
Зажигание
Термитная реакция с использованием оксида железа (III)
Воспламенение термитной реакции , как правило , требует бенгальского или легко получить ленту магния, но может потребоваться постоянные усилия, поскольку зажигание может быть ненадежным и непредсказуемым. Эти температуры не могут быть достигнуты с помощью обычных черных порошковых предохранителей , нитроцеллюлозных стержней, детонаторов , пиротехнических инициаторов , или других общих разжигая веществами.
Часто полоски магния металла используются в качестве предохранителей . Поскольку металлы сжигают без освобождения охлаждающих газов, они потенциально могут гореть при очень высоких температурах. Реактивные металлы , такие как магний могут легко достигать температуры достаточно высокие для термитной зажигании. Магний зажигания остается популярным среди любительских пользователей термитной, главным образом потому , что она может быть легко получено.
Помимо возгорания магния, некоторые любители также предпочитают использовать бенгальские для воспламенения термитной смеси. Они достигают необходимую температуру и обеспечить достаточное количество времени , прежде чем точка горения достигает образец. Это может быть опасным методом, так как железо искры , как полоски магния, сжигают на тысячи градусов и может зажечь термит , даже если сам бенгальский не находится в контакте с ним. Это особенно опасно с измельченным в порошок термитной.
https://www.youtube.com/watch?v=ytaboutru
Аналогичным образом , тонко измельченной термит может быть воспламеняется от кремень искры зажигалки , как искры горящего металла (в данном случае, высокой реакционной способностью редкоземельных металлов лантана и церия ). Таким образом, это небезопасно , чтобы нанести легкую близко к термиту.
Проведение электросварочных работ
На участках где проводятся электросварочные работы вне зависимости от их типа и сложностей должны быть предусмотрены проходы, ширина которых не должна быть меньше одного метра. Если работы проводятся на стационарных сварочных аппаратах, то проводиться они должны в специальных закрытых боксах высотой от двух метров. Главное требований, которое предъявляется к рабочим сварочным боксам – они должны быть оборудованы хорошей вентиляцией.
Какие работы производят наши мастера электросваркой;
- Монтаж труб различного диаметра;
- Сварка радиаторов отопления;
- Монтаж отопительных систем и трубопроводов;
- Монтаж стояков водоснабжения и отопления;
- Монтаж теплотрасс.
Сборочно-корпусные цеха, в которых проводится сварка, и сборка крупных по размеру металлоконструкций обязательно должны быть оборудованы подъемно-транспортными устройствами и специальными стендами. Участки, где выполняются сварочные работы, по периметру должны ограждаться легкими переносными щитами изготовленные из металла. Приступать к проведению сварочных работ можно только после того, как будут выполнены все подготовительные работы, направленные на удобство и безопасность выполнения сварки.
Важно отметить, что на одном сварочном посту может работать больше, одного сварочного аппарата, но только при условии, что они между собой будут разделены защитными щитами. Если работа выполняется с предварительным подогревом, то на посту может работать только один сварочный аппарат
В том случае если на электросварочном посту допускается работа, сидя, на рабочее место устанавливается удобное сидение (металлическое).
Заградительные щиты окрашиваются только в светлые тона (серый, голубой, белый и т.п.). В краску, которая будет использоваться для окрашивания щитов, добавляется окись цинка, что позволит снизить степень отражения лучей дуги
Важно при проведении сварочных работ в точности соблюдать меры безопасности. Работа должна выполняться только на исправном оборудовании и правильно обустроенном месте
Подготовка сварочного аппарата к работе
Как любой вид деятельности проведение сварочных работ предполагает соблюдение правил подготовки к процессу, это позволит обеспечить безопасность и качественность самого процесса.
Перед началом работы нужно подготовить сварочную поверхность для избежания появления пор. Для этого с поверхности нужно удалить пыль, мусор, грязь, влагу, масло, а также ржавчину размеров до 30 мм от края зазора.
Очистку поверхности можно провести металлической щеткой, стальной щеткой по металлу, ветошью, пескоструйным аппаратом, затем нужно обезжирить и протравить.
Также необходимо подготовить сварочный аппарат, для этого необходимо соблюсти следующие этапы подготовки:
- Проверяем заземление аппарата. Любое варочное оборудование нужно проверить на наличие присоединения к заземляющему проводнику. Отсутствие или неисправность угрожает безопасности процесса сварки.
- Проверяем напряжение сети. Многие аппараты чувствительны к скачкам напряжения и могут выходит из строя. Поэтому напряжение в сети должно быть стабильным.
- Выбираем режим сварочного аппарата. Современные полуавтоматы имеют множество режимов сварки и ее регулировку. С помощью них можно подстроить сварку под свариваемый материал и характер сварки.
- Перед началом работы нужно отрегулировать диаметр наконечника, он должен быть на несколько миллиметров больше чем размер проволоки.
- Проверяем регулировку наконечника и подающего механизма. Если эти элементы расстроены и настроены неправильно это может привести к ошибкам в работе или к порче свариваемого материала.
- Проверяем качество проволоки. Она должна быть ровная без заусенцев, вмятин и различного род царапин.




