
Как же правильно сваривать полуавтоматом?
Технология сварки полуавтоматом в углекислотной атмосфере весьма проста и понятна. Единственное, что требуется от сварщика – это выдержать правильный вылет проволоки и своевременно перемещать горелку с равномерной скоростью.
При правильном выполнении этих условий сварка полуавтоматом флюсовой проволокой без газа позволяет получить ровный сварной шов без наплывов и пещер.
Специалисты разработали несколько простых рекомендаций, благодаря которым сварка полуавтоматом для начинающих покажется очень простым занятием:
- Перед началом сварочных работ следует убедиться, что газ поступает из горелки. Углекислый газ для сварки должен поступать в рабочую зону под давлением 0.02-0.03 кило Паскаля. При наличии сквозняка, ветра и других факторов, следует скорректировать давление, дабы компенсировать потери.
- Угол горелки должен находится в пределах от 65 до 75 градусов.
- Проварку необходимо производить справа налево. Такой подход позволяет обеспечить лучший обзор уже проваренных участков.
Конечно, для нечастых работ невыгодно приобретать баллон с углекислым газом. В таких случаях придет способ варки без углекислоты, основанный на применении специальной присадочной проволоки с флюсом.
При соединении изделий из цветных металлов крайне важно правильно подобрать проволоку. Например, алюминиевые изделия лучше всего спаивать при помощи присадочного материала, имеющего в составе алюминий, марганец и магний
Способы сварки
Полуавтоматическая сварка в среде углекислого газа может выполняться двумя способами:
- Углом вперед. В данном случае дуга перемещается справа-налево, металл плавится меньше и валик шва получается достаточно широким. Подобный способ варки идеально подходит для соединения тонкого металла.
- Углом назад. Подход подразумевает перемещение электрической дуги слева направо. Метод подходит для варки толстых металлов, поскольку он обеспечивает большую глубину проплавления и узкий шов.
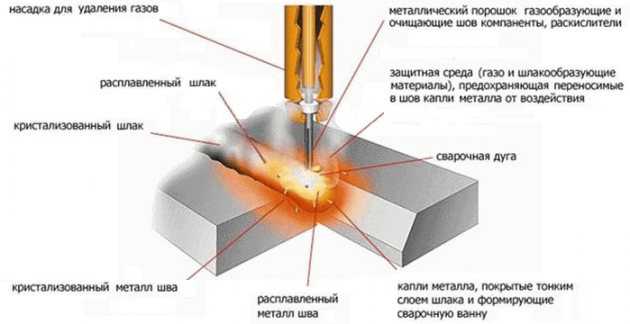
Схема сварки под шлаком.
Отдельного упоминания стоит метод сварки без использования газа.
Подобный прием обладает массой преимуществ:
- Полная мобильность. Благодаря отсутствию тяжелых газовых баллонов, сварка может осуществляться даже в самых труднодоступных местах.
- Большой выбор специализированных проволок. На сегодняшний день существует огромное количество присадочных материалов с встроенным флюсом.
- Упрощенный сварочный процесс.
- Отсутствие необходимости в постоянной заправке баллона. Для небольших ремонтных мастерский нет смысла держать дорогостоящий баллон. Поэтому нечастые сварочные работы лучше проводить при помощи флюсосодержащей проволоки.
Однако, у безгазового вида сварки есть и свои недостатки, среди которых можно выделить:
- высокую стоимость расходных материалов;
- повышенные требования к выбору проволоки;
- необходимость наличия на аппарате кнопки переключения полярности тока;
- сложности в подборке оптимальных режимов работы;
- плохую видимость сварного шва из-за возникновения дымки;
- трудности при сваривании листов, толщиной менее 0.15 сантиметров;
- выделение большого количества вредных веществ, пагубно влияющих на организм;
- слабые механические свойства проволоки, не позволяющие пережимать ее валиком.
Важно отметить, что сварочные работы можно проводить и с помощью обычной проволоки, однако, получаемый в таком случае шов будет рыхлым и недолговечным
Пошаговый процесс сварки
Сварка без газа, как правило, производится в соответствии со следующим алгоритмом:
Схема сварочного полуавтомата.
Подборка оптимальной величины тока в зависимости от толщины соединяемых изделий.
Выставление тока обратной полярности на аппаратуре.
Выбор скорости подачи паяльной проволоки
В случае использования флюсосодержащей проволоки важно следить, чтобы шестерни не пережали ее.
Проверка выставленных параметров на пробном образце. Для данного этапа оптимально подойдут небольшие куски металла
В процессе настройки следует контролировать стабильность сварочной дуги и количество выдаваемого флюса.
Установка переключателя в положение вперед.
Нажатие на кнопку запуска сварочных работ.
Зажигание электрической дуги.
