Марка: сталь, металл 35ХМ
Марка: 35ХМ
| Марка : | 35ХМ |
| Заменитель: | 40Х, 40ХН, 30ХМ, 35ХГСА |
| Классификация : | Сталь жаропрочная релаксационностойкая |
| Дополнение: | Сталь хромомолибденовая |
| Применение: | Валы, шестерни, шпиндели, шпильки, фланцы, диски, покрышки, штоки и другие ответственные детали, работающие в условиях больших нагрузок и скоростей при температуре до 450—500 °С. |
| Зарубежные аналоги: |
| C | Si | Mn | Ni | S | P | Cr | Mo | Cu |
| 0.32 — 0.4 | 0.17 — 0.37 | 0.4 — 0.7 | до 0.3 | до 0.035 | до 0.035 | 0.8 — 1.1 | 0.15 — 0.25 | до 0.3 |
| Ac1 = 755 , Ac3(Acm) = 800 , Ar3(Arcm) = 750 , Ar1 = 695 |
| Свариваемость: | ограниченно свариваемая. |
| Флокеночувствительность: | чувствительна. |
| Склонность к отпускной хрупкости: | не склонна. |
| Сортамент | Размер | Напр. | sв | sT | d5 | y | KCU | Термообр. |
| — | мм | — | МПа | МПа | % | % | кДж / м2 | — |
| Пруток, ГОСТ 4543-71 | Ø 25 | 930 | 835 | 12 | 45 | 780 | Закалка и отпуск | |
| Поковки | max толщина 100 | Прод. | 950 | 750 | 13 | 42 | 650 | Закалка 850 — 880oC, масло, Отпуск 585 — 650oC, |
| Поковки | max толщина 120 | Прод. | 900 | 710 | 13 | 42 | 650 | Закалка 850 — 880oC, масло, Отпуск 585 — 650oC, |
| Поковки | max толщина 150 | Прод. | 800 | 600 | 14 | 45 | 650 | Закалка 850 — 880oC, масло, Отпуск 585 — 650oC, |
| Поковки | max толщина 200 | Прод. | 700 | 500 | 16 | 45 | 600 | Закалка 850 — 880oC, масло, Отпуск 585 — 650oC, |
| Твердость 35ХМ после отжига , ГОСТ 4543-71 | HB 10 -1 = 241 МПа |
| T | E 10- 5 | a 10 6 | l | r | C | R 10 9 |
| Град | МПа | 1/Град | Вт/(м·град) | кг/м3 | Дж/(кг·град) | Ом·м |
| 20 | 2.18 | 7820 | 328 | |||
| 100 | 2.16 | 12.3 | 40.6 | 7800 | 462 | 360 |
| 200 | 12.6 | 39.8 | 7770 | |||
| 300 | 2.05 | 12.9 | 38.5 | 7740 | 425 | |
| 400 | 1.95 | 13.9 | 37.3 | 7700 | 523 | |
| 500 | 1.86 | 14.4 | 7660 | 628 | ||
| 600 | 14.6 | |||||
| T | E 10- 5 | a 10 6 | l | r | C | R 10 9 |
Зарубежные аналоги материала Указаны как точные, так и ближайшие аналоги!
| США | Германия | Япония | Франция | Англия | Евросоюз | Италия | Бельгия | Испания | Китай | Швеция | Болгария | Венгрия | Польша | Румыния | Чехия | Финляндия | Австрия | Юж.Корея |
| — | DIN,WNr | JIS | AFNOR | BS | EN | UNI | NBN | UNE | GB | SS | BDS | MSZ | PN | STAS | CSN | SFS | ONORM | KS |
| 4137 | ||||||||||||||||||
| 4137H | ||||||||||||||||||
| G41300 | ||||||||||||||||||
| G41350 | ||||||||||||||||||
| G41370 | ||||||||||||||||||
| J13048 |
| 34CrMoS4 |
| 42CrMo4 |
| GS-34CrMo4 |
| SCM430 |
| SCM432 |
| SCM435 |
| SCM435H |
| SCM440H |
| 34CrMo4 |
| 34CrMo4RR |
| 35CD4 |
| 38CD4 |
| 34CrMo4 |
| 34CrMo4KD |
| 42CrMo4 |
| 34CrMo4KB |
| 35CrMo4 |
| 35CrMo4F |
|
|
|
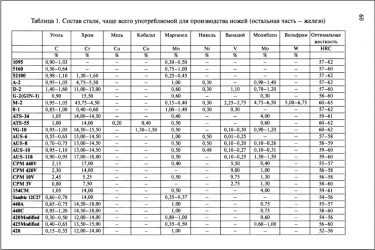
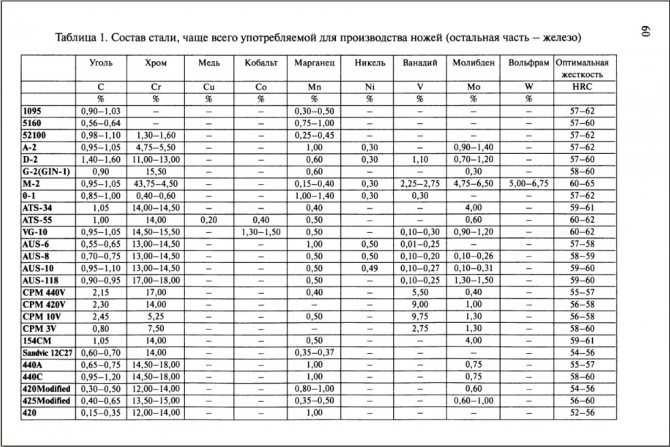
Как сделать нож из рессоры с помощью ковки
Все рессорно-пружинные стали, в том числе 65Г, объединяет одно качество: они прекрасно поддаются ковке. Ножи из рессорной стали, изготовленные ковкой, будут более надёжными и долговечными, потому что в процессе обработки происходит упрочнение металла за счёт пластической деформации и изменения макроструктуры.
