Достоинства и недостатки аргонодуговой сварки силумина
- в отличие от других методов восстановления деталей из силумина, при дуговом в атмосфере аргона получают более прочные соединения,
- режим формирования шва – скоростной, сварка не отнимает много времени,
- не нужно предварительно прогревать детали и электрод,
- отработанная технология по силам начинающим,
- направленная дуга не перегревает деталь, она не деформируется.
- работы нельзя проводить на открытом пространстве, в закрытых помещениях необходимо избегать сквозняков, чтобы облако аргона оставалось над рабочей зоной,
- сложно сразу подобрать режим сварки,
- при работе с толстостенным металлом нужно продумывать способ теплоотведения,
- необходимо иметь специальное оборудование.
Тем, кто регулярно занимается ремонтными работами, недостатки аргоновой сварки не мешают создавать качественные и надежные соединения.
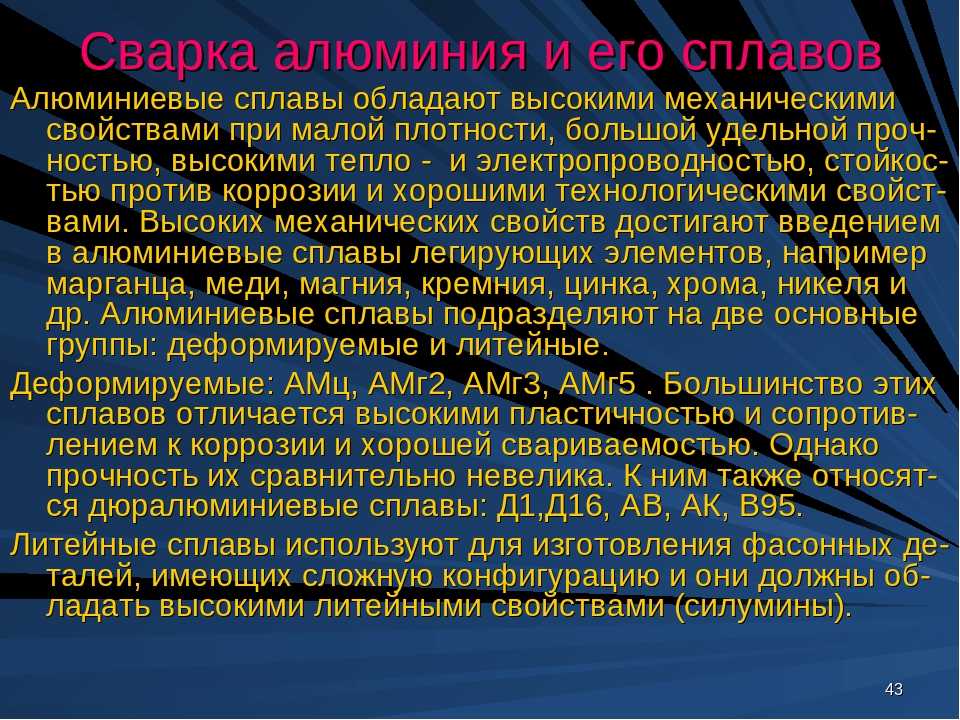
В наше время все чаще встречаются изделия из силумина. Силумин — это сплав алюминия с кремнием и еще с некоторыми примесями. Процент кремния в сплаве может составлять от 4% до 22%. По сравнению с алюминием, данный сплав имеет более высокую прочность одновременно с хорошими литейными свойствами.

Силумин, в отличие от алюминия, не имеет такой эластичности и является достаточно хрупким материалом. Изделия из такого сплава при сильных механических нагрузках просто лопаются. В связи с этим, у многих людей возникает такой вопрос, как сварка силумина. Сварить силумин можно двумя способами:
- Аргонодуговой сваркой;
- Сваркой плавящимися электродами.
Неопытному человеку может показаться, что сварка силумина — простая задача. На самом деле это не так. Такая сварка имеет некоторые нюансы.
Свариваемость сплава и возможные проблемы
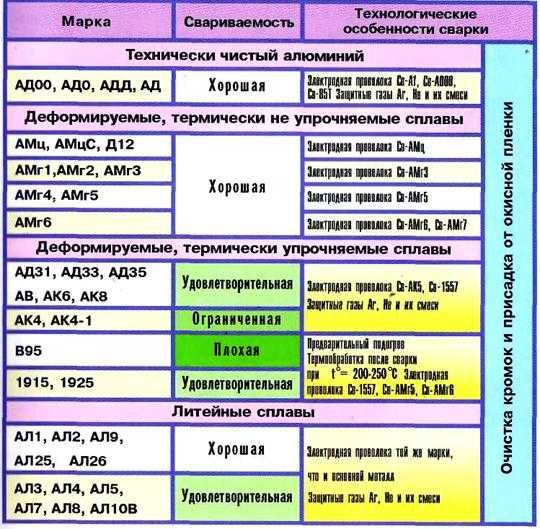
Силумин прочен и устойчив к коррозии и хорошо поддается литью, штамповке и ковке. Однако сплав отличается высокой окислительной активностью, что затрудняет процесс сварки.
Удобнее работать с силуминовыми сплавами литейных марок, которые включают 5-22% кремния, но даже в этом случае требуются большие затраты ресурсов. Если в состав сплава входит много цинка, деталь варить нельзя, т.к. под действием температуры этот компонент выгорает, делая кромку ломкой.
При обработке силумина чаще используют инертные газы. Аргон, который тяжелее воздуха, оседает на обрабатываемой поверхности облаком. Таким образом, на открытом воздухе провести обработку этой области крайне сложно. Кроме того, в ряде случаев возможно плавление электродов.
Для сварки этого сплава применяют далеко не все припои, т.к. висмут, свинец, олово и кадмий плохо растворяются в алюминии, что делает полученное соединение ненадежным.
Однако при использовании флюса, отличающегося высокой активностью, и при тщательной обработке места шва используют припой на основе оловянно-свинцовой смеси. Полученный в этом случае шов отличается низкой устойчивостью к окислительным процессам, поэтому требует дополнительного покрытия лакокрасочным материалом.

Кремний в составе силумина плохо влияет на свариваемость.
Лучше всего для пайки и сварки алюминиевых элементов подходят припои на основе:
- серебра;
- алюминия;
- кремния;
- цинка;
- меди.
Расходные материалы часто включают сразу несколько компонентов в разных соотношениях. Лучшим являются припой 34А, содержащий около 6% кремния, 28% меди и 66% алюминия, а также ЦОП-40 с 40% цинка и около 60% олова.
