
Свойства графитовых электродов, их состав

Конструкция таких графитовых стержней для сварки состоит из двух поверхностей, предназначенных для работы. Они разделены посередине прокладкой, для которой чаще всего используют порошковый алюминий.
Один из главных элементов в составе стержня — это прессованный уголь. Вследствие наличия угля, также повышается его содержание в металле.
“Благодаря графитовому стержню все соединения получается несомненно высококачественным”
Технические данные стержня зависят от его состава. Диапазон и толщина среза с металлического сплава, в котором есть рабочий ток, а также размер канавок являются важными свойствами электродов.
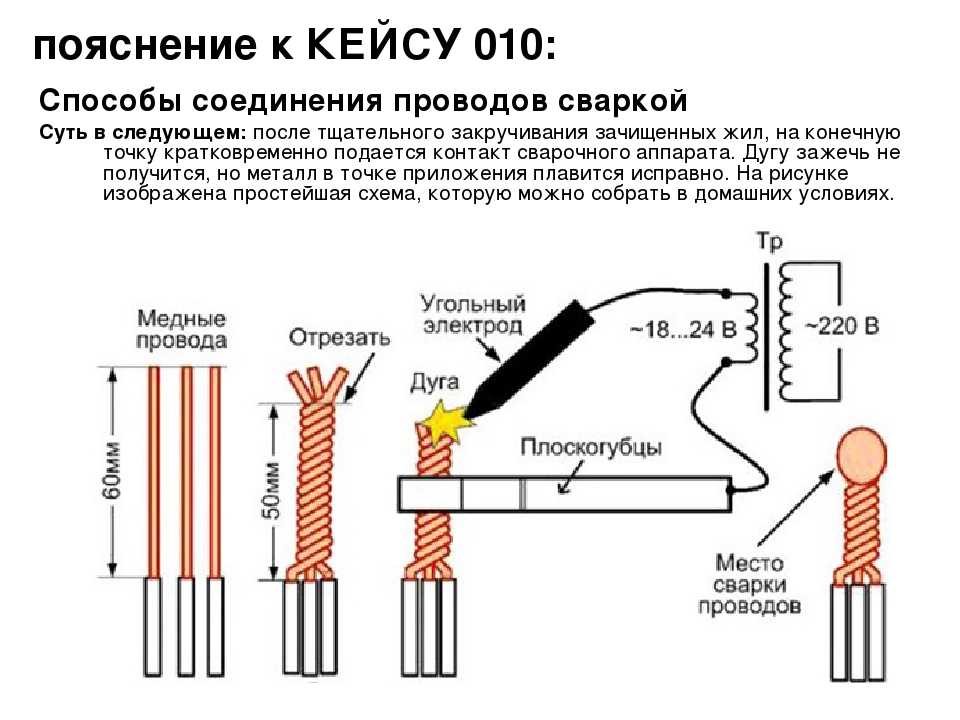
Алгоритм сварки проводов
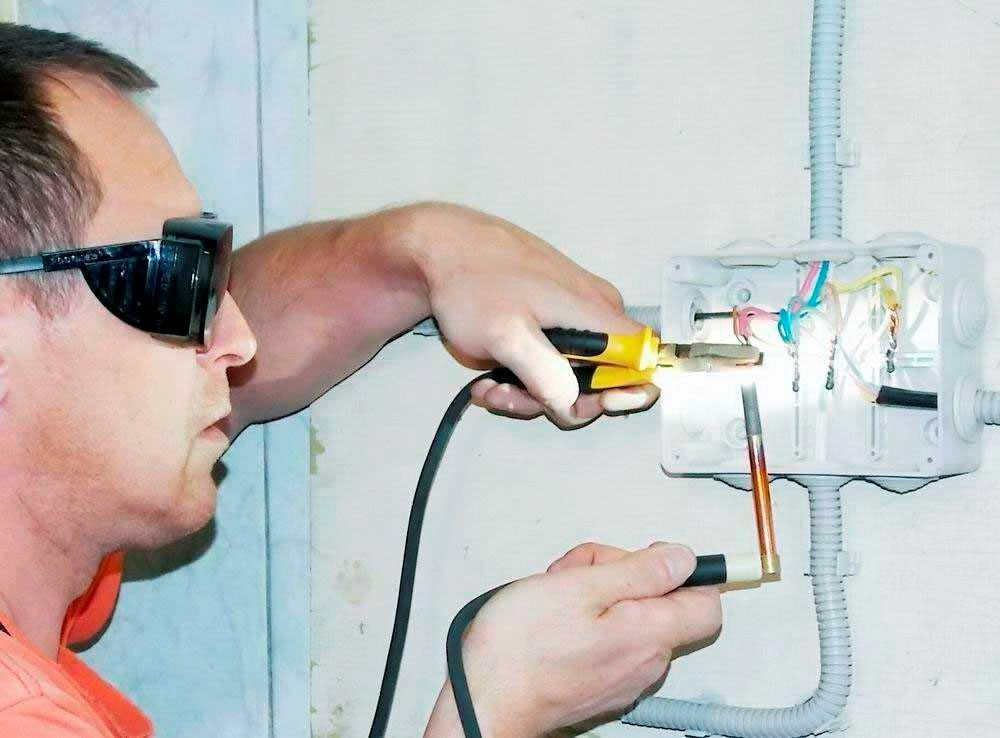
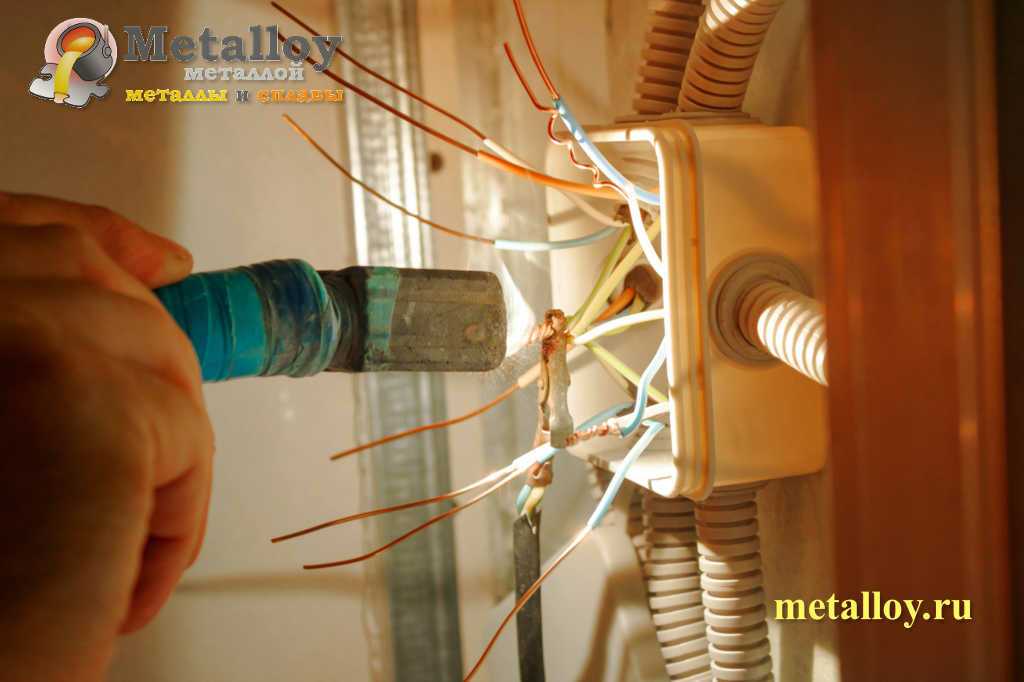
