Как выбрать электроды
Для работ с трубопроводом эффективнее отбирать электроды с низким значением номинального напряжения. Большинство моделей изготавливаются с целлюлозным покрытием. Для наплавки внешних слоев они подходят самым оптимальным образом. Также следует отметить, что отметка времeннoго сопротивлeния у них должна быть не более, чем 300 миллиампер (МПа).
Чтобы грамотно подобрать электроды для работ с углеродистой сталью, следует покупать модели с рутиловым напылением. Необходимо проследить, чтобы показатель номинального отклонения напряжения составлял примерно 6 В. Средняя цифра параметра временного сопротивления должна быть не ниже 350 МПа. Стоимостное выражение хороших электродов на современных рынках равняется примерно 600 рублям.
Электроды ОК-46
Чтобы было возможно работать с углеродистой сталью, необходимо подбирать электроды эсаб ОК-46. Показатели у них довольно неплохие. Например, показатель временногo сопротивления равен 400 МПа. В таком случае трещины на швах можно легко будет обшкурить. Однако для работы с переменным током такие электроды не подойдут. Их покрытие выполнено из целлюлозы. Для работ на трубопроводе эта модель тоже не подойдет. Предельное напряжение при прямой полярности составит не выше 75 В. Большого перекала электродам не вредит. Купить их можно в пачках по двадцать и тридцать штук. Стоимость их в среднем составляет 500 рублей.
Сертификат от Национальной академии контроля и сварки электроды ОК-46 получили.
Модель ОК-46 2,5 мм
Эта модель предназначена для наплавки металла. Параметры ее схожи с моделью, описанной выше. В рассматриваемом случае покрытие должно быть из целлюлозы. Предельное напряжение при прямой полярности равняется не выше 55 В. Отметка временного сопротивления достигает уровня в 40 МПа. Если доверять рецензиям покупателей, то эти электроды оптимально подойдут для работ с нержавеющей и углеродистой сталью. Затраты наплавного металла у нее невысокие. Для сварки непрерывным током модель не подойдет.
Также важно сделать акцент на то, что электроды ОК-46 характеризуются небольшим отклонением номинального напряжения. Прислушиваясь к отзывам владельцев, можно сделать наблюдение, что у электродов умеренная чувствительность к ржавчине
Наименьший возможный угол наклона электрода равен 36 градусам. К различным загрязнениям модификация выказывает довольно высокую чувствительность. Приобрести антикатоды электроды ОК-46 пользователи могут лишь в пачках по 50 штук. Их средняя стоимость на рынке — порядка 750 рублей.
Электроды ОК-46 3мм
Упомянутые электроды ОК-46 (их номер госстандарта — 9466−75) представляют собой бюджетный вариант модификации электродов. Они отличаются высокой вязкостью. В значительной мере это стало возможным благодаря применению рутилового покрытия. Сравнительное удлинение марки бывает на уровне 20%. Временнее сопротивление равняется не более 45 МПа. Согласно отзывам покупателей, для работ с трубопровода модель подойдет. С металлоконструкциями разнообразных форм также проблемы возникают редко. Реализуется данная марка в упаковках по 15 либо 40 шт. Расценки на подобные товары варьируется от 450 до 600 рублей.
Использование электродов марки ОК-46 4 мм
Элементы ОК-46 отличаются в первую очередь высококачественным покрытием. марка довольно часто применяется для работы на трубопроводах. Показатель временного сопротивления сопоставляет не выше 55 МПа. Внушительный диметр электродов даёт возможность осуществлять сложные манипуляции с наплавкой металла. Восприимчивость к кромкам у марки низкая. Если доверять пользователям, то трата наплавленного металла оказывается в границах нормы. Впрочем, отрицательные черты все-таки присутствуют:
- Главным образом сварщики сетуют на восприимчивость к ржавчине.
- Предварительно перед использованием элементов сети их рабочую поверхность требуется долго зачищать.
- Модель не может применяться при переменном напряжении.
- Наименьший возможный угол наклона элемента равен 35 градусам.
- Ударная вязкость указанной марки располагается на уровне 77 Дж.
Модель ОК-46 5 мм
Представленная модель 5 мм продается с целлюлозным он. По утверждению владельцев, она отлично годится для наплавки металла. Предельное напряжение ее при обратной полярности не превышает 12 В. Данна марка не может быть использована для сваривания короткой дугой. Предельный дозволенный угол наклона равен 75 градусам. Показатель временного сопротивления находится в районе 300 МПа. Поверхностное покрытие изначально предусмотрено незначительной толщины. ПРи этом расход у представленной модели не особо высокий. Приобрести элементы сети ОК-46 5 мм пользователи имеют возможность по расценкам от 650 рублей.
