Современные обрабатывающие центры
Сверлильные центры с ЧПУ имеют базу фрезерного агрегата с ПУ. Изолированная рабочая зона с наличием узла со сменой быстрорежущего инструмента и функцией авто удалённой стружки с подачей жидкости с охлаждающим режимом через шпиндель являются основным отличием этого аппарата. Обрабатывающие центры предназначены для быстрой обработки высокого качества, благодаря разнообразным инструментам, разным операциям и бывают:
- горизонтальные;
- вертикальные.
Данные машины способны работать как в автомате, так и в полуавтомате и придерживаются таких операций, какие выполняют сверлильные и фрезерные машины.

Поэтому они смело:
- высверливают;
- зенкеруют;
- фрезеруют;
- развертывают отверстия;
- нарезают наружную резьбу;
- нарезают внутреннюю резьбу.
При желании мастера, данные центры могут выполнять процесс шлифования. Основными узлами центра считается многопозиционный сменщик инструмента, который способен управляться с ПУ нового поколения. Позиционированная система инструмента позволяет достигать как высокоточную обработку, так и сокращает время на операцию.
Применение
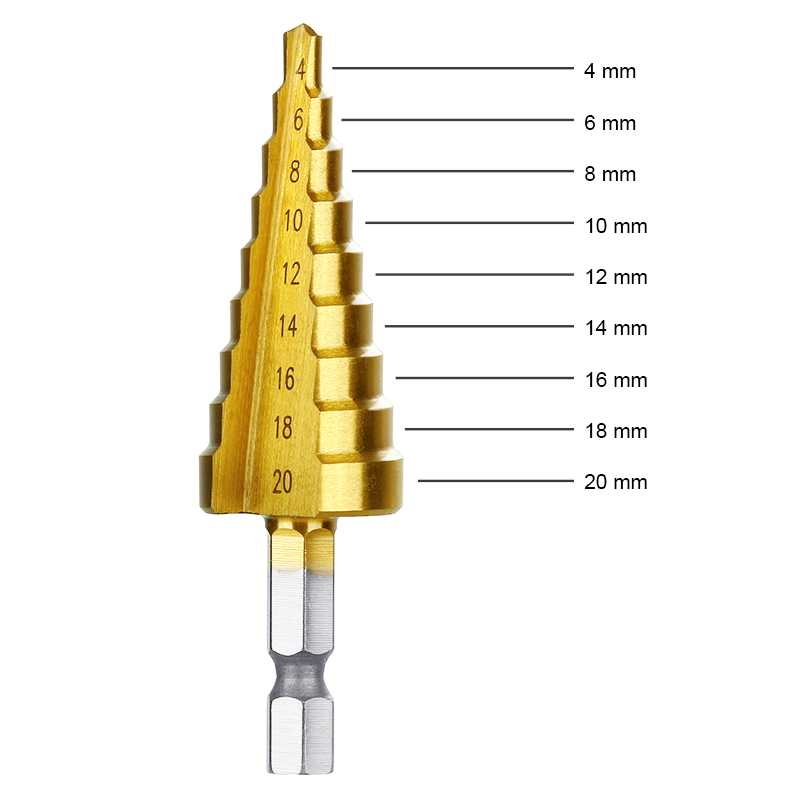
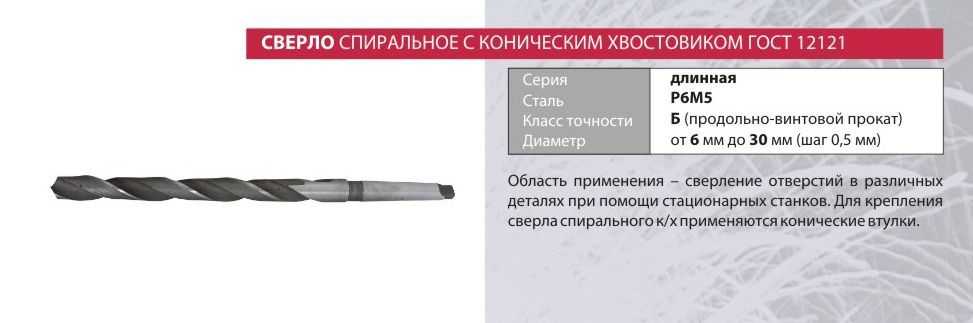
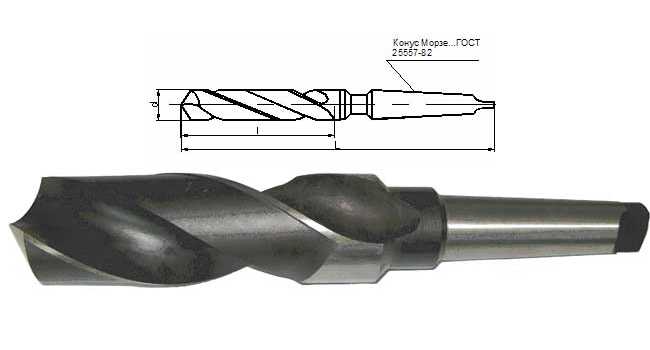
Сверло ступенчатое чаще всего используют для обработки листового металла толщиной порядка 4 мм. Применение инструмента позволяет получать высокоточные отверстия, заменив собой целый ряд приспособлений, в том числе крайне распространенные зубчатые коронки. Именно благодаря своей универсальности сверло ступенчатое по металлу отличается повышенным интересом со стороны профессиональных мастеров. В то же время стоимость инструмента нельзя назвать доступной для основной массы потребителей
Важной особенностью выступает возможность получения качественной кромки даже при обработке тончайших листов материала. Поэтому сверло ступенчатое применимо для работы с ПВХ, гипсокартоном, пластиком, древесными плитами
При этом для достижения высокой точности сверления не приходится прибегать к использованию центрирующих элементов, что значительно упрощает задачу.
https://youtube.com/watch?v=g2dDbflwdxU
Как пользоваться зубилом?
