
Как и чем сверлить нержавейку своими руками. Сверление нержавеющей стали видео | СТИЛ-СЕРВИС
Нержавеющая сталь, благодаря своим уникальным характеристикам и свойствам, нашла широкое применение, как в промышленности, так и в быту. Сверление нержавеющей стали может потребоваться для выполнения технологических отверстий. Например, для того, чтобы создать болтовое или заклепочное соединение отдельных элементов конструкции.

Как просверлить нержавейку
Сверление нержавейки в промышленных и домашних условиях
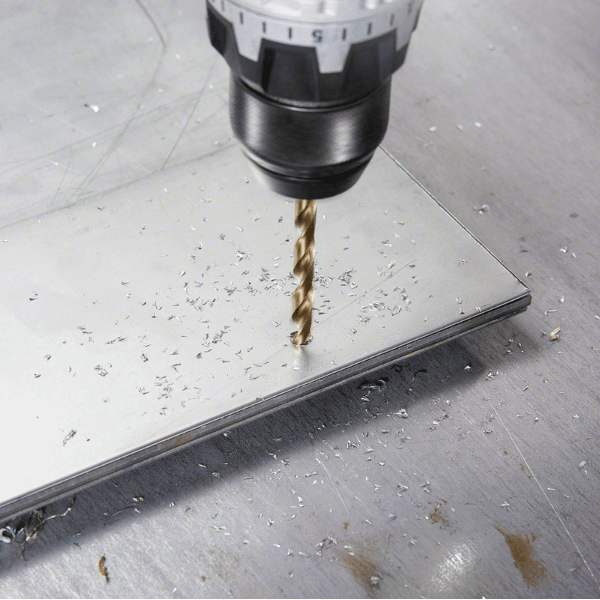
Сверление нержавейки можно проводить как в промышленных, так и в домашних условиях. Для этого процесса можно применять специальные промышленные станки или обычный электроинструмент, например, электродрель. Станки для сверления применяют на производстве. В домашних условиях необходимость просверлить отверстие в нержавейке может возникнуть во время проведения ремонтных работ.
Нержавеющая сталь отличается от обычных сплавов из металла повышенной вязкостью, а это значит, что при сверлении нержавейки режущий инструмент может быстро перегреваться. Поэтому сверление нержавейки имеет свои особенности. Нержавеющую сталь сверлят специальными сверлами и обязательно применяют охлаждающую смазку.
Чем сверлить нержавейку
Чем сверлить нержавейку, зависит в первую очередь от толщины изделия из нержавеющей стали:
- Лист нержавейки толщиной не более 2 мм можно сверлить с применением обычных сверл по металлу. При этом скорость вращения сверла электроинструмента должна быть не более 100 об/мин;
- Отверстия в листе толщиной более 6 мм проводят в два этапа и применяют специальные резцы. Сначала металл сверлят тонкой оснасткой, а затем завершают процесс при помощи финишного сверла.
- Для сверления нержавейки используют сверла, изготовленные из сплавов, в состав которых входит кобальт. Причем, чем выше будет содержание кобальта, тем лучше для процесса сверления.
- Нержавейку можно сверлить победитовыми сверлами.
- В некоторых случаях для тонкой нержавейки используют сверла в форме пера.
Видео, как просверлить нержавейку в домашних условиях:
Во время сверления необходимо следить за стружкой. Если она темнеет и мельчает, значит, режущая кромка инструмента затупилась и перегревается. В таком случае работы нужно остановить.
Сверла для обработки нержавеющих сталей
Для соединения элементов, выполненных из нержавейки, можно применяют не только сверление, но и сварку. Сварочные электроды для нержавейки должны соответствовать определенным критериям и требованиям для того, чтобы обеспечить качественный и надежный сварной шов.