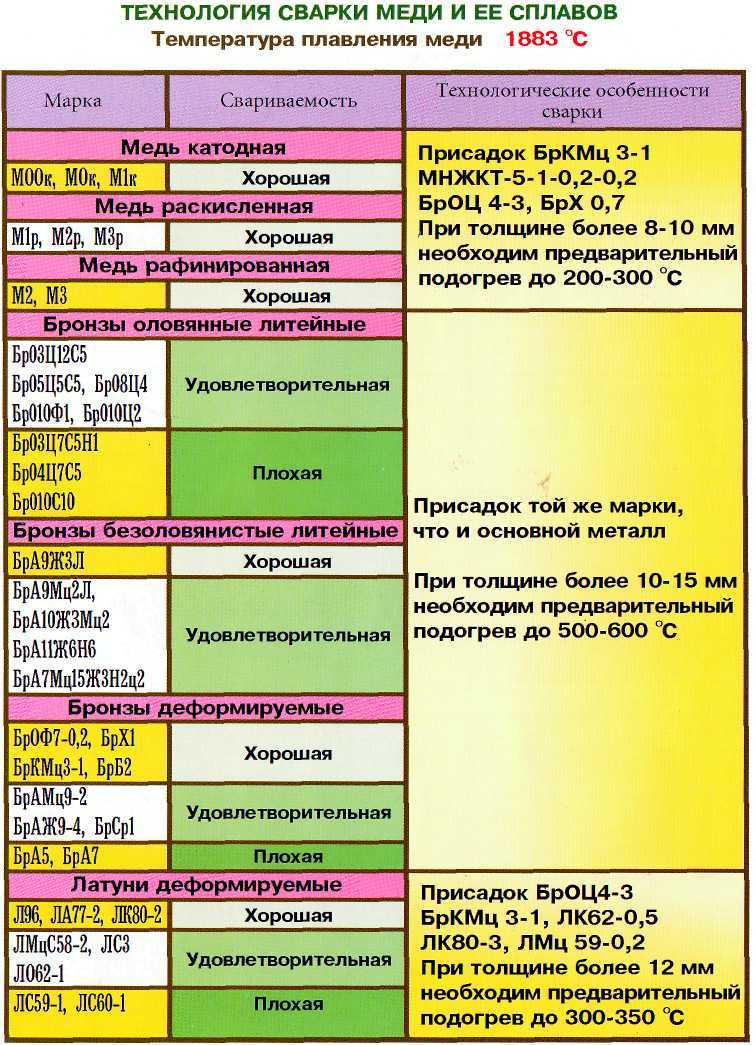
Рекомендуем к прочтению Выполнение сварки меди и ее сплавов в домашних условиях
https://youtube.com/watch?v=TfsvnJaNNAg
https://youtube.com/watch?v=zWuES9NSRxo
Технология аргонодуговой сварки
Общий процесс аргонодуговой сварки, выполняемой в отношении деталей из силумина, следует разделить на три больших этапа:
- подготовительный;
- этап сварки;
- этап завершающей обработки.
Подготовительный этап
На подготовительном этапе сварщику необходимо выполнить следующие действия:
- зачистить кромки свариваемых деталей с использованием любого доступного механического способа;
- обработать зачищенные кромки специализированными химическими составами с целью обезжиривания и полного удаления возможных окислов металлов.
Этап сварки
Сварочный этап состоит из следующих шагов:
- подсоединение инвертора. Его лучше подключать с обратной полярностью, так как это позволит добиться лучшего качества сварки. В том случае, если подключить инвертор, соблюдая прямую полярность, происходит процесс ионизации газа, в результате чего образуется плазма, которая режет, а не плавит силумин в сварочной зоне;
- электрод, произведенный из вольфрама, необходимо подвести к свариваемой поверхности из сварочной горелки на расстояние не более 2,5 мм, однако, не допуская касания его до поверхности свариваемых деталей;
- подача аргона начинает осуществляться не ранее, чем через 15 секунд после появления сварочной дуги, так как это позволит обеспечить максимально качественный прогрев элементов, подлежащих сварке;
- сварочная ванна заполняется путем введения силуминового прутка или проволоки. Механизм подачи выглядит следующим образом: сам пруток или проволока подается под небольшим углом к сварочной ванне и электроду, а скорость подачи должна быть установлена в зависимости от опыта работы сварщика, так как неоправданно высокая скорость подачи может негативным образом сказаться на качестве сварного шва из-за высокой степени разбрызгивания металла;
- присадка (проволока или пруток) вводятся перед горелкой в соответствии с путем ее движения и перемещается только вдоль шва;
- после завершения работы дуги (ее горения) аргон должен подаваться в течение не менее 10 секунд, так как это позволит дать металлу немного остыть, что позволяет минимизировать риск возникновения трещин и окислов тугоплавкого типа.
Завершающая обработка
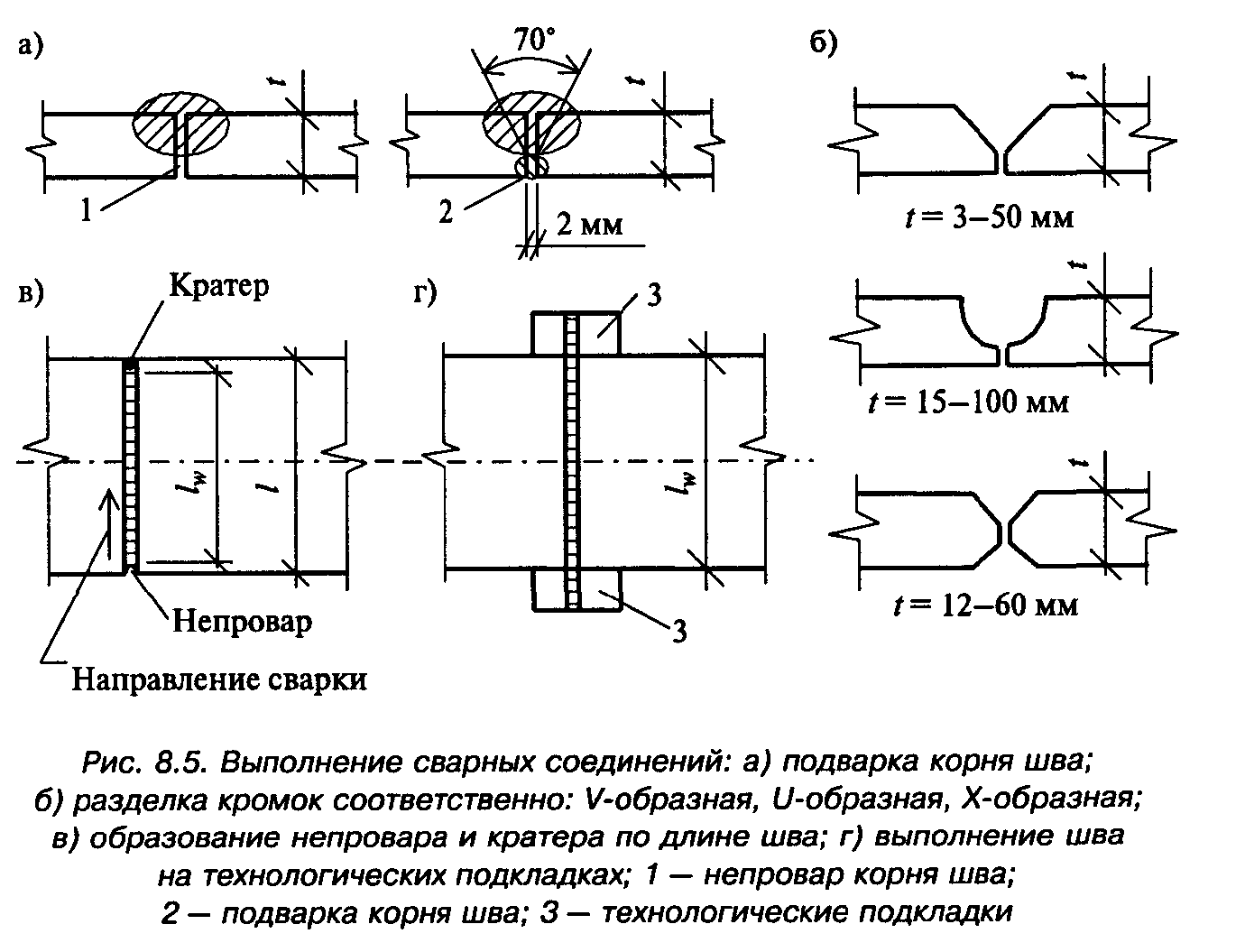
Этап завершающей обработки предусматривает проверку соединения после завершения сварочного процесса на наличие трещин или непроваров, так как в случае их выявления может потребоваться повторная обработка соединения с целью упрочнения шва.