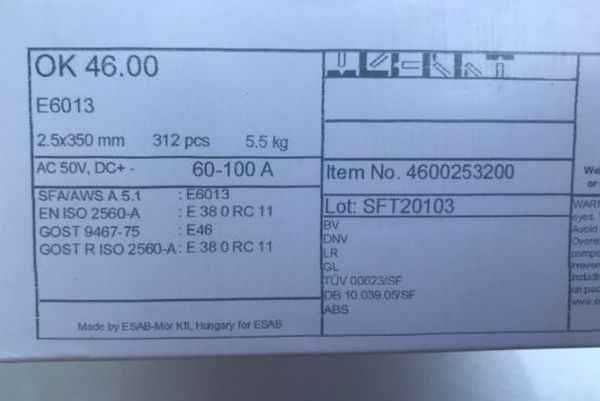
Сварочный электрод ESAB ОК 46.00
Тип покрытия – рутилово-целлюлозное.
Уникальный в своем классе электрод ESAB 46 00, обладающий великолепными сварочно-технологическими характеристиками, предназначенный для сварки конструкций из низкоуглеродистых и низколегированных сталей с пределом текучести до 380 МПа во всех пространственных положениях на постоянном токе обратной полярности и переменном токе. Электрод ок 46 отличается относительно слабой чувствительностью к ржавчине и другим поверхностным загрязнениям, легкостью отделения шлака и формированием гладкой поверхности наплавленного валика с плавным переходом к основному металлу. Благодаря легкости, как первого, так и повторных поджигов, электрод незаменим для сварки короткими швами, корневых проходов, прихваток и сварке с периодическими обрывами дуги. В отличие от большинства рутиловых электродов, благодаря возможности выполнять сварку в положении «вертикаль на спуск» в сочетании со значительно более низкими пороговыми значениями минимального тока, при котором стабильно горит дуга, ОК 46.00
позволяют выполнять сварку тонкостенных изделий, а также применять этот электрод для сварки деталей с гальваническим покрытием. Низкое напряжение холостого хода и стабильное горение дуги на предельно малых токах позволяет использовать эти электроды для сварки от бытовых источников. Это электрод универсального применения. Обеспечивает хорошие свойства шва. Поджигается легко, в том числе и при повторном поджигании. Идеально подходят для швов корневых и коротких , а также для прихваток. Сварка с помощью электродов этого вида отличается сниженным тепловложением, что делает его более привлекательным для заварки широких зазоров, тем более при монтаже. Широкое применение получил для сварки листов с гальваническим покрытием. К ржавчине и поверхностным загрязнениям не чувствителен. Его можно использовать и для сварки судовых сталей и углеродистых конструкций. Ток: ~ / = (+ / — ) Пространственные положения при сварке: 1, 2, 3, 4, 5, 6 Напряжение холостого хода: 50В Режимы прокалки: 70-90°С, 1 час
| Классификация | Сертификация |
| ГОСТ 9467: Э46 ГОСТ Р ИСО 2560-A: E 38 0 RC 1 2 EN ISO 2560-A: E 38 0 RC 1 2 AWS A5.1: E6013 | НАКС: Ø 2.5, 3.0, 3.2, 4.0, 5.0 мм ABS: 2 BV: 2 DNV: 2 GL: 2 LR: 2 RS: 2 РРР: 2 |
Химический состав
| С | Mn | Si | P | S |
| 0.08 | 0.40 | 0.30 | max 0.030 | max 0.030 |
Механические свойства
| Предел текучести σт, Н/мм² | Предел прочности ,σв, Н/мм² | Удлинение δ, % | Ударная вязкость KCV, Дж/см² | Ударная вязкость KCU, Дж/см² |
| 400 | 520 | 28 | ≥137 ,при +20°С 88 ,при 0°С ≥35 ,при -20°С | ≥110 ,при +20°С ≥40 ,при -40°С |
Информация для заказа
| Наименование | Вес упаковки, кг | Вес палеты, кг | Минимальный заказ, кг (при отсутствии на складе) | Артикул |
| Сварочный электрод ESAB OK 46.00 1.6x300mm | 24,0 | 1848,0 | 12,0 | 4600162110 |
| Сварочный электрод ESAB ,ОК 46.00 2,0х300 (СВЭЛ) — упаковка по 2,0 кг. | 2,0 | 640,0 | 2,0 | 4600202WD0 |
| Сварочный электрод ESAB ,ОК 46.00 2,5х350 ,(СВЭЛ, ЭСАБ-Тюмень) | 5,3 | 954,0 | 5,3 | 4600253WM0 |
| Сварочный электрод ESAB ,ОК ,46.00 ,3,0х350 ,(СВЭЛ, ЭСАБ-Тюмень) | 5,3 | 954,0 | 5,3 | 4600303WM0 |
| Сварочный электрод ESAB ,ОК ,46.00 ,3,0х350 ,(СВЭЛ) ,- упаковка по 2,5 кг. | 2,5 | 900,0 | 2,5 | 4600303WD0 |
| Сварочный электрод ESAB ,ОК ,46.00 ,4,0х450 ,(СВЭЛ, ЭСАБ-Тюмень) | 6,6 | 950,4 | 6,6 | 4600404WM0 |
| Сварочный электрод ESAB ,ОК ,46.00 ,5,0х450 ,(СВЭЛ, ЭСАБ-Тюмень) | 6,6 | 950,4 | 6,6 | 4600504WM0 |
Марка Abicor Binzel
 Эти элементы, применяемые для наплавки металла, оказываются очень востребованными современными пользователями. Это обясняется следующими примуществами:
Эти элементы, применяемые для наплавки металла, оказываются очень востребованными современными пользователями. Это обясняется следующими примуществами:
- В совершенстве подходят для сваривания дуговым методом.