Преимущества и недостатки применения сварочного карандаша
Среди положительных качеств термических стержней стоит отметить следующие:
- Для сварки не нужно покупать или брать в аренду сварочный аппарат, искать электросеть поблизости. Достаточно иметь в наличии спички или зажигалку.
- Карандаш не займет лишнего места, его можно взять с собой в любой поход, поездку, где он может пригодиться.
- Ремонт металлических изделий можно произвести на улице и дома, в полевых и даже экстремальных условиях. Стержень подходит для работы с влажными поверхностями.
- Для использования изделия не нужно особых навыков, только минимум времени. Уже спустя пару минут сварной шов будет готов.
- Соединение получается прочным, герметичным, в ряде случаев оно может послужить не временной, а постоянной мерой.
- Цена изделия довольно доступна. Обычно она не превышает 150-200 рублей.
Способы
Существует 4 метода сварки с использованием термитов:
- от одного конца до другого;
- сблокированный;
- смешанная версия;
- с промежуточным настоем.
У каждого способа соединения деталей есть свои нюансы. Первый предполагает стыковку деталей встык с предварительной обработкой и очисткой концов. Во избежание деформации деталей при неравномерном нагреве металла участки места сварки покрывают специальной теплоизоляционной пленкой. После того, как термит сгорел, в пространство между кусками заливается жидкий металл. Затем их прижимают и соединяют.


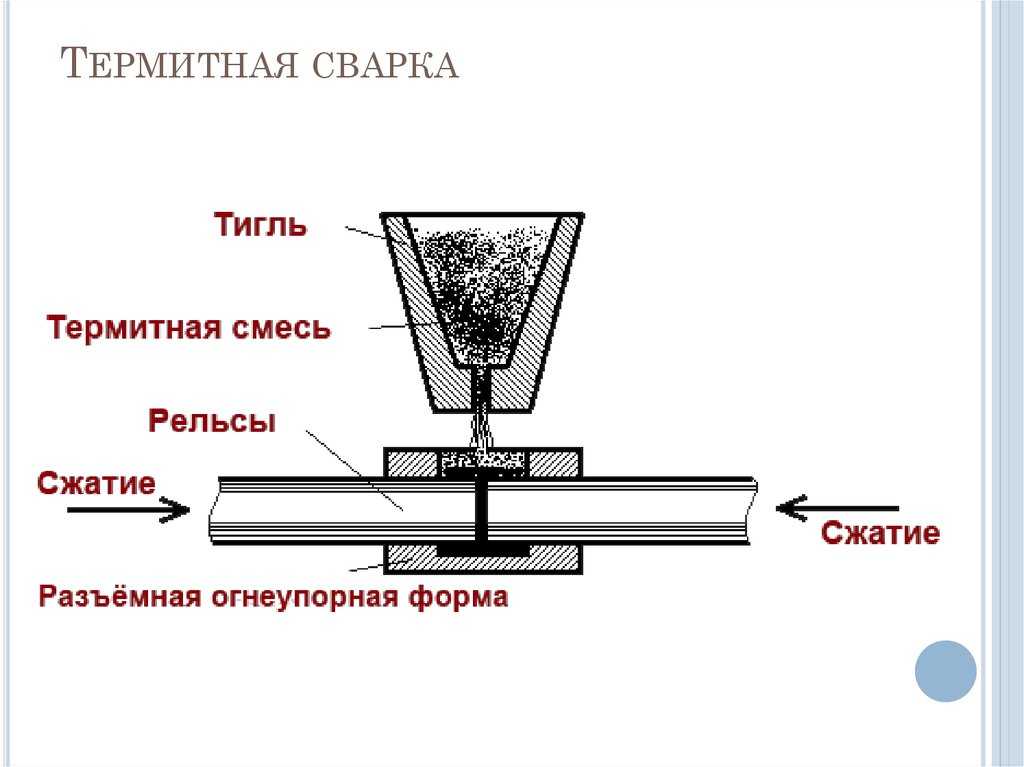
Способ сварки промежуточного термитника не так уж и дорог, с технологической точки зрения он считается простым. В этом случае расплавленный металл также заливается из тигля в зазор между свариваемыми предметами. Однако они не проходят предварительной обработки. Комбинированная сварка может сочетать оба вышеперечисленных метода сварки. Этот прием используется при сварке рельсов. Техника заключается в обрезке краев дорожки, после чего вставляется тонкая металлическая пластина и сжимаются два элемента. В результате пластина деформируется и сжимается. После этого сверху снова приваривается стык.
Дуплекс — это вид тигельной пайки, характеризующийся обжимными соединениями. По сути, это промежуточная сварка с введением процедуры сжатия расплавленного пространства между двумя подготовленными деталями. Опрессовка проводится после плавления сплава.