Для безопасной работы понадобятся рукавицы, защитные сварочные очки, спецодежда. Нужно еще раз проверить, что под местом сварки нет легковоспламеняющихся предметов. Убедившись в полной безопасности, можно начинать сварку:
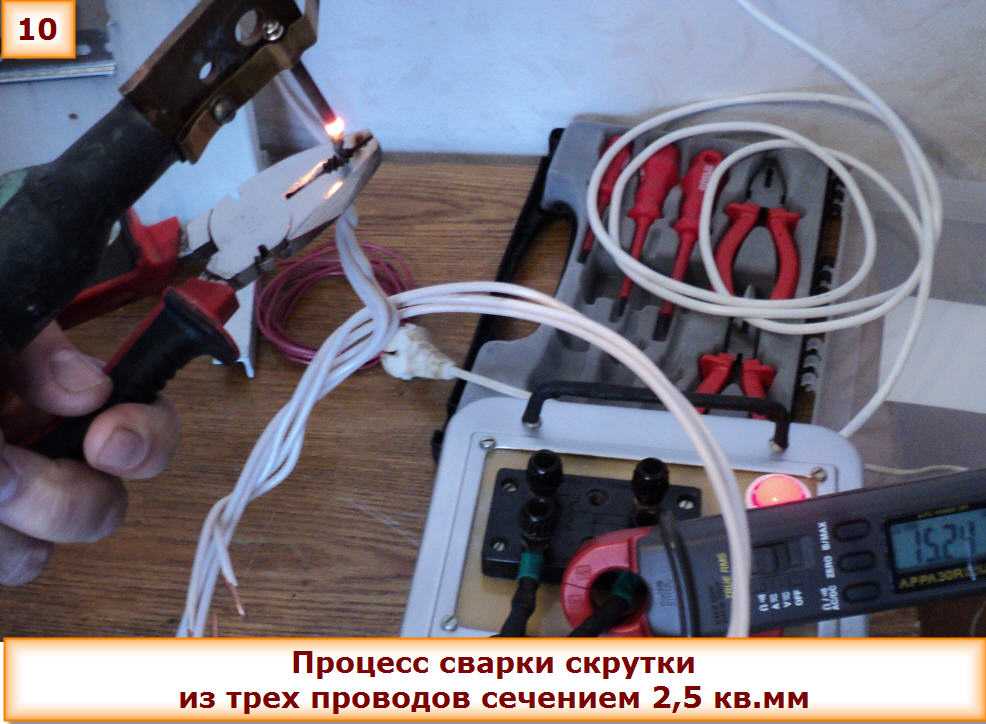
- на скрутку возле изоляции ставят зажим-радиатор для отвода избыточного тепла от медного проводника и защиты изоляционного покрытия от оплавления;
- туда же крепится «масса» сварочного инвертора</strong>;
- к сварочному аппарату подключают питание от сети</strong>;
- держатель с электродом подносят к концу скрутки</strong>;
- дуга расплавляет медь, на конце жгута-скрутки образуется наплыв в виде капли;
- процесс сварки происходит 1-2 секунды.
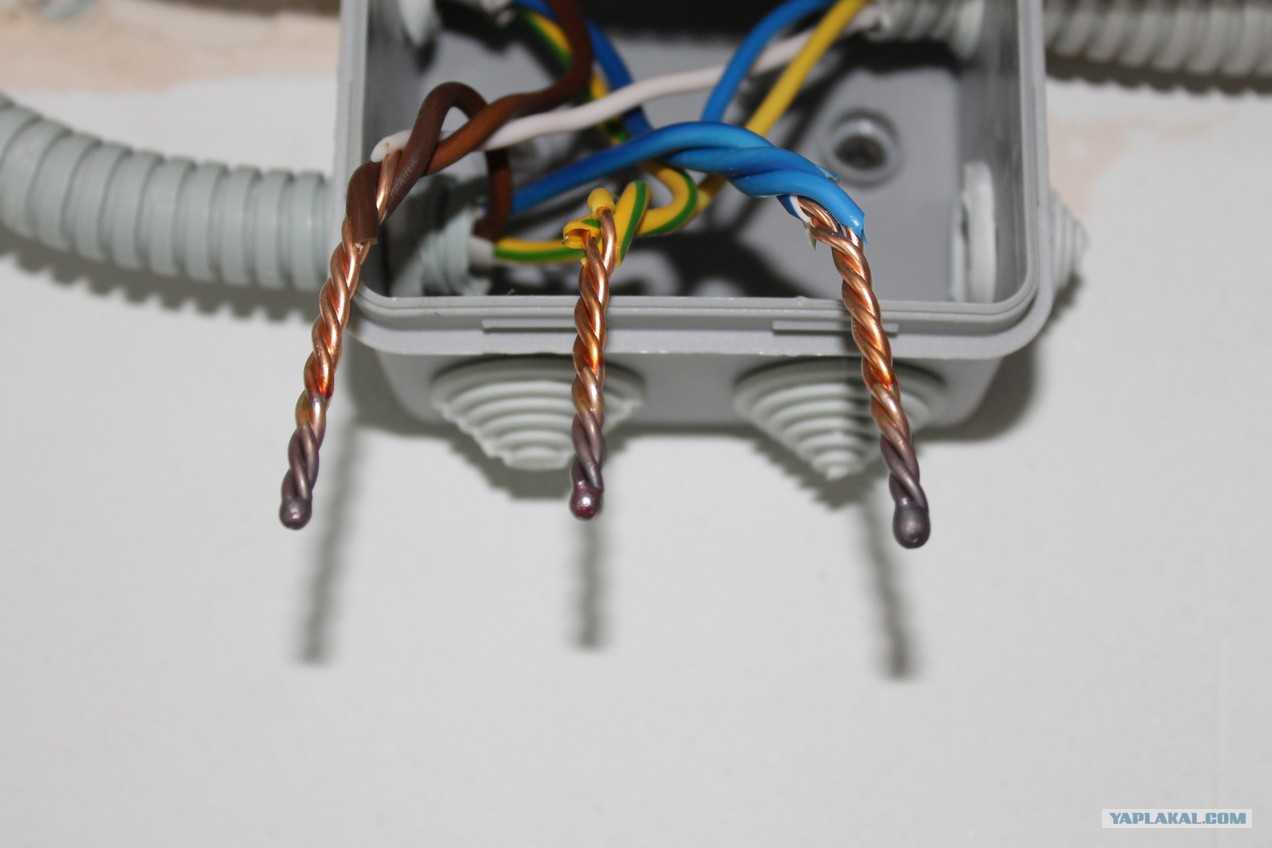
После того как сварка остынет, скрутку помещают в термоусадочную трубку или обматывают изоляционной лентой.
