Каким должно быть помещение для производства пластиковых изделий
Не нужно слишком много мудрить с постройкой данного помещения. Оно должно лишь отвечать всем стандартным нормам и содержать привычные для этого дела приборы.
Стоимость машин обычно небольшая, да и за территорию платить особо не нужно. Для того чтобы завод содержал все требуемые коммуникации в нужных количествах, можно построить здание размером в 50–200 квадратных метров, это не очень много. Но вот есть один нюанс: склад может занять очень большую территорию. Несмотря на то, что изделия из пластмассы имеют маленький вес, размеры их довольно большие.
Не стоит забывать о людях, которые могут пострадать от производства пластмасс. При поиске участка для постройки, лучше избегать спальных районов.
Любые гранулированные материалы лучше всего держать в помещениях с пониженной влажность воздуха и теплой температурой. Ведь именно этот фактор влияет на качество будущих изделий.
Чтобы не возникало проблем с законом, нужно обязательно получить разрешение у нескольких инстанций:
- санэпидемстанция;
- районное или местное правительство;
- госнадзор;
- пожарная инспекция;
- газовая инспекция;
- электрики.
Если у вас достаточно средств и знаний, сооружение и начало процесса производства пластмассовых изделий займет не более трех месяцев.
Как в домашних условиях можно отлить любые пластиковые детали
Получайте на почту один раз в сутки одну самую читаемую статью. Присоединяйтесь к нам в Facebook и ВКонтакте.

Что понадобится
: силиконом «ЭЛАСТОЛЮКС-М», разделитель на основе керосина (или вазелина), гнет для формы, «УНИКАСТ 9», затвердитель, пластиковый стакан, весы.
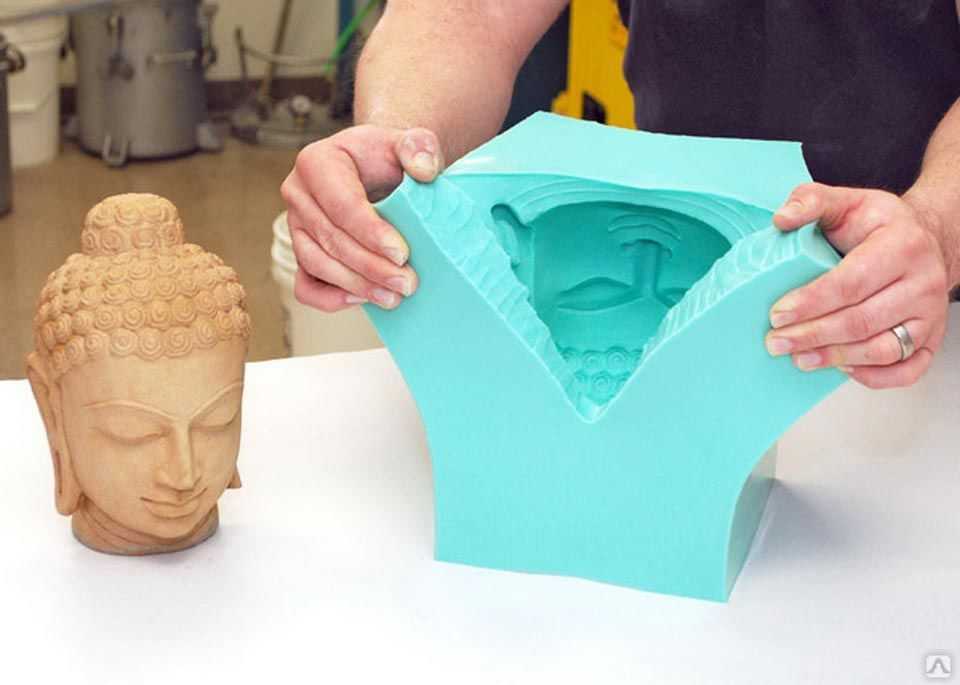
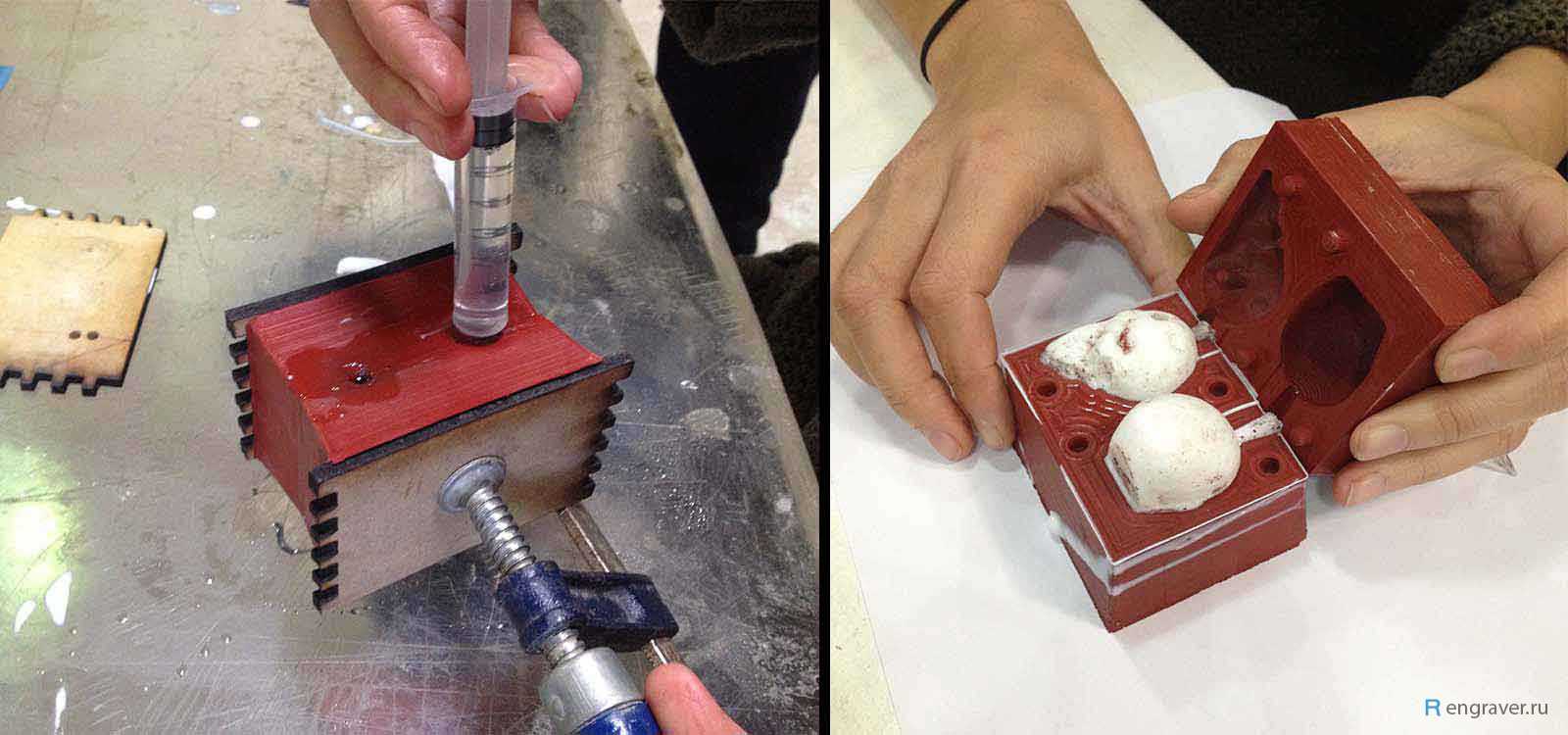
Сначала делается многоразовая силиконовая форма. Для этого берется деталь, которую нужно повторить или мастер-модель распечатанная на 3D принтере. В роли литников можно использовать обычные зубочистки. Для создания формы используется силикон – материал высокой эластичности и достаточно прочности. Для того, чтобы получить толщину изделия в 10-15 мм лучше всего использовать двухкомпонентный силикон «ЭЛАСТОФОРМ» (или подобный ему). Когда форма будет готова, можно начинать процесс литья.

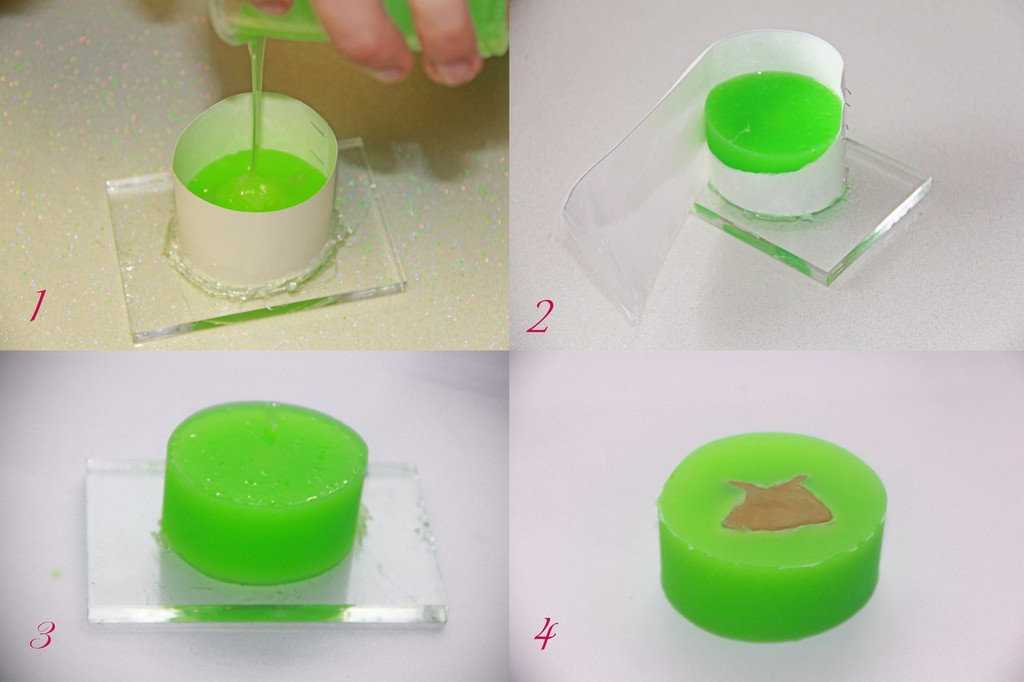
Итак, силиконовая форма ставится на подложку. Если использовать форму планируем больше одного раза, то ее следует в обязательном порядке смазать разделителем. Сверху форма придавливается при помощи гнета (груза), вес которого должен быть около 1 кг. Для того, чтобы заливка была ровной и аккуратной настоятельно рекомендуется создать воронку из бумаги. На этом форма готова.

