
Популярные темы сообщений
- Земляника Земляника – растение, по свойствам сходное с клубникой. Растет земляника в основном в лесах. Относится к семейству розоцветные. В переводе с латинского языка слово «земляника» означает «благоухающая». Именно так ее прозвали за счет того,
- Пейзаж в музыке Пейзаж – жанр в изобразительном искусстве, который заключаться в рисовании природы. Художники могут, как и точно перерисовывать и немного преображать природу. Веками природа использовалась только лишь для фона или декораций.
- Кольчатые черви Кольчатые черви являются организмами, у которых нет позвоночника. Обычно они находятся в пресных и соленых водоемах, а также в почве. Размеры червей могут быть от нескольких миллиметров до шести метров. У каждого червя на теле имеется несколько колец.
Слайды и текст этой презентации

Литье металлов
Литье металлов – заливка расплавленного металла в литейной форме, благодаря которой получаются разнообразной формы и размера металлические изделия (иными словами — отливки). Литейная форма представляет собою некую полость, которая является рабочей частью литейного оборудования. При литье металлов исходный материал затвердевает при охлаждении и приобретает конфигурацию и размер необходимого изделия. Литью поддаются все металлы. Однако одинаковыми литейными свойствами обладают не все металлы, особенно сложно с жидкотекучестью. Литейные свойства зависят главным образом от химического состава и структуры любого из применяющегося при литье металла
Важное значение в литейном деле имеет температура выплавки металла. Наивысшая температура плавления обнаружена у стали
Делят металлы на черные и цветные. Черные металлы – это сталь, ковкий чугун и литейный производственный чугун. Цветные металлы – металлы, которые не содержат в себе огромное количество железа. Для литья металлов применяют сплав, в основу которых входят медь, цинк, магний, свинец, никель, алюминий.
Способы литья металлов1.Статическая заливка. Расплавленное изделие заливается в неподвижную форму и оставляется затвердевать. 2.Литье металлов под давлением. Литейная машина заполняет металлическую (стальную) литейную форму (которая обычно называется пресс-формой и может быть многогнездной) расплавленным металлом под давлением от 7 до 700 МПа. 3.Центробежное литье. Расплавленный металл заливается в песочную или металлическую форму, которая вращается вокруг горизонтали и вертикали.4.Вакуумная заливка. Металлы, легированные стали или жаропрочные соединения заливаются в многократные графитовые формы. Если у вас возникли вопросы о том, какое именно литье металлов можно заказать у нас и как сделать заявку на те или иные изделия, обращайтесь за консультацией по указанным контактным данным. Специалисты нашей компании охотно разъяснят вам все детали оформления заказа.
Черные металлы а) Всего для промышленного литья металлов имеют 5 видов стали: 1) малоуглеродистые (с содержанием углерода менее 0,2%); 2) среднеуглеродистые (0,2–0,5% углерода); 3) высокоуглеродистые (более 0,5% углерода); 4) низколегированные (менее 8% легирующих элементов); 5) высоколегированные (более 8% легирующих элементов). Литые стали по свойствам поразительно схожи с чугунной сталью. Предел прочности такой подвергающейся обработке стали, при растяжении составляет от 400 до 1500 МПа. Сталь – наиболее стандартный материал для литья. Благодаря своей удельной пластичности и прочности, она является превосходным материалом для промышленного машиностроения. б) Ковкий чугун. Существуют два основных производственных класса ковкого чугуна: обычного качества и перлитный вид чугуна. Благодаря своей усталостной прочности, высочайшей жесткости и отличнейшей обрабатываемости он идеален для процессов станкостроения и многих других массовых производств. в) Литейный чугун. Литейный чугун – сплав железа с углеродом и кремнием. Углерода должно содержаться не более 4 процентов. Литейный чугун станет характерен сниженной пластичностью и ударной прочностью. Отливки из литейного чугуна применяются практически во всех отраслях промышленности и тяжелого производства.
