
Что необходимо для пайки труб из меди
Пайка медных труб, своими руками выполнить которую совсем несложно, не требует дорогостоящего оборудования и каких-то особых материалов. Для того чтобы правильно ее осуществить, вам понадобятся следующие приспособления.
Горелка, за счет которой станет выполняться нагрев припоя и участка труб, где будет выполняться их соединение. В такую горелку подается, как правило, газ пропан, давление которого регулируется при помощи сварочного редуктора. Специальное приспособление для резки медных труб. Так как изделия из этого металла являются очень мягкими, резать их следует достаточно нежно, чтобы не помять стенки. На современном рынке предлагаются труборезы различных моделей, отличающиеся и своей функциональностью, и техническими возможностями
Конструкция отдельных моделей таких приспособлений, что важно, позволяет использовать их даже для работы в труднодоступных местах. Труборасширитель — это устройство, позволяющее расширить диаметр медной трубы, что необходимо для того, чтобы более качественно выполнить пайку. В различных системах, монтируемых из медных труб, используются элементы одного сечения, и для того, чтобы качественно соединить их, необходимо незначительно увеличить диаметр одного из соединяемых элементов
В различных системах, монтируемых из медных труб, используются элементы одного сечения, и для того, чтобы качественно соединить их, необходимо незначительно увеличить диаметр одного из соединяемых элементов
Именно такую задачу и решает такое приспособление как труборасширитель.
Набор для развальцовки медных труб
Приспособление для снятия фасок с торцов медных труб. После обрезки на торцах деталей остаются заусеницы, которые могут помешать получить качественное и надежное соединение. Чтобы удалить их и придать торцам труб требуемую конфигурацию, перед пайкой как раз и используется фаскосниматель. На современном рынке предлагаются приспособления для снятия фасок двух основных типов: помещенные в круглый корпус и изготовленные в виде карандаша. Более удобными в эксплуатации, но и более дорогими являются круглые устройства, которыми можно обрабатывать мягкие медные трубы диаметром не более 36 мм. Чтобы правильно подготовить медные трубы к пайке, необходимо удалить с их поверхности все загрязнения и окислы. Для этих целей используются ершики и щетки, щетина которых изготовлена из стальной проволоки. Обычно выполняется пайка медных труб твердым припоем, который может быть высоко- и низкотемпературным. Высокотемпературный припой — это медная проволока, содержащая в своем составе около 6% фосфора. Плавится такая проволока при температуре 700 градусов, в то время как для низкотемпературного его вида (проволока из олова) достаточно и 350 градусов. Технология пайки медных труб предполагает использование специальных флюсов и паст, которые выполняют защитную функцию. Такие флюсы не только защищают формируемый шов от образования в нем воздушных пузырьков, но и значительно улучшают сцепление припоя с материалом труб.
Кроме флюса, припоя и других основных элементов, для выполнения пайки труб из меди понадобятся и дополнительные инструменты, найти которые можно в каждой мастерской или гараже. Чтобы паять или варить изделия из меди, дополнительно приготовьте:
- обычный маркер;
- рулетку;
- строительный уровень;
- небольшую кисточку с жесткой щетиной;
- молоток.
Перед началом работ важно также решить, как паять медные трубы. Основных вариантов может быть два: пайка меди твердым припоем (используется реже) и применение припоя мягкого типа
При решении этого вопроса важно исходить из того, что существуют требования по использованию того или иного типа припоя
Так, припои твердого типа используются для пайки элементов холодильных агрегатов и кондиционеров. Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку. Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае
При решении этого вопроса важно исходить из того, что существуют требования по использованию того или иного типа припоя. Так, припои твердого типа используются для пайки элементов холодильных агрегатов и кондиционеров. Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку
Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае
Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку. Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае.

Ершики для зачистки внутренней поверхности медной трубы перед пайкой
Процесс спайки меди
Порядок действий зависит от выбранного способа сварки.
Низкотемпературная пайка
При использовании этого способа выполняют такие действия:
- Направляют пламя горелки на место соединения. Контактное пятно должно непрерывно перемещаться, что обеспечит равномерный прогрев.
- Подают припой в монтажный зазор. При достаточном нагреве мягкий материал начинает расплавляться.
- Отводят горелку, позволяя присадке распределиться по технологическому зазору. Если припой еще не расплавился, продолжают термическое воздействие. Разогревать присадочный материал отдельно не нужно: он должен плавиться под воздействием тепла, отдаваемого медью.