Чтобы правильно использовать зубило по металлу при обработке заготовок из стали, необходимо учитывать следующие правила:
- Прежде чем начинать работы, проверить целостность рабочей части металлического стержня, надежность крепления рукояти.
- Надеть перчатки, защитные очки, чтобы осколки металла или камня не попали в глаза.
- Легкими ударами молотка по обуху начать обработку.
Инструмент должен быть сухим, чтобы при работе он не вылетел из руки. Опытные слесаря рекомендуют покупать металлические стержни с грибком у обуха. Это обеспечит большую надежность удержания его в руке во время ударов.
Виды работ, выполняемые на сверлильных станках
На сверлильных станках производят сверление, рассверливание зенкерование, развертывание, зенкование, цекование, обработку ступенчатых отверстий и нарезание внутренних резьб. Сверлением (рис. 16, а) получают сквозные и глухие отверстия. Рассверливанием (рис. 16, б) увеличивают диаметр ранее просверленного отверстия.
Зенкерованием (рис. 16, в) также увеличивают диаметр отверстия, но по сравнению с рассверливанием зенкерование позволяет получить большую точность и производительность обработки.
Зенкерованием можно обрабатывать отверстия, полученные в заготовке литьем или давлением. Развертывание (рис. 16, г) – чистовая операция, обеспечивающая высокую точность отверстия. Развертыванием обрабатывают цилиндрические и конические отверстия после зенкерования или растачивания. Зенкованием (рис. 16, д, е) обрабатывают цилиндрические и конические углубления под головки болтов и винтов. Для обеспечения перпендикулярности и соосности обработанной поверхности основному отверстию режущий инструмент (зенковку) снабжают направляющим цилиндром (рис. 16, д).
Цекованием (рис. 16, ж, з) обрабатывают торцевые опорные плоскости для головок болтов, винтов и гаек. Перпендикулярность обработанной торцевой поверхности основному отверстию обеспечивает направляющий цилиндр режущего инструмента (цековки). Центровочным сверлом (рис. 16, и) обрабатывают центровые базовые отверстия в валах. Внутреннюю резьбу обрабатывают метчиками (рис. 16, к). При этом скорость движения подачи должна быть равна шагу резьбы (So = h). Сложные поверхности обрабатывают комбинированным инструментом (рис. 16, л).
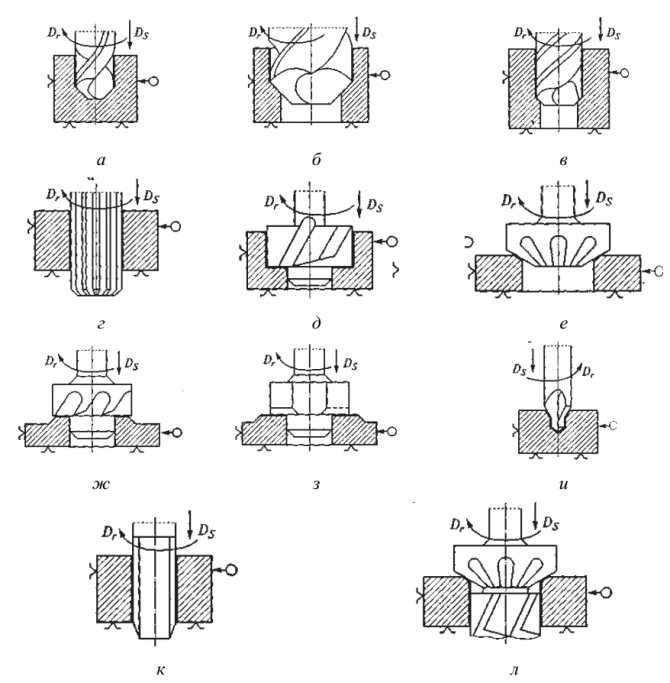
Рис. 16. Схемы обработки поверхностей на сверлильных станках: а – сверление; б – рассверливание; в – зенкерование; г – развертывание; д, е – зенкование; ж, з – цекование; и – обработка базовых центровых отверстий; к – нарезание внутренних резьб; л – обработка сложных поверхностей
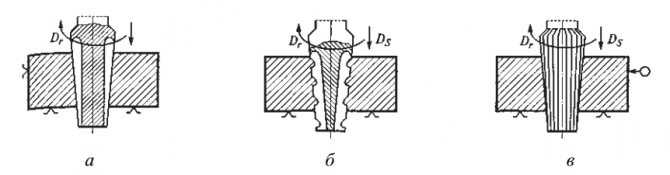
Рис. 17. Обработка точных конических отверстий: а – зенкерование ступенчатым зенкером; б – черновое развертывание; в – чистовое развертывание
Схема обработки точного конического отверстия следующая: сверление цилиндрического отверстия; зенкерование ступенчатым коническим зенкером (рис. 17, а); развертывание конической разверткой со стружкоразделительными канавками (рис. 17, б); развертывание гладкой конической разверткой (рис. 17, в).