Цветные металлы а) Медь, латунь и бронза. Миру на сегодняшний день известно много сплавов на основе меди. Латунь (имеется в виду сплав меди с цинком) необходима для изготовления разнообразных изделий общественного назначения и всеобщего потребления. Такой сплав недорогой и в меру считается коррозионностойким
Бронза (так называется сплав меди с оловом) применяется для изготовления повышенно прочных изделий и товаров особой важности. б) Никель
Медно-никелевые сплавы (типа монель-металла) обладают высокой коррозионной стойкостью и устойчивостью к изнашиванию. Для сплавов никеля с хромом (типа инконеля и нихрома) отмечено характерное высокое тепловое сопротивление. Молибдено-никелевые сплавы будут отличатся высокой стойкостью к соляной кислоте и окисляющим кислотам при повышенных температурах. в) Алюминий. Применяются, благодаря легкости и прочности изделия. Такие сплавы корозионностойкие и имеют хорошую тепловую и электрическую проводимость. г) Магний. Применяется для изготовления легких изделий. д) Титан. Прочный и легкий материал – плавится в вакууме и отливается в графитовые формы. е) Редкие и драгоценные металлы. Применяются для изготовления в ювелирном деле, зубоврачебной технике
Виды отливочных форм
Для литья металлов пускают в ход разные емкости, которые разделяют на песочные, применяемые только один раз во время оливки, а также многократные. Многоразовые отливочные емкости делают из разных материалов:
- чугуна;
- жаропрочной стали;
- огнеупорной керамики;
- графита.

Отливочная форма из графита Широко распространены чугунные кокили и изложницы. При изготовлении продукции из алюминия, меди и других цветных сплавов выполняют металлические формы из чугуна, меди и латуни.
Такое решение было принято давно, оно позволяет легко проводить подготовку материалов к основному процессу. Сам процесс длится недолго, модели выходят высокого качества. При выполнении этой технологии привлечение большого количества рабочих не требуется.
Металлические отливочные емкости бывают открытыми и закрытыми. Открытые – это изложницы, а закрытые – кокили. В закрытых емкостях имеется полость, повторяющая размеры выплавляемой детали. Заливка жидкого металла в них проводится через специальное отверстие.
Оболочковые отливочные емкости используются при заливке сплавов цветных и драгоценных металлов, а также изделий из стали. Для отливки сплавов цветных металлов их делают из порошкообразного диоксида кремния или гипса.
При изготовлении продукции из золота, платины и серебра пресс-форму делают из легкоплавкого материала, который заполняется ртутью, парафином или пластмассой, что позволяет создавать продукт сложной конфигурации небольшой толщины.
Настолько щепетильная работа требует от всего персонала высокой точности и квалификации. Каждый этап производства проводится в оптимальных условиях, способствующих выходу только качественной продукции.
Классификация литья
Литье включает в себя множество подкатегорий, значительно отличающихся друг от друга по самым разным критериям. Классификация литья металлов на основные разновидности отображена в таблице.
| Критерий классификации | Категории и разновидности |
| Материал (т. е. металл) отливок |
|
| Технология отлива |
|
| Требования к отливкам (размерная точность, степень шероховатости поверхности и другие) |
|
| Предназначение отливок |
|
Основными критериями считаются материал изделия и технология отлива. Поэтому стоит рассмотреть относящиеся к ним категории подробнее.
Глава 17. Летим вслед за электронами по проводам
Материал отливок
Литью поддаются все существующие металлы, но их пригодность для этого процесса далеко не одинакова. Они отличаются друг от друга по своим литейным свойствам — ключевым параметрам для процесса. Главным показателем пригодности материала для литья служит его жидкотекучесть. Этот параметр отражает способность к заполнению литейной формы любой конфигурации. Степень жидкотекучести вещества находится в зависимости от следующих его характерных особенностей:
- химического состава;
- внутренней структуры;
- температуры плавления.