- Охлаждают место соединения естественным способом. До полного остывания припоя трогать спаянные детали нельзя.
В некоторых случаях горелку с пламенем заменяют электрическим паяльником. Порядок выполнения действий будет тем же, однако работы займут больше времени.
Использование горелки
Для соединения труб этим методом выполняют следующие действия:
- устанавливают элементы трубопровода в правильном положении;
- прогревают место стыковки;
- подают твердый присадочный материал к обрабатываемой области, размягчают его газовой горелкой;
- осматривают место соединения, оценивая правильность наложения присадки на основание (в процессе контроля трубу проворачивают, осматривая шов по всей протяженности).
Специалисты советуют вести горелку вдоль шва быстро и равномерно. Время воздействия должно быть минимальным, горящий в приборе газ — давать синее пламя. О достижении необходимой температуры свидетельствует изменение цвета меди на темно-красный.
Инструкции по изготовлению самоделок
Далее мы расскажем о нескольких вариантах самодельных пропановых горелок, которые можно сделать своими руками. Для того чтобы соорудить простейшую горелку не потребуется много сил и умений, но над созданием двух остальных вариантов придется более усердно потрудиться.
Вариант 1 — простейшая горелка из куска трубы
Для сооружения такой горелки потребуется совсем немного времени и усилий. Но к процессу создания самоделки нужно подходить со всей ответственностью, ведь работать придется с взрывоопасным веществом и любая погрешность в конструкции устройства может привести к печальным последствиям.
С помощью такого устройства можно нагревать металлические заготовки для ковки или прогревать их перед сваркой, а также можно выполнять ремонт битумной кровли. Владельцу частного дома такая самоделка в хозяйстве точно не будет лишней.
 Правильно сделанная горелка на пропане прослужит длительный срок. С ее помощью можно выполнить множество бытовых задач, без использования ряда дорогостоящих инструментов
Правильно сделанная горелка на пропане прослужит длительный срок. С ее помощью можно выполнить множество бытовых задач, без использования ряда дорогостоящих инструментов
Чтобы изготовить самодельную газовую горелку потребуются следующие инструменты и материалы:
- два куска трубы разного диаметра;
- штуцер;
- газовый шланг;
- редуктор;
- баллон с пропаном;
- сварочный аппарат;
- болгарка.
Подготовив все инструменты и материалы можно приступать к сборке пропановой горелки. Но перед этим рекомендуем ознакомиться с правилами безопасной работы с болгаркой.
Как видите, ничего сложного в самостоятельной сборке газовой горелки нет. Изучив инструкцию и имея под рукой необходимый набор инструментов и материалов, сборка устройства займет не более часа.
Вариант 2 — мощная газовая горелка
Предлагаем также попробовать собрать более сложную в конструкционном плане, но и более мощную горелку.
Для сооружения этого варианта потребуется немного больше инструментов и материалов, но полученный результат вас не разочарует.
 Такую горелку на пропане можно использовать, например, для плавки металла в горне, для сжигания сорняков на собственном участке, а также для других целей
Такую горелку на пропане можно использовать, например, для плавки металла в горне, для сжигания сорняков на собственном участке, а также для других целей
Итак, для сооружения пропановой горелки потребуется приготовить следующие материалы:
- муфты соединительные – 1/2” и 1/4”;
- резьбовой бочонок – 1/2” и 1/8”;
- заглушка с внутренней резьбой – 1/8”;
- футорка – 1/4”*1/8”;
- ниппель – 1/2”;
- быстроразъемное соединение для газового оборудования низкого давления;
- регулятор подачи пропана – 0.068-0.34 атмосфер;
- герметик резьбовой;
- металлический лист;
- саморезы;
- сверла – 6.4 мм и 0.8 мм.
Предпочтение лучше отдавать латунным изделиям. Кроме того, для конструирования самоделки потребуется следующий набор инструментов: разводной ключ, дрель, кернер, припой и флюс, паяльная лампа.
Подготовив все необходимое, можно приступать к сборке устройства.
Во время работы не стоит забывать, что пропан – взрывоопасный газ, и любое несоблюдение правил техники безопасности может привести к необратимым последствиям.
Поэтому перед испытанием устройства нужно обязательно проверить все соединения на герметичность. И только убедившись, что утечки нет, можно приступать к работе с самоделкой.








