Марки этого типа электродов
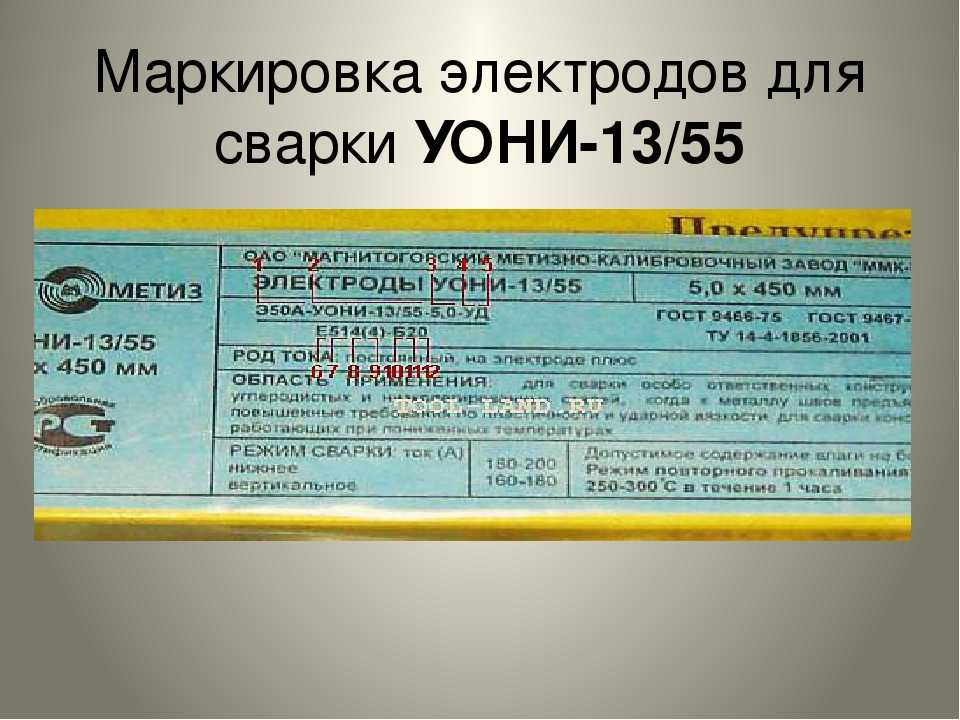
Электроды типа Э50А включают в себя большое количество марок и модификаций. Они имеют похожие характеристики и незначительные отличия. Наиболее известными и распространенными являются электроды Э50А УОНИ 13/55.
Каждая буква в аббревиатуре «УОНИ» имеет свое значение. Буква «У» означает, что это электрод универсального назначения. «О» — это обозначение основного вида покрытия электрода. «Н» означает научно-исследовательский, «И» — институт, а следующая за ними цифра «13» — это номер института. Речь идет об институте, где в сое время были разработаны эти электроды.
Этот вид электродов обладает повышенными качествами. Этому способствуют механические свойства металла образуемого шва и химический состав наплавленного металла. Все виды марок этого типа удовлетворяют требования ГОСТа 9467-75. Они находят применение в таких областях, как судостроение, энергетика, атомная промышленность.
При сварке ответственных конструкций желательно иметь оформленный официально сертификат качества. Этот документ дает гарантию, что выпускаемая продукция соответствует всем требованиям, и с помощью этого вида электродов можно получить качественный результат.
Популярными производелями таких электродов являются такие заслуженные предприятия, как «ЛЭЗ», «СпецЭлектрод», «СЗСМ».
Маркировка
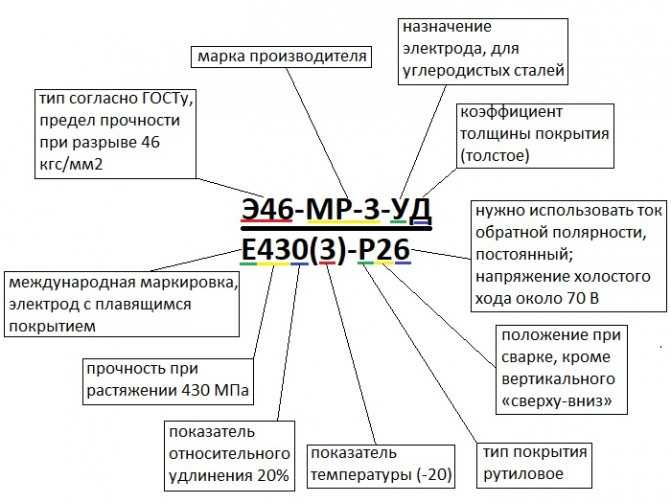
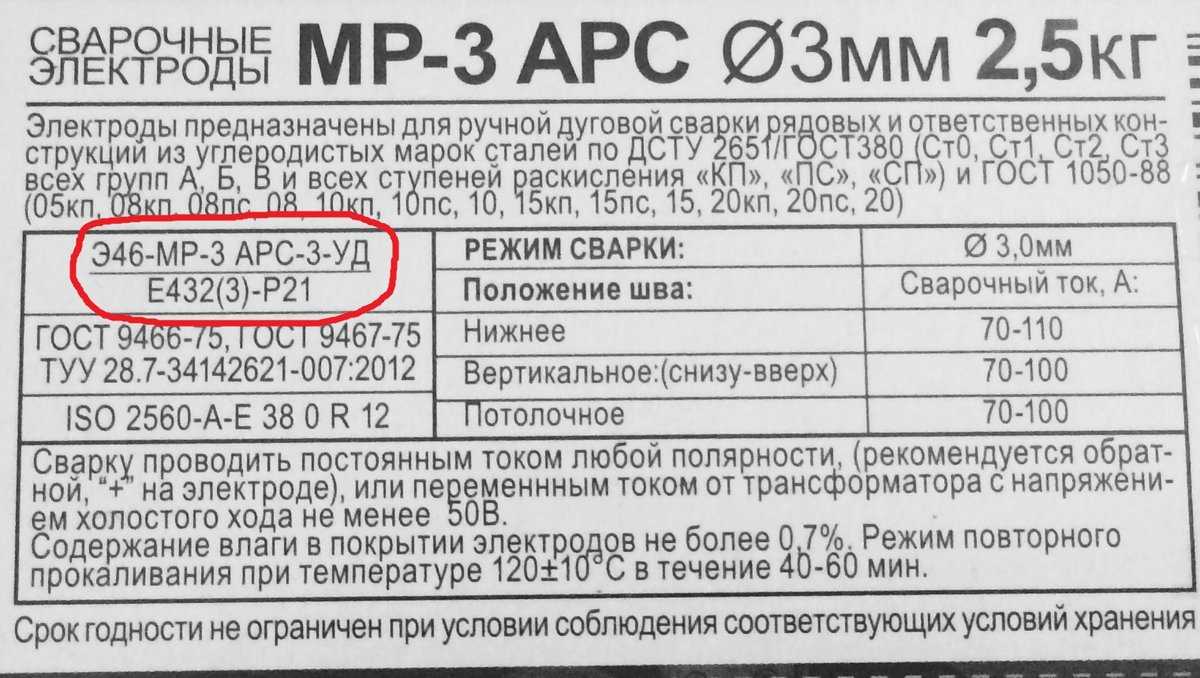
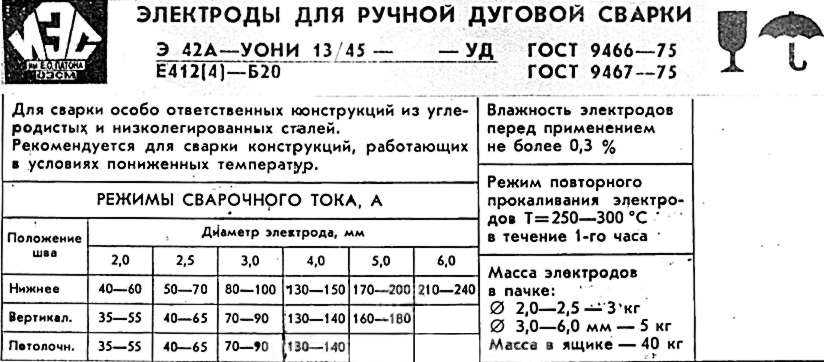