В качестве самого дешевого материала заливки можно использовать полиуретан «УНИКАСТ 9» и затвердитель, которые используются в пропорции 1 к 0.6. В основу можно добавить любой краситель по своему усмотрению. На 1кг полиуретана добавляем 90-100 капель краски. При перемешивании ингредиентов стаканчик начнет нагреваться. Это означает, что процесс полимеризации запущен и смесь готова к заливке. Заливать в форму состав нужно без перерыва.
Важно
: для действительно качественного смешивания материалов следует использовать прецизионные весы и пластиковый стаканчик.

Первичное затвердевание займет до 2 минут. Полное затвердевание – 10-15 минут. Тем не менее, лучше дать форме «настояться» полчаса. После этого можно приступать к извлечению деталей из формы. Делаем все аккуратно и не спеша.

Делаем форму
Для отливки в домашних условиях нескольких деталей из пластика вам понадобится мастер-модель. Сделать ее можно из чего угодно. Вам подходят: — пластилин; — гипс; — дерево; — бумага и многие другие материалы.
Сделайте модель детали, которую будете отливать. Обмажьте ее литолом или другой смазкой. После этого сделайте форму. Все большую популярность приобретают формы из силикона. Это и понятно, работать с этим материалом легко и удобно, но нужно учитывать несколько обстоятельств. Во-первых, силикон бывает двух видов, заливочный и обмазочный. Во-вторых, у каждого вида – свой коэффициент удлинения и своя вязкость. Что касается первого параметра, то для литья пластмасс годится силикон с коэффициентом от 200%.
Обратите внимание на коэффициент вязкости. Чем она меньше, тем более точной получится форма
Это особенно важно, если вы собираетесь работать с заливочным силиконом. Учтите также время полимеризации
Если у вас заливочный силикон, мастер-модель поместите в опоку (она может быть из стали или, например, бронзы) и залейте силиконом. Обмазочный материал аккуратно нанесите кисточкой, учитывая все неровности. Дайте силикону застыть, после чего извлеките мастер-модель. Опока представляет собой металлическую емкость. Она должна быть чуть больше мастер-модели.
1 Главные особенности
Основная особенность производства продукции из пластмасс – это подбор сырья. Если происходит замена исходного материала, необходимо проводить перенастройку оборудования. Иначе готовая продукция будет уже другого качества.
Методы производства пластмассовых изделий:
- Вакуумное формирование. Листы пластика под влиянием различного давления приобретают необходимые формы.
- Прессионное формирование. Заготовку помещают в форму где она сжимается. Лишний материал выдавливается через щели.
- Компрессионное формирование. Определенное количество сырья вливают в форму. Две части формы сближают и выдавливают изделие.
- Литье. Пластиковую массу доводят до жидкого состояния и заливают в форму, которая соответствует будущему изделию.
- Выдув. Нагретую массу подают в форму, которую закупоривают и заполняют воздухом. На внутренние поверхности формы равномерно распределяется материал.
- Экструзия. Массу размягчают и продавливают через матрицу, которая создает определенную форму.
- Термоформирование.
1.1 Оборудование для производства изделий и его характеристика
При создании пластмассовых изделий используют технологические линии или станки.
Схема устройства горизонтального станка термопластоавтомата
Экструдерами называют большую группу станков, которые используют для изготовления рукавных и листовых пленок, оконных профилей, труб, полимерных листов, пластикового шифера, вспененных профилей.
В плоскощелевую установку входят следующие элементы:
- экструдер и системная фильтрация;
- раздувочная головка и охладитель;
- пневмозагрузчики;
- калибровочный механизм;
- намотчик;
- тянущее устройство;
- модуль укладки;
- поворотные штанги.
Основным устройством является экструдер. Линия экструзии составляется благодаря дополнительным механизмам. Работа производства контролируется программой и протекает в автоматическом режиме.








Вертикальный станок для производства пластиковых деталей
Термопластоавтоматы (производят литье пластмассы под давлением). Жидкий материал заливают в форму и охлаждают. Треть всех изделий из пластика выпускается на этих станках. Благодаря технологии, продукцию можно получить сложной формы, необходимого размера, состоящую из различных цветов пластика.
Эта машина предназначена для работы со всеми видами пластикового сырья.
Устройство состоит из:
- модуля для подготовки материала;
- модуля, который обеспечивает открывание и закрывание форм;
- привода;
- блока автоматического управления.
Данное оборудование с инновационными решениями достаточно дорогое.
Выдувные машины. Задействуют для производства изделий имеющих тонкие стенки. Это могут быть канистры, бочки, бутылки, емкость которых может достигать до5 тыс. литров. Аппарат нагревает пластмасс и формирует продукцию выдуванием. Иногда эту методику комбинируют с литьем в одном станке. Таким образом, создается ПЭТ-тара.
