Параметры и производство
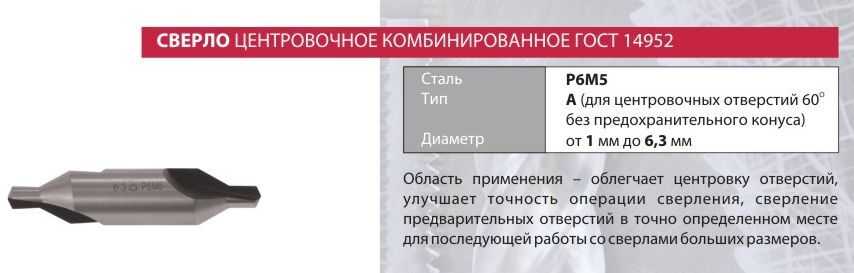
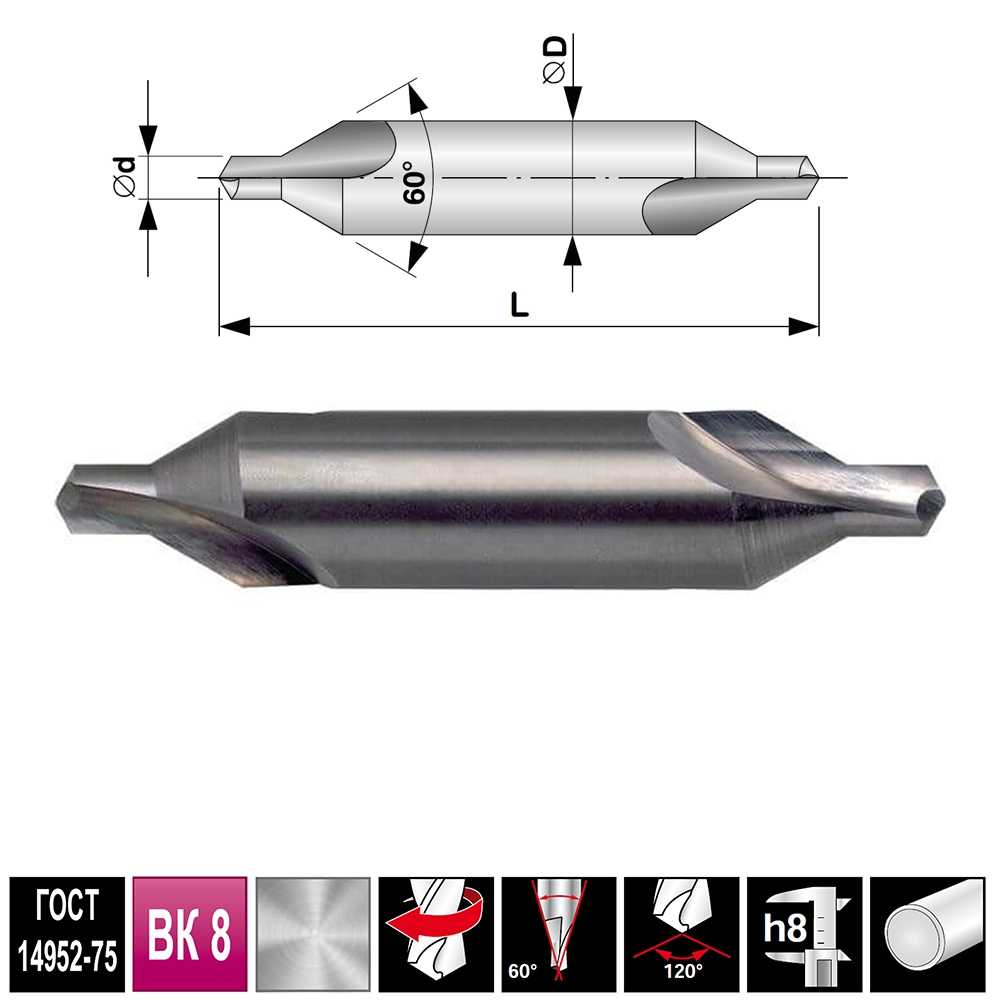
 Сверло центровочное по металлу — это профессиональный инструмент, который применяется преимущественно на средних и крупных предприятиях, в арсенале которых присутствуют фрезерные и токарные станки. Регулируется производство сверла центровочного ГОСТом 14952−75. При помощи этого инструмента делают отверстие, ось которого расположена перпендикулярно поверхности обрабатываемого изделия.
Сверло центровочное по металлу — это профессиональный инструмент, который применяется преимущественно на средних и крупных предприятиях, в арсенале которых присутствуют фрезерные и токарные станки. Регулируется производство сверла центровочного ГОСТом 14952−75. При помощи этого инструмента делают отверстие, ось которого расположена перпендикулярно поверхности обрабатываемого изделия.
Стоит отметить, что больше никакой инструмент, с помощью которого обрабатывают металл, не позволяет добиться высокого качества и такой точности формирования отверстия.
Если отверстия делать при помощи центровочного сверла, то вероятность накопления ошибок, которые допускаются в процессе обработки, сводится к нулю. Свёрла многих других видов не позволяют получать отверстия, расположение и размеры которых будут полностью соответствовать чертежу. ГОСТ 14952–75 определяет большой диапазон диаметров центровочных свёрл. Этот диапазон колеблется в пределах 0,5−10 миллиметров. В этом нормативном документе выделяются четыре основные типа инструмента этого вида.
Центровочное сверло — ГОСТ 14952–75 :
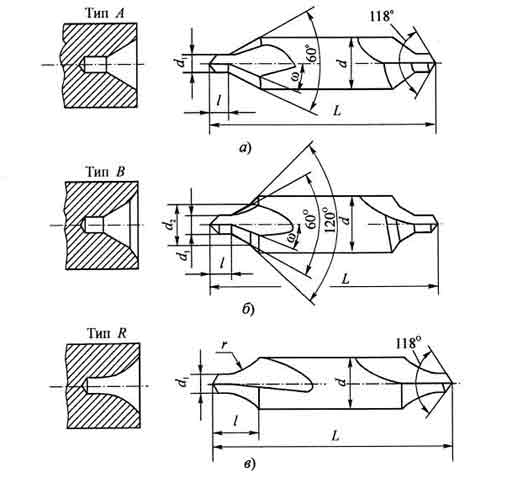
- Тип А — предназначается для формирования отверстий, конусность сторон которых равняется 60 градусов (на них не существует режущей поверхности, формирующей предохранительный конус).
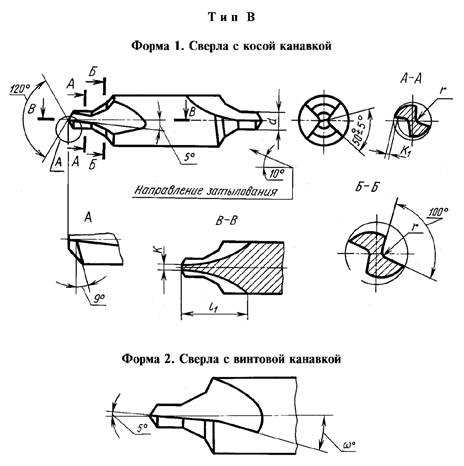
- Тип В — предназначается для формирования центровочных отверстий, у которых на рабочей части имеется предохранительный конус. Его стороны могут разворачиваться на 120 градусов.
- Тип С — предназначается для выполнения центровочных отверстий, у которых нет предохранительного конуса и угол разворота сторон равен 75 градусам.
- Тип R — нужен для выполнения отверстий центровочных, у которых образующие поверхности имеют дугообразную конфигурацию.
Все эти инструменты выпускаются в двух вариациях:
- Диаметр основного режущего наконечника менее 0,8 миллиметров.
- Диаметр наконечника более 0,8 миллиметров.
При применении инструмента первого варианта шероховатость стенок отверстия, которое нужно сформировать, меньше, нежели при использовании инструмента второго варианта. Из этого следует, что основное влияние при выборе сверла оказывает требование к степени шероховатости стенок отверстия, которое формируется.
По маркировке на инструменте можно определить, к какому типу он относится. Эта маркировка тоже регламентируется ГОСТом 14952−75. Если свёрла различных типов, но имеют одинаковые геометрические параметры, то их маркировка выглядит следующим образом:
- Категория «А», диаметр которых составляет 1 миллиметр: первый тип — 2317−0101, а второй — 2317−0001.
- Категория «В» с рабочим диаметром 1 миллиметр: первый тип — 2317−0113, второй тип — 2317−0012.
- Категория «С», рабочий диаметр которого составляет 1 миллиметр: типа первого — 2317−0124, типа второго — 2317−0022.
- Категория «R» с диаметром 1 миллиметр: тип первый — 2317−0129, второй — 2317−0027.
Как это сверло можно использовать при строительстве и ремонте
Этот инструмент относится к разряду профессиональных. Однако мастера научились применять его и строительстве, используя как зенковку по металлу или дереву. В последнем варианте оно удобно еще и тем что может одновременно сделать направляющее отверстие для самореза и прозинковать потай для его шляпки, или для установки фурнитуры, где требуется отцентрировать отверстие.
Также им очень эффективно можно высверлить шапку самореза и винта которые не хочет выкручиваться.
Нередко этот инструмент используют радиолюбители для выполнения отверстий в платах. Они применяют не большой диаметр сверла: 0.5-1.5 мм, в этих случаях обычные сверла часто ломаются, а центровочное служит намного дольше благодаря своей конструкции.
Контроль качества
Сверла, при помощи которых получают центрирующие отверстия, как и центровочные фрезы, относятся к инструментам профессионального назначения, поэтому к контролю их технических характеристик подходят очень ответственно.
Одним из важнейших этапов контроля качества центровочных инструментов является их проверка на работоспособность, которая выполняется на специальных образцах, изготовленных из стали 45, имеющей твердость от 187 до 207 единиц по шкале HB. При проведении испытаний работоспособность проверяемого центровочного сверла сравнивают с тем, как в аналогичных условиях ведет себя другой инструмент, параметры жесткости и точности у которого точно определены.
Значения средней наработки центровочных сверл, изготовленных из стали Р6М5
Центровочное сверло после его проверки в обработке металла не должно иметь на своей режущей части участков выкрашивания. Специалисты, проводящие испытания, оценивают, можно ли его применять для выполнения дальнейшей обработки. Средствами, используемыми для такого контроля, являются увеличительная лупа и измерительный инструмент, который необходим для того, чтобы сравнить геометрические параметры проверяемого сверла с их величиной, указанной в чертеже. При проверке геометрических параметров центровочного инструмента стандарт (ГОСТ 8.051-81) допускает наличие следующих погрешностей.
- На взаимное расположение поверхностей инструмента и линейные геометрические параметры разрешается отклонение в 25% от величины допуска, оговоренного в чертеже.
- На угловые параметры сверл допускается отклонение в 35% от величины указанного допуска.
Схема выполнения проверки геометрических параметров инструмента также представлена в названном ГОСТе. Правила проведения испытаний центровочного сверла на твердость, а также рекомендации по использованию измерительных инструментов оговорены в ГОСТе 9013-59.
Как и в процессе выполнения обработки, при испытаниях центровочного инструмента должна использоваться смазывающе-охлаждающая жидкость, которая представляет собой 5-процентный водный раствор эмульсола.
Плановые испытания, выполняемые на пяти и более инструментах, осуществляются со следующей периодичностью:
- проверка на безотказную наработку – два раза в год;
- проверка на среднюю наработку до отказа – один раз в три года.
Из какого материалы изготовлено, маркировка