Поворот горелки на 5 градусов относительно вертикальной оси.
Начало движения электродом вдоль предполагаемого соединения. Для избегания риска появления трещин, первый слой следует проваривать при небольшом токе.
Завершение сварного шва, по средствам заполнения кратера расплавленным металлом.
Остановка сварочного аппарата и отключение его от сети электропитания.
Факторы расхода
Наиболее значимыми условиями расхода сварочной смеси — контролируемой атмосферы, является следующие медиаторы:
- Тип и толщина соединяемого металла.
- Диаметр сварочного прута.
- Сила тока сварочного аппарата.
Учитывая каждый из приведенных факторов, можно вывести расход защитной среды. Приведенные ниже данные обусловливают количество выхода сварочной смеси при работе полуавтоматом с учетом диаметра проволоки и силы тока:
- проволока 0,8-1,0 мм, сила тока аппарата 60-160 амп. — 8 литров газа в минуту;
- 1,2 мм, 100-200 A — 9,5-12 л/мин.;
- 1,4 миллиметра, 120-320 апм. — 12-15 л;
- 1,6 мм, 240-380 — от 15 до 18 литров;
- 2,0 мм, 280-450 A — до 20 л/мин.
Это средние математические выводы, которые кроме диаметра и толщины деталей, не учитывают факторы окружающей среды. Процесс в закрытом помещении потребует меньшего расхода регулируемой газовой среды, на открытой же площади происходит некоторое улетучивание углекислоты, что отражается большим ее истечением из баллона.
Не на последнем месте находится и само качество контролируемой атмосферы. Пользуясь неочищенным газом, сварщик поневоле придет к увеличенной издержке производства.
https://youtube.com/watch?v=ey2FqekhRLY
https://youtube.com/watch?v=eknYz6LVa_w
Как выбрать проволоку для полуавтомата
Чтобы правильно подобрать сварочную проволоку для полуавтоматов, требуется учитывать много важных параметров:
- Основной материал, подлежащий сварке.
- Толщина материала.
- Способ сварки (газовый или нет).
- Мощность сварочного аппарата.
и некоторые другие.
https://youtube.com/watch?v=2HrmjNtP6sE
Так, для работы с низкоуглеродистой сталью подойдут марки с низким содержанием углерода и кремния. Их можно варить омедненной сплошной проволокой без использования инертного газа. Такой материал применяется для сварки автоматом и полуавтоматом.
Для легированных, высокопрочных и нержавеющих сталей подбирают материалы с близким содержанием легирующих присадок, а работу проводят уже в газовой атмосфере.

Процесс сварки в газовой атмосфере
Алюминий из-за его высокой химической активности следует варить в аргоновой атмосфере, сварочный материал надо выбирать сплошного сечения с составом, близким составу конкретного сплава. Во избежание образования оксидной пленки алюминиевую проволоку следует хранить в герметичной упаковке и распаковывать непосредственно перед загрузкой в аппарат и началом сварки. Часто проводят химическую или механическую обработку зоны сварки и сварочного материала.
Медь и ее сплавы сваривают в аргоновой защитной среде
Медь и ее сплавы также сваривают в аргоновой защитной среде. Для меди проволока имеет следующие подгруппы:
- чистые и малолегированные изделия;
- бронза;
- отливки и прокат.
Черные металлы, чугун или никель имеют высокую жаростойкость и коррозионную стойкость. Для них оптимальной будет порошковая проволока рутиловой группы с достаточным содержанием никеля.

Самозащитная порошковая проволока
Для сварки разных металлов применяют наплавочные марки сварочных материалов
Диаметр проволоки для полупрофессиональных полуавтоматов чаще всего бывает 0.3-2 мм. При наличии достаточного опыта и навыка возможно использование одного диаметра для разных операций, но для начинающего мастера лучше придерживаться справочной таблицы, прилагаемой к полуавтомату.









Технические требования
Стальные сосуды под давлением объёмом 0,4–50 л используются без малого век. Отечественный ГОСТ 949-73 распространяется на ёмкости для транспортировки промежуточного хранения, технологической раздачи потребителям.
Цельнотянутые бесшовные баллоны малого и среднего объёма из конструкционной стали 45Д и легированной 40ХГСА рассчитаны на рабочее давление 15 и 20 МПа для сосудов 50–20 л и 15 МПа для меньших, которые допускается выпускать с плоским дном.