Материал для отлива должен обладать высоким значением жидкотекучести. Для этого у него, в частности, должна быть низкая температура плавления. Чем ниже этот показатель у материала, тем легче производится его отлив и, соответственно, тем меньше затрат требует производственный процесс. Именно поэтому самые востребованные и распространенные в промышленности металлы — это обладатели низкой температуры плавления.
Металлы, пригодные для литья и активно применяемые в этом процессе, делятся на три категории:
- черные;
- цветные;
- редкоземельные.
Кроме того, иногда в отдельную категорию выделяются сплавы, в основу которых положены черные или цветные металлы (например, для первых это чугун с шаровидным графитом). К группе черных металлов относятся отливки из сплавов на основе железа:
- стали;
- ковкого чугуна;
- литейного чугуна.
Редкоземельными металлами называются 17 элементов периодической системы Менделеева. Разумеется, по востребованности в металлопромышленности они значительно уступают масштабам литья черных и цветных металлов.

Что касается цветных металлов, то они представлены драгоценными материалами, а также веществами, не включающими в свой состав большого количества железа:
- алюминием;
- бронзой;
- висмутом;
- золотом;
- латунью;
- медью;
- магнием;
- никелем;
- оловом;
- платиной;
- свинцом;
- серебром;
- титаном;
- цинком и т. д.
Для каждого вида материала в соответствии с его свойствами и характеристиками определены предпочтительные технологии отлива
Это позволяет произвести изделие с нужными параметрами и качествами, а также, что не менее важно, избежать брака
Доклад на тему Литье металлов по физике
Металлы благодаря своим свойствам пользуются спросом в промышленности. Для того, чтобы уменьшить процесс окисления, они применяются в виде сплавов с добавлением элементов, которые придают им дополнительные свойства: пластичность, нужную структуру, вес, плотность, долговечность: сурьма, магний, сера, фосфор, хром, никель, ванадий, алюминий, кремний. В производстве используются в основном чугунный сплав, состоящий из железа с углеродом более чем 2,14%, и сталь, в состав которой входит железо не менее 45% и углерод до 2,14%. Различное процентное содержание состава сплава определяется необходимыми свойствами получаемых деталей.
Используются в:
- автомобилестроении,
- машино- и приборостроении,
- стоматологии.
Изготовлении деталей методом литья:
- Статический, при котором расплавленный металл заполняет закрепленную форму. При охлаждении застывает и вынимается. Получаются отливки простейшей конфигурации.
- В металлические формы (кокиль);
- Отливка под давлением,
- В оболочковые формы,
- В выплавляемые модели.
Кокильное литье.
Технологический процесс состоит из заливки металла при температуре плавления в форму кокиль без принудительного давления. Форма состоит из двух частей, которые соединяются замками. Внутренняя полость кокиля очищается и покрывается слоем огнеупорной краски, для предохранения внутренней поверхности от соприкосновения с расплавами. В конце процесса, чтобы вынуть готовое изделие форма охлаждается либо естественным путем, либо принудительно. Все элементы конструкции чугунные или стальные.
Достоинства метода:
- стабильные характеристики свойств отливок.
- доступно получение сложных конфигураций изделий.
- реальное создание автоматизированного процесса из-за редкой замены кокиля. Не тратится время на операцию.
- достаточно экологически чистое производство.
Недостатки:
- Быстрота охлаждения не подходит всем изготовляемым деталям.
- Выгодно использовать процесс только для больших объемов выпускаемых изделий, чугунный кокиль 20 крупных и 400 небольшого размера изделий за год.
Отливка под давлением.