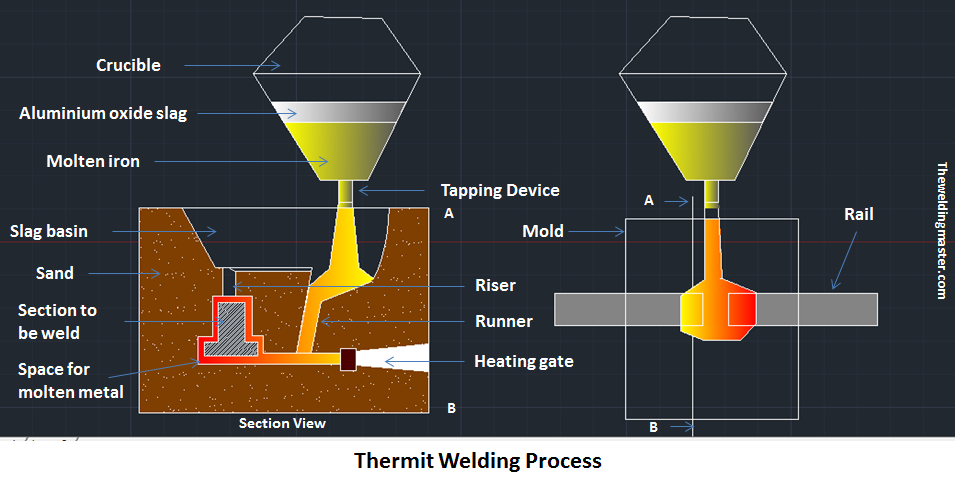
В чем состоит суть термитной сварки
Многие часто спрашивают, что такое термитная сварка и зачем она используется? Чтобы это понять, стоит рассмотреть ее основную суть. Во время сварочного процесса применяются специальные порошковые составы, которые во время сгорания образуют большое количество тепловой энергии. Часто данные металлические смеси называют термитами.
Термическая сварка — это процедура, во время которой происходит разогревание свариваемого элемента до состояния полужидкой субстанции, но в то же время оно сплавляется в целостный состав при помощи специального порошка. Обычно применяется порошок, который состоит из железа и алюминия.
При смешивании данных элементов на основе алюмотермической реакции на области сварки образуется катализатор с высоким качеством. Основная суть этого процесса состоит в том, что во время него из соответствующего оксида химическим методом происходит полное восстановление металла.
Обратите внимание! Сварка изделий производится за счет оказания воздействия расплавленного металла из термита и сильного жара на кромки, которые начинают активно плавятся на свариваемом участке. Именно термит в данном случае выступает в качестве присадочного материала
При термическом сварочном процессе проявляется мощный поток тепла с показателем температуры от 2400-27000С, оно выполняет функции горелки при проведении газосварки или электрода при электродуговой сварке. Главная особенность данной технологии состоит в том, что порошкообразный термит способен воспламеняться самостоятельно.