С целью рассмотрения всех нюансов маркировки важно привести стандартный пример в соответствии с ГОСТ 9466-75 и 9467-75: (Э42А-УОНИ-13/45-3,0-УД)/(Е432(5)-Б10)
- Марка: УОНИ-13/45.
- Тип: Э42А – электрод для РДС, обеспечивает прочность шва 420 Мпа повышенной пластичности (А).
- 3,0 – диаметр 3 мм.
- У – для сваривания углеродистых сталей и низколегированных конструкций.
- Д – толстое покрытие.
- Е432 (5) – индексы, в которых зашифрованы характеристики соединения и наплавленного метала.
- 43 – прочность на разрыв не меньше 430 Мпа;
- 2 – относительное удлинение не меньше 24%;
- 5 – сварка возможна при температуре до -40˚С; при этом обеспечивается минимально допустимое значение ударной вязкости металла 34 Дж/см2.
- Б – основное покрытие.
- 1 – пространственное положение шва: любое.
- 0 – сварка только дугой с постоянными характеристиками и прямой полярностью.
Характеристики и свойства
К техническим параметрам электродов относят расход на наплавку заданного количества металла (сварного шва). Чтобы обработать 1 кг материала, потребуется 1,7 кг стержней типа МР-3. В результате обеспечивается производительность на уровне 1,7 кг/ч, рабочий коэффициент – 8,5 г/Ач.
Указанные электроды отличаются высокой рабочей скоростью, позволяют варить с полным касанием поверхности либо короткой дугой на дистанции. Изделия типа ЛЭЗ МР выпускаются на Лосином Острове, в Подмосковье, Костромской области, Сызрани. Ближайшие аналоги зарубежного производства изготавливаются в Кливленде (США).