Отличительная маркировка – жёлтая надпись эмалью «углекислота», «СО2» «двуокись углерода» по чёрному полю. Основные физические параметры и типоразмеры представлены в таблице:
| Давление, МПа | 50 л, |
Сталь 45Д/30ХГСА
40л
Сталь 45Д/30ХГСА
20 л
Сталь 45Д
Ø, мм
L, мм
M, кг
Ø, мм
L, мм
M, кг
Ø, мм
L, мм
M, кг
15
219
1685/1660
71,3/62,5
219
1370/1350
58,5/51,5
219
740
32,3
20
1755/1650
93,0/62,5
1430/1350
76,5/51,5
770
42,0
Сосуды меньших объёмов выполнены из стали 45Д, рабочее давление 15 МПа
| Ø, мм | 12 л | 10 л | 8 л | 5 л | 4 л | 2 л | ||||||
| L, мм | M, кг | L, мм | M, кг | L, мм | M, кг | L, мм | M, кг | L, мм | M, кг | Ø, L, мм | M, кг | |
| 140 | 1020 | 17,6 | 865 | 13,0 | 710 | 12,4 | 475 | 8,5 | 400 | 7,3 | 108/330 | 3,7 |
В комплектацию входят:
- запорный вентиль кислородный с правой резьбой латунный;
- предохранительные кольца из резины на цилиндрическую часть;
- опорный башмак прямоугольной формы для устойчивости;
- колпак предохранительный стальной либо формованный из неметаллов.
Эксплуатирующиеся баллоны проходят через 5 лет периодическую переаттестацию, включающую техосмотр и испытание избыточным давлением, превышающем рабочее на 50%. Информация с датой освидетельствования наносится ударными клеймами на зачищенную горловину, обрамляется жёлтой полосой по периметру.
Это «паспорт углекислотного баллона» с полным перечнем информации:
- дата выпуска, переаттестации;
- № баллона, присвоенный производителем;
- литраж наполнения;
- технологическое гидродавление;
- марка стали и физические величины веса и размеров.
Подготовительные работы
Настройку агрегата перед началом сварки выполняют так:
- Вставляют присадочную проволоку в рукав. Снимают сопло горелки и медный наконечник, отодвигают ролик подающего механизма. После этого закрепляют катушку, выводят часть проволоки наружу.
- Задают полярность. При использовании углекислоты и стандартной проволоки выбирают обратный вариант. Плюсовой контакт подсоединяют к горелке, минусовой – к зажиму. Так тепловыделение будет протекать на обрабатываемой заготовке. Прямую полярность задают при использовании флюсовой присадки.
- Подключают полуавтомат к электросети. Нажимают клавишу подачи проволоки, проверяют работоспособность механизма.
- Подключают газовый баллон, снабженный редуктором. Углекислота будет подаваться через второй канал рукава.
Газовая смесь из углекислого газа и кислорода
Углекислый газ является основным компонентом данной смеси активных газов, а в качестве дополнительного компонента применяется кислород. Кислород повышает степень окисления защитного газа и увеличивает температуру жидкотекучести металла сварочной ванны. При его применении необходимо применять проволоку с повышенным содержанием раскислителей.
При применении сочетания из углекислого газа и кислорода для сварки с повышением содержания кислорода коэффициент перехода элементов значительно снижается. Особенно сильно уменьшается коэффициент перехода марганца, меньше других — углерода и хрома. При наплавке проволокой Св-18ХГСА добавка к углекислому газу 30% кислорода приводит к снижению коэффициентов перехода хрома с 0,79 до 0,64 и марганца с 0,72 до 0,45. Значительно снижаются коэффициенты перехода с увеличением расхода сварочной смеси и чистого углекислого газа.
Коэффициент перехода углерода с повышением содержания кислорода снижается в большей степени, чем с повышением расхода смеси. Это объясняется тем, что с увеличением расхода углекислоты (отдельно или в смеси) увеличивается количество диссоциирующейся окиси углерода и усиливается растворение образующегося при этом углерода.
Коэффициенты перехода отдельных элементов зависят от химического состава проволоки и увеличиваются с повышением сварочного тока и уменьшением напряжения дуги. Например, при наплавке проволокой Св-08Г2С коэффициенты перехода углерода значительно выше, а марганца ниже, чем при использовании проволоки Св-18ХГСА.
Добавка кислорода к углекислому газу оказывает ряд положительных эффектов:
- уменьшает разбрызгивание
- снижает прилипание брызг к изделию
- повышает стабильность горения дуги
- улучшает формирование шва
- уменьшает высоту усиления и чешуйчатость сварного шва
- швы имеют более плавный переход к основному металлу по сравнению со швами, выполненными в углекислом газе без кислорода
- связывает водород и уменьшает его влияние на образование пор
- снижает поверхностное натяжение сварочной ванны
- увеличивает время пребывания ванны в жидком состоянии из-за чего происходит более полное удаление неметаллических включений и лучшая дегазация металла ванны
Смесь углекислого газа с кислородом широко применяется для сварки углеродистых и низколегированных сталей.