Прежде чем проковать рессору, необходимо вырезать из неё профиль будущего клинка. Затем заготовку надёжно крепят, и нагревают до красна. Ковкой создаётся остриё и лезвие. Этим способом легко придать клинку требуемую форму, а также задать его ширину. Ковкой из рессоры хорошо удается изготавливать топоры и различные экзотические вещи, такие как мачете или меч.
Общие сведения о стали 65г
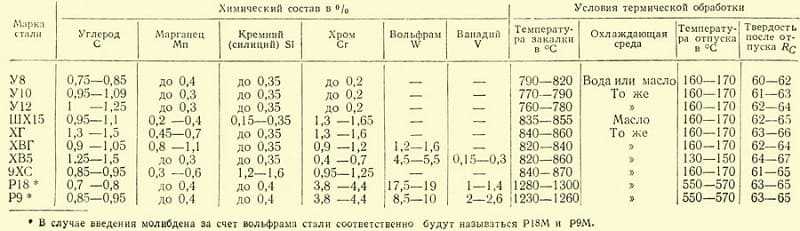
Такая сталь пользуется огромной популярностью из-за своей относительно низкой стоимости. Относится к пружинно-рессорному виду и отлично проходит процедуры воронения и чернения. Из-за своих особенностей применяется для изготовления метательных ножей, крайне редко используется для создания разделочных ножей. Связано это с тем, что такая сталь крайне быстро окисляется и покрывается ржавчиной.
Если говорить о закалке, то этот материал не боится перегрева. Однако, если температуры достаточно высокие, то ударная вязкость довольно быстро снижается, что в свою очередь неизбежно приводит к большому росту зерен в мелкой текстуре волокон.
Температура закаливания может быть разной (от 800 до 820 градусов Цельсия). Все зависит от сложности очертаний исходного изделия и показателей металла, необходимых для того или иного сценария использования.
За счет добавления Марганца, такой сплав еще называют раскисленной сталью, это касается абсолютно всех материалов, содержащих такой компонент. Свои свойства ножи приобретают в тех случаях, когда в процессе закаливания было достигнуто перлитное превращение.
Что такое отпускная хрупкость
Отпускная температура влияет на качество обработки — чем выше будет температура, тем выше будет качество обработки. Однако ученые-металлурги установили, что это правило имеет 2 исключения, когда повышение температуры приводит не к улучшению, а к ухудшению качества материала. Эти два исключения на практике часто называют островками отпускной хрупкости. К счастью, было придумано несколько эффективных, безопасных способов обойти эти островки, поэтому проблема отпускной способности не является значимой в современной металлургии. Рассмотрим каждый из островков по отдельности + узнаем о том, как их обойти.
Необратимая низкотемпературная хрупкость
Другое название — хрупкость первого рода. Возникает при длительной обработке материала при температуре от 250 до 300 градусов, а распространяется данная хрупкость на все типы стальных сплавов. Объяснение феномена: при нагреве в данном температурном диапазоне углерод начинает активно распределяться по поверхности кристаллической решетки. Однако распределение углерода происходит крайне неравномерно — это приводит к нарушению кристаллической структуры металла, что приводит к серьезному повышению хрупкости. Как ясно из названия, данная хрупкость является необратимой (то есть островки сохраняют стабильность в течение неограниченного времени, а испорченный материал годится только на переплавку). Методика борьбы с данной хрупкостью тривиальна — нужно использовать либо низкую, либо среднюю термическую обработку — но не «промежуточную» между ними.
Обратимая высокотемпературная хрупкость
Другое название — хрупкость второго рода. Возникает только при комбинации сразу трех факторов одновременно. Первый фактор — металл нагревается выше температуры 500 градусов (то есть данная хрупкость характерна для высокой отпускной обработки). Второй фактор — сталь является легированным сплавом с высоким содержанием хрома, марганца или никеля. Третий фактор — очень низкая скорость остывания. Объяснение феномена: при комбинации трех факторов также происходит неравномерное распределение атомов углерода, хрома, марганца и никеля, что приводит к нарушению кристаллической решетки сплава. Существует много способов борьбы с данной хрупкостью — рассмотрим два из них:
- Способ №1: после образования хрупкости происходит повторный нагрев материала до заданной температуры — только нагрев осуществляется в масляной среде, а охлаждение металла после отпуска осуществляется очень быстро.
- Способ №2: во время отпускной обработки в сплав дополнительно вносится вольфрам (около 1% от общей массы) либо молибден (0,3-0,4%) — после этого выполняется высокий отпуск по стандартной технологии.

Описание стали 65Г. Материал для производства ножей
Сталь 65Г, которая активно используется для изготовления ножей — это материал, который создан на основе сплава таких элементов, как углерод и железо
Здесь важно отметить, что пропорции этих двух веществ могут значительно отличаться, в зависимости от того, какие качества требуются от стали, а также зачем в дальнейшем она будет использоваться
Общая информация о продукте
Значимый пункт, включенный в характеристику стали 65Г — это низкая стоимость. Именно благодаря этому все изделия из данного сплава пользуются огромным спросом.
Сам по себе материал принадлежит к группе пружинно-рессорных сталей. Лучше всего вещество поддается таким операциям, как воронение и чернение. Благодаря особым качествам стали материал чаще всего используется для производства разных метательных ножей, редко, но, все же, используется для основы при сборке ножей разделочного типа. Редкое использование сплава связано с тем, что он достаточно быстро покрывается ржавчиной и окисляется.