Это связано с наличием кислорода в составе порошка, который выделяется во время химической реакции из оксида железа. Именно это способы позволяет проводить термическое сваривание в среде, которая заполнена негорючими газами, к примеру, углекислым, и даже в вакууме.
Термитные смеси
К сегодняшнему времени известно достаточно много различных термитных составов. В роли восстановителей могут использовать не только алюминий, но также магний, кальций и некоторые другие металлы. В качестве окислителей выступают оксиды никеля, хрома или вольфрама.
Характерные особенности
У всех термитов очень высокая температура горения — порядка 2000−4000 градусов. Они обладают способностью гореть без присутствия кислорода
.Пламя термита невозможно потушить с помощью воды . Все эти смеси обладают исключительно сильной прожигающей способностью, легко проходя в расплавленном состоянии сквозь толстые листы металла, чугуна или бетона.Их можно использовать для резки металлов . Во время своего горения они образуют высокотемпературный шлак, который, в свою очередь, усиливает его проникающую способность. Потушить термит практически невозможно.
Классификация смесей
Существует несколько основных направлений применения термитов: тепловое воздействие и детонаторный эффект, пиротехнические эффекты, сварка металлов. В соответствии с этим различают несколько основных термитных составов:
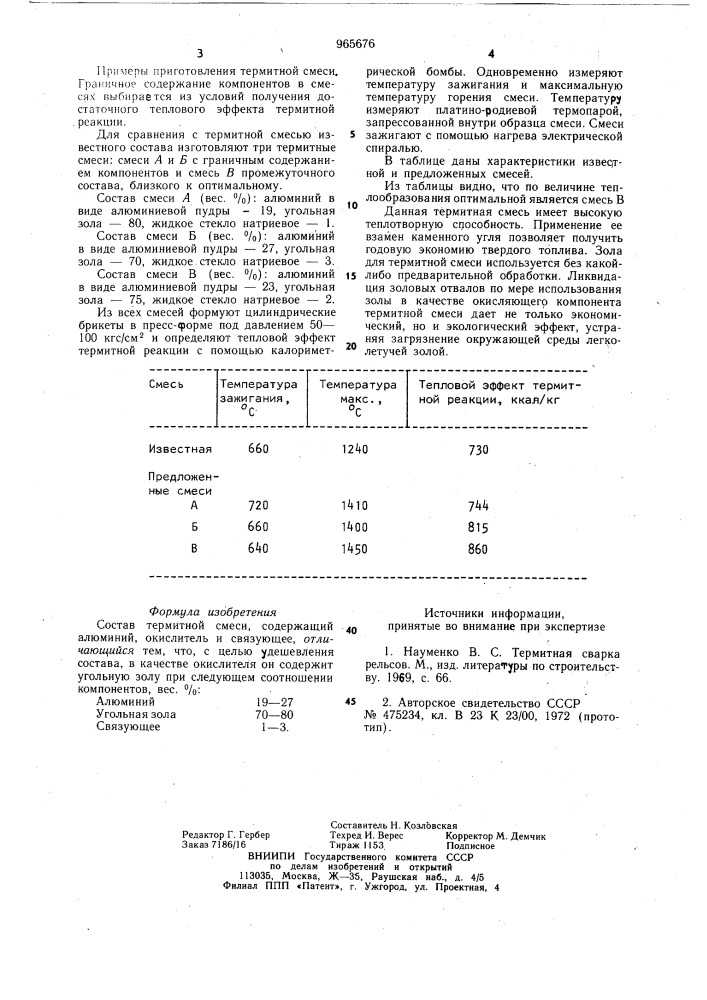
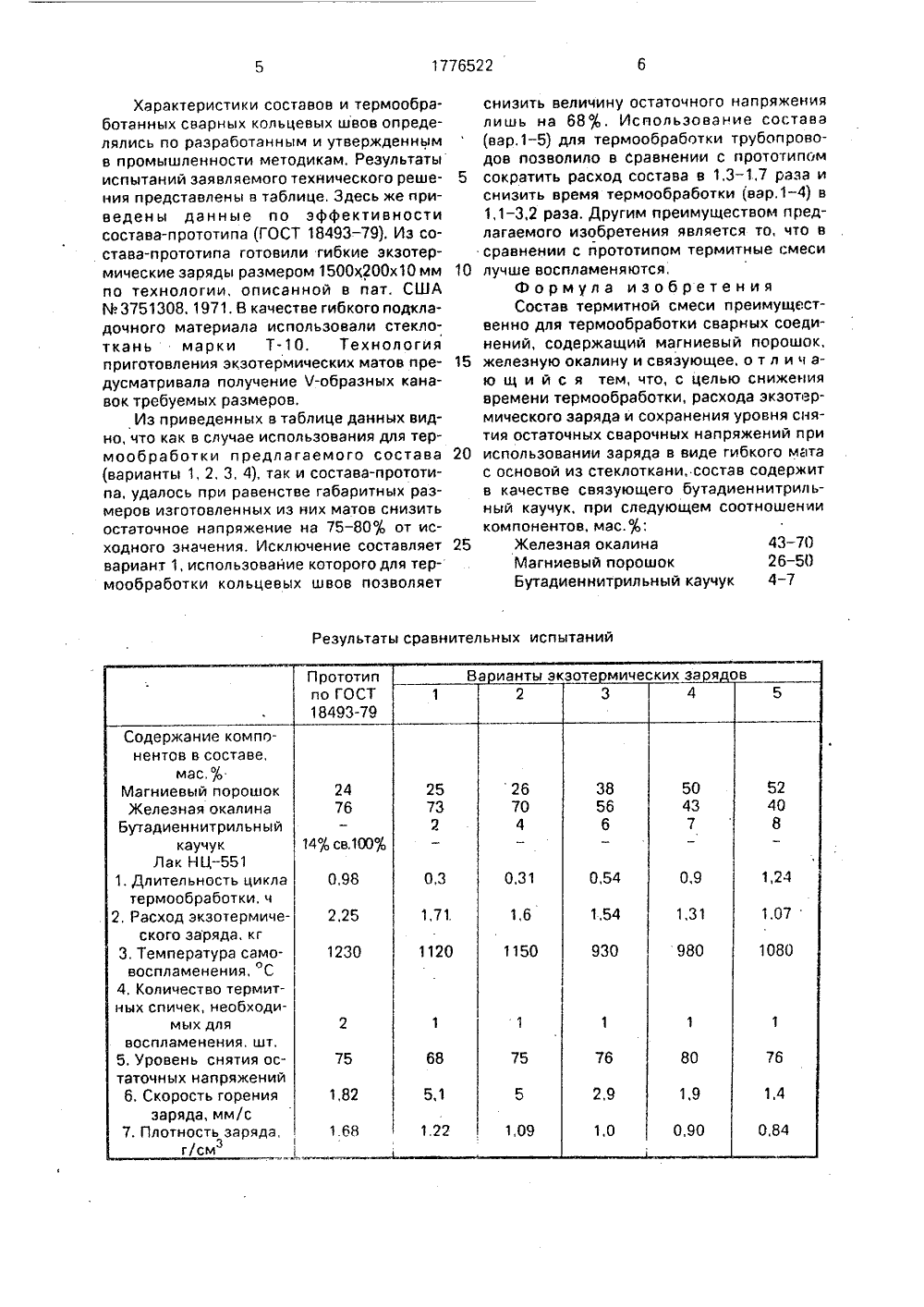
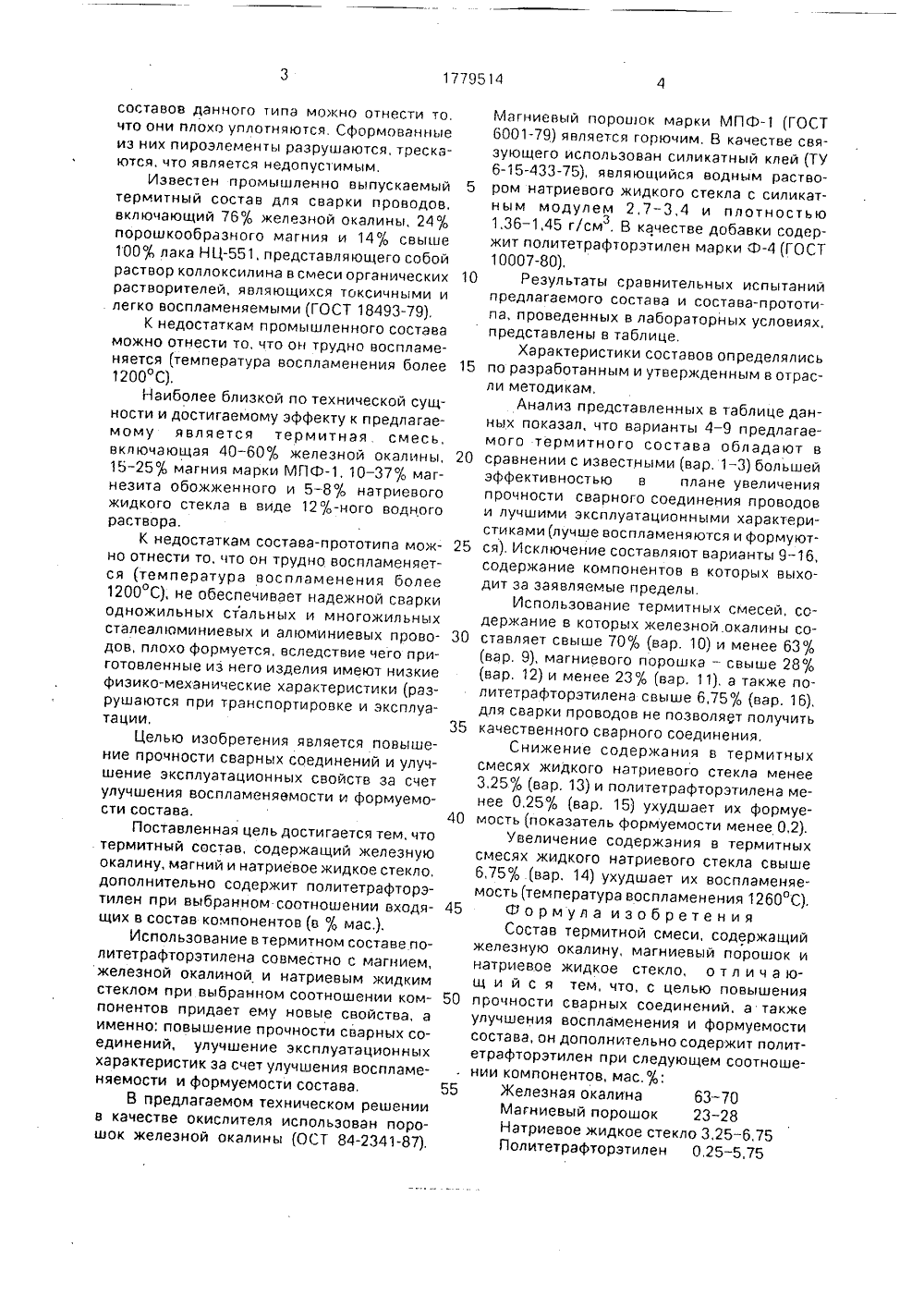