6 Конструкция для подточки
Устройство для заточки можно соорудить самостоятельно. Прибор состоит из большого основания и небольшого элемента с углублениями для сверл различного диаметра.
Основание прибора, с помощью которого производится заточка спиральных сверл, может быть сооружено из строганных реек толщиной 3-4 см, к которым под углом 32° надо пришить планку из дерева со скошенной боковой частью под углом 27°. Эта планка будет ориентировать под необходимым углом державку со сверлом по отношению к кругу для шлифования. Державку можно соорудить из бруска, одну из частей которого надо скосить под углом 62°.
Основные элементы оснастки
Инструмент состоит из следующих частей:
- Рабочая. Это винтовой цилиндр с несколькими витками (заходами). Они образуют канавки и зубья, их также называют перьями. Их задача – обеспечение самого процесса резания.
- Калибрующая. Она ответственная за то, чтобы удалять металлическую стружку из зоны металлообработки. Ее образует лента, которая направлена вдоль основного хода сверла.
- Соединительная. Ее также называют шейкой. Ее используют в двух назначениях – для выхода из шлифовальной зоны, а также для того, чтобы проставлять маркировку на фрагменте, который не стирается и не закрывается тисками.
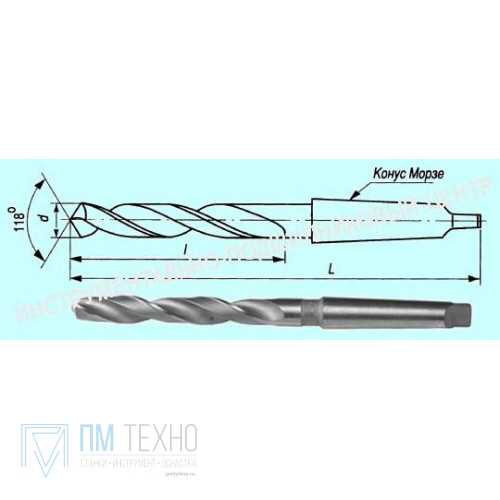
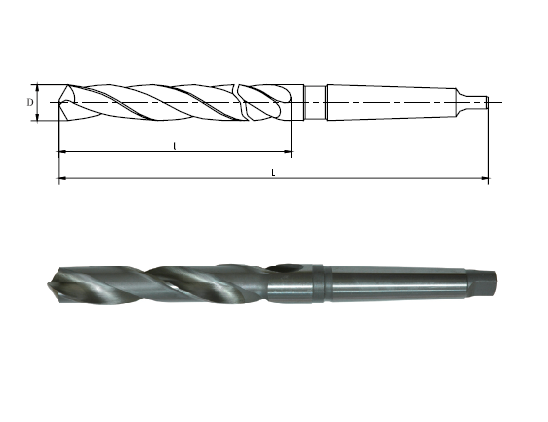
- Хвостовая. Данную часть коротко именуют «хвостовик». Она может быть выполнена в виде гладкого цилиндра или типом «конус Морзе». Завершает ее поводок или лапка. Задача – фиксация оснастки в специальных зажимах.
Основные правила

Затупившиеся буры по бетону можно заточить на корундовом точильном круге.
Как и любой режущий инструмент, буры по бетону будут постепенно затупляться и терять свои свойства. Однако в домашних условиях это происходит несколько медленнее, в связи с этим заточка режущего инструмента чаще всего не производится вовсе – проще всего приобрести новый. Однако если есть такая необходимость, твердосплавные напайки буров можно затачивать на корундовом точильном круге таким же образом, что и обыкновенные устройства.









Обязательно нужно учитывать тот факт, что сверла по бетону боятся нагрева при заточке – в подобном случае отваливаются и растрескиваются твердосплавные пластины. Следовательно, наконечник понадобится время от времени охлаждать водой, после чего смотреть, чтобы сверло не слишком нагревалось о точильный камень.
Если наконечник все-таки раскалится, категорически запрещается погружать его в воду – пластина сразу же лопнет. Данное приспособление для сверления обязательно должно остывать медленно и постепенно на воздухе.

Чтобы уберечь сверла от нагрева при заточке, наконечник необходимо охлаждать водой.
В случае правильной заточки режущие кромки обязательно должны быть прямыми, а пересечение их должно в точности совпадать с осью вращения сверла. В случае если длина режущих кромок будет неодинаковой, короткая будет меньше нагружена при работе, чем более длинная. Следовательно, длинная будет затупляться гораздо быстрее.
Помимо того, под воздействием увеличенных нагрузок со стороны более длинной кромки сверло может начать отжиматься в сторону от оси вращения. В связи с этим сверло в результате может сломаться. Если углы заточек режущих кромок получатся разными, будет работать исключительно кромка, которая имеет больший угол заточки. Это тоже может привести к риску сломать сверло в процессе работы и к односторонней нагрузке.
Это интересно: Ручные трехвалковые вальцы своими руками: чертежи, фото, видео
Виды покрытия
Сверла покрывают с разной целью: предохранения от коррозии, упрочнения поверхностного слоя, улучшения теплоотдачи, снижения трения. Самая распространенная и недорогая операция – оксидирование. Сверло покрывается оксидной пленкой черного цвета, которая защищает его от ржавчины и перегрева.
Покрытие нитридом титана (TiN) повышает срок службы сверла не менее чем в три раза. Однако такие сверла нельзя затачивать, поскольку при этом снимается упрочненный слой. Использующийся также для покрытия карбонитрид титана (TiCN) по своим свойствам близок к TiN.