Экструзионно-выдувной станок по производству пластмассовых деталей
Экструзионно-выдувные станки. Данный метод объединил в себе выдув и экструзию. Эти станки производят больше изделий, чем выдувная установка (поддоны, игрушки, флаконы, ведра). Микропроцессор контролирует все процессы производства.
Термоформовочные станки. Оборудование используют для создания изделий из пленки. По толщине и составу пленка может отличаться. Основу продукции составляют одноразовые контейнеры из пластика и бумаги. Принцип работы: материал нагревают до температуры 140ºC, а из рулона выдувают изделие.
На станке продукция может вырубаться и закупориваться. Управлять процессом можно вручную или автоматически.
Настольный станок для литья пластмасс. Станок подходит для производства небольших изделий маленькими партиями. Вес такого аппарата около пятнадцати килограмм. Его легко можно разместить на крепком столе. В комплекте с мини- моделями может прилагаться рабочий стол. Станки используют для создания экспериментальных деталей новых конструкций.
Все о пресс-формах: от производства до выбора
Пресс-формы применяются для создания различных объемных изделий. Они востребованы для изготовления запасных частей в машиностроении, элементов обувного и швейного производства, инструментов, аксессуаров бытового назначения и других отраслей https://tmth.ru/. Чаще всего для этого применяется метод литья пластиков под давлением на термопластавтоматах.
Сами же пресс формы производят в несколько этапов:
- Создают проект с учетом типа литниковой системы, ресурса будущей пресс-формы, особенностей работы в полу- или автоматическом режиме, специфики цикла, количества гнезд. Для разработки используются программы 3D-моделирования, что гарантирует точность параметров, позволяет избежать усадки, коробления заготовки. При необходимости производится доработка – для корректировки проекта.
- Приступают к непосредственному выпуску модели https://spbplast.ru/pressforma.html. Происходит это после подбора подходящего вида металла, фрезеровального и инструмента механообрабатывающего центра. При готовности компонентов формы приступают к ее сборке, подгону к сопрягаемой паре ручным шлифованием. Делается это для наиболее точного прилегания.
- Проводится проверка образцов на термопластавтомате. Сначала в тестовом режиме, а после этого выполняются приемо-сдаточные испытания.
Стандартный вариант пресс-формы состоит из нескольких наборных плат, дополненных формообразвателями, каналами подачи жидкого пластика. Некоторые модели оснащаются принудительным охлаждением. Чаще всего производятся двухплитные пресс-формы – из неподвижной матрицы и пуасона, также востребованы и более сложные – трехплитного типа.
Существуют изделия с горячеканальной литниковой системой, подающей материал по трубкам и холодноканальной. В первом случае расплавленный полимер сохраняет одну температуру за счет установленных нагревательных элементов, что предупреждает отвердевание литника и дает возможность применять его вторично. В случае с холодноканальной пресс-формой из нее извлекается и отлитая форма, и сам литник, являющийся расходником.
В зависимости от запаса прочности, пресс-формы подразделяются по шкале от 101 до 105. Например:
- Рассчитанные на выпуск миллиона готовых изделий. Они создаются из закаленной высококачественной стали. Относятся к 101 классу, имеют самый внушительный ресурс и отличаются дороговизной.
- Предназначенные для производства не более 500 полных циклов, относятся к 105 классу. Чаще всего применяются для прототипирования. На их создание используют мягкие металлические сплавы.
Модели 103-104 класса относят к массовым изделиям, они оптимальны по производительности, прочностным характеристикам и функциональности. Могут выдержать до 500 тысяч циклов.
В зависимости от типа установки, есть стационарные и съемные пресс-формы, по количеству производимых моделей подразделяются на одно- и многонездовые.
Выбор пресс-формы необходимо осуществлять, исходя из:
- Класса и назначения модели. Даже если у вас небольшое производство, то стоит останавливаться на более прочных изделиях. Они обеспечат высокую эффективность работы предприятия, позволят справиться с большими объемами выпуска.
- Особенности конструкции. Чем меньше число разъемов, тем качественнее продукция. Но если разъемов будет совсем мало, то извлечь деталь будет затруднительно. Оптимально наличии охлаждающей системы.
- Производителя https://www.master-plast.ru/pressforma.html. Чем серьезнее компания, которая выпускает пресс-формы, тем меньше проблем. Так, серьезное предприятие создаст для вас пресс-форму по нужным параметрам, всегда ответит на интересующие вопросы. При возникновении поломки, быстро восстановит работоспособность модели.
Виды литья пластмасс
Изготовление пластмассовых изделий литьем под давлением может осуществляться несколькими способами:
- Инжекционным. Один из самых распространенных способов литья. Характеризуется он кратковременным впрыском расплавленного полимера. Во время него в рабочей камере литейной машины создается определенное давление, после чего осуществляется впрыскивание пластифицированного полимера.
- Инжекционно-прессовым. Этот метод используется при производстве изделий с большой поверхностью. Для него требуются специальные пресс-формы с подвижными составляющими.