https://youtube.com/watch?v=CJNFARJNzPs
Как варить медные провода
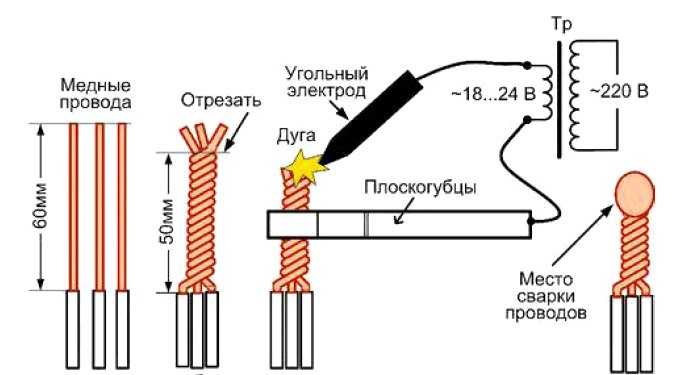
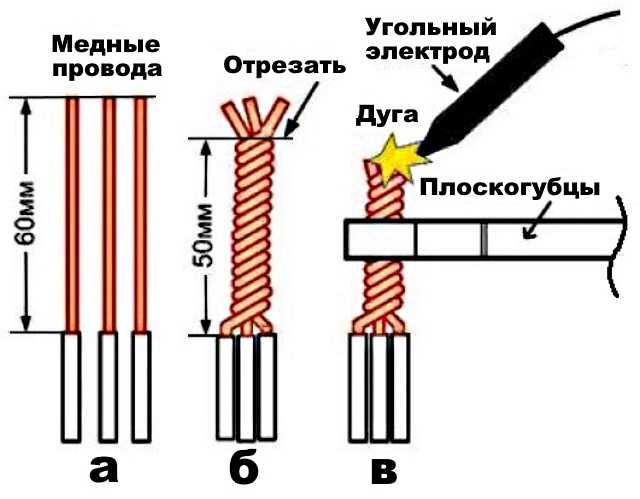
Сварка медных проводов не требует большого опыта. Порядок работы таков:
- Токоведущие жилы зачищаются от изоляции. Затем оголенные проводники скручиваются.
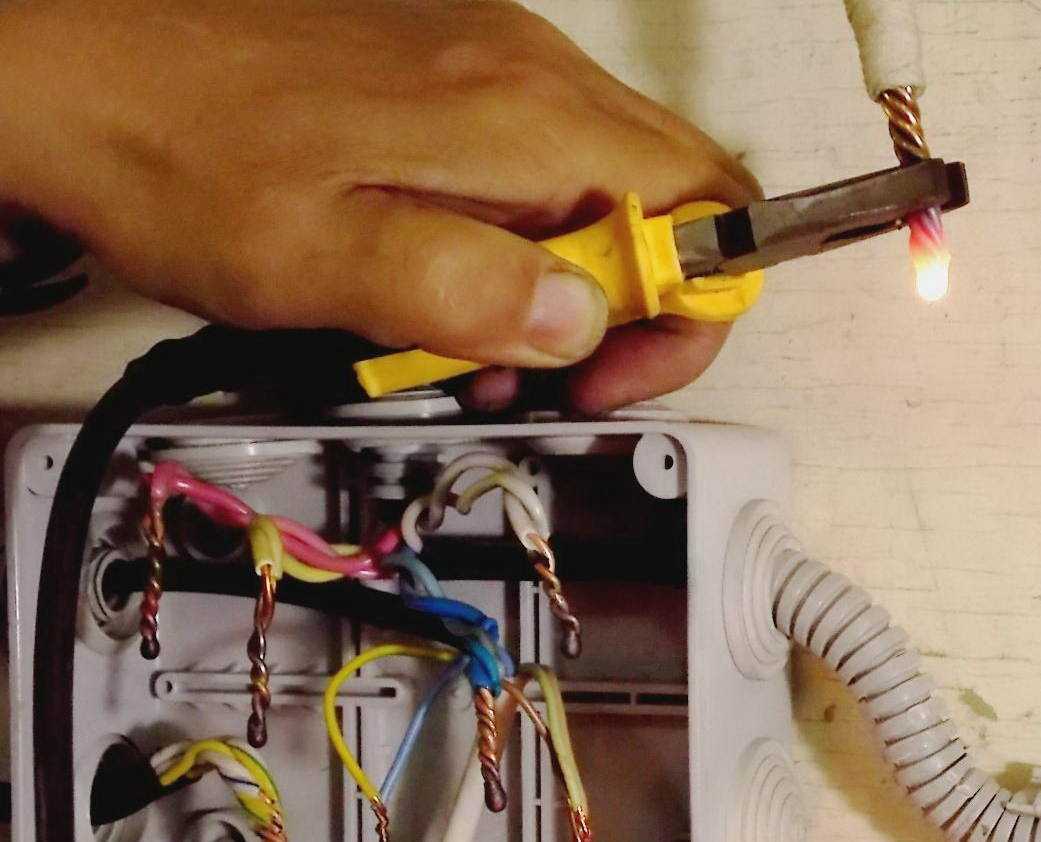
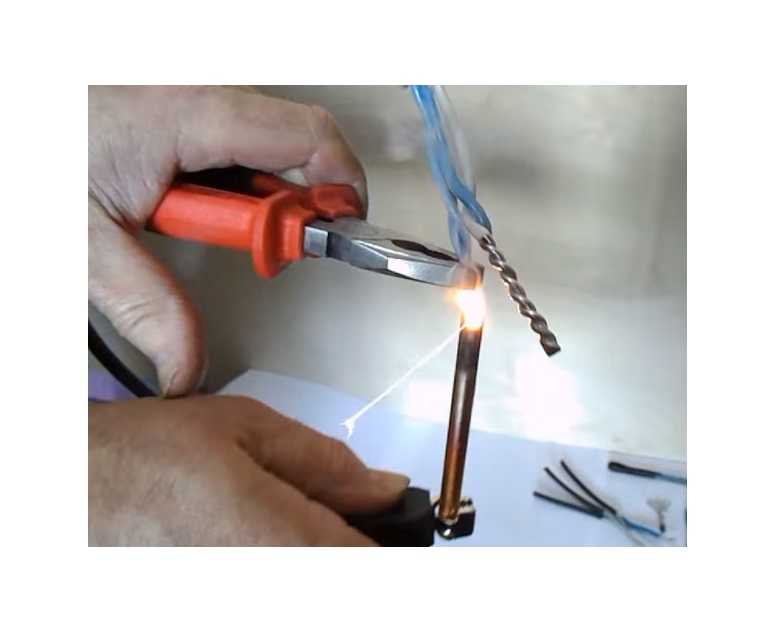
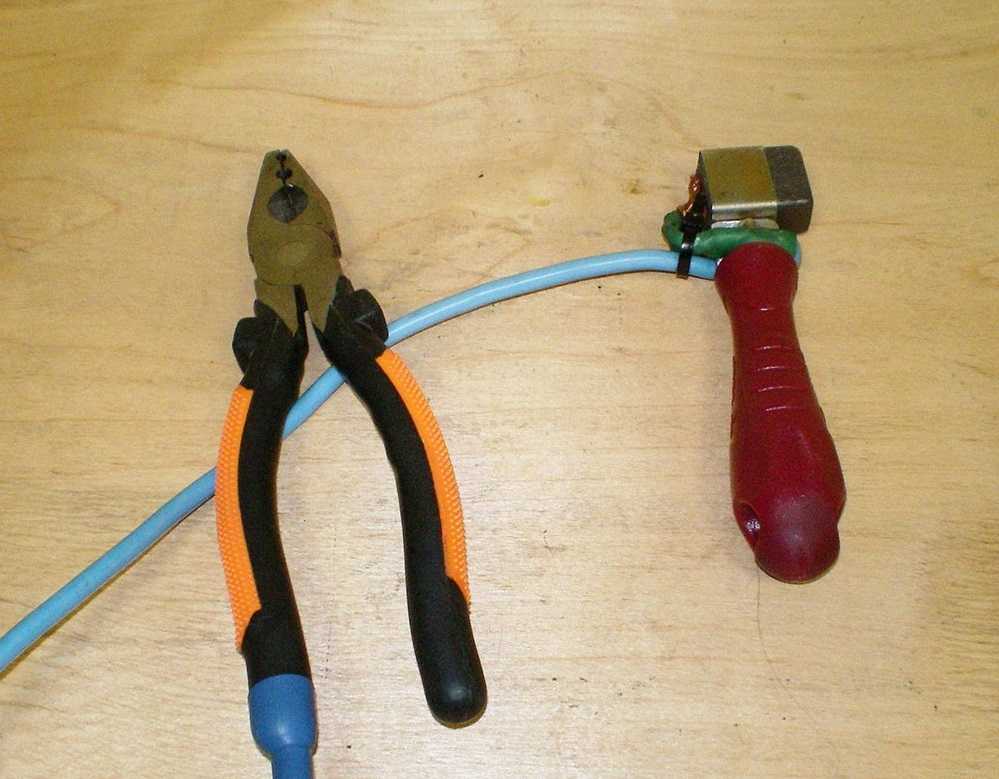
- Со стороны изоляции к скрутке подключается один из сварочных проводов. Это удобно делать при помощи пассатижей или каких-либо самодельных зажимов.
- К противоположному концу скрутки необходимо прикоснуться угольным электродом. Загорится небольшая сварочная дуга. Конец скрутки расплавится. При необходимости операция повторяется несколько раз до образования на конце соединения прочной аккуратной капли расплавленного металла.