Титано-алюминиевый нитрид (TiAlN) делает сверло еще более прочным. При его использовании инструмент может проработать в 5 раз дольше обычного.
Самым прочным покрытием считается алмазное напыление. Это и неудивительно. Алмаз занимает первое место по твердости среди прочих материалов. Сверла с алмазным напылением могут использоваться для сверления практически любых по твердости материалов, в том числе и каменных.
Станки сверлильной группы
В единичном и мелкосерийном производстве применяются вертикально-сверлильные станки – ВСС (рис. 20, а). На фундаментной плите смонтирована колонна 8, по вертикальным направляющим которой перемещаются стол 2 и сверлильная головка 4. Установочные перемещения стола осуществляются вручную с помощью винтового домкрата 1. На верхней плоскости стола 2 устанавливаются рабочие приспособления или заготовка. Установочные вертикальные перемещения сверлильной головки осуществляются вручную за счет системы противовесов 7, прикрепленных к сверлильной головке тросом, перекинутым через блок 6. Вращательное движение инструменту передается от электродвигателя 5 через коробку скоростей и шпиндель 3. Механизмы главного движения и движения подачи размещены внутри сверлильной головки.
В индивидуальном и серийном производстве широко применяют вертикально-сверлильные станки с ЧПУ. Их особенностью является сочетание легкой переналадки станка на обработку различных изделий с автоматическим или полуавтоматическим циклом работы. Вертикально-сверлильный станок с ЧПУ показан на рис. 20, б. По вертикальным направляющим станины 8 движутся салазки 15, по горизонтальным направляющим которых перемещается стол 2. Движения стола и салазок осуществляются по числовой программе, что обеспечивает точное перемещение заготовки относительно режущего инструмента. По направляющим вертикальной части станины (стойки) перемещается сверлильная головка 4 со шпинделями 3. Внутри сверлильной головки размещены механизмы главного движения и движения подачи. Все перемещения (движения) режущих инструментов осуществляются по программе.
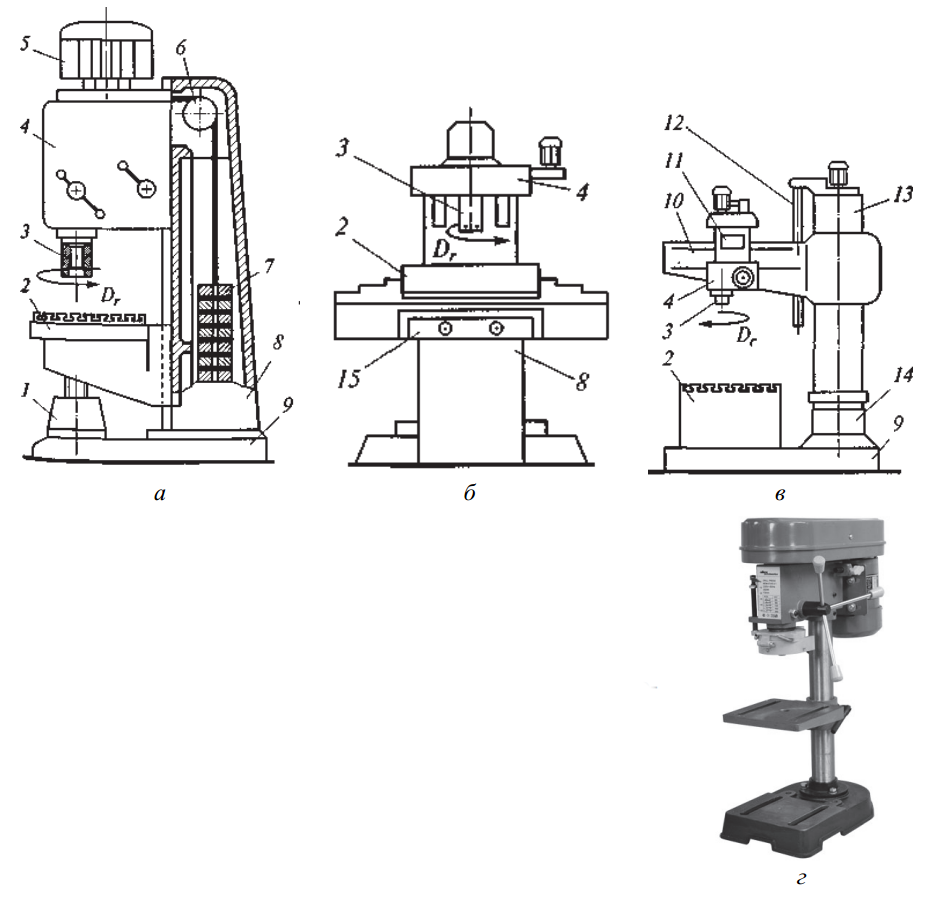
Рис. 20. Станки сверлильной группы: а – вертикальносверлильный станок; б – вертикально-сверлильный станок с ЧПУ; в – радиально-сверлильный станок; 1 – домкрат; 2 – стол; 3 – шпиндель; 4 – сверлильная головка; 5 – электродвигатель; 6 – блок; 7 – противовес; 8 – вертикальная станина (колонна); 9 – фундаментная плита; 10 – траверса; 11 – коробка скоростей; 12 – винтовой механизм; 13 – гильза; 14 – тумба; 15 – салазки; г – ВСС Aiken MDM
При последовательной обработке нескольких отверстий в массивных или крупногабаритных заготовках применение вертикально-сверлильных
станков крайне неудобно, так как практически невозможно точно совместить ось вращения режущего инструмента с осью обрабатываемого отверстия. Поэтому при обработке таких заготовок применяются радиальносверлильные станки (рис. 20, в), при работе на которых заготовка остается неподвижной, а шпиндель с инструментом перемещается относительно заготовки и может устанавливаться в требуемой точке горизонтальной плоскости.
