
Виды гранулированного порошка
Гост 1139-80. основные нормы взаимозаменяемости. соединения шлицевые прямобочные. размеры и допуски (с изменениями n 1, 2)
Для осуществления сварочного процесса, флюс подразделяется на несколько типов. Все зависит от металла, который будет обрабатываться:
- Высоколегированная сталь.
- Цветные сплавы.
- Углеродистая и легированная сталь.
Методика производства также подразделяет этот гранулированный материал на несколько подвидов:
- Керамический.
- Плавленный.
Использование первого вида позволяет получить улучшенный шов. Плавленый флюс отличается своей пемзовидной структурой.
Чтобы получить керамический материал, сначала специальные элементы подвергают мелкому измельчению. Затем смешивают с экструзией, которая помогает получить однородную массу. В нее добавляют жидкое стекло. Такая смесь используется только в том случае, когда требуется провести ещё одно легирование материала сварочного шва.
После спекания исходных веществ, проведения их грануляции, получается плавленый флюс. Гранулы для проведения газовой сварки делятся на несколько подгрупп. Разделение зависит от их химического состава:
- Солевые. В их состав входит большое количество хлоридов, а также небольшое количество фторидов. Гранулы применяются для сваривания активных металлов. Их используют для переплава оставшегося шлака.
- Смешанные. Материал представляет собой смесь солевых гранул с оксидами. Используется для работы с легированными сталями.
- Оксидные. Смесь предназначена для обработки фтористой стали или низколегированного металла. В состав входят окислы металла вкупе с минимальным количеством фтористых соединений.
Функции гранулированных флюсовых смесей
Каждый тип флюса должен выполнять четыре функции:
Стабилизация сварочного процесса
Правильные флюсовые смеси оказывают самое благоприятное воздействие на электрическую дугу: сварка под слоем флюса создает самую комфортную среду для горения дуги – электрического разряда между электродом и краем изделия. Обычно расстояние между полюсами дуги составляет около 5-ти мм.
Если в гранулированной смеси флюса имеются специальные вещества, разряд будет проходить более устойчиво. А это делает возможной сварку не только на постоянном токе, но и на переменном. Кроме этого такая стабилизация дуги помогает применять большее число разных режимов сварки.
Изоляция газового облака
Варианты керамического флюса.
Газовое облако должно быть в любом случае непроницаемым, без него металлы не смогут расплавляться в сварочной ванне. Чтобы порошковая флюсовая смесь нормально справлялась с данной задачей, нужно подсчитать максимально точно дозировку порошка на линии шва.
Чем мельче гранулы флюса и чем они плотнее, тем лучше происходит изоляция газового облака. Но совсем мелкой смесь тоже не должна быть, иначе плотность насыпки на поверхности шва будет негативно влиять на его правильное формирование.
Помимо размера гранул смеси на ее изолирующие свойства влияет масса насыпки. Для ее определения существуют специальные таблицы, с помощью которых можно очень точно определить дозу подачи флюса в рабочую сварочную зону.
Функция легирования
Сварочный шов формируется в результате действия высоких температур плавления и физическому взаимодействию металлов – основного и присадочного. Химический состав шва обусловлен видом применяемых материалов. Но под влиянием дуги некоторые нужные и полезные элементы могут выгорать или осаждаться в шлаковых массах.
Чтобы полноценно заменить их, в определенные виды флюсов добавляют специальные легирующие добавки, которые обогащают металлы, образующие шов. Кроме того, такие добавки тормозят нежелательный процесс – переход в шлак марганца и кремния. Если легирование используется, параллельно применяют специализированную присадочную проволоку.
Формирование поверхности
Режимы сварки меди под флюсом.
Прекрасным примером может служить технология сварки под флюсом с применением так называемых «длинных» порошков. Речь о сварке толстых краев металлов на большой силе тока. Для таких условий самым оптимальным вариантом будет использование флюсовые смеси с высокой вязкостью, которая делает процесс остывания медленным и постепенным.
Такая постепенность дает возможность образоваться кристаллической решетке с гладко-чешуйчатой структурой.
В ситуациях «наоборот» – при флюсовой сварке с малыми токами сильная вязкость вовсе не нужна. В таких случаях применяются «короткие» флюсовые смеси, которые при остывании мгновенно превращаются в твердое вещество. Режимы сварки под флюсом – моменты тонкие и важные, от них зависит и качество шва, и форма его поверхности.
Режимы сварки стыковых швов без разделки
Ниже приведены ориентировочные режимы SAW-сварки конструкционных Si-Mn легированных сталей на постоянном токе обратной полярности с использованием керамических алюминатно- основных, алюминатно-рутиловых или кальциево-силикатных флюсов типа OK Flux 10.70, OK Flux 10.71, OK Flux 10.80, OK Flux 10.81 и т.п. При сварке на переменном токе или при использовании плавленных флюсов, напряжение на дуге рекомендуется устанавливать на два вольта выше.
Двухсторонняя сварка стыка без разделки (типа С7 по ГОСТ 8713-79)
 |
|||||
| Толщина
кромок |
Диаметр
электрода |
№ Прохода |
Напряжение на
дуге |
Сварочный
ток |
Скорость сварки [см/мин] |
| 6 | 3 или 4 | 1 | 30-32 | 350-400 | 50-70 |
| 2 | 31-33 | 400-450 | 50-70 | ||
| 8 | 3 или 4 | 1 | 30-32 | 450-500 | 60-70 |
| 2 | 30-33 | 500-550 | 50-60 | ||
| 10 | 4 | 1 | 30-32 | 450-500 | 60-70 |
| 2 | 31-33 | 550-600 | 55-60 | ||
| 12 | 4 или 5 | 1 | 32-35 | 600-650 | 55-60 |
| 2 | 33-35 | 700-750 | 60-65 | ||
| 14 | 4 или 5 | 1 | 33-35 | 650-700 | 50-60 |
| 2 | 33-35 | 750-800 | 40-50 |
Типичные механические свойства наплавленного металла в состоянии после сварки
| OK Flux 10.71/
OK Autrod ХХ.ХХ |
Предел
текучести |
Предел
прочности |
Ударная вязкость на V-образном надрезе Шарпи | |
| Т | KV | |||
| 12.10 | 360 | 465 | -40 | 65 |
| 12.20 | 410 | 510 | -40 | 55 |
| 12.22 | 425 | 520 | -46 | 40 |
| 12.24 | 500 | 580 | -29 | 40 |
| 12.32 | 480 | 580 | -46 | 40 |
Категории одобрения морских регистров
| OK Flux 10.71/ OK Autrod ХХ.ХХ |
ABS | BV | DnV | GL | LR | RS |
| 12.10 | 3М | 3М | IIIM | 3М | 3М | 3M |
| 12.20 | 3YM | 3YM | IIIYM | 3YM | 3YM | 3YM |
| 12.22 | 4Y400M | 4Y40M | IVY40M | 4Y40M | 4Y40M | 4Y40M |
| 12.24 | 3YTM | 3YTM | IIITYM | 3YTM | 3YTM | 3YTM |
В следующей таблице приведены режимы SAW-сварки низколегированных сталей с использованием керамическими фторидно-основными флюсами типа OK Flux 10.61, OK Flux 10.62
| Толщина
кромок |
Диаметр
электрода |
№
Прохода |
Напряжение на
дуге |
Сварочный ток |
Скорость сварки
[см/мин] |
| 6 | 3 | 1 | 28,5-29,5 | 300-500 | 60-65 |
| 2 | 30-31 | 375-425 | 60-65 | ||
| 8 | 3 | 1 | 30-31 | 435-465 | 60-65 |
| 2 | 31-32 | 485-515 | 60-65 | ||
| 10 | 4 | 1 | 30-31 | 485-515 | 60-65 |
| 2 | 30-32 | 575-600 | 60-65 | ||
| 12 | 4 | 1 | 30-32 | 585-615 | 58-62 |
| 2 | 30-32 | 585-615 | 58-62 |
Типичные механические свойства наплавленного металла
| OK Flux 10.62/
OK Autrod ХХ.ХХ |
Состояние | Предел
текучести |
Предел
прочности |
Ударная вязкость на V-образном надрезе Шарпи | |
| Т | KV | ||||
| 12.22 | после сварки | 410 | 500 | -62 | 35 |
| 12.24 | после сварки | 500 | 580 | -51 | 45 |
| 12.32 | после сварки | 475 | 560 | -62 | 70 |
| 12.34 | после сварки | 540 | 620 | -51 | 45 |
| 12.40 | после сварки | 530 | 620 | -51 | 40 |
| 12.44 | после сварки | 600 | 700 | -62 | 50 |
| 13.10 SC | после ТО 690°С/1 час | 500 | 610 | -29 | 80 |
| 13.20 SC | после ТО 690°С/1 час | 525 | 625 | -29 | 80 |
| 13.21 | после сварки | 470 | 560 | -62 | 60 |
| 13.24 | после сварки | 530 | 620 | -73 | 50 |
| 13.27 | после сварки | 460 | 570 | -73 | 50 |
| 13.40 | после сварки | 610 | 690 | -62 | 50 |
| 13.43 | после сварки | 700 | 800 | -62 | 50 |
| 13.49 | после сварки | 500 | 600 | -101 | 40 |
Оборудование и инструменты
Сварочных автоматов для данного метода на рынке великое множество с самыми разными характеристиками и назначением. Самые лучшие и удобные из них – это модели, в характеристиках которых присутствует способность поддерживать подачу проволоки.
