Резцы токарные резьбовые для наружной резьбы из быстрорежущей стали (Р18)
| Резец токарный резьбовой для наружной резьбы 6х6х50 | 430 руб.
Купить |
| Резец токарный резьбовой для наружной резьбы 6х6х80 | 450 руб.
Купить |
| Резец токарный резьбовой для наружной резьбы 8х8х50 | 410 руб.
Купить |
| Резец токарный резьбовой для наружной резьбы 8х8х80 | 430 руб.
Купить |
| Резец токарный резьбовой для наружной резьбы 8х8х100 | 460 руб.
Купить |
| Резец токарный резьбовой для наружной резьбы 10х10х60 | 390 руб.
Купить |
| Резец токарный резьбовой для наружной резьбы 10х10х100 | 450 руб.
Купить |
| Резец токарный резьбовой для наружной резьбы 10х10х120 | 480 руб.
Купить |
| Резец токарный резьбовой для наружной резьбы 12х12х70 | 470 руб.
Купить |
| Резец токарный резьбовой для наружной резьбы 12х12х100 | 630 руб.
Купить |
| Резец токарный резьбовой для наружной резьбы 12х12х120 | 690 руб.
Купить |
| Резец токарный резьбовой для наружной резьбы 16х16х80 | 820 руб.
Купить |
| Резец токарный резьбовой для наружной резьбы 16х16х100 | 1020 руб.
Купить |
| Резец токарный резьбовой для наружной резьбы 16х16х150 | 1680 руб.
Купить |
Р6М5К5 :: Металлические материалы: классификация и свойства
Р6М5К5 ГОСТ 19265-73
|
Массовая доля элемента, % |
|||||||||||||
|
Углерод |
Мар-ганца |
кремния |
хрома |
вольфрама |
ванадия |
кобальта |
молибдена |
никеля |
меди |
серы |
фосфора |
азота |
ниобия |
|
не более |
|||||||||||||
|
0,86 – 0,94 |
0,20 – 0,50 |
0,20 – 0,50 |
3,80 – 4,30 |
5,70 – 6,70 |
1,70 – 2,10 |
4,70 – 5,20 |
4,80 – 5,30 |
0,6 |
0,25 |
0,030 |
0,030 |
– |
– |
|
Ас1 |
Ас3 (Асm) |
Ar3(Асm) |
Мн |
|
|
Температура критических точек, °С |
840 |
875 |
805 |
765 |
|
Температура испытания °С |
||||||||||
|
20 |
100 |
200 |
300 |
400 |
500 |
600 |
700 |
800 |
900 |
|
|
Модуль нормальной упругости, Е, ГПа |
220 |
– |
– |
– |
– |
– |
– |
– |
– |
– |
|
Модуль упругости при сдвиге кручением G, ГПа |
83 |
– |
– |
– |
– |
– |
– |
– |
– |
– |
|
Плотность ρn, г/см3 |
8200 |
– |
– |
– |
– |
– |
– |
– |
– |
– |
|
Коэффициент теплопроводности λ, Вт/(м * °С) |
– |
27 |
28 |
29 |
30 |
32 |
36 |
34 |
– |
29 |
|
Удельное элекросопротивление (ρ, Ном*м) |
458 |
– |
– |
– |
– |
– |
– |
– |
– |
– |
|
Твердость |
Температура 0С |
||
|
после отжига |
После закалки с отпуском, HRCэ (HRC), не менее |
закалки |
отпуска |
|
HB, не более |
|||
|
269 |
65 (64) |
1230 |
550 |
Температура нагрева для закалки и отпуска образцов должна соответствовать значениям, указанным в таблице.
Охлаждение образцов после закалки проводят в масле.
Отпуск образцов проводят двух-, трехкратный, с выдержкой по 1 ч. и охлаждением на воздухе.

Время выдержки при нагреве устанавливают согласно черт. 1.
Толщина (диаметр) образца, мм
1. – для прямоугольных образцов
2. – для круглых образцов
Черт. 1.
Кривая зависимости твердости от температуры отпуска
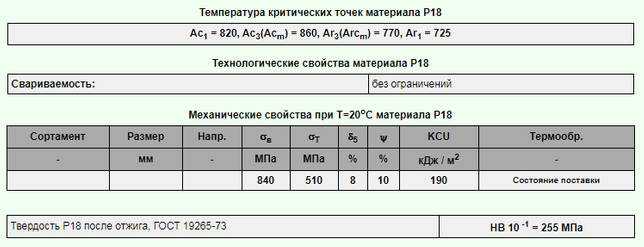
Механические свойства стали в состоянии поставки (после отжига) при 20 °С
|
σ0,05 |
σ0,2 |
σВ |
δ5 |
ψ |
σСЖ0,2 |
