
Сварка

Процесс пайки стыков полотна проводится на сварочном станке, которые в зависимости от модификации, запускаются посредством клавиши либо специальной рукояткой.
После включения агрегата к торцам ленты через зажимы подводится сварочный ток для расплавления металла на участке предполагаемого шва.
Для получения прочного соединения следует очистить поверхность токопроводящего стержня. Выполнять очистку по всей его длине не имеет смысла, главное, чтобы контактирующая с лентой поверхность не имела следов грязи или других нежелательных наслоений.
Несоблюдение данного условия нарушит сопротивление цепи, что негативно отразится на качестве соединяемой детали.
Термообработка (отжиг) сварного шва
Для низколегированных полотен по дереву температура отжига составляет 420-450 °С, для легированных биметаллических полотен по металлу — 630 -650 °С и выше.
Температура отжига указывается производителем приблизительно по следующим причинам:
- Отжиг не самостоятельный процесс, а составная часть режима сварки
- Время изменения структуры металла зависит от температуры (выше температура – меньше времени отжига). Для обеспечения равномерного прогрева сечения предпочтителен режим при более низких температурах с большим временем процесса.
Наиболее надежен ступенчатый отжиг: первичный прогрев с выдержкой и выравниванием температуры по всему сечению и последующий быстрый нагрев с управляемым охлаждением.
Настройка режима термообработки проводится только после отладки стабильного по качеству режима сварки (визуально сварочные швы должны быть правильны и одинаковы)
Не следует торопиться освобождать прижимы полотна после сварки, нужно дать время ему остыть на электродах
. Спешка для части полотен может привести к некорректной закалке зоны шва. После сварки выждите 5 секунд, после чего освобождайте полотно.
Не следует вынимать пилу после сварки, чтобы очистить поверхности электродов, т.к. закаленная область очень хрупкая и могут образоваться трещины.
После обдува сжатым воздухом прижимов и электродов нужно освободить полотно, вторично обдуть электроды и зафиксировать сваренную пилу для отжига.
Существует мнение, что обдув электродов и прижимов приводит к ускоренному износу линейных направляющих подвижной губки
Обратите внимание на то, что в аппаратах хорошего качества подшипники закрыты сальниками, поэтому операция обдува на рабочем ресурсе направляющих не отражается
К особенностям ленточных пил следует отнести очень тяжёлые условия их эксплуатации. Максимальные растягивающие нагрузки на материал нередко приводят к разрыву полотен.
Согласно требованиям нормативов восстановление повреждённой зоны не должно приводить к снижению прочностных показателей всего изделия в целом. Вот почему сварка ленточных пил относится к разряду особо ответственных мероприятий, которые по силам лишь специалистам с большим опытом практических работ.
Положение нередко усугубляется ещё и тем, что иногда приходится сваривать фрагменты различных полотен, отличающихся как по своему размеру, так и по материалу, из которого они изготовлены. Всё это лишь повышает требования к качеству ремонтных работ и предполагает основательное изучение технологии сварки полотен для ленточных пил.
Суть контактного метода сварки заключается в пропускании электрического тока через соединенные по принципу «встык». Одновременно половинки поврежденной пилы сжимаются с некоторым усилием.
Вследствие сильного разогрева места стыка с последующим его оплавлением и происходит сваривание половинок повреждённого полотна. Ток к месту сварки от импульсного трансформатора подводится посредством специальных зажимов, выполняющих функцию электродов.
Отечественная промышленность освоила выпуск самых различных моделей станков, которые применяют для контактного восстановления ленточных пил. В прогрессивных образцах весь цикл сварки и отжига полностью автоматизирован, что облегчает работу по соединению половинок пилы.
Такой сварочный аппарат обеспечивает высокую точность установки мощности и времени действия электрического импульса, подаваемого на контактные электроды.
В простейших устройствах для сварки ленточных пил данные показатели контролируются самим оператором.
Пайка полотен ленточных пил
Сразу всем: Серебряный припой не твёрже латунного — наоборот, однако велорамы, к примеру уровня выше чем Старт-Шоссе — паяли именно серебряными припоями, и по сю пору рамы велов высокого класса из хромоля именно им и паяют — он плавится при более низкой температуре и последующей термообработки не требует. СШ и более массовые — латунные припои. Материал рам более пластичный и ему не страшно. Восстанавливая велы прошлого века — так и паяешь. Пластинки на резец — опять таки латунь, ее расплавить труднее. Есть и другие важные мелочи, и из них упомяну только одну — чем лучше, и точнее, и ближе к полировке приготовлены спаиваимые поверхности, тем тоньше слой припоя, и тем, при прочих равных, дольше проработает паяное соединение. НО — ни латунь ни серебро не любят знакопеременных нагрузок — а в пильных полотнах ленточек — именно они. А уж когда сторона ленты вся из концентраторов напряжений (зубы и впадины) то совсем печально. Так что паять можно, спаять — тоже можно, но ждать долгой работы от паяного на колене пильного полотна — очень оптимистично. Однако, есть припои, которые обеспечивают очень хорошее и долго живущее соединение, но их найти в продаже (или компоненты) мне не удалось.