Вариант 3 — миниатюрная модель горелки
Давайте рассмотрим еще один вариант газовой горелки, работающей на пропане. Эту миниатюрную газовую горелку часто называют еще горелкой Бунзена.
Особенностью этого устройства является то, что его можно свободно держать в руках, не боясь получить ожог. Давайте попробуем собрать ее собственными руками.
Для работы понадобятся:
- Старая газовая горелка.
- Тонкая медная трубка 10 метров.
- Медная проволока.
- Игла с медицинского шприца.
- Болт №8.
Подготовив все необходимые материалы можно приступать к созданию нашей самоделки.
Для этого воспользуемся следующей инструкцией:
Теперь вы знаете, как соорудить газовую горелку своими руками и что для этого потребуется. Как видите, ничего сложного в этом нет, достаточно соблюдать правила безопасной эксплуатации оборудования, о которых мы расскажем немного ниже.
Виды газовых горелок
Газовые горелки
- крепление баллона со сжиженным газом;
- впускные форсунки;
- приборная головка;
- регулятор подачи топлива;
- редуктор.
Все горелки на газе по виду горючей смеси подразделяются на:
- пропановые горелки;
- на МАРР газу.
В быту различают два вида горелок:
- бытовые с температурой струи до 1500 градусов Цельсия;
- промышленные с температурой до 2000 градусов.
Отдельного упоминания стоят горелки на основе смеси ацетилена и кислорода. Такая аппаратура позволяет сваривать габаритные изделия и обеспечивает высококачественные швы.
Наиболее распространенным видом горелок является пропановая. Подобные аппараты оснащены пьезоэлектрической системой поджига и режимом экономии газовой смеси. Оптимальным вариантом для пайки медных деталей будет применение МАРР горелки.
Горелка для пайки меди.
Струя огня из такой горелки совершенно не пережигает медь и обеспечивает равномерный прогрев детали.
Горелки с одноразовым газовым баллоном – это лучший выбор для соединения медных изделий.
Такие аппараты обладают такими преимуществами:
-
Простота использования.
Нет необходимости в подключении электрического питания. - Многофункциональность.
-
Высокая мобильность.
Благодаря небольшому баллону с топливом аппарат можно переносить с места на место без больших физических усилий. -
Безопасность.
Наличие обратных клапанов гарантирует безопасное отключение газа при возникновении аварийной ситуации. -
Хороший пропай.
Мощное и равномерное пламя хорошо прогревает припой и заставляет его застывать максимально равномерно
Детали, для которых требуется повышенная прочность должны свариваться при помощи стационарных горелок. Такие аппараты, как правило, используют смесь пропана и кислорода для обеспечения значительно более качественного шва.
Работы по улучшению регулировки пламени
 Горелки с регулировкой силы пламени
Горелки с регулировкой силы пламени
Чтобы обеспечить нормальную работу нашей горелки, необходимо оборудовать ее рассекателем и краном. Подходящее место для монтирования крана возле ручки, выше на 2–4 см. Но его можно устанавливать и на подводящей трубке. Подойдет кран от горелки отслужившего свой срок автогена или его другой аналог. Он стационарно закрепляется на трубке резьбовым соединением. Для уплотнения соединения используйте ФУМ-ленту.
Рассекатель будет установлен на трубу с форсункой. Его тоже нужно сделать из латуни Ø 15 мм. Наиболее оптимальный вариант – цилиндрическая деталь с отверстием для трубки с форсункой. Если таковой нет, сделайте следующее:
- Возьмите латунную трубу Ø 35 мм и отрежьте кусок 100–150 мм.
- Отступив от конца, маркером наметьте 3–5 точек ровно отдаленных друг от друга.
- Просверлите в ней отверстия 8–10 мм сверлом и болгаркой сделайте к ним ровные пропилы.
- Теперь можно подогнуть все к центру и приварить к трубке горелки.
