Выбор режима
Чтобы при соединении черных и цветных металлов, их сплавов шов получался качественным, надо правильно выбирать режим аргоновой сварки. Для этого возможно регулировать силу тока в используемом оборудовании.
Ток и полярность
Для данного вида сварки может использоваться постоянный или переменный ток. При работе с обратной полярностью надо быть готовым к тому, что дуга будет гореть плохо и понадобится слишком большое напряжение. Заряженные частицы движутся в сторону положительного потенциала, а т.к. это электрод, то он будет перегреваться и быстро сгорит.

При аргоновой сварке можно пользоваться постоянным или переменным током.
При выборе силы тока учитывают такие параметры:
- вид тока (постоянный или переменный);
- диаметр вольфрамового стержня;
- толщину соединяемых заготовок.
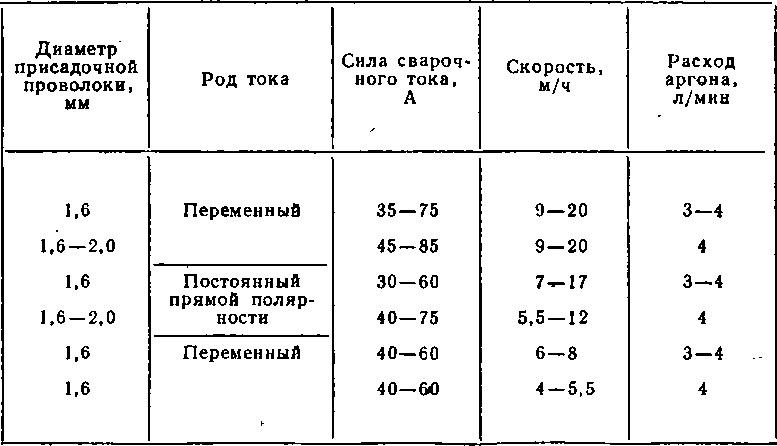
Есть специальные таблицы, при помощи которых быстро и просто определяют необходимые значения. Например для деталей толщиной 1-2 мм понадобится переменный ток 20-100 А или постоянный, при увеличении толщины до 4 мм – 65-160 А: переменный ток 140-220 А, постоянный – 250-340 А.
Высота напряжения
Чтобы получить качественное соединение, при работе аргонной сваркой рекомендуется выставлять напряжение не более 14 В. Это позволяет получать дугу длиной 1,5-3 мм, что является оптимальным показателем для соединения изделий разной толщины, обеспечивает хорошую глубину провара, т.е. прочный и надежный шов.
Скоростной режим
Каждый мастер решает сам, с какой скоростью удобно вести горелку. Этот параметр подбирается на месте в индивидуальном порядке. Главное не делать это быстро, т.к. сварка цветных металлов и сплавов – это достаточно сложная задача, не терпящая спешки.

Каждый мастер выбирает свой скоростной режим.
Расход газа
Расход газа будет зависеть от размеров создаваемого шва, диаметра используемого электрода, материала соединяемых деталей. Кроме того, влияют скорость подачи аргона, внешние условия (например, при сильном ветре расход увеличивается). Рассчитать, сколько понадобится защитного газа для выполнения определенной задачи, поможет только практика.
Можно ориентироваться на приблизительный расход инертного газа при работе с разными металлами:
- алюминий – 15-20 л/мин;
- медь – 10-12 л/мин;
- титан – 35-50 л/мин;
- никель -10-12 л/мин.
Для сварки чистый аргон не используется: в нем есть до 5% кислорода.
Расстояние до детали
При выборе данного параметра все зависит от толщины свариваемых изделий и способа их стыковки. Если работа выполняется встык, то электрод от детали надо держать на расстоянии 3-5 мм. При соединении заготовок под углом это расстояние увеличивают до 5-8 мм.

Расстояние до детали зависит от толщины свариваемых изделий.
Определение сварки аргоном
В этом виде сварки электрическая дуга горит в среде инертного газа аргон, который защищает свариваемые поверхности от воздействия кислорода.
Иногда аргон заменяют гелием: он имеет аналогичные свойства, но стоит дороже, поэтому используется реже. Принцип работы в гелиевой и аргонной среде одинаковый.
Область применения
Данный вид сварки широко применяется не только на разных производствах в дуговой, плазменной или лазерной сварке. Домашние умельцы активно используют его в быту, для соединения высоколегированных сплавов и редкоземельных металлов. Газосварка является достаточно опасной, и хранить такое оборудование в гараже не стоит, но это не касается аргона, т.к. он полностью безопасен и не взрывается.
В продаже есть стальные баллоны с этим газом емкостью от 15 до 40 л. Если варить надо нечасто, можно приобрести небольшой резервуар, которого хватит надолго. Так как вредные токсины при работе с таким оборудованием не выделяются, рядом с ним неопасно находиться посторонним людям.
Общий принцип технологии
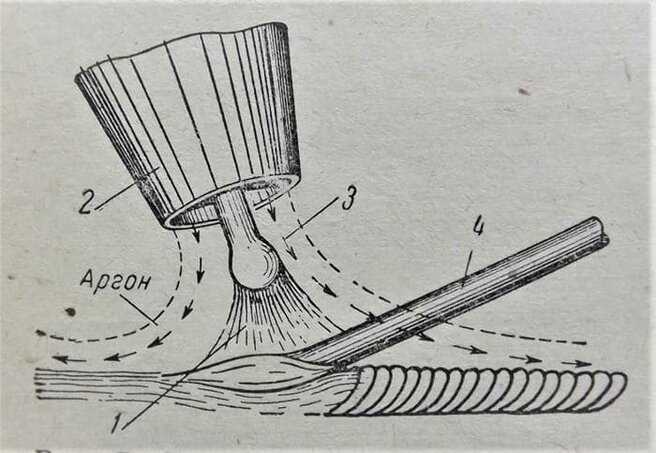
Инертный газ защищает место проведения сварочных работ от негативного воздействия кислорода. Из-за разности потенциалов между электродом и деталью появляется электрическая дуга и создается высокая температура. Кромки деталей начинают плавиться, в результате чего образуется сварочная ванна. В эту зону постоянно подают присадку, а также аргон под давлением: он защищает свариваемые материалы от окисления.