Охлаждающие смазки для сверления нержавейки
При сверлении оборудования из нержавейки, кроме того, что нужно правильно подобрать инструменты и охлаждающие смазки, необходимо соблюдать режимы сверления и знать технологию сверления нержавеющей стали.
Как, например, просверлить мойку из нержавейки? Прежде всего, необходимо понимать, что не следует сверлить уже установленное оборудование. Его необходимо демонтировать.
Мойку укладывают на горизонтальную поверхность и керном отмечают место, в котором необходимо проделать отверстие.
После этого на место сверления устанавливают трубку с охлаждающей жидкостью и через эту, так называемую «ванночку» сверлят отверстие в нержавейке.
Также читайте статьи:
Правила и советы по сверлению в домашних условиях
Для того, чтобы отверстие получилось ровным и качественным используют несколько простых правил, которые позволяют выполнять работу по нержавейке качественно, а именно:
При сверлении деталей, которые расположены в горизонтальной плоскости сверло просовывают через резиновую шайбуили другой подходящий по размерам и свойствам материал(например пластиковая пробка), которые в свою очередь заполняют охлаждающим составом и устанавливают непосредственно над местом необходимого реза. Или дополнительно опрыскивают участок универсальными средствами по металлам в виде аэрозолей.

Для вертикальных поверхностей можно установить парафиновый шарик, который является неплохой смазкой. Для облегчения работ в любой плоскости специалисты рекомендуют делать предварительную разметку (осевые риски) или специальный шаблон с уже отмеченными контурами.

Независимо от типа детали, толщины и других параметров, бытовой электроинструмент или станок с помощью регулировок настраивают на минимальную подачу по оборотам (100-450 об. мин.). Это позволит получить равномерное и четкое сверление. Показателем правильно подобранной скорости является длинная и однородная металлическая стружка, которая возникает в процессе работы.

При толщине стального изделия более 7 миллиметров процедуру выполняют в несколько технологических заходов. Сначала делают небольшое по диаметру предварительное отверстие подходящим для этого сверлом (например на 4-5мм), а затем аккуратно досверливают его до необходимых параметров. Это позволяет получить максимально ровные и аккуратные края, что особенно актуально при работе с пищевыми или сантехническими нержавеющими трубами.

Сверлить нержавейку в домашних условиях не сложно, если иметь теоретические и практические представления о нем и выбрать надежные электроинструменты и набор качественных сверел. Не стоит забывать о постоянном охлаждении металла, технике безопасности и технологических перерывах.
Сверла по нержавейке — какие стоит брать, а какие нет?
 Как и чем просверлить нержавейку? Думаю этим вопросом вы задавались не раз. Конечно, такая необходимость возникает не часто, однако когда встает вопрос о сверлении нержавеющей стали, большинство мастеров оказываются неготовыми.
Как и чем просверлить нержавейку? Думаю этим вопросом вы задавались не раз. Конечно, такая необходимость возникает не часто, однако когда встает вопрос о сверлении нержавеющей стали, большинство мастеров оказываются неготовыми.
Обычными сверлами нержавейку не взять, хотя все-таки это в первую очередь зависит от мастерства и подкованности в этом вопросе. Так что давайте разбираться с проблемой ))
Нержавейка отличается от обычного металла тем, что она очень вязкая и при сверлении сверло моментально нагревается. Именно поэтому залог успешного сверления нержавейки — это охлаждение сверла. Для этого можно использовать либо специальную охлаждающую жидкость для сверл, либо выкручиваться самому.
Вариантов масса, например можно использовать масло, которое без проблем купите в аптеке, как вариант — касторовое(обычная касторка), если действовать по инструкции — то сверлить нержавейку нужно с олеиновой кислотой. Ну и конечно же можно использовать обычное машинное масло.
При сверлении горизонтальной поверхности берем какую-нибудь пробку или резиновую шайбочку, наливаем в нее масло и через нее сверлим. Если сверлить нужно вертикально, например лист нержавейки закреплен вертикально, тогда можно использовать парафин, скатываем шарик и налепляем на место сверления. Сверлим через него.
Далее — количество оборотов. Должно быть примерно 300-600, до 1000. При большем количестве оборотов сверло горит быстрее и не успевает охлаждаться даже с использованием охлаждающей жидкости.