σСЖ |
ε, % |
τК, МПа |
ν, % |
KCU, Дж/см2 |
|
МПа |
% |
Мпа |
||||||||
|
240 (5) |
510 (20) |
850 (30) |
12 (1) |
14 (1) |
520 (13) |
2720 (80) |
54 (1,5) |
590 (18) |
60 (1,4) |
18 (1) |
Механические свойства стали в состоянии поставки при 20 °С
|
σ0,05 |
σВ |
σСЖ0,2 |
σСЖ |
τК, |
σизг |
KCU, Дж/см2 |
|
МПа |
||||||
|
2340 |
2050 |
3100 |
3750 |
1820 |
3000 |
25 |
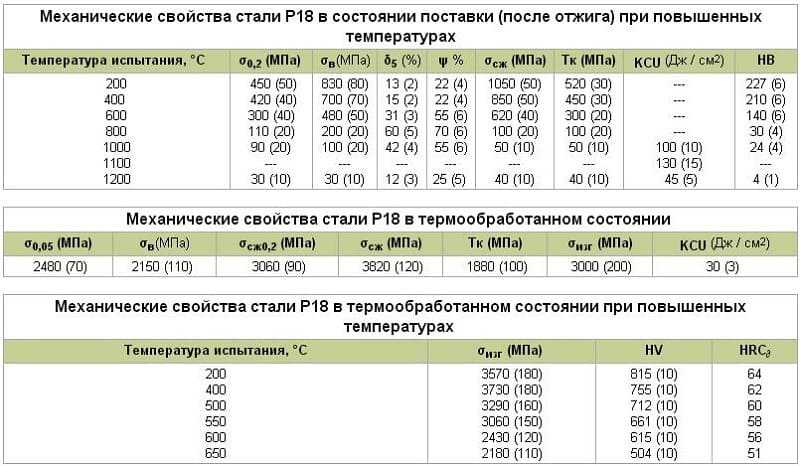
Механические свойства стали в состоянии поставки (после отжига) при повышенных температурах
|
Температура испытания, °С |
σ0,2 |
σВ |
δ5 |
ψ |
σсж |
τК, |
KCU Дж/см2 |
НВ |
|
МПа |
% |
МПа |
||||||
|
200 |
500 (50) |
870 (60) |
10 (2) |
11 (2) |
1100 (50) |
570 (30) |
– |
258 (6) |
|
400 |
470 (50) |
770 (60) |
12 (2) |
11 (2) |
950 (50) |
500 (30) |
– |
240 (6) |
|
600 |
330 (40) |
620 (50) |
28 (3) |
48 (5) |
730 (40) |
340 (20) |
– |
165 (6) |
|
800 |
130 (20) |
270 (20) |
55 (4) |
60 (5) |
130 (20) |
120 (20) |
– |
38 (4) |
|
1000 |
110 (20) |
130 (20) |
57 (4) |
50 (5) |
100 (20) |
60 (10) |
140 (15) |
26 (4) |
|
1100 |
– |
– |
– |
– |
– |
– |
170 (15) |
– |
|
1200 |
40 (10) |
40 (10) |
8 (2) |
15 (2) |
70 (10) |
40 (10) |
75 (10) |
5 (1) |
Механические свойства стали в термообработанном состоянии при повышенных температурах
|
Температура испытания, °С |
σизг, МПа |
HV |
HRC |
|
200 |
3820 |
833 |
64 |
|
400 |
3980 |
769 |
62 |
|
500 |
3040 |
726 |
61 |
|
550 |
2980 |
686 |
59 |
|
600 |
2790 |
626 |
57 |
|
650 |
2500 |
528 |
52 |
Механические свойства в зависимости от температуры отпуска
|
Температура отпуска, °С |
НRCЭ |
|
|
Закалка 1280 °С, масло. Отпуск трехкратный по 1 ч |
||
|
500 |
67 |
|
|
540 |
68 |
|
|
580 |
67 |
|
|
620 |
63 |
|
|
660 |
57 |
|
Вязкость |
Сопротивление износу |
Шлифуемость |
Красностойкость 59 HRCэ при отпуске в течении 4 ч, 0С |
Особые свойства |
|
Хорошая |
Повышенное |
Хорошая |
630 |
Повышенная склонность к обезуглероживанию. |
Температура ковки, °С: начала 1160, конца 850. Охлаждение в колодцах при 750 – 780 °С.



Применение:
Для обработки высокопрочных нержавеющих и жаропрочных сталей и сплавов в условиях повышенного разогрева режущей кромки.
Сортамент:
Сталь изготавливается в виде прутков и полос.
По форме, размерам и предельным отклонения сталь должна соответствовать требованиям:
горячекатаная круглого и квадратного сечений – ГОСТ 2590-88 и ГОСТ 2591-88;
кованая – ГОСТ 1133-71;
полосовая – ГОСТ 4405-75;
калиброванная – ГОСТ 7417-75;
сталь со специальной отделкой поверхности – ГОСТ 14955-77 диаметром от 1 до 25 мм включительно.
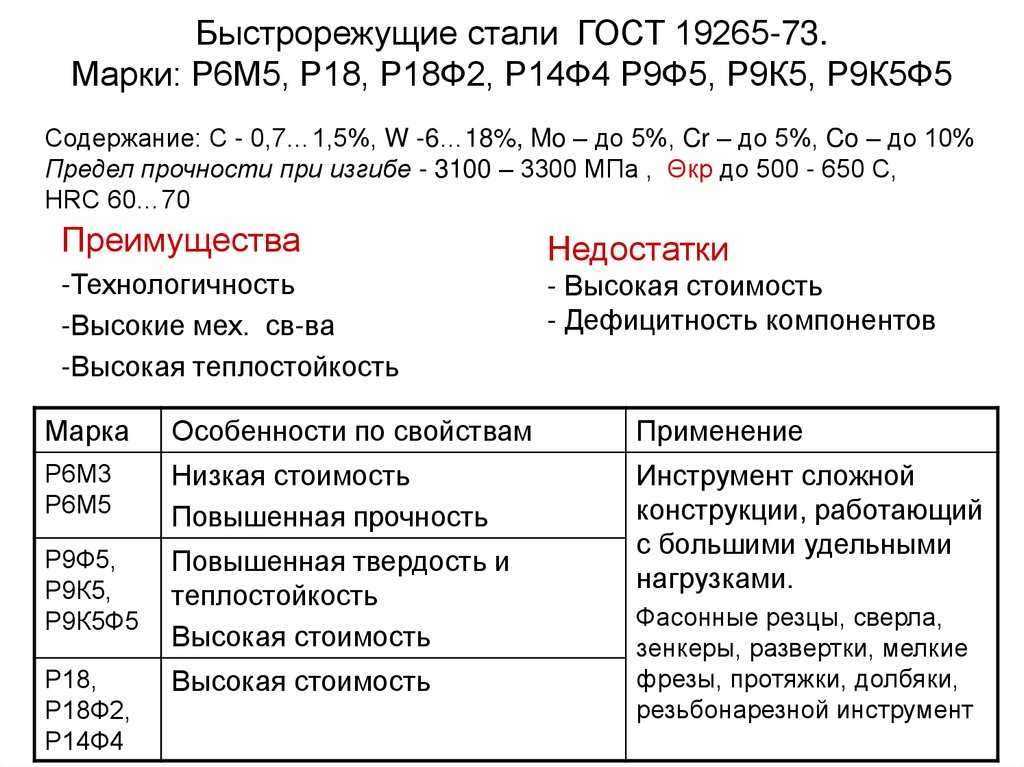
Изготовление и обработка быстрорежущих сталей
Быстрорежущие стали изготавливают как классическим способом (разливка стали в слитки, прокатка и проковка), так и методами порошковой металлургии (распыление струи жидкой стали азотом). Качество быстрорежущей стали в значительной степени определяется степенью её прокованности. При недостаточной проковке изготовленной классическим способом стали наблюдается карбидная ликвация.