Существуют и устройства, в которых есть автоматическое управление абсолютно всеми параметрами сварки. На первый взгляд, именно их можно считать самыми лучшими. Но если вы имеет дело с бытовой работой, то такие аппараты вам совершенно ни к чему из-за сложных технических нюансов и настроек.
 Чертеж сварки металлов под флюсом.
Чертеж сварки металлов под флюсом.
При выборе оптимальной модели для своей работы нужно учитывать еще один факт: если у вас уменьшится длина электрической дуги, другие параметры наоборот увеличатся: повысится скорость плавления металлов, увеличится сила сварочного тока.
При таких условиях нужен специальный источник питания с определенными вольтамперными свойствами.
В случае снижения скорости подачи электродов, в аппаратах для автоматической сварки головки с регулятором напряжения мгновенно перестроятся и изменят длину дуги. В этом случае вольтамперные параметры должны пропорционально уменьшиться.
Если у вас аппарат, в которых скорость подачи электродов не меняется, все равно придется поработать, чтобы найти оптимальное значение сварочного тока. Напряжение в электрической дуге также придется настраивать вручную и опытным способом, меняя настройки внешнего источника питания.
https://www.youtube.com/watch?v=elCSbt438e0
Форма подготовки кромок
Гост 26595-85. фрезы торцовые с механическим креплением многогранных пластин. типы и основные размеры (с изменением n 1)



ГОСТ 8713-79, описывающий сварку в защитном газе и сварные соединения, требует высокой точности при разделке кромок заготовок. Требования по точности, предъявляемые к обычной ручной сварке ММА, либо аргонодуговой, заметно ниже. Автоматический сварочный аппарат настраивается под определенный режим сварки, включая силу тока, расстояние от заготовки до электрода и его траекторию.
В ходе исполнения заложенной программы автоматический аппарат не сможет учитывать неточности обработки либо установки заготовки, как это смог бы сделать квалифицированный и опытный сварщик.
Разделку кромок проводят на установках газовой, плазменной или лазерной резки. Используются также металлообрабатывающие станки (фрезерный, строгальный, долбежный). Реже при разделке применяются установки водяной резки.
Перед началом работ необходимо провести подготовку: очистить от механических загрязнений, шлака, ржавчины, масложировых пятен. Оставшиеся загрязнения, попав в зону действия дуги, приводят к образованию таких дефектов, как:
- поры и каверны;
- трещины;
- непровар;
- посторонние неметаллические включения.
Механическую зачистку проводят с помощью пескоструйной обработки либо ручными угловыми шлифмашинами. Используется также и химическое пассивирование для более качественного удаления окисной пленки. Кроме самих кромок, зачищается и околошовная область на 5-6 мм с каждой стороны от шва. Общее обезжиривание с помощью органических растворителей или неорганических активных веществ распространяется на ту же зону.
Заготовки требуется надежно закрепить на сборочном стенде с помощью струбцин или специальной оснастки. Используется также прихватывание в заранее определенных местах ручной электродной сваркой или в среде углекислого газа. Точечные прихватки делают из полос металла длиной 5-7 см. Их устанавливают не далее 40 см одну от другой, с краю они должны быть не далее 20 см от начала (конца) шва. Их обязательно следует очистить от брызг расплава и шлаков.
Для входа и выхода электрода без прожога в начале и конце шва устанавливают вводные и выводные подкладки, разделанные тем же профилем, что и основной шов.
Рабочие режимы выбирают исходя из металла заготовок, их толщины, вида разделки. К ним относятся:
- рабочий ток и напряжение;
- толщина и темп подачи сварочного материала;
- скорость и наклон движения электрода.
Стыковые швы свариваются с разделкой или без таковой. Соединение может провариваться с одной либо обеих сторон, а также за несколько проходов.
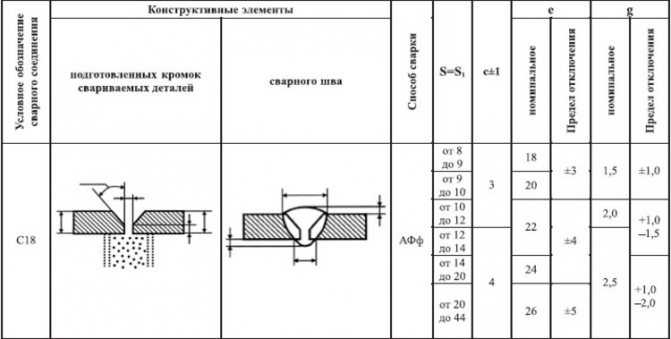
Пример основной таблицы ГОСТ для типа соединения С18.
Если есть возможность довести зазор между заготовками до 1 мм, то работу в положении «в лодочку» проводят без подкладки. Если же зазор больше — подкладывают металлическую или асбестовую пластину, либо подсыпают подушку из флюса. Применяется также предварительное подваривание корня шва с изнанки.
Сварка в положении «лодочка» рекомендована для угловых и тавровых швов. Она дает возможность равномерно проплавить кромки и увеличить площадь сечения шва. Для этого заготовки крепят в специальной поворотной оснастке, называемой кантователь. Он может поворачиваться вместе с заготовкой вокруг продольной оси, параллельной линии шва. ГОСТ предусматривает сборку двутавра сварного таким же способом.

Сварочные схемы.
Сваривание тавровых и нахлесточных швов ведут с углом наклона электрода в 15-30о к линии шва. К минусам такого метода относят ограничение предельного значения катета в 16 миллиметров. Для получения больших значений приходится прибегать к многопроходному провариванию.