Сварка. Быстрая и качественная сварка пильных полотен встык, обработанных концов и с сильным сжатием в конце сварки — всё расплавленное вместе с грязью и шлаком при сжатии выдавливается, образуя валик ( потом сошлифовываемый), а шов получается максимально плотным и чистым. Зона перегрева при этом минимальна, и отпуск тоже простой и быстрый. И то — брак встречается. Сварочники для этого в продаже есть, но дороги для хоббийщика.
Сварка внахлест споттером — реально, при умении и последующей качественной обработке стыка — позволяет какое то недолгое время погонять сваренное так полотно, но в щадящем режиме, пилу по дереву — дольше. Подачи — минимальные.
Сварка полуавтоматом — сам не варил, найти сварного, что готов на такие эксперименты — не нашёл. Однако полагаю, что такая сварка возможна, причём чем толще и шире полотно — тем лучше. То же и относительно ТИГ сварки — слышал, читал, но в руках не держал так сделанное.
И о сварке — хороший сварной (это самое важное) — сварит всё, и качественно. Но это потребует и соответствующего опыта, и расходников, и времени
Я — не сварной, а только «прихватчик», просто настоящую работу профи наблюдал при постройке газопровода, там и спрашивал как, зачем и почему именно так. Ну и учебники и свой небольшой опыт.
Сергей Иваныч, при натяге — с полным паспортным, и даже на четверть больше — не лопается паяное. Ну у меня, во всяком случае. Проверка натяжения — тензометром. Стал бы я ставить непроверенное в пилу, как же… Это о деревяшечной, из углеродки. ( чуть чуть из опыта 70х — при тогдашнем дефиците велозипа паяли многое, в том числе и спицы, и тормозные тросики, и жестянку всякую — и вполне держало. )
А вот сваренное мной электродом — как раз три из 4х полотен этой проверки не прошли. 5-15 минут холостого хода с медленным увеличением натяга до нормы — и всё…
Егор, пильное полотно, в качестве длинной коронки, к сожалению не пригодно, дырку им сделать — можно (достаточно долго и не без бубна), но отверстие — увы. Потому, кстати и не делают коронки длинными, они, в основном, не более 2-3 диаметров , да еще на стружку место надо… они более для листа и труб. Если очень надо кольцевое длинное- делают из коронки наваренной соосно на трубу — и на малых оборотах в жёсткой сверлилке и со смазкой. Прошли немножко — сверло наружу, пробку выбить, керн обломать и вытащить — и по новой.
Обработка полотен после сварки: отжиг и зачистка
В процессе выполнения сварки место соединения, наряду с прочностью, приобретает и хрупкость. Один точечный удар тяжелым инструментом нарушает целостность шва.
Чтобы вновь придать эластичность стыку, необходимо осуществить отжиг.
Реализация подобного процесса осуществляется на том же станочном оборудовании без отсоединения полотна от зажимных механизмов.
Отжиг выполняется путем изменения токового режима и снижения усилий на полотно.
С постепенным увеличением силы тока происходит нагрев места соединения до температуры 500-550 градусов. Выполнение подобной процедуры подразумевает предварительную установку пирометра, контролирующего рост температурного воздействия в соединительной точке.
После достижения требуемых значений подача электричества прекращается, после чего необходимо выждать остывание полотна.
При установке оборудования и проведении работ в неотапливаемом помещении при остывании пилы необходимо периодически включать подачу тока.
Резкое изменение температуры на поверхности полотна приведет к нарушению технологии и утрате прочностных характеристик. Нормальное остывание металла должно осуществлять по времени от 3 до 5 минут.
Не стоит забывать и о том, что некоторые виды металла требуют двойной обработки. Опытные специалисты в ходе выполнения сварки одновременно реализуют и отжиг.
Зачистка после сварки
Главным требованием, предъявляемым к подобной процедуре, является максимальное удаление металлических наплывов и создание четкой геометрии шва.
Процедура выполняется любым абразивным материалом или инструментом.
Определяющим здесь является отсутствие каких-либо шероховатостей на поверхности пилы. В связи с этим зачистка поверхности осуществлять не классическим способом поперек полотна, а вдоль.









Проверка качества сварного соединения
Самый простой и проверенный метод контроля качества – визуальный осмотр. О некачественном соединении свидетельствуют следующие признаки:
- сваренные края изделия не совпадают по высоте. Дефект возникает вследствие недостаточной силы тока или при чрезмерном значении осадки;
- капли расплавленного металла на поверхности ленты. Происходит при слишком высоком значении сварочного тока;
- непроваренные участки. Возникают из-за недостаточной силы тока или слишком низкого давления.
http:
Усиление шва (разница между толщиной наплавленного и основного металла) не должно быть меньше 1,5 мм. В противном случае полезное сечение сварного шва будет недостаточным для работы в условиях ленточной пилы.