- Инжекционно-газовым. Во время такого литья дополнительно используется сила сжатого газа, которая осуществляет дожатие пластика в пресс-форме.
- Интрузионным. Самый простой вариант литья. Используются для отлива самых простых товаров с минимальным количеством поверхностей.
Читать также: Моющая машинка для посуды
Кроме вышеперечисленных способов существуют и более сложные виды литья:
- Сэндвич. Во время него используется два вида пластиков. Этот метод позволяет изготавливать товары с наружным покрытием.
- Соинжекционное. Используется для изготовления многослойных изделий. Для него на термопластавтомат потребуется установить сопло сложной конструкции. Этот метод делает возможным изготовление изделий со смешанными цветами.
- Литье в многокомпонентные формы. Этот метод позволяет изготавливать товары с четким цветовым разграничением. Из его особенностей следует отметить возможность выпуска изделий с соседними деталями разной плотности.
- Литье в поворотные формы. При помощи этого метода можно изготавливать двухкомпонентные изделия. Во время него сначала отливается основная заготовка, которая затем перемещается в другую форму, где осуществляется нанесение второго слоя полимера. Этот способ наименее продуктивный из все вышеперечисленных.
Как запустить бизнес на производстве изделий из пластмассы
Бизнес на производстве изделий из пластмассы имеет хорошие перспективы и возможности для масштабирования.
Его можно организовать в любых масштабах — и в небольшом помещении (например, в гараже), и в масштабах целого завода. Для этого необходимо:
- зарегистрировать ООО или ИП. Для небольшого предприятия подойдет ИП;
- прописать бизнес-план. Он включает резюме проекта (что, как и для кого вы планируете производить), производственный план (аренда, оборудование), финансовый план (первоначальные и ежемесячные затраты, расчет доходности в таблицах), маркетинговый план (реклама, каналы сбыта), оценку рисков.
- найти инвесторов или партнеров, если не хватает собственных средств;
- найти подходящее помещение;
- закупить оборудование. Это могут быть пресс-формы, силиконовые формы, 3Д принтер — в зависимости от используемой технологии и специфики изготавливаемых изделий.
- нанять персонал — при необходимости;
- продумать маркетинг и каналы сбыта вашей продукции
Владелец бизнеса должен разбираться в технологии производства пластика и иметь навыки в области маркетинга и продаж. Самый безопасный вариант — сразу найти каналы сбыта и изготавливать изделия под заказ. Со временем бизнес можно масштабировать: снять большее помещение, расширить линейку выпускаемой продукции и увеличить ее продажи.
Производство пластиковых изделий — быстро развивающаяся отрасль, которая имеет перспективы роста. Сегодня в мире существует несколько технологий, позволяющих обеспечить полимерными изделиями практически любую отрасль. Этот материал имеет существенный минус — он наносит вред окружающей среде. Но этот вопрос уже решается учёными, а некоторые страны успешно производят безопасный пластик в промышленных масштабах.
Читайте обзор бизнес-идеи по производству игрушек из пластика.
Загрузка…
Самостоятельное изготовление формы
Производство пластиковых изделий без формующей емкости невозможно. Сделать ее можно собственноручно, и лучше всего для этих целей подходит силикон. Он может быть обмазочным или заливочным, подходят оба варианта. Главное, чтобы коэффициент удлинения был не менее 200%







Стоит обращать внимание и на уровень вязкости. Чем он меньше, тем более детализированной получится пресс-форма
Чтобы сделать заготовку, необходимо иметь мастер-модель – образец для будущих изделий. Ее можно создать из гипса, дерева, пластилина, напечатать на 3D-принтере или использовать имеющуюся деталь.