Стоит отметить, что закалка стали 65Г — это одна из основных процедур, так как сплав практически не боится высоких температур. Единственный минус, который может возникнуть при слишком сильном перегрева, это снижение ударной вязкости.

Основные преимущества продукции
Среди основных плюсов стали 65Г можно выделить следующие:
- Огромный запас прочности. Это говорит о том, что даже при высоких механических нагрузках ножи не будут ломаться, деформироваться.
- Высокая устойчивость к ударным и деформирующим нагрузкам. Именно из-за этого качества материал чаще используется для создания метательных ножей или мечей, несколько реже для скальпелей медицинского типа.
- Заточка материала достаточно простая.
- Сопротивляемость разрыву также находится на высоком уровне.
Что касается маркировки стали, то цифра 65 указывает процентное содержание такого вещества, как углерод, в сотых долях процента, то есть 0,65 %. Буква «Г» указывает на то, что основным легирующим веществом стал марганец.






Отрицательные качества сплава
Известно, что сталь 65Г обладает и рядом отрицательных качеств, которые создают определенные ограничения в использовании сплава.
- Один из наиболее заметных минусов — это сильная подверженность коррозии из-за того, что сталь принадлежит к группе углеродосодержащих.
- Несмотря на то что сталь данной марки затачивается достаточно просто, она также легко и теряет данную заточку. По этой причине приходится постоянно следить за остротой режущей кромки и затачивать по необходимости.
- Достаточно много ограничений имеется в сфере применения.
Здесь стоит отметить, что как и преимущества, так и недостатки — это относительные свойства. Причислять их абсолютно к любому изделию из данного сплава нецелесообразно. Это легко объясняется тем, что каждый производитель стали использует технологию производства с некоторыми изменениями. Иногда состав не сильно отличается, а иногда разница практически во всем. Естественно, что и продукция в таком случае будет отличаться.

Особенности состава
Определенные свойства стали 65Г привели к тому, что она полностью непригодна для такой процедуры, как сварка. Однако даже несмотря на это сфера применения остается достаточно широкой, если не брать в расчет применение в качестве холодного оружия. Из такого сплава можно успешно изготавливать такие детали, как пружины, рессоры, металлические конструкции, разнообразные узлы и т. д. Используется сталь при сборке грузовых машин в качестве рессоры для заднего моста. Для того чтобы максимально долго избегать такого дефекта, как ржавчина, необходимо хранить изделия только в сухом месте, а также периодически покрывать их масляным составом.
Стоит отметить, что существует документ, который регламентирует основные качества этого продукта. Выпускается сталь 65Г по ГОСТу 14959-2016. Действие данного документа распространяется только на сталь, изготовленную либо горячекатанным прокатом, либо кованым.

Стоит выделить, что отсутствие большого количества элементов для легирования состава делает его достаточно дешевым. Кроме того, закалка стали 65Г улучшает такие параметры, как стойкость к износу, высокая ударная вязкость и некоторые другие. Закалка происходит при температуре 800-830 градусов по Цельсию, с последующим отпуском при температуре 160-200 градусов по Цельсию.