Принцип сварки основан на соединении поверхностей металлов в среде защитного газа.
Чтобы понять, как правильно варить аргоном, надо разобраться со строением главного рабочего элемента оборудования. Это горелка, в которой закреплены вольфрамовый неплавящийся электрод и сопло, через которое подается аргон. При небольшой толщине соединяемых заготовок сварка может выполняться без использования присадочного материала.
Подключение к электросети выполняют 2 способами:
- прямая полярность (на заготовку подают минус, а на рабочий стержень – плюс);
- обратная (здесь все наоборот, но это приводит к неустойчивому горению дуги и преждевременному износу вольфрама).
Свойства газа и влияние на металл
Благодаря физико-химическим характеристикам аргон не вступает в химические соединения с другими веществами: даже при высоких температурах он не взаимодействует с кислородом. Его возможно применять при сваривании разных металлов и сплавов в промышленных и домашних условиях. Инертный аргон практически полностью изолирует в сварочной ванне расплавленный материал от кислорода, имеющегося в воздухе, поэтому шов не окисляется.
Основные свойства аргона:
- почти на 40% тяжелее компонентов, входящих в состав воздуха, поэтому легко вытесняет их из зоны проведения сварочных работ;
- не принимает участия в непосредственной сварке металлов и никак не влияет на их структуру;
- в случае использования обратной полярности выступает в качестве электропроводной среды.
Особенности использования инвертора
При выполнении аргонодуговой сварки в промышленных и домашних условиях используют инвертор. Это оборудование служит для преобразования переменного тока в постоянный. В отечественных электросетях часто бывают скачки напряжения, но современные инверторы хорошо к этому приспособлены и обеспечивают стабильные выходные показатели.

При выполнении аргонодуговой сварки используют инверторы.
Используемые в данном виде сварки аппараты отличаются небольшим весом и габаритами, высокой надежностью и простотой обслуживания. Все это позволяет начинающим сварщикам легко освоить используемое оборудование и сам процесс аргоновой сварки.
Инверторная сварка нержавеющей стали в среде аргона, по сравнению с другими способами соединения таких сплавов, отличается простотой. Здесь сварщику надо только правильно двигать горелку вдоль шва.
На каком оборудовании осуществляется аргонная сварка

- Специализированное – для работы с заготовками одного типа.
- Специальное – для промышленных предприятий, работающих с заготовками одного типоразмера.
- Универсальное – для всех видов работ в аргоне, в том числе для соединения деталей из нержавеющей стали полуавтоматом.
Для обработки листов металла с более толстыми краями и увеличить производительность, технология была доработана следующим образом:
- Используется специальная горелка, позволяющая одновременно использовать несколько вольфрамовых электродов. Это даёт качественный шов, несмотря на высокую скорость работы.
- Есть приспособление для нагревания проволоки.
- Применяется пульсирующий ток – паузы в его поступлении нужны, чтобы металл успевал кристаллизоваться. Если синхронизировать движение дуги с импульсами тока, удается добиться эффективной плавки при любом положении в пространстве.
Горелка необходима для подачи электроэнергии и формирования газовой защиты.
Принцип аргонной сварки предполагает использование специальной горелки с неплавящимся вольфрамовым электродом, что очень важно, например, для сварки нержавейки
Технические характеристики горелки:
- допустимое значение сварочного тока/мощность;
- тип охлаждения при сильных и слабых токах;
- длину кабеля;
- наличие в конструкции керамического сопла и фиксатора вольфрамового электрода;
- универсальность, то есть возможность подключать горелку к разным системам.
Главным элементом аргоновой горелки является резервуар со штуцерами для охлаждающей жидкости. Вольфрамовый электрод подключен к электрическому кабелю аппарата, вокруг электрода идет подача инертного газа.
Как работает горелка?
- Одновременно включаются сварочный аппарат, циркуляция охлаждающей жидкости, подача газа на горелку, в результате чего образуется защитное облако аргона.
- Поджигается дуга, заготовки нагреваются до температуры плавления, присадочная проволока помещается в рабочую ванну.
- Присадочная проволока и вольфрамовый электрод перемещаются вдоль шва.
Горелка с неплавящимся электродом
Это единственный способ для обработки нержавеющей стали и химически активных металлов, то есть алюминия, титана и магния, при этом используется электрод из вольфрама.