Вес и диаметр
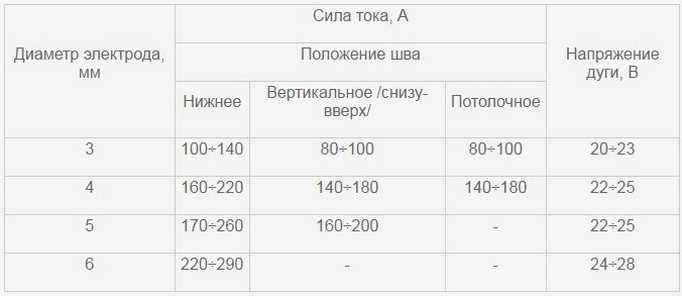
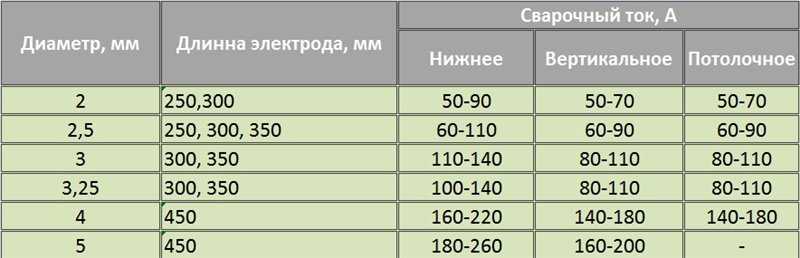
От размера электрода зависят настройка сварочного тока и пространственная позиция формируемого шва. Показатели следующие:
| Диаметр, мм | Шов вертикальный, А | Шов нижний, А | Потолочный шов, А |
| 3,0 | До 110 | 100-140 | До 120 |
| 4,0 | 150-180 | До 220 | 140-180 |
| 5,0 | До 200 | До 260 | |
| 6,0 | 300-360 |
От диаметра также зависит вес электрода МР-3 и его длина. Параметры варьируются от 30 до 92 г и от 350 до 450 мм соответственно.
Состав наплавки
Сварку осуществляют методом отрывного шва, зажигая дугу у левого края, осуществляя проводку слева направо, затем в обратном направлении. Операцию нужно выполнять быстро, чтобы шов не успел остыть. В процессе образуется много шлака, который полностью заполняет ванну и зазор по всей ширине. Температура обмазки существенно выше, чем у обрабатываемой стали.
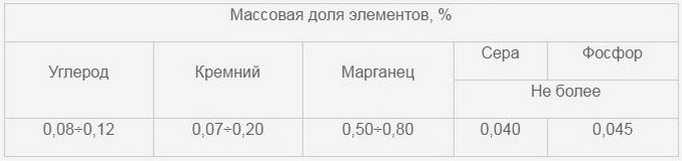
Разбрызгивание металла – слабое, шлак ложится аккуратно равномерным слоем, легко отслаивается. При работе диоксидом титана остатки попадают в ванну плавления, образуя специфические раковины. Наплавка в массовых долях состоит из:
- марганца (0,08-0,12);
- кремния (0,07-0,2);
- углерода (до 0,8);
- фосфора (до 0,04);
- серы (до 0,04).
Рекомендуем к прочтению Общие характеристики и конструктивные особенности наплавочных электродов типа Т590
Механические свойства шва
Отличие применения электродов МР-3 от аналогов заключается в возможности сваривания неочищенных кромок заготовок. Окислы, окалины, пыль, влага не ухудшают качество шва. Загрязнения в процессе работы испаряются и смешиваются со шлаком. При этом получается шов с хорошими технологическими параметрами:
- вязкость на удар – до 8 кгс/кв.см;
- разрывное сопротивление – около 46 кгс/кв.мм;
- показатель удлинения – до 20%.

Количество в пачке
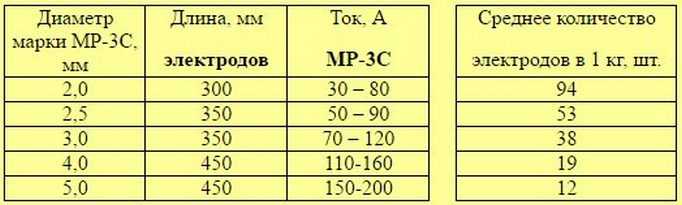
Изготовители фасуют рассматриваемые электроды в пачки весом 1,0/2,5/5,0 кг. Длина и вес стержня зависят от диаметра элементов, как и их количество в упаковке. В таблице приведена информация по вместимости электродов в 1-килограммовой пачке с учетом указанных параметров.
| Диаметр, мм | Масса, г | Длина стержня, мм | Количество в упаковке, 1,0 кг (шт.) |
| 3,0 | 32,0 | 350 | 39,0 |
| 4,0 | 62,0 | 450 | 16,0 |
| 5,0 | 92,0 | 450 | 11,0 |
Напряжение и настройка аппарата
Характеристика электродов МР-3 предполагает подключение обратной полярности, если работы ведутся на постоянном токе. При переменном напряжении полюсность подсоединения роли не играет. Варить можно на короткой, длинной и прерывистой дуге. Отсыревшие стержни подвергают прокаливанию 45-60 минут при температуре 180 °C. Ток выбирают с учетом диаметра элемента. Для изделий сечением 3 мм хватит 140 А, модификации толщиной 5-6 мм используются при токовой силе 300 А. Работы выполняют, удерживая стержень под углом 45°.

Электроды МР-3
| Каталог / сварочные электроды МР-3, электроды для сварки МР-3 |
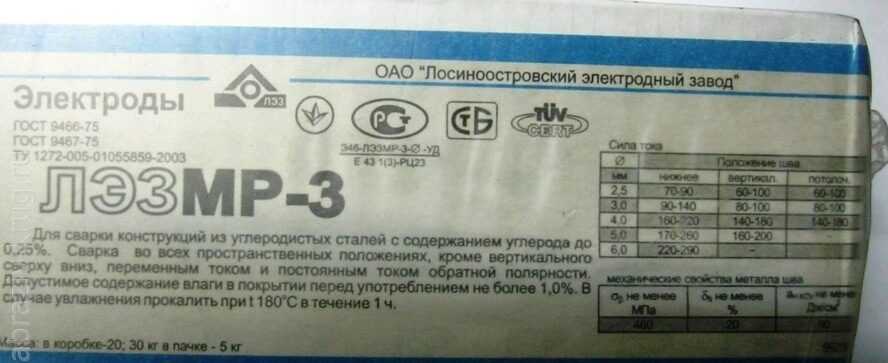
Электроды МР-3 ГОСТ 9466-75 предназначены для сварки конструкций из углеродистых сталей С, ВСт3сп, БСт3сп и других сталей во всех пространственных положениях, кроме вертикального сверху вниз, с содержанием углерода до 0,25%. Наплавленный металл работает в условиях пониженных температур (до -20 оС). Вид покрытия — рутиловое. Тип тока — постоянный или переменный.Электроды для сварки МР-3. Характеристики. Купить электроды МР. Назначение и длина электродов МР.