При сверлении диаметра больше 6 мм нужно применять «двойной» способ — это значит, что сначала сверлите сверлом небольшого диаметра, затем уже используете сверло требуемого диаметра. Например, если нужно отверстие диаметром 5 мм, то сперва используем сверло на 2-3 мм, затем уже на 6 мм.
Ну и основной, самый важный инструмент — это сверла. Сверла бывают разные, однако в последние годы их качество заметно ухудшилось. Если решите попробовать сверлить нержавейку обычными сверлами из стали Р6М5, то сделать отверстие у вас вряд ли получится. Хотя, если лист нержавейки не толстый и с охлаждением все в порядке, то может дело и выгорит.

Для беспроблемного сверления нержавеющей стали применяют высокопрочные сверла. Вариантов также масса. Из личного опыта — я считаю, что самые лучшие сверла по нержавейке — это старые советские сверла по металлу со знаком качества, с добавлением кобальта. Маркировка таких сверл — Р6М5К5. Они очень крепкие, все-таки в СССР знак качество значил многое.
До сих пор у нас в магазине спрашивают именно советские сверла, конечно кобальтовых днем с огнем не сыщешь, однако стандартные Р6М5 некоторых диаметров найти можно.
Также неплохие результаты продемонстрировали старинные совдеповские сверла из теперь уже редкой стали Р18. Найти такие сверла да еще со знаком качества теперь уже просто нереально. Тем не менее она пока еще встречаются в запасах. Такие сверла продаются как горячие пирожки даже при высокой цене.
Что делать, если советских сверл не найти, а сверлить нержавейку нужно? Выход есть, однако приготовьтесь потратить побольше денег. В магазинах продаются специальные сверла по нержавейке от компании Ruko, они отлично себя зарекомендовали, однако стоимость их весьма приличная.
Например, сверло диаметром 3 мм стоит порядка 100 рублей. Неслабо, что и говорить. А большие диаметры стоят уже несколько сотен рублей. Сверла кобальтовые, правда маркировка уже импортная — HSS-Co DIN338(Co — кобальт). По своему составу оно схоже со сталью Р6М5К5, то есть процент кобальта в стали также 5.
Ну и самый «крутой» вариант сверл — это твердосплавные по металлу. Отличаются от победитовых сверл по бетону односторонней заточкой, угол более острый. Правда вот найти такие сверла еще проблематичнее, чем советские кобальтовые.
Как вариант — при наличии дома наждака с заточным алмазным кругом можно самостоятельно переточить обычное твердосплавное сверло под сверление нержавейки. Дело нехитрое, если разбираетесь в заточке сверл.
http://bezhelme.ru
3
Вы подготовили охлаждающую смазку, изучили все рекомендации по правильному сверлению «нержавейки», и теперь можно переходить к самому главному – подбору специального сверла. Без него просверлить неподатливый металл не получится. В советские времена для работы с нержавеющей сталью всегда использовали кобальтовые сверла с хвостовиком цилиндрической формы Р6М5К5. Изготавливались они по Государственному стандарту 10902–77. Также применялись сверла Р18 с содержанием кобальта на уровне пяти процентов.

Сейчас найти такие приспособления для сверления отверстий практически нереально. Но это не беда, так как строительный рынок предлагает нам массу их зарубежных аналогов. Импортный сверлильный инструмент выпускается по DIN 338 и имеет маркировку HSS-Co, из которой становится понятным, что в материале сверла содержится не менее пяти процентов кобальта (аналогично Р18 и Р6М5К5). Именно кобальт придает инструменту требуемую твердость и позволяет сравнительно легко сверлить «нержавейку».
Кроме того, хороший эффект обработки нержавеющих сплавов демонстрирует твердосплавный сверлильный инструмент по металлу. Такие сверла характеризуются острым углом заточки (она делается с одной стороны). Но приобрести их непросто, далеко не во всех строительных магазинах они продаются. Да и стоимость подобных приспособлений объективно высока.