- Обладают низкой чувствительностью к ржавчине.
- Степень временного сопротивления не превосходит 33 МПа.
- Наименьший дозволенный угол наклона равен приблизительно 35 градусам.
Если отметить минусы этих изделий, то сварщики наблюдают, как правило, внушительный уровень затрат наплавленного металла.
Также марка плохо подходит для потолочного шва марка. Предельное напряжение при обратной полярности не превосходит 9 В. Коэффициент наплавки подобных изделий равняется не более, чем 8 г. Приобрести изделия Abicor Binzel можно в специализированном магазине за 570−600 рублей.
Описание: с черной обмазкой и не только
Компания ЕСАБ – первооткрыватель технологии ручной сварки с помощью покрытого электрода. Большой опыт в разработке различных видов обмазок расходников позволяет создавать покрытия для решения конкретных задач сварочной технологии. Электроды ОК применяются для прихватки, наплавки, создания основных сварочных швов.
Пользователи сети интернет нередко ищут электроды данного производителя “с черной обмазкой”. Состав обмазки оказывает решающее значение на сварочные характеристики электродов, однако идентифицировать сварочные характеристики с помощью, например, цвета обмазки будет неправильным. Одна и та же марка электрода выпускается несколькими предприятиями. Технологические особенности процесса изготовления, оборудование могут различаться и достаточно сильно. Отличаться будет и состав обмазки
Поэтому не стоит обращать внимание при выборе на цветовые характеристики покрытия электродов. Это качество зависит от пигмента, который заложил в техпроцесс инженер предприятия изготовителя
Электроды ОК отличаются высокой стабильностью дуги, минимальным разбрызгиванием, легким отделением шлаковой пленки. Некоторые марки расходников не требуют подготовки сварочных поверхностей, на них могут оставаться следы ржавчины и остатки гальванического покрытия.
Основные отличия Электродов ано и уони.
Наверняка многие профессиональные сварщики знакомы с электродами УОНИ. Примечателен тот факт, что среди российских сварщиков ходит мнение, что человек, который никогда в жизни не варил электродами УОНИ, то он не настоящий профессионал.
Однако практически каждому сварщику известны электроды АНО. Они славятся высоким качеством сварного шва и малым разбрызгиванием металла. Тем не менее многие люди останавливают свой выбор на электродах УОНИ. Чем они лучше или хуже других? Почему они такие востребованные?
Для начала нужно узнать основные особенности электродов АНО. Очень часто их применяют при сварке ответственных швов, например при сваривании трубопровода или других ответственных конструкций. В отличие от УОНИ, электроды АНО являются универсальными, ведь ими можно варить как постоянным так и переменным током. Для них полярность не имеет никакого значения. Для сваривания металлических частей электродами АНО нужно подбирать подходящую толщину электрода до толщины металла.
Также среди электродов АНО есть и электроды для резки металла, точнее они таковыми считаются среди сварщиков. Для резки металлов используются электроды толщиной более 4 миллиметров. Также для сварки толстого металла используются электроды толщиной от 4 миллиметров. Купить их Вы можете во многих магазинах, однако никто не может Вам гарантировать высокое качество своей продукции. Электроды УОНИ очень часто используются многими сварщиками для сваривания многих изделий.