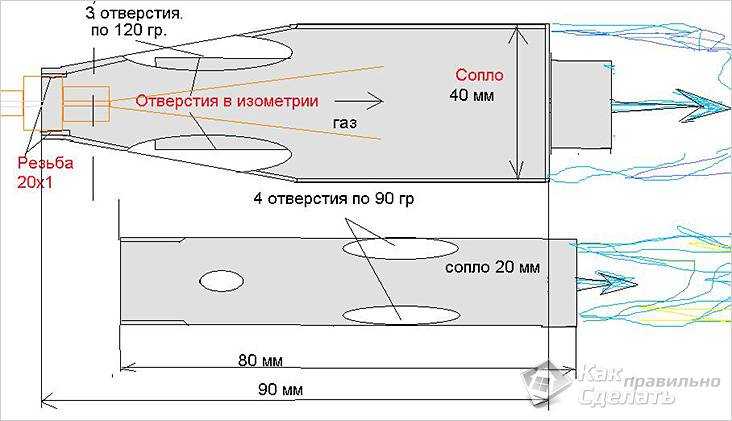 Устройство форсунки горелки
Устройство форсунки горелки
Чтобы правильно закрепить рассекатель, его нужно разместить так, чтобы форсунка выступала на 2–3 мм от места соединения. Благодаря такому приспособлению можно добиться двух целей: защитить пламя от сильного ветра и обеспечить ему поток кислорода, который необходим для более устойчивого и сильного пламени.
Все места сварки можно сгладить при помощи болгарки. Тогда ваша самодельная горелка будет выглядеть более солидно. На этом все. Теперь остается только подвести газ и использовать горелку по назначению.
Способы паяния деталей из меди
Для соединения медных труб используется всего два способа пайки. Каждый из них используется в соответствии со спецификацией детали и характеристики. Пайка медных труб своими руками подразделяется:
- При высоком температурном режиме, по-другому именуется «твердой». Показатель температуры при данном режиме доходит до 900 °. Тугоплавкий припой позволяет производить шов с показателями высокой прочности, данный способ используется при изготовлении трубопроводов, подверженных высоким нагрузкам.
- Процесс пайки мягким припоем производится при температурах, начинающихся от 130 °, используется в бытовом применении при работе с трубами диаметром до 1 см. Технология подразумевает соединение путем стыковки, предварительной обработки флюс пастой.
Во время работ важно не забывать, что мощность пламени, выдаваемой горелкой может достигать 1000 градусов. Поэтому обработку стыков необходимо проводить не более 20 секунд
При нагреве мягкий припой начинает плавиться и заполнять соединение
При нагреве мягкий припой начинает плавиться и заполнять соединение.
Особенности высокотемпературных соединений
При высокотемпературном способе пайки происходит обжиг металла на 700 °C и выше, что способствует размягчению металла. Для пайки используется газопламенное оборудование, способное расплавлять твердые припои. Припой состоит их медно — фосфорного состава, выпускается формой прутьев. Процессом пайки медных труб не подразумевается применение флюса, соблюдая последовательность действий, возможно грамотно заполнить стык.
Высокотемпературное соединение медных труб
Процесс начинает действие, когда плавится пруток припоя, этапы работы:
- после сборки прогревается стыковочный шов;
- к месту стыка подается твердотельный припой, размягчение которого производится газовой горелкой;
- когда визуально подтверждено, что происходит наложение припоя на металл, трубу необходимо провернуть, проконтролировать стыковку по всему периметру.
Основными достоинствами данного способа является высокая прочность стыка медных труб, если необходимо, представляется возможность изменить диаметр соединения меньшей стороной. Высокие температуры при эксплуатации не могут разрушить шов. Пайка твердым припоем требует определенных навыков, в процессе работы возможен перегрев, что приводит к разрушению металла.
Низкотемпературная пайка
Каждый процесс требует ответственного подхода к выполнению работ. Для нагрева используется пропановая или бензиновая горелка при использовании мягкого припоя стыковкой медных труб
Важно знать, что горелка с пьезоподжигом значительно сократит время работы, приобретение дорогих моделей без этой функции не целесообразно
Технологический процесс
В процессе важно использовать качественные аксессуары, флюс паста играет не последнюю роль в соединении. Равномерное покрытие деталей медных труб достигается использованием мягкой кисточки, после нанесения излишки удаляются тряпкой
Температура горелки может достигать 900 градусов, при пайке важно не передержать изделие, иначе произойдет перегрев
Температура горелки может достигать 900 градусов, при пайке важно не передержать изделие, иначе произойдет перегрев
Техника безопасности при спаивании труб из меди
Медные трубы используются как проводники жидкостей с хорошими антикоррозийными свойствами. Установка медных труб не может быть выполнена для обеспечения питьевой водопроводной водой. Медь контактирует с хлором, добавляющимся для очистки воды, может образовывать вредные для организма человека вещества. Для артезианских источников, скважин не существует опасности в использовании.









