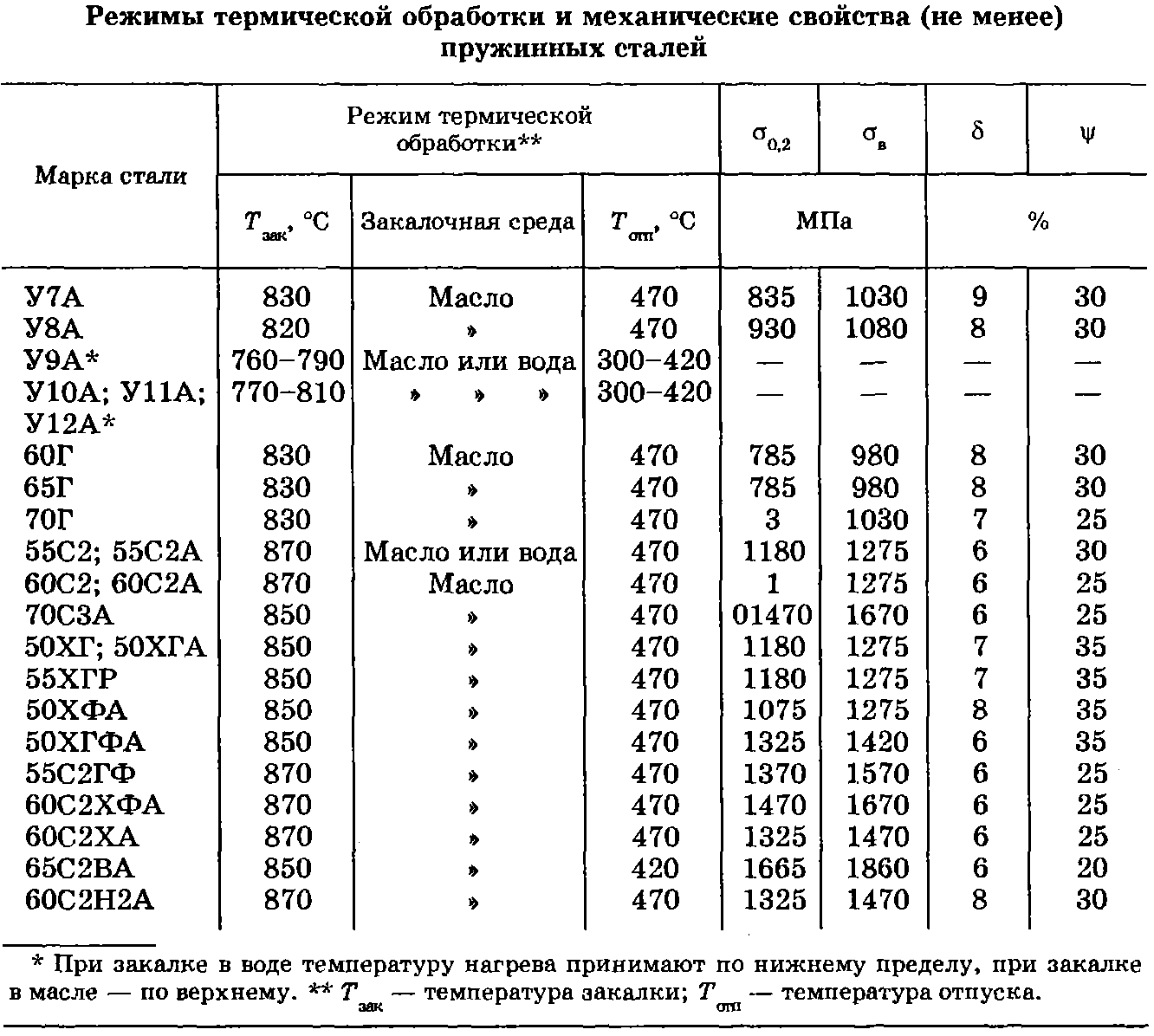
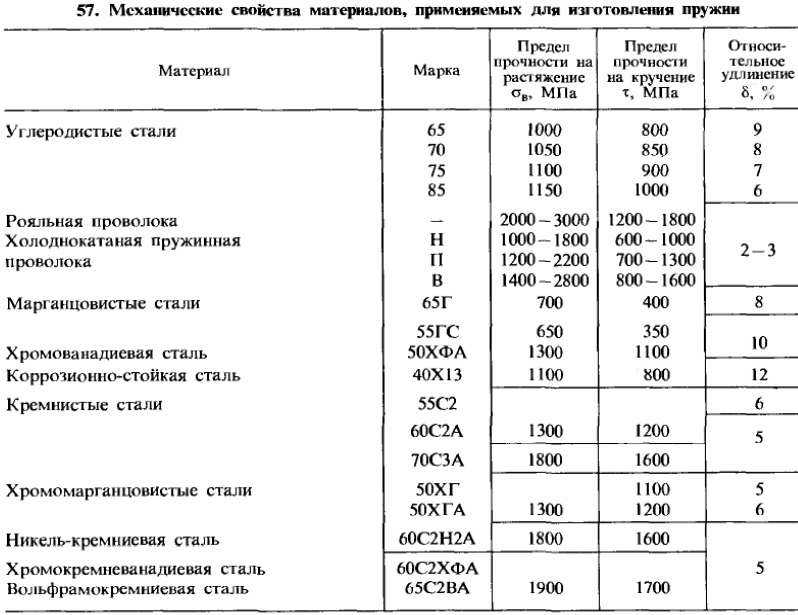
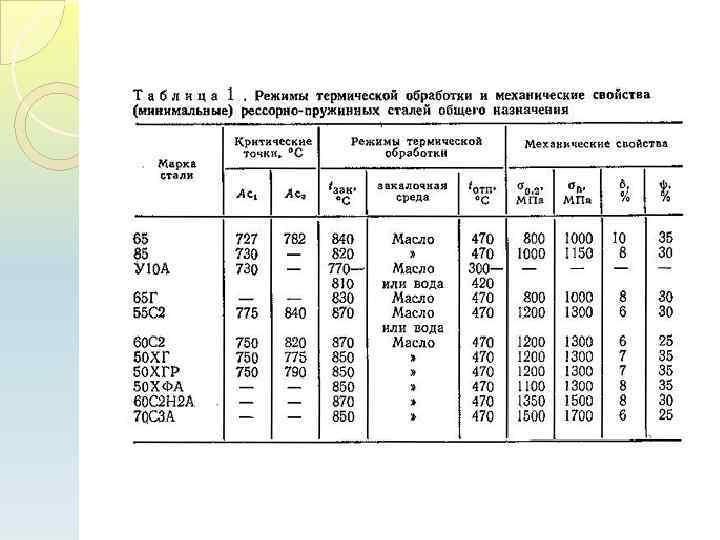
Характеристики пружинных сталей
Пружинные стали характеризуются повышенным пределом текучести (δВ) и упругости. Это важнейшая характеристика металла — выдерживать механические нагрузки без изменений своей первоначальной формы. Т.е. металл, подвергающийся растяжению или наоборот сжатию (упругой деформации), после снятия с него действующих сил, должен оставаться в первоначальной форме (без остаточной деформации).