Технология сварочного процесса
Что бы заварить трубы , используются такие способы соединения: электродуговой (ручной, полуавтоматический и с применением флюса) или газовый (с использованием ацетилена).
Газовая сварка
Так как сварить трубы электросваркой получается не всегда, то в таких случаях используется газовая горелка. Такой метод применим в полевых условиях. При этом качество и наполненность швов получается выше. Снижается риск появления внутреннего напряжения в металле, так как он меньше поддается температурному воздействию.
Для осуществления работ требуется газогенератор или ацетилен. Во втором случае температура в рабочей зоне выше. Подавать присадочную проволоку нужно так, чтобы она располагалась на раскаленном металле. Если требуется сварка оцинкованного материала, то тут берется флюс, а концентрация кислорода в газе увеличивается. При этом обрабатывать швы противокоррозионными средствами после работы не обязательно.
Ручная дуговая сварка
При сварке труб ручной дуговой сваркой число проходок зависит от толщины их стенок. Значение имеет и состав электродов. Если диаметр изделий большой, то нанесением следующего слоя сбивается окалина, а соединение проковывается. Во время накладывания первого шва нельзя спешить. После этого металл проверяется на наличие трещин. Если на шве есть неровные участки, они вырубаются. Работа в этих местах проводится заново со смещением (1,5-3 см). Финишный слой выполняется электродами с толсто обмазкой.
Общие сведения
Проводя стыковку торцов пилы необходимо учитывать его нагрузку при обработке деталей, подвергая ленту постоянному растягиванию и изгибу.
Изготовленная из легированной или углеродистой стали полоса ленточной пилы выдерживает силовое воздействие обрабатываемого материала, что иногда нельзя сказать о сварном соединении.
После периода отработанных часов шов лопается. Поэтому последний должен выполняться из материала аналогичного состава, что и само кольцо с зубьями.
Последняя обусловливается равномерным нагревом стыков двух соединяемых деталей. После описываемой термической операции, концы плотно стыкуются, образуя неразъемное кольцо.
https://youtube.com/watch?v=kce1RXxWNZc
Этапы сварочных работ
Резка
Для начала полотно пилы необходимо разрезать на заданную длину. Для резки можно использовать разные инструменты. Мы рекомендуем гильотинные ножницы, поскольку они дают наиболее ровный срез. Сам срез должен располагаться на вершине зубьев. Не забывайте оставлять примерно по 1-2 миллиметра со стороны реза на осадку.
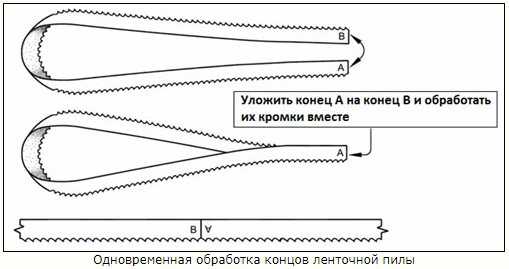
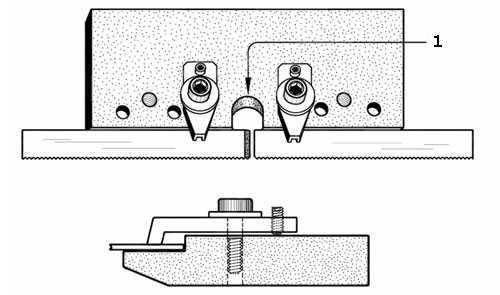
Чтобы добиться точного среза можно использовать методику, изображенную на картинке ниже. После такой резки концы пилы будут ровными и отлично состыкуются. А это напрямую влияет на качество сварного шва.
Зачистка
После резки концы пилы нужно зачистить. Это стандартная подготовка металла под сварку. Очистите металл от загрязнений и следов коррозии. Затем обезжирьте любым растворителем. Например, ацетоном. После чего зачистите кромки с помощью абразивного материала. Мы используем наждачную бумагу. Следите, чтобы на кромках не было заусенцев. В идеале они должны быть гладкими и ровными.