Оптимальным считается состав 70-80 % углекислого газа и 20-30 % кислорода. При данном соотношении получается ровный сварной шов без грубой чешуйчатости, обеспечивается глубокое проплавление, увеличивается плотность шва. Наряду с этим на поверхности шва образуется тонкий слой шлаковой корки, после удаления которой шов имеет серебристый цвет. При дальнейшем увеличении содержания кислорода в смеси более 30 % поверхность сварного шва имеет грубую чешуйчатость. Сварка в смеси углекислоты с кислородом возможна во всех пространственных положениях.
Основными преимуществами сварки в комбинации углекислого газа с кислородом с увеличенным вылетом электрода по сравнению со сваркой в углекислом газе и обычным вылетом являются повышение производительности процесса на 20-25 %, сокращение затрат на зачистку швов от брызг, улучшение внешнего вида и качества швов.
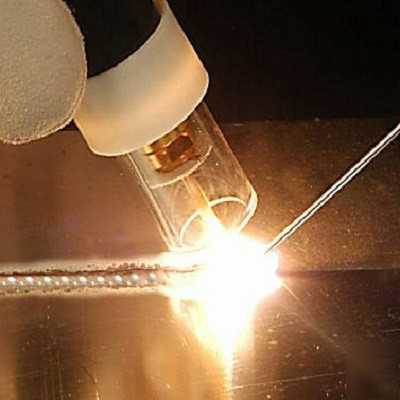
Технология выполнения углекислотной сварки
Технология варки проста даже для непрофессионалов. Электродная проволока поступает с постоянной скоростью, настроенной на аппарате. Для подачи углекислого газа используется сопло.
На первых этапах важнее всего должным образом настроить сварочный аппарат
Любителям важно внимательно прочитать инструкцию к устройству, профессионал может настроить самостоятельно. Главное, чтобы процесс подачи выходного тока полностью соответствовал паспортным данным аппарата после настройки
Сила тока определяется толщиной листа и для каждого случая нужен индивидуальный подход. Например, для листа 8 мм рекомендуется обычно 240-260 ампер.
Важно обратить внимание на следующие нюансы:
Вначале настраивается скорость поступления электрода: она может регулироваться механическим способом (шестерни меняются вручную) или с помощью переменного электрического сопротивления.
Наконечник держателя всегда должен оставаться внутри рабочей зоны.
Как только включен аппарат, потребуется зажечь дугу, для этого нужно «чиркнуть» по поверхности металла электродом.
Во процессе работы необходимо подобрать подходящую скорость ведения наконечника, избегая резких, колебательных движений.
Важно постоянно держать под контролем положение наконечника.
Для достаточно хорошего усвоения работы с аппаратом рекомендуется произвести тестовую обработку опытного материала. Это позволит «подружиться» с полуавтоматом, подобрать подходящую скорость поступления электрода.
Для контроля количества углекислого газа используется редуктор, с его помощью уровень подачи понижается до 0,5 атм. Обработку поверхности начинают, когда дуга становится устойчивой, а выдача флюса соответствует норме.
Используются два метода соединения металлических поверхностей:
- при малой толщине дуга направляется углом вперед;
- при большой толщине дугу ведут углом назад.
После завершения работы поступление защитного газа не прекращается. Сначала необходимо остановить привод присадочной проволоки, отключить питание, только после этого перекрыть углекислоту. Это способствует качественной кристаллизации сварочного шва. Затем нужно сбить наметившуюся пленку шлака.
Освоить или повысить навыки использования полуавтомата рекомендуется с помощью обучающих видео в открытом доступе.
Углекислотная сварка с легкостью превосходит другие виды обработки, является отличной альтернативой аргону. С ней легко работать, она доступна всем. Поэтому данная технология получила такое распространение: сейчас ее можно встретить даже в гаражах домашних сварщиков-непрофессионалов.
Цена на сварочные аппараты и углекислый газ очень приятная: качественные бюджетные модели стоят от 20 до 50 тысяч рублей. Поэтому рекомендуем глубже изучить процесс углекислотной сварки, чтобы уметь применить знания на практике.
Достоинства сварки на углекислом газе

Итак, мы уже узнали принцип сварки полуавтоматом с углекислотой, а также как справляются с его главным недостатком.
