
Особенности сварки нержавеющей стали к обычному металлу
Сваривание нержавеющей и черной стали всегда сопряжено с нюансами. При выполнении данной работы для качественного шва необходимо применять всегда нержавеющую присадку, которая в обязательном порядке должна содержать намного больше марганца и никеля, в некоторых случаях и хрома, чем в самой свариваемой нержавейке.
Одним из самых важных моментов – это наличие минимального количества в шве основного металла. Шов должен состоять из присадки – максимально допустимое количество основного металла 40%, то есть по 20% от каждого
При полуавтоматической сварке реально добиться 20-30% смешения (доля в шве основного металла).
Примерно так же необходимо поступать и при подборе штучного электрода, но в каждом отдельном случае важно точно знать химическое содержание обеих сталей, по которому следует подбирать присадку.
Разнородные металлы и сплавы характеризуются неодинаковой свариваемостью, отличием физико-механических показателей и процессов легирования. К такой группе чаще всего относят сплавы с никелевым и железоникелевым составом. Их можно разделить на четыре категории:
- высоколегированные;
- легированные с повышенными и высокими показателями по прочности;
- низколегированные и углеродистые;
- теплоустойчивые.
Конечно же, применяемые для сваривания разнородных сталей электроды отличаются от электродов, которые используются для сваривания однородных металлов. Главной проблемой, с которой приходится сталкиваться сварщикам при сваривании разнородных сталей, заключается в том, что в сварном шве образуются трещины, и его структура приобретает неоднородность. Для получения шва с аустенитной структурой, при сваривании разнородных металлов часто применяются электроды, которые предназначаются для сваривания высоколегированных сталей и легированных сплавов с повышенными и высокими показателями по прочности.
Видео, можно ли варить нержавейку обычным электродом
Иногда, как показывает практика, допустимо варить нержавку ржавеющим электродом. Подробности здесь.
https://youtube.com/watch?v=L0Lefo7sZSY
Марки электродов применяемые для сваривания обычного металла с другими сталями (для разнородных сталей, подробнее здесь) :
- с теплоустойчивыми сталями применяются электроды типа Э50А-Э85;
- с аустенитными высоколегированными сталями применяются электроды ЭА-395/9, а также НИАТ-5;
- с жаропрочными высоколегированными сталями применяются электроды ОЗЛ-25Б;
- для сплавов с никелевой основой применяются электроды ОЗЛ-25Б и ЦТ-28.
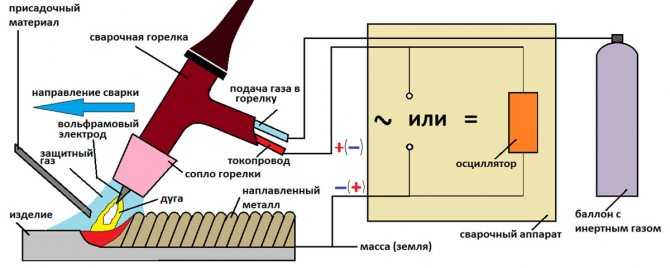
Технология аргонодуговой сварки
Выполнение сварочных работ всегда требовало определенного профильного образования. Но современные технологии позволили настолько упростить этот процесс, что благодаря специальному оборудованию удается получить качественный результат даже в домашних условиях. Принцип работы аргонно-дуговой сварки также отличается простотой, что позволяет использовать его даже непрофессиональным рабочим.
Основное отличие сварки с аргоном от обычного электродного метода заключается в том, что работы проводятся с использование защитного облака создаваемого с помощью аргона. При этом температура в столбе дуги достигает 2000°C, что позволяет использование вольфрамовой неплавящейся проволоки в качестве основного расходного материала.
Другими особенностями технологического процесса являются:
- Электрод необходимо располагать как можно ближе к поверхности обрабатываемого металла. Это позволяет обеспечить необходимую температуру сварочной ванны при аргонно-дуговой сварке и обеспечить необходимую толщину шва и глубину провара. Чем дальше электрод от металла, тем ниже качество наложенного шва.
- Направленность движений – вести электрод необходимо вдоль шва. Отсутствие колебательных движений помогает создать эстетически привлекательный шов. При этом от мастера требуется практика, чтобы создать все необходимые условия для достаточного провара.
- Сущность технологических процессов аргонно-дуговой сварки сводится к тому, чтобы в момент наложения шва на него не воздействовал кислород и азот, выделяющийся во время сгорания металла. Необходимо следить за тем, чтобы электрод и присадочный материал постоянно находились в защитном облаке аргона.
- Скорость подачи проволоки должна быть равномерной. Должны отсутствовать рывки, при которых наблюдается разбрызгивание металла. Техника электродуговой сварки в среде аргона подразумевает последовательность действий мастера: правильно выбранный угол подачи присадочной проволоки впереди горелки, строгое соблюдение направленности нанесения шва и точные настройки относительно интенсивности подачи газа на горелку.