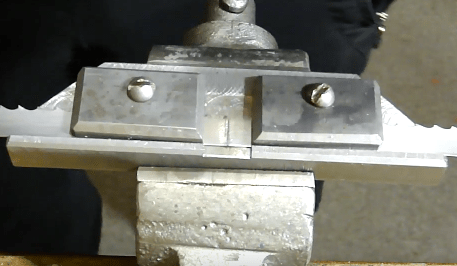
Установка пилы в зажимы
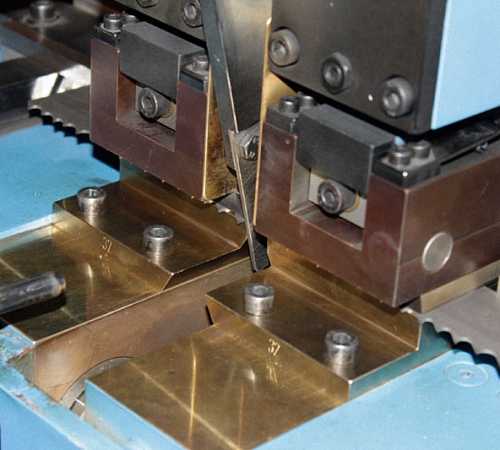
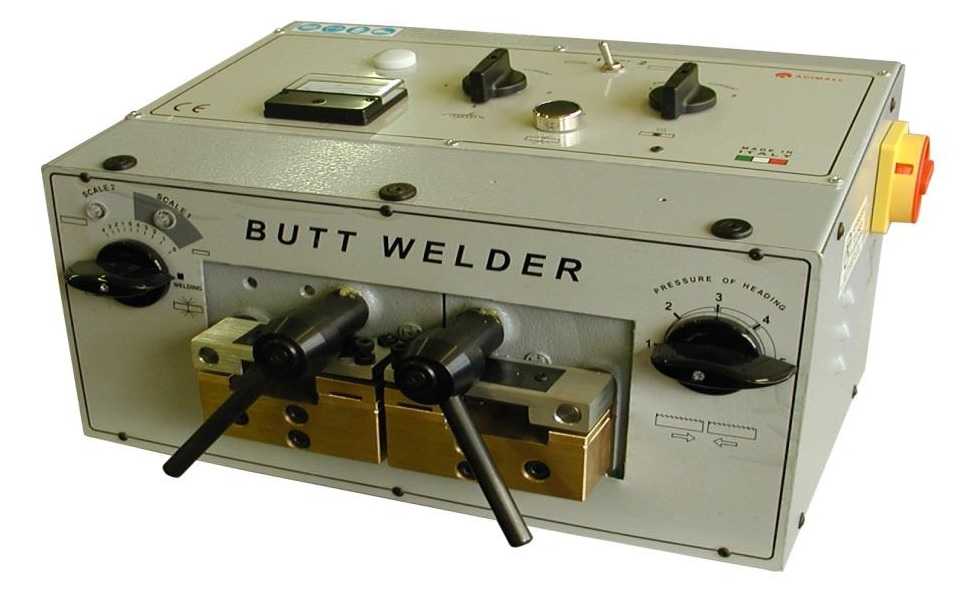
Выше мы уже могли ознакомиться с компонентами, из которых состоит станок для сварки ленточных пил. Мы говорили, что там есть зажимной механизм. Именно в него необходимо установить полотно пилы. У зажима есть подвижная и неподвижная часть. Установите один конец полотна в подвижную, а второй конец в неподвижную. Между зажимами есть свободное пространство. Вам необходимо установить полотно так, чтобы его стыки были ровно посередине этого пространства. Естественно, стык должен быть ровным и точным.
Выбор режима сварки
Далее необходимо выбрать режим сварки. Если у вас простейший сварочный аппарат, то все параметры нужно настроить вручную. Режим сварки выбирается исходя из размеров пилы и ее сечения. Чем сечение больше, тем больше значение сварочного тока. Это общие рекомендации.
Обычно к сварочному аппарату прилагает инструкция, в которой прописаны все режимы сварки в зависимости от размера полотна пилы
Также обратите внимание на настройку скорости подачи импульсов тока. У бюджетных моделей ее нужно контролировать вручную, иначе металл нагреется слишком сильно
Рекомендуемое время подачи тока — 1-2 секунды. В аппаратах подороже этот параметр регулируется автоматически.