Теперь давайте посмотрим на основные достоинства этого метода по сравнению с его конкурентом – флюсовой сваркой:
- качество сварного соединения выше, даже у начинающих осваивать эту деятельность;
- скорость работы быстрее в 2-3 раза благодаря равномерному тепловому рассеиванию от сварочной дуги, а следовательно производительность труда намного выше;
- возможность варить даже тонкий металл, не боясь ухудшить качество шва;
- на месте сваривания полуавтоматом не остается остатков флюса и шлака, на случай многослойной сварки металла, это преимущество придется как нельзя кстати;
- отсутствие флюса, а значит ничего не мешает визуальному контролю сварочной дуги;
- качество наплавки с использованием углекислого газа выше, чем с флюсом;
- вы можете проводить паяльные работы в любом пространственном положении, любой сложности (в том числе работы на весу и под углом) без использования планок, подставок, подкладок и пр.;
- экономичность метода и огромная выгода с точки зрения капиталовложения;
- не надо приобретать оснащение для удаления и подачи флюса во время сварочного процесса;
- в два раза дешевле себестоимость металла, используемого под наплавку, в сравнении с другими методами;
- сама по себе углекислота имеет относительно низкую цену, что также уменьшает общую стоимость работ.
Полуавтоматическая сварка на углекислотном газе нашла свое место в судовом строении, машиностроении, при сварке систем отопления и водопровода, в производстве изделий из легированной стали или термостойких металлов, в случаях труднодоступности места сваривания и когда необходимо провести быстрый ремонт и наплавку.
Проще говоря, этот метод применяется в серийной промышленности и производствах, а не только в условиях гаражной самодеятельности.
Сваривание полуавтоматом в углекислоте заслуженно получила такую популярность благодаря совокупности своих преимуществ, но теперь давайте разберем в каких материалах она нуждается.
Сварка тонкого и толстого металла
Характер сварочных работ полуавтоматом зависит от вида свариваемого изделия.
Соединение тонкого металла в зависимости от вида изделия, производится двумя способами:
- Обычный листовой металл может быть сварен любыми методами.
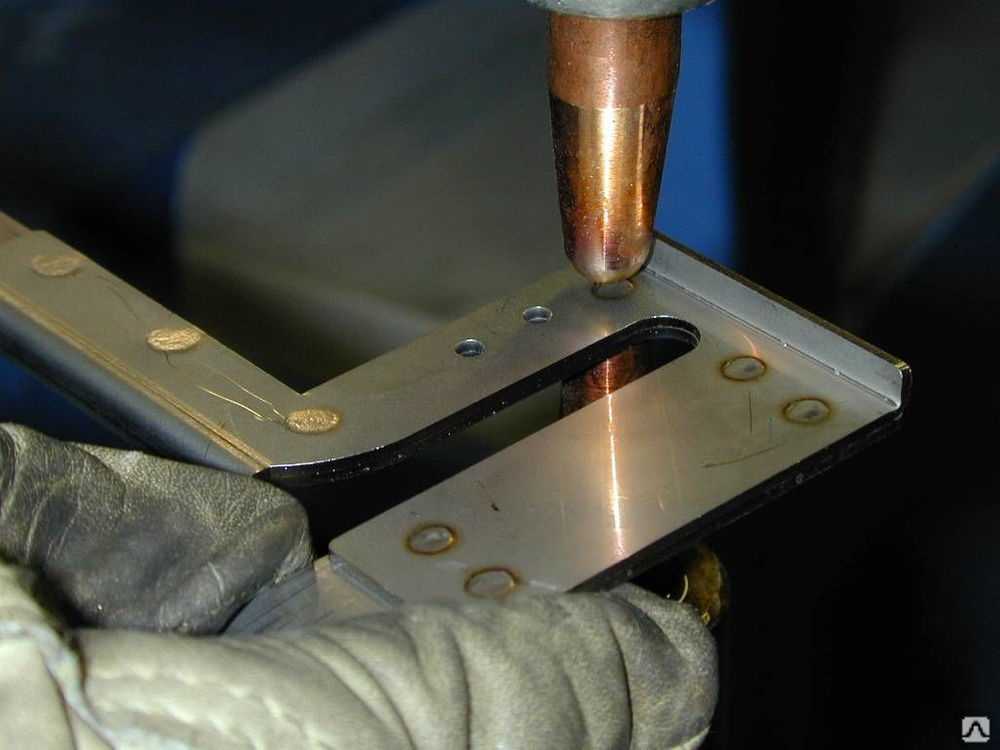
- Заклепочный тонкий металл следует соединять внахлест и проваривать через подготовленные заранее отверстия в верхнем листе.
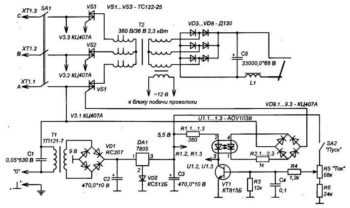 Электрическая схема полуавтомата.
Электрическая схема полуавтомата.
Сваривая тонкие металлические изделия нужно не забывать такие тонкости:
силу тока, напряжение и скорость выхода проволоки необходимо отрегулировать в меньшую сторону;
запрещается задерживать электрическую дугу на одном месте, поскольку эту может повлечь за собой прожег изделия или наплыв сварочного валика;
тонкий заклепочный металл важно сваривать, начиная с центра нижней заготовки, дабы избежать залития подготовленных отверстий.