Основное отличие электродов АНО от УОНИ — это то, что с помощью УОНИ Вы можете производить сваривание только на постоянном токе. Однако они практически не оставляют за собой следов. то есть при сваривании ими у Вас никогда не возникнет проблемы большого количества шлака.
В отличие от УОНИ, электроды АНО оставляют за собой слишком много шлака, который мешает Вам дальше производить сваривание. Для того, что продолжить сваривание Вам понадобится очистить металл от шлаков, и только потом продолжать варить.
Получается, что электроды АНО создают некоторые проблемы, которые замедляют процесс выполнения сварочных работ. Поэтому многие профессиональные сварщики решают полностью или частично отказаться от использования электродов АНО. На самом деле такое решение оправданно, потому что никто не хочет терять свое время.
Используемые покрытия
Чтобы обеспечить стабильный разряд дуги при сварке, создать облако защитных газов для формирования нужных параметров сварного шва, стержень покрывается порошкообразной массой. Качество, состав и тип покрытия определяют эффективность процесса и прочность сварных металлоконструкций. От них зависит вязкость расплава, переходные явления в металле, шлакообразование. При производстве электродов ЭСАБ используются следующие виды покрытий:
- основное (В);
- рутиловое (R);
- кислотное (А);
- целлюлозное (С);
- смешанное (RB, RA, RC).
На электродах маркируется тип покрытия и толщина.
Основное
Расходники с основным покрытием предназначены для сварки ответственных металлоконструкций. В зону сваривания рекомендуется подавать постоянный тип тока с отрицательной полярностью. Металл в сварочной ванне характеризуется высокой пластичностью, а наложенный шов — выпуклостью и грубоватостью. Формула покрытия складывается из карбонатов кальция и магния (доломит, магнезит, мрамор).
Рутиловое
Основным компонентом этого покрытия служит минерал рутил, дополнительными веществами — ферромарганец, кремнезем, карбонаты кальция и магния.
Достоинство электродов с рутиловым покрытием в том, что сварка протекает с минимальным разбрызгиванием металла, швы ложатся ровно, а окалина легко снимается. За счет легкого повторного зажигания дуги процесс происходит быстрее. Такими изделиями можно выполнять все виды швов. Рутиловое покрытие признано наименее опасным для здоровья.
Рисунок 3 — Процесс сварки
Кислотное
Кислотное покрытие содержит оксиды железа и марганца. Процесс сваривания сопровождается существенным выделением в сварочную дугу кислорода, что придает металлу тягучесть и уменьшает поверхностное натяжение. Температура растет, и металл хорошо растекается. Таким образом, повышается производительность, но остается вероятность образования подрезов. Выделяемые марганцем оксиды являются вредными для человека, поэтому сварщики перешли на рутилово-кислотную обмазку.
Целлюлозное
Отличительный признак покрытия заключается в обильном выделении газов при незначительном шлакообразовании. Целлюлозные электроды идеально подходят для наложения вертикальных швов. В основу целлюлозного покрытия, кроме самой целлюлозы, могут входить ферросплавы, тальк, органические смолы.
К недостаткам материала относится излишнее разбрызгивание металла и невысокая пластичность шва из-за избыточного содержания водорода.
Характеристика инверторной сварки
Перед тем как выбрать электроды для необходимо ознакомиться с особенностями этого процесса. Он предполагает применение специального оборудования. Инвертор является сварочным аппаратом, который использует при дуговом сварочном действии метод плавления.
Преимущества подобной техники по сравнению с трансформаторными разновидностями уже давно оценили профессиональные мастера. Инверторы сегодня применяются гораздо чаще, чем прочие разновидности оборудования. Это связано с их стабильными показателями сварочного тока. Он при этом получается очень прочный и качественный.
Инверторный агрегат, оснащенный выпрямителем, способен формировать постоянное и переменное напряжение тока при включении. Если же сетевого фильтра нет, на выходе получается только постоянное напряжение. Эту особенность необходимо учитывать при проведении работ.