Горелка состоит из электрода, зафиксированного в токоподводящей цанге, керамического сопла, которое используется для направления аргоновой струи, системы охлаждения посредством воздуха либо воды. Диаметр электрода подбирается в соответствии с используемой силой тока.









При механизированной аргонной сварке горелка состоит из вольфрамового неплавящегося электрода с маховичком для подъема и опускания, токоподводящей сменной цанги с гайкой, позволяющей использовать разные по диаметру электроды.
Благодаря отсутствию брызг металла вместе с керамическими соплами используются проницаемые для газа сетчатые линзы для образования равномерного потока газа. Эта сварка популярна в непромышленных масштабах.
Горелка с плавящимся электродом
Используют при автоматической и полуавтоматической аргонной сварке. Дуга подается между концом сварочной проволоки и заготовкой. Могут использоваться жидкостные и воздушные системы охлаждения. Принцип выбора сопла мало отличается от применяемого в случае с неплавящимися электродами.

Устройство и принцип действия
В тех случаях, когда предполагаются лишь разовые домашние операции – предпочтительнее собрать аппарат для аргонодуговой сварки своими руками. Реализацию этой затеи облегчит подход, при котором применяются готовые блоки, входящие в состав ряда бытовых устройств, а также подходящие подручные материалы.
 Перед началом сборки аппарата своими руками желательно изучить его принцип функционирования и устройство.
Перед началом сборки аппарата своими руками желательно изучить его принцип функционирования и устройство.
При комплектации аппарата аргоновой сварки нужно исходить из того, что для работы в инертной среде в целях экономии применяется не чистый аргон, а его смесь с углекислотой.
Следствием этого является потребность в нескольких газовых баллонах. Впрочем, можно приобрести и готовую смесь в одном баллоне, что упростит аргоновую сварку.
Большое значение также имеет используемая в инверторном модуле схема формирования выходного тока. Она гарантирует получение дуги высокого качества без окисления шва.
Исходя из этих условий, полный комплект оборудования для работы в аргоновой среде должен содержать такие обязательные узлы, как:
- источник сварочного тока, в качестве которого может использоваться любой импульсный инвертор подходящей мощности с возможностью смены полярности;
- комплект из нескольких баллонов, оснащённых редукторами и датчиками давления, обеспечивающих подачу смеси газов в зону аргоновой сварки;
- соединительные шланги со встроенными электрическими проводами и газовыми каналами, позволяющими доставлять к месту сваривания все необходимые компоненты и оснащённые разъёмом особой формы;
- газовая горелка с соплом и специальным держателем, позволяющим фиксировать неплавящийся электрод;
- встраиваемый в питающий модуль осциллятор со схемой задержки токового импульса.
Собирая своими руками поэтапно аппарат для аргоновой сварки, надо обязательно подготовить шланги, а также побеспокоиться о надёжности электрических соединений подводящих кабелей.
https://youtube.com/watch?v=ToozvSUtsY8
Это интересно: Сверлильный станок для печатных плат своими руками: чертежи, фото, видео
Настройка tig аппарата от А до Я

Практически все металлы свариваются на прямой полярности (на электроде минус). Исключением является лишь сварка алюминия и его сплавов. Ярким примером сплава может могут стать медные сплавы со значительным содержанием алюминия. Для них обязательным является использование переменного тока.
Итак, настраиваем FUBAG INTIG 200 DC Pulse:
- На панели управления выставляем метод сварки – TIG.
- Устанавливаем предпродувку газа на 0,5 сек.
- Настраиваем ток поджига – 25% от рабочего тока (А).
- Фиксируем время нарастания до рабочего тока – 0,2-1,0 сек.
- Устанавливаем ток сварки (А) (см. Таблицу ниже)
- Выставляем время до тока заварки кратера (спада в секундах)
- Выбираем значение тока заварки кратера в амперах
- Последним параметром станет время продувки газа после сварки (сек)
Параметры, которые относятся к заварке кратера, подбираются в зависимости от толщины металла.
В данной таблице даны общие рекомендации по подбору сварочного тока для наиболее используемых металлов и толщин. Это поможет вам сориентироваться при подготовке к началу работы.
Таблица. Настройка аргонодугового аппарата в зависимости от вида металла и толщины
| Вид металла | Толщина металла, мм | Род тока | Сила тока¸А |
| Стальные сплавы | 1,0 | DC | 20 — 30 |
| 1,5 | DC | 40 — 60 | |
| 2,0 | DC | 70 -90 | |
| 3,0 | DC | 100 — 120 | |
| 4, 0 | DC | 120 — 140 | |
| Алюминий | 1-2 | AC | 20 — 60 |
| 4-6 | AC | 120-180 | |
| 6-10 | AC | 220-230 | |
| 11-15 | AC | 280-360 |
Почему следить за силой тока важнее, чем за остальными параметрами? Во время TIG сварки можно прожечь заготовку, выставив слишком сильный ток. Низкое значение не позволит расплавить металл, что сведет все попытки сварить деталь на нет.
Элементы для сборки самодельного аппарата
Чтобы собрать оборудование для аргоновой сварки, потребуются следующие элементы:
- сварочный аппарат постоянного тока или инверторного типа;
- осциллятор;
- блок защиты инвертора;
- горелка;
- баллон с аргоном;
- газовый редуктор;
- газовый шланг;
- сварочные кабели.
Источник тока
В качестве источника тока для TIG сварки можно взять обычный сварочный трансформатор и на его выходе приспособить диодный мост для выпрямления тока. Также можно использовать сварочный выпрямитель. Но для обоих типов аппаратов потребуется добавить еще и осциллятор, который будет способствовать бесконтактному розжигу дуги.