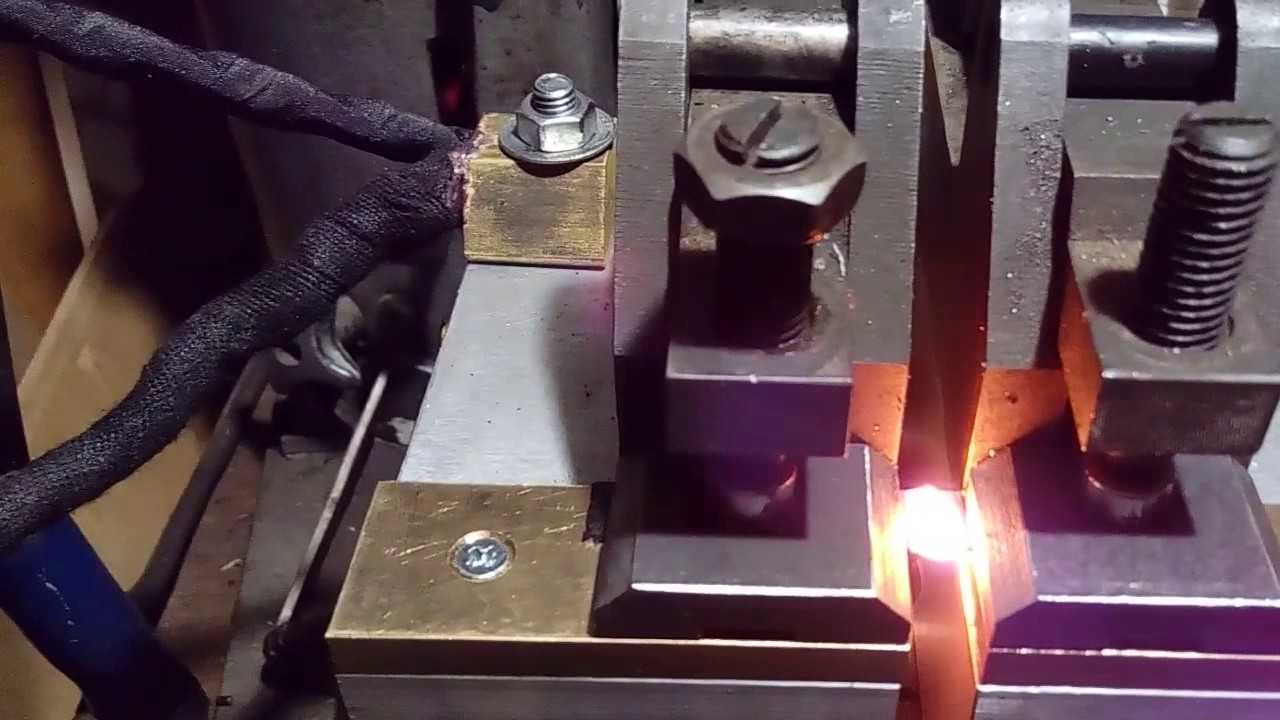
Сварка
Сварка для ленточных пил начинается с включения станка. Станок для сварки ленточных пил запускают в зависимости от модели. Это может быть отдельная кнопка или специальная рукоятка. После запуска к концам пилы будет подведен сварочный ток, который расплавит металл в зоне будущего шва. К пиле ток подводится через зажимы. После нагрева стыка подвижный зажим нужно немного сместить, чтобы сформировался сварной валик. Шов готов!

Следите, чтобы поверхность электродов была чистой перед сваркой. Необязательно вычищать все электроды, достаточно лишь ту часть, которая контактирует с полотном пилы. Если проигнорировать это правило, соединение получится некачественным. Загрязнения будут нарушать сопротивление цепи.
Отжиг
Далее следует отжиг. Он необходим, потому что в результате сварки металл становится слишком твердым, из-за чего повышается его хрупкость. Отжиг помогает вернуть полотну его исходное состояние. После отжима металл снова становится пластичным, улучшаются его эксплуатационные характеристики.
Чтобы выполнить отжиг не нужно доставать полотно из зажима. Просто установите другой режим подачи тока. Главное — добиться температуры нагрева около 600 градусов. В дорогих аппаратах есть отдельная функция отжига. Но если у вас простая бюджетная модель, то необходимо выполнить несколько дополнительных действий.
Прежде всего, учтите, что помимо нагрева нужно и охлаждать металл. И желательно выполнять эти операции поочередно. Нажмите на кнопку подачи тока и удерживайте ее, пока на табло не высветится температура нагрева. Затем отпустите и дайте металлу остыть. Чтобы полотно остывало равномерно, можно периодически нажимать на кнопку снова, не давая металлу быстро охлаждаться. Время охлаждения занимает в среднем 5 минут.
Если на вашем аппарате нет табло с индикацией температуры нагрева, то можно ориентироваться на цвет металла. Обычно полотно приобретает вишневый оттенок, когда достигается необходимая температура нагрева. Не допускайте нагрева металла до оранжевого или желтого цвета. Иногда необходимо выполнить отжиг дважды.
Повторная зачистка
Во время отжига на полотне могут образоваться видимые наплывы. Их нужно убрать, выполнив повторную зачистку. Теперь она нужна не для технических, а для эстетических целей. Заодно можно поправить впадины между зубьями, придав им правильную геометрическую форму. Повторную зачистку можно выполнить любым инструментом с абразивом. Обработайте металл так, чтобы соединения практически не было видно.
Термитная сварка
Соединение рельсовых нитей путем термитной обработки востребовано не менее, чем другие способы сварки рельсов. Метод основан на восстанавливающей реакции, образующейся при контакте алюминия и окиси железа. Происходит весь процесс довольно быстро, но при тысячных температурах (не менее 2000°С). Такой тип сварки известен еще как алюминотермитный.
Для проведения термитной обработки торцевые части плетей зачищают и укладывают ванну (форму), повторяющую рельсовую геометрию. Полученное во время реакции восстановленное железо заполняет форму, выталкивая шлак наверх. По окончании процесса такой шлак легко счистить, не разрушая структуру шва.