При изготовлении быстрорежущих сталей распространенной ошибкой является подход к ней как к «самозакаливающейся стали». То есть достаточно нагреть сталь и охладить на воздухе, и можно получить твердый износостойкий материал. Такой подход абсолютно не учитывает особенности высоколегированных инструментальных сталей.
Перед закалкой быстрорежущие стали необходимо подвергнуть отжигу. В плохо отожженных сталях наблюдается особый вид брака: нафталиновый излом, когда при нормальной твердости стали она обладает повышенной хрупкостью.
Грамотный выбор температуры закалки обеспечивает максимальную растворимость легирующих добавок в α-железе, но не приводит к росту зерна.
После закалки в стали остается 25—30 % остаточного аустенита. Помимо снижения твердости инструмента, остаточный аустенит приводит к снижению теплопроводности стали, что для условий работы с интенсивным нагревом режущей кромки является крайне нежелательным. Снижения количества остаточного аустенита добиваются двумя путями: обработкой стали холодом или многократным отпуском. При обработке стали холодом её охлаждают до −80…−70 °C, затем проводят отпуск. При многократном отпуске цикл «нагрев — выдержка — охлаждение» проводят по 2—3 раза. В обоих случаях добиваются существенного снижения количества остаточного аустенита, однако полностью избавиться от него не получается.
Принципы легирования быстрорежущих сталей
Высокая твердость мартенсита объясняется растворением углерода в α-железе. Известно, что при отпуске из мартенсита в углеродистой стали выделяются мельчайшие частицы карбида. Пока выделившиеся карбиды ещё находятся в мельчайшем дисперсном рассеянии (то есть на первой стадии выделения при отпуске до 200 °C), твердость заметно не снижается. Но если температуру отпуска поднять выше 200 °C, происходит рост карбидных выделений, и твердость падает.
Чтобы сталь устойчиво сохраняла твердость при нагреве, нужно её легировать такими элементами, которые затрудняли бы процесс коагуляции карбидов. Если ввести в сталь какой-нибудь карбидообразующий элемент в таком количестве, что он образует специальный карбид, то красностойкость скачкообразно возрастает. Это обусловлено тем, что специальный карбид выделяется из мартенсита и коагулирует при более высоких температурах, чем карбид железа, так как для этого требуется не только диффузия углерода, но и диффузия легирующих элементов. Практически заметная коагуляция специальных карбидов хрома, вольфрама, молибдена, ванадия происходит при температурах выше 500 °C.
Красностойкость создается легированием стали карбидообразующими элементами (вольфрамом, молибденом, хромом, ванадием) в таком количестве, при котором они связывают почти весь углерод в специальные карбиды, и эти карбиды переходят в раствор при закалке. Несмотря на сильное различие в общем химическом составе, состав твердого раствора очень близок во всех сталях, атомная сумма W+Mo+V, определяющая красностойкость, равна примерно 4 % (атомн.), отсюда красностойкости и режущие свойства у разных марок быстрорежущих сталей близки. Быстрорежущая сталь, содержащая кобальт, превосходит по режущим свойствам остальные стали (он повышает красностойкость), но кобальт очень дорогой элемент.
Основные характеристики
Базовые параметры стали такой марки – это: высокая вязкость, прекрасная износостойкость, неплохой уровень шлифуемости. Эта марка используется при выпуске многих типов лезвий и режущего оборудования для работы с конструкционными прочными сталями.
 Нож с клинком из стали Р6М5.
Нож с клинком из стали Р6М5.
Сплав вольфрамово-молибденового типа — второе название этой марки, которая может удерживать характерные ей качества даже при экстремальных температурных перепадах. Более того, её крепость на изгиб доходит до 4700 МПа. Сочетание её с ударной вязкостью даёт ей ощутимое превосходство над многими собратьями.
Основные характеристики
К виду рапидных сталей относят сплавы металлов, в которые добавлены дополнительные вещества, улучшающие их химические и физические свойства. Благодаря этому сплав металла становится крепким, износостойким, не способным контактировать с кислородом и покрываться ржавчиной. Быстрорежущая сталь Р6М5 отличается от обычных углеродных сплавов тем, что она может обрабатывать любой твердый материал на высокой скорости, обладая хорошей износостойкостью.

Микроструктура стали Р6М5
Она обладает уникальными свойствами, которые позволяют изготавливать такие инструменты, как фрезы, метчики или развертки. Изготовленные из этого сплава, они будут служить владельцу верой и правдой очень долго.
А к наиболее известным и характеристикам стали марки Р6М5 относятся:
- Твердость стали марки Р6М5 при нагреве. Обычно другие сплавы при длительном и безостановочном бурении, начинают нагреваться, а с повышением температуры, как известно, металл начинается размягчаться. И сверло теряет свои способности и становится хрупким. Эта же быстрорежущая сталь способна нагреваться до 6000 °С, сохраняя свои начальные свойства и не теряя крепости.
- Повышенное сопротивление накаливанию при достаточно высоких температурах.
- Очень хорошо держит заточку.
- Имеет высокую вязкость.
- Отлично обрабатывается на шлифовальном оборудовании.
- Держит нагрузки от удара на отлично.
Характеристики стали Р6М5, перечисленные выше, делают сплав металлов незаменимым в строительстве.
Характеристики быстрорежущих сталей
Быстрорежущие сплавы появились относительно недавно. До их появления для обточки изделий из дерева или цветных металлов применялись обычные стальные резцы, при использовании которых возникали некоторые трудности. Они имели очень маленький срок службы ввиду быстрого износа и сильно нагревались, из-за чего работы на больших скоростях делалась невозможной.
Проблема была решена в 1858 году после получения сплава, в котором как основные легирующие добавки были использованы вольфрам и марганец. В течение последующих десятилетий методом многочисленных экспериментов было получено несколько видов сверхпрочных металлов, которые позволили значительно увеличить скорость и продуктивность металлорежущих станков.
К категории быстрорежущих сталей относят большую группу сплавов, в составе которых имеются легирующие элементы, позволяющие добиваться стойкости к износу и сильному нагреванию. От обычных углеродистых сплавов их отличает высокий показатель прочности, который позволяет использовать инструменты из них для обработки твёрдых материалов.

Клинок из быстрореза.