- Скорость сварки – наложение сварного шва осуществляется медленно. При этом необходимо учитывать возможные металлургические процессы, присущие этому методу обработки. К примеру, подача газа на поверхность детали должна начаться на 10-15 сек. раньше, а закончится, спустя 7-10 сек после наложения сварного шва. Заваривание кратера осуществляют с помощью реостата (снижая силу тока на дугу). Расчет расхода аргона при сварке выполняют с помощью специальных таблиц и норм. Основные положения можно узнать в ГОСТ 14771 76.
Большинство нюансов связанных с выполнением работ мастер узнает с помощью практики. Некоторую помощь можно получить из специальных справочников и пособий для проведения сварочных работ в среде защитных газов. Производители оборудования также стараются заинтересовать потенциального покупателя и предоставляют множество полезной информации и расчеты режимов сварки в инструкции по эксплуатации.
Особенности методики аргонно-дуговой сварки заключаются в правильном комбинировании: подачи проволоки, воздействия вольфрамового электрода, интенсивности подачи аргона и скорости наложения шва. Регулировать все эти составляющие станет проще по мере получения опыта.
Способы сварки нержавейки
Мы рассмотрим 2 способа сварки:
- Ручная электродом;
- Ручная аргоном.
Каждый из представленных ниже методов предполагает использование определенного оборудования и точно выбранных расходных материалов.
Ручная электродом
Качество сварного шва, полученного этим методом достаточное, чтобы этот метод сварки мог применяться как в быту, так и на производстве. Ручная сварка с применением электрода с покрытием считается универсальной и используется во всех отраслях.