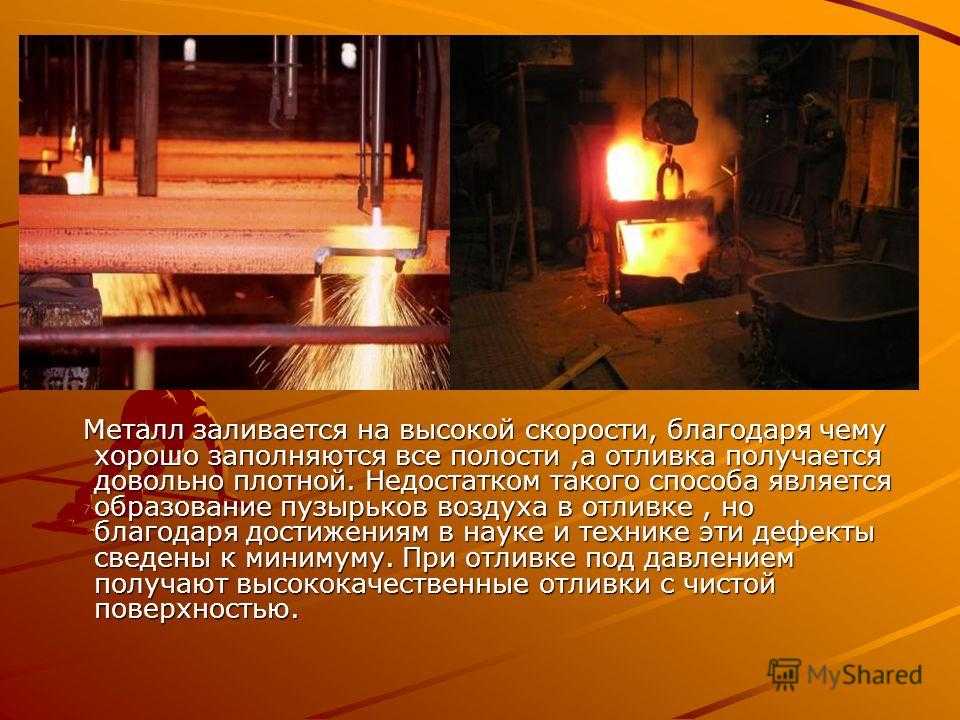
Принцип процесса – формирование отливки под давлением в интервале 7 – 700 МПа. Пресс-поршень двигает горячий сплав в полость формы. Затем отливки затвердевают и выталкиваются. Детали получаются с характеристиками, близкими к заданным значениям.
Преимущества метода:
- Большой выпуск изделий за единицу времени.
- Удешевление производства за счет длительного использования одной формы. Отработанные части конструкции подвергаются переплавке. Получается работа без отходов.
Недостатки:
- Нельзя выполнять изделия сложной конструкции, при вынимании из рабочей камеры, они деформируются.
- Невозможность сделать отливки больших размеров.
Литье в выплавляемые модели.
В технологическом процессе используются одноразовые формы из керамики или неметаллов парафина и стеарина. Кокиль делается по модели, которая растворяется или выжигается.
Форма нагревается до высокой температуры и наполняется сплавом. По окончании операции готовые детали выбиваются специальным толкателем.
Достоинства:
- Получение изделий из любых сплавов, разных размеров, с заданной точностью.
- Небольшое количество потерь металлов, снижение материалоемкости.
- Используется в небольших производствах.
Недостатки:
- Необходимость применения ручного труда.
- Разнообразие применяемых материалов.
Литье в оболочковые формы.
Принцип метода:
На нагретую чугунную модель с температурой 230-315 градусов накладывается приготовленная смесь различных элементов.
Элементы спекаются и получается форма, которая освобождается от модели специальным толкателем.
Оболочки либо скрепляются между собой зажимом или склеиванием для совместного использования. Могут применяться в единичном варианте.
Достоинства метода:
- Уменьшение затрат труда.
- Можно сократить расходы материалов, металла.
- Небольшой процент брака на выходе.
Недостатки:
- Форма предназначена только на одно литье.
- Дорогая формовочная смесь.
- Большой процент выделения вредных газов.