Быстрорезы имеют ряд примечательных характеристик, по которым их можно отличить от других марок сталей, к ним относят следующие:
- Сохранение твёрдости при высоких температурах, так называемая горяча твёрдость. Любые предметы при трении нагреваются. Температура режущего инструмента, работающего на огромных оборотах, увеличивается очень быстро до высоких показателей. Обычные стали при таком нагреве подвергаются отпуску, из-за чего теряют свои рабочие свойства. Быстрорежущая сталь не подвергается подобным процессам, так как её состав позволяет ей выдерживать температуру до 6000 градусов Цельсия без потери прочности.
- Высокая красностойкость – параметр сплава, характеризующийся временным промежутком, в течение которого он способен работать при высокой температуре без потери первоначальных свойств.
- Сопротивление разрушительным процессам. Помимо стойкости к сильному нагреву быстрорезы должны иметь повышенные механические показатели, в сравнении с обычными металлами. Инструменты из таких сплавов даже под высоким давлением не крошатся и не переламываются, за счёт чего активно применяются для изготовления свёрл и резцов.
Быстрорежущая сталь Р6М5. Расшифровка, состав и свойства
Быстрорежущая сталь Р6М5 является самозакаливающейся, она принадлежит к инструментальному классу. В качестве легирующих компонентов выступают вольфрам (6%) и молибден (5%), такой же состав имеет американская сталь М2. Иностранные аналоги имеют в своем обозначении номенклатуру HSS (высокоскоростная).
Область применения стали включает обработку твердых металлов, что обусловлено высокой прочностью сплава. Материал позволяет максимально повысить скорость работы оборудования для резки, шлифовки, сверления по сравнению с другими видами инструментальных составов. Особенным преимуществом является долговечность резьбонарезного инструмента, изготовленного из стали Р6М5, при работе с динамическим и вибрационным воздействием.
Характеристики быстрорежущих сталей
Горячая твердость
При нормальной температуре твердость углеродистой стали даже несколько выше твердости быстрорежущей стали. Однако в процессе работы режущего инструмента происходит интенсивное выделение тепла. При этом до 80 % выделившегося тепла уходит на разогрев инструмента. Вследствие повышения температуры режущей кромки начинается отпуск материала инструмента и снижается его твердость.
После нагрева до 200 °C твердость углеродистой стали начинает быстро падать. Для этой стали недопустим режим резания, при котором инструмент нагревался бы выше 200 °C. У быстрорежущей стали высокая твердость сохраняется при нагреве до 500—600 °C. Инструмент из быстрорежущей стали более производителен, чем инструмент из углеродистой стали.
Красностойкость
Если горячая твердость характеризует то, какую температуру сталь может выдержать, то красностойкость характеризует, сколько времени сталь будет выдерживать такую температуру. То есть насколько длительное время закаленная и отпущенная сталь будет сопротивляться разупрочнению при разогреве.
Существует несколько характеристик красностойкости. Приведем две из них.
Первая характеристика показывает, какую твердость будет иметь сталь после отпуска при определенной температуре в течение заданного времени.
Второй способ охарактеризовать красностойкость основан на том, что интенсивность снижения горячей твердости можно измерить не только при высокой температуре, но и при комнатной, так как кривые снижения твердости при высокой температуре и комнатной идут эквидистантно, а измерить твердость при комнатной температуре, разумеется, гораздо проще, чем при высокой. Опытами установлено, что режущие свойства теряются при твердости 50 HRC при температуре резания, что соответствует примерно 58 HRC при комнатной. Отсюда красностойкость характеризуется температурой отпуска, при которой за 4 часа твердость снижается до 58 HRC (обозначение K4р58). Характеристики теплостойкости углеродистых и красностойкости быстрорежущих инструментальных сталей
| Марка стали | Температура отпуска, °C | Время выдержки, час | Твердость, HRCэ |
| У7, У8, У10, У12 | 150—160 | 1 | 63 |
| Р9 | 580 | 4 | |
| У7, У8, У10, У12 | 200—220 | 1 | 59 |
| Р6М5К5, Р9, Р9М4К8, Р18 | 620—630 | 4 |
Сопротивление разрушению
Кроме «горячих» свойств, от материала для режущего инструмента требуются и высокие механические свойства; под этим подразумевается сопротивление хрупкому разрушению, так как при высокой твердости (более 60 HRC) разрушение всегда происходит по хрупкому механизму. Прочность таких высокотвердых материалов обычно определяют как сопротивление разрушению при изгибе призматических, не надрезанных образцов, при статическом (медленном) и динамическом (быстром) нагружении. Чем выше прочность, тем большее усилие может выдержать рабочая часть инструмента, тем большую подачу и глубину резания можно применить, и это увеличивает производительность процесса резания.