На просторах интернета можно прочитать, что проще всего сделать аргонную сварку из инвертора. Но здесь имеется несколько нюансов. Существуют инверторы, в которых уже встроена возможность для TIG сварки. В таком случае достаточно подсоединить к аппарату рукав с горелкой для аргоновой сварки, подсоединить шланг к баллону с аргоном, и агрегат готов к работе. Но сначала нужно переключить его в режим TIG и выставить необходимую силу тока.
Следует заметить, что в таких инверторах уже встроен осциллятор и необходимая защита.
Инверторы без встроенной функции TIG сварки использовать для этой цели не получится. Даже если к нему подключить внешний осциллятор, то инвертор просто сгорит. Чтобы этого не произошло, понадобится небольшая переделка инвертора, которая заключается в добавлении в его схему блока защиты. Данный блок можно собрать вместе с осциллятором на одной плате и поместить ее в отдельный корпус. Получится небольшая приставка к инвертору.
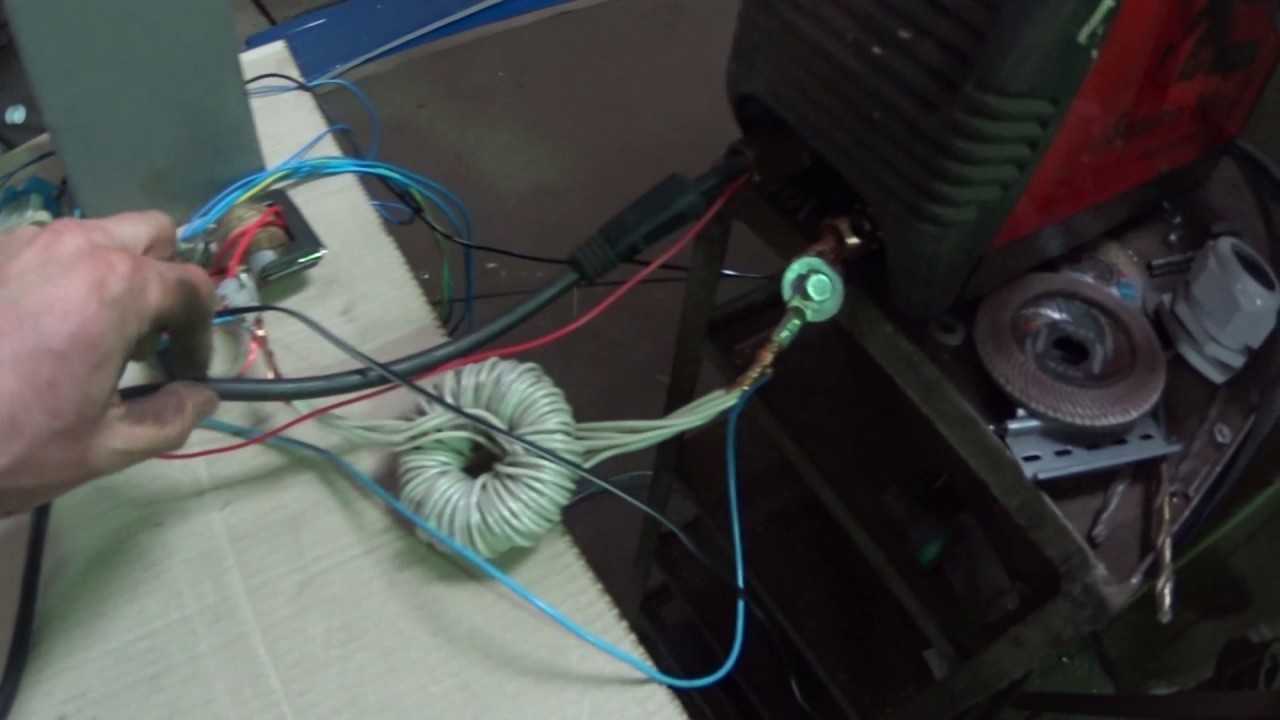
Осциллятор и блок защиты
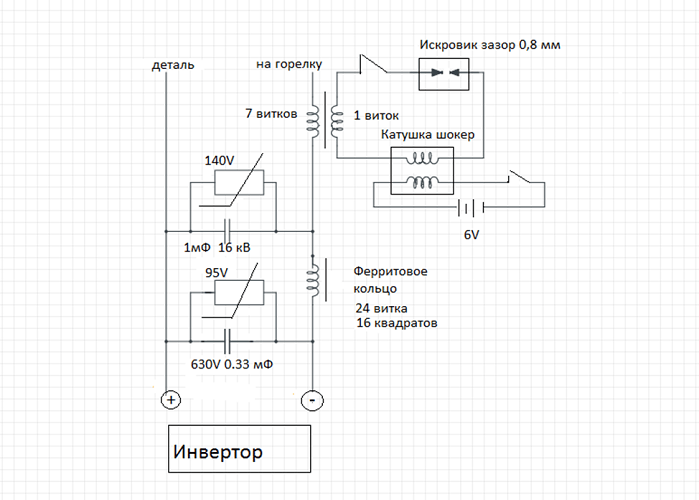
Как уже говорилось выше, для сварочного инвертора потребуется специальная приставка для TIG сварки. Ее можно собрать своими руками по схеме, предоставленной ниже.
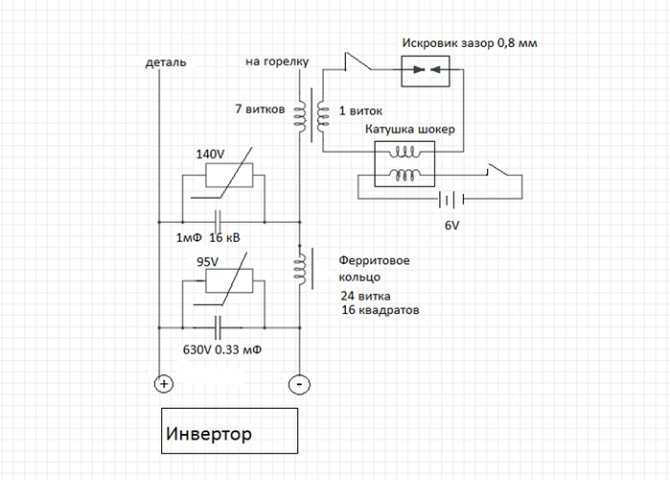
Данная схема включает блок защиты (расположен слева) и осциллятор. Последний можно приобрести в Китае или собрать самостоятельно. Как собирается приведенная выше схема, можно узнать, посмотрев это видео.
Горелка
Для аргоновой сварки используется специальная горелка, состоящая из керамического сопла и держателя вольфрамового электрода.