В случае если все манипуляции выполнены правильно, шов получается аккуратным, не требует очистки от шлака, а качество соединения остается максимально высоким.
В том случае, если были допущены технологические ошибки, может потребоваться разъединение только что сваренных деталей с последующим повторением всего процесса.
Технология сварки силумина
Соединение можно сделать двумя способами:
- с помощью плавящихся электродов, такой сваркой заделывают детали, работающие на сжатие,
- используя присадочную проволоку.
Прежде, чем сварить силумин, необходимо:
- зачистить стык до зеркального блеска,
- снять оксидную пленку растворителем или бензином, работать надо в перчатках, чтобы не оставлять потожировых следов.
Аргонодуговая сварка силумина
Для работы нужно подготовить:
- инвертор сварочный на 220В или 380 В (сила тока зависит от толщины ремонтируемого участка),
- осциллятор, подающий напряжение на электрод, он нужен для создания дуги,
- комплект газового оборудования,
- горелка,
- баллон с защитным газом,
- присадочный пруток.
У сварки силумина аргоном есть ряд особенностей:
- Полярность должна быть обратная, к электроду подводится плюсовой контакт. Это необходимо для ионизации аргона, повышении его электропроводности.
- Аргон должен поступать в рабочую зону только после розжига. Шов нужно охлаждать в защитной атмосфере не меньше 10 секунд, пока верхний слой металла не схватится.
- Присадка вводится перед горелкой, со средней скоростью, под углом к электроду и диску. При быстрой подаче образуется много искр.
- Электрод нужен для создания дуги, ближе, чем на 2,5 мм его к металлу не приближают.
- Плавное движение горелки и прутка должны совпадать.
- Диаметр присадочной проволоки всегда меньше размера электрода.
Под воздействием дуги присадка и кромки образуют однородный сплав
Важно поддерживать защитную атмосферу, следить, чтобы аргон не сдувало. Без него сразу начинается процесс окисления
Сварка плавящимся электродом
Имея трансформатор или выпрямитель, заварить деталь можно плавящимся электродом ОК 96.50 – стержня из силумина, покрытого щелочной обмазкой. Перед работой его нагревают до 150°С. Восстанавливаемую зону детали тоже необходимо прогреть паяльной лампой или газовой горелкой до 300°С (на металле появятся темные пятна побежалости, если они желто-коричневые – температура 250°С). При этой же температуре делается наплавка. При такой сварке силумина в домашних условиях прочного шва не получится, частички шлака, а его при работе с плавящимся электродом образуется много, неизбежно остаются в расплаве.
Технология сварки силумина
Соединение можно сделать двумя способами:
- с помощью плавящихся электродов, такой сваркой заделывают детали, работающие на сжатие,
- используя присадочную проволоку.
Прежде, чем сварить силумин, необходимо:
- зачистить стык до зеркального блеска,
- снять оксидную пленку растворителем или бензином, работать надо в перчатках, чтобы не оставлять потожировых следов.
Аргонодуговая сварка силумина
Для работы нужно подготовить:
- инвертор сварочный на 220В или 380 В (сила тока зависит от толщины ремонтируемого участка),
- осциллятор, подающий напряжение на электрод, он нужен для создания дуги,
- комплект газового оборудования,
- горелка,
- баллон с защитным газом,
- присадочный пруток.
У сварки силумина аргоном есть ряд особенностей:
- Полярность должна быть обратная, к электроду подводится плюсовой контакт. Это необходимо для ионизации аргона, повышении его электропроводности.
- Аргон должен поступать в рабочую зону только после розжига. Шов нужно охлаждать в защитной атмосфере не меньше 10 секунд, пока верхний слой металла не схватится.
- Присадка вводится перед горелкой, со средней скоростью, под углом к электроду и диску. При быстрой подаче образуется много искр.
- Электрод нужен для создания дуги, ближе, чем на 2,5 мм его к металлу не приближают.
- Плавное движение горелки и прутка должны совпадать.
- Диаметр присадочной проволоки всегда меньше размера электрода.
Под воздействием дуги присадка и кромки образуют однородный сплав
Сварка плавящимся электродом
Имея трансформатор или выпрямитель, заварить деталь можно плавящимся электродом ОК 96.50 – стержня из силумина, покрытого щелочной обмазкой. Перед работой его нагревают до 150°С. Восстанавливаемую зону детали тоже необходимо прогреть паяльной лампой или газовой горелкой до 300°С (на металле появятся темные пятна побежалости, если они желто-коричневые – температура 250°С). При этой же температуре делается наплавка. При такой сварке силумина в домашних условиях прочного шва не получится, частички шлака, а его при работе с плавящимся электродом образуется много, неизбежно остаются в расплаве.
Полуавтоматом в среде защитного газа
Проволока (присадка)
Эта присадка применяется в случае сварки алюминия и его сплавов в среде защитного газа. При этом, сама проволока, кроме алюминия, содержит кремний и некоторые металлы, из этих:
- железо;
- медь;
- марганец;
- магний.
В полуавтоматах используется сварочная проволока
- Kirk K-088414, бухта 2кг стоит 3 800 руб.;
- бобинная присадка lkraft ER5356, Ф 1.0 93617 в бухте, весом 2 кг — 3 200 руб.;
- проволока AlSi5 в бухте, для сварки алюминия, Ф 1.0 мм, весом 7 кг стоит 9 250 руб.
Защитный газ — аргон или смесь
Аргон высшего сорта на заправочных пунктах стоит:
- 10 л. — 366 руб.;
- 20 л. — 432 руб.;
- 40 л — 519 руб.
Заправка сварочной смеси аргона и углекислого газа стоит:
- 5 л. — 350 руб.;
- 10 л. — 600 руб.;
- 20 л. — 700 руб.;
- 40 л. — 800 руб.
Аэрозоль для чистки горелки
Антипригарный спрей Stanvac, 400мл — 234 р., спрей антипригарный ПТК, 400 мл, от налипания брызг, не содержащий силикона стоит 259 руб. Сварочный спрей BINZEL, производитель Германия — 313 руб.
Мундштук и сопло
Мундштуки МАФ для газов ацетилен/пропан стоят порядка 115 руб., сварочные сопла Solaris WA-3942, набор 5 шт. — 352 руб.