Достоинства ММА-сварки:
- простой и легкий процесс сварки;
- высокая продолжительность работы аппаратов;
- компактные агрегаты небольшим весом;
- получение прочных сварных швов;
- подходит для самостоятельного обучения этому методу.
От правильности выбора сварочных материалов зависит качество и надежность сварного шва.
При ручной сварке рекомендованы электроды следующих марок:
- ESAB OK 61.30 имеет высокую устойчивость к межкристаллитной коррозии и дает надежное сварное соединение. Шлаковый слой отпадает самостоятельно, что увеличивает скорость сварки.
- AG E 308L-16 подходит для металлов, эксплуатация которых происходит при низких и высоких температурах.
- ESAB OK 63.30 применяют для сварки металлов, контактирующих с агрессивной средой. Эти электроды можно применять при сварке на постоянном и переменном токе.
Для сварки данным методом надо устанавливать режим постоянного тока с обратной полярностью.
Ручная аргоном
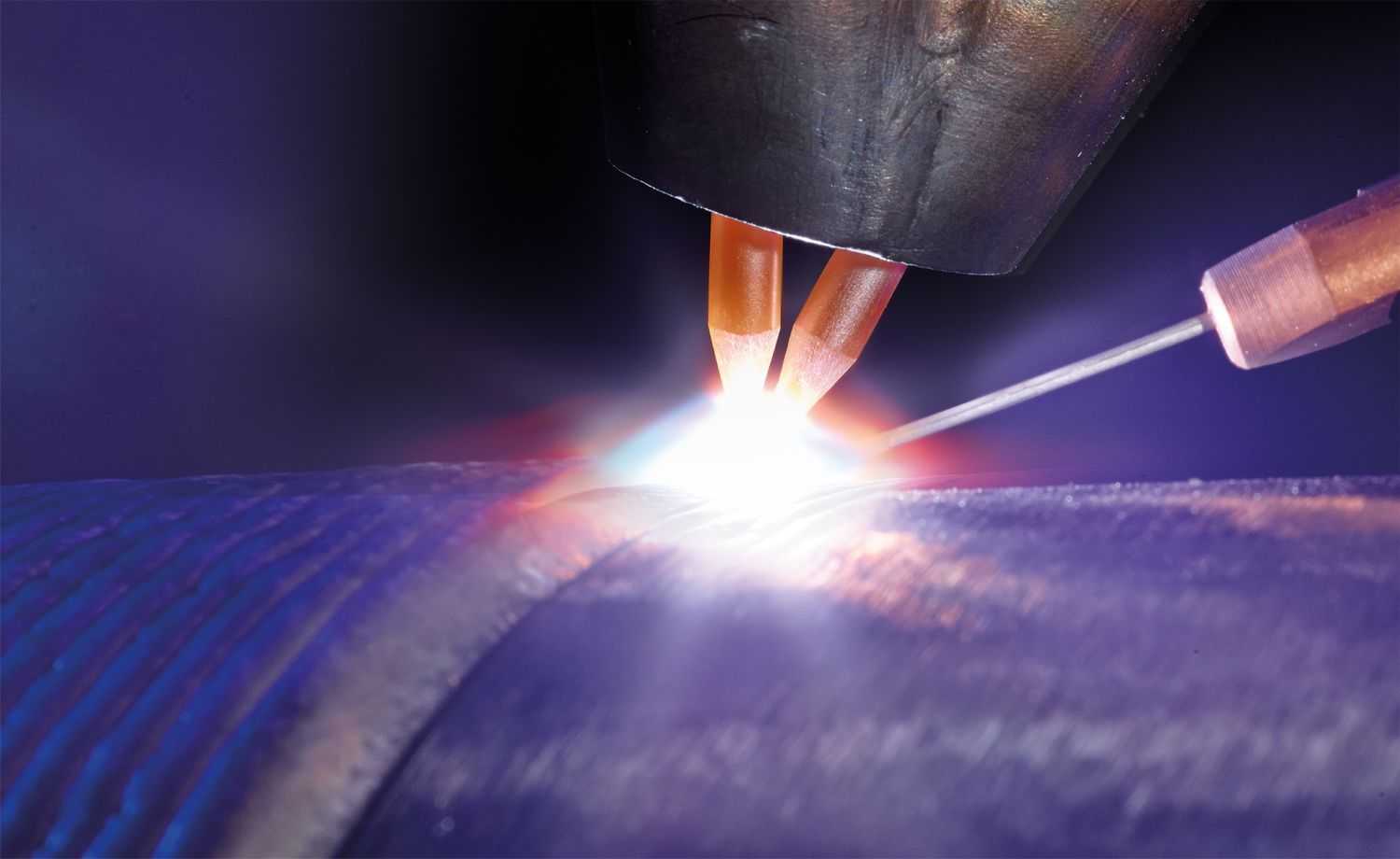
Аргонодуговую сварку применяют для получения внешне красивых сварных швов. Этот способ хорошо себя зарекомендовал во время сварки очень тонких деталей.
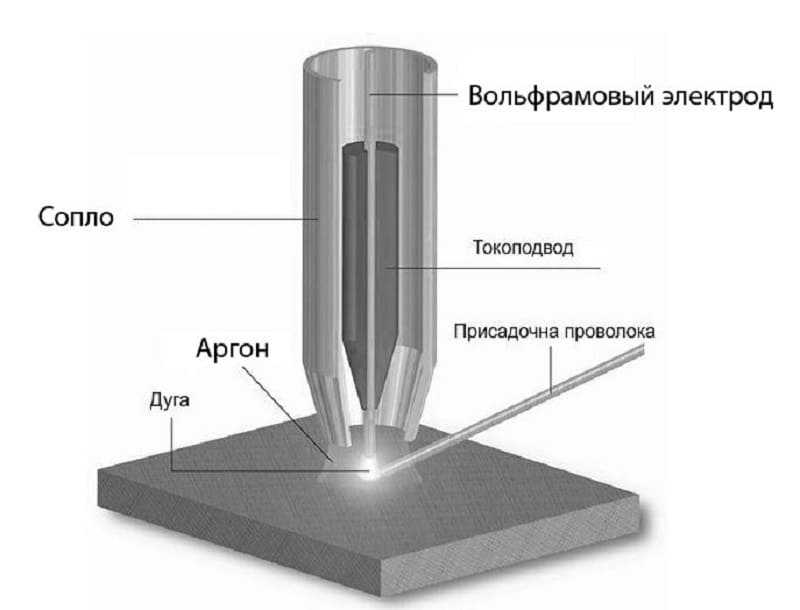
Для сварки нержавеющей стали аргоном необходимо использовать вольфрамовые электроды. Если следовать этой технологии, то сварной шов непременно получится прочным и качественным, даже при выполнении сварочных работ в бытовых условиях. При сварке этим методом слоя шлака на швах и разбрызгивания металла не будет. Аргонодуговая сварка считается самым чистым способом соединения металлов.
Для данного метода подходит постоянный ток с прямой полярностью или переменный.