Несколько советов по вопросам сверления «нержавейки»:
- Если вы сверлите толстую сталь (более шести миллиметров), желательно выполнять процесс по двойной методике. Суть ее в том, что сначала необходимо сделать маленькую «дырочку» сверлом с малым диаметром и только потом применять инструмент с требуемым сечением.
- Сверление изделий толщиной 1–2 миллиметра допускается производить обычными на малых оборотах (до 100 в минуту), но при условии, что режущая кромка данного инструмента заточена примерно на 120 градусов.
- Обработка нержавеющей стали толщиной менее одного миллиметра должна осуществляться ступенчатыми сверлами, которые обеспечивают идеально круглые отверстия без задиров на их концах.
Нержавеющая сталь используется в различных направлениях промышленности. Она представляет собой сплав нескольких материалов с высоким показателем коррозийной стойкости. Для создания точных отверстий в деталях разной формы, толщины, необходимо научиться выбирать сверла для нержавейки.
Сверло для нержавейки
Чтобы просверлить нержавейку, необходимо использовать специальную оснастку. Любые сверла, в том числе и по нержавеющей стали, имеют определенную маркировку. Она указывает на технические характеристики, материал и размер оснастки.
Основные обозначения:
- Буква «М» — указывает на наличие молибдена в составе изделия. Его процентное количество обозначается цифрой, идущей после этой буквы.
- Буква «Р» — оснастка изготовлена из быстрорежущей стали. Процентное содержание вольфрама обозначается цифрой.
- Буква «К» — указывает на наличие кобальта в составе сплава. Его количество обозначается цифрой.
Зарубежные производители делают маркировку HSS, которая содержит информацию о легирующих компонентах, их количестве:
- HSS-TiN — во время производства на поверхность оснастки наносится титановое покрытие. Благодаря этому увеличивается показатель прочности, износоустойчивости. Технические характеристики не изменяются при нагревании до 600 градусов по Цельсию.
- HSS-Е — в составе содержится кобальт.
- HSS-Е VAP — специальные буравчики, предназначенные для сверления нержавеющей стали разной толщины.
- HSS-R — буравчики с повышенным показателем прочности. Применяется для сверления бронзы, чугуна, латуни, мельхиора.
- HSS-4241 — оснастка, предназначенная для работы с алюминиевыми заготовками.
Подготовительные работы
Подготовительные работы заключаются в устранении некоторых негативных факторов, сопряженных со сверлением нержавейки. Рассмотрим, какие свойства вносят трудности в этот процесс:
- Химический состав нержавеющих марок стали способствует повышению пластичности металла. Стружка при сверлении таких сталей налипает на сверло, от этого режущие кромки исключаются из процесса, а на стенках внутри неоконченного отверстия образуется наклеп. Такой поверхностный наклеп затрудняет дальнейшую обработку и меняет физические свойства в этом месте.
- Отвод тепла от нагретого вращением и резанием сверла происходит по поверхности металла. Не проводя предупредительных мероприятий можно получить окрашенный в цвета побежалости участок вокруг сверления. Кроме испорченной декоративной поверхности, это уменьшает коррозионную сопротивляемость и требует дополнительных технологических операций для восстановления заданных параметров.
Чтобы избежать описанных выше недостатков, перед сверлением необходимо решить как будет остужаться поверхность и что сделать для исключения налипания стружки. Среди действенных методов подойдет вода. Если объем просверливаемого металла больше чем одно отверстие диаметром 10мм в листе толщиной 2мм, то следует подумать об охлаждении маслом или специальной эмульсией.
Внимание. Охлаждение водой при сверлении нержавейки производится во время самого процесса
Охлаждение путем опускания горячего сверла в баночку, стоящую рядом, приводит к закалке и отпуску металла и потере основных свойств. Охлаждающая жидкость подается в точку контакта при сверлении. Для снижения расхода можно поставить резиновое кольцо на поверхность, окружив место контакта.

Особенности нержавейки и выбор сверла
Нержавеющая сталь широко распространена в бытовой и промышленной сфере. Она представляет собой качественный металлический сплав, устойчивый к коррозии и воздействию различных агрессивных сред. В быту часто используют этот материал для изготовления сантехнических приборов, столешниц, труб и т. д. В процессе ремонта или строительства иногда возникает необходимость просверлить ту или иную деталь, выполненную из этого металла.
Важным нюансом при сверлении нержавеющих сталей, наряду с правильным подбором охлаждающих жидкостей и технологии проведения работ является качественное сверло. Многие специалисты и по сей день отдают предпочтения проверенным временем и очень прочным кобальтовым вариантам(СО-5), которые также подходят для проделывания отверстий в жаропрочных видах металла или чугуне без необходимости применения предварительной центровки.