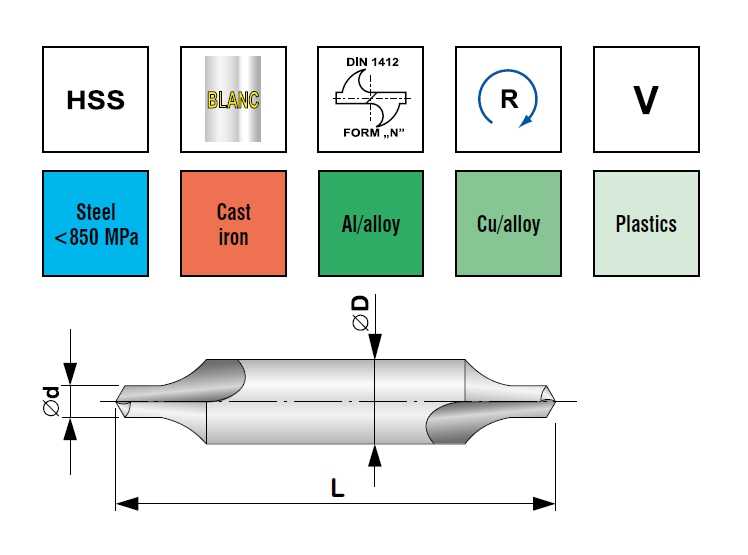
Сверло центровочное по металлу изготавливают из инструментальной стали р6м5. Также этот инструмент может быть изготовлен из быстрорежущей стали Р9, в которой имеется большое содержание вольфрама. Инструмент импортного производства отвечает стандартам HSS, это твердосплавные сверла для использования в промышленной обработке металла. Требования к твердости режущей части:
- сверло диаметром до 3,15 мм — 63…65 HRC0,
- сверло диаметром свыше 3,15 мм — 63…66 HRC0.
Технические характеристики по типу
Комбинированное центровочное сверло изготавливается четырех типов, в зависимости от которых определяется сфера их применения:
- Тип А – применяются для центровочных отверстий 60° без предохранительного конуса, соответствующее требованиям стандарта 2317-0007 d4 ГОСТ 14952,
- Тип В – применяются для центровых отверстий 60° с предохранительным конусом 120°, соответствующее требованиям стандарта 2317 018 d4 ГОСТ 14952,
- Тип С – применяются для центровых отверстий 75° без предохранительного конуса,
- Тип R – применяются для центровых отверстий с дугообразной образующей.
Самоцентрирующиеся сверла. Набор из 4 штук
Всем доброго времени суток. Сегодня я хочу поделиться с вами своими впечатлениями о наборе самоцентрирующихся сверл, который был приобретен на eBay. К совершению данной покупки меня привели последствия собственноручной сборки стола с выдвижными ящиками. Ящиков в нем оказалось очень много, а отверстий, обозначающих места вкручивания саморезов для фиксации направляющих (салазок) не было вообще