Также на горелке расположены кнопка пуска и вентиль для подачи газа. Горелку можно собрать из комплектующих, которых достаточно на китайских сайтах, или там же купить уже готовую (собранную).
Баллон с аргоном
В целях безопасности все баллоны с газом принято окрашивать в разные цвета и наносить на них надписи тоже различных цветов. Ниже приведен рисунок, на котором показаны все разновидности газовых баллонов с соответствующей их содержимому маркировкой и цветом.
Как видно из рисунка, для аргона используют баллоны черного цвета (с белой полосой) либо серого цвета (с зеленой полосой и надписью). Для TIG сварки применяют очищенный аргон. Поэтому понадобится приобрести баллон серого цвета с зеленой надписью “Аргон чистый”.
Совет! Для профессионального использования используются баллоны емкостью около 50 литров, имеющие большой вес. Но для бытового использования будет достаточно баллона на 10 литров, который можно перемещать самостоятельно.
Редуктор
Поскольку газ в баллоне находится под большим давлением, то чтобы подать его на горелку, потребуется редуктор. Данный прибор показывает давление в баллоне и позволяет регулировать скорость потока газа по шлангу, ведущему к горелке.








Редуктор должен подбираться строго под определенный газ, то есть в данном случае – под аргон. Обычно прибор имеет такой же цвет, как и баллон с газом.
Шланг и сварочные кабели
Если собирать рукав для аргоновой сварки самостоятельно, то он получится толстым и плохо гнущимся, поскольку в него нужно поместить электрический кабель и газовый шланг. К тому же, потребуется отдельно приобретать разъемы для подключения к горелке и к инвертору (если использовать инвертор с возможностью TIG сварки). Готовый рукав для аргоновой сварки можно купить там же, где и горелку.
https://youtube.com/watch?v=zWnlwqy8X2I
Особенности аргонной сварки
Аргоновая сварка отличается от обычной несколькими особенностями. Основным рабочим инструментом в составе аппаратного комплекса служит горелка. В ней по центру закрепляется вольфрамовый электрод, газ поступает через форсунку.
Электродуга нагревает и расплавляет металл в рабочей области, присадочная проволока, плавясь, дает материал для шва. Состав этой проволоки надо подбирать так, чтобы он был как можно ближе к составу свариваемых металлов.
Технологический процесс состоит из следующих этапов:
Механическая либо химическая (а в случае сильных загрязнений — и обе) очистка свариваемых поверхностей и околошовной зоны. Необходимо очистить поверхности лот механических загрязнений, масляных пятен и пленки окислов.
Массовый провод от аппарата присоединяется к свариваемым заготовкам. Следует отметить, что присадочная проволока не входит в состав электроцепи.
В зависимости от толщины свариваемых деталей выбирается рабочий ток и выставляется на источнике тока.