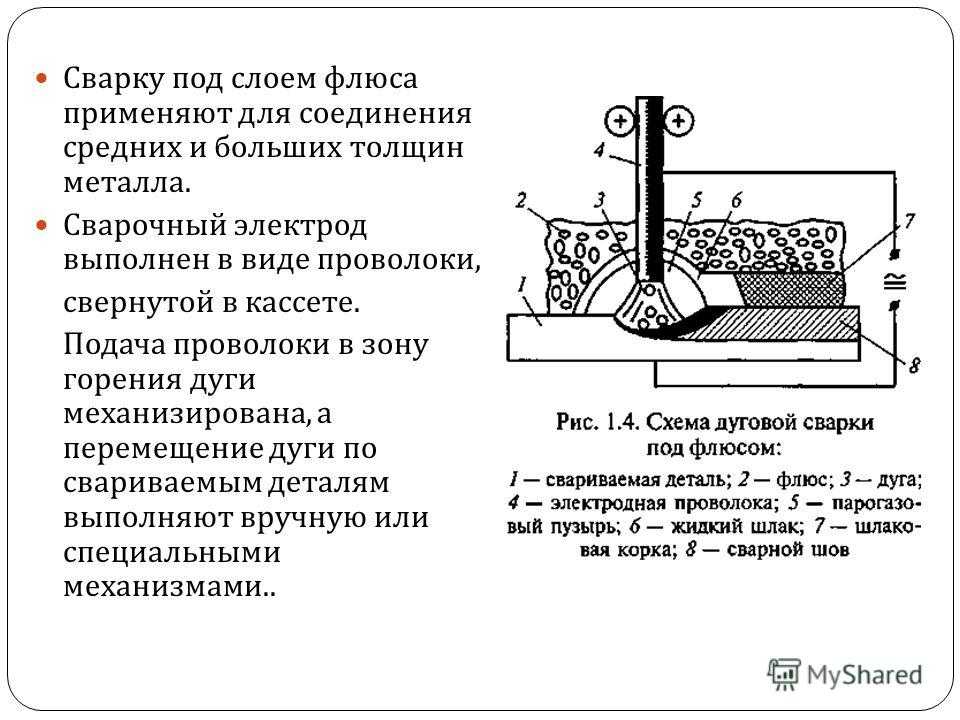
Преимущества и недостатки автоматической сварки под слоем флюса
К преимуществам данного способа сварки можно отнести:
1. Высокая производительность, превышающая производительность ручной дуговой сварки в 5-10раз. Достигается она за счёт использования сварочного тока значительной силы, и, как следствие этого, за счёт глубокого проплавления свариваемого металла. А также за счёт того, что отсутствуют угар и разбрызгивание металла, а, следовательно, исключаются потери металла. Кроме этого, высокая производительность обеспечивается вследствие автоматизации процесса сварки металла.
2. Применение флюса повышает качество сварки за счёт того, что образует защитную плёнку вокруг зоны сварки и препятствует проникновению в неё окружающего воздуха. Кроме того, флюс, на поверхности расплавленного металла обладает низкой теплопроводностью и препятствует быстрому остыванию жидкого металла. Вследствие этого газы и неметаллические включения успевают всплыть па поверхность сварочной ванны и выйти из неё до того, как металл кристаллизуется. Об этом мы говорили выше по тексту.
3. Процесс автоматической сварки под флюсом полностью механизирован, что позволяет уменьшить до минимума трудоёмкий и дорогостоящий ручной труд и снизить квалификацию сварщика. А технология ручной дуговой сварки подразумевает ручной труд и для выполнения этих работ требуется сварщик более высокой квалификации.
4. Электрическая дуга при автоматизированной сварке получается более стабильной, т.к. находится под защитным слоем сварочного флюса.
5. При автоматической сварке потери электродного металла не превышают 2-5%, так как угар металла и его разбрызгивание практически отсутствуют. Для сравнения, при ручной сварке потери металла из-за его угара и разбрызгивания достигают 20%, а в некоторых случаях 30%.
6. При автоматической сварке коэффициент использования теплоты от электрической дуги более высокий, чем при ручной сварке. Это позволяет существенно экономить электроэнергию. Экономия может достигать 40%.
7. Улучшенные условия работы сварщика. Зона сварки закрыта непроницаемыми слоями флюса и шлака, которые исключают проникновение окружающего воздуха в зону сварки. Но также эти слои препятствуют выделению вредных газов и пыли из сварочной зоны в воздух. Поэтому, для удаления газов достаточно наличия естественной вытяжной вентиляции на рабочем месте сварщика.
8. Из-за того, что дуга находится под флюсом, она не видна оператору, следовательно, исключено её воздействие на глаза, поэтому, не требуется специальной маски или очков для защиты глаз.
К недостаткам такого вида сварки можно отнести возможность сварки швов только в нижнем положении, или при небольших наклонах сварных кромок, на угол не более 15°. Также затруднено применение автоматической сварки в монтажных условиях. Эти недостатки обусловлены недостаточной маневренностью сварочных автоматов из-за их конструктивных особенностей. Но со временем, по мере развития сварочной техники и технологии подобный недостаток будет устранён.
Дополнительные материалы по теме:
Это интересно: Достоинства и недостатки сварочных аппаратов Кемпи: изучаем тщательно
Положительные и отрицательные качества
Автоматическая дуговая сварка под слоем флюса является востребованной технологией, которую активно применяют на производствах, предприятиях. При проведении этой технологии можно хорошо сэкономить на материале, при этом качество изделия никак не пострадает. Это осуществляется благодаря специальной эффективной конструкции, которая обеспечивает отличную тягу даже для компонентов с повышенной твердостью.

Автоматическая сварка под слоем флюса обладает целым рядом преимуществ:
- Данный вид сварки обладает повышенной степенью производительности. Она означает показатель метража шва, который производится за час работы дуги. Использование флюса повышает степень производительности сварки почти в 10 раз.
- За счет того во время сварочного процесса соблюдается стабильность и постоянная скорость прохода линии соединение имеет хорошее качество и высокую прочность.
- Закрытая дуга обладает высокой мощностью. Именно это способствует расплавлению металла на большую глубину в процессе сварочного процесса. Именно это избавляет от необходимости проводить разделку кромок под сварку. Но стоит учитывать, что открытая дуга не такая мощная, она требует предварительного разделывания кромок. Без этого условия невозможно получить хорошее сварное соединение.
- Главное преимущество данной технологии состоит в том, что весь процесс производится в автоматизированном режиме. Сварщик не обязательно должен уметь варить, ему достаточно знания того, как проводится настройка используемого оборудования.
- При выполнении автоматического сварочного процесса электрод применяется почти полностью, его потери составляют всего 2 %.
- Во время сварки не образуются брызги от расплавленного металла. Это приводит к экономии самого металла, что положительно отражается на стоимости и производительности сварочного процесса.
- Область сваривания отлично защищена от отрицательного воздействия воздуха и окружающей среды.
- За счет того, что во время автоматического сваривания применяются флюсы, происходит минимальное образование оксидов.
- На протяжении всего процесса наблюдается ровное пламя дуги. Именно за счет этого выходит прекрасная мелкочешуйчатая структура и сохраняется отличный эстетический вид сварного шва.
- От вредных внешних воздействий сварную область отлично защищает флюс. Во время сварки не требуется дополнительно применять специальные защитные устройства.
- Усиленное охлаждение металла после сварочного процесса приводит к образованию прочного и стойкого сварного шва.
- Этот метод обладает простым исполнением, для него не требуется иметь большой опыт, навыки.
Наличие большого количества плюсов делает сварку под слоем флюса востребованной технологией. Действительно этот метод пользуется широкой популярностью во многих областях производства, благодаря ему можно получить качественное и прочное соединение, которое способно прослужить длительное время. Кроме этого этот метод прекрасно подходит для сваривания трубных конструкций разного диаметра.




Но все не стоит забывать про то, что автоматическая дуговая сварка имеет негативные качества, среди которых можно выделить:
- сварка под флюсом, которая осуществляется в автоматическом режиме, является дорогим методом сваривания. Его может позволить далеко не каждый;
- во время процесса достаточно тяжело определить верное расположение материала для фиксации. Это связано с техническими характеристиками технологии;
- сварка может оказывать вредное воздействие на человека, который контролирует и выполняет весь рабочий процесс;
- для проведения процесса требуется дорогостоящее и редкое оборудование, которое имеется только на промышленных предприятиях. По этой причине данный вид сварки редко используется в бытовых условиях;
- перед проведением сварки требуется тщательная подготовка металла;
- не получится провести сваривание металл на весу. Деталь необходимо зафиксировать в горизонтальном положении и предварительно проварить корень сварного соединения.