Если сварной шов не обязательно должен быть герметичным, можно выполнить точечные сварочные работы с промежутком от 1 до 5 сантиметров.
Толстый металл с толщиной стенок более 4 миллиметров соединяется при помощи снятия фасок со свариваемых поверхностей. Подобная подготовка позволяет получить ровный шов и качественно проварить заготовки.








Выполнение сварочных работ с толстыми металлами следует проводить с использованием небольших колебательных движений горелки. Таблица режимов сварки, идущая к каждому полуавтомату, содержит обширные сведения о оптимальных параметрах для сварки толстых металлических изделий.
Основные правила соединения толстых металлических изделий:
- зазор между деталями должен составлять не более 2 миллиметров;
- ширина сварного шва должны быть равна толщине заготовки;
- выбор сварочных материалов следует проводить в зависимости от соединяемых металлов.
Сварочные работы рекомендуется выполнять на улице или в хорошо вентилируемом помещении.
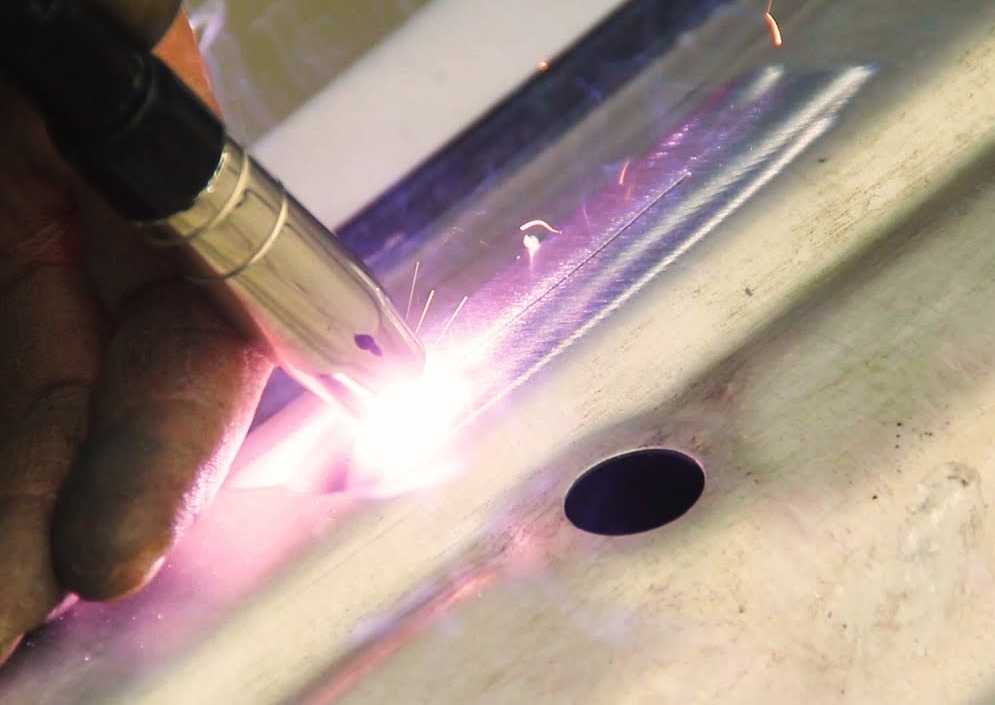
Особенности полуавтоматической сварки в среде углекислого газа
 Работа сварочного аппарат с углекислотой
Работа сварочного аппарат с углекислотой
В углекислой среде сваривание металлических деталей производится постоянным током, имеющим обратную полярность. Почему так? Потому что если выполнять сварку постоянным током с прямой полярностью, то ухудшается стабильность электрической дуги, и вследствие этого деформируется шов, а металл электродов тратится на разбрызгивание и угар.
А вот если выполняется наплавка, тогда использование тока с прямой полярностью имеет приоритетное значение, потому что он обладает значительно большим коэффициентом наплавки (в 1.6-1.8 раз), чем ток с обратной полярностью.
Допускается также сварка с использованием переменного тока. При этом желательно использовать осциллятор. Постоянный ток генерируется с помощью преобразователей тока с жесткой характеристикой.
Применяемые материалы и оборудование
Для работы в газовой среде применяют такие виды аппаратов:
- выпрямители, преобразующие переменный ток в постоянный (используются в сочетании с графитными и вольфрамовыми электродами);
- инверторы, преобразующие электрическую энергию в стабильную дугу.