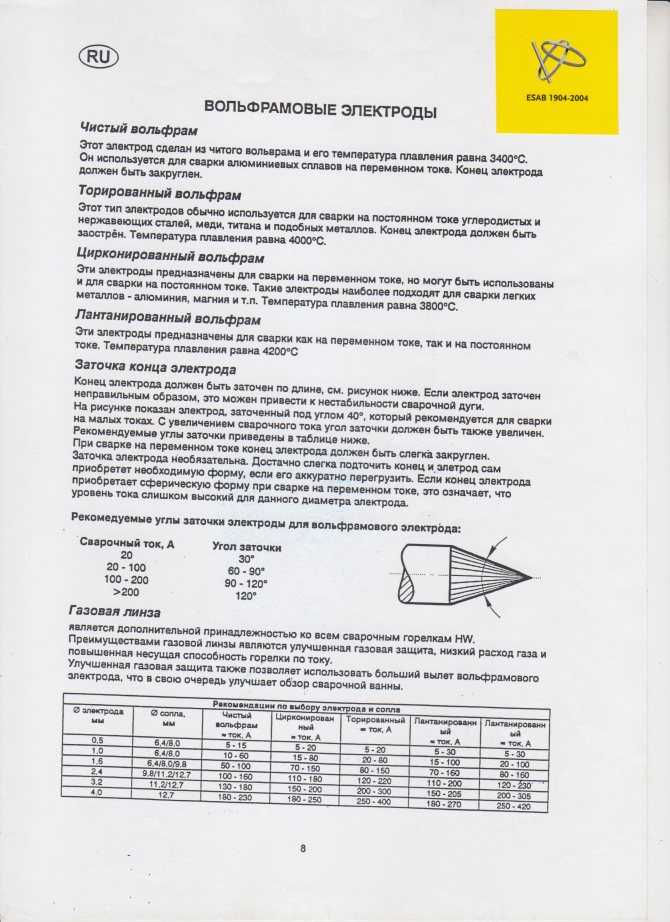
Вольфрамовые электроды
Вольфрамовые электроды – это электроды для аргонной сварки электрической дугой. Вольфрам является наиболее тугоплавким металлом, а значит, он гарантирует собственную прочность даже при длительной сварке. Вольфрам является неплавящимся электродом и служит для образования дуги. Заполнения шва происходит сварочной проволокой (прутком), подаваемым в область дуги. Вольфрамовые электроды дополняют содержанием различных окислов (церия, лантана, циркония и прочих). Подобная технология позволяет повысить наиболее важные для сварки характеристики и свойства электродов. В зависимости от присутствия различных веществ и добавок, электроды разделяют на несколько видов:
WL15 (Gold plus) Универсальные вольфрамовые электроды, сварка всех типов сталей и сплавов на переменном и постоянном токе (AC/DC). Электроды из сплава вольфрама с оксидом лантана имеют очень легкий первоначальный запуск дуги, низкую склонность к прожогам, устойчивую дугу и отличную характеристику повторного зажигания дуги. Содержание легирующих элементов: La2O3: 1.30-1.70. Содержание Вольфрама % — 97,80
Обозначаются золотистым цветом
WL20 Универсальные вольфрамовые электроды, сварка всех типов сталей и сплавов на переменном и постоянном токе (AC/DC). Электроды из сплава вольфрама с оксидом лантана имеют очень легкий первоначальный запуск дуги, низкую склонность к прожогам, устойчивую дугу и отличную характеристику повторного зажигания дуги. Содержание легирующих элементов: La2O3: 1.80-2.20. Содержание Вольфрама % — 97,30
Обозначаются синим цветом
WC20 Универсальные вольфрамовые электроды, сварка всех типов сталей и сплавов на переменном и постоянном токе (AC/DC). Сплав вольфрама с 2% оксида церия улучшает эмиссию электрода. Улучшает начальный запуск дуги и увеличивает допустимый сварочный ток. Содержание легирующих элементов: CeO2: 1.80-2.20. Содержание Вольфрама % — 97,80 Обозначаются серым цветом
WY20 Сварка углеродистых, низколегированных и нержавеющих сталей, титана, меди и их сплавов на постоянном токе (DC). Иттрированые вольфрамовые электроды наиболее стойкие из используемых сегодня неплавящихся электродов. Используется для сварки особо ответственных соединений на постоянном токе прямой полярности. Содержание легирующих элементов: YtO2: 1.80-2.20. Содержание Вольфрама % -97,80
Обозначаются синим цветом
WT20 Сварка углеродистых, низколегированных и нержавеющих сталей, титана, меди и их сплавов на постоянном токе (DC). Распространенные вольфрамовые электроды, поскольку они первые показали существенные преимущества композиционных электродов над чисто вольфрамовыми при сварке на постоянном токе. Тем не менее, торий — радиоактивный материал низкого уровня, таким образом, пары и пыль, образующаяся при заточке электрода, могут влиять на здоровье сварщика и безопасность окружающей среды.Содержание легирующих элементов: ThO2: 1.70-2.20. Содержание Вольфрама % — 97,30
Обозначаются красным цветом
WP Сварка Al, Mg и их сплавов на переменном токе (AC). Электроды обеспечивают хорошую устойчивость дуги при сварке на переменном токе, сбалансированном или не сбалансированном с непрерывной высокочастотной стабилизацией (с осциллятором). Содержание легирующих элементов — отсутствуют. Содержание Вольфрама % — 99,96
Обозначаются зеленым цветом
WZ20 Сварка Al, Mg и их сплавов на переменном токе (AC). Вольфрамовые электроды с добавлением оксида циркония предпочтительны для сварки на переменном токе, когда не допускается даже минимальное загрязнение сварочной ванны. Содержание легирующих элементов: ZrO2: 0.70-0.90. Содержание Вольфрама % — 99,10
Обозначаются белым цветом
—
Поставляемые диаметры вольфрамовых электродов: 1,0/1,6/2,0/2,4/3,0/3,2/4,0/4,8/мм Длина электрода — 175мм. Упаковка — пластиковый пенал: 10шт. — для диаметров до 4,0мм; 5шт. — для диаметров более 4,0мм.