Важно! При проведении автоматического сваривания сварочный трактор расплавляет часть порошка электрической дугой от проволоки, в результате этого появляется корка на поверхности шва. А другая часть порошка так и остается в виде гранул. После полного завершения процесса требуется очистить весь шлак
После полного завершения процесса требуется очистить весь шлак.
Техника сварки электрозаклепок, прорезных швов и приварки шпилек
На электрозаклепках обычно выполняют соединения внахлестку, втавр, угловые и прорезные. Основной трудностью сварки подобных соединений является обеспечение плотного прилегания поверхностей свариваемых деталей. Для предупреждения вытекания расплавленного флюса и металла зазор не должен превышать 1 мм. Электрозаклепки можно сваривать с предварительно полученным отверстием в верхнем листе толщиной до 10 мм или с проплавленисм верхнего листа толщиной до 10 мм. При сварке с отверстием диаметр электрода должен быть равен 1/4-1/5 диаметра отверстия. Сварка может сопровождаться подачей электрода в процессе сварки или без его подачи до естественного обрыва дуги, В первом случае используют обычные полуавтоматы для сварки под флюсом, во втором — специальные электрозаклепочники. При сварке электрозаклепками на полуавтоматах держатель перемещают от одной точки к другой рывком без выключения подачи и сварочного тока.
Прорезные швы также могут выполняться с предварительно полученными отверстиями удлиненной формы или при проплавлении верхнего листа при его толщине до 10 мм.
Общим недостатком рассмотренных типов швов является трудность контроля их качества, и в частности провара нижнего листа.
Для приварки шпилек используют специальные установки и флюсовые шайбы высотой 6—10 мм с наружным диаметром 15—20 мм. При диаметре шпильки более 8 мм для облегчения возбуждения дуги привариваемый конец затачивают на угол 90o. При приварке шпилек в вертикальном и потолочном положениях силу сварочного тока снижают на 25—30 % по сравнению со сваркой в нижнем положении. После обрыва дуги и образования достаточной сварочной ванны шпилька быстро подается до упора.
Малышев Б.Д. «Сварка и резка в промышленном строительстве», том 1
Сварка под флюсом различных типов сталей
Сварка конструкционных углеродистых сталей
При сварке конструкционных малоуглеродистых сталей используют флюсы марок АН-348А, ОСЦ-45, АНЦ-1 и другие в сочетании с малоуглеродистыми или марганцевыми проволоками марок Св-08А, Св-08ГА, Св-10Г2.
Сварку среднеуглеродистых сталей выполняют при пониженных режимах, что существенно сказывается на производительности, поэтому, при изготовлении конструкции из среднеуглеродистых сталей данный вид сварки не нашёл широкого распространения на практике.
Высокоуглеродистые конструкционные стали содержат 0,46-0,75% углерода и свариваемость их затруднена. Для сварных конструкций эти стали не используются и необходимость в их сваривании возникает, как правило, при ремонтных работах. В большинстве случае, ремонт выполняют методом наплавки.
Сварка низколегированных сталей
К низколегированным сталям относят группу сталей, содержащих в составе менее 5% легирующих элементов. Оценивая свариваемость сталей этой группы, можно сказать, что при сварке под флюсом их свариваемость существенно не отличается от нелегированных малоуглеродистых сталей. Но, легирующие элементы в составе стали повышают склонность сталей к росту зёрен в зоне термического влияния, а при высокой скорости охлаждения в них могут возникать неоднородные структуры закалочного характера.
Для сварки металлоконструкций из низколегированных сталей, с температурой эксплуатации до -40°C, используют высококремнистые марганцевые флюсы марок АН-22, АН-22М, АН-47, АН-67А и другие в сочетании с легированной сварочной проволокой марок Св-10НМА, Св-08ХМ, Св-08МХ и др.
Сварка среднелегированных сталей
Среднелегированными являются стали, содержащие в составе 5-10% легирующих элементов. Для современных среднелегированных сталей характерно легирование многокомпонентное, комплексное. Легирование этих сталей только одним элементом применяется редко.
К сварным конструкциям из среднелегированных сталей предъявляются требования повышенной прочности в условиях эксплуатации, а также, нередко, коррозионная стойкость, стойкость к импульсным (резко возрастающим, мгновенным) нагрузкам. Чем выше содержание легирующих элементов, тем труднее сваривать сталь.
Одной из главных проблем свариваемости среднелегированных сталей является их чувствительность к образованию горячих трещин в сварных швах, поэтому при их сварке необходимо тщательно выбирать композицию шва. Кроме этого, необходимо использовать технологические приёмы и выбирать режимы, которые позволят получить хороший коэффициент формы шва и снизить скорость охлаждения.
Для сварки конструкций из среднелегированных сталей сварка под флюсом получила достаточно широкое применение. Для такой сварки используются низкокремнистые флюсы марок Ан-15, АН-15М, АН-17М и бескремнистые марок АН-30, ОФ-6, АВ-4 и др.
Применение бескремнистых флюсов предпочтительно в тех случаях, когда к металлу шва предъявляются повышенные требования по ударной вязкости. В сочетании с вышеуказанными флюсами применяется сварочная проволока марок Св-20Х4ГМА, Св-08Х20Н9Г7Т, Св-10Х5М, Св-10ХГСН2МТ.
Сварка высоколегированных сталей
Высоколегированными считаются стали, содержащие в составе более 10% легирующих элементов. Сварка под флюсом высокоуглеродистых сталей нашла широкое применение в химической и нефтяной промышленности, где требуется высокая коррозионная стойкость сварных изделий и жаропрочность.
Своим широким применение для этих сталей сварка под флюсом получила благодаря постоянству процесса сварки и, как следствие, химической однородности металла шва
Это очень важно для высоколегированных сталей, учитывая, что даже незначительная химическая неоднородность металла шва может стать причиной образования в нём кристаллизационных трещин или заметно снизить коррозионную стойкость или жаропрочность
Сварка под флюсом способна обеспечить швы с гладкой поверхностью и плавным переходом к основному металлу, что позволяет повысить стойкость к коррозии по сравнению со сваркой электродами.
При сварке под флюсом высоколегированных сталей обычно применяют проволоку диаметром 2-3мм. При этом могут использоваться почти все марки проволоки по ГОСТ 224, а также многие марки проволоки, выпускаемые по ТУ, например, Св-12Х11НМФ, Св-12Х13, Св-10Х17Т, Св-04Х19Н9, ЭП467, ЭП235, ЭП497 и другие.
Для сварки жаропрочных высоколегированных сталей применяются фторидные флюсы марок АНФ-5, АНФ-8, АНФ-24 и бескремнистые флюсы марок АНФ-17, АНФ-22. Для сварки коррозионностойких высоколегированных сталей применяют флюсы с низким содержанием кремния марок АН-26, АНФ-14.
https://youtube.com/watch?v=T9oPEN8Hlvg
Виды автоматических аппаратов
Технология автоматической сварки под флюсом предполагает наличие подходящего оборудования, которое производит сваривание. Оно должно обладать требуемыми параметрами и возможностями осуществления всех работ в автоматическом режиме.
Для автоматического сваривания обычно применяется оборудование следующих типов:
- Тракторного вида. Аппараты того типа предназначены для работ под слоем флюса или в среде защитных газов.
- Подвесной сварочный автомат. Для работы в среде защитных газов.
- Многодуговой аппарат. Данное оборудование способно совмещать модификации тракторного и подвесного исполнения.