- После сварки полученную скрутку необходимо заизолировать монтажными колпачками, термоусаживаемой трубкой или изоляционной лентой.

Сваривание проводов из алюминия
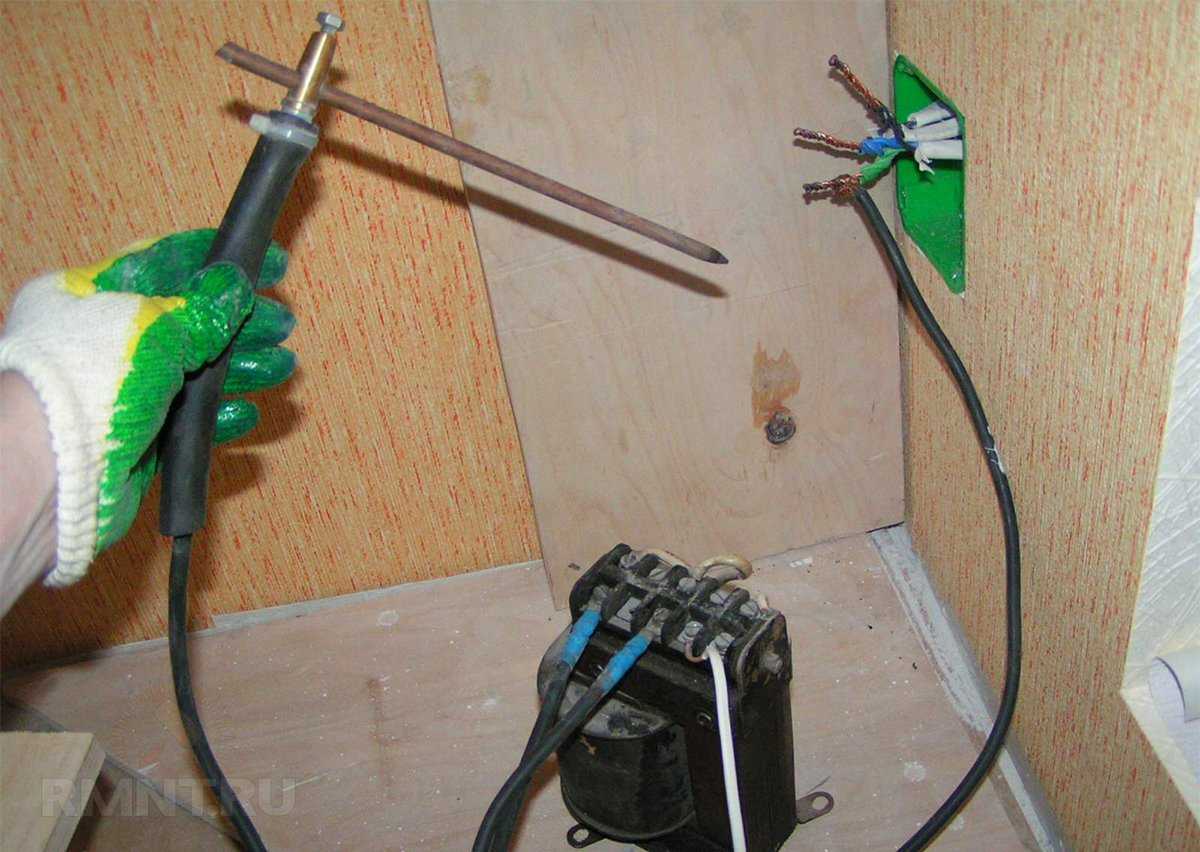
Сварка алюминиевых проводов графитовым электродом возможна, но требует некоторого опыта. В расплавленном виде алюминий более текучий чем медь. Поэтому во время жидкой фазы он способен просто вытечь с места соединения. После застывания также есть особенности. Алюминий хрупкий, токоведущая жила легко обламывается в месте сварки.
Дополнительная информация. Гораздо удобнее сваривать алюминиевую проводку газовой горелкой. Для этого заранее подготовленная скрутка нагревается пламенем. Затем тонким железным прутком (гвоздь, отвертка) необходимо разорвать оксидную пленку и позволить металлам свариваемых жил перемешаться друг с другом. Это сложно, требует практики, но гарантирует самое надежное соединение алюминиевых токоведущих жил.