Происходит такое безобразие из-за того, что саморез вкручивается не ровно по центру отверстия, а смещается в сторону. В принципе, если подобных креплений не много, то можно все саморезы закручивать вручную, точно выбирая центр. Именно так я и делал до недавнего времени. Но в процессе сбора того самого стола я понял, что надо с этим завязывать, так как закрутить саморез точно по центру отверстия с первого раза, порой бывает гораздо сложнее, нежели это кажется. А если выкручивать саморез и вкручивать его повторно, то разрушается плита из которой сделан стол, что может привести к самым печальным последствиям (к примеру, ящик может вообще не держаться). И тут на меня нашло озарение — где-то на страничках то ли eBay, то ли Aliexpress я видел то, что мне надо — самоцентрирующиеся сверла. Непродолжительный поиск привел меня к лоту на eBay. Именно там он был заказан. После непродолжительной переписки и небольшой доплаты, продавец выдал мне трек и отправил посылку. Ее следование по маршруту Китай — Беларусь можно посмотреть здесь. Спустя 2 недели я получил свою посылку. Пришли сверла в обычном пакетике на застежке без какой-либо дополнительной упаковки. Я заказывал набор, состоящий из 4 сверл, при желании можно купить набор из 3 или даже поштучно нужного вам размера. В живую сверла выглядят следующим образом:

К качеству изготовления данного инструмента претензий у меня не возникло — металл обработан качественно, все подвижные элементы были смазаны (к слову, уж не знаю что там они используют вместо смазки, но запах у этой вещицы просто жуткий). В ходе последующих экспериментов было установлено, что сверла имеют хорошую заточку и справляются с древесиной без каких бы то ни было проблем.
Все сверла разного диаметра, так что данного набора хватит для любых целей. Размер указан на каждом сверле. Они подходят для:
— 5/64 «: отверстие диаметром около 2 мм, использовать саморез диаметром около 2.2-2.8 мм; — 7/64 «: отверстие диаметром около 2.8 мм, использовать саморез диаметром около 3-3.5 мм; — 9/64 «: отверстие диаметром около 3.5 мм, использовать саморез диаметром около 4-4.5 мм; — 11/64 «: отверстие диаметром около 4.5 мм, использовать саморез диаметром около 5-5.5 мм.
Указано, что сверла изготовлены из быстрорежущей стали — тут придется поверить продавцу на слово, но поскольку петли, направляющие и другие подобные элементы прикручиваются саморезами к мягким поверхностям (дерево, гипсокартон, ДВП, ДСП и т.д.), то кажется мне, что хватит их надолго.
Все сверла разборные, так что в случае чего основание сверла (то есть само сверло — уж извините за каламбур) можно без проблем достать для замены или заточки. Чтобы вынуть его вам понадобится TORX T10.

Теперь о том, как это сверло работает. Его «носик» подвижный, фиксируется при помощи пружинки, которую можно увидеть на фото выше, при установки сверла в отверстие петли, носик центрирует его положение так, что сверло оказывается точно по центру. После нажатия на дрель, «носик» прячется в более широкой части сверла, высвобождая его режущую часть, которая и проделывает отверстие.

Для более точного позиционирования на «носике» снята фаска.
Вот так выглядит отверстие в деревянной поверхности.

А вот так выглядит саморез, закрученный в это отверстие (саморезы были найдены первые попавшиеся — для гипсокартона, да и шляпки у них немного больше, чем надо, но для примера, мне кажется, сгодятся и такие):

Как видно, закручен он ровно, в отличии от того, что можно увидеть на первом фото. Забавы ради закрутил еще один саморез при помощи сверла — результат так же оказался положительным.