Эти модели ранее изготавливали на основе стальных сплавов с 5% кобальта в своем составе или из высокопрочных сталей типа Р-18 с добавлением этого химического элемента. В наши дни их сложно отыскать на рынке строительных материалов те виды, которые соответствовали советским нормам ГОСТ — 10902-77, так как они практически не производятся в промышленном объеме.

Чаще всего большинство отечественных производителей просто покрывают детали «золотистым» слоем кобальта, но при этом его самого в составе заготовки содержится минимально или вовсе нет. Такая технология позволяет добиться улучшения параметров скольжения, но не добавляет стержню никакой прочности.

На рынке существуют аналоги «настоящих» кобальтовых вариантов зарубежного производства, характеристика которых соответствует стандартам DIN — 338 или 336, а маркировка содержит аббревиатуру HSS-C или просто NHSS. Такие типы сверел также изготавливают из высокопрочных сталей с обязательным содержанием не менее 5% кобальта в составе сплава (среди производителей стоит отметить такие фирмы как Bosch; Ruko; Gross; Hagwert;Hilti и др.

Преимуществом их является высокая твердость материала, из которого они сделаны и специально затупленный угол заточки наконечника, что делает их пригодными для работы с любыми видами «тяжелых» металлов. Единственным минусом может стать цена, которая заметно выше чем у обычных вариантов стандартных сверел.
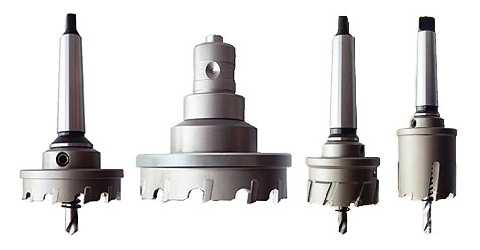
Стальные коронки и конические сверла для нержавейки
Помимо кобальтовых вариантов различного диаметра и прочности под нержавейку применяют и другие сверла из металлических сплавов большой твердости с максимально острой заточкой для плотных материалов, которая, как правило, выполнена только по одной режущей стороне. Выбор сверла и рабочего инструмента зависит от марки нержавеющей стали, толщины обрабатываемой заготовки и выбранного технологического процесса.

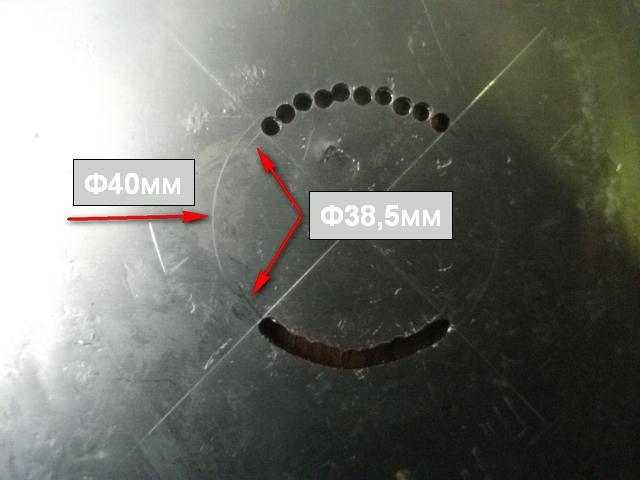
Если необходимо проделать крупное отверстие (от 14 мм в диаметре и выше.) используют специальные кольцевые сверла или коронки. Они имеют дополнительную зажимную оснастку, патрон и сверлильную головку различных размеров, которые по таблицам соответствуют дюймовым и метрическим стандартам под трубные и другие популярные изделия из нержавейки.
При небольших показателях толщины (1-2мм), рассверлить нержавейку можно простым стальным сверлом, но только если его режущая часть заточена под угол 120 градусов. При этом электроинструмент настраивают на минимально возможные обороты (100об/мин), чтобы не допустить разлом резца, а также перегрева и выхода из строя самого инструмента.