Таблица 1. Зависимость силы тока от толщины металла
| Толщина металла, мм | Вид и полярность | Сила тока, А | Диаметр электрода, мм |
| 1 | Постоянный | 30-60 | 2 |
| Переменный | 35-75 | ||
| 1,5 | Постоянный с прямой полярностью | 40-75 | 2 |
| Переменный | 45-85 | ||
| 4 | Постоянный с прямой полярностью | 85-130 | 4 |
Особенности аргонодуговой сварки:
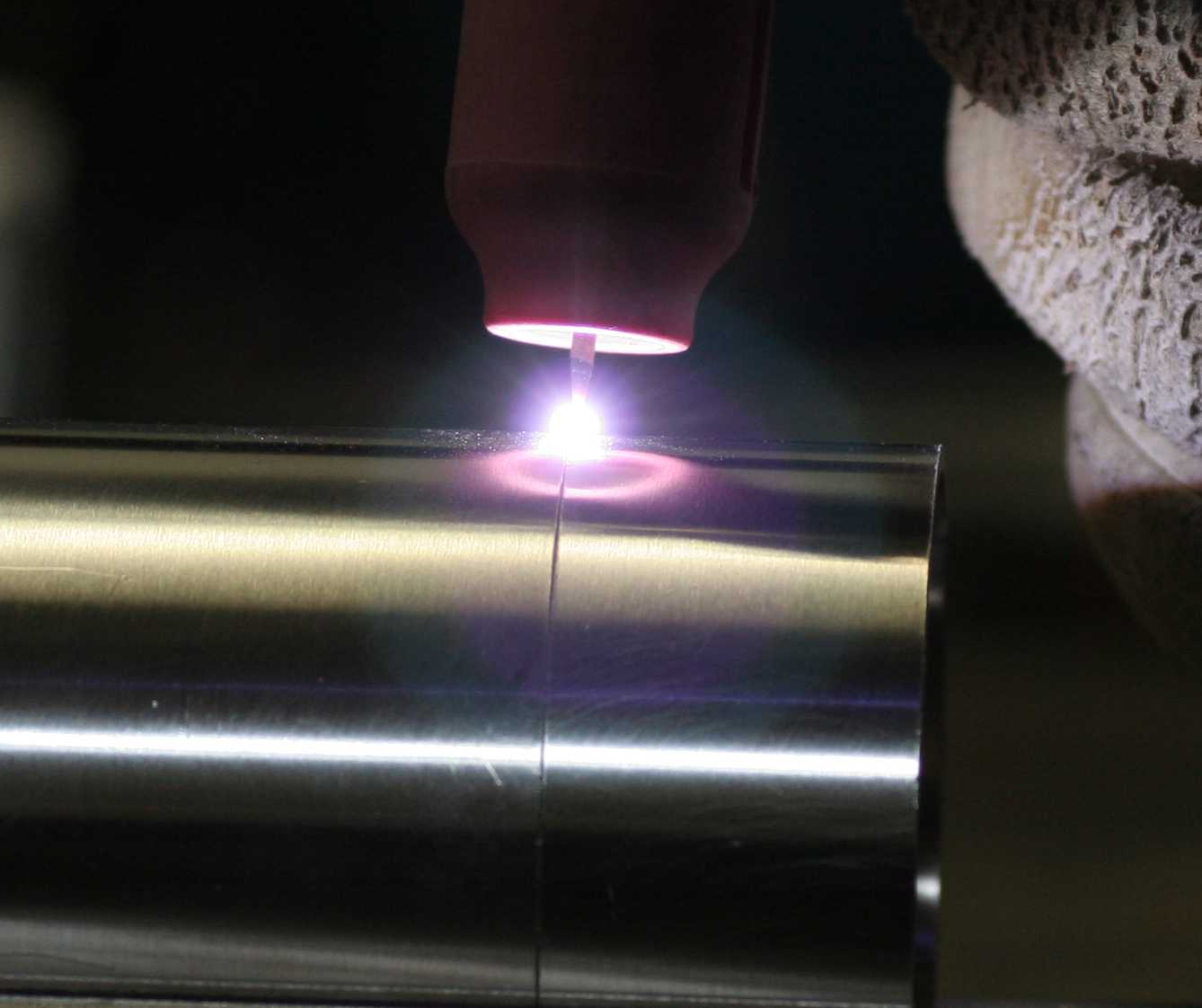
- дуга разжигается бесконтактно, чтобы избежать попадания вольфрамового покрытия от электрода в уже расплавленный металл;
- во время сварки нужно исключить колебания стержня. В противном случае нарушится защитный барьер в рабочей зоне и, как следствие, произойдет окисление шва.
Данный метод сварки позволяет снизить расход сварочных материалов. Необходимо после окончания сварочных работ продолжить подачу аргона в течение 10-15 секунд. Эти действия помогут защитить раскаленный электрод от активного окисления.










Как приварить нержавейку к черному металлу: способы и порядок действий
Существуют три способа, чем приварить нержавейку к черному металлу:
- Единичными электродами с никелевым покрытием в системе мма.
- Электродами из вольфрама. В этом случае необходима регулярная подточка наконечника стержня.
- В аргоновой среде, где газ выполняет защитную функцию. Применение газа делает соединение более надежным, помогает избежать окисления, и, как следствие, хрупкости шва. Однако данный метод подразумевает использование специализированного сварочного аппарата, способного выполнять операции в подобном режиме.
Вне зависимости от типа проводящихся сварочных работ для получения наилучшего результата стержень располагается строго перпендикулярно относительно поверхности и все движения производятся максимально плавно.
Перед сваркой нержавейки с черным металлом необходимо сделать следующее:
- Приготовить расходные материалы, произведенные на основе из никеля;
- Электроды должны быть прокалены. Самая подходящая температура должна быть в диапазоне от 200 до 205 градусов в течение 60 минут;
- Постоянный ток должен быть подключен;
- Поверхность нержавеющей стали и черного металла должна быть очищена от пыли, пятен, грязи, ржавчины.
Как варить электродом
Для соединения заготовок из нержавеющей стали и черного металла в бытовых условиях используют инверторы. Аппараты питают от сети 220 В, компактные размеры позволяют легко перемещать их. Процесс сварки ведут так:
- Очищают обрабатываемые поверхности от ржавчины, жира, пыли. Зачищают металл до блеска.