fb.ru
Сталь 65Г — характеристика, химический состав, свойства, твердость
| Заменитель |
| стали: 70, У8А, 70Г, 60С2А, 9Хс, 50ХФА, 60С2, 55С2. |
| Вид поставки |
| Сортовой прокат, в том числе фасонный: ГОСТ 14959-79, ГОСТ 2590-71, ГОСТ 2591-71, ГОСТ 2879-69, ГОСТ 7419.0-78 — ГОСТ 7419.8-78. Калиброванный пруток ГОСТ 14959-79, ГОСТ 7417-75, ГОСТ 8559-75, ГОСТ 8560-78, ГОСТ 1051-73. Шлифованный пруток и серебрянка ГОСТ 14955-77, ГОСТ 7419.0-78 — ГОСТ 7419.8-78. Лист толстый ГОСТ 1577-81. Лента ГОСТ 1530-78, ГОСТ 2283-79, ГОСТ 21996-76, ГОСТ 21997-76, ГОСТ 10234-77, ГОСТ 19039-73. Полоса ГОСТ 103-76, ГОСТ 4405-75. Проволока ГОСТ 11850-72. Поковки и кованые заготовки ГОСТ 1133-71. |
| Назначение |
| пружины, рессоры, упорные шайбы, тормозные ленты, фрикционные диски, шестерни, фланцы, корпусы подшипников, зажимные и подающие цанги и другие детали, к которым предъявляются требования повышенной износостойкости, и детали, работающие без ударных нагрузок. |
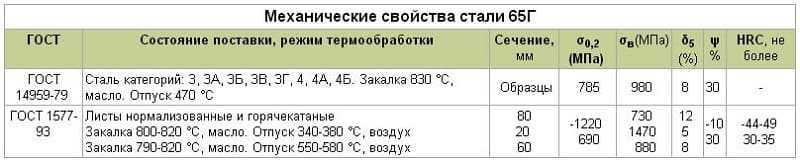
Механические свойства
Механические свойства
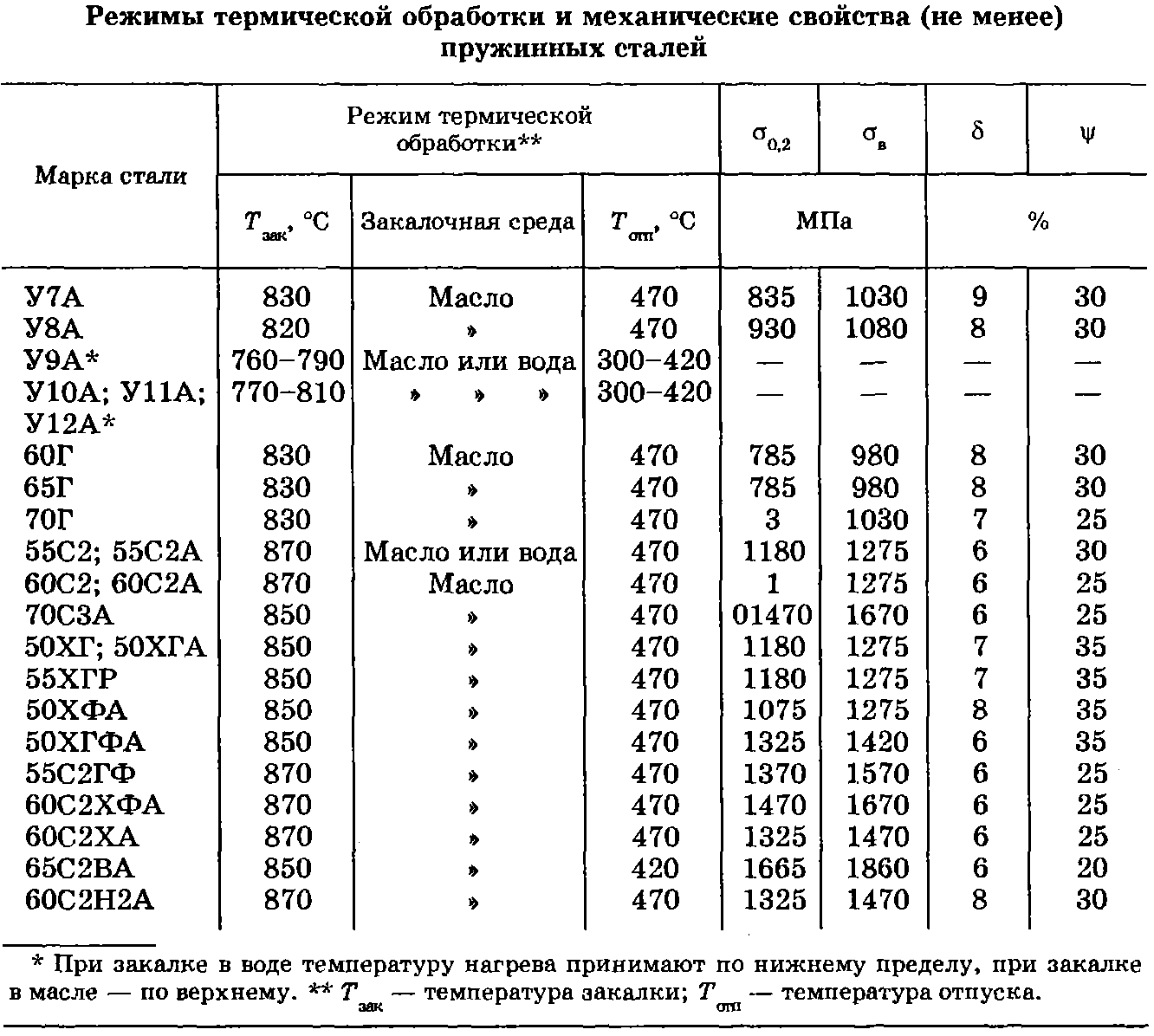
| Термообработка, состояние поставки | Сечение, мм | s0,2, МПа | sB, МПа | d5, % | y, % | HRCэ |
| Сталь категорий: 3,3А,3Б,3В,3Г,4,4А,4Б. Закалка 830 °С, масло, отпуск 470 °С. | Образцы | 785 | 980 | 8 | 30 | |
| Листы нормализованные и горячекатаные | 80 | 730 | 12 | |||
| Закалка 800-820 °С, масло. Отпуск 340-380 °С, воздух. | 20 | 1220 | 1470 | 5 | 10 | 44-49 |
| Закалка 790-820 °С, масло. Отпуск 550-580 °С, воздух. | 60 | 690 | 880 | 8 | 30 | 30-35 |
Механические свойства при повышенных температурах
| t испытания, °C | s0,2, МПа | sB, МПа | d5, % | y, % |
| Закалка 830 °С, масло. Отпуск 350 °С. | ||||
| 200 | 1370 | 1670 | 15 | 44 |
| 300 | 1220 | 1370 | 19 | 52 |
| 400 | 980 | 1000 | 20 | 70 |
Механические свойства в зависимости от температуры отпуска
| t отпуска, °С | s0,2, МПа | sB, МПа | d5, % | y, % | KCU, Дж/м2 | HRCэ |
| Закалка 830 °С, масло. | ||||||
| 200 | 1790 | 2200 | 4 | 30 | 5 | 61 |
| 400 | 1450 | 1670 | 8 | 48 | 29 | 46 |
| 600 | 850 | 880 | 15 | 51 | 76 | 30 |
Технологические свойства
| Температура ковки |
| Начала 1250, конца 780-760. Охлаждение заготовок сечением до 100 мм производится на воздухе, сечения 101-300 мм — в мульде. |
| Свариваемость |
| не применяется для сварных конструкций. КТС — без ограничений. |
| Обрабатываемость резанием |
| В закаленном и отпущенном состоянии при НВ 240 и sB = 820 МПа Ku тв.спл. = 0,85, Ku б.ст. = 0,80. |
| Склонность к отпускной способности |
| склонна при содержании Mn>=1\% |
| Флокеночувствительность |
| малочувствительна |
Ударная вязкость
Ударная вязкость, KCU, Дж/см2
| Состояние поставки, термообработка | +20 | -20 | -30 | -70 | |
| Закалка 830 С. Отпуск 480 С. | 110 | 69 | 27 | 23 | 12 |
Предел выносливости
| s-1, МПа | t-1, МПа | sB, МПа | s0,2, МПа | Термообработка, состояние стали |
| 725 | 431 | Закалка 810 С, масло. Отпуск 400 С. | ||
| 480 | 284 | Закалка 810 С, масло. Отпуск 500 С. | ||
| 578 | 1470 | 1220 | НВ 393-454 | |
| 647 | 1420 | 1280 | НВ 420 | |
| 725 | 1690 | 1440 | НВ 450 |
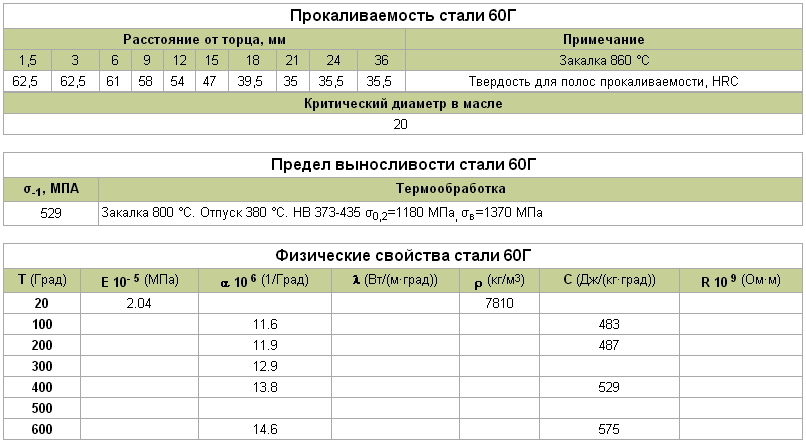
Прокаливаемость
Закалка 800 °С.