На фундаментной плите 9 закреплена тумба 14 с вертикальной колонной. На колонне установлена гильза 13, поворачивающаяся относительно колонны в горизонтальной плоскости на 360°. Траверса 10, закрепленная на гильзе, может вертикально перемещаться относительно колонны благодаря винтовому механизму 12. На траверсе имеются горизонтальные направляющие, по которым перемещается сверлильная головка 4. Механизм сверлильной головки состоит из шпинделя 3, коробки скоростей 11 и коробки подачи. Заготовка устанавливается неподвижно на стол 2. Угловые перемещения траверсы и радиальные перемещения сверлильной головки в горизонтальной плоскости позволяют точно установить режущий инструмент относительно оси обрабатываемого отверстия.
Просмотров:
2 858
Форма передней поверхности резца и их виды заточки.
Резец можно заточить по разному. Все зависит как и для чего мы его приготавливаем. Если конечно интересуетесь видами резцов то почитайте вот эту статью там все подробно рассказано.
Резец с плоской заточкой и фаской.
Резцы с такой формой заточки передней поверхности наиболее хорошо применять при обработке различных сталей. Угол лямда который как мы видим равен -5 градусов обеспечивает наиболее плавный сход стружки при обработке металла. У нас на предприятии такие резцы применяются повсеместно в основном при обработке стали 20Хн3А, 20Х2Н4А и других легированных и углеродистых сталей.
Резец с радиусной фаской на пластине.
При такой заточке передней поверхности резца его форма имеет радиус R4-6 мм. При точении сталей, а так же растачивания отверстий в стальных деталях . А многие наверное спросят а зачем эта лунка, да она предназначена для завивания пластичной сливной стружки и в последствии ее скалывания. У нас режущий инструмент с такой формой передней поверхности твердосплавного резца применяют при обработке деталей типа вал, а так же растачивания отверстий в деталях типа цилиндра.
Как применяется наждачная бумага для заточки инструментов
Для работы на заточном станке применяется наждачная бумага 220, 320, 600, 1200 грит, для доводки – в пределах 2000-4000. Доводка (полировка) имеет большое значение для инструментов по дереву: острая кромка качественно обрабатывает материал и не так быстро тупится. Методика заточки заключается в следующем.
- Выбирается материал с твердой и плоской поверхностью (это может быть кусок гранитной плиты, толстое стекло, ламинированная ДСП или обычный деревянный брусок). Удобнее использовать брусок размером 75×200 мм.
- Наждачная бумага наклеивается на брусок. Изготавливается несколько брусков с различной зернистости абразивами.
- Приспособление укладывается на верстак поверх резиновой прокладки (для устойчивости).
- Затачиваемый инструмент устанавливается под углом 25-30° для формирования фаски. С умеренным нажимом лезвие перемещается вдоль плоскости бруска.
- Выполняется доводка лезвия с другим номером абразива.
- Полируется тыльная сторона режущего инструмента (плоскость возле режущей кромки шириной 10-12 мм).
Следует знать все плюсы и минусы данного способа:
- дешевизна: наждачная бумага и клей для изготовления приспособления не потребуют значительных расходов;
- доступность: необходимые материалы есть в любом строительном магазине;
- после затачивания инструмента не будет грязи на верстаке;
- быстрый износ наждачной бумаги требует ее периодической замены.
Современные обрабатывающие центры
Сверлильные центры с ЧПУ имеют базу фрезерного агрегата с ПУ. Изолированная рабочая зона с наличием узла со сменой быстрорежущего инструмента и функцией авто удалённой стружки с подачей жидкости с охлаждающим режимом через шпиндель являются основным отличием этого аппарата. Обрабатывающие центры предназначены для быстрой обработки высокого качества, благодаря разнообразным инструментам, разным операциям и бывают:




- горизонтальные;
- вертикальные.
Данные машины способны работать как в автомате, так и в полуавтомате и придерживаются таких операций, какие выполняют сверлильные и фрезерные машины.

Поэтому они смело:
- высверливают;
- зенкеруют;
- фрезеруют;
- развертывают отверстия;
- нарезают наружную резьбу;
- нарезают внутреннюю резьбу.
При желании мастера, данные центры могут выполнять процесс шлифования. Основными узлами центра считается многопозиционный сменщик инструмента, который способен управляться с ПУ нового поколения. Позиционированная система инструмента позволяет достигать как высокоточную обработку, так и сокращает время на операцию.
Как подобрать насадку
Факторы для выбора:
- совместимость диаметра с дрелью;
- углы заточки;
- размеры отверстий для сверл;
- производитель;
- наличие в комплекте второго точильного камня с менее распространенным наклоном.
Какие еще бывают насадки
Чтобы сделать электродрель максимально функциональной, ее оснащают приспособлениями для заточки:
- дисковых пил;
- ножей и стамесок.
Это удобный многофункциональный вариант для домашнего использования.
