Какой сварочный аппарат для сварки алюминия и дюралюминия выбрать новичку
Процесс сварки алюминия и дюралюминия имеет несколько особенностей, которые нужно учитывать как при работе, так и при подборе оборудования для нее. Во-первых, алюминий представляет собой достаточно капризный материал, поэтому, выполняемая своими руками сварка алюминия требует достаточного опыта в этом вопросе.
Что же касается инструмента, то сварочный аппарат для сварки алюминия должен обязательно быть инверторным. Также аппарат «тиг сварка алюминия» должен обладать удобными для перевозки в автомобиле габаритами и иметь ручки для переноса. Желательно, чтобы к аппарату шел осциллятор для сварки алюминия.
В целом же, любому инверторному полуавтомату под силу выполнение такой работы как алюминиевая и дюралюминиевая сварка. Поэтому, для новичка дальнейший выбор оборудования должен основываться на нижеописанных особенностях сварки алюминия.
Особенности сварки алюминия
В виде защитного газа при работе по сварке алюминия необходимо использовать аргон или для толстых материалов его смесь с гелием. Также понадобится алюминиевая проволока для сварки со сплошным сечением
Особое внимание следует обратить на горелку аппарата – ее шланг должен быть прямым и длиной до 3-х метров, т.к. алюминий очень мягок
Для уменьшения трения сварочной проволоки, следует заменить канал в горелке на тефлоновый, специально предназначенный для сварочных работ полуавтоматом по алюминию.
Если имеющейся длины шланга недостаточно, а приближение инвертора невозможно, наряду с полуавтоматом можно использовать оснащенный более длинным кабелем подающий механизм. Это приспособление позволит использовать лишь саму горелку, удалившись на нужное расстояние от самого сварочного аппарата. И не стоит беспокоиться о вероятности возникновения залома — она очень мала.
Тиг сварка алюминия предполагает использование специальных контактных наконечников, предназначенных именно для этих целей. Их отверстие намного больше, нежели у наконечников, предназначенных для других металлов. Это объясняется способностью алюминия расширяться при нагреве больше, чем другие материалы.
Осторожно, сложности
О том, как происходит сварка алюминия, видео можно увидеть ниже
Мы же акцентируем ваше внимание на основных сложностях, возникающих при сварке алюминия. Первой проблемой, с которой сталкивается тиг сварка алюминия полуавтоматом, является образование оксидной пленки
Алюминий имеет температуру плавления намного меньшую, чем оксидный слой, поэтому, чтобы пробить пленку и расплавить алюминий, нужна импульсная сварка.
Алюминиевая и дюралюминиевая сварка происходят с вероятностью прожога свариваемой детали, поскольку алюминий обладает большой теплопроводностью. Поэтому, его следует хорошо прогревать перед началом сварочных работ.
А также:
Зачистка алюминиевой детали – это обязательное условие для проведения такой процедуры, как сварка алюминия, видео с инструкциями по сварке, которое вы найдете в нашей статье, начинается именно с этой процедуры. Это позволит в какой-то степени разбить возникшую пленку и затем ускорит работу
Но! Начинать саму сварку нужно не позже суток со времени зачистки.
Очень важно чтобы в процессе сварочный аппарат для сварки алюминия сохранял постоянную длину дуги. Ее длина для работы с алюминием должна лежать в диапазоне 12-15 мм, иначе могут возникнуть проблемы
При меньшей длине дуги образуется прожог, при большей – произойдет несплавление. Точное значение этого параметра зависит от толщины и состава сплава материала.
Поскольку алюминий обладает большой теплопроводностью, то он подвержен быстрому остыванию, и, в результате – затвердеванию. Поэтому, могут возникнуть определенные сложности по заварке кратера в завершении сварочного шва. Поэтому, начинающим сварщикам для работы с алюминием будет необходим сварочный аппарат с функцией, дающей для разогрева детали больший ток в начале работы, и низкий ток – в конце для заварки кратера. Не лишним при этом будет осциллятор для сварки алюминия.
Вообще, для такого умения как сварка алюминия, впрочем, как и для любого другого, необходима практика. С ней придет не только полное понимание самого процесса, но и понимание того, что в имеющемся богатом ассортименте современных сварочных аппаратов необходимо разобраться для качественного выполнения работы.
Поупражнявшись некоторое время на доступных материалах, вы обязательно сможете овладеть техникой сварки алюминия и составить для себя понимание вопроса аппаратуры.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
swarka-rezka.ru
Характерные сложности выполнения работ
Алюминий широко востребован в самых разных сферах промышленности, в том числе и в таких, как кораблестроение, самолетостроение, а также автомобилестроение.
Он поддается самым разным видам обработки, при этом существуют определенные тонкости и нюансы, на которые следует обязательно обращать внимание. Видео:
Видео:
Для сварки этого универсального металла используется исключительно сварочный полуавтомат.
Основной сложностью проведения данного вида работ является образование на поверхности металла оксидной пленки.
Это происходит из-за взаимодействия алюминия с атмосферным воздухом и может негативно сказаться на качестве соединения.
Кроме этого, непосредственно перед началом сварки полуавтоматом поверхность алюминия следует в обязательном порядке обработать различными типами флюсов, а также хорошо зачистить, для чего используется жесткая щетка с металлической щетиной.
ВАЖНО ЗНАТЬ: Как правильно применять холодную сварку для алюминия?
Следует учесть и то, что технология варки данного вида металла в некоторых случаях подразумевает использование газа, а это значит, что помимо полуавтомата потребуется дополнительное оборудование.