Сварка термитной смесью
Термитная сварка применяется редко. Ее используют на проводах большого сечения и только на открытом воздухе. Свариваемые провода помещаются в огнеупорный стакан. В него засыпается термит — порошок из алюминия и оксида железа. Смесь поджигается и горит при температуре 2300-2700°C. Жар расплавляет провода и сваривает их между собой.

Комплект для термитной сварки
Сваривание медных проводов с алюминиевыми
Нежелательно прибегать к сварке жил из разных металлов. Однако если необходимо сплавить медный провод с алюминием, то работа выполняется по следующему алгоритму:
- Проводники зачищаются от изоляции. Если на них имеется слой окисла, то его необходимо соскоблить ножом.
- Алюминиевая жила накручивается на медную. Виток к витку. С максимально плотным прилеганием.
- Соединение пропитывается специальным флюсом для снятия оксидной пленки с алюминия. Например, Ф-64 и подобные.
- Непосредственно сварка выполняется так же, как и для медных кабелей. Стоит помнить про хрупкость алюминия и не гнуть лишний раз контакт.
Что такое?
Устройство электродов, несмотря на различные области применения, одинаково. Из чего состоят электроды? Основные элементы следующие:
- стержень – из металлических либо неметаллических материалов;
- покрытие (у некоторых разновидностей может не быть);
- контактный кончик.
Основной частью изделия является стержень, расплавляющийся при высокотемпературном нагреве током и заполняющий металлом сварочную ванну. Качество создаваемого шва получается тем выше, чем ближе состав стержня к материалу соединяемых элементов.
Покрытие предназначено для создания вокруг электрода инертной газовой среды в процессе сваривания, не допускающей попадания в ванну посторонних примесей. Правильный подбор типа электрода по его покрытию во многом обусловлен условиями сварочного процесса и рода соединяемого металла.
Непокрытый кончик электрода используется для поджига дуги, расплавляющей стержень и находящееся вокруг него пространство изделий.
Для создания шва и соединения деталей сварщик передвигает электрод по спирали – именно так обеспечивается прочная связь веществ. Благодаря такой технологии пик температурного воздействия постоянно смещается, еще несоединенные элементы расплавляются, заполненная в других местах ванна постепенно остывает, образуется прочное неразъемное соединение.
Также широко используются способы, которые принято называть безэлектродными, осуществляющиеся путем нагрева и соединения полимеров, к примеру, кровельных мембранных покрытий.
Ручная дуговая сварка
Ручная дуговая сварка, если она для данного металла целесообразна, имеет преимущество в технико-экономическом плане. Режим ручной сварки характерен достаточно высокой производительностью при наличии навыков у сварщика. Если быть более точным, то к дуговой сварке можно отнести не только работы в режиме MMA. Это и автоматическая сварка под флюсом, а также сварка в среде защитного газа. Но традиционно принято ручную дуговую сварку рассматривать, как отдельный вид работы.
Перед подготовкой следует уделить внимание выбору метода разделки кромок. Если толщина металла варьируется в пределах от 6 до 12 мм, то кромки разделываются под углом 60-70° градусов друг к другу
При наличии подварочного шва с противоположной стороны угол между кромками уменьшается до 50° градусов. Зазор между кромками должен составлять 2% от длины шва. Возможна сварка и без раздвигания листов. В этом случае заготовки предварительно прихватываются в участках, расположенных на расстоянии 30 см друг от друга. Не необходимо помнить, что при отсутствии зазора обычно происходит перегрев металла с последующим образованием трещин.

Если толщина заготовки превышает 12 мм, то рекомендуется произвести Х-образную разделку кромок. Она пригодна для двусторонней сварки. Но такой способ разделки достаточно сложен, поэтому можно оставить М-образную разделку, но следует помнить, что возрастет расход электродов и придется применять подкладки. Предварительный прогрев подразумевает доведение температуры кромок до значения 300-400°C градусов.




Ручная дуговая сварка меди осуществляется покрытыми электродами. Защитное покрытие электродов препятствует окислению шва, стабилизирует дугу и предотвращает пористость. В качестве электродного стержня выступает медная проволока. Она может содержать легирующие примеси (кремний, марганец). Допускается использование бронзовых стержней БрКМц3-1(CuSi3Mn1) или БрОФ4-03. Подобные стержни при сварке легируют медь кремнием, марганцем или фосфором, а также производят раскисление металла. К популярным маркам можно отнести такие, как «Комсомолец-100» и серию «АНЦ/ОЗМ».
Сварка меди и ее сплавов ведется при постоянном токе с обратной полярностью. Использование переменного тока теоретически возможно, однако не дает желаемой стабильности дуги. Также при переменном токе наблюдается разбрызгивание метала. Чтобы правильно выбрать режим сварки, необходимо пользоваться специальными таблицами. Ориентироваться можно на следующие показатели:
- толщина детали – 2 мм, диаметр электрода – 3 мм, сила тока – 120 А;
- толщина – 3 мм, диаметр – 4 мм, сила тока – 160 А;
- толщина – 5 мм, диаметр – 6 мм, сила тока – 300 А;
- толщина – 10 мм, диаметр – 8 мм, сила тока – 400 А.

Чем больше толщина заготовки, тем в большей степени возникает необходимость ведения сварки в несколько слоев. Тонкие листы свариваются за один проход. Технология наложения шва имеет свои особенности. Она выполняется участками по 200-300 мм. Будущий шов делят в соотношении 1 к 2. Сначала в одном направлении заваривается наибольший участок, а затем во встречном направлении – меньший. Практика показывает, что подобная технология повышает качество соединения и избавляет от трещин.
Инверторный сварочный аппарат
Инверторный аппарат обладает явными преимуществами перед другими приборами:
- Малогабаритные параметры;
- Небольшой вес;
- Регулировка параметров тока;
- Наличие переносного ремня (удобно производить работы на стремянке, в распределительной коробке);
- Устойчивая дуга, зажигающаяся при малых токах;
- Качество сварных соединений;
- Меньшее энергопотребление, не изменяющее напряжение бытовой электрической сети.