Вес одного прутка: 1.6мм — 6 г, 2.0мм — 10.5г, 2.4мм — 15г, 3.0мм — 24 г, 3.2мм — 27г, 4.0мм — 41.5г
Смотри
.
Где применяются Электроды ESAB ОК 46.00
Благодаря стабильной дуге и её быстрому розжигу, а также рутиловому покрытию, электроды ОК 46.00 от компании ESAB, незаменимы при сварке тонких металлов, проставке прихваток, обратных спусков и т. д. Отличительной особенностью этих электродов считается стабильная дуга и очень простой её розжиг. Поэтому для новичков-электросварщиков данные электроды очень просты в освоении.
Примечательно и то, что варить электродами ESAB ОК 46.00 можно даже неочищенный металл. При всем этом, существует одна особенность, которая связана с невозможностью использования электродов ОК 46.00 для сварки изделий из легированных сталей. Связано это с тем, что для изготовления стержня электродов, применяется низкоуглеродистая сталь марки СВ-08.
Также, важной особенностью электродов ESAB ОК 46.00 является и то, что перед использованием, их рекомендуется прокалить в термопенале, не менее одного часа, при температуре от 75 до 95 градусов
Характеристики электродов ОК 46.00
Технические характеристики электродов ESAB ОК 46.00 выглядят следующим образом:
- Диаметр — от 2 до 5 мм;
- Длина — электрода 450 мм;
- Вес одной упаковки — (6,6 кг, для электродов 4 мм);
- Род сварки — ММА сварка на переменном и постоянном токе обратной и прямой полярности;
- Способы электросварки — различные пространственные положения.
Другую информацию, касательно ГОСТа, серийного номера и номера партии, а также дату изготовления, можно узнать на упаковке с электродами.

Настройка и регулировка сварочного инвертора для работы с электродами ESAB ОК 46.00 диаметром 4 мм, выглядит так:
Сила тока, А — для нижнего положения (150-300 А), вертикального (150-280 А), потолочного (150-270 А).
Рассмотрим, сколько штук электродов в пачке 1 кг, в зависимости от их диаметра:
- 2 мм — 50 шт.;
- 3 мм — 39 шт.;
- 4 мм — 19 шт.;
- 5 мм — 13 шт.
В целом, отзывы про электроды ESAB ОК 46.00 носят исключительно положительный характер.
Все марки/разновидности
Инновационный дух компании ЭСАБ способствует постоянному появлению новых видов покрытых электродов для ручной дуговой сварки. Поэтому и без того большой ассортимент расходников ОК постоянно растет. Ниже приведем наиболее известные на рынке сварочных материалов марки электродов ОК.
- Для низкоуглеродистых сталей: ОК 46.00; ОК 48.00; ОК 48.04; ОК. 48.15; ОК 43.32; ОК 50.40; ОК 53.05; ОК 53.16 spezial; ОК 53.70; ОК Femax 38.95; ОК Femax 39.50 и другие.
- Для низколегированных сталей: ОК 48.08; ОК 55.00; ОК 73.08; ОК 73.68; ОК 73.79; ОК 73.46; ОК 74.65N; ОК 74.70; ОК 74.78; ОК 74.86 Tensitrode; ОК 75.75; ОК 75.78; ОК 76.16; ОК 76.18; ОК 76.26; ОК 76.28; ОК 76.35; ОК 76.96; ОК 76.98 и другие.