Выполняя сварное соединение на поверхности алюминия, следует помнить, что образуемая полуавтоматом дуга не должна перегревать металл, а электрод прилипать.
В противном случае могут образоваться дефекты, которые будет очень сложно счистить.
Перед началом самостоятельной сварки алюминиевой поверхности, рекомендуется для начала потренироваться и получить минимальные навыки выполнения соответствующей работы.
Для получения сварного соединения на поверхности алюминия при помощи газа необходимо иметь под рукой сварочный полуавтомат, оборудование для газовой сварки, нагревательный прибор.
Видео:
Кроме этого, потребуется алюминиевая проволока в бухтах, которая будет выступать в качестве электрода.
Если работа выполняется без использования защитного газа, то в этом случае используется специальная проволока, а также принудительная подача к сварному соединению флюса, который и выступает в качестве защиты от образования оксидной пленки.
И в том, и в другом случае используется особая технология сварки, которая позволяет получить качественное и прочное соединение двух отдельных алюминиевых поверхностей.
Сварка с аргоном
Метод стал доступным для домашнего использования сравнительно недавно, когда в широкой продаже появились относительно недорогие инверторы с дополнительными функциями подключения газового оборудования.
Сварка в среде аргона может осуществляться в двух видах: ручная с неплавящимся электродом и полуавтоматическая со специальной плавящейся проволокой.
Ручная TIG сварка
Это наиболее распространенный вид соединения алюминиевых деталей. Он обеспечивает надежность соединения.









Аргон, который подается в сварочную ванну, закрывает доступ атмосферному кислороду, что не позволяет образовываться оксидной пленке.
Что нужно для такого типа сварки?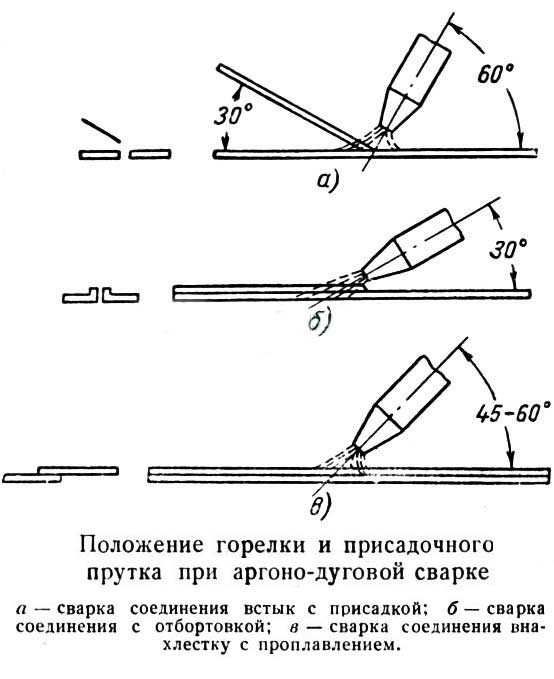
- Во-первых, электроды используются неплавящиеся из вольфрама. Их диаметр зависит от толщины деталей, а также от вида стыка у заготовок.
- Во-вторых, присадочный материал — обязательное условие для получения качественного сварного шва.
- В третьих, это защитный газ, чаще всего аргон или гелий.
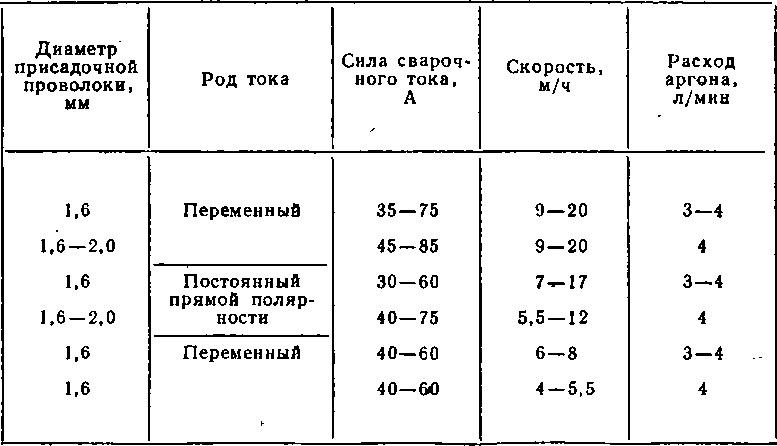
Какие параметры нужно учитывать перед началом сварочного процесса?
Если вы новичок в сварочном деле,то найдите таблицу, где указываются все необходимые данные по расходу газа, диаметрам электродов и присадочных прутков. Но обычно сварщик руководствуется уже полученным опытом.
Стоит знать, что зажечь электрическую дугу в аргоне довольно затруднительно. Поэтому современные аппараты имеют осциллятор, который повышает частотность тока для быстрого поджога.
Алгоритм работы следующий.
- Заготовки выставляют в нужное положение, подключается масса. При этом аппарат настраивают на переменный ток!
- Дугу лучше всего зажигать в стороне на отдельной графитовой пластинке (нежелательно стучать вольфрамом по заготовке, это испортит электрод).