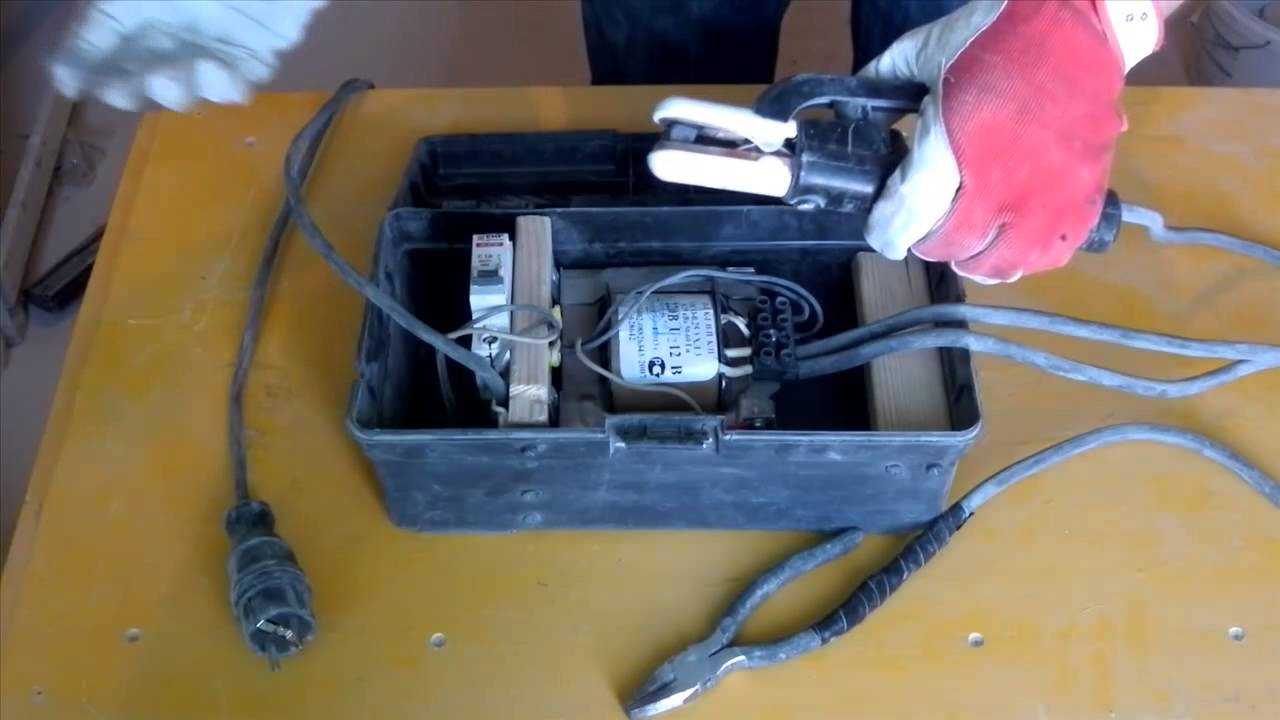
Кроме того, сварку производят трансформаторными приборами, аппаратами, станциями, устройствами, сделанными самостоятельно (при наличии определенных навыков).
Простота эксплуатации аппарата дуговой точечной электросварки скруток своими руками сделала его наиболее распространенным. Основные параметры данного оборудования:
- Ток электрической дуги;
- Напряжение сети, образующее дугу;
- Тип электрического тока (переменный, постоянный).

Правила безопасности
Схема подключения инверторного сварочного аппарата достаточно проста и допускает функционирование устройства в циклическом (прерывистом) режиме, позволяющем добиться максимальной эффективности сварки. Перед тем как втыкать вилку в розетку, необходимо все же прочитать инструкцию по подключению, проверить параметры сети, комплектность оборудования и внешнюю целостность всех его частей.

Варианты подключения инвертора к сети
В инструкции должно быть чётко расписано, как правильно надо подключать сварочный аппарат, а также оговорен порядок его безопасного соединения с действующей электросетью. Особо оговаривается необходимость проверки пробок и автоматических выключателей, установленных в цепи подачи питания.
Должно учитываться и то обстоятельство, что в старых домах алюминиевая электропроводка не позволяет работать с токами свыше 10 Ампер. Поэтому перед тем, как включать преобразователи в сеть, необходимо выяснить их паспортную мощность и потребляемый ток.
При оценке отбираемой от сети мощности не следует забывать о том, что в момент включении аппарата происходит резкий всплеск пускового тока, величина которого может превышать номинальное значение в несколько раз.
Перед подключением аппарата и сварочными работами оператор должен выполнить следующие требования инструкции по его эксплуатации:
- удалить от корпуса аппарата посторонние электротехнические устройства (компьютеры, передатчики, измерительные приборы);
- при работе с инверторным оборудованием рабочее место должно быть освобождено от всех других мешающих предметов;
- помещения, в которых размещается сварочный агрегат, обязательно оборудуются системой принудительной вентиляции.
Для исключения аварийных ситуаций перед первым подключением сварочного аппарата рекомендуется протестировать его в различных режимах сварки.
Материалы покрытия
В основе классификации сварочных электродов лежит род покрытий, различных по химии и свойствам. Различают несколько видов обмазки:
- Кислая, из оксидов кремния, железа или марганца. Применение изделий с таким покрытием провоцирует появление на нагретых деталях трещин. Шов при этом надежно защищен от появления пор.
- Рутиловая. Состоит из диоксидов титана либо концентрированного рутила. При сварке практически не образуется брызг, металл полностью уходит в создаваемый шов.
- Ильменитовая. Свойства таких обмазок находятся посередине между кислым и рутиловым.
- Основная, сформированная из соединений фтора или карбонатов. Виды электродов с таким покрытием добавляют металлу шва пластичности, увеличивают его вязкость при мехобработке. Позволяют создать стойкий к образованию трещин шов, при этом не допускается присутствие в ванне окислительных элементов, провоцирующих высокую подверженность коррозии линии соединения.
- Целлюлозная, в состав которой включено порядка 50% органических веществ. С такой обмазкой изготавливаются водородные электроды, работа с ними основана на явлении электролиза, протекании окислительно-восстановительных реакций с изменением уровня РН. Образуется шов с повышенной плотностью, что допускает использование изделий для выполнения вертикального сваривания.
Под флюсом
Высокое качество шва может обеспечить автоматическая сварка. Именно ее применяют в промышленности, так как механизированный процесс позволяет повысить производительность. Сварка ведется неплавящимся электродом с применением флюса. Детали требуют предварительной подготовки. При наличии зазоров необходимо пользоваться подкладкой.

Присадочная проволока изготовлена из меди М1, М2 или М3. Проволоку предварительно нагартовывают. За неимением такой возможности используют бронзу БрОФ 40-,3 или БрКМц 3-1. следует помнить, что именно медь гарантирует отсутствие трещин в зоне шва. Для ведения подобных работ необходимо оборудование, обладающее механизмом подачи проволоки. Большинство современных инверторов для полуавтоматической сварки оснащены подобной функцией, поэтому работать с медью можно и в домашних условиях.
Скрутка жил
Одним из самых простых методов соединения проводов является скрутка. Сразу же стоит заметить, что в чистом виде этот метод запрещён правилами электроустановок. Причина – ненадежность, из – за увеличения сопротивления между скрученными жилами. Оксидная пленка, которая возникает при контакте меди с воздухом, хотя толщиной несколько микрон, имеет большую величину электрического сопротивления. В результате большого переходного сопротивления скрутка нагревается и может ослабнуть. Поэтому лучше прибегать к такому соединению только при крайней необходимости. Также запрещены в скрутках: соединения проводов из различных материалов (алюминий, медь, сталь); одножильный кабель с многожильным. Если же все-таки необходимо соединить провода скруткой, тогда сделать ее нужно правильно.
Как сделать скрутку:
- Зачистить изоляцию на жиле на расстоянии 5-6 см от края;
- Наложить жилы крестом, скрутки производить максимально плотно без перекоса жил на сторону;
- Затем откусить оставшиеся края провода;
- Заизолировать оголенную жилу захватив изолентой край изоляции провода не расстоянии не менее 5 мм. Если есть изолирующие колпачки или термоусаживаемая пленка, можно заизолировать ими.