Как производить сварку силумина в домашних условиях?

Металл получил свое название по созвучию названий образующих его элементов.
Сил — кремний (силициум по латыни), плюс — алюминий (алуминиум). Результатом стал силумин — сплав алюминия с кремнием.
Прочность и соответственно стоимость сплава колеблется в разы. Дешевые изделия (различного рода фурнитура, украшения) иногда ломаются голыми руками. Вместе с тем, подобные по составу сплавы образуют корпуса двигателей, силовые элементы станков, технологического оборудования.
Что такое силумин чем можно сварить этот металл, мы рассмотрим в нашей статье.
Особенные свойства
Количество кремния в сплаве колеблется от 5 до 20%, что и приводит к разнообразию свойств. При том, что внешне это никак не заметно. Кроме того, на физические качества влияет дополнительное легирование. Это марганец, титан, цинк, некоторые другие металлы и галогены.
Внешне силумин представляет собой блестящий серебристый металл. Цвет излома серебристо серый с явно заметной зернистостью.
Технически, металл относится к литейным. Высокая текучесть позволяет точно заполнять мельчайшие детали формы. Она же мешает заварить стык — жидкий расплав легко вытекает из шва.
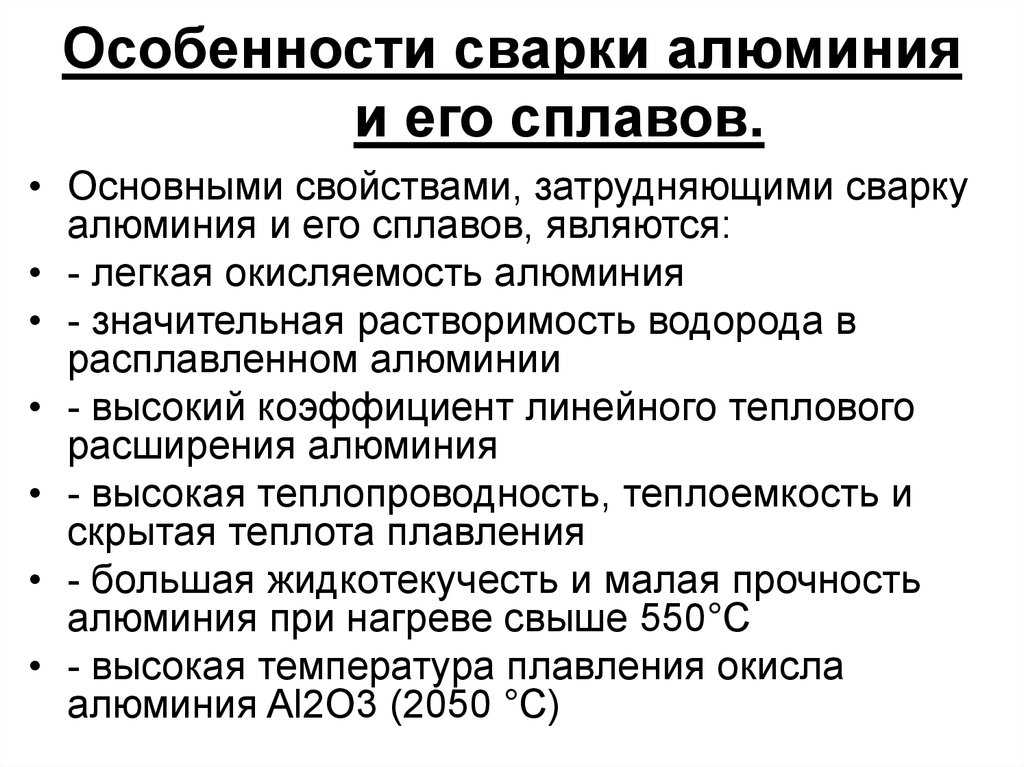
Кроме текучести, сварке силумина препятствуют:
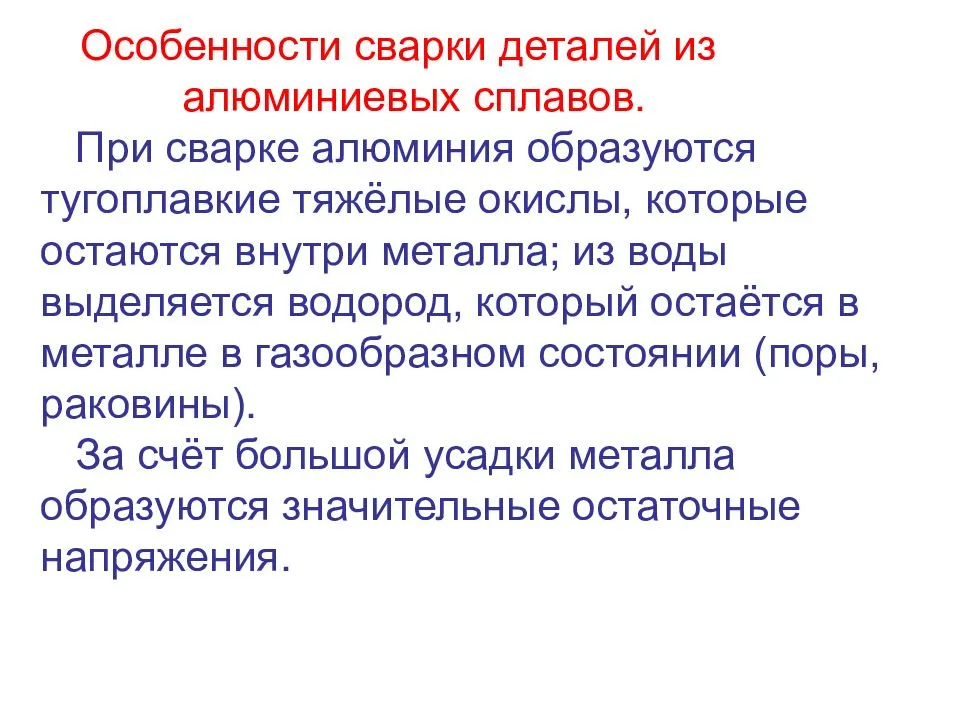
- склонность к образованию пор;
- трещинообразование наплавленного металла, вызванное как высокими остаточными напряжениями, так неравномерной кристаллизацией;
- высокая теплопроводность;
- низкая температура плавления.
Все перечисленное приводит к тому, что задачу того, как сварить силумин приходится решать индивидуально, для каждого конкретного случая.
Силумины менее прочны чем дюралевые сплавы. Вместе с тем они практически не поддаются коррозии. Минус сплава — хрупкость. Она настолько высока, что при обработке металлорежущими станками он просто крошится, не образуя стружки.
Модификация натрием, либо литием позволяет довести процентное содержания кремния до 22%.
Как происходит процесс?