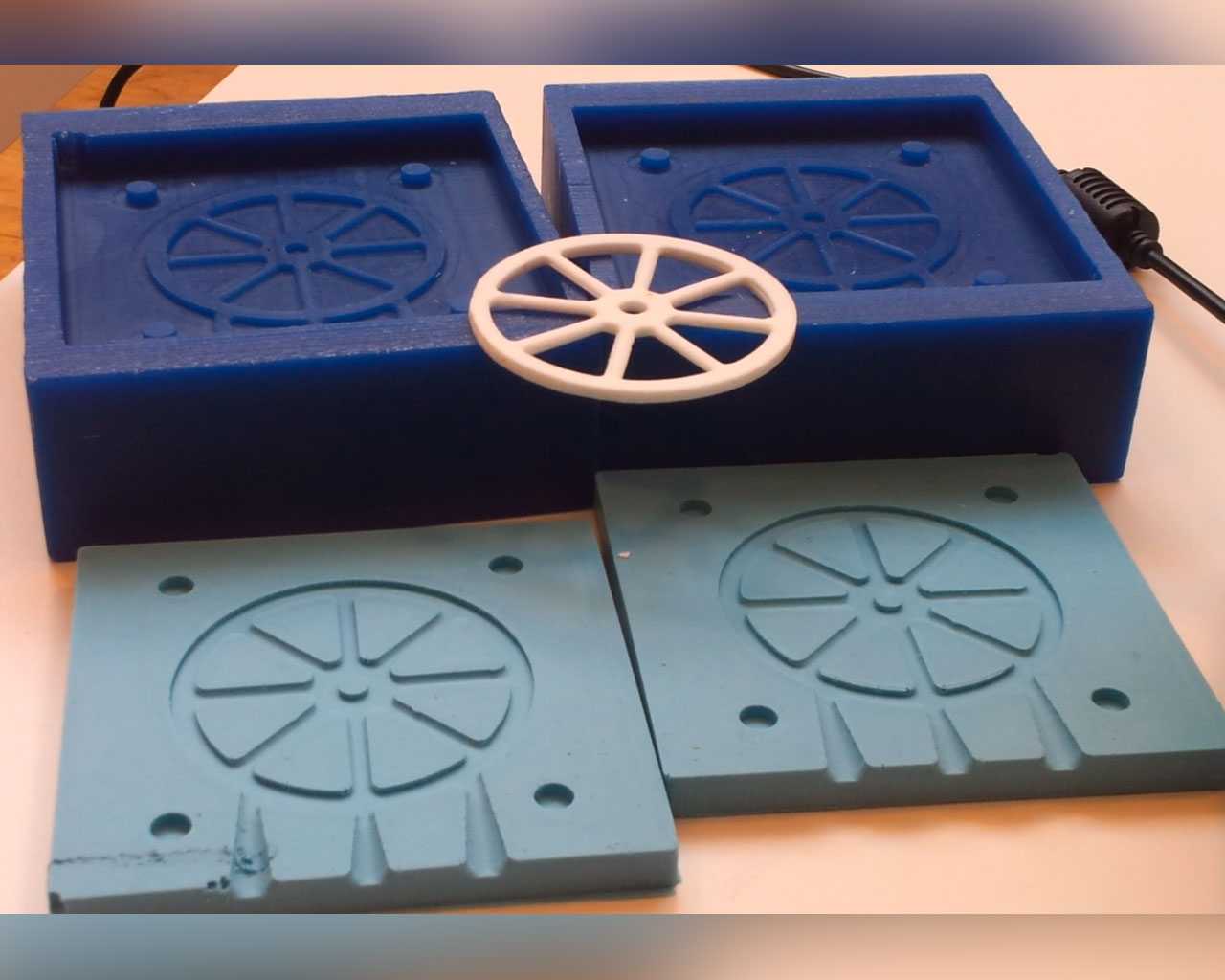
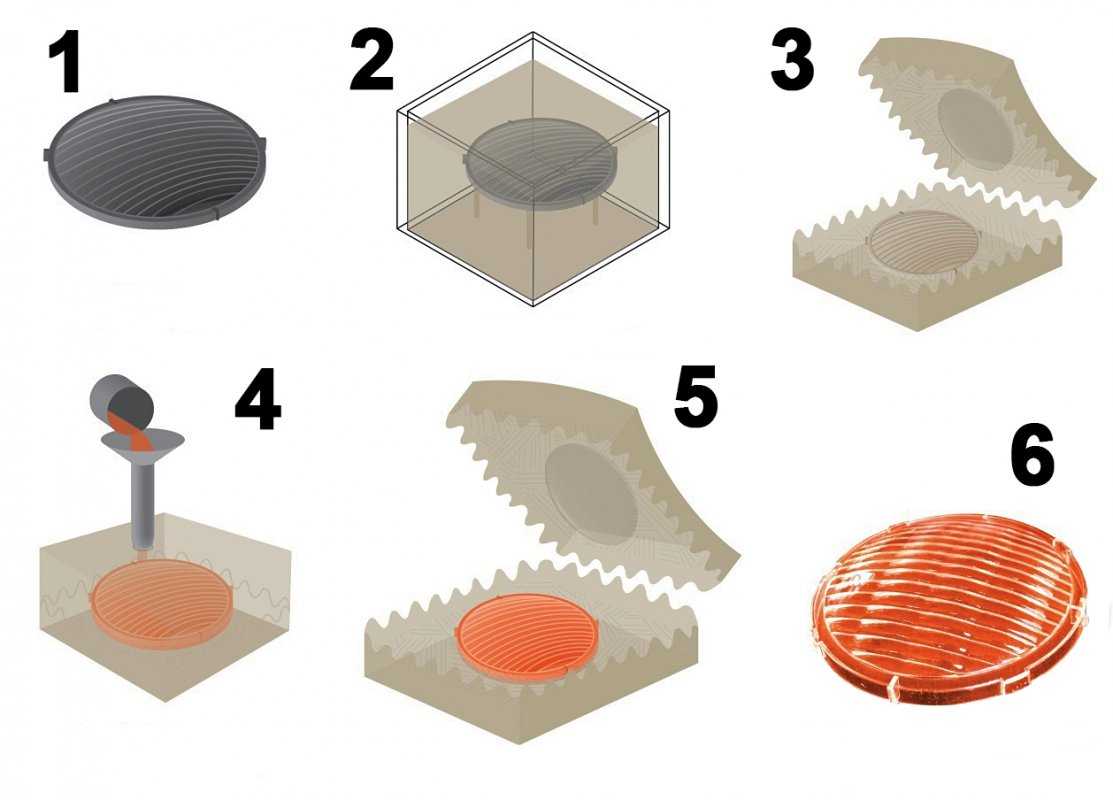
Этапы изготовления формы для литья:
- Обмазать мастер-модель тонким слоем смазки, например, литолом.