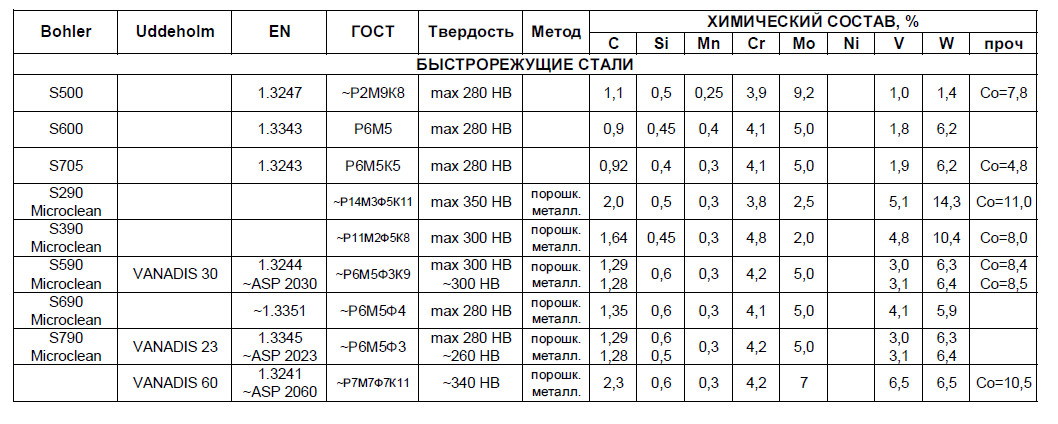
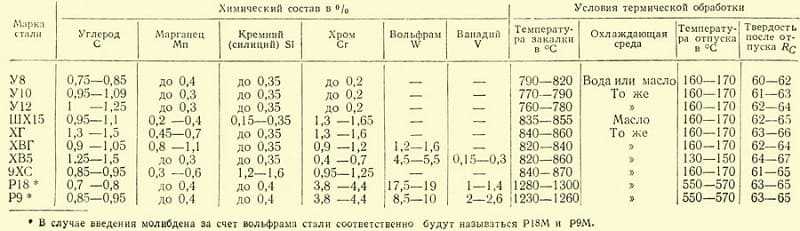
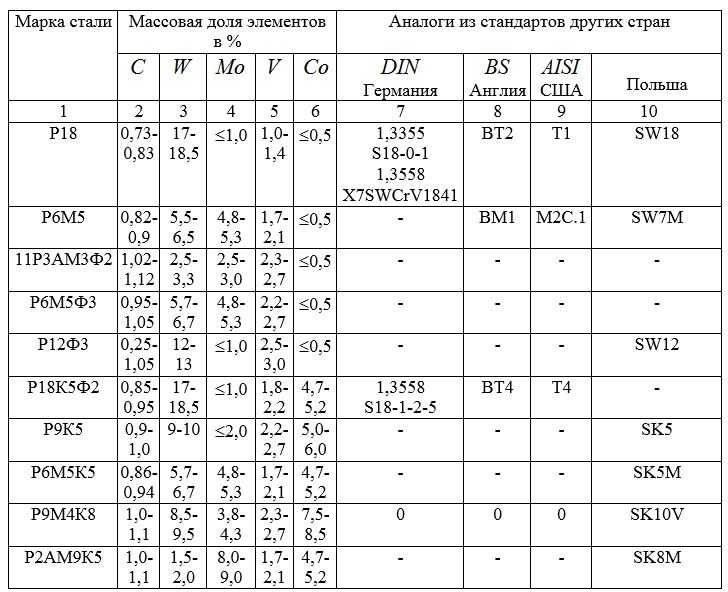
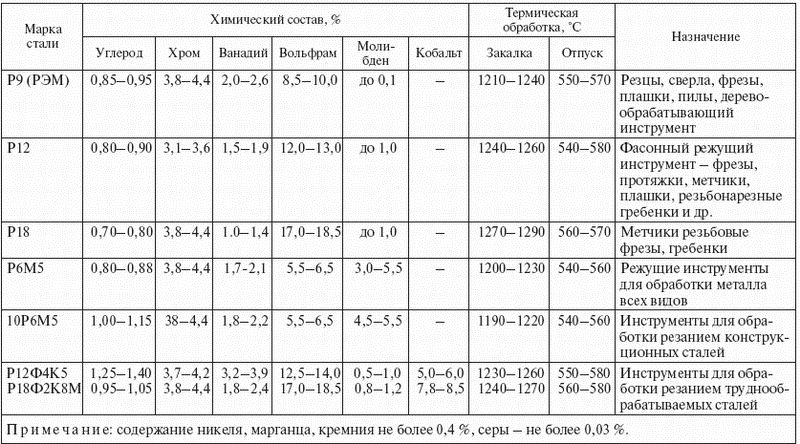
Химический состав быстрорежущих сталей
Химический состав некоторых быстрорежущих сталей
| Марка стали | C | Cr | W | Mo | V | Co |
| Р0М2Ф3 | 1,10—1,25 | 3,8—4,6 | — | 2,3—2,9 | 2,6—3,3 | — |
| Р6М5 | 0,82—0,90 | 3,8—4,4 | 5,5—6,5 | 4,8—5,3 | 1,7—2,1 | < 0,50 |
| Р6М5Ф2К8 | 0,95—1,05 | 3,8—4,4 | 5,5—6,6 | 4,6—5,2 | 1,8—2,4 | 7,5—8,5 |
| Р9 | 0,85—0,95 | 3,8—4,4 | 8,5—10,0 | < 1,0 | 2,0—2,6 | — |