Итак, подводя итог всему, что написано выше могу сказать, что данный инструмент работает, причем справляется со своими задачами он весьма неплохо. Конечно, если у вас, что говорится глаз-алмаз и вы в состоянии сделать все идеально с первого раза, то он вам не нужен, для обычных же людей, считаю данный набор довольно интересным. Раньше я примерно по центру отверстия проделывал отверстие шилом, а затем закручивал в него саморез, но все-равно ровно получалось далеко не всегда — иногда саморезы закручивались под углом. Теперь же о криво торчащих шляпках я смогу забыть навсегда
В принципе на этом все
Спасибо за внимание и потраченное время
Как правильно подобрать сверло
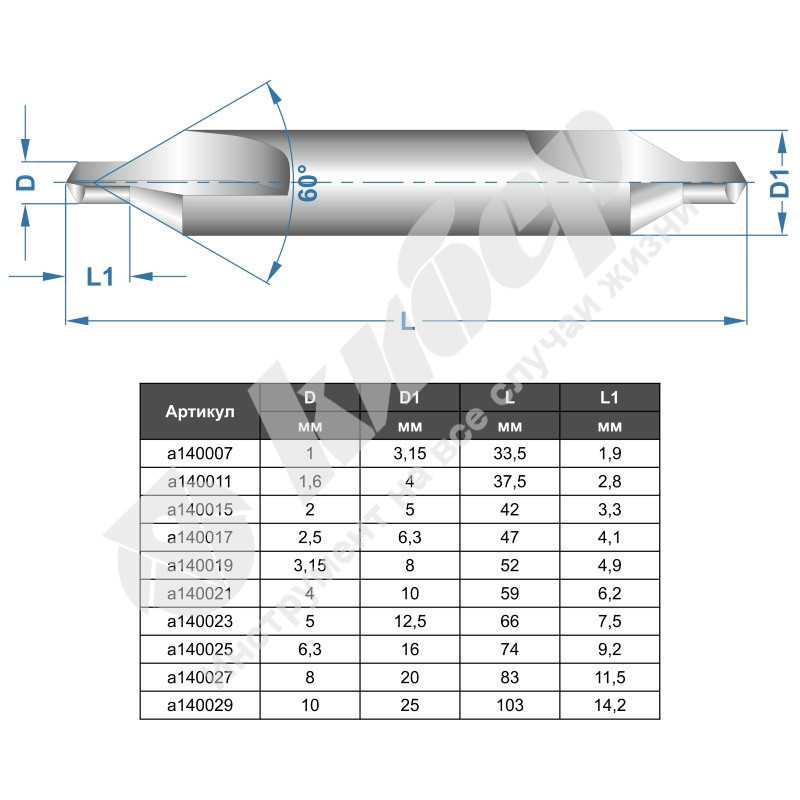
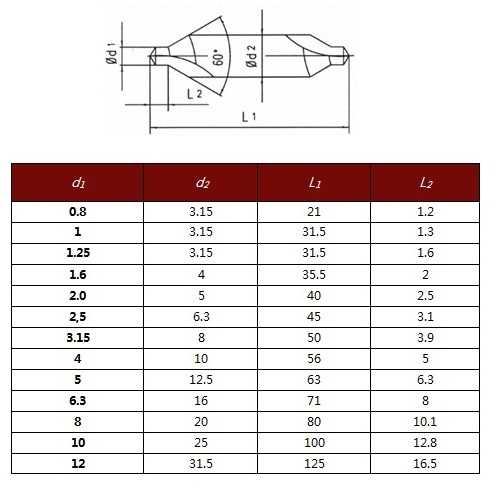
Выбор центровочного сверла зависит от веса изначальной заготовки, в которой будет проделываться отверстие. Размер инструмента прямо пропорционален весу. В следующей таблице приведены точные данные о размерах режущего инструмента, в соответствии с ГОСТ 14952-75:
| Рабочий диаметр, см | 0,05 | 0,08 | 0,16 | 0,25 | 0,4 | 0,63 | 0,8 | 1 |
| Диаметр посадки, см | 0,315 | 0,5 | 0,8 | 1 | 1,6 | 2 | 2,5 | 3,15 |
| Длина,
см |
2,1 | 3,35 | 4,2 | 5,9 | 7,4 | 8,3 | 10,3 | 12,8 |
| Длина рабочей области, см | 0,1 | 0,19 | 0,28 | 0,33 | 0,49 | 0,62 | 0,75 | 1,15 |
При подборе инструмента для проделывания центрирующих поверхностей необходимо производить проверку его шероховатости. Для этого инструмент сравнивается с эталонным типом сверл
При проверке важно учитывать наличие режущих поверхностей и предохранительного конуса. Во время сравнения проверяются следующие параметры:
- Твердость: эта характеристика измеряется при помощи твердомера Роквелла. Она должна находиться в интервале от 63 до 66 HRC (по шкале твердости Роквелла). При низкой твердости инструмент лишится эксплуатационной стойкости, при повышенной – станет чрезмерно хрупким.
- Точность: этот параметр определяет величину отклонения диаметров отверстий. Если рабочий диаметр режущего сверла меньше 0,08 см, то величина отклонения не должна превышать 0,005 см. Если рабочий диаметр больше 0,08 см, то диаметр наклонения должен равняться 0,01 см.
- Длина: эта характеристики указывает на производительность сверла. Этот параметр должен подбираться, относительно длины детали. Самой низкой производительностью располагают удлиненные сверла.
- Внешний вид: на инструменте не должны присутствовать царапины, вмятины и иные механические дефекты.
Данная компания производит режущие приспособления из быстрорежущих металлов, включая кобальт. Во время процесса изготовления инструменты подвергаются термической обработке, что улучшает их твердость. Отличительной особенностью продукции Dormer является то, что её сверла способны самостоятельно центроваться, что повышает точность инструмента.
ТИПЫ И РАЗМЕРЫ
1.1. Комбинированные центровочные сверла
должны изготовляться четырех типов:
А — сверла для центровочных отверстий 60° без
предохранительного конуса;
В — сверла для центровых отверстий 60° с
предохранительным конусом 120°;
С — сверла для центровых отверстий 75° без
предохранительного конуса;
R — сверла для центровых отверстий с
дугообразной образующей. Каждый тип сверл должен изготовляться в 2 исполнениях.
(Измененная редакция, Изм. № ).
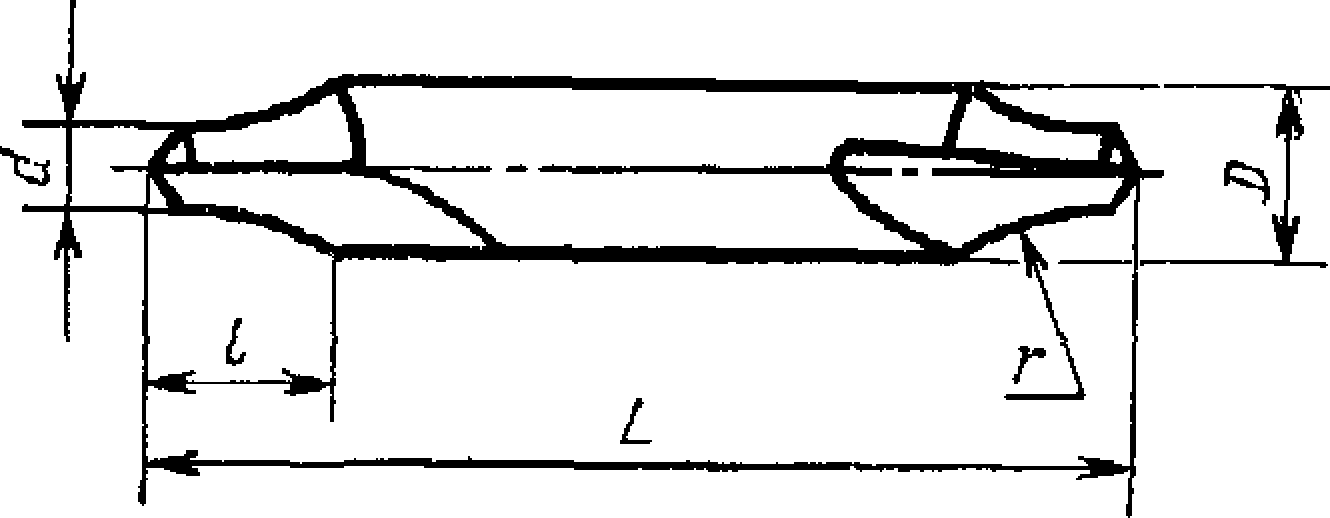
1.2. Размеры сверл должны соответствовать
указанным на черт. 1 — 4 и в табл. 1 — 4.
Тип А
Для d до 0,8 мм
Для d св. 0,8 мм
Черт. 1
Таблица 1
мм
|
Исполнение 1 |
Исполнение 2 |
d |
D |
l |
L |
||||
|
Обозначение |
Применяемость |
Обозначение |
Применяемость |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||
|
2317-0164 |
2317-0038 |
(0,50) |
3,15 |
1,0 |
-0,2 |
21,0 |
-2,0 |
||
|
2317-0165 |
2317-0039 |
(0,63) |
1,2 |
-0,3 |
|||||
|
2317-0166 |
2317-0041 |
(0,80) |
1,5 |
-0,4 |
|||||
|
2317-0101 |
2317-0001 |
1,00 |
1,9 |
-0,6 |
33,5 |
-4,0 |
|||
|
2317-0102 |
2317-0002 |
(1,25) |
2,2 |
||||||
|
2317-0108 |
2317-0003 |
1,60 |
4,00 |
2,8 |
-0,8 |
37,5 |
|||
|
2317-0104 |
2317-0004 |
2,00 |
5,00 |
3,3 |
42,0 |
||||
|
2317-0105 |
2317-0005 |
2,50 |
6,30 |
4,1 |
-1,0 |
47,0 |
|||
|
2317-0106 |
2317-0006 |
3,15 |
8,00 |
4,9 |
52,0 |
||||
|
2317-0107 |
2317-0007 |
4,00 |
10,00 |
6,2 |
-1,2 |
59,0 |
-6,0 |
||
|
2317-0108 |
2317-0008 |
5,00 |
12,50 |
7,5 |
66,0 |
||||
|
2317-0109 |
2317-0009 |
6,30 |
16,00 |
9,2 |
74,0 |
||||
|
2317-0111 |
2317-0010 |
8,00 |
20,00 |
11,5 |
-1,4 |
83,0 |
|||
|
2317-0112 |
2317-0011 |
10,00 |
25,00 |
14,2 |
103,0 |
Примечание.
1. Размеры, заключенные в
скобки, применять не рекомендуется.
2. (Исключено, Изм. № 2).
Пример условного
обозначения сверла типа А,
диаметром d =
1,0 мм, исполнения 1:
Сверло 2317-0101 ГОСТ 14952-75
То же, исполнения 2:
Сверло 2317-0001 ГОСТ 14952-75
Тип В
Черт. 2
Таблица 2
мм
|
Исполнение 1 |
Исполнение 2 |
d |
D |
D1 |
l |
L |
||||
|
Обозначение |
Применяемость |
Обозначение |
Применяемость |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||
|
2317-0167 |
2317-0042 |
(0,80) |
4,0 |
1,70 |
1,5 |
-0,4 |
33,5 |
-3,0 |
||
|
2317-0113 |
2317-0012 |
1,00 |
4,0 |
2,12 |
1,9 |
-0,6 |
37,5 |
-4,0 |
||
|
2317-0114 |
2317-0013 |
(1,25) |
5,0 |
2,65 |
2,2 |
42,0 |
||||
|
2317-0115 |
2317-0014 |
1,60 |
6,3 |
3,35 |
2,8 |
-0,8 |
47,0 |
|||
|
2317-0116 |
2317-0015 |
2,00 |
8,0 |
4,25 |
3,3 |
52,5 |
-4,5 |
|||
|
2317-0117 |
2317-0016 |
2,50 |
10,0 |
5,30 |
4,1 |
-1,0 |
59,0 |
-6,0 |
||
|
2317-0118 |
2317-0017 |
3,15 |
11,2 |
6,70 |
4,9 |
63,0 |
||||
|
2317-0119 |
2317-0018 |
4,00 |
14,0 |
8,50 |
6,2 |
-1,2 |
70,0 |
|||
|
2317-0121 |
2317-0019 |
(5,00) |
18,0 |
10,60 |
7,5 |
78,0 |
||||
|
2317-0122 |
2317-0020 |
6,30 |
20,0 |
13,20 |
9,2 |
83,0 |
||||
|
2317-0168 |
2317-0043 |
8,00 |
25,0 |
17,00 |
11,5 |
-1,4 |
103,0 |
|||
|
2317-0169 |
2317-0044 |
10,00 |
31,5 |
21,20 |
14,2 |
128,0 |