- Поместить в заготовленную опалубку и залить силиконом.
- Либо обмазать кисточкой, если выбран обмазочный силикон.
- Выждать около 8 часов до застывания материала.
- Извлечь форму из опалубки, сделать отверстие для заливки.
- Разрезать на 2 равные части, извлечь модель.
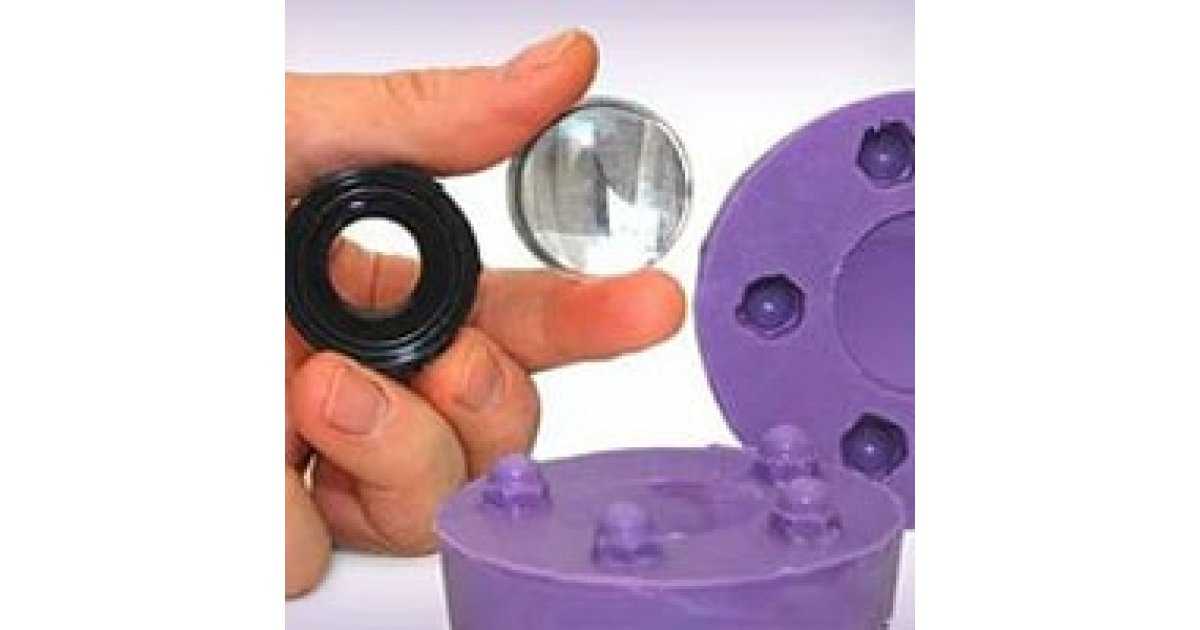
Таким способом получается разборная форма, которая подходит для литья симметричных пластиковых изделий. Но сделать можно и неразъемную форму для простых по конструкции заготовок. Ее делают из парафина, который заливается гипсом. После застывания парафин выплавляется из формы путем ее медленного кипячения.
Области применения литья под давлением
Литье пластмасс применяется более полувека и позволяет осуществлять массовое производство пластиковых деталей весом от сотых долей грамма до десятков килограммов. Самыми малыми продуктами могут быть, например, микроскопические линзы, компоненты небольших механизмов и т.п. Самыми крупными – различные емкости, в том числе баки и ящики объемом в несколько кубометров, пластиковые поддоны, элементы конструкций и т.п.
Изделия, получаемые описываемым способом переработки, помимо своих очевидных явных достоинств, имеют несколько ограничений. Помимо очевидного лимита по габаритным геометрическим размером, обусловленным ограниченными размерами пресс-формы, существует и несколько менее заметных. Например, толщина стенки любого продукта как правило не превышает нескольких миллиметров
Это важно для экономики процесса, т.к. увеличение толщины стенки приводит к резкому удлинению производственного цикла и соответствующему росту себестоимости и снижению производительности
Данное ограничение снимается при использовании специального метода – литья с газом (см. ниже). С другой стороны – давления литьевого оборудования может не хватить для выпуска слишком тонкостенных, либо очень протяженных деталей. Кроме того, изделие должно быть технологичным, то есть соответствовать описываемому методу. Конструкция его должна предполагать более или менее равнотолщинную структуру, равномерное заполнение расплавом полимера и несложное, в большинстве случаев автоматическое извлечение из полости прессформы.
Литература
- Барвинский И., Барвинская И. Компьютерный анализ литья: подходы и модели // Пластикс, 2009, № 3, с. 50−54; № 4, с. 63−66.
- Autodesk Moldflow Insight 2012 Beta. What’s new in this release. Autodesk, Inc., 2010. — 20 p.
- Folgar F., Tucker C.L. Orientation behavior of fibers in concentrated suspensions // J. Reinforc. Plast. Compos. 1984. V. 3. — P. 98−119.