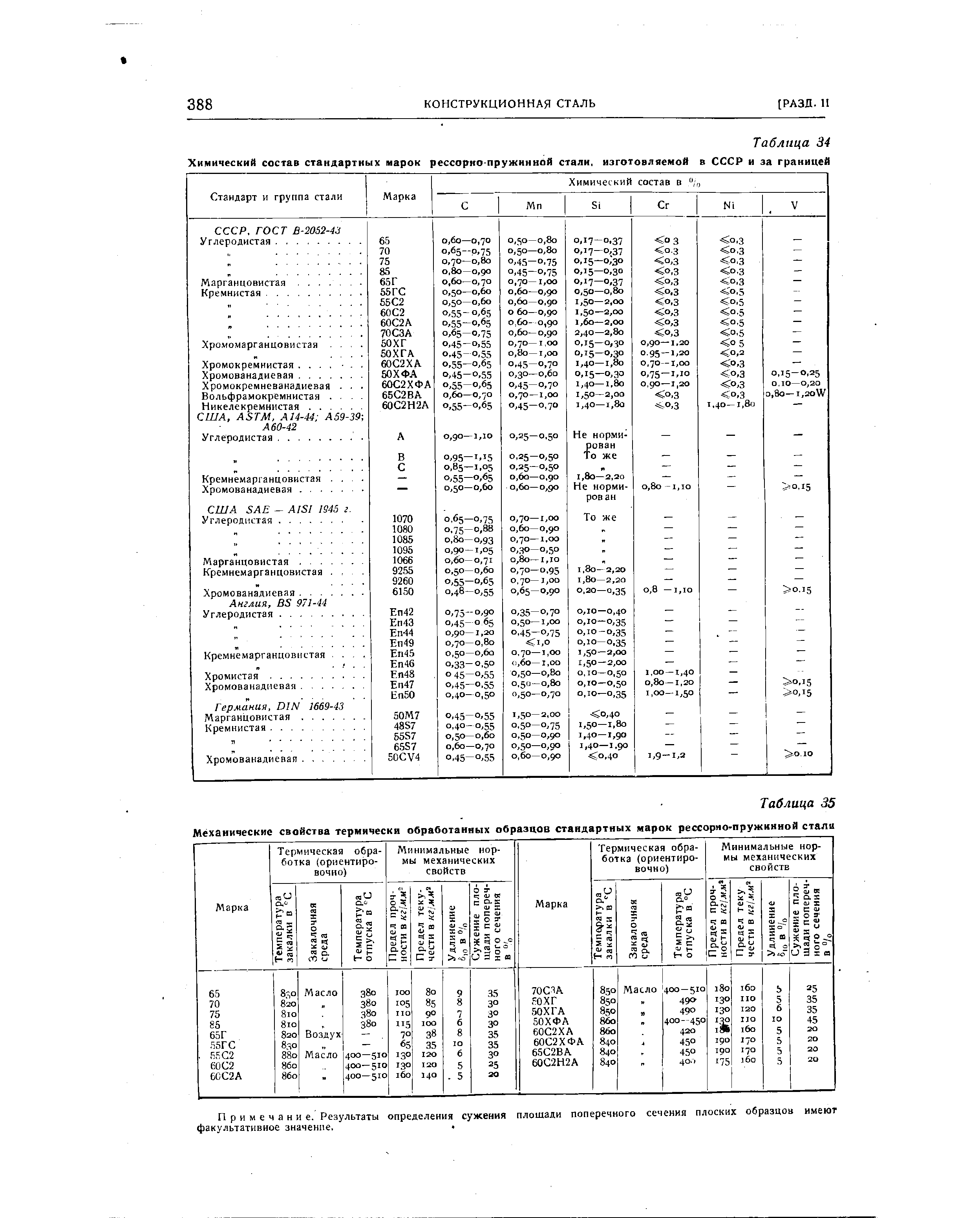
Марки и область применения пружинной стали
По наличию дополнительных свойств пружинная сталь подразделяется на легированную (нержавеющую) и углеродистую. За основу легированной стали берется углеродистая с содержанием С 65-85 % и легируется 4 основными элементами, всеми или выборочно, каждый из которых вносит свои особенности:
- хром;
- марганец;
- кремний;
- вольфрам.
Хром — при концентрации более 13 % работает на обеспечение коррозионной стойкости металла. При концентрации хрома около 30 % изделие может работать в агрессивных средах: кислотной (кроме серной кислоты), щелочной, водной. Коррозионная пружинная сталь всегда легируется вторым сопутствующим элементом — вольфрамом и/ или марганцем. Рабочая t до 250 °C.