Примечание.
1. Размеры, заключенные в
скобки, применять не рекомендуется.
2. (Исключено, Изм. № 2).
Пример условного
обозначения сверла типа В,
диаметром d =
1,0 мм, исполнения 1:
Сверло 2317-0113 ГОСТ 14952-75
То же, исполнения 2:
Сверло 2317-0012 ГОСТ 14952-75
Тип С
Для d = 0,8 мм
Для d св. 0,8 мм
Черт. 3
Таблица 3
мм
|
Исполнение 1 |
Исполнение 2 |
d |
D |
l |
L |
||||
|
Обозначение |
Применяемость |
Обозначение |
Применяемость |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||
|
2317-0123 |
2317-0021 |
0,8 |
3,15 |
1,5 |
-0,4 |
21,0 |
-2,0 |
||
|
2317-0124 |
2317-0022 |
1,0 |
1,9 |
-0,6 |
33,5 |
-4,0 |
|||
|
2317-0125 |
2317-0023 |
1,6 |
4,00 |
2,8 |
-0,8 |
37,5 |
|||
|
2317-0126 |
2317-0024 |
2,0 |
5,00 |
3,3 |
42,0 |
||||
|
2317-0127 |
2317-0025 |
2,5 |
6,30 |
4,1 |
-1,0 |
47,0 |
Примечания: (Исключены, Изм. № 2).
Пример условного
обозначения сверла типа С,
диаметром d =
1,0 мм, исполнения 1:
Сверло 2317-0124 ГОСТ 14952-75
То же, исполнения 2:
Сверло 2317-0022 ГОСТ 14952-75
Тип R
Для d до 0,8 мм
Для d св. 0,8 мм
Черт. 4
Таблица 4
мм
|
Исполнение 1 |
Исполнение 2 |
d |
D |
L |
l |
r |
||||
|
Обозначение |
Применяемость |
Обозначение |
Применяемость |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||
|
2317-0171 |
2317-0045 |
(0,50) |
3,15 |
21,0 |
-2,0 |
2,00 |
1,6 |
-0,3 |
||
|
2317-0172 |
2317-0046 |
(0,63) |
2,40 |
2,0 |
-0,4 |
|||||
|
2317-0128 |
2317-0026 |
(0,80) |
3,00 |
2,5 |
-0,5 |
|||||
|
2317-0129 |
2317-0027 |
1,00 |
33,5 |
-4,0 |
3,15 |
-0,65 |
||||
|
2317-0130 |
2317-0028 |
(1,25) |
3,35 |
4,0 |
-0,85 |
|||||
|
2317-0131 |
2317-0029 |
1,60 |
4,00 |
37,5 |
4,25 |
5,0 |
-1,0 |
|||
|
2317-0132 |
2317-0030 |
2,00 |
5,00 |
42,0 |
5,30 |
6,3 |
-1,3 |
|||
|
2317-0133 |
2317-0031 |
2,50 |
6,30 |
47,0 |
6,70 |
8,0 |
-1,7 |
|||
|
2317-0134 |
2317-0032 |
3,15 |
8,00 |
52,0 |
8,50 |
10,0 |
-2,0 |
|||
|
2317-0135 |
2317-0033 |
4,00 |
10,00 |
59,0 |
-6,0 |
10,60 |
12,5 |
-2,5 |
||
|
2317-0136 |
2317-0034 |
(5,00) |
12,50 |
66,0 |
13,20 |
16,0 |
-3,5 |
|||
|
2317-0137 |
2317-0035 |
6,30 |
16,00 |
74,0 |
17,00 |
20,0 |
-4,0 |
|||
|
2317-0138 |
2317-0036 |
(8,00) |
20,00 |
83,0 |
21,20 |
25,0 |
-5,0 |
|||
|
2317-0139 |
2317-0037 |
10,00 |
25,00 |
103,0 |
26,50 |
31,5 |
-6,5 |