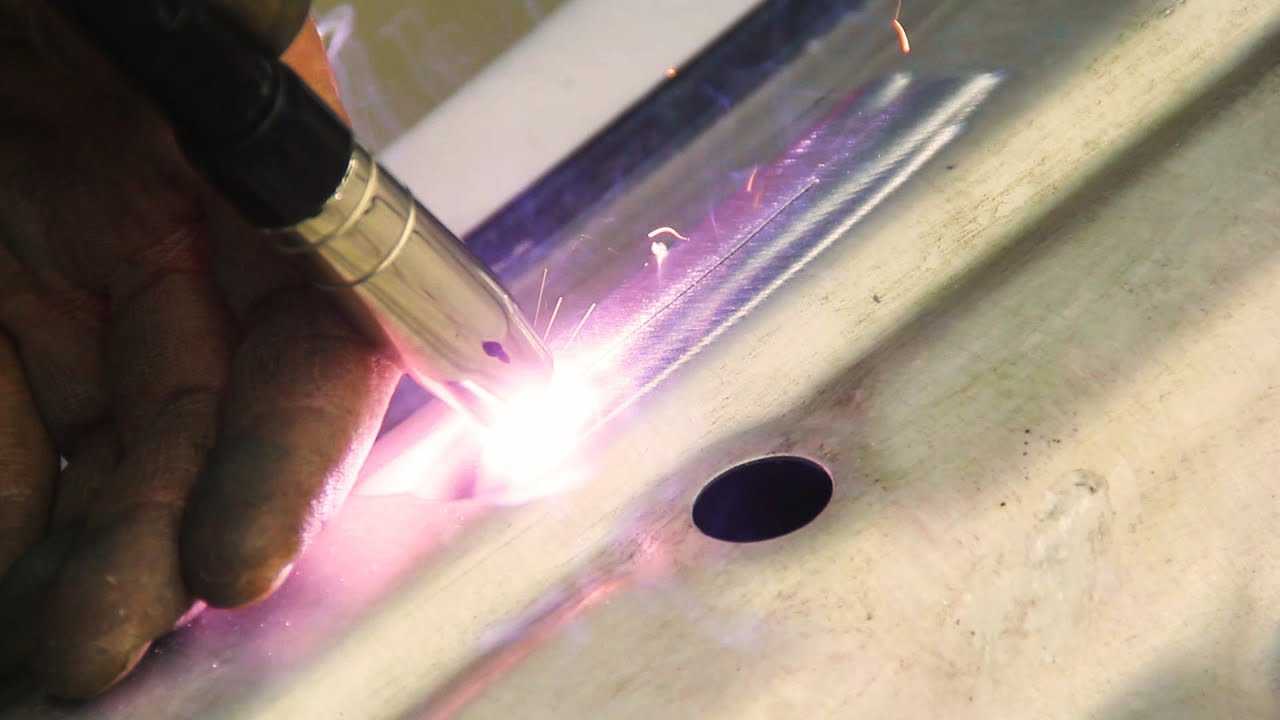
- Конец электрода ведут под углом наиболее приближенном к прямому (60-80 градусов). Расстояние электрода от ванны до 2 мм.
- Присадочный пруток подают постепенно к краю сварочной ванны под углом в 90 градусов к электроду. Не нужно подавать присадку непосредственно под электрод, это испортит шов.
- Горелку с электродом ведут за присадочным прутком, а не наоборот.
- Также не стоит слишком притапливать дугу или наоборот очень далеко отодвигать. Сварочная ванна (зона расплавленного металла) должна иметь овальную немного вытянутую форму.
- После завершения шва дугу гасят и возвращают горелку к сварочной ванне. Это делается для того, чтобы застывание проходило под аргоном. Подачу аргона перекрывают через 7-10 секунд после окончания сварки.
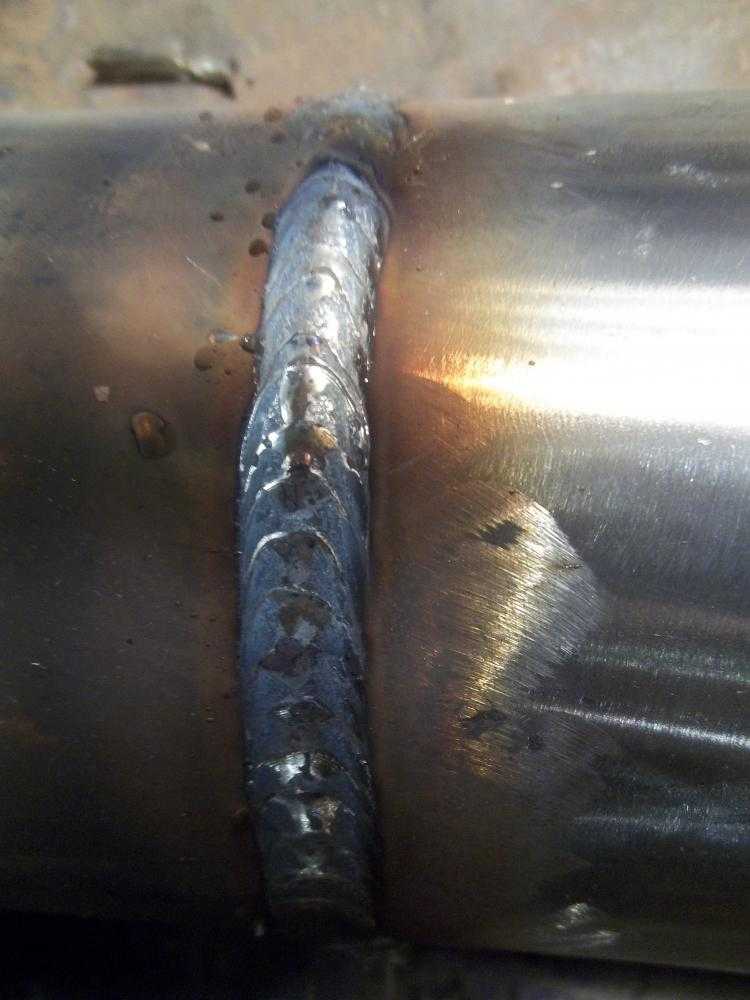
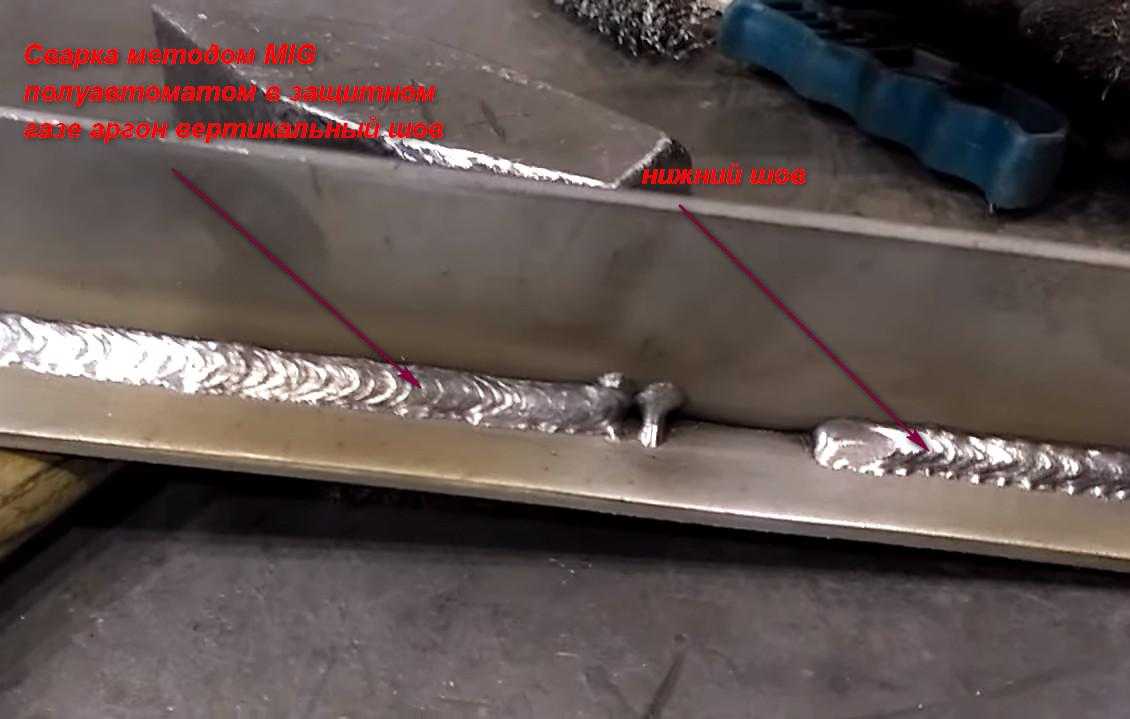
На выходе должен получиться волнообразный, немного вытянутый в направлении движения, сварочный шов. Если все сделать правильно, то соединение будет качественным.
Полуавтоматическая сварка в аргоне
Преимущество такого способа сварки в том, что он обеспечивает качественное соединение за счет высокого импульса. Каждая точка поставленная полуавтоматом надежно «впитывается» в шов. К тому же, проволока используемая как электрод. Имеет уже необходимые присадочные материалы, а сам сварочный процесс происходит намного быстрее.
Особенности полуавтоматической сварки алюминия следующие.
- Варить нужно только на переменном токе и с обратной полярностью.
- Проволока должна соответствовать материалу заготовок.
- Наконечник держателя нужен немного большего диаметра, чем сама проволока.
Алюминиевые расходники имеют большую скорость горения. Поэтому нужно быстрее вести шов (как и в случае с покрытыми электродами). Также нужно обеспечить соответствующую скорость подачи проволоки.