| Расстояние от торца, мм / HRC э | |||||||||
| 1.5 | 3 | 4.5 | 6 | 9 | 12 | 15 | 18 | 27 | 39 |
| 58,5-66 | 56,5-65 | 53-64 | 49,5-62,5 | 41,5-56 | 38,5-51,5 | 35,5-50,5 | 34,5-49,5 | 35-47,5 | 31-45 |
| Кол-во мартенсита, % | Крит.диам. в воде, мм | Крит.диам. в масле, мм | Крит. твердость, HRCэ |
| 50 | 30-57 | 10-31 | 52-54 |
| 90 | До 38 | До 16 | 59-61 |
Физические свойства
| Температура испытания, °С | 20 | 100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | 900 |
| Модуль нормальной упругости, Е, ГПа | 215 | 213 | 207 | 200 | 180 | 170 | 154 | 136 | 128 | |
| Модуль упругости при сдвиге кручением G, ГПа | 84 | 83 | 80 | 77 | 70 | 65 | 58 | 51 | 48 | |
| Плотность, pn, кг/см3 | 7850 | 7830 | 7800 | 7730 | ||||||
| Коэффициент теплопроводности Вт/(м ·°С) | 37 | 36 | 35 | 34 | 32 | 31 | 30 | 29 | 28 | |
| Температура испытания, °С | 20- 100 | 20- 200 | 20- 300 | 20- 400 | 20- 500 | 20- 600 | 20- 700 | 20- 800 | 20- 900 | 20- 1000 |
| Коэффициент линейного расширения (a, 10-6 1/°С) | 11.8 | 12.6 | 13.2 | 13.6 | 14.1 | 14.6 | 14.5 | 11.8 | ||
| Удельная теплоемкость (С, Дж/(кг · °С)) | 490 | 510 | 525 | 560 | 575 | 590 | 625 | 705 |
Достоинства и недостатки
Положительные стороны:
- Малый удельный вес.
- Высокая прочность.
- Долговечность. Срок службы при нормальных условиях эксплуатации — более 30 лет.
- Широкий температурный диапазон для применения без деформирования структуры (-70 — +425 °C).
- Хорошая свариваемость. При сварке не изменяется зернистость, сохраняется пластичность.
- Отсутствие отпускной хрупкости.
- Экономичность.
- Устойчивость к механическим воздействиям.
- Простота обработки.
У данного материала есть один существенный недостаток — низкая устойчивость к образованию ржавчины. Это сужает области применения сплава.
Закалка и отпуск заготовки для ножа
Для проведения закалки ножа из напильника следует подготовить горелку, позволяющую получить максимально высокие температурные значения, ёмкость с отработанным маслом, магнит и стекло для проверки качества закаливания. Прогревание металла горящей горелкой должно охватывать всю площадь клинка и поверхность прилегающей к нему ручки на протяжении 30 мм. Участок стилета, на котором будут расположены накладки рукоятки, не закаливают. Прогревание должно быть равномерным, без перегрева.
Проверка правильности закаливания проводится магнитом — при достижении нужной температуры металл перестаёт реагировать на его приближение. Когда у равномерно окрашенной железной детали отсутствие реакции будет достигнуто, прогревание продолжают ещё 3−4 минуты, после чего опускают в масло для охлаждения. Получить лучший эффект можно, дополнительно установив сосуд с маслом в холодную воду. Закалённый таким образом клинок должен оставлять царапины на стекле.
Процедура закалки приводит к появлению высокого внутреннего давления в металле. Это может способствовать образованию трещин на полотне клинка при его заточке. Убрать повышенное внутреннее напряжение позволяет отпуск стали (при этом немного снизится и твёрдость материала). Чтобы отпустить металл, заготовку кладут в духовой шкаф на 1,5 часа, установив температуру нагрева 200 ° С. Охлаждение клинка должно быть постепенным, его не вынимают из духовки до её полного остывания.