Смесь для проведения термитной сварки состоит из:
- алюминиевого порошка;
- окиси металла (чаще железа);
- запальной смеси (не всегда);
- легирующих добавок;
- демпфирующих частиц.

Легирующие добавки наряду с тормозящими частицами добавляют в термитную смесь для придания сварному соединению требуемой прочности и устойчивости к механическим воздействиям. Высокое качество шва значительно снижает износ участка и реже требует ремонта.
Воспламенение термитной смеси происходит при температуре около 1300°С градусов, при наличии запальной составляющей — 800°С градусов. В процессе горения, а это всего лишь несколько секунд, выделяется большое количество тепла, поэтому такую сварку часто называют алюмотермической.
Термитная обработка позволяет соединять различные типы рельсовых плетей, независимо от их плотности:
- поверхностно — закаленные;
- объемно — закаленные;
- не обработанные термически.
Полученное в результате алюминотермитной сварки соединение обладает высокой прочностью, что широко применяется при постройке магистралей для высокоскоростных поездов.

Сварочные работы
Сварка ленточных пил подразделяется на несколько этапов. На каждом технологическом этапе необходимо строго придерживаться методики, чтобы достичь наилучшего результата.
Существует несколько типов устройств позволяющих осуществлять процесс соединения. Обычно они функционируют следующим образом: кромки концов пилы соединяются посредством их стыковки и пропускания через них тока.







Аппараты сварки сопротивлением – один из видов оборудования, позволяющих надежно соединять концы режущего инструмента. Они отличаются небольшой стоимостью, однако и производительность у них невысокая.
Подобное оборудование отлично подойдет для маленьких объемов работ, особенно эффективным оно будет в ремонте пил производственных лесопилок.
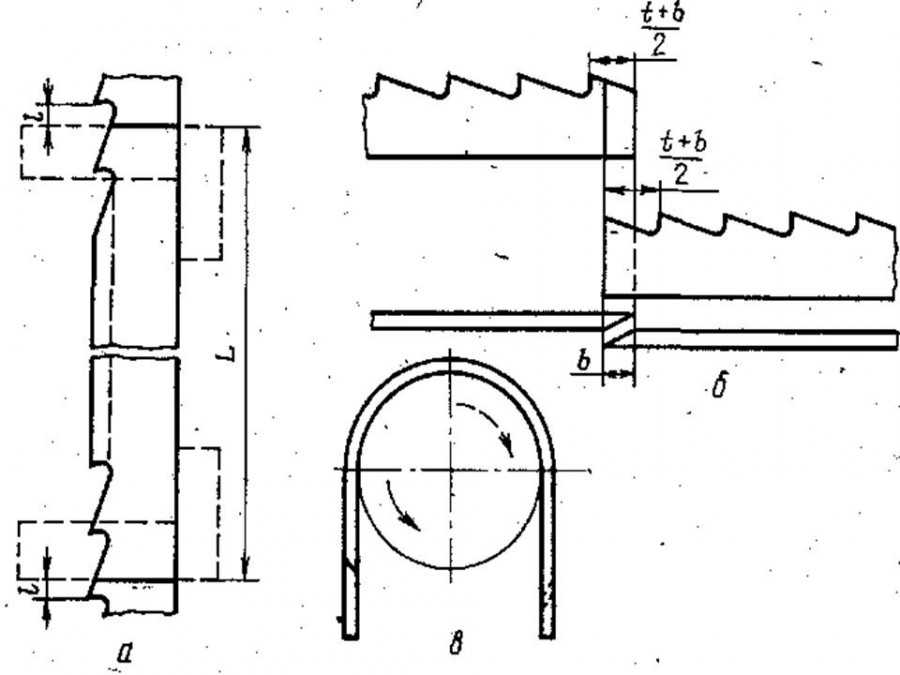
Чертеж соединения ленточных пил.
Данный метод предполагает высокое качество подготовки стыка и электродов, а также правильность выбора режимов. Аппараты функционирующие по принципу оплавления предлагают более высокую производительность. Кроме того они способны работать со всеми типами полотен. Такие устройства относят к среднему классу.
Метод также требует хорошую подготовку поверхности, правильность выбора режимов и учет расхода металла.
Процесс сварки пил, как уже было отмечено выше, разделяется на этапы, каждый из которых будет описан ниже.
Резка
Помимо станка для сварки пил потребуются и некоторые другие инструменты. К ним относятся гильотинные ножницы, используемые для резки полотна. Если подобного устройства нет, тогда можно воспользоваться зубилом или отрезным станком.
В случае выполнения соединения на ранее используемом участке, следует с каждой стороны отрезать по пять миллиметров. Рез необходимо выполнять строго перпендикулярно между зубцами. С каждой стороны оставляют пятимиллиметровый припуск.