Примечание. Размеры, заключенные в скобки, применять не
рекомендуется.
Пример условного
обозначения сверла типа R, диаметром d = 1,0 мм, исполнения 1:
Сверло 2317-0129 ГОСТ 14952-75
То же, исполнения 2:
Сверло 2317-0027 ГОСТ 14952-75
1.1, 1.2. (Измененная редакция, Изм. № 2).
1.3. Конструктивные размеры и геометрические
параметры сверл указаны в рекомендуемом приложении.
Пример 3.
1. Определение проблемы.
При установке наших деталей (сита с ячейками 50мм*16мм) у клиента упала производительность в 1,5 раза.
2. Изучение ситуации.
Клиент проверил размеры ячеек, площадь проходного сечения оказалась меньше, чем указанно на чертеже, в 1,5 раза. Т.е. размеры не соответствуют чертежам.
3. Выяснение причин.
Такие детали изготавливали неоднократно (сырье Х), однако в данном случае произошла замена сырья Х на сырье У. Не было технологии на резку сита из сырья У. Перед отгрузкой детали не контролировались. На чертеже клиента указаны требования, которые мы не способны были выполнить технологически.
4. Воздействие на причины.
Размер ячеек в данных ситах критически важен.
Согласован чертеж, устраивающий клиента.
Была разработана технология резки сит, подобраны режимы, позволяющие резать с требуемым качеством сырье У.
Введен 100% контроль ячеек при плазменной резке оператором.
5. Проверка результатов.
После проведения корректирующих действий подобных несоответствий больше не повторялось. Прошло больше года, заказы повторяются ежемесячно.
6. Закрепление изменений.
Разработан стандарт оформления чертежей сита данной конфигурации, внесены изменения в технологический процесс, описана технология резки указанной номенклатуры на разном сырье.
Введено правило обязательного согласования с клиентом чертежей, а также любых изменений чертежей и материала (сырья), с подписью клиента.
7. Извлечение уроков.
Любая замена материала (сырья) должна анализироваться на предмет последствий замены (возможно, нужно адаптировать технологию; перед тем, как делать партию, необходимо изготавливать пробники).
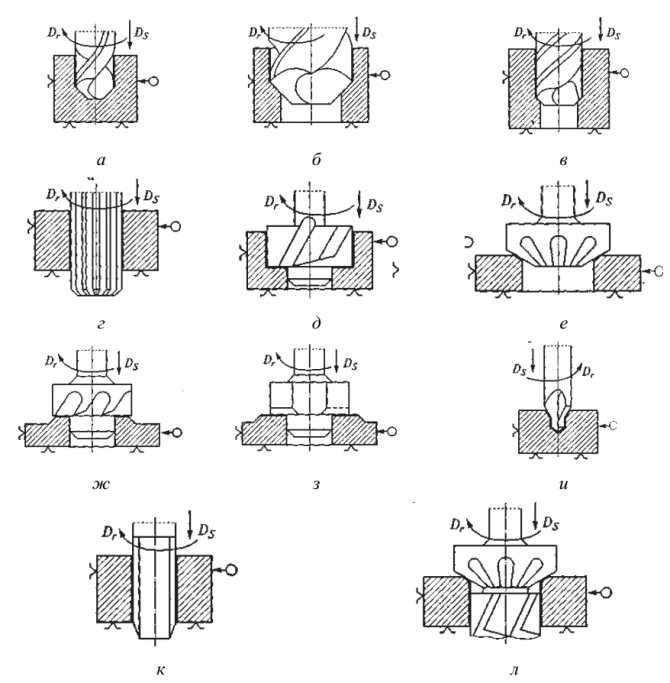
Конструктивные и технологические требования
Центровочное сверло включает в себя три зоны:
- собственно центровочную, которая имеет меньший диаметр, а потому легче внедряется в металл;
- основную, которой производится выборка материала с одновременным повышением качества образующей;
- опорную, которая обеспечивает центровку инструмента, при его углублении в заготовку.
Переход от одной части сверла к следующей выполняется весьма плавно, по параболической кривой, что исключает возникновение концентраторов напряжений при силовой подаче. Отличительной особенностью всех исполнений центровочных свёрл является их сравнительно небольшая длина. Это, с одной стороны, облегчает установку сверла в посадочную часть, а, с другой, повышают жёсткость оснастки, что существенно при обработке сталей с повышенной твёрдостью. Кроме того, центровочные свёрла всегда выполняют двухсторонними, поэтому и суммарная стойкость инструмента возрастает. Хвостовик такого сверла по диаметру унифицирован с посадочными местами металлорежущего оборудования и патронами электродрелей.
Главным эксплуатационным требованием к центровочным свёрлам по металлу считается высокая твёрдость, поэтому для их изготовления используют быстрорежущие стали марок Р6М5, Р9К6 и Р18 по ГОСТ 19265. Наличие большого количества вольфрама и кобальта, а также присутствие в химсоставе ванадия придаёт инструменту высокую стойкость при значительных усилиях трения. Поэтому такими свёрлами можно обрабатывать не только стали, но даже минералокерамику – оксидно-карбидные сплавы типа В3, ВОК 60 и т. п.
При менее ответственных задачах, в частности, при сверлении древесины, допустимо применение центровочных свёрл, изготовленных их хромистых сталей холодного деформирования типа 9ХС по ГОСТ 5950. Но для получения отверстий в стальных заготовках их не применяют, из-за того, что достигаемые температуры в рабочей зоне достигают температур отпуска, и инструмент быстро выходит из строя.
Стойкость оснастки можно увеличить, если при сверлении в зону обработки подавать СОЖ (эмульсол, сульфофрезол и т. п.).

На самом деле это не так рискованно, как кажется
Когда дело доходит до высказывания своего мнения, люди часто робеют, думая, что неосторожное слово может повлечь какое-то наказание или даже увольнение (а в сталинские времена предполагали немедленный расстрел). В самом лучшем случае опасаются насмешек, остракизма и ехидных шуточек
Не стоит бояться всего этого, даже если мысль противоречит мнению большинства или (о, ужас!) самого руководства. Вероятность любого из этих наихудших сценариев чрезвычайно маловероятна. В крайнем случае, такая ситуация – прекрасный повод проверить, насколько начальство способно эффективно управлять коллективом. Если оно желает слушать только приятные слова и поддакивания, то из этой фирмы лучше всего уволиться, она долго не просуществует. Но такое встречается сегодня очень редко. В действительности, выражая свое мнение, скорее всего, можно получить положительный или нейтральный (в самом крайнем случае) ответ.
В жизни и творчестве Иосифа Бродского было много тонкого юмора
На Синичьей горе: в Великом Новгороде полностью восстановят церковь XII века
Одни мешают усвоению других: как правильно принимать витамины

