного калибра-пробки и калибра-кольца;
Zj — расстояние от середины поля допуска Н, гладкого проходного калибра-пробки до проходного (нижнего) предела внутреннего диаметра внутренней резьбы; величина среднедопустимого износа гладкого проходного калибра-пробки;
Z2 — расстояние от середины поля допуска Н2 гладкого проходного калибра-кольца или калибра-скобы до проходного (верхнего) предела наружного диаметра наружной резьбы; величина среднедопустимого износа гладкого проходного калибра-кольца или калибра-скобы;
ZpL — расстояние от середины поля допуска TPL резьбового проходного калибра-пробки до проходного (нижнего) предела среднего диаметра внутренней резьбы;
ZR — расстояние от середины поля допуска TR резьбового проходного калибра-кольца до проходного (верхнего) предела среднего диаметра наружной резьбы.
Трапецеидальная
К резьбовым соединениям этого вида относятся чаще всего соединения типа винт-гайка. Трапецеидальная резьба выполняется в соответствии с ГОСТ 9481-81. Ее форма представляет собой равнобокую трапецию. Угол наклона граней составляет 30°. Для резьбы крепежных элементов, применяемых в червячных передачах, предусмотрен угол наклона 40°.
Трапецеидальный профиль резьбы позволяет достичь повышенной прочности соединения. Благодаря этому ее применяют для соединения деталей механизмов, работающих под воздействием динамических нагрузок, например, в ходовых гайках, которыми фиксируются штоки задвижек и т. д.
2 Калибры резьбовые по ГОСТ 2016–86
Указанный Государственный стандарт описывает технические требования к изготовлению резьбовых калибров (РК), применяемых для контроля цилиндрических внутренних и наружных резьб сечением 1–300 мм. В соответствии с ним главным документом для выпуска калибра является чертеж, подготовленный специалистами и утвержденный в принятом порядке.
Виды калибров по данному ГОСТ:
- «пробка» и «кольцо» НЕ (профиль укороченный) и ПР (полный профиль);
- проверочные РК-пробки с полным и укороченным профилем КНЕ-НЕ, КНЕ-ПР, КИ-НЕ, КПР-ПР, КПР-НЕ (используются для контроля резьбы калибрами, то есть являются контркалибрами).
Непроходные РК характеризуется следующими конструктивными особенностями:
- «кольцо»: на таком калибре по цилиндрической наружной поверхности в обязательном порядке выполняется проточка, он характеризуется меньшим количеством витков резьбы (если сравнивать их с этим показателем у проходных изделий);
- «пробка»: проточки нет, количество витков также меньше, чем на стандартных проходных калибрах.

Кроме того, непроходной инструмент имеет два или один цилиндрический поясок (так называемая вставка).
Детали РК производятся из далее указанных марок стали:
- по ГОСТ 801 – ШХ-15;
- по Госстандарту 5950 – 9ХС и Х;
- по Госстандарту 1435 – У12А и У10А.
Рабочие поверхности РК типов «пробка» с сечением резьбы 1–100 мм и «кольцо» с сечением 6–100 мм, а также поверхности насадок и вставок, используемых для метрической резьбы, обязаны покрываться износостойким слоем (как правило, хромовым, которые защищает изделия от химической и электрохимической коррозии). Разрешено выпускать контрольный инструмент без спецпокрытия (без антикоррозионной защиты), когда речь идет об использовании их для проверки метрической резьбы с натягом.

ГОСТ регламентирует твердость поверхностей (рабочих) РК, она по HRC-шкале должна быть:
- «пробка» сечением более 3 мм и «кольцо» более 1 мм – от 59 до 65;
- «пробка» сечением до 3 мм и «кольцо» до 1 мм – 56 и более.
Твердость калибров со специальным слоем варьируется в пределах от 57 до 65.
Допуски и геометрические параметры рабочих РК оговариваются отдельно в следующих ГОСТ: 25096, 6357, 24834, 16093, 9562, 11709, 4608.
Назначение калибров
Калибры — один из первых измерительных инструментов, который применяется при производстве сопрягаемых деталей (вала и втулки, винта и гайки и пр.). Такая область применения стала причиной появления понятия взаимозаменяемости по вхождению. При этом один калибр изготавливался как точная копия детали из пары, а вторая деталь из той же пары подгонялась к нему. Однако такой способ проверки был неточным, поскольку совпадение размеров определяли субъективно, на глаз.
С ростом серийного производства родилось понятие взаимозаменяемости. Оно отражало принцип выпуска деталей, которые при произвольном сочетании в рамках двух пределов образовывали функционирующий узел. Разность двух предельных размеров получила название допуска. При этом размер, соответствующий максимальному, назвали проходным пределом, а второй, соответствующий минимальному, — непроходным.
Введение понятия допуска и расширенной классификации предельных калибров позволили объективно оценивать качество деталей, сортируя их на годные и негодные (брак). Для контроля на производстве были разработаны нормативные документы, которые охватывали широкую номенклатуру предельных калибров и обозначали размеры и точные характеристики их разновидностей (калибров-пробок, калибров-скоб, калибров-втулок), которые использовались для контроля валов, отверстий, конусов и резьбовых соединений.
Со временем калибры были заменены пневматическими, а позднее электронными измерительными приборами и контрольными приспособлениями. Так что в настоящее время предельные калибры используют для проверки только тех деталей, контроль размеров которых затруднен: валов и отверстий малого диаметра, резьбовых деталей и т. п.
https://youtube.com/watch?v=Sf2Xknn85uI
https://youtube.com/watch?v=4hiNvIiJoN8