Комплектация
Очень удобно использовать подставку, чтобы не держать дрель на весу, она состоит из металлического корпуса (Элемент А), крышки (Б), кольца-держателя (В) и шлифовальной головки (Г). Посмотрим, как выглядит аппарат в комплекте:
Рекомендуемые углы заточки
Существующая сводная таблица углов заточки свёрл, является установленным стандартом требований для основных параметров режущих инструментов. В ней указаны наиболее оптимальные значения параметров инструмента для операции резания (сверления). Все эти параметры включены в соответствующий ГОСТ. Они позволяют добиться наиболее оптимального результата.
Углы заточки сверла по металлу для изготовления отверстий в заготовках, изготовленных из разных материалов, определяются на основании их физических и механических характеристик:
- твёрдостью (по выбранной шкале);
- хрупкостью;
- вязкостью (плотность).
В качестве примера можно рассмотреть инструмент, изготовленный из инструментальной стали. Для него наиболее оптимальным считается угол в пределах 120°. Применение более мягких марок стали требует его снижения до 90 градусов. На основании разработанных методик и опыта применения различных свёрл установлено, что для более мягких материалов (дерево, различные виды пластмасс, мягкие и тонкие металлы) целесообразно изготавливать инструмент более острым. Угол заточки сверла по дереву достигает 90°. Для отверстий в пористых или слишком хрупких и материалах используют увеличенный угол заточки.
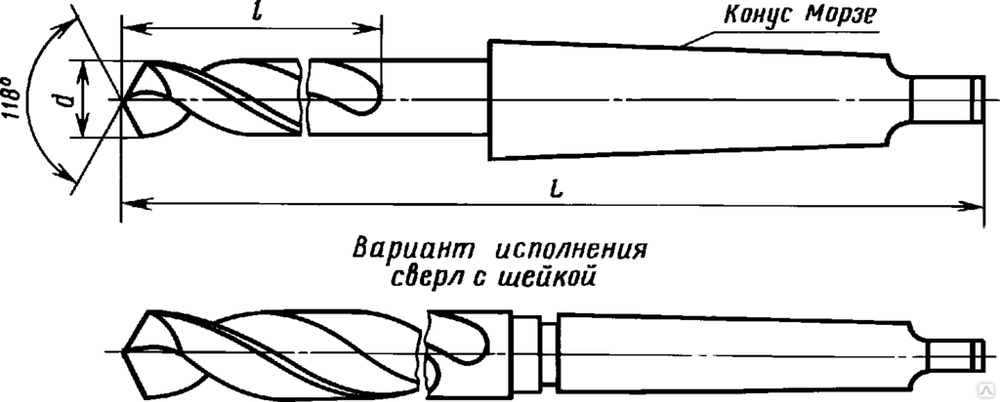
Отдельно рассматриваются параметры для свёрл специальной конструкции. В свёрлах, выполненных в форму спирали, предусмотрены специальные широкие канавки. Они позволяют качественно удалять стружку во время резания. Для этого типа угол наклона спирали выбирается в 45°. При вершине он должен составлять 120-140°. Изменение его параметров зависит от твёрдости заготовки, в которой планируется изготовить отверстие.
При выборе угла заточки следует учитывать конструктивные особенности изделия. К ним относятся:
- Величина переднего угла. Он измеряется между касательной к передней поверхности режущего края в рассматриваемой точке и нормалью, проведенной к этой точке от поверхности вращения сверла вокруг своей оси.
- Значение заднего угла. Он находится между касательной к задней поверхности в рассматриваемой точке и касательной к этой же точке;
- Размер ленточки. По этим термином понимают расстояние между передней и задней плоскостями заточки.
Правильный выбор этих параметров определяет не только правильность заточки сверла, но и качество будущего отверстия.
Углы для разных материалов
В установленных стандартах приведены параметры наконечника для разных материалов. Основополагающими параметрами считаются:
- Угол заточки сверла для стали зависит от марки стали, из которой изготовлена заготовка. Для обычной и низколегированной стали рекомендуется производить обработку под углом в интервале от 116 до 118 угловых градусов. Допустимое отклонение от указанного параметра составляет ± 2 градуса. Инструменты с такими параметрами применяются при для изготовления отверстий в деталях из чугуна. Более прочная сталь обрабатываться инструментом, угол которого равен 130 или 140 градусов.
- Такие же значения применяются при сверлении высоколегированных металлов, твёрдых марок стали. Обладая углом в 140 градусов сверло уверенно производит отверстие в тонколистовом металле. Оно применяется для одинарного листа или целого пакета.
- Для титана и его сплавов угол заточки варьируется от 90° до 120° в зависимости от добавок и присадок.
- Для мягких и лёгких металлов угол заточки выбирают в интервале от 120 до 130 угловых градусов. Разрешённый допуск составляет ± 3 угловых градуса. Такое значение угла применяется к заготовкам из алюминия, мягких сплавов и латуни. Данный угол подходит для сверления меди.
- Угол заточки сверла по дереву или пластмассы составляет 90-100°.
- Сверление различного вида пластмасс, органического стекла и эбонита целесообразно производить острым инструментом с углом в 50° или 90°. Чем плотнее материал, тем параметр должен быть больше.
Если заточка сверла была произведена неправильно (его угол не соответствует установленным нормам) это приведет к сильному нагреву и даже перегреву. Нарушение температурного режима может закончиться механическим повреждением инструмента и деформации отверстия. Допущенные ошибки в процессе восстановления параметров инструмента становятся основной причиной нарушения технологического процесса и как следствие невыполнения требований к отверстию.