8 класс
Вариант №2
Литье металлов не простой, но весьма интересный процесс. Его суть в том, что бы расплавленный металл заливать в специальные формы. По мере того как металл охлаждается, он затвердевает и приобретает форму готового изделия.
Любой металл, возможно, расплавить и использовать для литья, но далеко не все металлы обладают одинаковыми литейными свойствами. Эти свойства напрямую зависят от структуры металла и его химического состава.
Основные литейные свойства металлов.
Жидкотекучесть – это способность жидкого металла заполнить литейную форму и воспроизвести ее контуры и поверхность
Кристаллизация — переход металла из жидкого состояния в твердое, с образованием структуры. Этот процесс напрямую зависит от формы, температуры заливки и структуры металла.




Усадка. Свойство металла заключается в том, что после охлаждения и затвердевания он уменьшает свои размеры и объем.
Существует следующие виды литья:
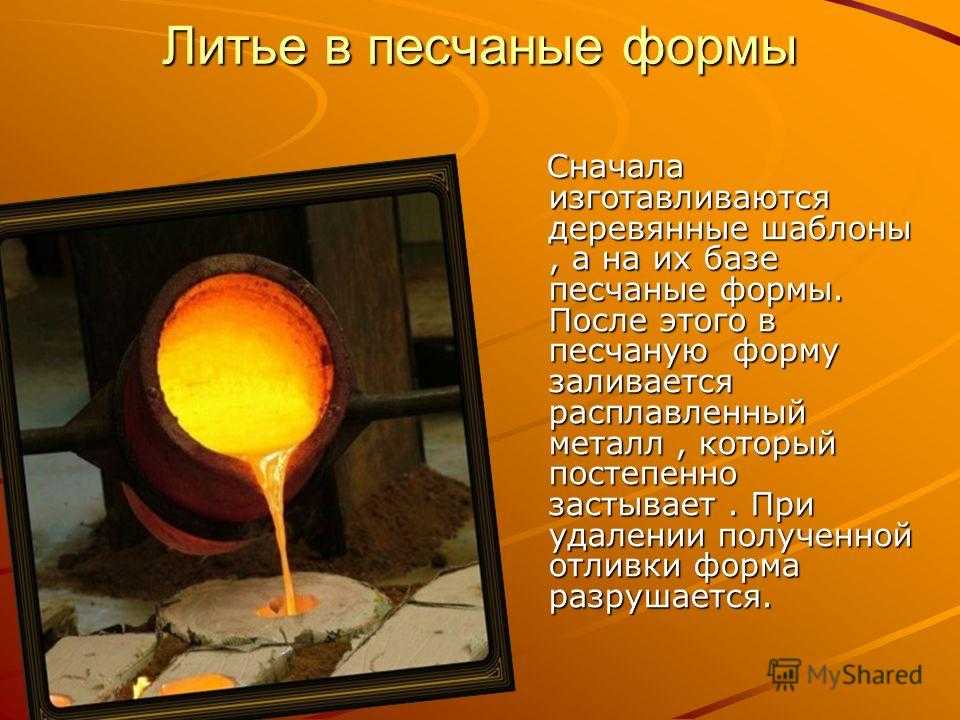
Один из самых древних способов – это литье в землю. Считается, весьма, трудоемким, но при этом дешевым способом. Изготавливается специальная деревянная модель будущей отливки и формовочная смесь, которая содержит землю. В готовую литейную форму заливается расплавленный металл. Остывшую заготовку отделяют от формы и шлифуют.
Литье в кокиль. Этот способ состоит в том, что в особую форму заливается металл, где он достаточно быстро остывает и можно в короткие сроки получить готовое изделие. Литейная форма называется кокиль, и состоит из двух частей, которые соединяются стержнем. Этот способ удобно использовать для металлов с высокой жидкотекучестью.