Для сверлильной обработки листовой, пищевой и особо тонкой нержавейки (меньше 0,9 мм) применяют специальные ступенчатые или конусные сверла по металлу. Их особенность заключается в том, что рабочая часть детали выполнена в виде спирали с кольцевыми переходами различного диаметра.
Это позволяет во время сверления точно определить какое отверстие по размеру проделано на определенном этапе работы. В таких случаях (при совсем небольшой толщине) такие виды способны заменить целый набор деталей для нержавеющей стали, включая круглые коронки и обычные сверла с различным типом заточки.
Какое сверло лучше использовать
Перечень сверл для нержавеющей стали, которые однозначно подойдут, чтобы просверлить металл:
- Любой инструмент, в сплаве которого присутствует кобальт. Чем выше процент этого компонента, тем лучше. Кобальтовые изделия отличаются от обычных желтоватым оттенком. Не стоит путать кобальтовый сплав с нанесением этого металла лишь на внешнюю часть сверла методом гальваники. В последнем случае просверлить нержавейку не удастся.
- Дорогостоящий специализированный инструмент. Такие победитовые сверла могут просверлить нержавейку, а не только бетон. Они имеют определенный угол заточки победита.
- Для тонкой нержавейки можно применить сверло в форме пера для керамической плитки. Это не лучший вариант, но поможет одноразово просверлить заготовку.
Применение кобальтового сверла
Из старых советских сверл по нержавейке наиболее подходящим будет инструмент с маркой Р6М5К5. Этот тип оснастки содержит в составе сплава до 5 % кобальта. За счет этого элемента инструмент приобретает высокую прочность, а температура нагрева может достигать 135 градусов по Цельсию, что не влечет за собой разрушения материала. Изделия такого качества можно найти только на рынках, где продают старое советское оборудование, и то не всегда. Альтернативой кобальтовому сверлу отечественного производства выступает зарубежный аналог под маркой HSS-Co.

Выбор сверла по типу хвостовика
Поскольку оснастка будет испытывать повышенные механические нагрузки под вибрациями в процессе работы, важно продумать и тип соединения с патроном. Самой распространенной является цилиндрическая сцепка ключевого типа
На нее, в частности рассчитываются сверла по металлу HSS от Inforce, располагающие прочностным запасом на растяжение до 900 Н/мм2. Как отмечают специалисты, трансляция крутящего момента в этой конструкции не самая удачная, но зато не придется беспокоиться о рисках заклинивания.
Еще один вариант хвостовика – шестигранный. В этом случае фиксация обеспечивается трехкулачковым патроном с жестким позиционированием каждой грани. Крепление надежное, но механика обращения с такой оснасткой достаточно затруднительна. Если нужно выполнять серийные сверления, то манипуляции с заменой насадки доставят немало хлопот.
Как сверлить нержавеющую сталь — несколько советов и хитростей
Во-первых, нужно сразу запомнить, что нержавейка не любит больших оборотов. Это твердый прочный материал и его лучше сверлить на низких или средних оборотах дрели. В лучшем случае сверло очень быстро затупится и станет непригодным. Если же при нагревании до красного цвета не прекратить сверление, сверло очень быстро нагреется целиком и просто начнёт гнуться – после этого его можно смело выбрасывать, даже заточка уже срок его службы не продлит.
Во-вторых, при сверлении следует использовать смазку для уменьшения трения, подойдут любые моторные масла, неминеральные масла и даже вода, за неимением ничего другого. Все средства хороши, как говорится, в случае с таким прочным материалом, как нержавеющая сталь. Когда сверление итак происходит с усилием, сопровождается нагреванием заготовки и может быстро израсходовать рабочий ресурс сверла – всё, что способно уменьшить трение и упростить прохождение металла сверлом, будет кстати.
Ну и не стоит забывать про такие очевидные моменты, как надёжное закрепление заготовки на рабочее поверхности и накернивание места предполагаемого отверстия.
Теперь посмотрим, чем же можно просверлить отверстие в детали из нержавейки.
Самый простой способ – это взять сверла, специально предназначенные для этой цели. Такие сверла содержат кобальт, их несложно найти в любом магазине, хоть они стоят и дороже обычных. Обычно сначала берется сверло маленького диаметра, им делается первое отверстие, затем диаметр сверла постепенно увеличивается до достижения нужного диаметра отверстия. Кобальтовыми сверлами нержавеющая сталь сверлится проще всего, они прочнее из-за своего состава и тупятся медленнее обычных, ими можно даже сверлить на высоких оборотах. Это сократит ресурс сверла, но в бытовых условиях, если нужно просверлить буквально несколько отверстий, вы этого, скорее всего, даже не заметите.
А что делать, если кобальтового сверла под рукой не оказалось? Можно просверлить нержавейку и обычным шлифованным сверлом по металлу HSS-G. (Подробнее про сверла по металлу и их обозначения можно почитать в нашей статье «Виды оснастки: всё про сверло по металлу»). В этом случае процесс сверления должен состоять из спокойного последовательного включения и выключения дрели: включение происходит буквально на 1,5-2 секунды, до того момента, как сверло выйдет на полные обороты – и сразу выключение до момента остановки сверла. Уверяем вас, этого достаточно, чтобы нержавейка нагрелась так сильно, чтобы любая отлетевшая стружка могла оставить на коже ожог – поэтому обязательно работайте в перчатках! В этом случае нужно набраться терпения, сверление займёт больше времени – но главное результат. Самым обычным недорогим сверлом вы сможете просверлить нержавеющую сталь – материал большой прочности, на котором ломались и не такие сверла.
Еще нержавейку иногда сверлят сверлами по стеклу и керамике. Наконечник этого сверла твердый, но хрупкий, поэтому такие сверла нельзя перегревать – под воздействием температуры наконечник быстро сломается. Принцип сверления схож с предыдущим способом – оно должно состоять из коротких с промежутками «подходов» сверла к нержавейке, при этом как можно чаще капайте на место сверления масло.