- Традиционный или ферроалюминиевый. Формула и состав термита просты . Он представляет собою смесь алюминиевой пудры или опилок с железной окалиной (оксид железа Fe3O4).Процентное соотношение — 75% железной окалины и 25% алюминия . Чтобы процесс горения замедлить, могут применять алюминиевые опилки.Если необходима быстрая скорость сгорания, используют пудру .Часто на практике скорость сгорания подбирают экспериментальным путём с помощью разных соотношений алюминиевой пудры и алюминиевых опилок . С помощью этой смеси производят сварку железных конструкций.
- Пиротехническая смесь. В этот состав в качестве окислителя входит хлорат калия, в качестве горючего элемента сера и карбонат стронция как катализатор процесса. Принципиальное отличие пиротехнической смеси от традиционной — относительно невысокая температура горения, но при этом очень яркое пламя . Для непосредственного теплового воздействия такие смеси не применяются.
- Медная смесь. Состоит на 70% из оксида меди, практически в равных долях в состав входят медный порошок и алюминиевая пудра (10−12%) и ферромарганец — около 8% .Этот состав характеризуется самой высокой температурой горения — около 2021 градусов, что, в свою очередь, способствует образованию очень надёжных сварных швов . Применяется в основном при сварке стальных магистральных газопроводов.
Термитный карандаш
В этом случае речь идёт не о конкретном составе смеси, а о способе её упаковки в готовое рабочее состояние. На практике часто гораздо удобнее использовать не порошок, а компактно упакованную смесь в твёрдом агрегатном состоянии. Например, в виде удобного к использованию карандаша длиною порядка 30−35 см.


Применение в условиях боевых действий
Большое применение термиты нашли в военной сфере, что и неудивительно, учитывая их специфические свойства.