Особенности: под каким углом затачиваются сверла различного вида

Задача процедуры – восстановление прежних форм резца. Есть наиболее стандартная геометрия. Она называется нормальная или одинарная, маркируется как Н. В ходе нее формируется одна или две режущие кромки с уклоном под 118-120 градусов. Данный вид затачивания характерен для оснастки, которая в диаметре не превышает 1,2 см.
Такие варианты как НП, НПЛ, ДП и ДПЛ можно использовать на сверлах еще более узких – до 0,8 см в сечении. В ходе них затачивается поперечный край, чтобы уменьшить на него нагрузку. А также снижается ширина ленточки, это решает две проблемы:
- снижается сила трения, а значит, нагрев;
- дает большую эффективность сверлению.
Этапы работы
По правилам, производить заточку нужно в подсобном помещении, в гараже или, в крайнем случае, на балконе. Ни в коем случае нельзя выполнять работу на кухне. Вокруг рабочего места будет разлетаться металлическая стружка и пыль. Нельзя, чтобы она попала в глаза, органы пищеварения, дыхательные пути. Следует надеть очки, а после окончания заточки пропылесосить помещение и произвести влажную уборку.
Затачивание сверла состоит из нескольких этапов:
- Подготовка точильного инструмента.
- Определение точного угла и способа заточки.
- Заточка. Сначала стачивается задняя поверхность сверла, затем правится режущая кромка и уменьшается перемычка (при необходимости).
- Доводка до гладкости.
- Уборка.

Зенкерование
Как отметили, зенкерование – это процесс обработки отверстий, предварительно полученных литьем, ковкой, штамповкой и т.п.
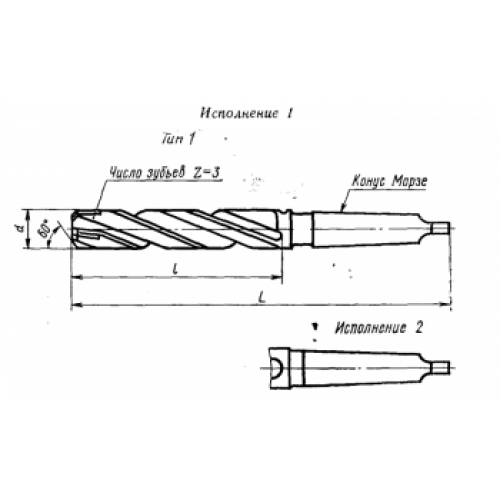
Это многолезвийный инструмент число зубьев у зенкера (3-9). Уменьшается размер каждого зуба, увеличивается толщина сердцевины, увеличивается прочность. Соответственно – увеличение числа зубьев и жест кости обеспечивает более устойчивое положение зенкера при обработке отверстий, полученных литьем, ковкой. За счет уменьшения толщины срезаемого слоя достигается точность 10 квалитета 20-15 мкм по Rz.
Режимы резания выбираются аналогично сверлению.
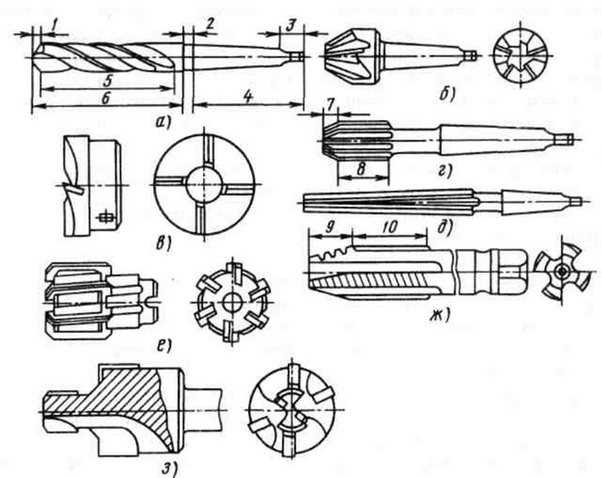
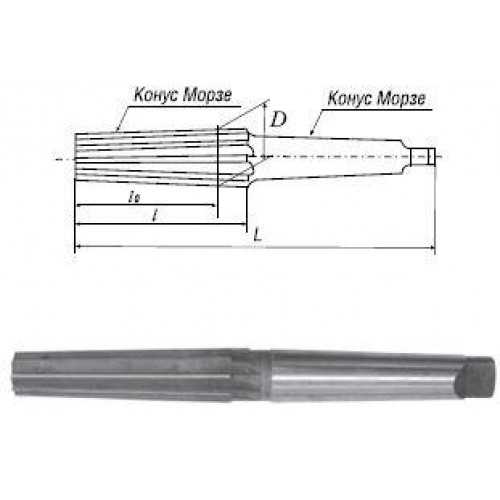
Рисунок 4.5 – Инструменты для обработки отверстий на сверлильных станках:
а – сверло; б, в – зенкеры; г, д, е – развертки; ж – метчик; з – комбинированный зенкер с пластинками из твердого сплава
Победитовое сверло
На свёрла нанесены специальные напайки, которые изготовлены из высокопрочного сплава — победита. Его твердость можно сравнить с алмазом. Именно победитовые элементы приобрели широкую популярность во всем мире при работах со стенами.






Данный элемент может быть двух классов:
- По бетонным стенам для дрели с ударной функцией Интерскол. Деталь имеет хвостовик, который выполнен в форме цилиндра и многогранника;
- Для перфоратора. Его форма изготовлена в виде цилиндра. Он обладает знаком SDS PLUS или MAX.