Зачистка
Сварка ленточной пилы.
Следующим шагом является зачистка полотна для пил. В этих целях необходимо провести тщательную очистку поверхности инструмента. В качестве растворителей можно использовать ацетон или спирт.
Помимо загрязнений нужно удалить заусенцы и неровности. Проще всего это сделать на заточном станке.
Установка
После подготовки полотна в соответствии с перечисленными выше этапами, полотно устанавливают в оборудование для сварки. Кромки изделия должны совпадать друг с другом.
Такие параметры оборудования, как усилие, режим и ход осадки устанавливают исходя из выбранного для полотна материала. Необходимые режимы содержатся в таблицах, приведенных в документации к оборудованию.
Сварка
Если используется профессиональное оборудование, то стыковая сварка ленточных пил запускается посредством поворота соответствующих ручек или нажатием кнопки. Ток подается на электроды, проходит через стык, нагревает метал до температуры плавления и соединяет концы полотна между собой.
Одним из существенных параметров является время подачи тока. В автоматическом оборудовании оно составляет одну-две секунда. Если сварка осуществляется своими руками – то время задается мастером.
В случае неудачного соединения режимы меняются на более подходящие и записываются. В будущем эти значения могут быть использованы в случае сварки таких же полотен.
Отжиг
Процессы подготовки ленточных пил.
Сразу же после выполнения соединения пила не пригодна к использованию. Чтобы подготовить инструмент у применению необходимо выполнить еще несколько операций с полотном.
Сварочный аппарат делает материал пилы хрупким. Использовать его в работе становится невозможно. Решить данную проблему позволяет отжиг. Данный процесс осуществляется путем пропускания тока меньшей величины через изделие. В результате шов нагревается, а затем его охлаждают.
Контролировать температуру отжига можно с помощью пирометра. В случае его отсутствия контроль осуществляется визуально по цвету металла. Самым оптимальным является вишнево-красный цвет, а вот оранжевый или желтый свидетельствуют о перегреве.
Зачистка
Завершающим этапом является зачистка соединения от наплывшего металла. Также необходимо вывести правильную форму впадины между зубьями. В этих целях можно использовать любой абразив. Однако, как уже упоминалось ранее, лучше всего подойдет заточный станок.
Технология изготовления пил
Производство пил не занимает много времени, однако оно требует от исполнителя четкого соблюдения технологического процесса. В противном случае об изготовлении пилы, которая действительно пригодится в хозяйстве, можно будет забыть. Для того чтобы конечный результат оказался положительным, необходимо:
Схемы установки заготовок и определение максимальной длины резания.
- Сварить полотно в кольцо. На начальном этапе необходимо подобрать полотно нужного размера и подготовить его к процессу сварки. Для этих целей ленточное полотно хорошо обезжиривается и очищается даже от незначительных крошек пыли. Только после этого происходит сварка ленточных пил, с предварительно выбранным режимом. Теперь полученный шов отжигается, заново очищается и снова отжигается.
- Правильная разводка зубьев. Оптимальная разводка осуществляется по следующей схеме: первый зубчик – вправо, последующий – влево, а третий остается по центру. По сходному принципу разводятся и все остальные зубья.
- Заточка. Для нормального функционирования ленточной пилы необходимо позаботиться и о корректной заточке, которая должна проводиться на специальном станке. В процессе работы будут отшлифованы все зазоры и микротрещины, образовавшиеся во время разводки. Так на выходе можно получить окончательное изделие, полностью готовое к использованию.
В действительности этот процесс занимает не более 2-х часов, однако прежде, чем браться за дело, необходимо позаботиться и о наличии таких инструментов и материалов, как:
- аппарат для сварки ленточных пил;
- гильотинные ножницы для нарезки полотна;
- полотно;
- мягкая ткань для удаления мусора.
В ряде случаев сварка ленточных пил осуществляется и методом пайки, с помощью самодельного аппарата, однако вероятность получения на выходе неработоспособного изделия существенно возрастает.
Сварка ленточных пил: самодельный станок для сварки и как пользоваться бурой для пайки
В деревообрабатывающей промышленности широко используются пилы, главной особенностью которых является непрерывная режущая поверхность. Она представляет собой кольцо из ленты с металлическими зубцами.
Сварка ленточных пил лежит в основе их изготовления, поскольку они получаются путем соединения заранее подготовленной ленты в кольцо. Данный процесс используется также и в их ремонте. В данной статье будет рассказано об основных особенностях сварки подобных приспособлений.
Сварочные работы
Сварка ленточных пил подразделяется на несколько этапов. На каждом технологическом этапе необходимо строго придерживаться методики, чтобы достичь наилучшего результата.
Существует несколько типов устройств позволяющих осуществлять процесс соединения. Обычно они функционируют следующим образом: кромки концов пилы соединяются посредством их стыковки и пропускания через них тока.