А что вы можете добавить к материалу этой статьи? Если у Вас имеется опыт по сварке алюминия в домашней мастерской, то поделитесь им в блоке к этой статье.
Поиск записей с помощью фильтра:
Пошаговая инструкция по сварке
Если вы уяснили основные требования, как правильно варить алюминий инвертором, то можно приступать непосредственно к сварочным работам, при этом соблюдая следующую последовательность:
- Настраиваем сварочный инверторный аппарат и для этого:
- переводим тумблер AC/DC в режим переменного электрического тока AC;
- баланс полярности устанавливаем из положения 50/50, смещая его в отрицательную сторону при работе с чистым алюминием, а для различных сплавов используем положительную часть диапазона регулировки;
- устанавливаем сварочный ток исходя из толщины самого материала и диаметра электрода, так для двухмиллиметрового листа алюминия и 3 мм присадочной проволоки достаточно выставить силу сварочного тока в 60 ампер;
- настраиваем замедление процесса затухания электродуги для заварки кратера окончания сварочной ванны, которая также зависит от толщины заготовки и при 2 мм необходимо выставить время примерно в 3 секунды;
- устанавливаем время и интенсивность продувки инертным газом, необходимое для охлаждения сварочного шва.
- Подготавливаем алюминиевые детали для сварки путем:
- проведения механической очистки от оксидной пленки места будущей сварки с помощью металлической щетки или наждачной бумаги, доводя поверхность до идеального белого блеска;
- обезжиривания поверхности, обрабатывая ее химическими реагентами — различные растворители или специальной паяльной кислотой;
- обязательного прогревания заготовок непосредственно перед сваркой до температуры в 400⁰ C.