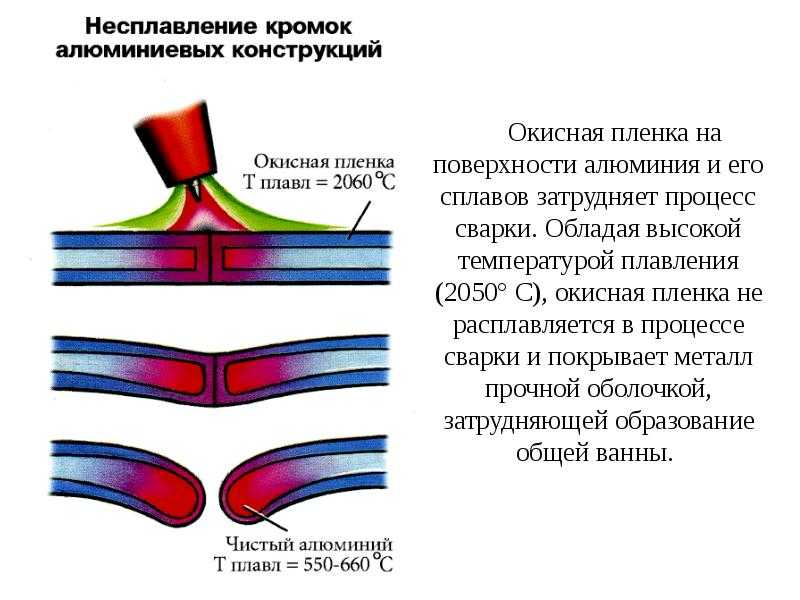
Защиту от коррозии у силумина обеспечивает прочная окисная пленка. Она же усложняет процесс сварки, препятствуя непосредственному соединению атомов.
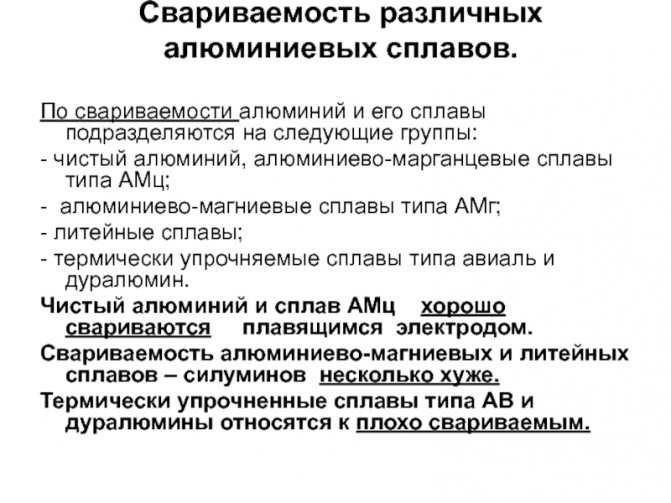
Сварку неответственных (слабо нагруженных) деталей ведут на постоянном токе обратной полярности, используя покрытые электроды, либо на прямом токе с помощью неплавкого электрода, угольного либо вольфрамового.
Требуемое проплавление обеспечивают с помощью предварительного нагрева. Детали толщиной свариваемых частей менее 10 мм нагревают газовой горелкой до 250-300ºС, заготовки большей толщины до 400ºС.
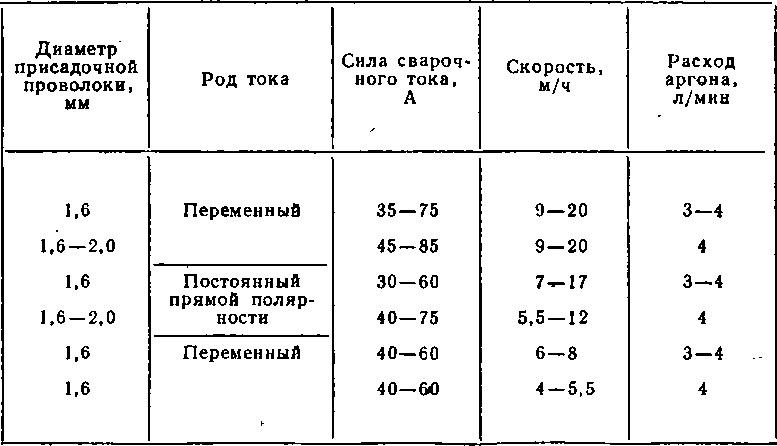
Особое внимание обращают на силу сварочного тока. Лучше всего выполнить его подбор до начала сварки деталей, используя бросовые куски силумина сходной толщины
Для предварительного подбора пользуются соотношением: I≤60 A на 1 мм диаметра электрода, где I — сила сварочного тока.
Поскольку пленка шлаков после остывания не даст возможности зажечь дугу, работы ведут непрерывно одним электродом.
Скорость плавления алюминиевого электрода выше, чем стального, поэтому вести сварку нужно быстрее выше.
Оборудование для сварки
В связи с тем, что сварка производится двумя способами – с использованием плавящихся и неплавящихся электродов, оборудование будет различаться между собой.
В случае если речь идет о сварке плавящимся электродом, к оборудованию будут относиться:
- трансформатор или выпрямитель (для подачи сварочного тока необходимого уровня напряжения);
- паяльная лампа (для прогрева кромок свариваемых деталей);
- газовая горелка (для подачи газа, который будет прогревать сварное соединение в процессе сварки);
- держак для электрода (которым сварщик самостоятельно направляет электрод в сварочную ванну).
Если говорить об аргонодуговой сварке, то в перечень оборудования следует включить:
- сварочный инверторный аппарат;
- осциллятор для регулировки;
- баллон или иной резервуар с аргоном;
- газовая горелка, через которую подается защитный газ;
- присадка в виде неплавящегося электрода;
- шланги для подачи газа в горелку (ввиду особенностей конструкции горелки внутри таких шлангов находятся два рукава, один из которых предназначен для подачи газа, а внутри другого находится кабель, по которому подводится электрический ток).
Кроме того, потребуются также и средства защиты сварщика, а именно:
- специальный костюм, который защитит кожу от попадания горящих искр от сварки (ткань такого костюма должна быть не просто плотной, а прошедшей специальную пропитку огнезащитного типа с целью исключения риска возгорания от попавшей искры);
- маска с затемненными стеклами (используется для защиты лица и, в первую очередь, глаз, от негативного воздействия яркого света);
- рукавицы-краги (предназначаются для защиты кожи рук от воздействия высокой температуры, а также для исключения возможности поражения электрическим током от свариваемых деталей);
- защитная обувь (она одновременно выполняет две функции – защищает ноги сварщика от попадания капель расплавленного металла в виде искр от сварки в случае отсутствия специального сварочного стола и минимизирует риск полного прохода электрического тока через тело работника в случае наличия критической неисправности оборудования).
https://youtube.com/watch?v=X8gfesJz-nM
Пайка металла обычным паяльником
Как указывалось выше, паять алюминий, используя легкоплавкие припои, можно при помощи обычного и всем знакомого паяльника. Единственное условие — мощность инструмента должна быть достаточной для прогрева спаиваемых деталей до необходимой температуры.
Для пайки алюминия подойдет любой паяльник.
Если вы умеете работать паяльником, то никаких проблем с пайкой алюминия у вас не будет (ну или почти не будет). Зачищаете детали, покрываете соответствующим флюсом и спаиваете. Неплохо на место пайки, смазанное флюсом, добавить немного мелкого абразива, который поможет очистить спаиваемые поверхности от оксидной пленки.