- Кромки толстых заготовок разделывают болгаркой или напильником. Это обеспечивает высокую степень проплавления, заполнение сварочной ванны.
- Тонкостенные детали сопоставляют, приваривают их в нескольких местах. Изделия толщиной более 5 мм прогревают до 150 °С. В бытовых условиях для этого используют паяльную лампу.
- Возбуждают электрическую дугу. Для этого подводят электрод к поверхности, несколько раз касаются ее. Сварку ведут с короткой дугой.
- Завершают сварку, формируя замок, исключающий появление трещин и прожогов.
- Дожидаются естественного остывания шва. Принудительные методы применять нельзя.
- Очищают соединение от шлака, используя молоток. Полируют и шлифуют шов.
Рекомендуем к прочтению Как варить нержавейку полуавтоматом
Полуавтоматический автомат
При использовании такой технологии соединяемые элементы требуют подготовки. Перед сваркой выполняют следующие действия:
- примыкающие к будущему шву участки зачищают железной щеткой до металлического блеска;
- с кромок толстых заготовок снимают фаски;
- обезжиривают поверхности ацетоном, спиртом или бензином;
- просушивают кромки, прогревая их горелкой;
- для устранения внутреннего напряжения детали нагревают до 200 °С.
Для ведения сварки в домашних условиях достаточно полуавтоматического аппарата мощностью до 10 кВт. Такие приборы предназначены для соединения заготовок толщиной до 3 мм. При настройке агрегата выставляют напряжение в 19-25 В. Рекомендованная скорость подачи расходного материала – 300-400 м/ч. Силу тока подбирают в зависимости от толщины металла. Увеличением или уменьшением этого параметра регулируют степень провара, длину электрической дуги, форму шва.
При работе соблюдают следующие правила:
- Процесс ведут с током обратной полярности.
- Горелку устанавливают под наклоном, обеспечивающим нужную глубину проплавления и ширину сварочной ванны. Проволока должна выступать не более, чем на 12 мм.
- Расход газа должен составлять 6-12 м³/час. Для устранения лишней влаги вещество пропускают через осушитель.
- Электрод перед применением прокаливают при +200 °С.
- Для защиты прилегающих участков от брызг расплава их обрабатывают водным раствором мела.
- Сварку начинают, отступая 5 мм от кромок деталей. Это препятствует появлению холодных трещин.
- Электрод ведут вдоль соединения плавно. Совершение поперечных движений недопустимо. Расплав не должен покидать пределы защитной среды.
В газовой среде
Процесс ведется с использованием неплавких электродов из вольфрама. Из-за высокой стоимости работ метод редко применяется в домашних мастерских. Однако он помогает получить наиболее качественное, в сравнении с другими технологиями, сварное соединение. Аргонный метод применяют для устранения повреждений в газо- и водопроводах. Сварка черного металла с нержавейкой ведется с постоянным током.
Газ начинают подавать за 5-10 секунд до появления электрической дуги. Попадание воздуха в сварочную ванну приводит к окислению, ухудшению антикоррозионных свойств стали. При работе недопустимы зигзагообразные движения электрода. Они способны нарушать газовое пространство.
Способы
Наиболее популярным способом для сварки нержавеющей стали и черных металлов является электрическая сварка. Этот способ заслужил признание и популярность, благодаря низкой себестоимости и малому количеству вспомогательных манипуляций. К сожалению, выбирая электросварку, приходится зачастую жертвовать качеством соединений. Причиной тому служит разные показатели вязкости нержавеющей стали и черных металлов. При температуре горения дуги сталь может растекаться, в то время, как черный металл остается достаточно вязким.
Высокая текучесть ограничивает сварщика в действиях. Практически невозможно наложить вертикальный или потолочный шов. Работая с разнородными металлами, приходится использовать переходные электроды, адаптированные под нержавейку и черный металл. Сами электроды, вернее их стержни, выполнены из нержавеющей стали.

Для газовой сварки характерно наличие присадочного материала, представленного в виде проволоки из нержавеющей стали. При газовой сварке сталь менее текучая, поэтому данный способ обладает неким преимуществом по сравнению с дуговой сваркой. Повысить эффективность плавления черного металла позволяет специальный флюс. Минусом газовой сварки выступают повышенные требования по технике безопасности, а также большой объем подготовительных работ.
Лучшим способом сварки нержавейки и черного металла специалисты называют аргонодуговую сварку. Нет необходимости использовать присадочную проволоку с покрытием, так как аргон прекрасно справляется с задачей защиты сварочной ванны. При всех достоинствах перечисленных методов следует отметить, что сварка нержавейки и металла не всегда себя оправдывает, так как финансовые затраты оказываются чрезмерно высокими.
- При проведении мелкого бытового ремонта в домашних условиях самым оптимальным решением выступает электродуговая сварка электродами из нержавеющей стали. Естественно, исключаются высокие механические нагрузки на конструкцию.