За 10-25 сек до розжига дуги подают в рабочую зону газ, открыв вентиль на баллоне
Важно помнить, что отключать подачу газа можно только через 5-15 сек после окончания очередного шва.
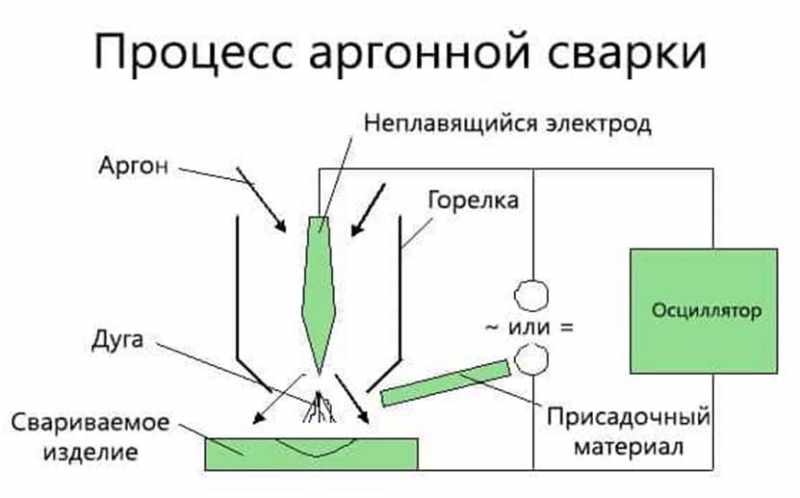
Процесс аргоновой сварки
Горелку с электродом, выступающим на 2-5 мм, следует поднести к месту начала шва по возможности близко к деталям, но не касаясь их
Наилучший зазор, при котором получается аккуратный и надежный шов — примерно два миллиметра.
Присадочную проволоку следует удерживать перед горелкой, и вместе плавно вести их по линии шва
Очень важно вводить проволоку в рабочую область осторожно и плавно, во избежание образования брызг металла.
Розжиг дуги выполняется без соприкосновения электрода и заготовок. Для этого в схему добавляют осциллятор, генерирующий мощные импульсы напряжением от 2 до 6 киловольт и частотой до 500 килогерц
Эти импульсы и осуществляют электрический пробой газовой прослойки между электродом и массой.
Различные технологии
Помимо отечественной терминологии применяются зарубежные обозначения, которые помогают разделить сварку в среде аргона на несколько подвидов. Каждый из них обладает уникальными качествами, особенностями. Обычно они применяются для сваривания сталей с различными добавками, сплавов из алюминиевой основы.
Сварка в аргоновой среде разделяется на следующие подвиды:
- Сварка ММА. Процесс производится по ручной технологии в поле электрической дуги, образованном электродом с покрытием. При переменном токе данным способом можно варить углеродистую сталь. А если будет оказываться постоянным ток, то будет возможность производить сварку углеродистой и нержавеющей стали, а также алюминия и его сплавов;
- Сварочный процесс TIG. Он выполняется в ручном режиме в аргоне или в другом инертном газе при помощи вольфрамового электрода. При переменном токе так можно варить только алюминий и его сплавы. При постоянном — углеродистые и нержавеющие виды сталей;
- Сварка MIG. Это полуавтоматическое сваривание, которое производится при помощи плавящейся проволоки. Данная технология аргоновой сварки производится с использованием переменного тока. Свариванию подлежать оба типа металлов, а также алюминий со сплавами.
Порядок изготовления устройства для сварки в среде аргона
Разберемся в том, как сделать своими руками устройство для аргонной сварки, имея в наличии все необходимые комплектующие. В первую очередь изготавливают удобный держатель, для чего используют трубку соответствующего диаметра. Ее обматывают двумя слоями изолирующего материала (стеклоткани), между которыми располагают силиконовый герметик. Такому держателю придают удобную изогнутую форму. К нему крепят микровыключатель, который будет отвечать за открытие и закрытие газового клапана.