Если в вашем распоряжении нет паяльника достаточной мощности, то спаиваемые детали можно параллельно подогревать горелкой (несильно) или даже пламенем газовой конфорки.
Некоторые электрики вообще умудряются паять алюминий «тем, что есть», причем в смысле электрической прочности качественно паять. Вы тоже можете воспользоваться этим методом при соединении, к примеру, двух алюминиевых проводов. Для этого вам понадобится:
- любой абразивный порошок, например, мелкий песок;
- обычное машинное масло (лучше ружейное).
Насыпаете абразив на плоскую поверхность, капаете масло, погружаете в состав зачищенный алюминиевый провод и, взяв на жало припой, «натираете» им этот самый провод. Абразив обдирает оксид, масло предотвращает появление новой пленки, а припой надежно покрывает алюминий полудой.
Единственный недостаток такого метода — низкая механическая прочность соединения, поэтому перед тем как окончательно спаять проводники, их после лужения надо скрутить. Электрическая же прочность такой паки великолепная, так что если ее не разорвет механически, то простоит она десятки лет.
Выполняем сварку силумина
Сварка материала силумина на первый взгляд представляет собой несложный способ соединения изделий, но в действительности может сопровождаться множеством трудностей. В процессе сварки происходит нагревание сплава до высоких температур, что значительно уменьшает возможность соединения заготовок из силумина. Поэтому в процессе сварки используется аргон, предупреждающий процедуру окисления. Соответственно, сплав восстанавливается лучше.
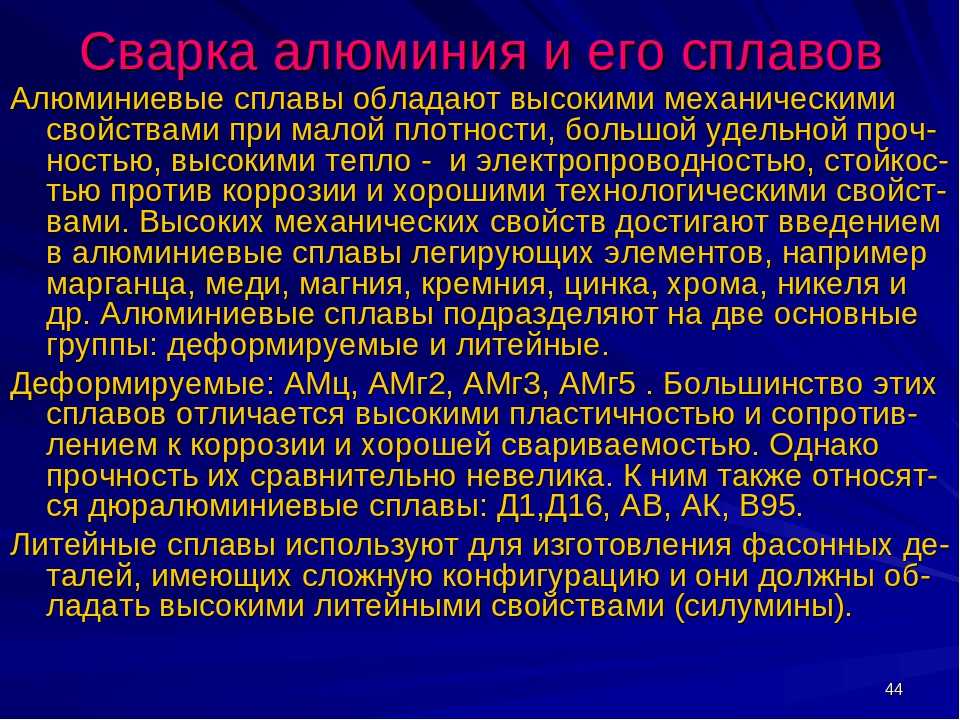
Силумин – сплав кремния и алюминия. Он предназначен для изготовления деталей сложной формы. Этот сплав отличается высокими механическими, литейными характеристиками.
Техника сварки силумина
Для соединения деталей из силумина возможно использование аргонодуговой методики сваривания. Оборудование включает инвертор, газовый баллон, горелку специального образца, осциллятор, неплавящиеся вольфрамовые электроды. Дополнительно, как присадочный материал, используется силуминовая проволока.
Силуминовые изделия перед соединением подвергаются предварительной подготовке.
- В первую очередь устраняется оксидная пленка. Кромки соединяемых образцов зачищаются наждачной бумагой, специальной пескоструйной установкой, щеткой по металлу, прочими инструментами.
- После этого поверхности изделий подвергаются химической обработке, для чего можно использовать бензин, любой растворитель. При использовании для этих целей раствора каустической соды заготовки необходимо обязательно промыть напором чистой воды.
Как происходит сварочный процесс?
Сварочные работы осуществляются с использованием короткой дуги на обратной полярности. В данном случае металл будет лучше проплавляться.
- В сварочную зону подается присадочная проволока, где осуществляется ее расплавление, соединение с металлом изделия. В конечном итоге формируется жидкая однородная масса, которая после охлаждения становится монолитной.
- Нельзя быстро подавать в сварочную ванну присадку, так как раскаленный металл будет разбрызгиваться, и в результате качество соединения будет низким.
- Подача проволоки производится под углом перед горелкой, при этом движения должны осуществляться равномерно вдоль шовного соединения.
- Нельзя передвигать присадочный стержень поперек, отклонять в стороны.
Основные требования
Остальные требования аналогичны, как при соединении алюминиевых образцов.
- Поджигая электрод, запрещено касаться соединяемых изделий из металла.
- Подача газа осуществляется спустя пятнадцать секунд после поджога электрода. Это предоставит возможность разогреть пространство сопла горелки.
- При завершении сварочных работ подачу газа прекращать нельзя. Это действие нужно выполнить спустя десять секунд после прекращения подачи на электрод электрического тока. Это даст возможность металлу сварного шва остывать равномерно.
Можно ли выполнять сварочные работы такого типа в бытовых условиях?
В бытовых условиях сварка силумина может осуществляться с помощью плавящихся электродов, но существуют некоторые нюансы.
- Обязательно проводится предварительная подготовка соединяемых элементов конструкции.
- Материалы подвергаются предварительному нагреванию до температуры 250-300 градусов.
- Электроды разогреваются до 150 градусов.
- Небольшая область разогрева силумина, в результате чего деформация изделий полностью исключается.
- Аргон характеризуется большим удельным весом в отличие от воздуха. Поэтому он предупреждает попадание из воздуха на свариваемые поверхности кислорода.
- Повышенная скорость выполнения сварочных работ за счет тепловой энергии сварной дуги.
- Общедоступная методика соединения образцов из силумина.
- Возможность сваривания элементов конструкций, которые нельзя заварить, используя другие техники сварки.
Недостатки
- Защита швов при сильном ветре существенно снижается, так как его интенсивный поток будет просто сдувать напор газа.
- При использовании для сварочной дуги высоких значений токовой силы требуется дополнительное охлаждение.
- Для произведения работ требуется достаточно сложное оснащение.
- Настройки оборудования сопровождаются некоторыми трудностями.
Техника безопасности
- При выполнение сварочных работ обязательное применение средств индивидуальной защиты: маски, перчаток, обуви с прорезиненной подошвой, полотна из асбестового, брезентового материала, стального листа.