Первый боеприпас на основе этой смеси был применён во время Первой мировой войны. Это была термитная бомба унитарного принципа действия. То есть воспламенение термита и его горение происходило непосредственно в самом снаряде, что делало такую гранату крайне опасной для самого бросающего.
Термитные авиационные заряды активно применялись армией США во время войны во Вьетнаме. Они показали свою эффективность при поражении скоплений деревянных построек и легкобронировнаной техники среди зарослей джунглей.
Покрытие наносится следующим образом
Из кальки нужно свернуть цилиндр. Его внутренний диаметр должен быть в 3 раза больше, чем диаметр прутка. Далее он заполняется пастообразным составом, в который вставляется стальной пруток по центру. После того, как покрытие подсохнет и схватится с металлической частью, можно разрезать бумагу канцелярским ножом и пользоваться термитным карандашом.
Примечание.
Ранее шаблон делали из кальки, которая представляла собой прозрачную бумагу, используемую чертежниками для копирования чертежей на дралоскопе (светостол). В связи с развитием копировальной техники дралоскопы ушли в историю, как и калька. Хотя у кого-то она может остаться со студенческих времен. Как бы то ни было, если у вас нет кальки, нам видится, что в место нее можно использовать фольгу.
На торец карандаша можно нанести затравку, которая облегчит его поджиг. Затравка состоит из бертолетовой соли и алюминиевого порошка в соотношении 2:1. Затравку можно выполнить отдельно в виде запальной спички, а также не использовать ее вовсе, применяя для поджига бенгальский огонь. Проще всего поджечь карандаш с помощью газовой горелки, которые сейчас стали очень портативными.
Как уже было сказано выше, температура сгорания термита очень высокая. Реакция будет протекать с интенсивным выделением тепла и разбрызгиванием расплавленного металла. А это уже не шутки. Нужно подумать о своем здоровье, запастись средствами индивидуальной защиты. Используйте защитные очки (читайте про ) и одежду из плотной ткани (ни в коем случае нельзя одевать синтетику — ).
Сегодня мы поговорим о том, как нам соединить друг с другом, образно говоря, два куска металла, если под рукой нет сварочного аппарата. Бывают такие моменты, особенно в своем доме, когда нужно что-то приварить мелкое и незначительное, но крайне нужное. Не будешь же ты ради того, чтобы например, приварить пару металлических прутьев к , покупать сварочный аппарат? Ведь он стоит недешево. Но, не стоит опускать руки, и бегать по деревне, третируя соседей на предмет нахождения у них необходимого оборудования. Все можно решить гораздо проще, а именно, сделать самодельный термитный карандаш. Конечно, для этого вам все равно придется посетить специализированный магазин, чтобы приобрести все необходимые ингредиенты для изготовления термитного карандаша. Но, затраты будут для вас в этом случае практически нулевыми, по сравнению с покупкой сварочного инвертора. Итак, приступим.
Область применения
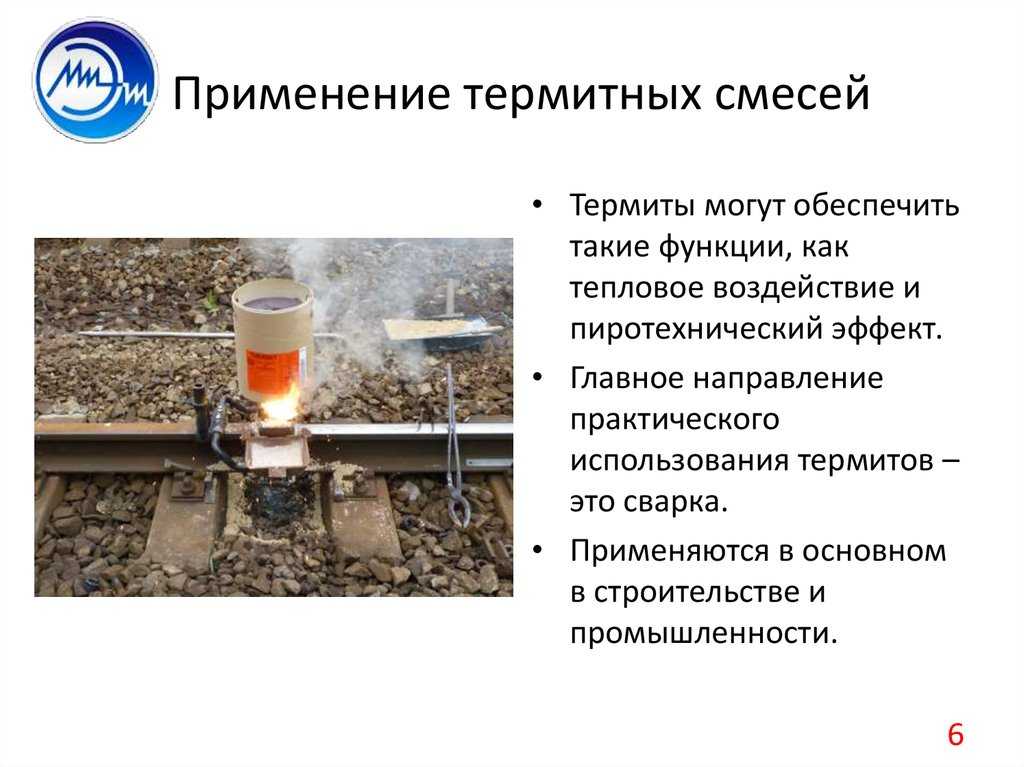
Термитом на основе алюминиевой пудры осуществляется наплавка на детали, соединение изделий из чугуна и хрупких сплавов. На железнодорожном транспорте это надёжный, быстрый способ ремонта рельсов. Для его регламентации разработан ГОСТ Р 57181-2016. В машиностроении термитная технология используется при изготовлении гребных винтов для морских судов, коленчатых валов автомобилей и пр. На металлургических и металлообрабатывающих предприятиях этим способом ремонтируют прокатные станы, прессы, роторные валы, разливочные ковши и другое крупногабаритное оборудование. Для сращивания кабелей, используемых в линиях связи и электропередачи, применяется сварка, термит для которой изготавливается из магния.