Подобное оборудование отлично подойдет для маленьких объемов работ, особенно эффективным оно будет в ремонте пил производственных лесопилок.
Чертеж соединения ленточных пил.
Данный метод предполагает высокое качество подготовки стыка и электродов, а также правильность выбора режимов. Аппараты функционирующие по принципу оплавления предлагают более высокую производительность. Кроме того они способны работать со всеми типами полотен. Такие устройства относят к среднему классу.
Метод также требует хорошую подготовку поверхности, правильность выбора режимов и учет расхода металла.
Автоматические устройства, работающие по технологии оплавления, требуют от оператора станка только лишь установки качественных материалов, а также их снятия после завершения обработки. Широкое использование данный инструмент получил в профессиональных мастерских и сервисных центрах.
Процесс сварки пил, как уже было отмечено выше, разделяется на этапы, каждый из которых будет описан ниже.
Установка
После подготовки полотна в соответствии с перечисленными выше этапами, полотно устанавливают в оборудование для сварки. Кромки изделия должны совпадать друг с другом.
Такие параметры оборудования, как усилие, режим и ход осадки устанавливают исходя из выбранного для полотна материала. Необходимые режимы содержатся в таблицах, приведенных в документации к оборудованию.
Пайка ленточной пилы
Пайка ленточных пил также является допустимым способом соединения краев полотна. Если выполнить данный процесс в соответствии со всеми правилами, то в итоге удастся получить качественную и долговечную пилу, которую можно смело использовать в ленточнопильном станке или же, например, в станке по дереву.
Наиболее предпочтительным данный метод является для применения в домашних условиях.
Подготовка
Особенности сварки ленточных пил.Пайка ленточной пилы в домашних условиях – это дешевый и доступный способ изготовления режущего инструмента. Первое, что необходимо сделать перед соединением – очистить кромки полотна от каких-либо загрязнений.
Соединять концы полотна следует встык
Важно, чтобы они были скошенными. Получить грани необходимой формы можно на абразивном круге
Форма скоса представляет собой прямоугольный треугольник, длина одного из катетов которого определяется толщиной металла.
Скошенные поверхности должны быть максимально ровными и идеально прилегать друг к другу. Не стоит забывать и о шаге зубцов. При формировании скоса, нужно позаботиться о том, чтобы шаг сохранился.






Процесс пайки
Сварочный аппарат для сварки ленточной пилы.
По большому счету пайка данного инструмента очень похожа на такой же процесс работы с высокотемпературными припоями других изделий.
Скошенные кромки полотна покрывают флюсов и зажимают в станке так, чтобы кромки плотно прилегали друг к другу
Важно сделать так, чтобы флюс покрывал только кромки инструмента. Если сделать данную процедуру плохо, то флюс затечет туда, где он не нужен
В последствии придется потратить лишнее время на его удаление.
Затем осуществляется нагрев соединения горелкой до необходимой температуры. В стык соединения подается припой. За счет действия капиллярных сил, припой затекает между кромками. В результате по всему периметру стыка появляется полоска.
Изделию следует дать несколько минут на то, чтобы оно остыло и только после этого снимать его со станка. В случае правильного выполнения всей последовательности действий наплывы припоя должны отсутствовать. Если же они есть, то избытки нужно аккуратно удалить.
Данный способ отлично подходит для домашнего применения, например, при создании самодельного инструмента и использовать его в качестве пилы по дереву.
Технология сварки
Сварка полотна ленточной пилы насчитывает несколько этапов.
Материал приводит детальное описание каждого из них.
Резка
Лента для пилы реализуется в бухтах, что подразумевает приобретение полотна определенной длины. Для нарезки металла с зубчиками используется гильотина, разделочный стол, дающие ровный срез.
Резка ленты проходит по верхней границе зубьев, причем с припуском 2 мм на стороне среза. Это позволит соблюсти шаг и осадку.
Добиться правильного среза поможет изображенный ниже метод, характеризующийся ровными концами и хорошим стыком. Последний кардинально влияет на качество получаемого шва, кольца ленты.
Зачистка
Этап характеризуется подготовкой металла для сварки. Ему присущий следующий алгоритм:
- Очистить полотно от грязи, присутствия коррозии на ленте.
- Обезжирить концы ацетоном, бензином, уайт-спиритом, нефтяным или другим растворителем.
- Зачистить кромки, заусеницы наждачной бумагой, иным абразивом.
Последняя операция должна убрать шероховатости и заусенцы.
Закрепление полотна в зажимы
Станок для сварки имеет зажимной механизм, состоящий из подвижного и стационарного элементов. Один конец ленточной пилы перед сваркой нужно закрепить в ходовом зажиме, другой — неподвижном.
Между двумя зажимами существует свободное пространство, что обусловливает выставление стыков посередине просвета. Регулировка должна быть ровной и очень точной.