Пайка меди в перчатках
Важно пользоваться качественным инструментом, производить работы в перчатках и следить за состоянием оборудования. Теплопроводность металла достаточно высока, при нагреве одного из узлов и несоблюдении техники безопасности, возможно получить ожоги
Качественный шов возможно получить при отсутствии внешних факторов в виде нагрузок до полного остывания стыка
Качественный шов возможно получить при отсутствии внешних факторов в виде нагрузок до полного остывания стыка.
Материалы для пайки
Правильно подобранные материалы обеспечат стойкое соединение медных труб при пайке газовой горелкой.
Припой для пайки медных труб
 Припой различается на твердый и мягкий. Твердый припой продается в виде стержней. Паяют твердым припоем при температуре около 900 градусов. Благодаря твердому припою можно добиться очень прочных соединений, поэтому его применяют при строительстве систем газо- и водоснабжения, систем охлаждения и кондиционирования.
Припой различается на твердый и мягкий. Твердый припой продается в виде стержней. Паяют твердым припоем при температуре около 900 градусов. Благодаря твердому припою можно добиться очень прочных соединений, поэтому его применяют при строительстве систем газо- и водоснабжения, систем охлаждения и кондиционирования.
Самыми распространенными и удобными считаются медно-фосфорные припои с добавкой Cu94 и припой с добавкой серебра Cu94 P6 Ag2. Благодаря шестипроцентной добавке фосфора существенно снижается температура плавления меди (до 750 градусов). Припой и медь имеют практически одинаковые коэффициенты температурного расширения, что благоприятствует прочному соединению.
Мягкий припой поставляется в виде проволоки с диаметром 2–3 мм. В основном используется для соединения труб методом низкотемпературной пайки (около 300 градусов) и применяется в бытовых условиях. Производится на основе олова, свинца и сплавов из них в которые добавлены серебро и другие элементы.
Флюс для пайки
Правильный выбор флюса имеет большое значение если хочется получить качественное соединение. Флюсы различаются на низкотемпературные (до 450 градусов) и высокотемпературные (более 450 градусов).
Основное предназначение флюсов:
- очищают поверхность трубы от окисления;
- защищают места спайки от воздействия кислорода;
- улучшают растрескивание припоя;
- повышают сцепление металла с припоем.
Для того чтобы расплавленный припой растекся под действием капиллярных сил и покрыл медь, поверхность, предназначенную для спаивания необходимо зачистить. После чего нужно нанести пасту (флюс) для спаивания медных труб. Наносить ее следует равномерно тонким слоем при помощи кисти. После завершения процесса пайки остатки флюса необходимо удалить. Это делается чтобы избежать коррозии металла и утечек.
Фитинги под пайку
Элементы для поворотов, отвода труб и перехода на резьбы называются фитингами. У них имеется регламентированный диаметр раструбов, в которых соблюдается необходимый зазор для труб определенного диаметра.
Цена фитингов довольна высока. В местах, где возможно обойтись без фитингов место соединения обрабатывают труборасширителем.
Как правильно паять медные трубы, пошаговая инструкция
Поэтапное проведение работ позволяет получить высококачественные соединения. При выполнении процесса не нужно спешить, необходимо выполнять все правила и рекомендации.
Подготовка соединения
На первом этапе подготавливаются необходимые детали требуемых размеров. Для резки применяется труборез, который должен располагаться к трубопроводу строго перпендикулярно. Сначала труба зажимается в скобе приспособления между лезвием и опорными роликами.
 Резак один или два раза поворачивается вокруг обрезаемого сегмента.
Резак один или два раза поворачивается вокруг обрезаемого сегмента.
Затем проводится подтяжка винтового механизма. После этого процесс реза повторяется. Такие действия осуществляют, пока не произойдет окончательный раскрой трубы.
Для подготовки деталей требуемого размера также можно использовать ножовку с лезвием по металлу. Однако таким инструментом не всегда получается выполнить ровный срез. Тем более при применении ножовки образуется много металлических опилок
Поэтому приходится уделять большое внимание, чтобы они не попали в систему. Ведь опилки могут стать причиной поломки дорогого оборудования или затора в инженерной коммуникации
 Труборез позволяет получить ровный срез. Затем с торца трубы удаляются заусенцы.
Труборез позволяет получить ровный срез. Затем с торца трубы удаляются заусенцы. Внутренняя поверхность изделия чистится и обезжиривается. Такие же действия выполняются со вторым сегментом.
Внутренняя поверхность изделия чистится и обезжиривается. Такие же действия выполняются со вторым сегментом.