- Все токопроводящие элементы должны быть надежно заизолированы.
- Запрещено осуществлять сварочные работы в помещениях, в которых находятся легковоспламеняющиеся жидкости, различного рода предметы.
Сергей Одинцов
Характеристики популярных марок
Существует несколько клеевых составов, которые позволяют качественно, прочно и надежно соединить алюминий с алюминием или другими материалами:
- Mastix. Смесь подходит не только для склейки алюминиевых поверхностей, но и для герметизации соединений. А также для ремонта изделий, изготовленных из черных и цветных металлов. Состав позволяет качественно склеить детали при невысокой температуре окружающей среды, его рабочий в диапазон — от –50 до +145° С. Кроме того, Mastix надежно и быстро скрепляет влажные поверхности. Средняя стоимость флакона в 50 г составляет 30 рублей.
- Cosmopur 819 представляет собой полиуретановый материал, позволяющий прочно и надежно склеить алюминий с алюминием благодаря созданию вязкого шва между поверхностями. Превосходно подойдет для ликвидации зазоров, вклеивания уголков. Cosmopur 819 чаще всего используется для соединения деталей конструкций. Цена за 300 мл приблизительно 500 рублей.
- ASTROhimACE-9305 — это холодная сварка, позволяющая моментально ликвидировать различные поломки. Клей качественно соединяет поверхности из алюминия и его сплавов при температуре от –50 до +145° С. Состав чаще всего применяется для восстановления сломанных фрагментов деталей, например, резьбы. Одна упаковка в среднем стоит 80 рублей.
- «Эпокси металл Момент» — двухкомпонентный клей, надежно фиксирует между собой не только алюминиевые поверхности, но и комбинации других металлов с деревом, мрамором, стеклом. Состав эффективно устраняет зазоры и трещины. Цена за упаковку объемом 50 мл составляет примерно 350 рублей.
- Abro Steelпредставляет собой универсальную холодную сварку от одноименного американского производителя. Служит оптимальным вариантом для ремонта санитарно-технического бытового оборудования, баков для хранения жидкостей, так как обеспечивает безупречную герметичность. При помощи состава соединяют металл, дерево, керамику, а также между собой материалы разных типов. Клей отличается высокой чувствительностью к чистоте скрепляемых участков. Если хранение было неправильным, то состав невозможно будет использовать по назначению. Цена — приблизительно 150 рублей за 57 граммов.
- PERMATEX Cold Weld — двухкомпонентный термостойкий клей на основе эпоксидной смолы, очень быстро застывает, пожаробезопасный, превосходно склеивает различные материалы, в том числе и алюминий. Полимеризация состава происходит в течение 15 минут, материал выдерживает продолжительный нагрев до +149° С, кратковременный — до +177°. Формирующийся шов, очень устойчив к нагрузкам на сдвиг и отрыв. Стоимость упаковки 56 г составляет около 300 рублей.
- «Титан» — отличается невысокой стоимостью и устойчивостью к любым механическим нагрузкам. Флакон объемом 310 мл стоит около 250 рублей.
- WURTH Liqu > COSMO PU-200.280
https://youtube.com/watch?v=KNp-iOtLgRA
https://youtube.com/watch?v=MQ8N_ucrnzE
Как заварить силумин
Итак, для сварки силумина необходима аргонодуговая технология. В состав оборудования входит инвертор, баллон с газом, осциллятор и специальная горелка. В горелку устанавливается неплавящийся электрод из вольфрама. В качестве присадки здесь должна выступать силуминовая проволока.
Перед началом сварочного процесса силуминовые заготовки необходимо подготовить. Основное правило – это удалить оксидную пленку.
- Сначала необходимо зачистить кромки свариваемых деталей с помощью наждачки, металлической щеткой, пескоструйной машиной или любым другим способом.
- Далее производится обработка химическим составом. Это может быть любой растворитель, бензин или раствор каустической соды. Если используется последний материал, то после обработки рекомендуется промыть металлические заготовки напором воды.
Сварка производится на обратной полярности при короткой дуге. Объяснить это можно лишь тем, что при короткой дуге металл проплавляется лучше. Присадочная проволока подается в зону сварки, где она также расплавляется и соединяется с основным металлом, что в конечном итоге образует единую однородную жидкую субстанцию. Она при остывании превращается в монолит.
Подавать быстро присадку в сварочную ванну нельзя. Это приведет к разбрызгиванию металла, что снизит качество сварного шва. Проволоку надо подавать перед горелкой, при этом держать под углом. Движение и подача должны быть равномерными точно вдоль шва. Нельзя отклонять присадочный стержень, двигать его поперек. Ровный и узкий шов – вот высокое качество соединения.
Все остальное, в принципе, точно так же, как и при сварке алюминия. А именно:
- При поджиге электрода нельзя касаться свариваемых металлических заготовок.
- Подачу газа надо начинать после 15 секунд после розжига вольфрамового электрода. Что обеспечит нагрев пространства в сопле горелки.
- Заканчивая сварку, нельзя останавливать подачу газа. Отключение можно провести после 10 секунд, как отключится подача электроэнергии на электрод. Это обеспечит равномерное остывание металла в зазоре между заготовками.
В домашних условиях можно сварку силумина проводить плавящимся электродом. К примеру, расходником от известной шведской компании ESAB марки ОК 96.50. Но и здесь есть своя специфика.
- Точно также производится подготовка заготовок.
- Предварительно свариваемые детали подвергаются нагреву до 250-300С.
- Электроды также предварительно подогреваются до 150С.
Электроды этой марки состоят из силуминового стержня и щелочно-солевой обмазки. При сварке выделяется в большом количестве шлак, который необходимо тщательно удалять. И все же сварка аргоном является более качественной.