Вольфрам — тугоплавкое вещество. При попадании его порошка в расплав, образует многочисленные центры кристаллизации, измельчая зерно, что приводит к повышению пластичности без потери прочности. Это привносит свои плюсы: качество такой структуры остается очень высоким при нагреве и интенсивном истирании поверхности. При термической обработке этот элемент сохраняет мелкозернистую структуру, исключает разупрочнение стали при нагреве (в процессе эксплуатации) и дислокацию. Во время закалки увеличивает прокаливаемость, в результате чего структура получает однородность на большую глубину, что в свою очередь увеличивает эксплуатационный срок изделия.
Марганец и кремний — обычно участвуют в легировании обоюдно, причем соотношение всегда увеличивается в пользу марганца, примерно до 1,5 раз. Т. е. если содержание кремния 1 %, то марганец добавляется в количестве 1,1-1,5 %.
Тугоплавкий кремний является не карбидообразующим элементом. При попадании его в расплав одним из первых принимает участие в кристаллизации, выталкивая при этом карбиды углерода к границам зерен, что соответственно приводит к упрочнению металла.
Марганец можно назвать стабилизатором структуры. Одновременно искажая решетку металла и упрочняя его, марганец устраняет излишнюю прочность кремния.
В некоторые марки сталей (при работе изделия в высокотемпературных условиях, при t выше 300 ºC) в сталь присаживают никель. Он исключает образование карбидов хрома по границам зерен, которые приводят к разрушению матрицы.
Ванадий также может являться легирующим элементом, его функция похожа на действие вольфрама.
В пружинных марках оговаривается такой элемент как медь, содержание ее не должно превышать 0,15 %. Т. к. являясь легкоплавким веществом, медь концентрируется на границах зерен, снижая прочность.
К пружинным маркам относят: 50ХГ, 3К-7, 65Г, 65ГА, 50ХГФА, 50ХФА, 51ХФА, 50ХСА, 55С2, 55С2А, 55С2ГФ, 55ХГР, 60Г, 60С2, 60С2А, 605, 70, 70Г ,75, 80, 85, 60С2ХА, 60С2ХФА, 65С2ВА, 68А, 68ГА, 70Г2, 70С2ХА, 70С3А, 70ХГФА, SH, SL, SM, ДМ, ДН, КТ-2.
Марки такой стали используются для изготовления не только пружин и рессор, хотя это основное их назначение, которое характеризует основное свойство. Их применяют везде, где есть необходимость предать изделию упругость, одновременно пластичность и прочность. Все детали, которые изготавливают из этих марок, подвержены: растяжению и сжатию. Многие их них испытывают нагрузки, периодически сменяющие друг друга, причем с огромной циклической частотой. Это:
- корпуса подшипников, которые испытывают в каждой точке сжатие и растяжение с высокой периодичностью;
- фрикционные диски, испытывающие динамические нагрузки и сжатие;
- упорные шайбы, основное время они испытывают нагрузки на сжатие, но к ним можно присовокупить и резкое изменение на растяжение;
- тормозные ленты, для которых одним из главнейших задач является упругость при многократно повторяющемся растяжении. При такой динамике с усиленным старением и износом более прочная сталь (с меньшей упругостью) подвержена быстрому старению и внезапному разрушению.
Тоже касается и шестерней, фланцев, шайб, цанг и т. д.