Для сверления деталей из толстой нержавейки есть ещё одна небольшая хитрость. Деталь предварительно нужно немного нагреть газовой горелкой – немного, это не до красного или синего цвета, а просто недолго прогреть на огне, после чего приступить к сверлению, не дожидаясь, пока металл остынет. В процессе, если металл остыл или сверло пошло очень туго, заготовку можно еще раз подогреть. После такой предварительной подготовки толстую деталь из нержавеющей стали можно просверлить практически любым сверлом, даже не очень дорогим.
Возможно, вам будет интересно по
1 Сверление нержавеющей стали – выбираем смазку
Многие домашние умельцы, привыкшие делать в быту все своими руками, очень удивляются, когда им не удается при помощи обычного сверла просверлить отверстие в «нержавейке». Такая сталь от других металлов отличается повышенной вязкостью, поэтому сверло практически сразу же нагревается, как только человек начинает обрабатывать изделие из нержавеющего сплава.
А это означает, что операция может пройти успешно лишь в том случае, если вы позаботитесь о качественном охлаждении сверлящего инструмента.

Для охлаждения приспособления, используемого для сверления отверстий в «нержавейке», обычно используется специальный смазочный состав, состоящий из серы и машинного масла. Серу можно применять как коллоидную, так и особую для окуривания. В строительных магазинах последняя продается именно под названием «для окуривания» (иногда может называться «серный цвет»). Ее, как правило, допускается использовать без каких-либо дополнительных приготовлений. Если же вы приобрели серу крупных фракций, ее следует сначала тщательно перетереть и только после этого смешивать с машинным маслом.
Сверление отверстий в конструкциях из нержавеющей стали будет в разы эффективнее при эксплуатации охлаждающего состава, сделанного на основе жирных кислот и все той же серы. Указанные кислоты не нужно нигде покупать, сделайте их сами. Для этого возьмите самое дешевое хозяйственное мыло, размельчите его, а затем высыпьте получившуюся смесь в горячую воду. В эту композицию добавляют соляную техническую кислоту и ждут до тех пор, пока на поверхность не начнут всплывать нужные нам жирные кислоты.