| Марка | Электроды МР-3 | ГОСТ 9466-75 ТУ 36.23.25-007-90 | |
| Назначение | Для сварки ответственных конструкций из углеродистых сталей с содержанием углерода до 0,25% | ||
| Диаметр, мм | 2,0 2,5 3,0
3,25 4,0 5,0 |
Длина, мм | 300;350 300;350 350
300;350 450 450 |
Механические свойства электродов МР. Продажа элетродов МР.
| Механические свойства, не менее | ||||
| металл шва | сварное соединение | |||
| предел прочности, Мп (кгс/мм2) | относительное удлинение, % | ударная вязкость, Дж/см2 (кгс/см2) | предел прочности, Мп (кгс/мм2) | Угол загиба, град. |
| 450(46) | 18 | 78(8) | 450(46) | 150 |
Химический состав(%):
| Массовые доли элементов, % в наплавленном металле | ||||||
| углерод, не более | кремний | марганец | никель | молибден | сера, не более | фосфор, не более |
| 0,08 0,12 (для диаметра 2,5) | 0,07-0,2 | 0,5-0,8 | — | — | 0,04 | 0,045 |
Рекомендуемый ток, положение шва в пространстве при сварке:
| Рекомендуемый ток | Положение шва в пространстве |
| ток постоянный и переменный |
Особые свойства электродов МР-3: допускают сварку влажного, ржавого, плохо очищенного от окислов и других загрязнений металла. Имеют повышенную производительность процесса сварки.
Технологические особенности сварки:
Сварку конструкций средних и больших толщин в нижнем положении производят на повышенных режимах с наклоном электрода в сторону направления сварки (углом назад). Рекомендуется средняя длинна дуги.
Прокалка перед сваркой : 140-180 °С; 0,5 ч.
Осуществляем продажу электродов МР 3 и производим отгрузку любым видом транспорта от 100 кг все регионы России.
Как купить электроды МР-3 по низким ценам:
- заполните простую форму «Оформить заказ» вверху страницы;
- позвоните по телефону +7;
- отправьте заявку на электронную почту;
Условия продажи:
- Реализация металлоизделий оптом и в розницу;
- Безналичный расчет, путем перевода денежных средств с банковского счета;
- Возможность отсрочки платежей;
- Бесплатные консультации наших специалистов;
- Оказываем услуги упаковки товара по требованиям заказчика;
- Готовы произвести продукцию любой сложности на заказ по чертежам заказчика.
Условия доставки:
- Доставка продукции осуществляется со склада из наличия;
- При необходимости мы можем предоставить услугу ответхранения;
- Готовы предоставить скидку на доставку согласно условиям партнерских программ транспортных компаний;
- Возможность самовывоза товаров со складов.
Гарантии:
- Вся продукция сертифицирована, отпускается после технологического контроля;
- Метизы, крепеж, канаты, сетка, проволока, электроды и другая металлопродукция соответствуют ГОСТ и ТУ;
- Возможность возврата товара в соответствии с законодательством Российской Федерации;
Доставка по РФ: Москва, Санкт-Петербург, Архангельск, Астрахань, Барнаул, Белгород, Брянск, Владимир, Волгоград, Вологда, Воронеж, Екатеринбург, Иваново, Ижевск, Йошкар-Ола, Казань, Калуга, Киров, Кострома, Краснодар, Курган, Курск, Липецк, Омск, Оренбург, Пенза, Пермь, Псков, Ростов-на-Дону, Рязань, Самара, Саранск, Саратов, Севастополь, Симферополь, Смоленск, Ставрополь, Тамбов, Тверь, Томск, Тула, Тюмень, Ульяновск, Уфа, Челябинск, Ярославль и др.
Представленная на данном сайте информация содержит каталог справочной информации о более 3000 наименованиях металлоизделий, носит информационный, ознакомительный характер, может быть применена в разных областях деятельности предприятий.
Характеристики электродов для сварки МР-3
Рецептура электродов для сварки МР-3 позволяет получать отличные свойства сварки и качества металла шва:
1. малая токсичность МР-3;
2. универсальность применения;
3. плавный переход шва к свариваемому металлу, благодаря чему в условиях знакопеременных нагрузок не образуются «усталостные трещины»;
4. легкое многократное возбуждением дуги;
5. высокая ударная вязкость;
6. хороший показатель временного сопротивления разрыву;
7. сварка с короткой или средней дугой;
8. отсутствие чувствительности к изменению длинны дуги;
9. возможность сварки влажной, загрунтованной и окисленной поверхности рядовых конструкций;
10. хорошая стойкость к образованию трещин и пор;
11. устойчивое и мягкое горением дуги и малое разбрызгивание;
12. допустимость сваривания средних и широких зазоров;
13. переход металла стержня электрода в ванну мелкими частицами;
14. тонкий рисунок сварного шва;
15. высокая производительность сварочных работ.