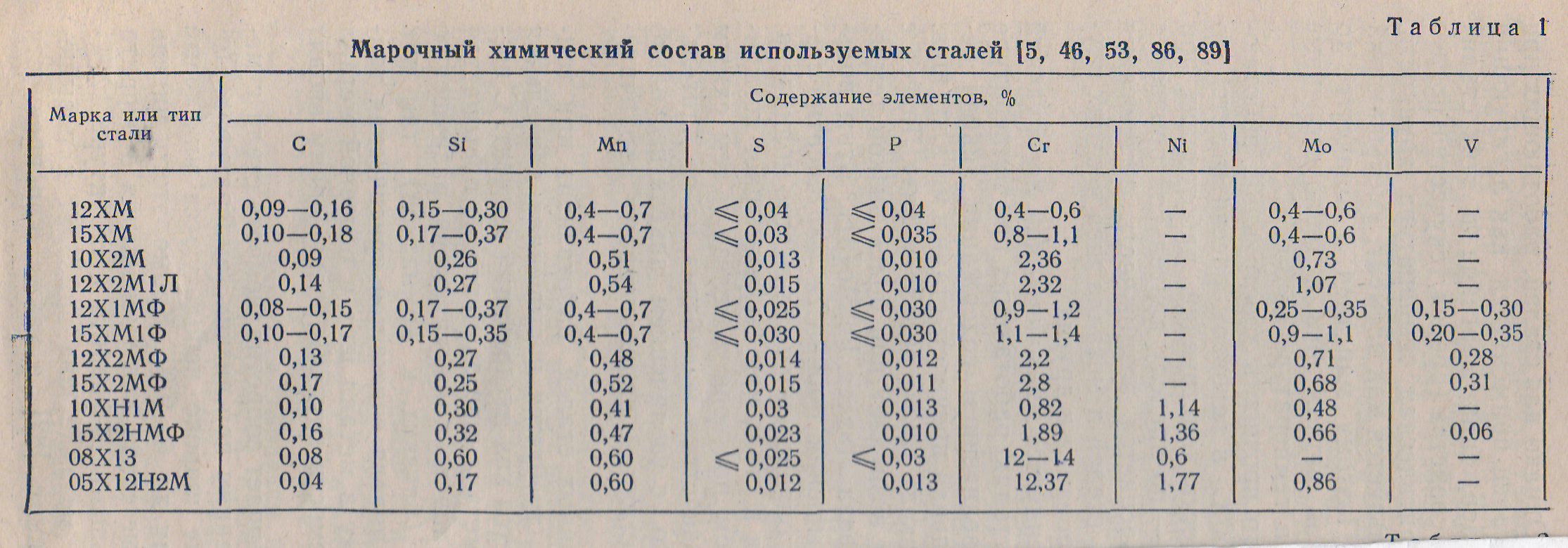
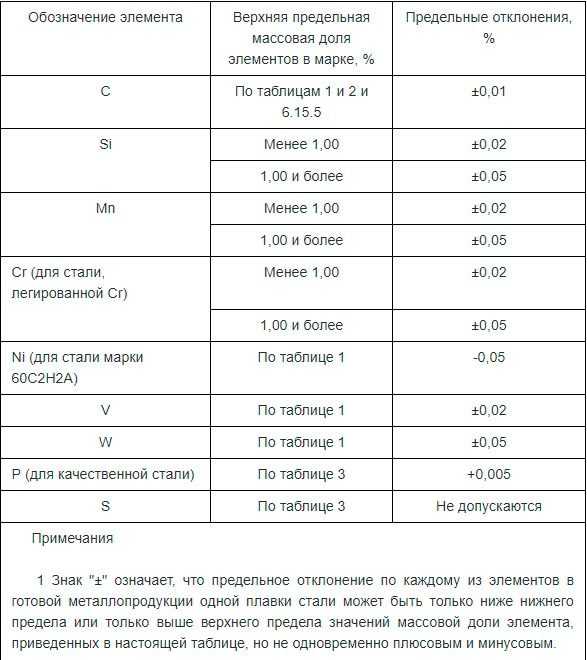
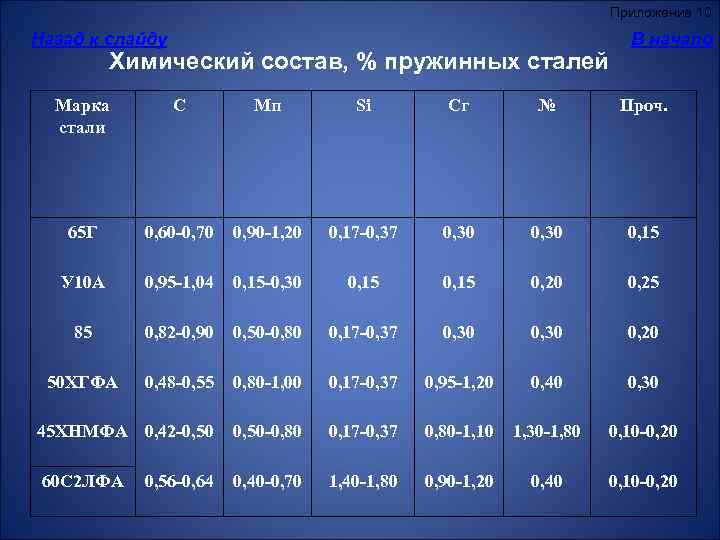
Химический состав
В состав марки 65Г входят следующие вещества:
- до 0,65% углерода (С);
- до 1,2% марганца (Мn);
- до 0,4% кремния (Si);
- до 0,2% меди (Си);
- до 0,25% хрома (Сг);
- до 0,035% фосфора (Р);
- до 0,035% серы (S);
- до 0,25% никеля (Ni).