Почему Вы уволились с предыдущего места работы?
Это один из «неудобных» вопросов, которые, скорее всего, Вам зададут на собеседовании. В зависимости от Вашей ситуации нужно обдумать ответ, который устроит рекрутера и не выставит Вас в негативном свете. Будьте готовы и к тому, что Вас могут попросить объяснить причины увольнения со всех компаний, перечисленных в опыте работы за последнюю пару лет.
Конечно, стоит избегать отрицательных причин ухода с прошлых мест работы. Потому такие фразы, как «Я плохо справлялся со своими обязанностями» или «Не получилось совмещать работу и учебу», точно не подойдут. Вам нужно продумать такой ответ, который и устроит рекрутера и не будет при этом откровенно неправдивым.
Какие причины наиболее «безопасны»:
- Вы попали под сокращение. Причем желательно отметить, что сократили не только Вас, или привести вескую причину, почему это коснулось именно Вас (например, Вы самый новый сотрудник или Ваша должность в компании была введена недавно), иначе возникнут сомнения в Вашей «полезности» как специалиста;
- компания обанкротилась;
- офис компании переехал;
- Вы сами переехали на новое место жительства;
- Вы решили сменить сферу деятельности;
- у компании изменились стратегические планы развития, сменилось руководство;
- Ваш трудовой контракт был заключен на определенный срок;
- Вы ушли по семейным обстоятельствам: кто-то из близких заболел, или Вам нужно было на некоторое время покинуть город по важным причинам;
- Вы были заняты проектной работой, и проект завершился;
- Вы хотите попробовать свои силы на более высокой должности, а в прошлой компании возможности перейти вверх по карьерной лестнице не было.
Это может создать впечатление о Вас как о конфликтном человеке. Хорошим тоном будет в своем ответе не только рассказать о причине увольнения, но и хорошо отозваться о старом месте работы и выразить свое искреннее желание работать в новой компании. Такой комплексный ответ удовлетворит рекрутера.
Если Вы хотите скрыть истинную причину ухода из компании, тогда тем более необходимо тщательно подготовить ответ на этот вопрос, чтобы говорить четко и уверенно, чтобы не возникло дополнительных вопросов или подозрений.
МЕТОДЫ ИСПЫТАНИЙ
4.1. Испытания сверл следует проводить на
сверлильных, центровочных и токарных станках с применением вспомогательного
инструмента, которые должны соответствовать установленным для них нормам
точности и жесткости.
4.2. Сверла следует испытывать на образцах из
стали марки 45 по ГОСТ
1050-88 твердостью 187 — 207 НВ.
(Измененная редакция, Изм. № ).
4.3. Стойкостным испытаниям подвергаются
сверла типа В, а также типа A,
R или С диаметрами 0,5; 1,6;
2,0; 2,5; 4,0; 10,0 мм на режимах, указанных в табл. 8.
4.3.1. Приемочные значения средней наработки
до отказа и 95 %-ной безотказной наработки не должны быть менее указанных в
табл. 9.
(Измененная редакция, Изм. № ).
4.4. После испытаний на работоспособность на
режущих кромках сверл не должно быть выкрашиваний, сверла должны быть пригодны
для дальнейшей работы.
4.5. В качестве смазочно-охлаждающей жидкости
применяют 5 %-ный (по массе) раствор эмульсола в воде с расходом не менее 5
л/мин.
Таблица 8
|
Диаметр сверловочной части |
Подача, мм/об, для типов |
Глубина сверления, мм, для типов |
Скорость резания, м/мин |
Количество обработанных отверстий при испытаниях на работоспособность |
||
|
А, В, С |
R |
А, С, R |
В |
|||
|
0,50 |
0,01 |
0,02 |
1,3 |
— |
8 … 10 |
13 |
|
0,63 |
1,5 |
— |
||||
|
0,80 |
1,9 |
2,1 |
||||
|
1,00 |
2,3 |
2,6 |
||||
|
1,40 |
0,02 |
2,8 |
3,2 |
25 |
||
|
1,60 |
3,5 |
4,0 |
||||
|
2,00 |
0,04 |
4,4 |
5,0 |
|||
|
2,50 |
0,07 |
5,5 |
6,3 |
11 … 13 |
30 |
|
|
3,15 |
7,0 |
8,0 |
||||
|
4,00 |
0,08 |
8,9 |
10,1 |
24 |
||
|
5,00 |
0,10 |
11,2 |
12,7 |
14 |
||
|
6,30 |
0,12 |
14,0 |
15,4 |
18 |
||
|
8,00 |
17,9 |
19,5 |
15 |
|||
|
10,00 |
22,5 |
24,5 |
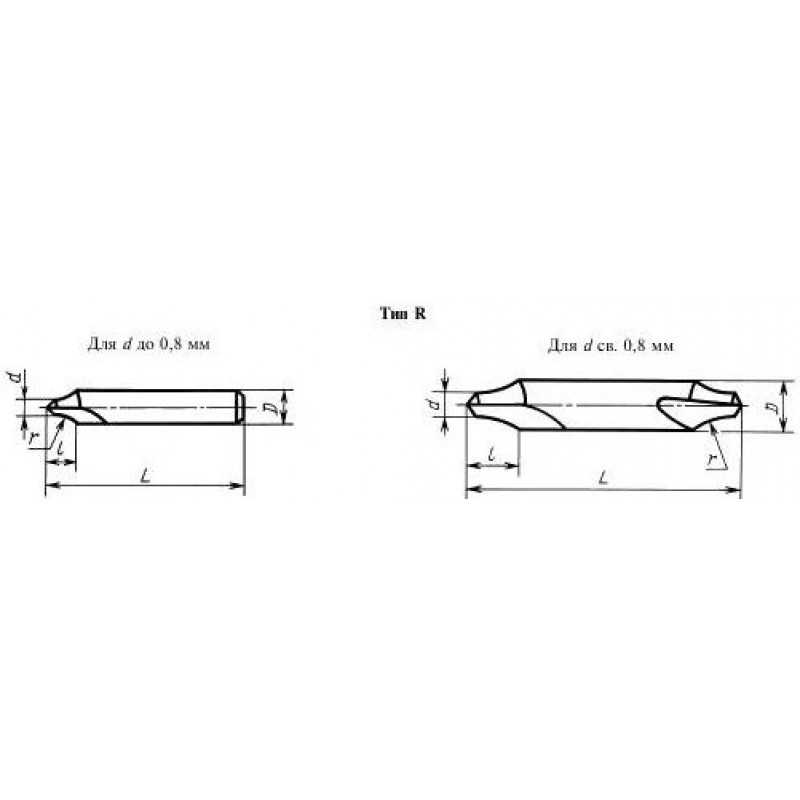