Правила работы с полуавтоматом
Перечислим ряд требований, а точнее правил, которыми не стоит пренебрегать при применении сварочного автомата:
- Перед началом работы сварочным полуавтоматом следует внимательно изучить инструкцию по этого эксплуатации;
- при сварке нужно следить за строгой полярностью – «плюс» должен быть на горелке, а «минус» — на свариваемой детали;
- во избежание неприятных ситуаций, связанных с человеческими повреждениями, не следует при заправке проволоки в горелку направлять её сопло на себя или других людей. Тут нужно быть очень внимательным, ведь проволока своим концом может проткнуть вам ладонь или другую часть тела;
- категорически запрещается во время работы перемещать полуавтомат, потянув его за горелку или кабель, для этого существуют ручки;
- чтобы не повредить глаза и другие части лица работать сварочным полуавтоматом следует только в специальной защитной маске, имеющей светофильтр, маркировка которого должна соответствовать диапазону тока, используемого в сварке, а для дополнительной защиты следует использовать очки со стеклянными линзами, поскольку стекло не пропускает ультрафиолет;
- для долгой и безотказной работы устройства необходимо два раза в год прочищать все его внутренности от грязи и пыли;
- если в процессе внешнего осмотра прибора были обнаружены повреждения в кабеле или рукаве горелки, их нужно тут же устранить при помощи изоляционной ленты или термоусадочной трубки, а изношенные части и вовсе лучше заменить на новые;
- форма канавки должна чётко соответствовать материалу электрода: V-образная гладкая применяется для сплошной стальной проволоки, V–образная с насечками – для порошковой проволоки, U-образная – для сплавов и мягких металлов;
- во время работы запрещено прикасаться к токоведущим частям сварочного полуавтомата, а также работать со снятыми его крышками;
- помещение, в котором выполняется сварка, должно хорошо проветриваться, поскольку аэрозоли, выделяющиеся во время работы, чрезвычайно вредны;
- следует строго соблюдать правила пожарной безопасности;
- нельзя забывать о том, что во время сварки сварочный шов нагревается до очень высоких температур, поэтому строго запрещается прикасаться к этим местам;
- не секрет, что полуавтомат, как и всякий сварочный аппарат, является источником электромагнитного излучения, которое чрезвычайно вредно влияет на здоровье человека. Не все люди могут работать в таких условиях, поэтому предварительно нужно пройти медицинский осмотр;
- категорически запрещено сваривать сосуды и трубопроводы вместе с жидкостями, а также сосуды, в которых прежде хранились горючие и легковоспламеняющиеся жидкости;
- не стоит перенагружать полуавтомат, работайте только в условиях, предусмотренных в инструкции по эксплуатации, поскольку это, во-первых, опасно для здоровья работающего, а, во-вторых, сокращает ресурс работы самого полуавтомата;
- поскольку человек является носителем статического электричества, прикасаться к элементам электронной платы строго запрещается, в этом случае возможен их пробой;
- крышка ниши механизма подачи во время работы должна быть плотно и надёжно закрыта, дабы не стать источником травматизма оператора;
- сварка не должна выполняться в непрерывном режиме, нужно чередовать её с регламентируемыми перерывами, продолжительность которых и интервалы между ними должны быть выбраны в соответствии с рекомендациями производителей;
- во время работы сварочным полуавтоматом строго запрещено переключать ступени трансформатора, установленного на источнике сварочного тока;
- все работы по сварке следует выполнять только в специально предназначенной для этого одежде, кроме того, одежда должна быть полностью сухой, дабы защитить себя от возможного поражения электрическим током;
- расход защитного газа, который может быть аргоном, гелием, углекислым газом или их смесями, должен быть рассчитан оптимально, поскольку он в зоне дуги образует защитную среду, кроме того, газ должен быть выбран в соответствии с типом свариваемого материала, а также его толщиной. Баллон должен быть закреплён горизонтально и достаточно надёжно.
Виды термитной сварки
Сварка, во время которой применяется специальный порошковый термит из алюминия и железа, может производиться при помощи тигельного и муфельного способа. Первый способ также имеет другое известное название — алюминотермитная сварка. Она часто используется при установке заземляющих контуров, металлических конструкций.