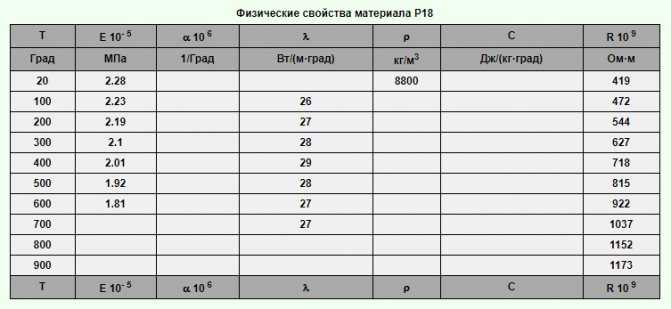
| Р18 | 0,73—0,83 | 3,8—4,4 | 17,0—18,5 | < 1,0 | 1,0—1,4 | < 0,50 |
https://youtube.com/watch?v=p1jAbDjMqtE
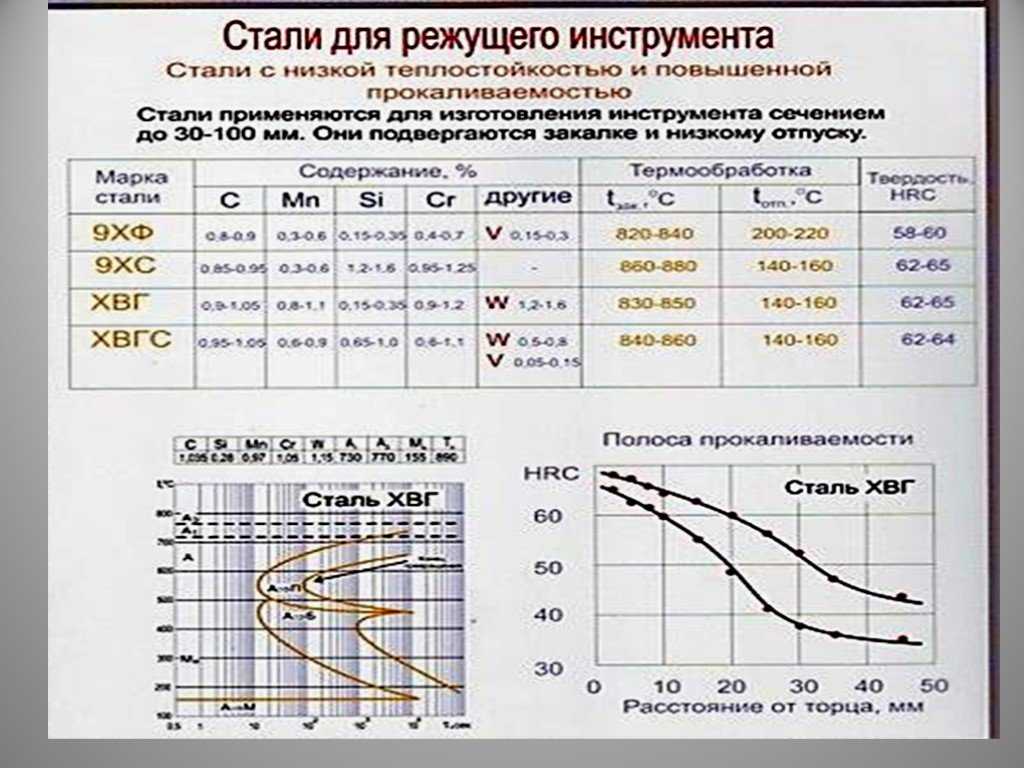
Быстрорежущие инструментальные стали
Быстрорежущие инструментальные стали
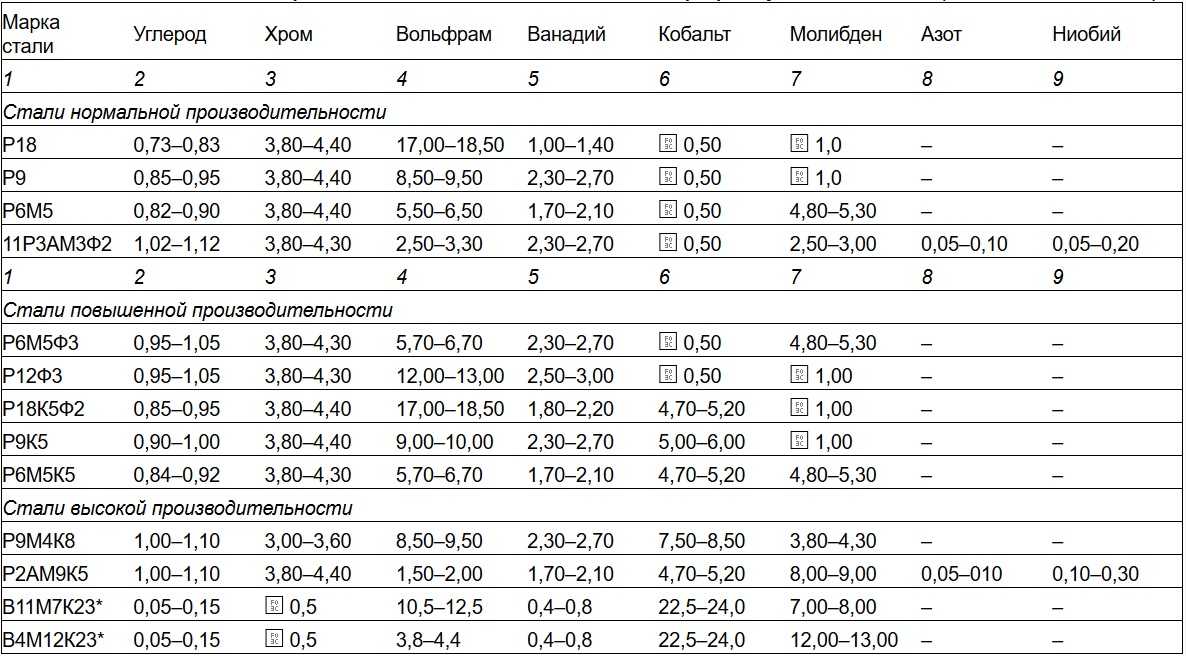
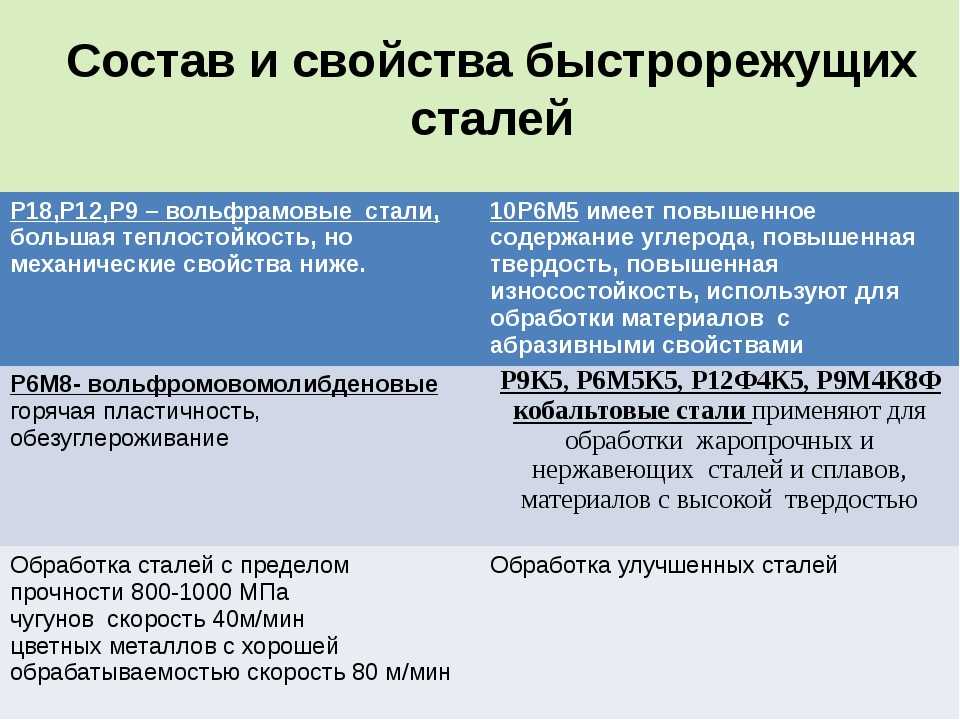
Из группы высоколегированных сталей для изготовления режущих инструментов используются быстрорежущие стали с высоким содержанием вольфрама, молибдена, кобальта, ванадия.