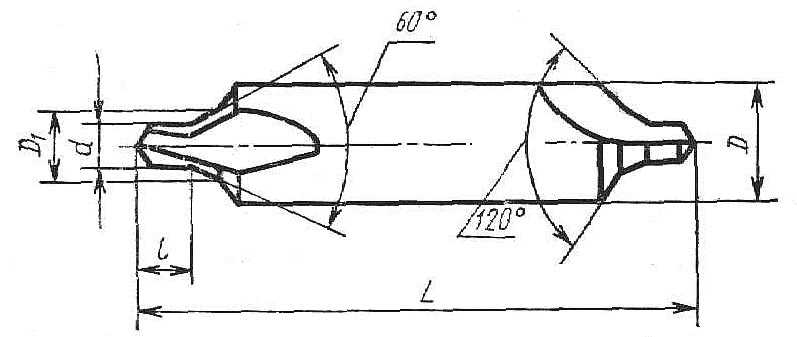

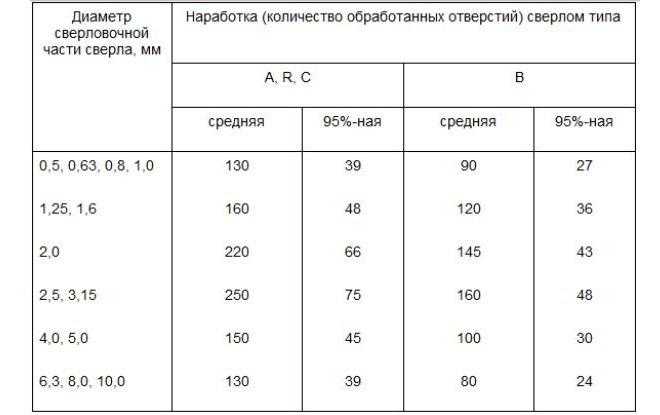
Таблица 9
|
Диаметр сверловочной части |
Приемочные значения наработки сверлом типа |
|||
|
A, R, С |
В |
|||
|
средняя |
95 %-ная |
средняя |
95 %-ная |
|
|
0,5, 0,63, 0,8, 1,0 |
150 |
45 |
105 |
32 |
|
1,25, 1,6 |
190 |
56 |
140 |
42 |
|
2,0 |
270 |
77 |
170 |
50 |
|
2,5, 3,15 |
290 |
88 |
190 |
56 |
|
4,0, 5,0 |
175 |
53 |
120 |
35 |
|
6,3, 8,0, 10,0 |
150 |
45 |
95 |
28 |
(Измененная
редакция, Изм. № ).
4.6. Твердость сверл
измеряют по ГОСТ 9013-59.
4.7. Контроль внешнего вида осуществляют
визуально.
4.8. Параметры шероховатости поверхностей
сверл следует проверять сравнением с образцами шероховатости по ГОСТ 9378-75 или с образцовыми инструментами, значения параметров шероховатости
поверхностей которых не более указанных в п. 2.3.
Сравнение осуществляют визуально с помощью
лупы ЛП-2 — 4´ по ГОСТ
25706-83.
4.9. При контроле параметров сверл должны
применяться методы и средства контроля, погрешность которых не должна быть
более:
при измерении линейных размеров — значений,
указанных в ГОСТ
8.051-81;
при измерении углов — 35 % значения допуска
на проверяемый угол;
при контроле формы и расположения
поверхностей — 25 % значения допуска на проверяемый параметр.
Разд. 4. (Измененная редакция, Изм.
№ 2).
Область применения
Центровочные сверла по металлу позволяют массово проделывать отверстия, поэтому они широко используются на промышленных предприятиях. В промышленном секторе данные инструменты применяются для осуществления операций по центровке и металлообработке деталей на токарных, фрезерных или сверлильных станках. Они ускоряют процесс производства и снижают затраты на дополнительное оборудование. Помимо этого, данные инструменты применяются на мебельных фабриках, механических цехах, машиностроительных фабриках и в автосервисах. Благодаря перпендикулярности сверления они стали часто использоваться в деревообрабатывающем секторе.

Также эти металлорежущие инструменты активно применяются в бытовых условиях. Они используются для сверления отверстий малого диаметра. Популярность данных сверл в быту обусловлена их невысокой ценой (их стоимость варьируется от 28 до 486 руб.) и удобством использования. Также центровочные сверла, благодаря высокой прочности конструкции, в домашних условиях используются для высверливания застрявших шурупов или саморезов.

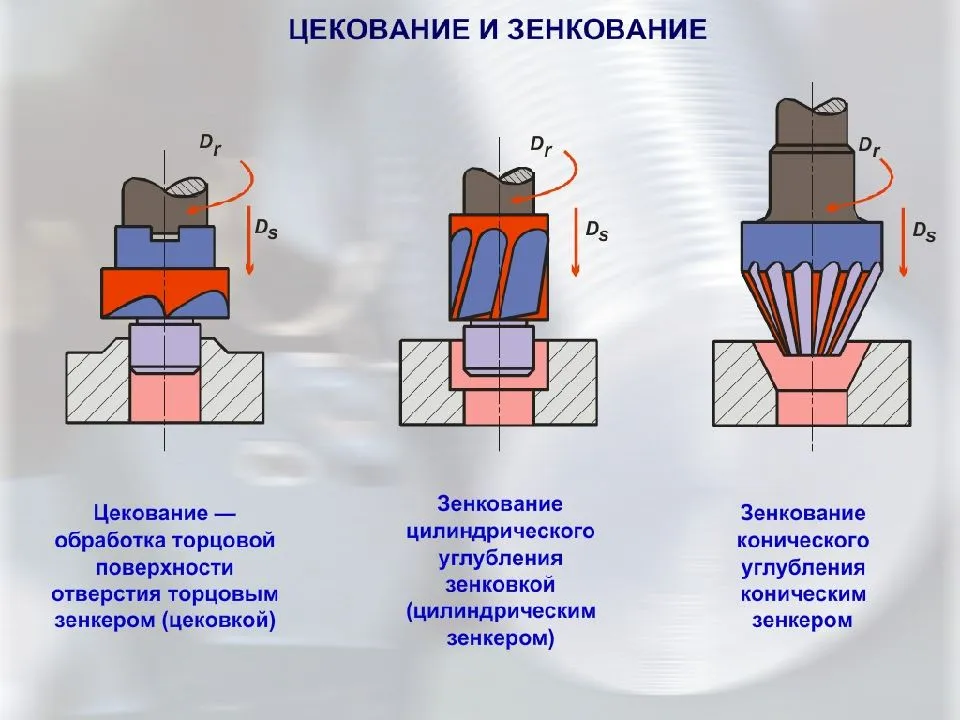
В нынешнее время средства для создания центровочных отверстий начинают внедряться в строительном секторе. Многие мастера используют их во время зенкования – процедуры обработки отверстия детали для создания потайных головок, к которым присоединяются крепежные элементы различных строительных конструкций (заклепки, винты и болты).
Действительно ли твоё мнение верно?

Самый главный вопрос: действительно ли твоё мнение верно? Ведь очень глупо может получиться и даже ужасно, в случае если, помимо того, что своё мнение ты всюду суёшь, оно ещё и всегда неверно. Есть большая разница между верным мнением или знанием и тем, что тебе кажется таковым. Разница в том, что одно действительно верно, а другое нет. Если человек просто думает, что он прав, но не может предложить аргументов серьёзнее, чем «я так думаю», «мне так кажется», «это моё мнение», то этому мнению грош цена. Тем более если о нём никто не спрашивал. Возможно, именно по этой причине тебя и не спрашивают, так как знают об уровне эрудиции и аргументации, а ты настырно лезешь и лезешь. Конечно, будет ответная реакция и сильнейший иммунитет ко всему, что ты скажешь.