- После выполнения всех подготовительных работ приступаем к чистовой сварке, соблюдая при этом главное правило, которое требует производить сварку алюминия не торопясь, чтобы обеспечить возможность равномерного прогрева материала свариваемых деталей.
- Подачу присадочной проволоки или сварочного алюминиевого электрода необходимо осуществлять на начало сварочной ванны под углом в 15 градусов, используя легкие прикосновения так, чтобы сварочный шов получился равномерным и немного ребристым.
Не стоит приступать к выполнению чистовых сварочных работ без наличия должного опыта в сварке алюминиевых изделий. Сначала потренируйтесь и приобретите необходимые навыки и опыт. Для этого вы можете посмотреть видео, где наглядно показано как правильно сварить алюминий с помощью инвертора:
https://youtube.com/watch?v=dsyJPQKxRkM
Если у вас есть свой особый опыт в этой теме, то поделитесь им в блоке .
Поиск записей с помощью фильтра:
Сварка алюминия: что следует знать
Легирующие элементы
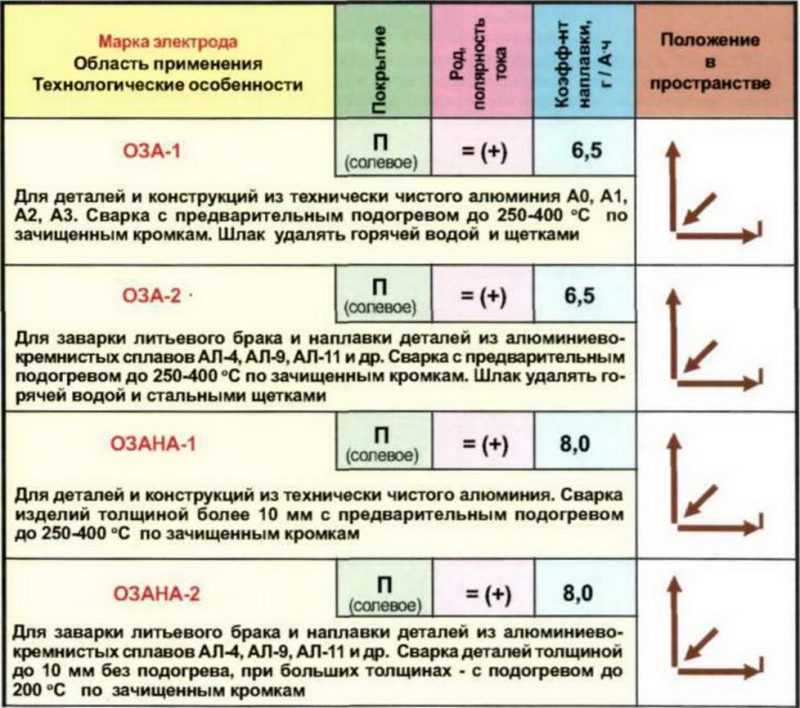
Таблица характеристик электродов для сварки.
Чтобы была понятна технология сварки этого металла, прежде необходимо понять некоторые основы его металлургии. Алюминий можно легировать рядом различных элементов для увеличения прочности, стойкости к коррозии и/или общей свариваемости.
Главными легирующими алюминий составляющими служат Cu, Si, Mg, Mn и Zn. Медь (Cu) обеспечивает высокую прочность алюминия. Эта серия сплавов является термостойкой и используется для изготовления частей самолетных двигателей, заклепок и винтов. Большинство этих сплавов считаются малопригодными для дуговой сварки из-за их чувствительности к горячим трещинам. Эти сплавы свариваются 4043 электродами с наполнителями, обладающими низкой температурой плавления с целью уменьшения вероятности горячих трещин.
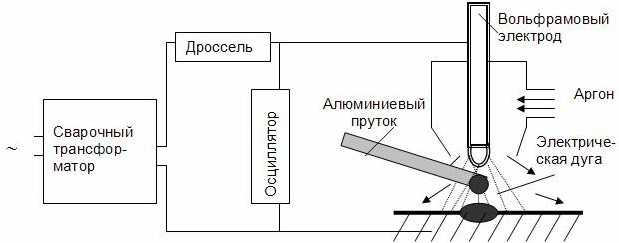
Схема дуговой сварки алюминия.
Марганец (Mn) — с ним алюминий дает сплавы холодной закалки общего назначения, обычно отлично подходящие для аргонно-дуговой сварки с 4043 или 5356 электродами, не склонные к горячим трещинам. Кремний (Si) уменьшает плавление алюминия и улучшает его текучесть. Сплавы обладают хорошей свариваемостью. Магний (Mg) придает сплавам отличную свариваемость с минимальной потерей прочности. Кремний и магний в совокупности создают термостойкие сплавы средней прочности, несколько склонные к горячим трещинам. Наиболее распространенными электродами для этой серии являются все те же универсальные 4043. Цинк (Zn) в сплаве с алюминием и медью придает высокую прочность сплавам из алюминия. Свариваемость этой серии имеет недостаток: многие сорта чувствительны к образованию горячих трещин.
Чистый алюминий без легирующих добавок широко используется благодаря своей превосходной стойкости к различным видам коррозии, в оборудовании химической промышленности, легко сваривается с электродами 1100 и 4043 сплавов.