Важные особенности марки МР-3: универсальность применения, отличные технологические показатели, высокое качество шва. Перечисленные выше характеристики МР-3 дают возможность работать этими электродами сварщикам любой квалификации и опыта, на любом оборудовании ( профессиональном, полупрофессиональном, бытовом).
Применение сварочных электродов МР-3
Потребляются электроды МР-3 во многих отраслях экономики, преимущественно в промышленности, транспорте, и строительстве. Например, в нефтехимической и газовой промышленности МР3 незаменимы при строении резервуаров, т.к. выполненные МР швы, выдерживают повышенное давление . В транспортной сфере они востребованы в судостроении, судоремонте, машиностроении, потому что таким сварным швам не страшны агрессивные среды и нагрузки вибрации. В бытовом, жилищном, трубопроводном строительстве, МР3 нужны для сваривания любых конструкций из углеродистых и низколегированных сталей.
Свойства электродов МР-3 дают возможность варить и на инверторах и на трансформаторных полуавтоматах.
Качество электродов МР-3
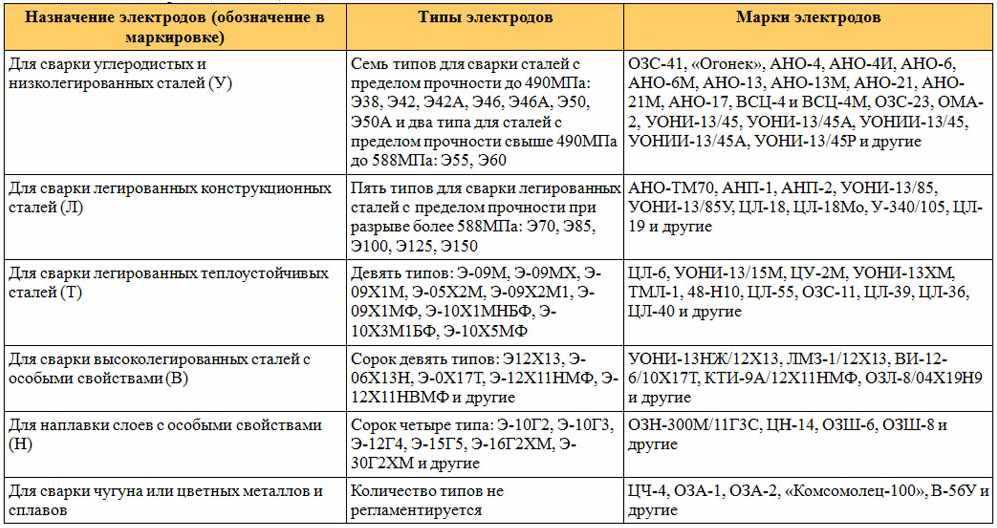
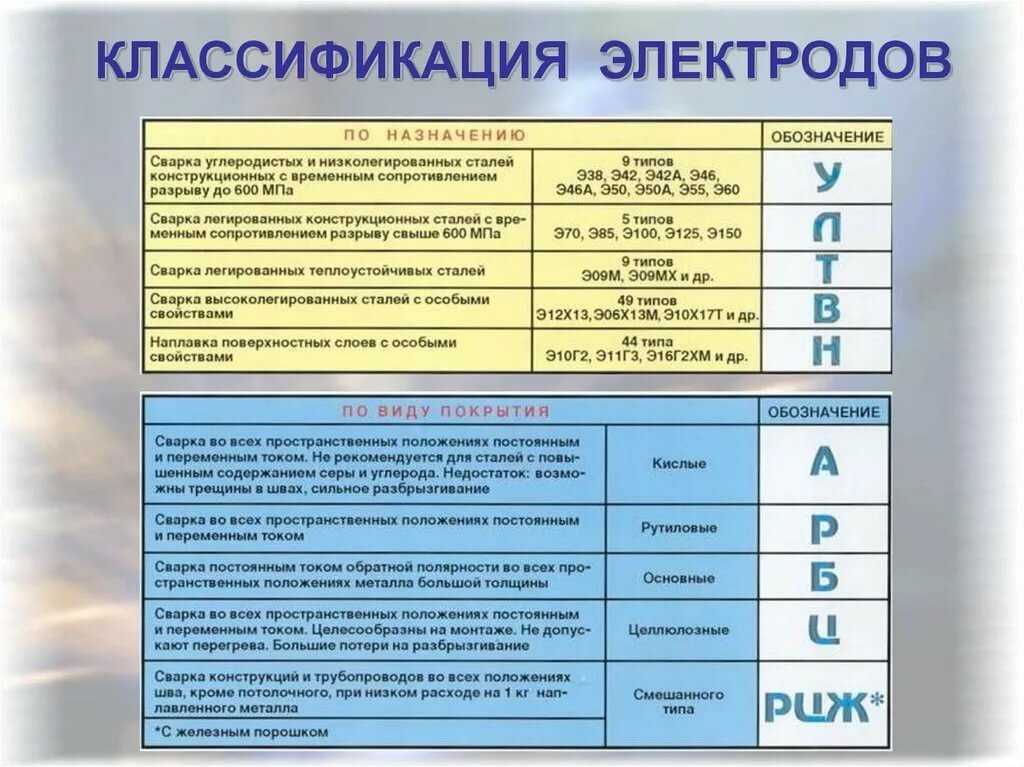
Качество МР-3 соответствует ГОСТу 9467-75, это типа Э46, где: «Э» — электроды для ручной дуговой сварки; «46» – показатель временного сопротивления в кгс/мм 2 .