Литье под давлением. Литейная форма заполняется металлом с помощью поршня, либо под высоким давлением воздуха. Такой способ позволяется изготавливать достаточно точные изделия, которые требуют в дальнейшем минимум шлифовки.
Статическая заливка. Расплавленный металл заливается в неподвижную форму и находится там до полного затвердения.
В наше время литье металлов стало автоматизированным процессом и широко использующимся в производстве. Литье используется для изготовления, как крупных, так и мелких деталей, как с простыми, так и сложными формами изделий. Этот процесс довольно популярен в силу возможности его всестороннего применения и использования в массовом производстве.
https://youtube.com/watch?v=D3X_nAKbLNs
Физика в живописи
Когда мы посещаем залы музеев, мы восхищаемся замечательными картинами художников. Однако, совсем не задумываемся о том, какую роль играют физические явления в написании великолепных произведений искусства. Кажется, эти понятия между собой очень далеки – физика и искусство, но всё-таки, между ними есть связь.
«Физика – это жизнь» – так говорят многие…, ну а так как художники пишут «живые» картины, то получается, что они сами того не подозревая применяют физику в своих работах.
1. Кисточки в воде, смешивание красок, растекание краски по поверхности бумаги – всё это известное физическое явление – диффузия.
Явление, при котором происходит взаимное проникновение молекул одного вещества между молекулами другого, называют диффузией.
Краска смешивается с водой потому, что молекулы, двигаясь хаотично, распространяются по всему объёму. Жидкость в сосуде становится однородной. То же самое происходит при смешивании красок.
Существует большое количество акварельных техник. Вот некоторые из них: «по – сырому», «а ля-прима», «техника с использованием соли или спирта». В данных техниках краска накладывается на мокрую поверхность листа. Как раз здесь мы и наблюдаем диффузию в полную её силу! Краска растечётся тем сильнее, чем больше мы возьмём воды. (Диффузия быстрее происходит в жидком состоянии, чем в твёрдом).

2. Большое значение имеют кисти, т.к. не каждая подойдёт для конкретных красок и отдельных видов живописи:
- Для акрила подойдут синтетические кисти.
- Для масляных красок подойдёт синтетика или щетина.
- Для акварельных красок необходимы беличьи или колонковые кисти.
Это ещё одно физическое явление! Ведь от силы трения, от силы давления, гибкости кисти зависит толщина красочного слоя, форма мазка и качество работы.
Чем твёрже и тоньше будет кисточка, тем больше будет сила давления. Чем мягче и шире будет кисточка, тем меньше будет сила давления.
Результат действия силы зависит не только от её модуля, направления и точки приложения, но и от площади той поверхности, перпендикулярно которой она действует. (Чем площадь поверхности меньше, тем давление больше).
Щетинистые кисти создают большую силу трения, чем мягкие, поэтому след от них будет ярче и матовее. Кисти с пушистым кончиком создают меньшую силу трения, поэтому отпечаток будет более прозрачным и спокойным.

Леонардо да Винчибыл искусным итальянским живописцем, скульптором и архитектором, умным техником и инженером, одарённым учёным, гениальным философом и музыкантом. Он являлся одним из крупнейших представителей эпохи Возрождения, ярким примером «универсального человека». В наше время люди до сих пор спорят о том кто он: художник или учёный?
Леонардо да Винчи в механике почти пришёл к верному решению в вопросе об ударе шаров (примерно за 200 лет до Исаака Ньютона). Также великий учёный почти до конца разобрал условие равновесия тела на наклонной плоскости, теорию подвижных и неподвижных блоков. Он сформулировал вывод о равенстве действия и противодействия.
Также Леонардо был великим художником! Его загадочные картины люди пытаются разгадать веками
Но помимо мистики, картины Леонардо да Винчи привлекают к себе внимание своей красотой. Многие критики подтвердили, что Его шедевры являются образцовыми для многих художников
Леонардо совмещал в себе таланты учёного, художника, музыканта, скульптора. Он стал одним из первых, кто объединил науку и искусство. Он пытался познать многое, и за это люди хранят память о нём.