Химические свойства алюминия
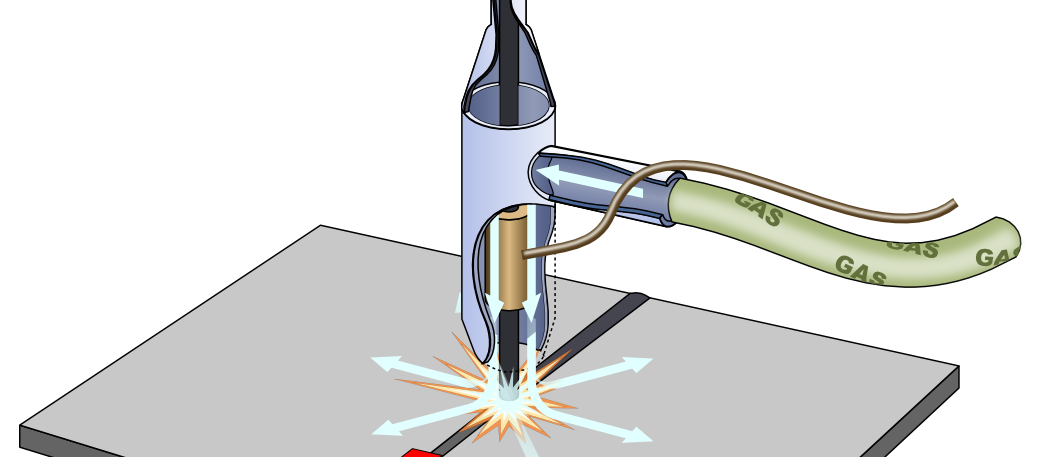
Схема процесса сварки алюминия полуавтоматом.
С точки зрения химии алюминий имеет высокий потенциал растворимости атомов водорода в жидкой форме и низкую растворимость в точке кристаллизации. Это означает, что даже небольшое количество водорода, растворенное в металле шва, будет стремиться выйти из него по мере затвердевания, а возникшая пористость шва может стать большой проблемой во время сварки алюминия.
Кроме того, алюминий, соединяясь с кислородом в форме оксида алюминия, создает пористый слой, который может стать ловушкой для влаги, масла, смазки и других материалов. Другими словами, алюминий защищен оксидной пленкой, которая обеспечивает металлу превосходные антикоррозионные свойства. Но, поскольку оксидная пленка имеет высокую температуру плавления (2037°С), в три раза превышающую температуру плавления самого алюминия, она препятствует соединению частей металла. Поэтому сварка алюминия требует предварительного удаления оксидной пленки, для чего можно использовать любой способ:
- механическая очистка;
- растворители;
- химическое травление и др.
Важно! Вот некоторые из признаков наличия оксидной пленки:
- блуждающая дуга, когда вы не можете получить лужу без прожига и искажения металла;
- ваш наполнитель не смешивается с лужей, вместо этого он скатывается в трудно расплавляемый шарик;
- при попытке соединения двух краев заготовок алюминия они завиваются друг от друга и образуют еще больший разрыв;
- 8 часов экспозиции после очистки вполне достаточно для работы до повторной очистки.
Механические свойства
Для канавки сварных швов зона термического влияния (ЗТВ) диктует прочность соединения:
Схема устройства сварочного полуавтомата.
- В сплавах холодной закалки ЗТВ будет полностью отожженной и станет слабым местом.
- Термостойкие сплавы требуют гораздо большего времени для отжига в сочетании с медленным охлаждением.
При таком режиме прочность сварного шва пострадает меньше.
Для угловых швов прочность зависит от состава наполнителя сплава электрода, используемого для сварки.
Совет: по возможности лучше подкладывать под область сварки радиатор из меди или алюминия. Поскольку алюминий имеет хорошую теплопроводность, то тепло из области сварного шва быстро передается остальным частям заготовок, которые становятся настолько горячими, что это может вызывать усадки и деформации в их структуре. С помощью некоторого теплопоглощения материалом, находящимся под областью сварки, можно защитить работу от деформации.
Какой защитный газ используют
При работе на полуавтомате с алюминием рекомендуют использовать аргон или смесь аргона с гелием. Последнюю смесь применяют для заготовок с большим сечением.
Аргон создаёт защитный слой, который ослабляет воздействие атмосферного воздуха, следовательно, на шве будет меньше различных окисей.
Использование газа замедляет рабочий процесс, зато результат – высокое качество полученного шва.
Можно ли варить алюминий полуавтоматом без защитного газа
Иногда алюминий варят без газа, но чтобы вокруг металла была защитная среда, используют порошковую проволоку. Её испарения защищают металл от образования окисей.







Особенности материала
Настройки полуавтомата для сварки алюминия осуществляют с учетом толщины, а также химических и механических свойств металла. Характерная особенность алюминия – высокая активность. В результате взаимодействия с кислородом, который содержится в атмосферном воздухе, образуется оксидная пленка, предотвращающая дальнейшее окисление металла. Ее температура плавления в 3 раза выше, чем аналогичный параметр чистого алюминия. Для получения надежного шва необходимо предварительно очистить или протравить поверхность.
К другим особенностям материала, которые определяют характер проведения работ, относят:
Теплопроводность материала гораздо выше, чем у других металлов. Для полного проплавления шва потребуется большое количество тепловой энергии
При работе с толстолистовыми конструкциями рекомендуется предварительно прогревать поверхность.
Ввиду низкой температуры плавления, при работе с металлом необходимо соблюдать осторожность – существует вероятность прожога заготовки;
Расплавленный металл быстро застывает, что требует от сварщика хороших профессиональных навыков при заварке кратера шва. Современные аппараты оснащены специальными функциями, которые снижают силу тока для нормального завершения работ.
Сварка без газа
Метод получения сварного соединения на поверхности алюминия с использованием полуавтомата, но без газа, считается относительно новым.