- Более надежное соединение обеспечит газовая сварка. Но она доступна только в специализированных мастерских. Частный мастер вряд ли согласится приобретать дорогостоящее оборудование, к тому же занимающее много места. В промышленности и на производстве используются полуавтоматы TIG для ведения аргонодуговой сварки. Качество полученных швов высокое, но сам процесс сопряжен с материальными расходами.

Принципы сварки нержавеющих сталей
На свариваемость нержавеющих сталей – способность образовывать качественные сварные соединения (в том числе и с черными металлами) – оказывают влияние определенные характеристики таких сплавов.
- Теплопроводность нержавеющих сталей, если сравнивать ее с аналогичным параметром сплавов с низким содержанием углерода, невысокая. Из-за того, что нержавейка не способна быстро отводить тепло, при сварке она сильно нагревается, а это отрицательно сказывается на характеристиках создаваемого соединения и основного металла. Чтобы избежать перегрева изделий из нержавеющих сталей при их сварке с деталями из черного металла, необходимо снижать силу сварочного тока (в среднем на 20%).
- Нержавеющие стальные сплавы отличаются высоким коэффициентом линейного расширения, что приводит к значительному деформированию металла в процессе выполнения сварочных работ. Кроме того, данный фактор является причиной деформации изделий из нержавейки и в тот момент, когда они уже соединены при помощи сварки и остывают. Чтобы избежать этого, необходимо предусматривать более широкие зазоры между соединяемыми деталями.
- Высокое электрическое сопротивление, которым обладает нержавейка, становится причиной значительного перегрева сварочных электродов. Особенно актуально это в том случае, если для сварки используются электроды, изготовленные из высоколегированной стали. Чтобы избежать этих проблем, сварку как однородных, так и разнородных стальных сплавов следует выполнять короткими электродами (не более 350 мм), стержень которых изготовлен из хромоникелевых сплавов, отличающихся невысоким электрическим сопротивлением.
- Склонность к образованию межкристаллитной коррозии, которой особенно подвержены высокохромистые стали, приводит к ухудшению антикоррозионных свойств нержавейки и появлению в ее внутренней структуре трещин. Этот вид коррозии возникает также из-за перегрева металла в процессе выполнения сварочных работ. С таким явлением, суть которого заключается в том, что на границах кристаллов основного металла возникают твердые карбидные соединения, борются различными способами. К наиболее эффективным из таких способов относится быстрое охлаждение металла, подвергшегося значительному нагреву в процессе сварки. Однако следует заметить, что метод быстрого охлаждения, для которого используется обычная вода, эффективен лишь в тех случаях, когда материалом изготовления соединяемых деталей является хромоникелевая сталь.
Особенность соединения двух разноплановых видов сталей заключается в том, что в процессе их нагрева происходит расплав. Металлы становятся мягкими, но нержавейка в этом плане становится текучей, как вода, а черная сталь приобретает вязкую консистенцию. Это и есть большая проблема. Решить ее можно только одним способом – использовать для соединения электрод для сварки нержавейки. К примеру, ОК61.30 – это универсальная марка, или ОК67.45 – этот электрод обычно используется в самых сложных ситуациях, к которым относится сварка нержавеющей стали и стали из черного металла.
Кстати, ручная электродуговая сварка плавящимся электродом в данной ситуации является самой простой по сравнению с другими технологиями. Но использование газосварки считается более качественным вариантом в плане получения шва высокого качества. Все дело в том, что присадочная проволока из нержавеющей стали снижает текучесть основного металла почти в три раза. Из этого можно сделать вывод:
- Если вам необходимо соединить детали из нержавейки и черного металла в домашних условиях, то выбирайте электродуговую сварку.
- Если нужно, чтобы соединение смогло выдержать приличные нагрузки, тогда лучше воспользоваться сваркой в среде защитного газа.
Кстати, аргоновую сварку часто для этих целей лучше не использовать, слишком дорого обойдется такое соединение. Можно ее заменить обычной газосваркой, используя в качестве присадки нержавеющую проволоку. Идеально будет, если зону сварки защитить флюсом. Но и его также придется выбирать из расчета сваривания двух разных сплавов.
Выбор электродов
Если подходить объективно к вопросу о приоритете методов сварки, то абсолютного лидерства не найти. Каждый из способов имеет свои достоинства и недостатки
При работе с электродуговой сваркой важно, чтобы электроды были пригодными для сварки нержавейки. Газовая сварка также требует присадки из нержавеющей стали
Помимо этого, в ней обязательно присутствуют легирующие вещества, в качестве которых используется никель или марганец. В сплаве сварочного шва должно присутствовать, как минимум, 40% нержавеющей стали.









Плавящиеся электроды выбираются, исходя из физических свойств обоих материалов. Вот почему сварка разнородных сталей считается сложной. Осложняет ситуацию тот факт, что не всегда материалы отличаются по механическим или техническим параметрам. Зачастую не совпадают такие показатели, как свариваемость или степень легирования.