Электроды ОК 76.18. Фото Компания ТНД
- Для нержавеющих сталей: ОК 61.20; ОК 61.25; ОК 61.30; ОК 310Мо – L; ОК 61.80; ОК 61.85; ОК 61.86; ОК 62.53; ОК 63.20; ОК 63.30; ОК 63.35; ОК 63.80; ОК 63.85; ОК 64.30; ОК 67.13; ОК 67.15; ОК 67.43; ОК 67.45; ОК 67.50; ОК 67.55; ОК 67.56; ОК 67.60; ОК 67.70; ОК 67.75; ОК 68.15; ОК 68.25; ОК 68.53; ОК 68.55; ОК 68.81; ОК 68.82; ОК 69.25; ОК 69.33 и другие.
- Для никелевых сплавов специального назначения: ОК 95.55; ОК Ni-1; ОК NiCrMo-5; ОК NiCu 1; ОК NiCu 7 и другие.
- Для сплавов алюминия: ОК AlMn 1; ОК AlSi 5; ОК AlSi 12 и другие.
- Для сварки чугунов: ОК Ni-Cl; ОК NiFe-Cl; ОК NiFe-Cl-A и другие.
- Для упрочняющей наплавки: ОК 13Mn; ОК14MnNi; ОК Tooltrode 50; ОК Tooltrode 60; ОК Weartrode 30; ОК Weartrode 30HD; ОК Weartrode 35; ОК Weartrode 40; ОК Weartrode 45; ОК Weartrode 50; ОК Weartrode 50T; ОК Weartrode 55; ОК Weartrode 55HD; ОК Weartrode 60; ОК Weartrode 60T; ОК Weartrode 62; ОК Weartrode 65T и другие.
Характеристики некоторых электродов ОК
Электроды ОК 46. Универсальные электроды с рутиловым покрытием, которые обеспечивают высокие свойства сваренного соединения. Сварочный процесс отличается пониженным тепловложением, что делает электроды привлекательными при заваривании широких зазоров при монтаже металлоконструкций. Они идеальны при сваривании прихватками и для коротких, а также корневых швов. Широко применяются при сваривании деталей с гальваническим покрытием. Не чувствительны к поверхностным загрязнениям и ржавчине.

- Электроды ОК 48. Изделия общего назначения, имеют основной тип покрытия, применяются для сваривания низколегированных и углеродистых сталей. Металл шва отличается высокой вязкостью. Сварочный процесс, с применением данных электродов обладает высокой скоростью на вертикальных плоскостях. Рекомендуются для сваривания тяжело нагруженных элементов конструкций из выше указанных сталей, а также судовых сталей и листов с гальваническим покрытием.
- Электроды ОК 74.78. Электроды с основным типом покрытия предназначаются для сваривания низкоуглеродистых и углеродистых сталей с обеспечением высокой ударной вязкости сварного шва при низких температурах до -60°С. Нашли широкое применение при сваривании рельс и элементов на железных дорогах, конструкций, работающих в условиях низких температур, в том числе при хранении природных сжиженных газов. Обмазка электродов отличается низкой гигроскопичностью и высокой устойчивостью против растрескивания.
Особенности и свойства
Электроды для сварки Эсаб ОК-46 производятся в широком диапазоне размеров. Их диаметр составляет 1,6; 2; 2,5; 3; 4 и 5 мм. По длине они варьируются в зависимости от толщины стержня: 300 мм при Ø 1,6 и 2 мм; 350 или 450 мм – для всей остальной продукции. Для изготовления сердцевины используется проволока марки СВ-08А или СВ-08. На них наносится рутиловая обмазка.
При стандартной нагрузке в процессе выполнения сварочных работ используется примерно 1,4 кг электродов за час. Именно столько потребуется расходного материала, чтобы получить наплав металла общей массой 1 кг. Прокалка электродов перед использованием проводится на протяжении одного часа в печи при температуре 70-90 градусов Цельсия.
В описании от производителя в техдокументации указано, что продукция предназначена для выполнения работ по ручной дуговой сварке. Сваренный стык сможет выдержать нагрузку с давлением 46 кг на один квадратный миллиметр. Именно свойства сварного соединения определяют область использования готовой конструкции и возможность ее эксплуатации в конкретных условиях. Данные параметры полностью зависят от свойств электрода и протекания самого сварочного процесса. Поэтому электроды всегда подбираются под конкретные технические требования к готовой конструкции и в зависимости от вида производимых сварочных работ.
Механические характеристики сварочного шва:
- максимальный предел на прочность – 510 Мпа;
- сопротивляемость на разрыв – 510 Н на миллиметр квадратный;
- текучесть – максимум 400 Мпа;
- относительный выход наплавляемого металла составляет 96%;
- ударная вязкость – 33-70 Дж на квадратный сантиметр при температуре в диапазоне от -20 до 0 градусов Цельсия.