На следующем этапе используется труборасширитель или вальцовка. Он позволяет увеличить диаметр одного из сегментов, чтобы детали можно было соединить. Зазор между ними обязан составлять 0,02-0,4 мм. При меньших значениях припой не сможет просочиться в него, а при больших размерах – не возникнет капиллярный эффект.
Нанесение флюса
Флюс наносится ровным слоем в минимальном количестве на наружную поверхность того изделия, которое вставляется в соединяемый сегмент.
 Операция выполняется кистью. Она может входить в комплект реагента.
Операция выполняется кистью. Она может входить в комплект реагента.
При ее отсутствии используется малярная кисть. Необходимо применять инструмент, который не оставляет волокон.
Пайка
Процесс начинается с соединения трубопроводных частей. Он выполняется после использования флюса.
 На увлажненной поверхности не должно быть никаких посторонних включений.
На увлажненной поверхности не должно быть никаких посторонних включений.
Когда соединяется труба и фитинг, последний элемент вращается, пока не произойдет его полное надевание на трубопроводный сегмент. Такое действие также позволяет распределить флюс по всему соединяемому месту. Если из зазора между деталями выступит расходный материал, он убирается салфеткой или тряпочкой, так как представляет собой агрессивный состав химического происхождения.
Процесс пайки низкотемпературным способом начинается с включения горелки. Ее пламя направляется на соединяемое место и постоянно перемещается по стыку для его равномерного прогрева. После нагрева деталей припой прикладывается к зазору между ними. Расходник начнет расплавляться, если место соединения было достаточно разогрето. В этот момент горелку нужно удалить от стыка, потому что расходный материал заполнит зазор. Мягкий припой не требуется специально разогревать. Плавление расходного материала происходит под воздействием тепла от разогретых деталей.
 Мягкая пайка медных труб
Мягкая пайка медных труб
Соединения трубопроводных элементов выполняются при постоянном контроле нагрева меди. Металл нельзя перегревать! При несоблюдении этого правила происходит разрушение флюса. Поэтому с деталей не удаляются оксиды. В результате снижается качество швов.
Пайка твердым способом начинается с равномерного и быстрого прогрева соединяемых деталей. Он осуществляется с помощью пламени ярко-синего цвета умеренной интенсивности.
Припой прикладывается к стыку в момент нагрева элементов до температуры 750°C. Она достигает нужного значения, когда медь становится темно-вишневого цвета. Для лучшего плавления припоя он может быть дополнительно нагрет горелкой.
После остывания шва стык протирается тряпочкой для удаления остатков флюса. В противном случае вещество может стать причиной разрушения меди. Если на поверхности трубопровода образовался наплыв припоя, он удаляется с помощью наждачной бумаги.
Пайка в печах

Пайка меди в печах осуществляется в производственных условиях. Этот процесс обеспечивает равномерное прогревание деталей, полностью, исключая ее деформацию. В качестве сплава применяется олово или сплав из олова и свинца, в качестве флюса выступает состав из канифоли и спирта, или состав их хлористого аммония или цинка.
При применении припоя с основой из серебра, используют флюсы, в основу которых входят соединения из фтора, калия и бора. Эти флюсы наилучшим образом очищают скрепляемые поверхности от оксидной пленки, это позволит сплаву отлично распределиться по всей поверхности.
Какую газовую горелку лучше купить
От вида и характеристик выбранного агрегата зависит эффективность работы устройства. Рекомендуют выбирать прибор со шлангом, который позволит ближе размещать защиту от ветра и снизит потребление топлива. Из каждой категории обзора выделены следующие модели:
- Лучшая горелка с пьезоподжигом по низкой цене – Energy GTI-100;
- Самая удобная и практичная модель туристической горелки – Kovea KB-0408 Hiker Stove;
- Лучшее устройство для котлов в соотношении «цена-качество» – Baltur BTG
Представленный рейтинг поможет с выбором практичной и надежной модели. При выборе лучшего номинанта учтены все технические характеристики, цена и удобство использования горелки. Эксперты рекомендуют перед покупкой проверять наличие сертификата качества, который убережет от приобретения подделки.








Ручные горелки для пайки медных труб.