Особенности тракторного оборудования
Часто механизированная сварка под флюсом осуществляется при помощи оборудования тракторного типа — автоматические сварочные тракторы. Первый вид данных аппаратов был разработан и выпущен еще в СССР. Требования к конструкции регламентированы ГОСТом 8213-69. Широко применяются в тяжелой промышленности.







Чтобы понять, что это за оборудование, стоит рассмотреть в качестве примера популярный аппарат — устройство одномоторного трактора типа ТС-17-Р. Именно при помощи этого оборудования часто производится автоматическая и полуавтоматическая сварка под флюсом.
Итак, этот аппарат имеет в устройстве только один двигатель, именно это становится понятно, исходя из названия оборудования. Он специально разработан для проведения наплавки под слоем флюса при проведении сварочных работ различных стыковых швов. Во время этого процесса минимальный радиус кольцевых швов должен составлять 60 см.
При помощи двигателя приводится в движение ходовой механизм, а также устройство подачи присадочной проволоки (электрода). Все три компонента имеют общую корпусную основу, которая является несущей конструкцией трактора.
Также корпус обеспечивает опору для других важных компонентов тракторного аппарата:
- разгрузочному бункеру для флюса;
- барабану с проволокой;
- управляющему блоку.
Электрод находится рядом с вертикальной осью, которая проходит через центр тяжести. Именно это особенность позволяет производить сварочные работы внутри емкостей — низкое расположение центра тяжести обеспечивает высокую устойчивость.
Подвесной сварочный аппарат
Дуговая сварка под флюсом может осуществляться при помощи подвесного сварочного аппарата. Данное оборудование состоит из следующих основных элементов:
- подающее устройство;
- приводной суппорт;
- механизм вертикального передвижения;
- флюсовый бункер;
- проволочный барабан;
- блок управления.
Подвесное оборудование разделяется на два типа — стационарное и самоходное.

Приборы стационарного вида отличают тем, что их до начала сварочных работ устанавливают на определенное место и не перемещают до окончания рабочего процесса. Основная сфера использования — соединение труб. Аппараты самоходного вида оснащены тележкой для перемещения по рабочей площадке. Их отличие состоит в способности создания неразъемных соединений со значительной длиной.
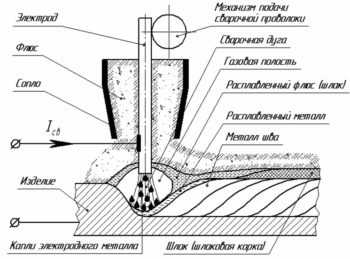
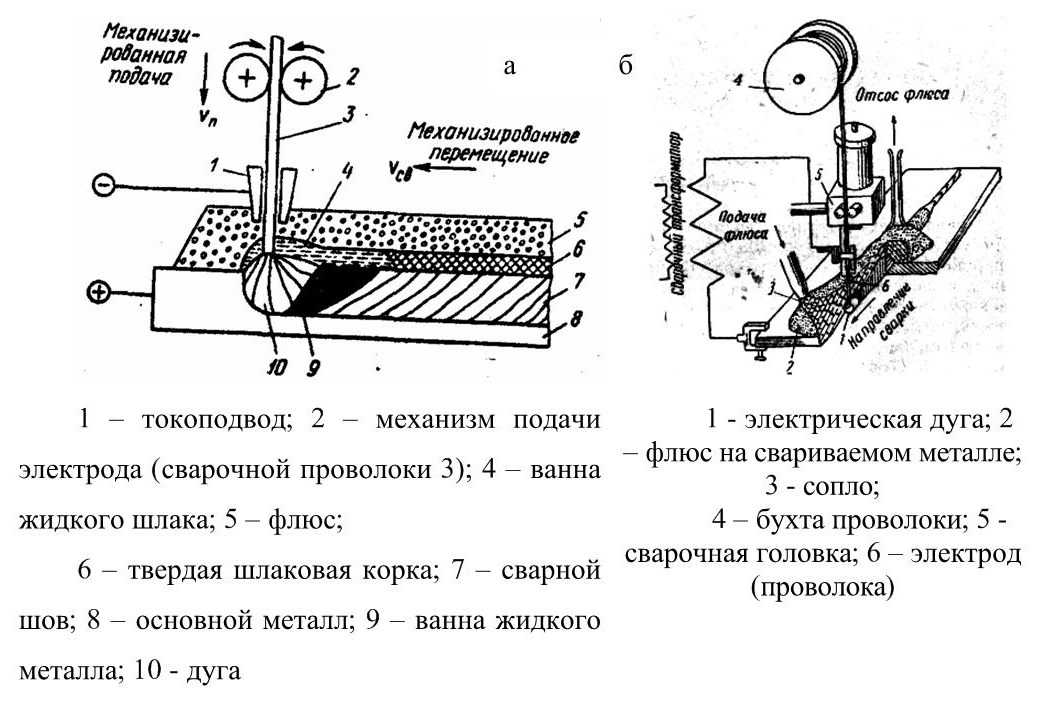
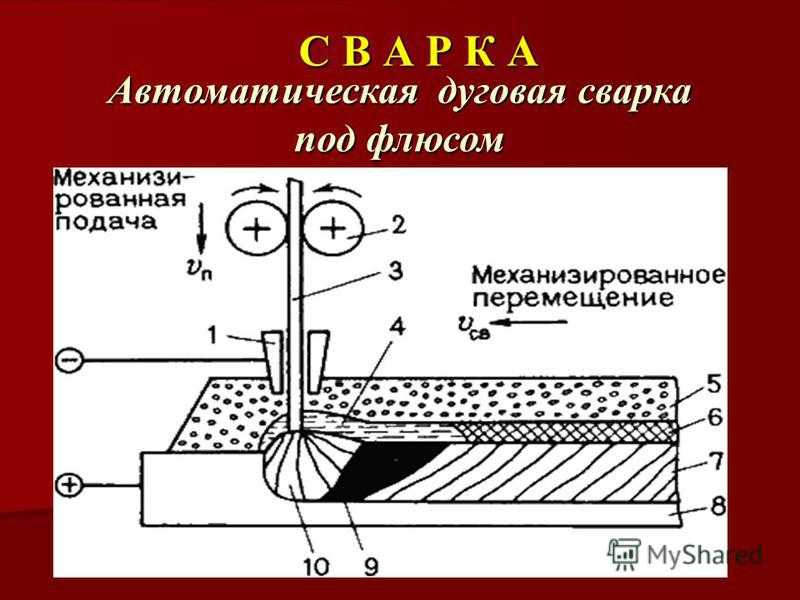
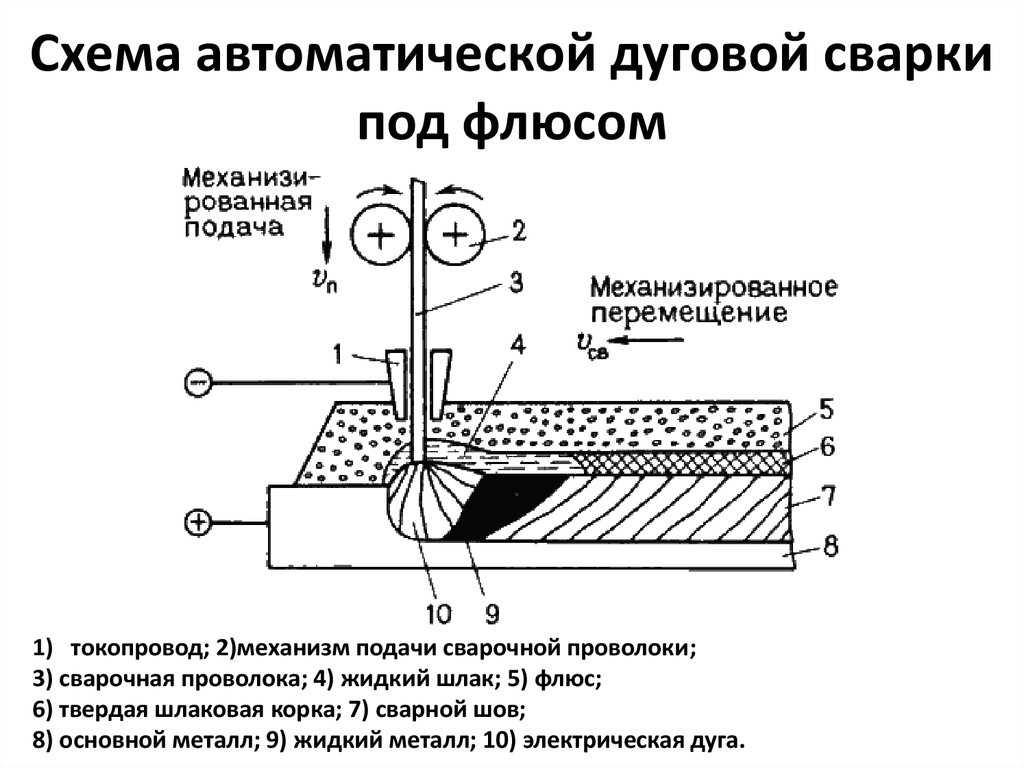