Подбор специалистов
Эта профессия предполагает производство чугунных, стальных или цветных металлических деталей различными процессами литья, а также периодическое проведение испытаний материалов с целью обеспечения качества. Специалист современного литейного цеха – обрубщик, плавильщик, формовщик — должен знать различные типы пресс-форм и материалов, обработку литейных инструментов, химические процессы, происходящие во время литья.



Профессиональная подготовка включает в себя:
- Теоретическое профессиональное обучение;
- Практику в компании непосредственно на рабочих местах;
- Стажировку или прохождение курсов переподготовки.
Последний этап предназначается для специалистов литейного производства, желающих повысить свою квалификацию. Среди них могут быть операторы производства, инженеры, менеджеры, металлурги, персонал подразделений, обеспечивающих качество, специалисты по охране труда.
В обязательную программу подготовки или переподготовки входят:
- Основы металлургических процессов (материалы, термодинамика).
- Виды оборудования.
- Вторичные металлургические процессы (заливка, перемешивание металла, охлаждение).
- Пресс-формы, их проектирование и обслуживание.
- Дефекты литья.
- Моделирование литейных процессов.
Популярные темы сообщений
- Дерево (Сосна) Сосна лесная или сосна обыкновенная так называют дерево сосны. Сосна появилась сто пятьдесят миллионов лет назад. Это высокое, хвойное, древнее, вечнозеленое дерево. Сосна любят свет и считается неприхотливыми засухоустойчивыми деревом.
- Челночный бег Челночный бег очень хорошее и полезное упражнение, благодаря ему, развивается выносливость, скорость, сила. Ничего сложного в нём нет: отмеряется дистанция в 10 метров которую спортсмен должен пробежать два раза туда и обратно,
- Мята (растение) Мир растений – это череда ярких и пестрых представителей огромной зеленой части нашей планеты. Среди травянистых кустарников очень популярна мята, хотя не отличается особой яркостью. В зависимости от сорта мяты ее листья могут быть от бурого до салатного
По газифицируемым моделям
Получение формы происходит за счет неизвлекаемой модели, и заливка металла производится в неразъемную форму. При этом модель получают из пенопласта вспениванием при высокой температуре. При литье металла в форму, пенопластовая модель полностью выгорает, освобождая внутренний объем.
Если модели для мелких деталей можно получить вспениванием состава, то крупные вырезают из склеенных плит. Резка производится вручную. Для этого используется нихромовая проволока. Поданное напряжение разогревает проволоку, что облегчает резку.
Формовка при ЛГМ производится двумя методами. В первом случае для отливок несложных форм используются вибрационные столы, на которых происходит уплотнение формовочной смеси с использованием опок. Затем на опоку укладывается крышка и монтируется литниковый приемник.
Во втором случае, когда изделие имеет сложную геометрию, формовку проводят под вакуумом. Чтобы закрытая форма не разрушилась, она подвергается действию пониженного давления вплоть до окончания заливки. Значение вакуумического давления невелико – порядка 4-5 ГПа.

Заготовки для литья по газифицируемым моделям
Температура разливаемого металла значительно выше, чем начало газификации пенопласта (560 °С). Газы, выделяемые пенопластом, из формы легко удаляются вакуумной системой. При этом отсутствует задымленность рабочей зоны.
В качестве основного достоинства этого метода отмечают высокое качество отливок, которое можно получить литьем в обыкновенный или облицованный кокиль. Возможным это стало из-за того, что форма цельная.
Литье по газифицируемым моделям
На современном этапе литье по выжигаемым моделям применяется для отливки:
- крупных и средних изделий на мелкосерийном производстве;
- заготовок со сложной конфигураций и весом до 50 кг, к которым предъявляются требования повышенной точности размеров, на среднесерийном и крупносерийном производстве.