Самыми компактными аппаратами, позволяющими работать в кухне или санузле, будут ручные горелки, оснащенные одноразовым баллоном с газовой смесью (пропаном, бутаном или ацетиленом). Вентиль, располагающийся на ручке-держателе, предназначен для регулировки длины факела. С их помощью можно произвести нагрев труб для последующей пайки мягкими или твердыми припоями. Такое оборудование обладает рядом достоинств. Они мобильны и многофункциональны: позволяют регулировать мощность пламени и скорость нагрева металла сменой сопел (в одном наборе можно купить сопла 5 разных размеров). Безопасность данного аппарата обеспечивает обратный клапан, который может блокировать подачу газа в любом направлении. Ручные горелки полностью автономны и не требуют источника питания. Соблюдение технологического процесса пайки обеспечит шов отличного качества. Часто на сопло такой горелки установлен отражатель пламени, главная задача которого – предотвращение потерь тепла, обеспечение равномерного прогрева трубы и защита окружающих предметов от случайного контакта с открытым огнем. Наличие отражателя делает возможным проведение пайки в наиболее труднодоступных местах
Из отечественных горелок наибольшим спросом пользуется продукция «Донмета», предлагающего достаточно широкий спектр ручного оборудования, работающего на различных газовых смесях и по доступной цене. Например, горелка ГЗУ работает на пропанокислородной смеси, выпускается несколько комплектов с разнообразными размерами насадок. А различные модели предназначены для пайки твердыми и мягкими припоями, экономно расходуя газ. Среди импортных горелок, работающих на бутане, пропане или изобутане, в дешевом ценовом сегменте можно отметить китайскую горелку KOVICA KS-1005 KIT под одноразовый цанговый баллон. Цена таких горелок – до 1000 рублей.
Известные бренды будут стоить дороже, например, горелка РОФЛЭЙМ ПЬЕЗО для низкотемпературной пайки обойдется в 3000 рублей, а пропановая горелка от Virax с пьезоподжигом – уже почти в 4000 тысячи рублей. Европейская марка Castolin предлагает горелки, работающие как на бутановых смесях, так и на МАРР газе. Стандартная модель стоит от 1500 рублей, а более модернизированная – с регулятором давления и кнопкой фиксации пламени, со сменными соплами – от 2200 рублей.

Мощная MAPP горелка СУПЕР ФАЙЕР 3 (Ротенбергер), оснащенная пьезоподжигом и предохранительным клапаном, с различной комплектацией обойдется в 7-9 тысяч рублей. С помощью инструмента производят пайку трубных материалов, диаметр которых достигает 35 мм. Для этого используют мягкий припой для пайки медных труб. Твердый припой применяют для пайки труб до 28 мм.
Горелки итальянской фирмы Kemper, работающие на одноразовых баллонах, предлагают в наборах со сменными жалами и насадкой за 1500 рублей. Примерно в одной ценовой нише с ними пребывают американские горелки Bernzomatic. Чуть дороже стоят наборы паяльные газовые от тайваньского производителя, например, DAYREX-22 – удобная горелка с рабочей температурой от 400 до 1300 градусов, в дополнение к которой прилагаются несколько насадок, припой и губка.
Популярен также инструмент немецкой марки REMS. Выпускаются модели для высокотемпературной пайки, работающие на разных газовых смесях с самоподжигом и турбоподдувом. Пропановая турбо-горелка Rems Blitz обеспечивает качественную мягкую пайку труб до диаметра 35 мм, давая точечное пламя с температурой 1950ºC. Горелка Rems Macho работает на ацетилене, подходит как для мягкой, так и для жесткой пайки труб до диаметра 64 мм, температура пламени – 2500ºC. Инструмент отличается качеством и экономичностью, но и цена у него «кусается» – от 10 до 13 тысяч рублей.
Там, где нет возможности применять газовые горелки, для пайки медных труб используют электрические строительные фены, которые подают горячий воздух с температурой, достаточной для плавки припоя.
Как выбрать газовую горелку для пайки труб из меди
Чтобы не ошибиться с выбором, следует четко представлять, для каких целей приобретается газовая горелка. Для разовых работ по монтажу медного трубопровода в доме или квартире будет достаточно недорого аппарата с минимальным набором функций. Для профессионального применения стоит переплатить и отдать предпочтение мощным горелкам с широким функционалом от популярного производителя.
Как правило, выбор инструмента осуществляется по следующим критериям:
- Мощность горелки. Определяет возможность пайки толстостенных медных труб и изделий большого диаметра.
- Тип топлива. Пропан, бутан, ацетилен, МАРР-газ и т.п.