Как только кислоты поднимутся наверх, необходимо налить в емкость, где производится операция, холодной воды (жалеть ее не нужно, чем больше нальете, тем лучше). В результате начнет происходить затвердевание жирных кислот, и их можно будет без малейших затруднений снять с поверхности жидкости. Озвученный процесс выделения требуемых соединений (мыло в горячую воду – охлаждение – снятие кислот) можно повторять несколько раз (3–5).
Смешивание жирных соединений с коллоидной либо «окуривающей» серой осуществляется с соблюдением пропорции шесть к одному. То есть на одну часть серы необходимо добавлять шесть частей кислот. Профессионалы уверяют, что с таким охлаждающим составом просверлить «нержавейку» любой толщины будет несложно (если, конечно, вы будете соблюдать и другие рекомендации, о которых мы расскажем ниже).
Чем сверлить нержавеющую сталь – Справочник металлиста
Вопрос о том, как просверлить любую нержавейку в домашних условиях, обычно не возникает, если использовать для этих целей специальные сверла для нержавеющих сталей. Наряду с такими сверлами, которые позволяют быстро и качественно сформировать отверстие требуемого диаметра, необходимо использовать специальные охлаждающие составы, а также строго выдерживать технологические параметры.
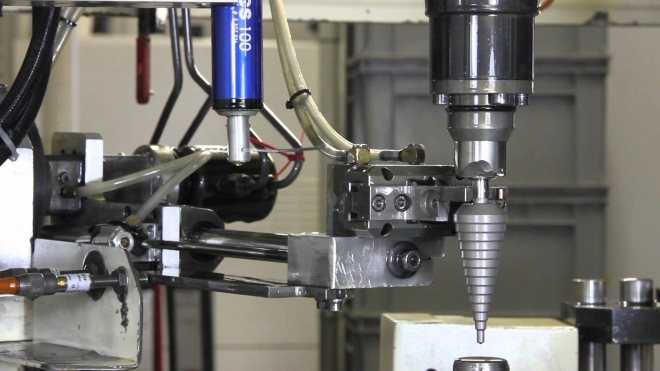
На производстве для сверления нержавейки используют промышленные станки с подачей охлаждающей жидкости. В домашней мастерской приходится осваивать некоторые хитрые приемы
Смазочные материалы
Сверление отверстий в изделиях из нержавеющей стали, выполняемое обычным сверлом, может закончиться неудачей. Объясняется это тем, что стали, относящиеся к категории нержавеющих, отличаются повышенной вязкостью, поэтому их сверление, особенно выполняемое в домашних условиях, сопровождается значительным нагревом режущего инструмента и, как следствие, его выходом из строя.
Чтобы качественно и быстро сверлить нержавейку, учитывая все вышесказанное, необходимо использовать охлаждающий материал, который, кроме того, должен отличаться хорошими смазывающими свойствами.
При необходимости часто сверления нержавейки есть смысл оборудовать станок самодельной системой подачи жидкой смазки (в качестве насоса подойдет автомобильная помпа)
В том случае, если сера, имеющаяся в вашем распоряжении, представляет собой мелкий порошок, ее можно сразу смешивать с машинным маслом без специальной подготовки. Если же вы приобрели кусковую серу, ее надо предварительно перетереть.
Можно сделать сверление стальных нержавеющих изделий более эффективным, если использовать для выполнения такой операции смазывающе-охлаждающую смесь, состоящую из серы и жирных кислот, которые можно получить самостоятельно в домашних условиях. Для этого необходимо сделать следующее:
- измельчить кусок хозяйственного мыла (можно использовать самое дешевое);
- смешать измельченное мыло с горячей водой и тщательно размешать полученную смесь;
- в полученный раствор добавить техническую соляную кислоту;
- дождаться, пока на поверхность полученного раствора начнут подниматься жирные кислоты;
- после этого добавить большое количество холодной воды;
- с поверхности раствора снять затвердевший ствол жирных кислот, которые в дальнейшем и используются для приготовления смазывающе-охлаждающего раствора.
Полученные при приготовлении жидкости для сверления жирные кислоты смешиваются с серой в соотношении 6:1. Используя раствор, сделанный по такому рецепту, можно легко просверлить изделие из нержавейки, отличающееся даже значительной толщиной. Естественно, что при выполнении такой процедуры следует придерживаться определенных технологических рекомендаций.