В этом случае принципиальная схема используемого аппарата имеет замкнутый контур, в состав которого в обязательном порядке входят заземление, непосредственно сам переносной инвертор, а также специальный электрод.
Кроме этого, в процессе работы в автоматическом режиме осуществляется подвод присадочного электрода.
В большинстве случаев соединение выполняется встык, а медная проволока используется в качестве наплавляющего материала.
При выполнении данного вида сварки с использованием полуавтомата для защиты сварочной ванны используют специальный флюс.
Он вводится в расплавленный металл в момент, когда идет формирование сварочного шва.
В момент своего сгорания проволока равномерно покрывает всю площадь сварочной ванны.
Данный вид сварки без использования газа в настоящее время активно используется в промышленной сфере для выполнения различного вида задач.
ВАЖНО ЗНАТЬ: Советы по сварке полуавтоматом с газом и без
Сварка полуавтоматом алюминиевых поверхностей без использования газа обладает большим количеством самых разных преимуществ.
В первую очередь, такое соединение имеет высокое качество, а сам процесс выполнения работ обладает хорошей функциональностью.
Видео:
Следует отметить и то, что такая сварка алюминиевых поверхностей не только проста в использовании, но и стоит относительно недорого.
Выполнение сварного соединения без использования газа на полуавтомате считается безвредной операцией, которая не оказывает негативного влияния на экологию.
Полученный таким образом шов на поверхности алюминия, отличается высокой надежностью и функциональностью.
Полуавтоматическая сварка аргоном чугуна

Бытует мнение, что аргон подходит исключительно для работы с цветными металлами, но это не так, ведь достаточно часто он используется и для сварки чугуна, стали.
Чугун является сплавом на основе железа и углерода. Данный металл сложно сваривать, так как на швах часто появляются трещины и поры. Кроме того, чугун стремительно окисляется. По этой причине его сварку обычно осуществляют при помощи порошковой проволоки или аргона, ведь последний позволяет формировать швы без шлака
Это важно, ведь сварка чугуна до сих пор актуальна при ремонте автомобилей старого производства
Для соединения деталей из чугуна выбирают проволоку на основе вольфрама. В большинстве случаев применяют общий или местный подогрев металла, хотя может использоваться и холодный способ. Также мастер может выбирать между постоянным и переменным током, сила которого зависит от толщины металла изделия и диаметра проволоки. Нужно понимать, что в норме на 1 мм проволоки должно приходиться 50–90 А тока. Для таких работ подходит графитная, чугунная проволока, а также выполненная на основе меди и железа, никеля.
Какой защитный газ используют
При работе на полуавтомате с алюминием рекомендуют использовать аргон или смесь аргона с гелием. Последнюю смесь применяют для заготовок с большим сечением.
Аргон создаёт защитный слой, который ослабляет воздействие атмосферного воздуха, следовательно, на шве будет меньше различных окисей.
Использование газа замедляет рабочий процесс, зато результат – высокое качество полученного шва.
Можно ли варить алюминий полуавтоматом без защитного газа
Иногда алюминий варят без газа, но чтобы вокруг металла была защитная среда, используют порошковую проволоку. Её испарения защищают металл от образования окисей.
Подготовка металла к сварке
 Подготовка алюминия к сварке
Подготовка алюминия к сварке
Для надёжности следует взять на вооружение промышленные технологии. Поверхность металла вокруг свариваемой кромки на 100 мм обезжиривают ацетоном, уайт-спиритом либо растворителем РС-1.
Следующий этап – обезжиривание раствором каустической соды температурой 70С. Промывка в проточной горячей, затем холодной воде. Сушка.
Поверхностная оксидная плёнка удаляется механическим путём металлическими щётками, шабером на ширине 30 мм. Зачистка завершается повторным обезжириванием.
Присадочную алюминиевую проволоку для сварки подвергают травлению каустиком, промывкам, окунают в серную кислоту, промывают. Последовательность операций снижает пористость, количество окисных включений швов.
https://youtube.com/watch?v=Cqs3mDwcL3s
Пошаговое руководство
В домашних условиях соблюдайте алгоритм действий:
- Подберите наконечник, который будет больше проволоки на несколько миллиметров. Материал расширяется при нагревании, поэтому мастер должен учитывать изменение объемов. С помощью шлифовальной машины либо щетки из металла зачистите заготовку до блеска. Наденьте специальную одежду, закройте лицо маской. Нужно защитить дыхательные органы, поскольку легирующие добавки могут оказаться токсичными.
- Оградите рабочее пространство от ветра. Сквозняк будет сдувать аргоновое облако.
- Выберите подходящий режим для полуавтоматической сварки алюминия. Разрешается применить настроечные таблицы.
- За 5-10 секунд до розжига дуги начинайте подавать аргон. В процессе должно возникнуть защитное газовое облако. Разожгите дугу. При этом зазор между насадкой и ванной расплава должен составить 1-1,5 см.
- В процессе регулируйте скорость подачи. Не устанавливайте максимальную на начальных этапах работы. Следите, чтобы алюминий хорошо проварился.
- Ровно ведите дугу, чтобы наплавочный валик формировался равномерно.
- Когда работа будет завершена, не отключайте ток сразу. Сначала отведите в сторону дугу. Защитный газ подавайте еще 10-20 секунд. За это время поверхность шва остынет. Если подача будет прекращена раньше, материал может вступить в реакцию с кислородом.