Основные требования
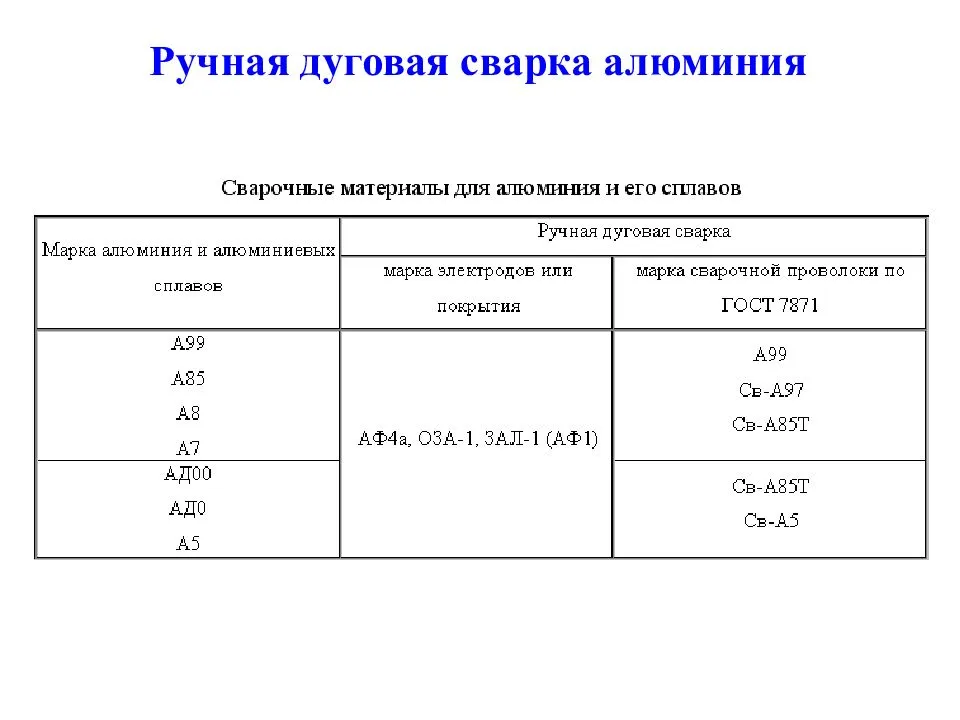
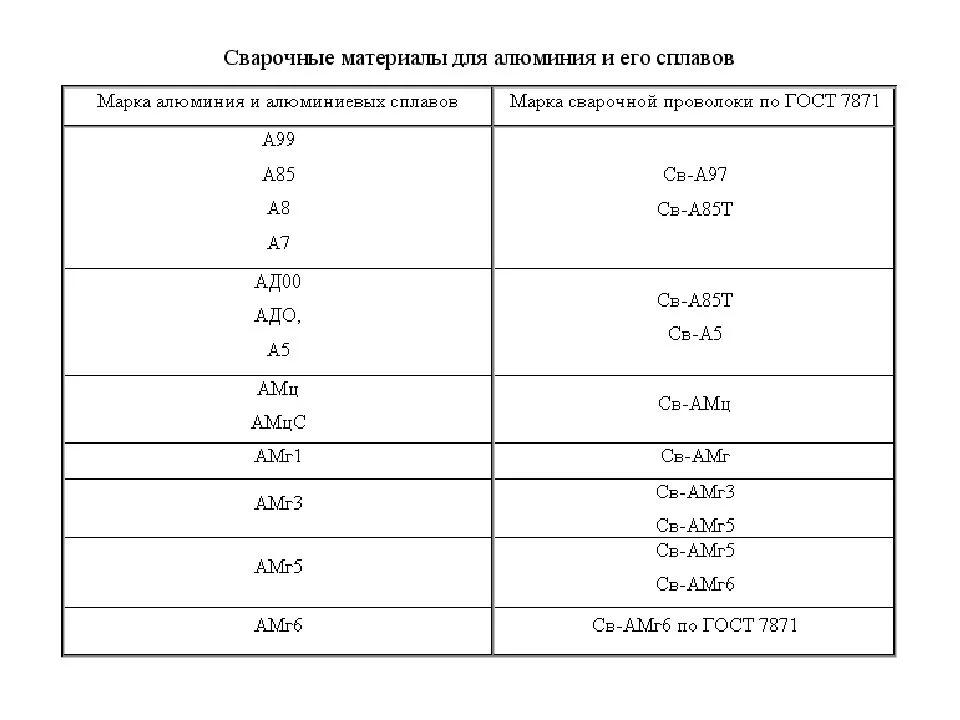
Для сварки силумина используют электроды типа А1Ф, либо А1 покрытие которых содержит литий. Поскольку такие электроды гигроскопичны, до начала работы их рекомендуется просушить не менее 2-х часов при температуре 150-180oС.
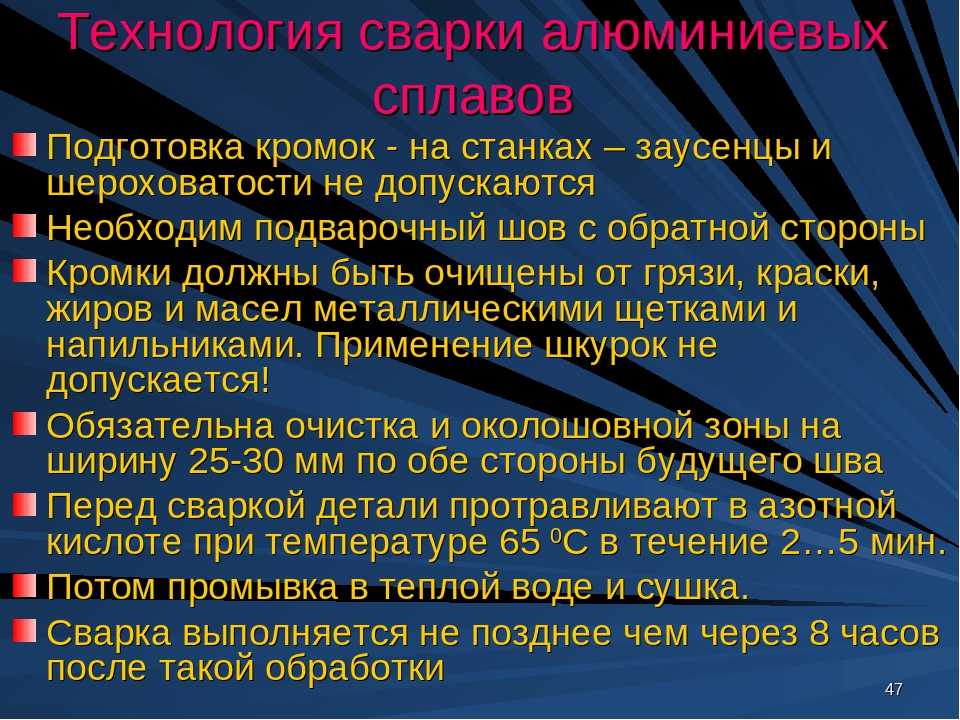
Флюсы для газовой сварки деталей из силумина, не важно углекислота это или инертный газ, должны обеспечивать растворение оксида, и выдерживать температуру не менее 600 градусов. Не зависимо от применяемого метода сварки до начала работы, место шва на ширину до 10 мм в обе стороны обезжиривают ацетоном, бензином, уайт-спиритом и т.п.Для удаления пленки оксидов, мешающей заваривать металл, выполняют травление поверхности детали, а также присадочной проволоки (прутков)
Для этого используют водный раствор едкого натра и фторида натрия. По окончанию обработки поверхность обрабатывают азотной кислотой, промывают в проточной воде. Аналогичными способами подготавливают присадочный материал. Заменить травление можно очисткой сварной зоны стальной щеткой, либо (что лучше) пескоструйной обработкой
Не зависимо от применяемого метода сварки до начала работы, место шва на ширину до 10 мм в обе стороны обезжиривают ацетоном, бензином, уайт-спиритом и т.п.Для удаления пленки оксидов, мешающей заваривать металл, выполняют травление поверхности детали, а также присадочной проволоки (прутков). Для этого используют водный раствор едкого натра и фторида натрия. По окончанию обработки поверхность обрабатывают азотной кислотой, промывают в проточной воде. Аналогичными способами подготавливают присадочный материал. Заменить травление можно очисткой сварной зоны стальной щеткой, либо (что лучше) пескоструйной обработкой.
Независимо от способа очистки, выполняют ее не более чем за 2-2,5 часа до начала сварки.