- Область использования. Горелка для пайки труб, не всегда подойдет для резки, и наоборот.
- Материал, с которым предстоит работать. Медь хорошо соединяется пайкой с другими металлами: бронзой, сталью, никелем.
Из конкретных моделей газовых горелок, представленных на современном рынке, можно выделить продукцию нескольких крупных производителей:
- Kemper. Итальянский бренд, выпускающий горелки, работающие на одноразовых газовых баллонах. В комплекте идут сменные насадки.
- Rems. Немецкий производитель, выпускающий горелки с турбонаддувом и самоподжигом. Устройства работают с несколькими типами горючих смесей и используются для мягкой, либо жесткой пайки труб сечением до 64 мм. Пламя разогревается до 2500°С.
- Virax. Горелки работают на пропане и оснащаются механизмом пьезоэлектрического поджига. Средняя стоимость – 4500 рублей.
- Донмет. Выпускает ручные горелки средней ценовой категории. Аппараты снабжаются комплектом насадок и работают на разных газовых смесях.
- Kovica. Китайский бюджетный бренд, выпускающий модели на одноразовых пропановых баллонах. Стоимость инструмента начинается от 1500 рублей.
- Castolin. Выпускает универсальный инструмент, способный работать с несколькими видами топлива. В модификацию горелок включаются фиксатор пламени, набор сопел, регулятор интенсивности горения.
- Также, неплохие качественные аппараты выпускаются под брендами Rothenberger, Аллгаз, Профи-Тулс.

Если газовой горелки под рукой не окажется, ее функции может взять на себя строительный фен. Устройство не так удобно в использовании, но способно разогреть струю воздуха до температур, достаточных для плавления мягкого припоя.
Журналы и бланки
Автодороги, дорожное хозяйствоАЗС и АЗГСАптекиАрхивыАттракционыБанкиБассейныБухгалтерияГазовое хозяйство, газораспределительные системы, ГАЗПРОМГеодезия, геологияГостиницы, общежития, хостелыГрузоподъемные механизмыДелопроизводствоДокументы, относящиеся к нескольким отраслямДрагметаллыЖКХЖурналы для медицинских учрежденийЖурналы для образовательных учрежденийЖурналы для парикмахерских, салонов красоты, маникюрных, педикюрных кабинетовЖурналы и бланки для армии, вооруженных силЖурналы и бланки для нотариусов, юристов, адвокатовЖурналы и бланки для организаций пищевого производства, общепита и пищевых блоковЖурналы и бланки для организаций, занимающихся охраной объектов и частных лицЖурналы и бланки для ФТС РФ (таможни)Журналы и бланки по экологииЖурналы и бланки, используемые в торговле, бытовом обслуживанииЖурналы по санитарии, проверкам СЭСЖурналы, бланки, формы документов для органов прокуратуры и суда, минюста, пенитенциарной системыЖурналы, бланки, формы документов МВД РФ, РосгвардииКадровая работа: Журналы, бланки, формыКанатные дороги, фуникулерыКладбищаКомплекты документов и журналовКонструкторская, научно-техническая документацияЛесное хозяйствоЛифтыМетрологияМЧСНефтебазыНефтепромысел, нефтепроводыОбложки для журналов и удостоверенийОхрана труда и техника безопасностиПожарная безопасностьПроверки и контроль госорганами, контролирующими организациямиПромышленностьПсихологияРаботы с повышенной опасностьюРегулирование алкогольного рынкаСамокопирующиеся бланкиСвязьСельское хозяйство, ветеринарияСкладСнегоплавильные пунктыСтройка, строительствоТепловые энергоустановки, котельныеТранспортТуризмУчреждения культуры, библиотеки, музеиШахты, рудники, метрополитены, подземные сооруженияЭксплуатация зданий и сооруженийЭлектроустановкиЭнергетика
Присоединение газоотводящей трубы к зонту газовой колонки
Для ремонта теплообменника приходится демонтировать газоотводящую трубу. При установке этой трубы на место, необходимо обеспечить герметичность соединения ее с зонтом газовой колонки.
Герметизацию даже большого зазора величиной до сантиметра легко выполнить с помощью размоченного в воде асбеста. Это термостойкий материал, который выпускается в виде листов. В воде асбест раскисает, как картон, и представляет собой мягкую массу, которая хорошо лепится. После высыхания, асбест становится опять довольно твердым и плотным. Асбест можно использовать повторно. Достаточно извлеченные его кусочки размочить в воде.