Мужчины, которые делают ремонт своими силами, сталкиваются с проблемой в выборе правильного оборудования. Очень часто у них возникает вопрос о том, какие сверла подойдут для железобетонных элементов. Специалисты рекомендуют для таких целей выбирать перфоратор с бурами по бетону с ударной функцией.
Способ сверления на оборудовании
Описание сверления на сверлильных станках с ЧПУ схоже со сверлением других материалов. Поэтому описание сверления включает в себя следующие действия:
- На столе закреплен лист без предварительной разметки.
- Макет с носителя загружается в ПО и при его высоком уровне самое обычное изображение будет основой.
- Оператор заканчивает свое участие на этапе вводимых дополнительных настроек.
- Движение стола производится благодаря программе именно так, чтобы лист подтягивался к сверлу и оказывался напротив него в нужной точке. Инструмент опускается на поверхность благодаря шпиндельной головке, после чего сверло высверливает отверстие нужной глубины.
- Охлаждение промышленных машин в рабочем состоянии производится благодаря обдуву воздуха. При этом на листе оргстекла используется теплостойкая паста для теплового отвода от поверхности.
- При сверлении температура может повыситься больше 150 градусов и оргстекло сильно деформируется при таком нагреве, поэтому целостность материалу обеспечит отвод тепла.
- На небольших агрегатах сверло охлаждают мастера в емкости с водой и сдувают с поверхности появившуюся стружку в этом процессе. В некоторых случаях используют метод подводного сверления, но он очень опасен.
Признаки, что инструмент затупился
Сперва объясним, почему необходимо следить за состоянием оснастки. Если она плохо заточена, то со временем из-за постоянного механического и термического воздействия она может сломаться прямо в процессе металлообработки. К чему это приведет:
- к порче заготовки, ведь внутри отверстия остается обломок, который затем сложно вытащить;
- к повреждению рук или другого незащищенного участка тела токаря, если осколки разлетятся в стороны.
А вот к чему может привести продолжение обработки с резцом, который уже отработал свой срок эффективности:
- к резкому снижению производительности работы – одна и та же процедура будет занимать в несколько раз больше времени, в результате не будет достигнут окончательный эффект, снизится класс точности металлообработки;
- к повышенному перегреву – во время трения и заготовка, и резец начинают нагреваться, а любой металл имеет температуру, в которой он деформируется;
- к работе «вхолостую», то есть вращательные движения инструмента ни к чему не приведут – это может быть достигнуто только в случае окончательного затупления, наиболее часто происходит с короткими изделиями;
- к заклиниванию всего станка – убирать заготовку сложно, иногда просто невозможно вытащить осколок из отверстия, поскольку он начинает там расплавляться – такой исход наиболее часто ожидает длинные сверла;
- некоторый металл после горения сильно закаляется (реакция трения приводит к изменению физических свойств по причине преобразований во внутренней кристаллической решетке) – его очень трудно затем обрабатывать другими инструментами, по сути, проходит частичный, местный процесс закалки.
Чтобы не допустить таких неприятных последствий, перед каждым новым циклом сверления требуется осматривать всю оснастку на пригодность. Регулярные проверки и слежение за состоянием угла заточки при вершине сверла помогут избежать подобных последствий. Необязательно проводить инструментальный анализ, чтобы понять, что резец стал непригодным. Вот по каким признакам можно определить «на глаз», что он нуждается в затачивании:
- появился явно заметный блеск граней заточки – при закруглении материал блестит, что делает его головку заметнее, она отличается от остальных частей (от хвостовика и основного цилиндра);
- возникновение цвета побежалости режущего инструмента – он может стать, например, черно-синим, такой эффект получается из-за сильного изменения температуры, аналогичный процесс с оттенком металла вы можете заметить у отходящей металлической стружки при резке;
- нагрев в процессе работы – безусловно, он будет происходить и при самом остром сверле, но во время эксплуатации заступившегося это будет в несколько раз заметнее;
- увеличение усилий при использовании для аналогичной процедуры – особенно актуально при сверлении ручным инструментом (электродрелью), потому что подача осуществляется не механизмом, а непосредственно самим человеком, то есть мастер просто будет сильнее давить на прибор;
- скрипящий звук уже свидетельствует о том, что заточка не поможет – такой резец стоит просто выкинуть, он сточился до неисправного состояния;
- грубой оценкой можно считать пальпацию пальцем, под подушечкой будет чувствоваться круглый край – острота кромки очень легко определяется, но человек, который мало знаком с точением, не всегда с первого раза сделает правильный вывод;
- на режущей поверхности могут появиться различные дефекты – сколы, заусенцы и пр., притом что ранее при этих же составляющих (станок, металл, сверло, мастер) все было отлично;
- можно увидеть износ, если использовать увеличительное стекло.
Дадим совет, на что обратить внимание в особенности. В самую первую очередь в любом сверле становится непригодной к использованию центральная часть и крайние угловые кромки, потому что они испытывают наибольшее термическое воздействие
После нагрева сталь становится мягче, проще деформируется. К тому же, чем шире радиус, тем больше материал среза, то есть на них максимальная нагрузка. Центральная часть не участвует в функции резания, а скорее раздвигает материал. Чтобы центр не испытывал больших нагрузок и не изнашивался в ускоренном режиме, рекомендуется просверлить резцом меньшего диаметра подготовительное отверстие (черновое), а затем при втором проходе обязательно применять мыльные эмульсии для охлаждения или в самом примитивном варианте – воду.