Расшифровка стали
Буква Г означает, что основной легирующий элемент — марганец, а цифра 65 — это процентное содержание углерода в сплаве в сотых долях (0,65%)
Наличие марганца в таком количестве увеличивает упругость стали и ее сопротивление на разрыв.
ГОСТ
Эта сталь выпускается на основании ГОСТ14959-2016.
Действие этого документа относится к горячекатанному и кованному прокату. Кроме того, он регламентирует такую продукцию, как специальный прокат, который предназначен для производства пружинной и рессорной продукции. Этот ГОСТ нормирует химический состав проката.
Производители выпускают следующую номенклатуру продукции:
- сортовой прокат, в т. ч. фасонный — ГОСТ 14959-79;
- пруток калиброванный — ГОСТ 1051-73;
- серебрянка — ГОСТ 14955-77.
Кроме тог,о металлургические предприятия выпускают лист разной толщины, круги, полосы, прутки прочие виды изделий.
Общие параметры
Вещества, входящие в этот материал и дальнейшая его термообработка обеспечивает:
- высокую стойкость к износу;
- хорошая ударная вязкость;
- сопротивление на разрыв;
- высокая стойкость к воздействию ударов.
Отсутствие большого количества легирующих элементов позволяет обеспечить относительно низкую цену этой стали.
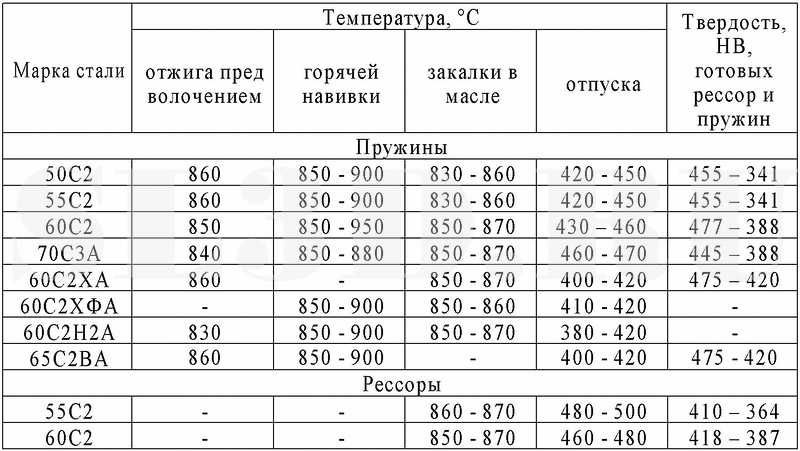
Для получения заданных параметров сталь марки 65Г закаливают при температуре от 800 до 830 ºC. Отпуск выполняют при температуре от 160 до 200 ºC, такой отпуск называют высоким. Охлаждение выполняют на воздухе. Такие режимы термической обработки позволяют получить изделие с твёрдостью поверхности 45- 47 по HRC.
Технолог, проектируя процесс термообработки должен помнить, сталь 65Г и ее аналоги не опасаются перегрева, но при выполнении закаливания в верхних точках температурного диапазона может снизиться ударная вязкость.
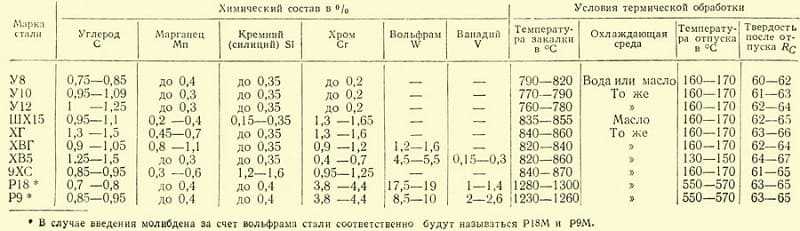
Расшифровка маркировки
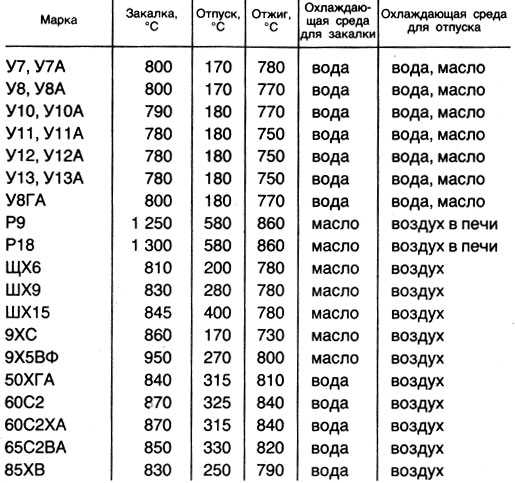
Состав стали стараются кратко внести в её название. Для стали У7А наименование содержит следующие данные:
- первая буква «У» говорит, что перед нами высокопрочная и нелегированная сталь;
- следующая цифра «7» означает процентное содержание углерода в сплаве, в конкретном случае, оно составляет 0,7%;
- последняя буква «А» сообщает нам о высококачественном материале с содержанием вредных примесей, фосфора и серы в минимальном количестве, не более 0,025%.
Реже встречаются маркировки «АА» или «А-А», так обозначается наиболее чистый сплав с вредной долей примесей до 0,015%. Допустимое значение примесей в сплаве У7, без дополнительных маркировок составляет 0,035%. Некоторые разновидности инструментальных нелегированных сталей с повышенным содержанием марганца, могут дополнительно помечаться буквой «Г», и наименование будет выглядеть так – У8ГА.