Сферы применения
Подбор электродов для выполнения той или иной работы производится по таким критериям:
- для неопытных сварщиков следует выбирать рутиловые проводники, для опытных работников тип обмазки не имеет особого значения;
- вид электрода – плавящийся либо неплавящийся;
- тип конструкции, оборудования либо элементов, подлежащих сварке (для электродвигателей нужен один вид, для наплавки ковшей экскаваторов – другой);
- марке стали;
- толщине элементов;
- род тока и его полярность;
- характеристики приобретаемых электродов.
Неопытным пользователям
Новичкам в сварочном деле предпочтительнее применять электроды с рутиловым слоем. Такие изделия отличаются легкостью использования по сравнению с иными типами. К наиболее востребованным маркам причислены:
- АНО-4;
- МР-3 (также называют «синие электроды» из-за соответствующего цвета);
- ОК 46.00;
- UTP 65D.
Использование в быту
Сварочные работы, проводимые в быту, характеризуются небольшим уровнем сложности. Они требуют нормального или низкого качества шва, так как основная цель – соединение требуемых элементов, не испытывающих серьезных нагрузок и не подвергающихся значительному износу.
К наиболее часто выполняемым в бытовых условиях относятся сборочные работы для создания небольших металлоконструкций (теплиц, столбиков для забора), восстановительная сварка автомобиля в гаражах либо на стройках.
Для бытовой ручной дуговой сварки марки электродов:
- АНО. Подходят для инверторов любых типов, применяющихся в качестве источников сварного тока.
- УОНИ. Позволяют создать высокопрочный шов, могут использоваться для изделий любой сложности, но отличаются «строптивым» характером. Для выполнения сварки электродами такой марки требуется определенный опыт.
- МР-3. Изделия универсального применения. Могут применяться для соединения даже влажных, коррозированных, не подвергнутых предварительной абразивной обработке поверхностей.
Нержавеющая сталь
Для соединения нержавеющей стали предпочтительно использовать неплавящиеся вольфрамовые электроды. При использовании проводников для черных металлов соединение не сможет характеризоваться требуемой прочностью и эстетикой шва.
Чаще всего используются такие марки:
- НЖ-13;
- ОЗЛ-8;
- ЦЛ-11;
- ЦТ-15.
Чугун
Чугун отнесен к самым востребованным материалам, нашедшим свое применение в различных отраслях строительства и промышленности.
Для соединения чугунных изделий используются:
- МНЧ-2.
- ОЗЖН-1.
- ОЗЧ-2.
- ЦЧ-4.
- ОК 92.18.
Из перечисленных в списке электродов для сваривания чугуна подходят все, но следует учесть, что проводник обязательно должен в наибольшей мере совпадать с маркой материала (серый, высокопрочный и т.д.).






Трубы
При выборе электродов для соединения труб в качестве основного параметра принимается толщина элементов. Чем более толстые стенки у трубы, тем большим следует выбирать толщину проводника.
Трубы соединяется одним из четырех способов, от которых также в немалой степени зависит требуемая марка электрода:
- внахлест;
- в угол;
- встык;
- втавр.
Помимо этого, не стоит забывать о том, что существующая классификация труб включает множество пунктов, потому нет четкого ответа на вопрос «какой электрод лучше» для их соединения.
Сварку ответственных трубопроводов необходимо делать электродами для соединений повышенной сложности. К магистралям бытового назначения (водопроводов, систем отопления) особых требований к прочности швов не предъявляется.
К наиболее востребованным типам расходников относятся:
- ЗИО-20.
- ТМЛ-1У.
- УОНИ-13/55.
- ЦУ-5.
Наиболее популярны у профессиональных электросварщиков проводники LB-52U. Электроды такой марки применяются для устройства газопроводов, резервуаров, эксплуатируемых под повышенным давлением.
Для инверторов
. Эффективность сварки зависит от равномерности распределения потенциалов
Для работы годятся почти все виды покрытых стержней, новичкам следует воспользоваться рутиловыми электродами.
Технология дуговой сварки
Электродуговая сварка выполняется по определенной технологии для обеспечения хорошего, гладкого и прочного соединения изделий.
Существует несколько способов поджога дуги:
- точечный, при котором сварщик точечно бьет проводником по изделию;
- способ чирканья.
Свойства проводников также могут быть разными при различных методах поджога. Это связано от покрытия на нем. Некоторые поджечь легче, некоторые сложнее, но каждый вид материала имеет свои достоинства и недостатки.
Создать дугу новым электродом намного проще. Достаточно ним коснуться металла, и сразу поднять на расстояние 2-3 миллиметра. Когда проводник поджигался многоразово, на его конце возникает шлаковая пленка. В таком случае нужно точечно ударить материалом несколько раз до образования искры.
Длина дуги – это величина, которая указывает на промежуток электрода и детали, между которыми происходит электрический разряд. Этот показатель напрямую зависит от диаметра электрода и выбирается от 0,5 до 1,2 его диаметра. Для получения качественного шва, электрод нужно держать максимально близко к детали.
Подготовительный этап
Прежде, как варить сваркой электродами металл, нужно все подготовить. Во-первых, подключить аппарат. Во-вторых, зачистить детали и надежно их закрепить, чтобы они не «гуляли» под аппаратом. В-третьих, сварщик должен надеть защитную маску.
Для начала рекомендуется потренироваться, как на металле зажигается материал, чтобы ориентироваться, каким способом лучше будет работать.
Образование дуги
При сварке для начинающих рекомендуется поддерживать короткую дугу, чтобы создать идеальную дорожку, без изъянов. С первого раза это не получиться – нужно некоторое время тренироваться.
Чем короче дуга, тем меньше металлических капель она дает и легче создавать качественное сплавление. При этом проводник расплавляется равномерно и плавно, обеспечивая достаточную глубину проплавления. Длину дуги новичок сможет контролировать по звуку оборудования. При короткой – он равномерный, при длинной – громкий и резкий.
Теоретически, как сваривать металл, знает каждый, но на практике необходимо долго учиться создать качественную дугу. Если она обрывается, ее нужно заново возбуждать и «запаивать» пробелы в швах. От силы тока зависит качество дуги, а от нее – качество шва.
При ошибочном подходе, можно образовать ожог на изделии, где в дальнейшем материал начнет портиться.
Формирование шва
Чтобы соединить металл электросваркой, важно создать надежный и качественный сплав между материалами. Различают несколько видов основных швов:
Ниточный – это самый простой способ, который может создать даже начинающий мастер. Он характеризуется продольными поступательными движениями и шириной, не более 3 мм. Он не создает надежное крепление и может быть использован на тонких и незначительных деталях. С такой дорожки рекомендуется начинать обучения для молодых мастеров, чтобы потом перейти к более сложным технологиям.