По стандартам сварки American Welding Society (AWS- Американское общество по сварке), электроды МР-3 — это тип E6013.
По регламентам международной организации EN ISO 2560-A, электроды МР-3 маркируются как E 38 ZRB 1 2 , где: «E» — электрод покрытый; «38» — показатель прочностных и пластических характеристик металла; «Z» – указывает на отсутствие регламента температур, гарантирующих работу удара KV более 47 Дж.; « R B» – вид покрытия типа рутилово-основной; «1» — коэффициент наплавки Кс≤105% ток обратной полярности; «2» – все положения сварки, исключая вертикаль вниз (PA, PB, PC, PE, PF). Так же в ISO 2560-A применяются другие индексы, являющиеся вторичными .
Качество МР-3 производства Промэлектрод соответствует НТД: ГОСТ 9466-75 и ГОСТ 9467-75, ТУ 1272-002-58965179-2006. Это подтверждается документами:
1. Санитарное заключение;
2. Добровольная сертификация — Сертификат на соответствие ГОСТ-Р;
3. Свидетельство Российский Морской Регистр Судоходства;
4. Сертификат Российский Речной Регистр.
5. Аттестат соответствующий требованиям НАКС РД 03-613-03, для группы устройств используемых на опасных производствах.
Импортными аналогами марки MP -3 можно считать: Askaynak AS R-146, ESAB ОК 46, BÖHLER FOX SPE, Lincoln Electric Fleetweld 37 и пр.
Производство электродов МР-3 компании Промэлектрод
Отечественные электроды с содержанием рутила появились в 60-х годах. Массовый выпуск рутиловых электродов стал возможен только в 70-х годах, когда появилось доступное сырье – рутиловый концентрат.
Обозначение МР-3 указывает на специфику марки. Расшифровка МР-3 передает возможности применения электродов, а именно:
М – Монтажные электроды;
Р – Рутиловое покрытие;
3 – Модель электродов;
Также в обозначениях может указываться «С» или «Синие», соответствует улучшенным сварочным свойствам МР-3С.
Изготавливаем МР-3 по разработанной технической документации, с применением метода опрессовки металлических стержней обмазочной смесью с дальнейшей обработкой, сушкой и упаковкой.
Преимущества и недостатки
Сварка электродами с рутиловым покрытием отличается высокой прочностью соединения. При работе на низких токах дуга легко разжигается, характеризуется высокой устойчивостью.
К положительным характеристикам относятся:
- легкое воспламенение дуги;
- ее высокое постоянство;
- шов получается ровный, без стыков;
- соединение прочное, с высокими техническими характеристиками;
- МР-3С одинаково хорошо прихватывать и варить;
- обмазка не выделяет вредных веществ;
- рутиловое покрытие надежно защищает шов от окисления и попадания в него шлака;
- шлак легко удаляется;
- разбрызгивание металла минимальное;
- высокая производительность проводимых работ;
- нет ярко выраженных переходных зон между металлом детали и шва.
Электродами легко варить без специального образования, имея только навыки работы с электродами.

К недостаткам относятся высокая стоимость и большой расход сварочного материала, невозможность варить вертикаль сверху вниз. Для работы необходимо иметь навыки и опыт, чтобы быстро накладывать прерывистые швы дугой.
Электрод должен находиться под острым углом к поверхности детали. При стандартном положении 90° образуется много шлака, который попадает в шов.
Поиск записей с помощью фильтра:
Это интересно: Виды электродов для сварки чугуна
Особенности изделий марок МР-3 и МР-3с
Электроды МР-3с, как и изделия марки МР-3, позволяют выполнять сварку длинной дугой, а также осуществлять ее короткими прихватками
Что важно, технические характеристики изделий этих марок, позволяют работать, не тратя времени на предварительную подготовку свариваемого металла. Поверхность деталей, которые необходимо соединить, может быть:
- влажной;
- недостаточно хорошо очищенной от различных загрязнений, окислов;
- со следами коррозии.
Электроды марки МР-3с, как и изделия марки МР-3, допускается использовать, когда сварку необходимо выполнить по имеющемуся зазору. Сварочный ток при этом должен быть минимальным, в противном случае готовый шов может получится пористым.
Кроме изделий марки МР-3, активно используются электроды МР-3м и МР-3с. Первые (МР-3м) отличаются тем, что на них нанесено рутилово-ильменитовое покрытие. На электродах марки МР-3с (синие) используется покрытие, обогащенное дополнительными ионизирующими добавками. Как электроды МР-3м, так и марки МР-3с, практически идентичны изделиям марки МР-3 по своим характеристикам.
Покрытие, нанесенное на электроды МР-3с, позволяет более легко зажигать сварочную дугу, что дает возможность использовать их при работе с маломощными источниками тока. Изделия этой марки являются и более экологичными: при работе с ними выделяется значительно меньшее количество вредных веществ, чем при работе с МР-3 (0,6 грамм марганца у МР-3с и 1,25 у МР-3). Более того, при работе с ними сварной шов получается более качественным, это значительно улучшает характеристики формируемого соединения.
https://youtube.com/watch?v=haW8tp33Pjg






Условное обозначение электродов —
Электроды МР-3 цена 3мм и 6мм 78,00 руб за кг
Электроды МР-3 цена 4мм и 5мм 75,90 руб за кг
ГОСТ 9467-75: Э 46 ASME /AWS A5.1: E6013 EN ISO 2560-A: E 38 ZRB12 Нормативно-техническая документация: ГОСТ 9467-75, ГОСТ 9466-75 ТУ 1272-002-58965179-2006
Электроды для сварки МР-3 предназначаются для ручной дуговой сварки ответственных и рядовых конструкций из среднеуглеродистых сталей (процентное содержание Углерод (C) до 0,55), с временным сопротивлением разрыву не более 490 МПа. Работа электродами МР ведется на токе переменном либо постоянном, полярность обратная, сварка при любых положениях в пространстве, строго исключая вариант «сверху вниз».