Углекислый газ
Углекислота не имеет запаха и цвета, не является токсичной. Емкости для газа покрывают черной краской. Внутреннее давление достигает 60 кгс/см². В процессе сварки углекислота распадается на угарный газ и кислород. До полного остывания шов остается под защитной средой. Устанавливаемый на баллон редуктор при подаче снижает давление до 0,5 атмосфер.
Сварочная проволока
Материал выбирают с учетом вида агрегата, параметров деталей. Углекислый газ не является полностью инертным, поэтому его применяют в сочетании с проволокой, препятствующей окислению металла. Лучше всего подходят присадочные материалы, содержащие марганец и кремний. Неплохим вариантом считается омедненная проволока с антикоррозионными свойствами.
Другие
Для сварки деталей потребуются и такие приспособления:
- источник переменного тока (инвертор или трансформатор);
- устройство подачи газа с клапаном;
- баллон с редуктором;
- осушитель углекислоты, соединяющий емкость с газом и горелку.

Применяемые материалы для углекислотной сварки. для углекислотной сварки.
Технология и методы выполнения работ
После подготовки деталей и правильной настройки оборудования можно приступать к выполнению сварочных работ. При спаивании в среде углекислого газа начальный шов лучше осуществлять при небольшой силе тока. Таким образом удастся избежать деформации спаиваемых заготовок и вероятности возникновения трещин. Подача электрода, независимо от полярности, осуществляется двумя способами:
- Углом вперед. С использованием такого метода глубина провара будет небольшой, а шов — широким;
- Углом назад. Применяя такой метод, сварщику удается добиться большой глубины провара при малой ширине шва.
Как правильно варить полуавтоматом в углекислоте
По окончании работ сварочная ванна заполняется металлом из проволоки. После того как шов положен, подача проволоки прекращается. Электричество, подаваемое на электрод, следует отключить. Углекислоту, в отличие от напряжения, нужно подавать до полного затвердевания шва. Это дает возможность защитить металл, находящийся под воздействием высокой температуры, от негативного влияния воздушных масс.
После полного затвердевания шва металл кристаллизуется и происходит образование шлака. Для контроля над качеством спаивания необходимо удалить шлак. После остывания он становится хрупким и легко очищается.
Контроль качества спаивания металла
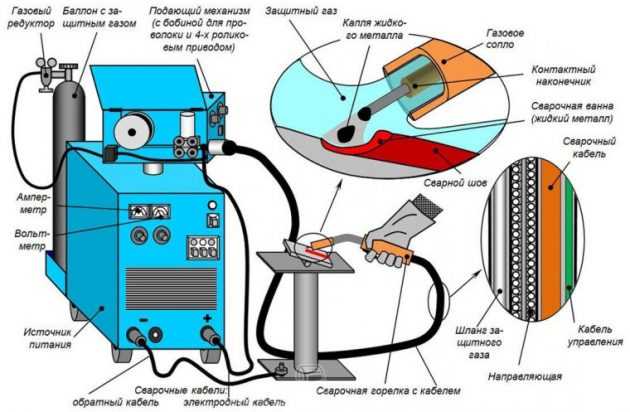
Комплектность оборудования
Сварочный пост комплектуется нижеследующим оборудованием и принадлежностями.
- Источник постоянного тока. Это может быть сварочный трансформатор или инвертор. Второй источник поддерживает стабильную дугу.
- Газовый баллон вместимостью 40 литров, куда может поместиться углекислый газ весом 25 кг. Его спокойно хватит на непрерывную работу в течение 15 часов.
- Подающий механизм. Сегодня производители предлагают огромнейший ассортимент этого устройства, так что выбрать есть из чего. К примеру, очень популярная модель А-547-У. Механизм подачи располагается в небольшом металлическом чемоданчике, который легко переносится. Некоторые модели снабжаются ремнем для переноски на плече. В чемоданчик помещается и катушка с проволокой. Сюда же установлен газовый клапан, как вторичный защитный элемент. Первый, понятно, редуктор на баллоне.
- Промежуточным элементом от баллона до горелки – осушитель (подогреватель электрический) газа.
- Горелка с комплектом шлангов и кабелей.
Итак, сварка металлических заготовок в среде защитного углекислого газа – эффективный способ сваривания. Он зависит от выбранного режима работы и техники проведения процесса. А в качестве конечного результата получается хорошо сформированный шов с отличным проваром по всей глубине зазора, плюс великолепные технические свойства наплавленного металла.
Плюсы и минусы полуавтоматической сварки в среде СО2
Сварка с применение углекислоты завоевала широкую популярность у домашних мастеров и в промышленных масштабах. Она удобна и практична, и вот почему:
- может соединять тонкие листы металла;
- подлежат соединению разные по характеристикам и свойствам детали;
- устойчиво горит сварочная дуга;
- гарантированная защита от окисления металла;
- при правильно выбранных настройках шов получается высшего качества;
- сварка таким методом является самой безвредной для здоровья в сравнении с использованием других газов;
- углекислый газ недорого стоит и всегда доступен в продаже.