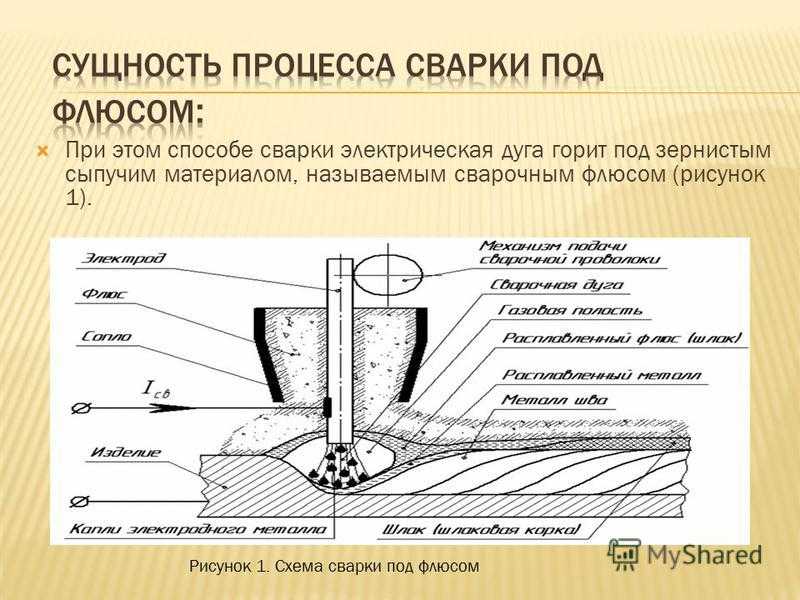
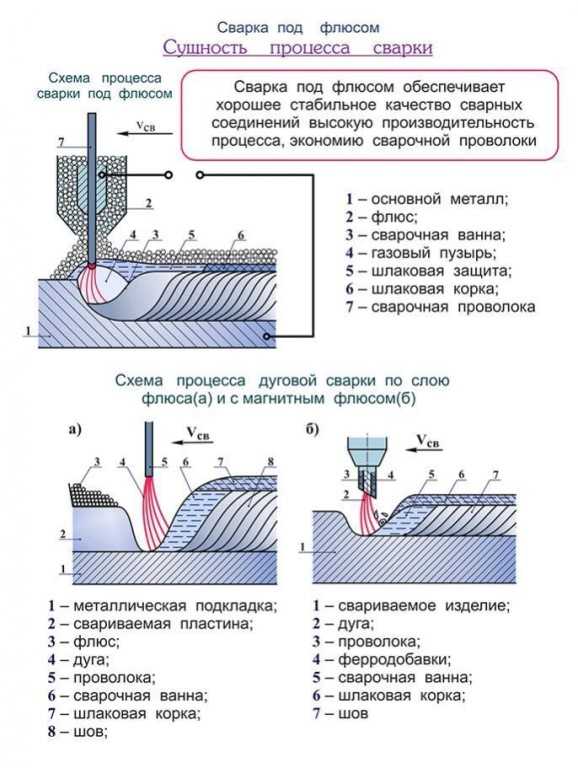
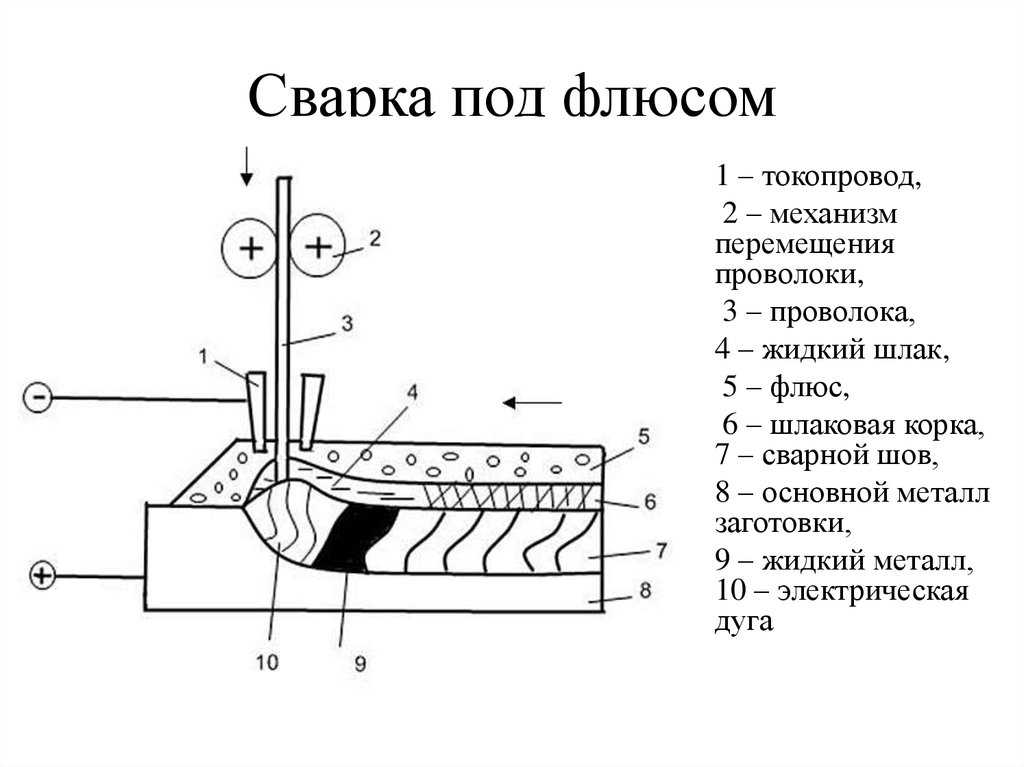
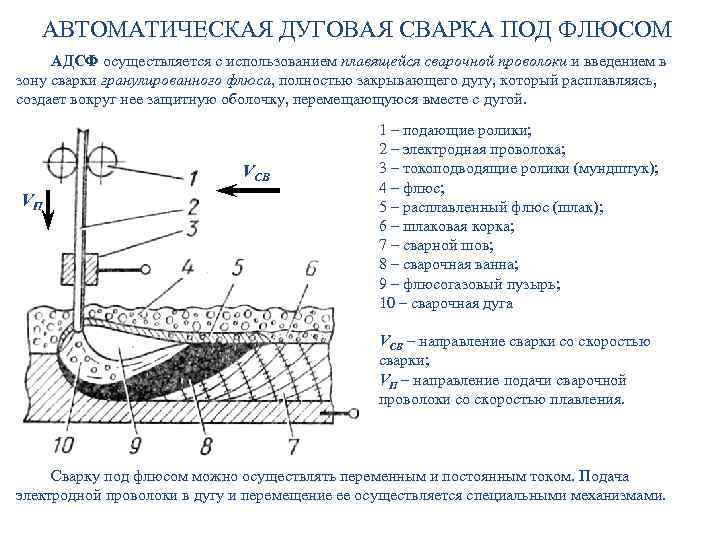
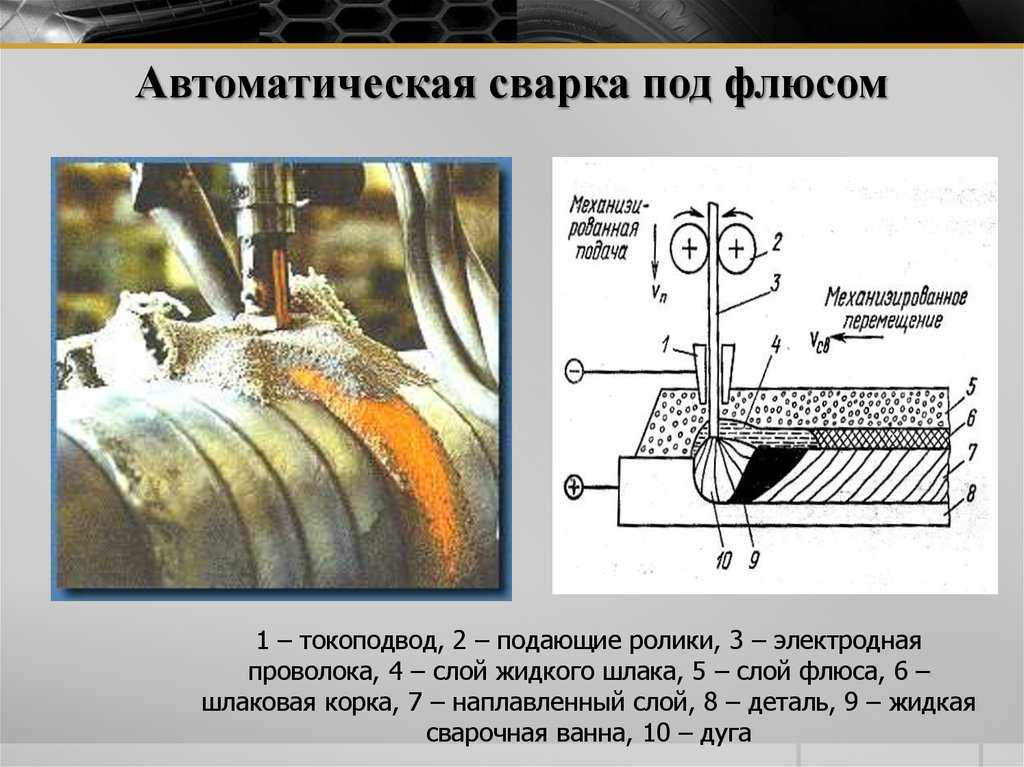
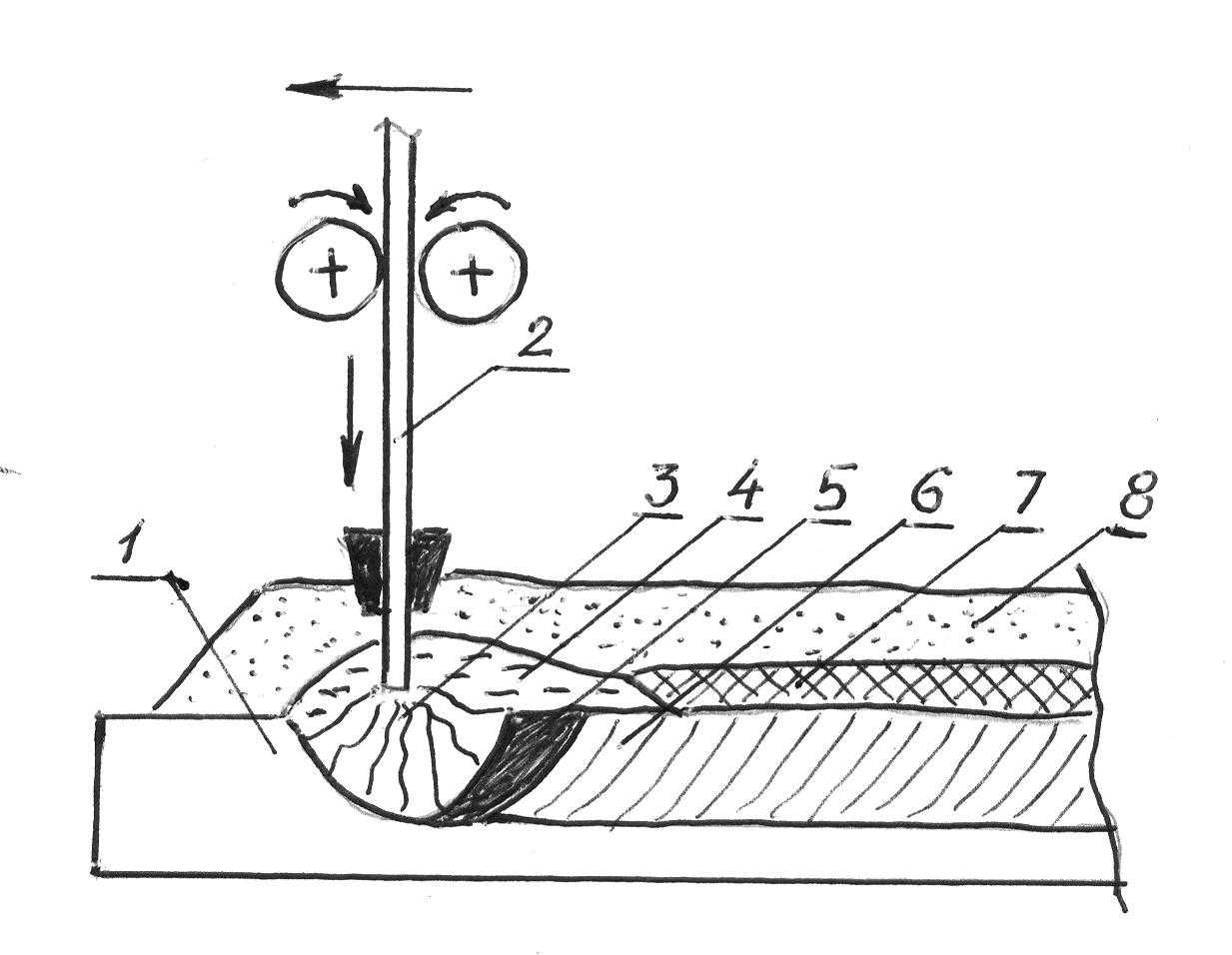
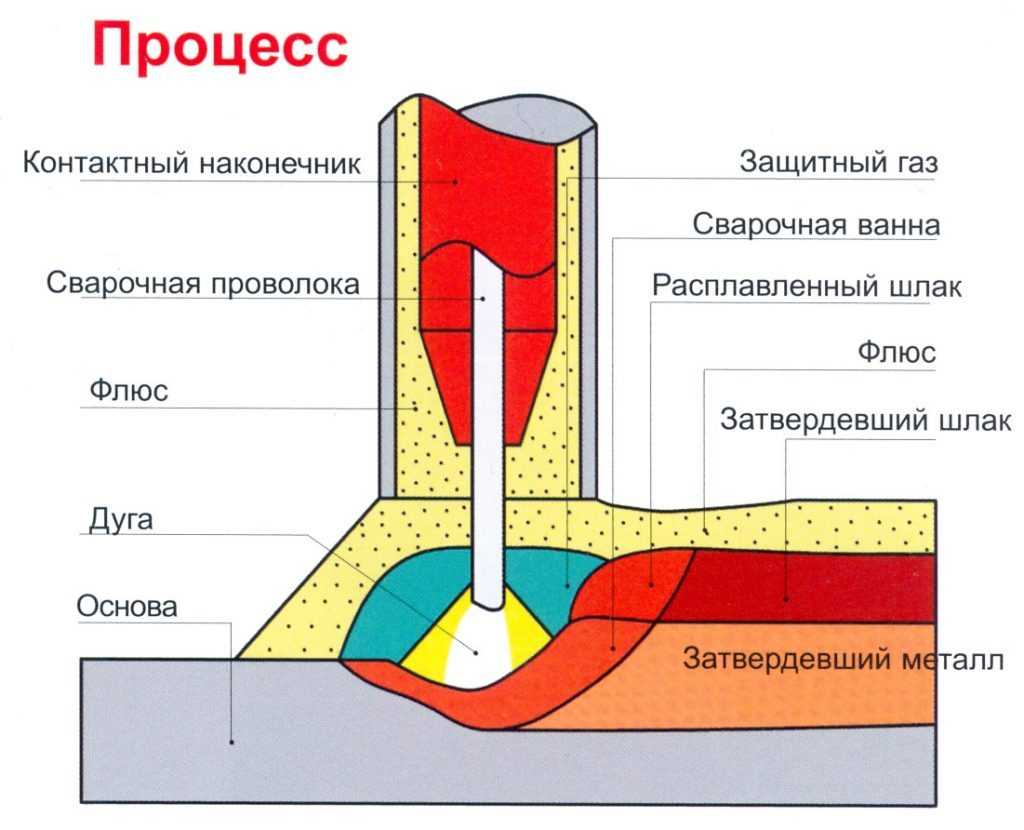
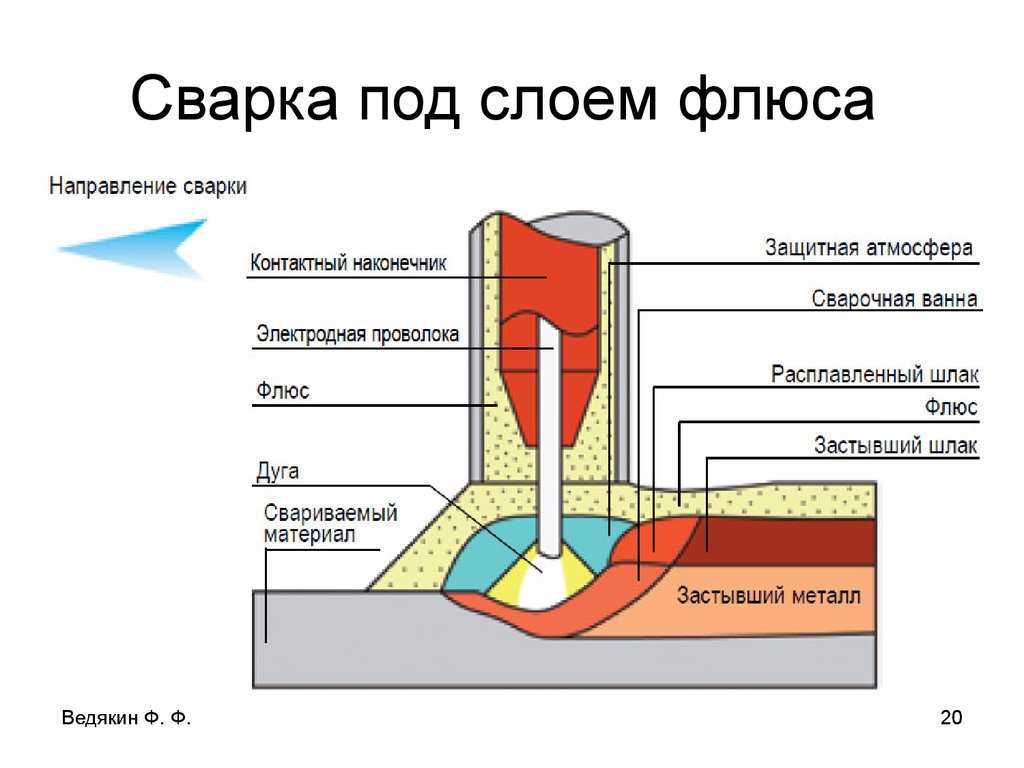
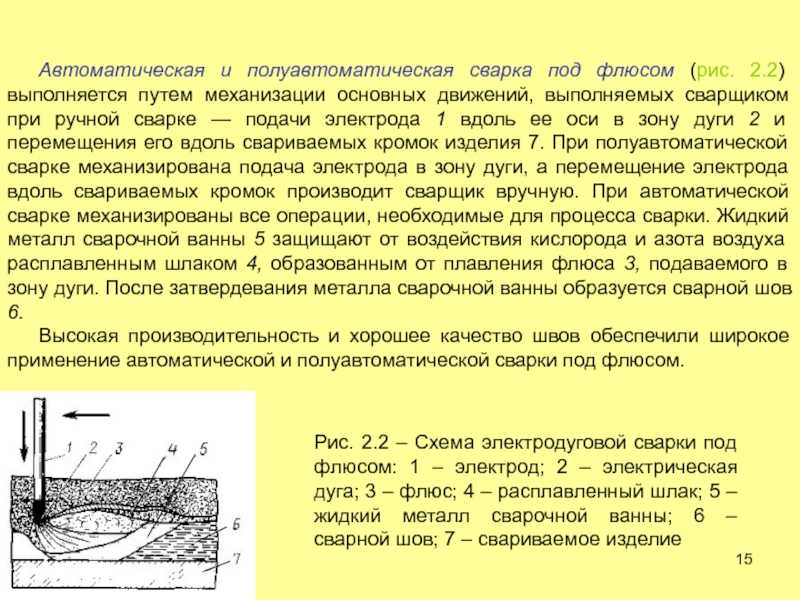
Сущность сварочного процесса
Перед тем как приступать к работам стоит рассмотреть сущность автоматической сварки под флюсом. В международной системе эта технология имеет обозначение SAW. В ее основе лежит горение электрической дуги, которая расплавляет структуру металлических кромок. Для этого в область сварки подается проволока, между концом которой и самим изделием происходит возбуждение дуги.
Совместно с этим процессом сварочный трактор в область сваривания передает флюс, он покрывает расплавленную область, защищая от влияния внешних газовых смесей. Кроме этого он положительно влияет на вплавляемость легирующих компонентов в область шва, снижает разбрызгивание расплавленного металла.
Из истории! Кто разработал сварку под флюсом? Эту технологию разработал Н. Славянов. А вот первый автоматизированный сварочный аппарат для осуществления сварочного процесса в автоматическом режиме и практические основы выполнения были созданы уже в 1927 году Д. Дульчевским.
Автоматическая дуговая сварка под флюсом должна выполняться в соответствии с технологией и с соблюдением определенных правил. Во время этого процесса плавящийся конец присадочной проволоки удерживает головка сварочного автомата, при этом обязательно должно сохраняться некоторое расстояние от детали.
Технология сварки под флюсом требует контролирования со стороны человека. Также необходимо корректирование режимов, периодическое оценивание качества полученных результатов. Во время сварочного процесса применяются автоматические тракторы, которые передвигаются на собственных шасси по линии соединения. Все главные узлы данных аппаратов передвигаются вместе с ними.
В соответствии с ГОСТом 8713-79 сварочный станок, который используется при автоматическом сварочном процессе, может производить следующие разновидности работ:
- Сваривание металлических заготовок на весу, без поддерживания для обратной стороны шва.
- Они могут выполнять сварку на специальных медных прокладках, которые защищают от протекания и наплывания.
- Могут осуществлять сварку на подушке из порошка.
- Способны производить сварочный процесс на медном ползуне, сопровождающем движение головки аппарата.