Комплектующие для самостоятельного изготовления горелки
К готовой горелке присоединяют трубку диаметром 6–8 мм, через которую к ней будет подаваться защитный газ. Обратный конец такой трубки соединяют с газовым баллоном. Кроме того, к горелке подводят два провода: один – для соединения микровыключателя с газовым клапаном, второй – для подачи сварочного тока к электроду. Сечение питающего провода, который будет работать под серьезной нагрузкой, должно быть не меньше 8 квадратных миллиметров.
Газ, подающийся в зону сварки, должен отключаться не сразу после ее окончания, а спустя некоторое время (5–7 секунд). В аппаратах серийных моделей для аргонной сварки задержку отключения защитного газа обеспечивает специальное электронное устройство, которое не только усложняет конструкцию оборудования, но и делает его дороже. В самодельных устройствах для аргонной сварки, которые отличаются простотой конструкции и бюджетной себестоимостью, такая задержка обеспечивается за счет ручного отключения микровыключателя.
» data-lazy-type=»iframe» src=»data:image/gif;base64,R0lGODlhAQABAIAAAAAAAP///yH5BAEAAAAALAAAAAABAAEAAAIBRAA7″>
Процесс аргонно-дуговой сварки: последовательность работ
Физические свойства защитных газов и металла электродов
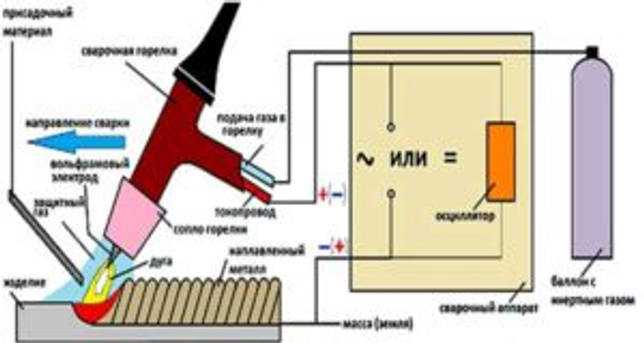
Сварочный ток и инертный газ подводят в газовую горелку, другую фазу тока для сварки подсоединяют к детали. В горелке вставлен вольфрамовый электрод, в процессе сварки не расплавляющийся. Горит дуга, идущая от вольфрамового электрода до детали, присадочную проволоку подают непосредственно в область дуги. Конец электрода из вольфрама при аргоновой ручной сварке затачивают конусообразно. Длину заточки делают равной 2-м или 3-м диаметрам электрода. В начале дугу зажигают на специальной пластине из угля.
Недопустимо зажигать дугу на базовом металле ввиду оплавления конца электрода и его загрязнения.
Возбуждение дуги выполняют, пользуясь источником питания, холостой ход у которого имеет повышенное напряжение, либо применяют дополнительный источник питания, имеющий высокой напряжение (осциллятор), поскольку потенциал возбуждения и ионизации аргона гораздо выше, чем у азота, кислорода или паров металлов.
Дуговой разряд аргона отличает надежная стабильность. Важная особенность аргонно-дуговой сварки при помощи неплавящегося вольфрамового электрода и применении переменного тока — появление в сварочной цепи показателя постоянного тока, величина которого может составлять до 50% от эффективной величины значения переменного тока в сварочной цепи.
Выпрямление тока находится в прямой зависимости от формы и размеров вольфрамового электрода, материала, из которого выполнено изделие, и режима сварки (токовой величины, скорости сваривания, длины дуги).
Схема аргоннодуговой сварки.
Когда величина постоянного тока будет слишком высока, то нарушится стабильность дугового горения и, соответственно, резко уменьшится качество наплавляемой поверхности металла, появятся надрезы, чешуйчатость. Но самое главное — снизится прочность соединения и пластичность металла на шве.
Особенно нежелательно образование в сварочной цепи характеристик постоянного тока в процессе сваривания алюминия и его сплавов. Чтобы получить качественные сварные соединения, нужно устранить в цепи сварки элементы постоянного тока. Аналогично аргонно-дуговой сварке выполняется гелио-дуговая сварка.
Отличие обычной ручной сварки дугой качественными электродами от ручной аргонной сварки дугой состоит в количестве задаваемых направлений движения электроду. В первом случае задают три движения электроду (по оси электрода, перпендикулярно шву и по оси будущего шва). Во втором варианте задают только одно направление — горизонтально оси будущего шва. Это правило распространяется и на механизированные способы сваривания изделий. Два других направления движения не применяют при аргонно-дуговой сварке по причинам:
- исключается передвижение согласно оси электрода книзу, так как при аргонно-дуговом сваривании не происходит его расплавление;
- в поперечном направлении согласно шву не двигаются, дабы не нарушить инертным газом защищенность расплавляемого металла.
https://moyakovka.ru/youtu.be/aifgic_oeeo
Поскольку колебательное передвижение электрода перпендикулярно шву исключается, то швы, выполненные аргонным свариванием, получаются более узкие, нежели при ручной обычной сварке дугой хорошими электродами. Стык освобождают из приспособления, выполняя первоначальный слой шовного соединения, используя присадочную проволоку, марку которой устанавливают либо технологическим процессом либо техническими условиями. Дугу зажигают на пластине из угля, но ни в коем случае не на самой детали. Гашение дуги следует выполнять на расстоянии.
В целях недопущения пропитки металла шва воздушными О2 или азотом, концы расплавляемой проволоки сварочной и нагретого вольфрамового электрода никогда не должны выходить из области защитного газа. Чтобы избежать разбрызгивания расплавляемого металла, выполняют подачу проволочного конца в жидкую ванну плавными движениями.
Накладывая корневой слой шва, внимательно отслеживают, в какой степени полноты проплавились кромки, нет ли непроваренных мест. Насколько металл проплавился, определяют по конфигурации ванны расплавляемого металла: о качественном проплавлении свидетельствует ванна, длина которой вытянута в сторону направления сварки, недостаточность проплавления определяет ванна в форме круга либо овала.
https://moyakovka.ru/youtu.be/-RFTNzS8UDc
Если послушать отзывы тех, кто уже применял аргонную сварку, то все они сходятся во мнении о том, что желания работать обычным аппаратом для сварки после такой технологии больше не возникает. И шов при этом образуется узенький и качественно выполненный. Для этого нужно лишь немного потренироваться.