Химический состав
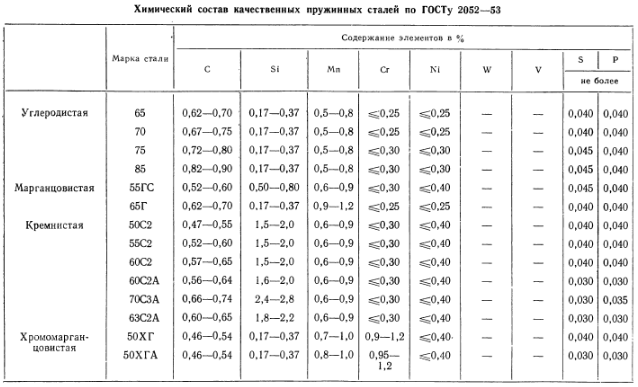
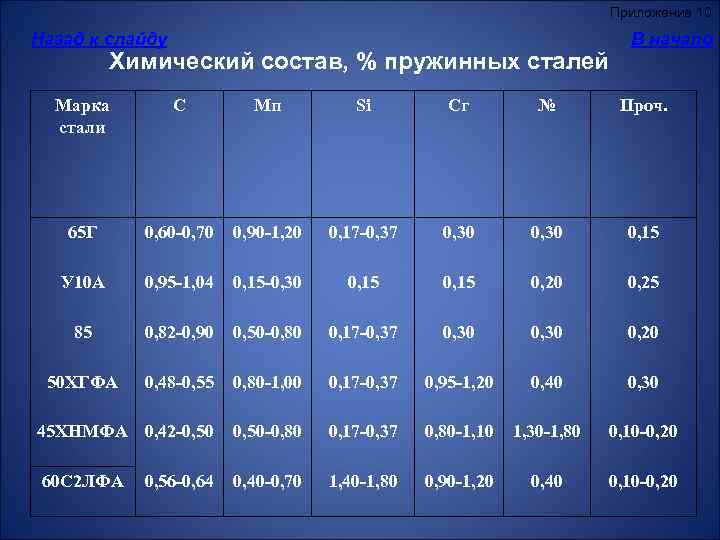
В состав марки 65Г входят следующие вещества:
- до 0,65% углерода (С);
- до 1,2% марганца (Мn);
- до 0,4% кремния (Si);
- до 0,2% меди (Си);
- до 0,25% хрома (Сг);
- до 0,035% фосфора (Р);
- до 0,035% серы (S);
- до 0,25% никеля (Ni).

Расшифровка стали
Буква Г означает, что основной легирующий элемент — марганец, а цифра 65 — это процентное содержание углерода в сплаве в сотых долях (0,65%)
Наличие марганца в таком количестве увеличивает упругость стали и ее сопротивление на разрыв.
ГОСТ
Эта сталь выпускается на основании ГОСТ14959-2016.
Действие этого документа относится к горячекатанному и кованному прокату. Кроме того, он регламентирует такую продукцию, как специальный прокат, который предназначен для производства пружинной и рессорной продукции. Этот ГОСТ нормирует химический состав проката.
Производители выпускают следующую номенклатуру продукции:
- сортовой прокат, в т. ч. фасонный — ГОСТ 14959-79;
- пруток калиброванный — ГОСТ 1051-73;
- серебрянка — ГОСТ 14955-77.
Кроме тог,о металлургические предприятия выпускают лист разной толщины, круги, полосы, прутки прочие виды изделий.
Режимы закалки стали 65Г
Для соблюдения тех характеристик, которые заданы техническими условиями на эксплуатацию деталей, при выборе режима закалки учитывают следующие составляющие:
- способ и оборудование для нагрева изделий до требуемых температур;
- установление нужного температурного диапазона закалки;
- выбор оптимального времени выдержки при данной температуре;
- выбор вида закалочной среды;
- технологию охлаждения детали после закалки.
Интенсивность нагревания предопределяет качество получаемой структуры. Для малолегированных сталей процесс ведут достаточно быстро, поскольку при этом минимизируется риск обезуглероживания материала, и, как следствие, потеря деталью своих прочностных параметров. Однако чересчур быстрый нагрев вызывает к жизни иные неприятности. В частности, для крупных деталей, с большими перепадами поперечных сечений это может вызвать неравномерное прогревание металла, с перспективой дальнейшего появления закалочных трещин, выкрашивания углов и кромок.