Особые свойства алюминия
Широкое использование алюминия объясняется его небольшим удельным весом, достаточно стабильной прочностью и коррозионной устойчивостью. Но его поведение при тепловой обработке создает сложности при соединении алюминиевых конструкций и деталей с помощью сварки. Это объясняется спецификой физико-химических свойств алюминия:
- он не изменяет свой цвет при сильном нагревании, поэтому трудно понять по цвету о степени прогрева металла;
- имеет широкий температурный диапазон плавления в отличие от стальных сплавов и начинает плавиться при низком температурном пороге, теряя при этом свою прочность;
- не проявляет склонности к намагничиванию;
- обладает высокой теплопроводностью (в среднем в 5 раз больше, чем стальные сплавы), поэтому при нагреве зоны соединения тепло интенсивно распространяется по всей свариваемой детали. Чтобы его не терять, перед проведением сварочных работ, особенно больших алюминиевых изделий, предварительно проводят их нагрев;
Из-за активного взаимодействия алюминия с кислородом воздуха на его поверхности образуется окисная пленка. При достижении определенной толщины она затем начинает служить защитой алюминия от дальнейшего окисления. В то же время, окисная пленка создает сложности при сварке, т. к. плавится при температуре 2050-2200оС, в отличие от самого металла, имеющего точку плавления в районе 660оС.









Особенности процесса
Алюминий обладает свойствами, которые не присущи другим металлам. Он стойкий к коррозии, лёгкий и очень прочный. Профессионалы заверяют, что алюминий — один из сложнейших металлов для сварки. Чтобы провести эффективную работу, необходимо знать особенности данного материала.
Перед тем, как приступить к газовой сварке алюминия, нужно понимать, чего ожидать от него. Как работать, с чего начать и чем закончить. Например, при нагревании алюминий не меняет цвета, в отличие от других материалов.

При работе с алюминием сварщик должен знать:
Алюминий имеет оксидную плёнку. Этот металл имеет естественное покрытие в видео оксидной плёнки по всей площади. Она выполняет роль защиты от влияния внешних факторов. Стоит понимать, что у данного материала температура плавления 2050С — выше, чем температура кипения алюминия. Такой слой сильно усложняет работу с самим металлом, потому что требует предварительной значительной подготовки. Верхний слой удаляется механическим или химическим методом. Делать это нужно непосредственно перед началом работы, так как слой самовосстанавливается. Алюминий обладает высокой химической активностью, и при контакте с кислородом после зачистки быстро восстанавливает верхний оксидный слой. Поэтому сварка алюминия без аргона испортит качество металла.
Подготовка алюминия к сварке аргоном. Подготовка поверхности — основной момент в работе с алюминием. Требовательному металлу необходима предварительная обработка. Вне зависимости от выбранного метода, следует незамедлительно приступать к сварке, либо предотвратить попадание кислорода на поверхность металла, обернув в полиэтиленовую плёнку. Правильно проведённая процедура предварительной подготовки значительно упростит и ускорит дальнейшую сварку. Непосредственно перед тем, как начать работу, пройдитесь ещё раз по материалу грубой металлической щёткой, чтобы завершить подготовку.
Не требуются высокие температуры. Так как алюминий прекрасно проводит тепло, он быстро нагревается и не требует высоких температур при работе
Тут стоить работать с предельной осторожностью, ведь алюминий очень просто прожечь насквозь. Такие повреждения сложно исправить, а серьёзные оплошности — неисправимы.
Высокое энергопотребление
Теплопроводность алюминия на несколько порядков выше, чем у аналогичных по популярности металлов. В сравнении со сталью, этот показатель выше в 5-6 раз, в зависимости от примесей в сплаве. Исходя из данной особенности, для сварки требуется постоянное внесение мощного тепла. Это реализуется за счёт мощности сварочной дуги. Но если в планах сварка массивного изделия или толстых листов, стоит использовать предварительный прогрев.
Заварка кратера. Из-за свойства алюминия быстро затвердевать, во время сварки в большинстве случаев образуется кратер, который обязательно заваривается в конце. Такая работа требует точности и особой техники. Именно для заварки в большинстве сварочных аппаратов есть режим работы с алюминием. Он работает по следующему принципу: начальная мощность тока увеличена, чтобы пробить защитный слой, а конечная — уменьшенная, для заварки образовавшегося кратера.
Как настроить аппарат
Рассмотрим инструкцию для начинающих по шагам на примере сварочного инвертора Ironman 200 AC/DC.
1) Крайняя слева функция — это настройка баланса переменного тока (CLEAN WD.), имеющая 2 полярности — минус и плюс.

В технологии нашего соединения используется полярность 50/50, от вида задач полярность изменяется. Например, при сварке чистого алюминия, баланс настраивается в отрицательном диапазоне. Так металл, ванна, электрод будут меньше греться, а швы получаться тонкими и красивыми. Ввиду малого нагрева электрода, его можно затачивать более остро.
Для грязного алюминия лучше устанавливать положительный диапазон, так нагрев металла будет сильнее, а зачистка ванны лучше.
Исходя от диаметра электрода, регулируется правильный баланс переменного тока.
2) Следующая функция (CURRENT) — это настройка сварочного тока. Для сварки алюминия, например, толщиной 2 мм, достаточно установить силу в 60-65 А.

3) Третий тумблер (DOWN SLOPE) — настройка заварки кратера (медленное затухание дуги). Установка продолжительности затухания дуги зависит от толщины металла. Для 2 мм достаточно поставить 3 секунды.
4) Заключительная функция (POST TIME), продувка газом, необходима для охлаждения ванны, электрода и горелки в конце сварки.
Видео: по настройке аппарата TIG.
https://youtube.com/watch?v=qz3vH9x19tY