Полуавтоматическая сварка
Совсем недавно стала использоваться полуавтоматическая сварка с применением аргона. Сварочные аппараты для этого процесса бывают стационарными, передвижными, переносными. В чем положительные стороны этого типа сварочных работ? Во-первых, благодаря полуавтомату можно соединять тонкий листовой металл, который имеет толщину менее 0,5 мм.
Во-вторых, оптимальное соотношение цены и качества сварного шва. В-третьих, имеется возможность паять оцинкованные изделия, не повреждая при этом само цинковое покрытие. Если используется аргон, то такой процесс еще называется MIG-сваркой. Процесс соединения металла происходит за счет расплавления проволоки. В большинстве случаев применяется проволока на основе марганца и кремния.
Фото 3. Процесс аргонодуговой сварки.
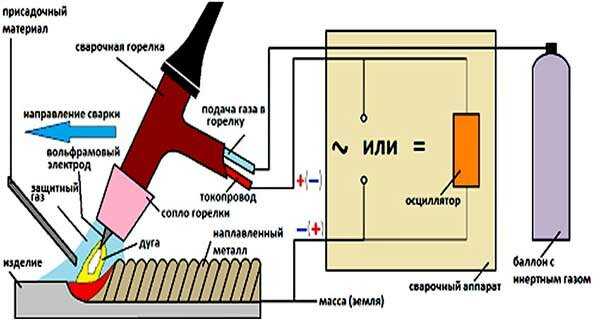
Как осуществляется аргонная сварка своими руками? В первую очередь необходимо подготовить инструменты и сварочный аппарат. Инвертор подсоединяется к источнику тока. При этом обязательно должна соблюдаться полярность.
При сварке в облаке аргона используется прямая полярность. Это означает, что на горелке должен быть «+», а на металлической поверхности – «-». Схема подключения оборудования показана на фото 2. Справа представлена прямая полярность, слева – обратная. Для регулирования поступления аргона из баллонов непосредственно в сопло горелки понадобится газовый редуктор, включающий в себя 2 манометра.
Технология процесса
Чтобы соединить металлические детали и получить крепкую конструкцию, необходимо четко придерживаться схемы работы. На начальном этапе нужно подготовить поверхность металла. Для этого понадобится очистить его от грязи, пыли, масла, горючих веществ. Делать это можно при помощи простой ветоши, щетки или пескоструйного аппарата. Чтобы избежать образования пор, трещин и других дефектов, целесообразно проводить травление металла и его обезжиривание. На следующем этапе включается в сеть рабочее оборудование. Источник тока должен быть надежным, в противном случае аппарат будет работать плохо.
Если проводится сварка алюминия, то целесообразно использовать алюминиевую проволоку. Если это нержавейка, то проволока должна быть тоже из легированной стали. Сила используемого электрического тока подбирается исходя из толщины металла. Нужно помнить, что малая сила тока не обеспечит нужного результата.
Устройство горелки для аргоновой сварки.
Если требуется сваривать алюминиевые материалы толщиной 3 мм, то подойдет проволока диаметром 2-3 мм, сила тока при этом должна составлять 180 А. В этом случае шов может быть один. При толщине листов 6 мм и более потребуется сделать несколько швов. Оптимальный режим работы полуавтомата можно подобрать, прочитав инструкцию по его применению.
После всего этого сварщик обязан проверить исправность оборудования, а также отрегулировать наконечник горелки. Диаметр наконечника должен превышать толщину проволоки на 1-2 мм. Расположение горелки при сварке показано на фото 3.
Важно, что непосредственно перед соединением металла рекомендуется испробовать режим на каком-либо ненужном изделии. Если дуга горит равномерно и получается ровный сварной шов, то работу продолжают на основном изделии
Необходимый объем защитного газа
На расход защитного газа аргона влияет несколько факторов. К ним можно отнести скорость движения воздуха (силу ветра) и скорость подачи газа. Не рекомендуется проводить аргонодуговую сварку на открытом воздухе, потому что расход аргона будет выше. Если работы проводятся в помещении, то газа потребуется значительно меньше.
Интересен тот факт, что при наличии ветра требуется увеличить расстояние между электродом и поверхностью металла. В возникшей ситуации можно применять специальные сопла для горелки, которые имеют мелкие ячейки.
Нередко используется сразу несколько газов одновременно. При этом в газовую смесь, помимо аргона, вносят еще кислород. Его доля составляет не более 5%. Зачем это необходимо? Значение кислорода в данном случае сводится к защите изделия от влаги и других вредных примесей. Аргон не справляется с этой задачей. Установлено, что добавление в смесь кислорода снижает пористость металла.