Срок годности и хранения электродов.
Процесс изготовления электродов для сварки довольно трудоёмкий и многостадийный процесс с применением специальных технологий и предполагающий наличие персонала высокой квалификации. Однако если не соблюдать и не держать под контролем такой немаловажный аспект в производстве, как хранение готового продукта в надлежащих для него условиях, то все старания огромного количества работников, которые были вовлечены в производство, сведутся к нулю. А также появится риск поставки потенциальным заказчикам продукта очень низкого качества. Чтобы этого не произошло, необходимо беспрекословно следовать рекомендациям по хранению сварочных электродов.
Общепринятым и всем известным правилом является то, что сварочные электроды нужно хранить в специально отведённых для этого складах, помещения обязательно должны быть сухие и отапливаемые зимой. Температура не должна снижаться ниже 14-ти градусов по Цельсию , при постоянной влажности, не больше 50-ти процентов. Необходимый уровень влажности достигается при помощи установки кондиционеров, которые требуется отрегулировать на необходимый уровень влажности или если складское помещение углублено в землю с использованием качественной тепло- и гидроизоляции, а также необходим продуманный дренаж почвы вокруг.
Такую систему хранения используют для вина большой выдержки. Температурный режим для хранения сварочных электродов должен быть стабильным, не допуская перепады на протяжении суток. Это обусловлено тем, что роса, образованная вследствие перепадов температур, даёт влагу, которую упаковка с электродами со временем впитывают в себя. Поэтому обычные склады из металла подходят для хранения электродов только в том случае, если имеется слой утеплителя.






Чаще всего хранение происходит в штабелях. Главным условием такого хранения является обеспечение сохранности товара в самых нижних коробках. С целью обеспечения перемещения упаковок рекомендуется оборудовать склад необходимыми подъемными механизмами. Также желательно хранить сварочные электроды, разделяя их по марке, по диаметру, а также по партиям. В случае соблюдения методики хранения, срок годности электродов может быть неограниченным. Но длительное хранение всё же предполагает проведение повторных испытаний, а также в случае необходимости произвести прокалку и сортировку.
Некоторые дополнительные рекомендации по хранению сварочных электродов:
- ящики или коробки электродов необходимо хранить на паллетах или полках с целью контакта со стенами или полом;
- при сварке на открытом пространстве избегать попадания влаги в упаковку с электродами;
- необходимо герметично упаковать не полностью использованную пачку сварочных электродов, чтобы упаковка не сырела.
Типы прокалки электродов, исходя из вида покрытия:
— основное покрытие : требуется обязательная прокалка перед применением при температуре 300-350°С до 1 часа. — рутил-целлюлозное покрытие: прокалка перед сваркой не требуется, при соблюдении условий в хранении. Однако при увлажнении сушка необходима, 30-60 мин., при температуре 110°С. — рутиловое покрытие: при правильном хранении прокалка не требуется, но при увлажнении необходима, 40-60 мин., при постоянной температуре 150°С.
Электроды Vistec
Электроды Vistec
elektrod-3g.ru
https://youtube.com/watch?v=JQwqEQDg4a4
Особенности применения
Действия с ОК 46 производятся с выполнением нескольких правил:
- для сварки используется ток переменного и постоянного направления;
- шов накладывается во всех направлениях: горизонтальном, потолочном и вертикальном;
- стержень применяется для соединения деталей с оцинковкой и другим покрытием;
- легко поджигается;
- электрод служит главным материалом при заполнении пустот в конструкциях;
- не рекомендуется делать длинных швов.
Расходный материал на заводе укладывается в герметичную упаковку для защиты от влаги, потом – в картонную коробку. В таком виде изделия легко переносят несколько перевозок и хранятся длительное время на складах.

Удобная килограммовая пачка.
Расшифровка аббревиатуры/маркировки/названия, что означает ОК и другие сведения
Отличительной чертой маркировки электродов ЭСАБ является наличие в ней буквосочетания «ОК». Таким образом, компания увековечила своего отца-основателя Оскара Кьелберга, добавив в маркировку первые буквы его имени и фамилии. Со временем менялись обозначения многих марок электродов, но буквосочетание ОК оставалось неизменным.
Так, например, вместо старого названия ОК 92.05 (электрод для сварки никелевых сплавов) появилось новое, более удобное для понимания, ОК Ni-1. Подобного рода изменений произведено большое количество, все названия (старое и новое) имеются на официальном сайте компании ЭСАБ.