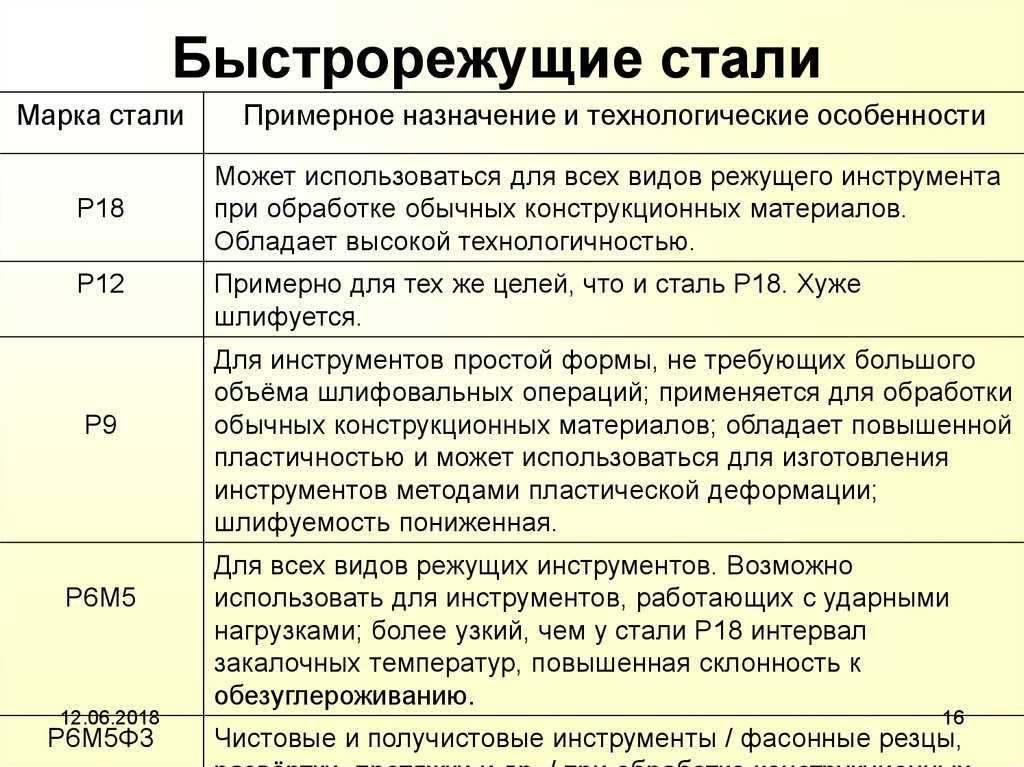
Современные быстрорежущие стали можно разделить на три группы.
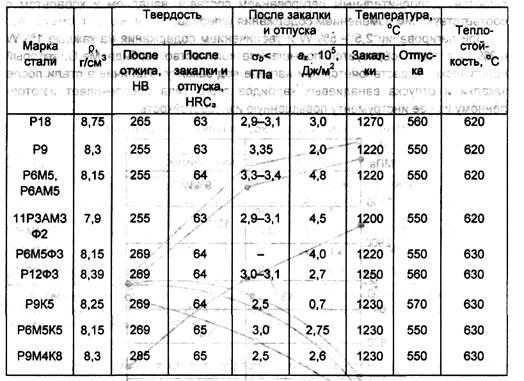
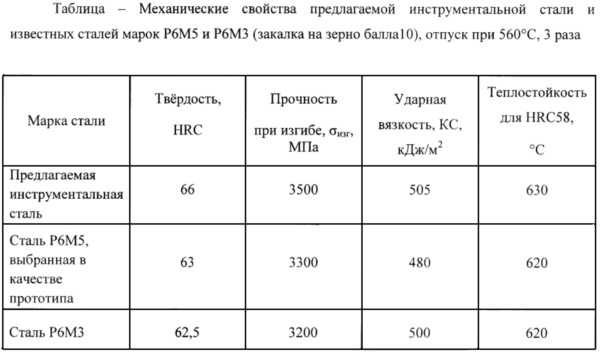
К сталям нормальной теплостойкости относятся вольфрамовые Р18, Р12, Р9 и вольфрамомолибденовые Р6М5, Р6М3, Р8М3. Эти стали имеют твердость в закаленном состоянии 63…66 HRC, предел прочности при изгибе 2900…3400 МПа, ударную вязкость 2,7… 4,8 Дж/м2 и теплостойкость 600…650 °С. Указанные марки сталей получили наиболее широкое распространение при изготовлении режущих инструментов.
Они используются при обработке конструкционных сталей, чугунов, цветных металлов, пластмасс. Иногда применяются быстрорежущие стали, дополнительно легированные азотом (Р6АМ5, Р18А и др.). Легирование азотом повышает режущие свойства инструмента на 20…30 %, твердость – на 1- 2 единицы HRC.
Стали повышенной теплостойкости характеризуются повышенным содержанием углерода — 10Р8МЗ, 10Р6М5; ванадия — Р12ФЗ, Р2МЗФ8, Р9Ф5; кобальта — Р18Ф2К5, Р6М5К5, Р9К5, Р9К10, Р9М4К8Ф и др.
Твердость сталей в закаленном состоянии достигает 66…70 HRC, они имеют более высокую теплостойкость (до 620…670 °С).
Это дает возможность использовать их для обработки жаропрочных и нержавеющих сталей и сплавов, а также конструкционных сталей повышенной прочности и закаленных. Период стойкости инструментов из таких сталей в 3—5 раз выше, чем из сталей Р18, Р6М5.
Стали высокой теплостойкости характеризуются пониженным содержанием углерода, но весьма большим количеством легирующих элементов — В11М7К.23, В14М7К25, ЗВ20К20Х4Ф. Они имеют твердость 69…70 HRC, и теплостойкость 700….720 °С.
Наиболее рациональная область их использования — резание труднообрабатываемых материалов и титановых сплавов. В последнем случае период стойкости инструментов в 30 – 80 раз выше, чем из стали Р18, и в 8 – 15 раз выше, чем из твердого сплава ВК8. При резании конструкционных сталей и чугунов период стойкости возрастает менее значительно (в 3 – 8 раз).
ОСНОВНОЙ НЕДОСТАТОК всех быстрорежущих сталей – высокая стоимость легирующих компонентов. Поэтому, в последнее время, быстрорежущие стали применяются очень ограниченно!!!