Говоря о легировании, следует учитывать, что в простой классификации стали делятся на легированные, низколегированные, высоколегированные, углеродистые и теплоустойчивые. Каждый тип стали накладывает на выбор электродов свои требования.
Таблица совместимости электродов для сварки того или иного металла содержит в себе исчерпывающую информацию о химическом составе электрода, однако читать такие данные не каждому под силу. Наиболее популярные электроды для сварки нержавеющей стали и черных металлов:
- НИАТ-5 – определены для работы с аустенитными металлами.
- ЦТ-28 – предназначены для сварки сплавов, в которых присутствует никель.
- Э50А – подходят для сталей, обладающих высокой теплоустойчивостью.
- ОЗЛ-25Б – электроды для жаропрочных материалов.

Особенности сварки деталей из нержавейки
Основные трудности, возникающие при сварке нержавейки, связаны с тем, что этот материал относится к группе высоколегированных сплавов, а потому содержит в своем составе множество разных элементов, определяющих его основные свойства. Так, в ее составе присутствует такое соединение, как хром. Его доля в сплаве может достигать 12−30%. Хром, как и другие элементы, содержащиеся в составе нержавейки — молибден, марганец, титан и никель, обеспечивает этого металлу антикоррозионные свойства. Но при этом от него нержавейка получает и ряд особенностей, которые влияют на ее свариваемость.
Поэтому при сварке нержавейки необходимо учитывать ряд характеристик этого материала.
- Высокий коэффициент линейного расширения. Из-за этой особенности во время сваривания деталей из нержавейки они неизбежно подвергаются значительной деформации. Иногда вызванное этим свойством деформация может вызвать появление крупных трещин, если подготовленные для соединения детали имеют большую толщину и между ними отсутствует зазор.
- Низкая теплопроводность. В отличие от низкоуглеродистых сплавов нержавейка имеет в полтора — два раза ниже показатель теплопроводности. Из-за этой особенности при сварке детали проплавляются даже при токах меньшей величины, чем при соединении деталей из низкоуглеродистой стали.
- Межкристаллитная коррозия. В условиях, когда нержавейка во время сварки подвергается сильному нагреву (до температуры +500 градусов Цельсия и выше), приходится наблюдать такое явление, как межкристаллитная коррозия. Она возникает из-за того, что по краям зерен структуры металла образуются прослойки, состоящие из карбида хрома и железа.
Но предотвратить это явление можно, если с особой тщательностью подходить к выбору режима сварки, а также в принудительном порядке остужать соединяемые элементы, с чем легко может справиться обычная вода
Но важно помнить, что такой метод охлаждения можно применять только в отношении изделий из хромоникелевых сталей, обладающих аустенитной внутренней структурой
Перегрев электродов с хромоникелевыми стержнями. Учитывая, что свариваемые материалы имеют низкие показатели теплопроводности и повышенное электрическое сопротивление, во время их соединения электроды, стержни которых состоят из хромоникелевого соединения, часто нагреваются до критических температур. Предотвратить подобное явление можно только при условии применения для сварки электродов, имеющих длину не более 35 см.
О работе с легированными сталями
О сварке нержавейки можно сказать, что она в целом соответствует принципам, применяемым и к другим легированным сталям. Справочник металлов классифицирует нержавеющую сталь как высоколегированную — легирующим элементом в данном случае выступает хром, содержание которого находится на уровне 20%. Также в качестве добавочных примесей могут присутствовать такие материалы как:
- титан;
- никель;
- молибден;
- марганец.
Благодаря этим добавкам повышаются антикоррозионные качества материала и улучшаются его физические и механические характеристики.
 Сварка нержавейки полуавтоматом
Сварка нержавейки полуавтоматом
Какие качества, влияющие на сварочный процесс, присущи нержавейке (и другим высоколегированным сталям):
Низкий уровень теплопроводности
По сравнению с низкоуглеродистыми металлами, высоколегированные стали имеют теплопроводность примерно в два раза ниже. К чему это приводит? Приходится снижать силу сварочного тока на 20%.
Высокий коэффициент линейного расширения
По причине значительного расширения нержавейки при сварке, свариваемые конструкции могут деформироваться. Поэтому рекомендуется выдерживать достаточный зазор между имеющими значительную толщину деталями, чтобы снизить вероятность деформации.
Потеря антикоррозионных свойств
Нередко возникает такая ситуация, когда места, подверженные сварке, впоследствии теряют свои антикоррозионные качества, что лишает нержавеющую сталь ее главного преимущества. Из-за чего это случается? При сварочном процессе образуются такие соединения как карбид железа и карбид хрома, через которые коррозия проникает в основу металла. Как этого избежать? Например, можно быстро охладить место сварки.