Стоит отметить! Перед проведением сварки делается термит из оксида железа и алюминиевого порошка в пропорциях 70:23. Во время его сгорания стыки деталей соединяются расплавленным железом, который восстанавливается из окалины.
Алюмотермитная сварка часто применяется при проведении ремонта поврежденных поверхностей методом наплавки. Главное преимущество данной технологии состоит в возможности сваривании чугунных элементов без образования стыков. Но ее невозможно применять для наложения швов на алюминиевые изделия, в этих случаях стоит использовать муфельный сварочный процесс.

При проведении термитной сварки своими руками оказывается высокая температура, которая вызывает сильное расплавление алюминия, в результате этого он начинает испаряться. Муфельная технология проводится с использованием термита на основе магния, при повышенных температурах он не растекается, а впитывается в поверхность и образует ровный шов.
Карандаш для термитной сварки
В быту применяется специальный карандаш, при горении которого образуется температура не меньше 1350°C. Если использовать его в соответствии с имеющейся инструкцией, получается прочное соединение даже крупных деталей.

Такие карандаши имеют разные составы, поэтому перед покупкой мастер должен знать, для каких целей будет применяться указанный метод сваривания.
Полуавтоматическая термическая сварка: технология
Использование данной технологии подразумевает использование специальной проволоки, которая с помощью автоматической системы аппарата подается в рабочую зону, где быстро расплавляется и позволяет обеспечить прочность соединения. В качестве защитного газа может использоваться аргон и СО2. Основное назначение такого газа — это защита сварочной ванны от воздействия воздуха, который может существенно ухудшить качество соединения металлов.
При полуавтоматической технологии используется специальное оборудование, которое позволяет быстро расплавлять кромки. При этом данная технология отличается простотой и может выполняться как профессиональными специалистами, так и обычными домовладельцами при необходимости им выполнить прочное соединение элементов. Даже обычные домовладельцы смогут с использованием таких полуавтоматических аппаратов провести сварку, обеспечив максимальное качество выполненного соединения.






Аргонодуговая сварка
Такой вид термической сварки подразумевает использование вольфрамовых электродов, которые заправляются в горелку. При выполнении соединения такой электрод с помощью автоматической системы подается в пламя горелки, расплавляется и стекает в шов, гарантируя соединение на молекулярном уровне. Для защиты сварочной ванны от негативного воздействия кислорода используется аргон, который предотвращает появление окислительной пленки. Аргон поступает из подключенного к горелке баллона со сжатым газом. Регулируют подачу аргона при помощи редуктора, выставляя его на определённое положение, в зависимости от конкретной разновидности металлических элементов.
Термитный карандаш для сварки — что это такое?
Термитный карандаш — это специальный аппарат для сварки металлов без электричества и газа. Принцип действия термитного карандаша основан на возникновении в момент горения высоких температур, например тех, от которых металл начинает плавиться.
Используя термитную палочку в качестве паяльника без олова, он может сваривать тонкие металлы и небольшие куски металла. В целом это очень удобный прибор в тех случаях, когда невозможно использовать электросварку.
Как сделать термитный карандаш своими руками
Конструкция термитного карандаша довольно проста, и для ее изготовления вам потребуются следующие материалы:
- Проволока из углеродистой стали. Диаметр проволоки должен быть от 2 до 3 мм, здесь все во многом зависит от толщины металла, которую придется сваривать термитным карандашом. Следовательно, чем толще свариваемый металл, тем толще должна быть стальная проволока;
- Клей;
- Опилки алюминиевые (мелкая фракция, не более 0,5 мм);
- Железная лестница.
Алюминиевый шлак и опилки используются для изготовления штукатурки с термитным карандашом. Эти компоненты смешиваются с клеем. Чтобы посеять термитный карандаш, который поможет его зажечь, вам понадобится бертолетная соль и алюминиевые опилки.
Рассмотрим подробнее, как можно сделать термитный карандаш для сварки своими руками:
- Для начала нужно разрезать стальную проволоку на кусочки длиной 30-35 см;
- Далее нужно размять алюминиевые опилки железной лестницей на клей. Пропорции следующие: 24% алюминиевых опилок и 76 железных хлопьев;
- Затем полученную смесь алюминиевой лестницы и опилок нанести на проволоку;
- Дайте покрытию достаточно высохнуть.
Семя на конце термитного карандаша выглядит как спичечная головка. Для этого нужно смешать на клее бертолетную соль (1 часть) с алюминиевыми опилками (0,5 части). После этого нужно окунуть в смесь кончик карандаша и дать ему немного высохнуть. Семя на конце термитной палочки необходимо для начала процесса горения.
Само собой разумеется, что, хотя термитный карандаш не является электросварным швом, когда он горит, он также излучает ультрафиолетовый свет, который вреден для глаз, опасные газы и высокие температуры. Поэтому при работе с подобными вещами нельзя забывать о мерах безопасности.
обязательно использовать надежную опору при сварке, толстые леггинсы, а также маску для глаз и лица, защищающую от ультрафиолета. Собрав «зайчиков» из пайки термитным карандашом, можно серьезно повредить глаза.