Продольно-поперечный тип создается в соответствии с названием. То есть, при этом нужно обладать знаниями и умениями, как правильно вести электрод в нескольких направлениях – вертикально и горизонтально. Такая дорожка намного прочнее предыдущего. Он отличается долговечностью и имеет ширину 1-1,5 сантиметра. Самая распространенная технология для такого шва – зигзаг, при котором проводник ведется от края до края по 10-15 мм в каждую сторону
При этом, очень важно соблюсти длину дуги, чтобы получить идеальную дорожку с минимальными примесями шлака.
При движении рабочего элемента в трех разных направлениях создается крепкий, «мертвый» и надежный шов. Изначально он начинается, как продольно-поперечный, но потом нужно создать возвратные движения, которые позволяют повторно проработать заваренную линию для большей надежности скрепления материалов
Здесь необходимо верно держать прибор, иначе под слишком большим наклоном соединительная дорожка получится толстой и неравномерной.
По завершению работы обязательно нужно сбить шлак с соединения, чтобы оставить идеально ровную полосу сваривания. При ошибочной работе, дорожка будет неровной, с пробелами и деформациями. Кроме эстетического вида, такое качество варки может отразиться на дальнейшей эксплуатации данных изделий.
Клеммы аппаратуры для сварки
К подбору нажимов, предназначенных для крепления провода к источнику питания, следует относиться с особым вниманием. Правильный выбор способен не только сделать работу сварщика более безопасной, но и обеспечить хорошее качество шва. Нужно учитывать как максимальное количество тока, так и массу кабеля, который соединен с зажимом
Нужно учитывать как максимальное количество тока, так и массу кабеля, который соединен с зажимом
Необходимо обращать внимание и на то, насколько надежно клеммы соприкасаются с поверхностью обрабатываемой детали. Контакт зависит от коэффициента упругости пружин, которыми оснащены зажимы. Существуют три основных типа клемм, применяемых при заземлении:
Существуют три основных типа клемм, применяемых при заземлении:
- магнитная прищепка;
- фиксатор «крокодил», получивший свое название из-за схожести с челюстями рептилии;
- струбцина.
Наибольшее распространение нашли первые два вида. Магнит позволяет закрепиться на любой поверхности, например, на деталях необычной или закругленной формы — там, где существуют определенные сложности с фиксацией.








Использование зажима типа «крокодил» обеспечивает надежность крепления. Сам фиксатор отличается удобством в использовании. Срок его службы зависит от состояния пружины, которую не рекомендуется перегревать. Речь идет об одном из главных элементов клеммы: если выйдет он из строя, это негативным образом скажется на функционировании самого зажимного устройства.
Технические характеристики и критерии выбора лучших аппаратов
Составные части сварочного инвертора.
Разберемся с техническими характеристиками аппаратов, предлагаемые их производителями – попробуем сформировать рабочий список:
- Номинальный сварочный ток или мощность инвертора. Одна из главных характеристик, всегда присутствует в паспорте прибора. Это сила тока, при которой аппарат работает ровно, стабильно, без перегрева и перегрузки. Этот показатель тесно связан со следующим – ПН.
- ПН – продолжительность нагрузки. Очень важный критерий об отношении рабочего времени ко времени, нужном на перерыв из-за перегревания. Параметр указывается в процентах. Если, например, ПН указана в 60%, то аппарату после десяти минут работы нужно остывать такие же десять минут.
- Диапазон скачков напряжения: есть инверторы, которые способны стабильно работать в условиях, когда напряжение скачет на 20 – 30%. Такая характеристика особенно важна для работы в сельской местности. Сварочный инвертор, работающий лишь при стабильном напряжении в 220 В, не годится в условиях нестабильной электросети.
- Диапазон регулировки сварочного тока. Чем шире этот диапазон, тем универсальнее прибор, с помощью которого можно варить и тонкие металлические листы, и массивные литые детали. У бюджетных моделей для домашнего пользования такой диапазон очень скромный: 150 – 200А.
- Снижение напряжения холостого хода – R.D.Речь о снижении напряжения до безопасного уровня 10 – 12В в момент простоя аппарата. Нужный уровень тока мгновенно возвращается при касании электродом заготовки.
- Диаметр электродов для сварочных работ обычно находится в интервале от 1,4 мм до 6,0 мм. Этот показатель зависит от силы тока, генерируемого инвертором. Допускаемые размеры диаметра всегда указываются в технических характеристиках приборов. При покупке аппарата лучше выбирать модели хотя бы с небольшим запасом по этому критерию на всякий случай. «Всяким случаем» является риск прыжка напряжения в сети вниз.
- Температурные условия эксплуатации. Важнейший критерий для российских регионов, особенно в холодных климатических поясах. Обычно приемлемым температурным диапазоном считаются показатели от -15°С до +40°С. Но если вы живете в регионе с холодными зимами, ищите приборы с более широкими температурными показателями. Не забывайте, что хранить инверторный аппарат нужно с учетом этих же цифр: если это склад, он должен быть отапливаемым. Заодно заметим, что сварочные аппараты в виде инверторов не любят лишней влаги из-за риска образования конденсата. Капризен не сам аппарат, капризны его электронные схемы: что есть, то есть. Температурная чувствительность считается одним из недостатков инверторов в целом.
- Вентиляция. Кроме слишком низких или слишком высоких температур и повышенной влажности электронные схемы инверторов не любят пыли. Здесь нужно делать разницу: если профессиональные и промышленные аппараты обязательно должны иметь в своем составе специальные туннельные системы вентиляции, то для бытовых ручников эти требования не являются такими уж критичными. Тем не менее любой инвертор нужно чистить от пыли дважды в год по крайней мере.
- Форсаж дуги – отличная дополнительная функция, полезная особенно для новичков. Это автоматическое повышение сварочного тока при приближении электрода к поверхности заготовки. В результате снижается риск залипания, повышается качество дуги, исчезают брызги расплавленного металла.
- Горячий старт – еще одна дополнительная опция для быстрого поджига дуги: это опять автоматическое повышение силы сварочного тока, но на этот раз в момент зажигания сварочной дуги. Очень повышает общую комфортность работы и, следовательно, настроение.
- Антиприлипание или антистик – третья дополнительная опция: в момент прикасания электрода к поверхности металлической заготовки сварочный ток автоматически отключается на очень короткое время. При отнимании электрода он сразу же восстанавливается.
График напряжения и выходного тока.
Теперь нужно решить, какие именно сварочные аппараты инверторного типа вам нужно рассмотреть с точки зрения технологического процесса сварки и режима работы.
Таких типов всего три:
- MMA – приборы для ручной дуговой сварки;
- MIG/MAG – полуавтоматические аппараты;
- TIG – автоматы для сварки в аргоне.
Третьим пакетом будут не «голые» автоматы TIG для аргонной сварки, а универсальные инверторы, позволяющие работать по разным технологиям, в том числе TIG. Нас ведь интересует обзор и выбор самого подходящего инвертора для домашнего пользования или небольшой частной мастерской – как правильно выбрать сварочный инвертор для своих нужд. Промышленными автоматами пусть занимаются крупные производства, они разберутся без нас.