Сварочные электроды МР-3 принадлежат к группе электродов с покрытием рутилово-основного типа . Для изготовления стержня электрода МР3 используют проволоку Св-08 или Св-08А и соответствующую ГОСТу 2246-70. Покрытие МР-3 содержит значительную долю рутилового концентрата (двуоксида титана), а также карбонаты, алюмосиликаты, раскислители и органическую целлюлозу. Двуоксид титана – это стойкий оксид, он дает шлаковую защиту и позволяет добавлять меньше токсичных «раскислителей» Mn и Si. В процессе горения органических соединений, формируется газовая оболочка, изолирующая металл сварного шва от негативного влияния азота и кислорода.
В момент отрыва дуги в кратере электрода МР-3 получается пленка, имеющая в своем составе ТiO2 и обладающая хорошей проводимостью. Благодаря этому можно не касаясь стержнем свариваемого металла получать легкое многократное возбуждение дуги, когда выполняются короткие швы, предполагающие частые прерывания.
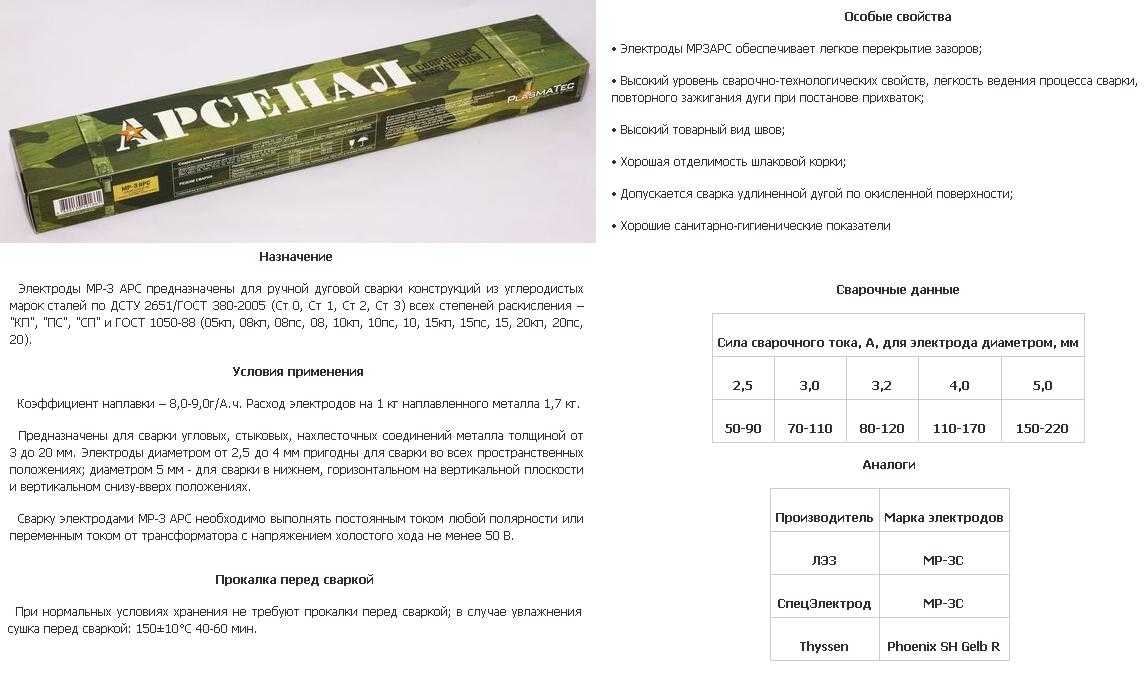
Производители: из Китая, ЛЭЗ, Монолит, Арсенал, ЭСАБ и прочие
Среди производителей электродов марки МР большое представительство как российских, так и зарубежных предприятий. Электроды российских производителей таких как ЛЭЗ (Лосиноостровский электродный завод г. Москва), СпецЭлектрод (г. Москва), Волгоградский завод сварочных материалов ХОБЭКС, Электрод (Тольятти) и других производятся согласно требования ГОСТ 9466-75 И ГОСТ 9467-75, а также имеют сертификаты НАКС (Национального Агентства Контроля Сварки), Российского Регистра Морского Судоходства и другие.
На российском рынке успешно конкурируют производители ближнего зарубежья. Белоруссия успешно реализует электроды марки МР под наименованием «Арсенал» (АРС), а украинский «ПлазмаТек» выпускает популярные в России МР под брендом «Монолит».
Дорогая, но высокого качества продукция европейских производителей, например, ЭСАБ с целью снижения ценовой нагрузки и повышения конкурентоспособности организует производство на территории России (г. Тюмень, г. Санкт-Петербург).

Электроды МР-3 ЛЮКС производства МЭЗ. Фото МЭЗ
Как и любой другой рынок сварочных материалов, российский невозможно представить без китайских электродов. Несмотря на претензии к качеству достаточно много китайских предприятий выпускают хорошую продукцию. Китайский аналог Е6013 успешно заменяет электрод марки МР-3.