ПРИМЕЧАНИЕ:
Молибден является химическим аналогм вольфрама, действующим более эффективно. Замена вольфрама на молибден несколько снижает теплостойкость стали, но значительно увеличивает прочность на изгиб (sи). Сохранение теплостойкости возможно при условии замены вольфрама на молибден в соотношении 1:1,5.
С увеличением содержания молибдена в стали до 3 % и более резко увеличивается её теплопроводность. За счёт этого, тепло из зоны резания отводится хорошо и температура лезвий инструмента не увеличивается. Следовательно, повышается теплостойкость стали.
Высокая прочность на изгиб (sи) и способность хорошо отводить тепло из зоны резания обусловили широкое применение сталей Р6М5 для изготовления осевого инструмента (свёрла, зенкеры, развёртки).
Быстрорежущая сталь Р6М5. Расшифровка, состав и свойства
Быстрорежущая сталь Р6М5 является самозакаливающейся, она принадлежит к инструментальному классу. В качестве легирующих компонентов выступают вольфрам (6%) и молибден (5%), такой же состав имеет американская сталь М2. Иностранные аналоги имеют в своем обозначении номенклатуру HSS (высокоскоростная).
Область применения стали включает обработку твердых металлов, что обусловлено высокой прочностью сплава. Материал позволяет максимально повысить скорость работы оборудования для резки, шлифовки, сверления по сравнению с другими видами инструментальных составов.
Особенным преимуществом является долговечность резьбонарезного инструмента, изготовленного из стали Р6М5, при работе с динамическим и вибрационным воздействием.
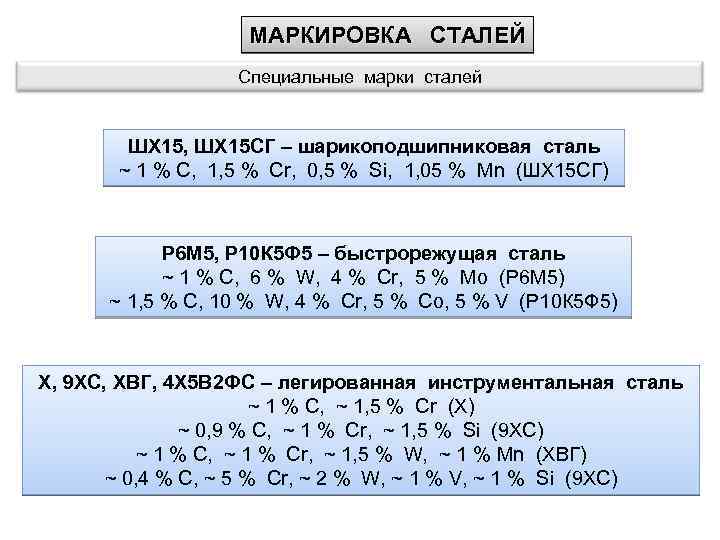
Расшифровка стали Р6М5
Наименование подразумевает следующие параметры сплава:
- Р – быстрорежущая сталь (rapid – быстрый);
- 6 – 6% вольфрама;
- М5 – 5% молибдена.
В зависимости от состава материала в наименовании могут присутствовать дополнительные индексы. При наличии кобальта – К, ванадия – В, титана – Т, циркония – Ц.
Электрошлаковый способ получения обозначается Ш, а современные технологии изготовления предполагают использование названия Р6АМ5. В данном случае речь идет о введении азота в состав быстрорежущей стали Р6М5 в качестве легирующего компонента.
Он вводится во время отпуска после закалки. Основная область применения такого типа металла – создание фрезерных кругов.

Химический состав и свойства
В состав материала согласно нормативным документам входят:
- вольфрам – 6,15±0,35%;
- молибден – 5,05±0,25%;
- стронций – 4,1±0,3%;
- ванадий – 1,9±0,2%;
- C, Si, Mg, Ni, S, P, Co – менее 1%.
Специальные свойства стали позволяют производить из нее фрезы, метчики, развертки и прочие инструменты. К преимуществам их относится надежность и долговечность. Основные характеристики металла представлены:
- твердостью стали Р6М5 при повышении температуры, что обусловлено минимальным нагревом при длительной работе без перерыва. Это исключает мягкость сверла или другого инструмента при работе, снижает хрупкость. Максимальная температура нагрева, при которой сохраняются свойства сплава – 600 градусов;
- сопротивлением накаливанию при продолжительном температурном воздействии;
- способностью на протяжении длительного времени сохранять остроту режущей кромки;
- ударной вязкостью;
- простотой обработки и технологичностью;
- возможностью воспринимать механическую, в том числе динамическую нагрузку.
Импортные сверла по металлу
Иностранные производители очень сильно облегчили себе жизнь. На инструменте будет клеймо HSS-R, HSS-G, HSS-Co, HSS-TiN. Теперь о «маленьких секретах». HSS – это не что иное как «сталь быстрорежущего типа», с определенной базовой твердостью. Где-то около 60-65 единиц (шкала HRC). Но фокус заключается в том, что если в наших сплавах четко указано содержание тех или иных элементов, то в данном случае тут общее название. То есть у нас это эклер, корзиночка, буше. А у них просто «пирожное». И вот эта сталь HSS очень сильно отличается у всех производителей. К примеру сверла брендов, Heller и Ruko. Когда ими работаешь, впечатление что они сделаны вообще из разных материалов, хотя маркировка полностью совпадает. Мой человечек, поставляющий советские сверла, озвучил такую информацию, что на сверлах, которые шли на импорт, тоже достаточно часто наносили маркировку HSS, чтобы иностранцам понятнее было. Ради справедливости хочу напомнить о следующем, наш металлорежущий инструмент, был одной из очень больших статей нашего импорта. И не в Африку, а в Германию, Францию и другие промышленные державы. Теперь немножко о буковках, которые идут после HSS. R – это сверла с «простой» заточкой, подточка перемычки. G (первое на фото) – так называемая «крестообразная» заточка. Если посмотреть на торец сверла, мы увидим «крестик». Главный плюс, это возможное сверление без предварительного накернивания. Сверла шлифованные. Co – это сплав с добавлением кобальта. Условно возможно говорить, как о аналоге нашего сплава Р6М5К5. Заточка «крестообразная». TiN – покрытие нитридом титана. В основном влияет на износостойкойсть и истиранию рабочих поверхностей. Очень специфический «золотой» цвет поверхности (четвертое сверло на фото, советский вариант).