- Wang J., O’Gara J., Tucker C.L. An objective model for slow orientation kinetics in concentrated fiber suspensions: Theory and rheological evidence // J. Rheol. 2008. V. 52. — P. 1179−1200.
- Phelps J.H., Tucker C.L. An anisotropic rotary diffusion model for fiber orientation in short- and long-fiber thermoplastics // J. Non-Newt. Fluid Mech. 2009. V. 156. — P. 165−176.
Литьевая машина для пластмасс: особенности литья под давлением

Литье пластмасс под давлением — технологический процесс производства изделий путем переработки нагретых до жидкого состояния термопластичных полимеров.
Литьевые машины для изготовления пластмасс позволяют полностью автоматизировать процесс производства, и создавать серийные изделия любых размеров и конфигураций.
Рис.1. Термопластавтомат серии IMS-ES
Особенности литья под давлением
Принцип действия литьевых машин для производства пластмасс заключается в расплаве гранулированного полимерного материала до жидкого состояния и подаче его под высоким давлением в закрытую литьевую форму. Изделие приобретает точные очертания внутренней полости пресс-формы.
Литье под давлением позволяет создавать изделия с тончайшими стенками. Они могут быть армированными или пустыми внутри, быть многоцветными и вспененными. Соединять в себе различные полимеры.
В производстве могут использоваться различные виды сырья: полиэтилены, полистиролы, полиэтилентерефталаты, поливинилхлориды, полипропилены.
Станки настраиваются под определенные параметры:• консистенцию;• степень вязкости;
• параметры плавления.
Основным критерием при выборе материала является показатель текучести расплава.
Прочность, качество и точность параметров изделий зависят от температуры и величины показателей давления, которые должны быть в диапазоне от 80 до 200Мпа.
Важно соблюсти необходимый баланс, так как низкое давление может привести к образованию полостей или недоливов, а слишком высокое — к образованию облоя
Разновидности методов литья пластмасс
Определяющим фактором при выборе оборудования являются способы плавления, которые бывают инжекционными или интрузионными.1. Инжекционный способ подходит для создания деталей сложной конфигурации со стенками различной толщины: от очень тонких до толстостенных.
Популярный метод, отличается минимальной усадкой, возможностью использования многогнездовых пресс-форм для литья пластмасс, работы с любыми полимерами.
2. Интрузионный способ подходит для создания объемных деталей с толстыми стенками. Вращением червячного шнека расплавленная масса подается в литьевую форму и заполняет ее.
Затем под давлением впрыскивается еще небольшое количество раствора, заполняя все полости формы для литья и компенсируя усадку остывающего расплава.
Этапы и особенности процесса
Создание пластмассовых изделий в литьевых машинах происходит в несколько этапов:1. Полимерное сырье загружается в приемный бункер литьевой машины.2. Под действием собственного веса гранулы попадают в шнековую зону, где плавятся под воздействием высоких температур.3. Под высоким давлением, через мундштук пластификационного модуля, производится впрыск расплавленной массы в пресс-формы.
4. В процессе остывания в пресс-формах постепенно понижается давление, изделия извлекаются наружу.
Весь процесс литья занимает от нескольких секунд, до 10 минут. Это зависит от исходного материала, толщины стенок, габаритов и конфигурации деталей.
В литьевых машинах создаются пластиковые детали автомобилей, различные емкости, канцелярские товары, игрушки, предметы для дома, комплектующие для электроники, медицинского оборудования и прочие изделия.
Виды оборудования для литья пластика
Выбор механизмов и оборудования для литья пластмасс зависит от вида, конфигурации и габаритов изготавливаемых деталей.
Станки работают в автоматических, полуавтоматических или ручных режимах.
1. Экструдеры
Используются для производства листовых изделий, полимерных пленок и пластин, труб, оконных профилей.
Станки включают в себя:• пневмозарузочные механизмы;• экструдеры с системой фильтров;• раздувочные головки с охладителями;• калибровочные механизмы;• тянущие и поворотные устройства;
Завершение производственного цикла
Во всех процессах, задействованных в изготовлении пресс форм, применяются стандартизированные детали и узлы. Эти детали составляют до половины ее стоимости.



Конечная стоимость детали будет серьезно зависеть не только от конструкции, геометрии и различных требований производственного процесса, но и квалификации конструкторов компании, занимающейся изготовлением формы. А также их умением и желанием применить подходящие стандартные узлы.
Процесс изготовления отдельной пресс формы занимает около 30 дней работы. Ее стоимость часто велика, но и окупаемость в производстве также наступает довольно быстро.
Рекомендуется заказывать изготовление у крупных производителей, гарантирующих обеспечение необходимого уровня качества и сервиса. Создание пресс формы – это трудный и ответственный процесс, в котором крайне важен каждый этап. Начиная от проектирования и заканчивая конечным тестированием.
Серьезный производитель, с квалифицированным персоналом обеспечивает четкое выполнение всего технологического процесса. Если изделие спроектировано и изготовлено на соответствующем уровне, то только в таком случае предприятие, закупившее изделие сможет окупить свои затраты.
 К сожалению не все пресс-формы отвечают всем требованиям качества
К сожалению не все пресс-формы отвечают всем требованиям качества