Электроды для сварочного инвертора
Для выполнения сварочных работ необходимо правильно выбрать не только сварочный инвертор, но и правильно подобрать к нему сварочные электроды. Электроды для ручной дуговой сварки изготавливают в виде стержней, выполненных из холоднотянутой калиброванной сварочной проволоки. На поверхность стержня наносят слой покрытия, обеспечивающего устойчивое горение дуги и защищающего сварочную ванну от атмосферного воздействия. Большое разнообразие электродов, а также принципов классификации, может затруднить их правильный выбор начинающим сварщиком.
Наиболее распространенные и качественные марки электродов, применяемые для сварки сварочными инверторами, это электроды ОК-46.00 ОЗС-12 и УОНИИ-13/55 производства (Санкт-Петербург, Россия), а также электроды АНО-4, АНО-21 , ОЗС-12, а для особо ответственных конструкций УОНИИ-13/55 производства «Судиславского завода сварочных материалов» (ООО «СЗСМ» г. Судиславль, Россия).
АНО-4 СЗСМ – универсальный электрод для сварки корпусных конструкций из углеродистых сталей. Легкая отделяемость шлака. Покрытие – рутиловое. Диаметр — 3мм и 4мм.
АНО-21 СЗСМ – универсальный электрод общего назначения для сварки конструкций из низкоуглеродистой стали как переменным, так и постоянным током. Сварка производится преимущественно на короткой длине дуги. Диаметр — 2мм и 2,5мм.
ОЗС-12 СЗСМ — электрод отличает легкое зажигание и высокая эластичность дуги, возможность сварки по окисленным поверхностям. Сварка конструкций из углеродистой стали. Диаметр 3,0мм. ОК-46.00 ЭСАБ-СВЭЛ – универсальный электрод, обеспечивающий высокие свойства шва. Легко поджигается, в том числе и повторно. Не чувствителен к ржавчине и поверхностным загрязнениям. Рекомендуется для сварки углеродистых конструкционных и судовых сталей. Диаметр 2,0мм, 2,5мм, 3мм и 4мм.
ОЗС-12 ЭСАБ-СВЭЛ — электрод отличает легкое зажигание и высокая эластичность дуги, возможность сварки по окисленным поверхностям. Сварка конструкций из углеродистой стали. Диаметр 2,5мм, 3мм и 4мм.
УОНИИ-13/55 ЭСАБ-СВЭЛ — электрод для сварки особо ответственных конструкций из углеродистых и низколегированных сталей на постоянном токе, когда к металлу сварных швов предъявляют повышенные требования по пластичности и ударной вязкости. Покрытие – основное. Диаметр — 2,5мм, 3мм, 4мм и 5мм.
Для односторонней сварки трубопроводов большого диаметра применяют низководородные электроды пр-ва Япония — KOBELCO LB-52U или Nittetsu-16W.
При покупке электродов обращайте внимание на срок их годности. Просроченные электроды не обеспечат качественной сварки, т.е
надежного соединения деталей! Хранить электроды необходимо в сухих помещениях в специальной упаковке, которая предотвратит попадание влаги. Если все же электроды отсырели, то поможет их просушка или прокалка. При сварке ответственных конструкций или трубопроводов для прокалки электродов применяют печи — переносные типа ЭПСЭ-10/400 или стационарные типа ПСПЭ-50/400, а для хранения прокаленных электродов на рабочем месте — термопеналы ТП-5/150.
Какие электроды выбрать

Если вы тоже оказались в числе тех, кто задался над вопросом о том, какие электроды лучше для инвертора, то вам следует ознакомиться с информацией, представленной ниже. Используемые при инверторной и в общем при дуговой сварке электроды плавящегося типа изготавливаются из сварочной проволоки, в процессе чего используются государственные стандарты 1970 года.
Согласно ГОСТ 2246, электроды для инверторной сварки классифицируются на:
- легированные;
- углеродистые;
- высоколегированные.
Первые выполняются из проволоки следующих типов:
- Св-08Х3Г2СМ.
- Св-08ХН2ГМТА.
- СВ-08ХГСМФА.
Решая вопрос о том, какие электроды лучше для инверторной сварки, вы должны ближе ознакомиться с углеродистыми стержнями, которые выполняются из проволоки Св-08 и Св-08АА и др. В основу высоколегированных электродов ложится проволока Св-30Х25Н16Г7 и Св-01Х23Н28М3Д3Т. Однако ни один из этих списков нельзя назвать полным. На стержень наносится покрытие способом прессовки. Оно предохраняет сварочную ванну от атмосферных влияний и позволяет дуге более устойчиво гореть.
Новичкам следует знать, что электроды можно классифицировать на две подгруппы. Первая предусматривает изделия, предназначенные для выполнения шва при соединении ответственных металлоконструкций. Вторая подгруппа предназначается для работ с обычными соединениями.
Для ответственных изделий лучше всего предпочесть электроды УОНИ или АНО
Если перед вами стоит вопрос о том, какие электроды лучше для инвертора, то следует обратить внимание еще и на изделия с маркировкой МР–3, которые предназначены для обычных сварных соединений. Марка электродов УОНИ является довольно капризной
Это обусловлено тем, что с такими стержнями работать получится не у каждого начинающего мастера. Если вы не имеете опыта в таких мероприятиях, то от подобных электродов лучше отказаться.