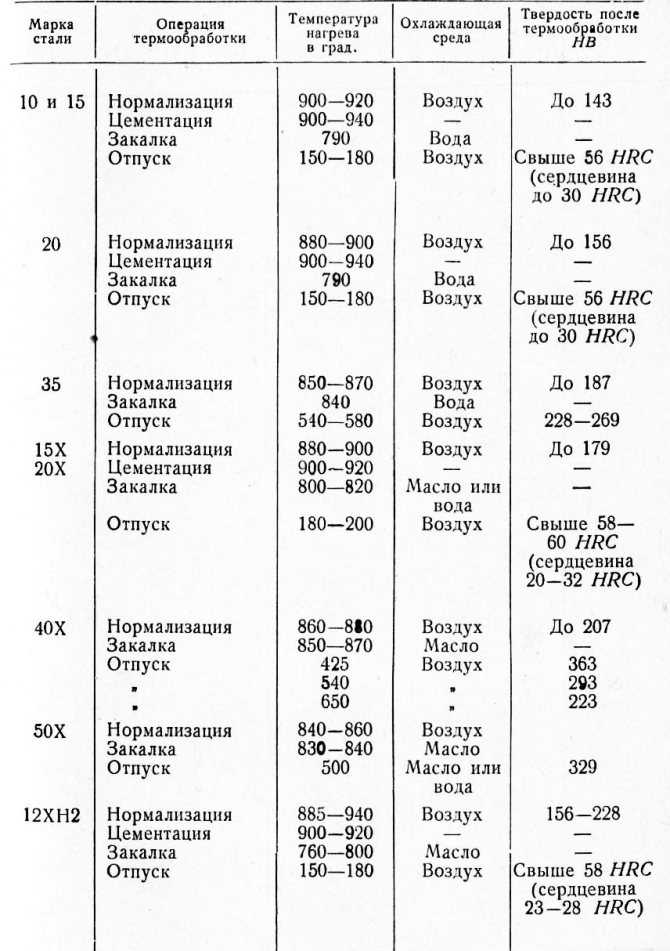
Термообработка
Для приобретения мелкозернистой структуры, закаливание стали У7А производят в воде. Но лучшим считается резкое остужение в масле. Закалку нельзя осуществлять в масляной отработке. Такое масло содержат в себе разрушенные молекулы углеводородов.
Они склонны полимеризоваться, таким образом, нарушается технологический процесс закаливания. Сталь может стать недозакалённой, либо опущенной. После закалки сплав У7 подвергается отпуску при температуре в 420 °C.
При условии правильного процесса термообработки сплав приобретает твёрдость в 65 HRC. Деформация при околопиковом воздействии в 500 МПа на заготовку увеличивает скорость её изменения формы до 1 см/мин. Отжиг деталей производится при температуре в 760 °C.
Сталь У7А плохосвариваема, поэтому сварные работы с ней необходимо проводить при предварительном подогреве деталей до 150 °C. Такая характеристика сплава связанна с минимальным количеством хрома, который формирует прочную оксидную плёнку на его поверхности.
Приходится зачищать и подогревать соединяемые заготовки. В противном случае сварочный шов будет ломким, а в ответственных конструкциях это недопустимо. Поэтому сплав не применяется в местах где присутствуют постоянные большие нагрузки.
По мере удаления точки измерений в разогретом до температуры закаливания состоянии от поверхности заготовки твёрдость опускается с 43 HRC, а ближе к середине и вовсе падает до 29 HRC. Но после правильно проведённого процесса термообработки сплав принимает твёрдость в 65 HRC.
Ножи из стали У7А.
Защита изделия от окалины и обезуглероживания
Для изделий, поверхности которых после термообработки не шлифуются, выгорание углерода и образование окалины недопустимо. Защищают поверхности от подобного брака применением защитных газов, подаваемых в полость электропечи. Разумеется, такой прием возможен только в специальных герметизированных печах. Источником подаваемого в зону нагрева газа служат генераторы защитного газа. Они могут работать на метане, аммиаке и других углеводородных газах.

Если защитная атмосфера отсутствует, то изделия перед нагревом упаковывают в тару и засыпают отработанным карбюризатором, чугунной стружкой (термисту следует знать, что древесный уголь не защищает инструментальные стали от обезуглероживания). Чтобы в тару не попадал воздух, ее обмазывают глиной.
Соляные ванны при нагреве не дают металлу окисляться, но от обезуглероживания не защищают. Поэтому на производстве их раскисляют не менее двух раз в смену бурой, кровяной солью или борной кислотой. Соляные ванны, работающие на температурах 760 – 1000 градусов Цельсия, весьма эффективно раскисляются древесным углем. Для этого стакан, имеющий множество отверстий по всей поверхности, наполняют просушенным углем древесным, закрывают крышкой (чтобы уголь не всплыл) и после подогрева опускают на дно соляной ванны. Сначала появляется значительное количество языков пламени, затем оно уменьшается. Если в течение смены таким способом трижды раскислять ванну, то нагреваемые изделия будут полностью защищены от обезуглероживания.
Степень раскисления соляных ванн проверяется очень просто: обычное лезвие, нагретое в ванне в течение 5 – 7 минут в качественно раскисленной ванне и закаленное в воде, будет ломаться, а не гнуться.
Физические свойства стали У7А
Сталь У7 и У7А не используют для сварки он не свариваемый. Шлифуется сплав довольно хорошо. Но он подвержен отпускной хрупкости, а также металл склонен к поражению флокенами. Ковка заготовок начинает производиться при температуре в 1150 °C с последующим понижением её до 800 °C.
Количество примесей напрямую влияет на физические свойства сплава, рассмотрим их:
- избыток фосфора влияет на хрупкость стали при пониженных температурах, это свойство называется – хладноломкость;
- а вот избыток серы повышает хрупкость заготовки при повышенных температурах, это называется – красноломкость;
- марганец в составе сплава положительно влияет на ковкость материала, но при его процентном увеличении в стали приведёт к хрупкости и растрескиванию заготовки.