Но существует и несколько недостатков метода:
- качество газа проигрывает по сравнению с более дорогостоящими материалами, например, при сварке нержавейки изделие имеет очень корявый шов в сопоставлении со сваркой в аргонной среде;
- требует более тщательной чистки, чем уход с применением других газов;
- стоимость дополнительных расходных материалов все время растет.
Достоинств немногим больше, чем слабых мест, но, тем не менее, мы желаем вам удачи в освоении нового метода сварки.
Техника сварки в углекислом газе
Выполнение сварочных работ и технология полуавтоматической сварки в среде углекислого газа достаточно простая, по сути, от мастера требуется выдержать необходимый вылет проволоки и перемещать горелку автомата с одинаковой скоростью.
В результате получается равномерный шов без наплывов, обеспечивается достаточный провар стали и механическая прочность получаемого соединения.
Во время выполнения работ от мастера требуется соблюдение следующих рекомендаций:
Перед началом сварки следует убедиться в том, что защитный газ выходит из горелки. Рабочее давление углекислоты при сварке полуавтоматом 0, 02 кПа. Но этот показатель не является абсолютным, наличие сквозняка, ветра, несколько увеличивает расход материала. Соответственно давление для создания нормального шва будет увеличиваться.
Угол горелки должен находиться в пределах 65-75°. Шов необходимо вести справа налево, так лучше просматриваются свариваемые кромки.
Сила тока. Режимы сварки в углекислом газе регулируются методом изменения скорости подачи проволоки и напряжения дуги.
https://youtube.com/watch?v=FGWa8QOLnRg
Какое давление углекислоты при сварке
ГОСТ на полуавтоматическую сварку в углекислом газе регулируется руководящим документом 26-17-051-85. Согласно документу, стандартного баллона, наполненного СО², достаточно чтобы обеспечить 15-20 часов беспрерывной работы. Для увеличения производительности обязательно используют осушитель влаги.
Подача углекислоты может быть изменена в большую сторону при наличии сквозняков, ветра и других негативных факторов. Решающее значение при выборе подходящего рабочего режима играет качество получаемого шва.
Сущность сварки в среде углекислого газа сводится к тому, что СО² обеспечивает защиту обрабатываемой поверхности от перегрева. Как правило, качество шва напрямую зависит от расхода углекислоты при сварке полуавтоматом. При этом от мастера требуется обеспечить оптимальные затраты между использованием газа и расходом сварочной проволоки.
Расход углекислоты для сварочного полуавтомата
Хотя нормы расхода углекислоты зависят от многих факторов, в среднем для полуавтомата предусмотрены следующие затраты расходных материалов:
- Скорость подачи проволоки – зависит от ширины расходного материала, составляет, от 35-250 мм/сек.
Расход газа – определяется качеством флюса и погодными условиями. Может варьироваться от 3 до 60 л/мин.
Расчет расхода углекислого газа при полуавтоматической сварке можно выполнить самостоятельно, зная следующие параметры:
- Затраты на подготовительные работы составляют около 10% от общего расхода СО².
Удельный расход газа, необходимый для прохождения шва.
Также при расчетах принимают во внимание толщину проволоки и обрабатываемого металла
В баллон заливается около 25 кг углекислоты. В результате химической реакции из каждого килограмма получается около 509 л газа. Соответственно, одного стандартного баллона более чем достаточно для непрерывной работы в течение 12-15 часов.









Существует возможность обойтись без использования защитного газа. Вместо СО² применяют порошковую проволоку. При нагревании проволока, покрытая порошком, выделяет газ, который и защищает обрабатываемую поверхность от перегрева.
В комплект оборудования для полуавтоматической сварки в углекислом газе входит:
- Выпрямитель – может быть трансформаторного или инверторного типа. Первый оптимально подходит для толстой проволоки, второй обеспечивает равномерную подачу напряжения и стабильную дугу сварки.
Подающий механизм – имеет ограничения по толщине проволоки. При выборе следует учитывать, что не каждый флюс можно будет использовать при выполнении сварочных работ.
Все оборудование в совокупности обеспечивает оптимальный рабочий режим и создается условия для формирования качественного сварного шва.
Многие производства и ремонтные мастерские, квалифицирующиеся на проведении сварочных работ, используют баллоны с защитными газами. Таковыми представляются:
- инертные — аргон либо гелий, их смеси;
- активные — водород, диоксид углерода, азот, которые в свою очередь подразделяются на газы с восстановительными, окислительными свойствами и выборочной активностью;
- конгломерат из инертных и активных продуктов.