Особенности подготовительного процесса
 Детали нужно зачистить перед сваркой
Детали нужно зачистить перед сваркой
Как подготовить нержавейку для сварки инвертором? Подготовка поверхности деталей и кромки к сварочному процессу не очень отличается от стандартной: следует очистить их стальной щеткой, а затем обезжирить ацетоном либо бензином, чтобы дуга была как можно стабильнее.
Также не следует забывать о достаточной величине зазора сварного стыка — должно хватать места для усадки.
Что касается выбора электродов, то нужно брать такие, у которых покрытие специально предназначено для сварки высоколегированных сталей.
 Точечная сварка для нержавейки
Точечная сварка для нержавейки
По сравнению с низколегированными сталями, в данном случае электроды будут плавиться быстрей, и это следует учитывать. Кроме того, если не снизить силу тока (примерно на 20%), существует вероятность разрушения электрода (его покрытие может отваливаться). Время контакта со швом тоже рекомендуется уменьшать. Хорошо зарекомендовали себя вольфрамовые электроды.
Еще одна подсказка, которая может помочь избежать снижения коррозионной стойкости нержавеющей стали: во время сварочного процесса нужно охлаждать детали. Это можно сделать, например, с помощью медных подкладок или воды.
Cварка нержавейки полуавтоматом
Нержавеющая сталь представляет собой легированный сплав с добавлением хрома и других химических компонентов. Благодаря этому получен материал с высокими антикоррозийными качествами.








В тоже время, такой сложный состав привел к изменению физических и механических свойств стали. Так сварка нержавейки полуавтоматом или другими способами имеет целый ряд нюансов.
Особенности нержавеющей стали влияющие на технологию сварки
В первую очередь необходимо учитывать следующие физические свойства нержавеющей стали:
- Невысокая (по сравнению с обычной сталью) теплопроводность может привести к перегреву прилегающей к сварочной ванне зоны, что вызывает потерю или ухудшение антикоррозионных качеств. Поэтому применяется пониженный сварочный ток.
- Значительное расширение металла при тепловом воздействии, поэтому при сварке необходимо оставлять между деталями определенный зазор.
- Металл имеет существенное электросопротивление, которое приводит к значительному нагреву электрода.
- Длительный перегрев может также привести к утрате антикоррозионных качеств, поэтому шов необходимо дополнительно охлаждать.
Все нержавеющие стали можно разделить по степени легирования. Проволока для сварки нержавейки полуавтоматом вбирается исходя из марки стали.
Низколегированную нержавейку (пищевую) можно варить и обычной сварочной проволокой, но все-таки предпочтение стоит отдавать специальным составам, это станет гарантией качества.
Подготовка заготовок
На качество шва оказывает огромное влияние процесс подготовки заготовок.
Если подготовка кромок деталей может выполняться любыми возможными способами, то к очистке и обезжириванию поверхностей стоит отнестись с особой серьезностью:
- Удаление оксидной пленки и обезжиривание поверхности может выполняться механической зачисткой или обработкой кислотой (в этом случае требуется последующее травление).
- Так же необходимо удалить из зоны сварки влагу (выполнить обезвоживание), для чего заготовку следует прогреть до 100 градусов.
- Высоколегированную нержавеющую сталь стоит прогревать до температуры 200 градусов, это снизит воздействие высоких температур на околошовную зону.
Низколегированные металлы нагревать не следует.
После выполнения подготовительных работ можно приступать к сварке.
Технология сварки
Сварка нержавейки полуавтоматом в аргоне может выполняться несколькими способами:
- Тонкие листы нержавеющей стали варятся короткой электрической дугой, для чего расстояние от электрода (проволоки) до заготовок устанавливается минимальным.
- Сварку толстолистовых деталей осуществляют методом струйного переноса присадочного металла. Это позволяет обеспечить более быстрое заполнение шва металлом, что приводит к уменьшению времени выполнения работ и предупреждает перегрев металла.
- Самый удобный и управляемый вид полуавтоматической сварки — импульсная. При этом расплавленная проволока подается в зону сварки небольшими каплями, такая импульсная подача обеспечивает возможность выполнять работы при сниженной силе сварочного тока. Именно такой метод применяется чаще всего.
Сварка в защитной среде из других газов
Кроме применения аргона для защиты сварочной зоны практикуется и сварка нержавейки полуавтоматом углекислотой. Но применение данного метода допускается только при использовании специальной проволоки. В состав такой сварочной проволоки в обязательном порядке должны входить раскислители, которые предотвратят появление пор в шве. В качестве таких элементов в проволоку добавляют кремний или марганец.
Технически возможно применение даже пищевой углекислоты, но в этом случае система подачи газа должна содержать влагоотделитель (силикагель, медный купорос или другие, поглощающие влагу вещества).
Достаточно часто применяют и смесь углекислого газа и аргона (70 и30% соответственно). Это позволяет несколько снизить себестоимость сварки.
Сварка нержавеющих сталей в среде защитных газов считается одной из самых перспективных технологий на сегодняшний день. Благодаря ей существует возможность получения надежного соединения с наименьшими трудозатратами.
steelguide.ru