Температура заготовки в зависимости от цвета при нагреве
Для достижения максимальной степени равномерности нагрева сталь сначала подогревают в предварительных камерах термических печей до температур, несколько ниже закалочных – от 550 до 700 °С, и только потом деталь направляется непосредственно в закалочную печь. Быстрее всего нагрев осуществляется в расплавах солей, медленнее – в газовых печах, и ещё медленнее – в электрических печах. Именно поэтому поверхностная закалка изделий из стали 65Г в индукционных печах выполняется достаточно редко. Индуктор, как закалочный агрегат, используется лишь для изделий с малым поперечным сечением. При выборе вида нагревательного устройства важен также состав атмосферы, которая в нём создаётся. В частности, для термических печей, работающих на газе, стараются всемерно снижать длительность пребывания детали в печи, поскольку в противном случае происходит выгорание части углерода поверхностного слоя.
Исходя из нормируемой для стали 65Г температуры закалки в 800…820 °С, предельная величина обезуглероженного слоя не должна быть более 50…60 мкм.
Температурный диапазон закалочных температур может корректироваться в зависимости от конфигурации изделия. Например, если деталь имеет сложные очертания, малые габариты и изготовлена из листового металла, то оптимальной температурой будет нижняя граница указанного выше диапазона. Управляя температурой закалки (например, с помощью автоматических датчиков температуры), можно менять толщину закалённого слоя и величину зоны, которая прокалилась менее остальных. К подобным техническим решениям прибегают, когда различные части детали работают в разных эксплуатационных условиях.
Сталь 65Г не боится перегрева, однако при закалке по верхнему значению температурного диапазона ударная вязкость материала начинает уменьшаться, что сопровождается ростом зерён в микроструктуре.
Для снижения коробления деталей, которые имеют тонкие рёбра и перемычки, пользуются нагревом в соляных закалочных ваннах. Чаще применяют расплав хлористого натрия, а для раскисления в рабочий объём ванны добавляют буру или ферросилиций.
Выдержка при закалке изделий из стали 65Г при заданном температурном интервале происходит до тех пор, пока полностью не произойдёт перлитное превращение. Этот процесс зависит от размера поперечного сечения детали и способа нагрева. Для наиболее употребительных случаев можно воспользоваться данными таблицы: Временя нагрева и выдержки в зависимости от закалочной среды и габаритов заготовки
| Наибольший габаритный размер детали, мм | Закалка в пламенной печи | Закалка в электропечи | ||
| Время нагрева, мин | Время выдержки, мин | Время нагрева, мин | Время выдержки, мин | |
| До 50 | 40 | 10 | 50 | 10 |
| До 100 | 80 | 20 | 88 | 20 |
| До 150 | 120 | 30 | 130 | 30 |
| До 200 | 160 | 40 | 175 | 40 |
Охлаждение изделий после закалки производят не в воду, а в масло, это позволяет избежать возможной опасности растрескивания.
Производство и применение пружинной стали
При производстве пружинной стали получается материал с большим пределом текучести. Благодаря этому свойству все изделия, изготавливаемые из этого материала, способны принимать исходную форму даже после скручивания или значительного изгиба. Именно для производства упругих изделий, не испытывающих остаточную деформацию, и предназначаются эти материалы.
Сферы использования
Пружинная сталь — это низколегированный сплав
Из пружинной стали изготавливается широкий ассортимент изделий и деталей, используемых в транспортных средствах, агрегатах и заводском оборудовании. Торсионы и рессоры, которые можно встретить в подвесках автомобилей и бронетехники, изготавливаются из стали марок 55C2, 60C2A и 70C3A. С недавнего времени для этих же целей стала использоваться сталь марки 50ХФА. Из нее же обычно изготавливаются клапана для пружин.
Детали для транспортных средств – не единственная сфера, в которой применяется пружинная сталь. Материалы из этой категории используются для изготовления отмычек, пружин для фрикционных дисков, а также для разного рода механизмов, в том числе производственных. Для тех или иных изделий и пружин подходит сталь определенных марок. Между ними есть большие отличия в плане важных эксплуатационных характеристик:
Примеры применения конструкционных легированных сталей
- 50ХГФА – применяются для создания часовых пружин;
- 55C2 – рессоры и пружины, используемые в подвеске транспортных средств;
- 60Г, 65 – для изготовления износостойких и вибростойких пружин, упорных шайб;
- KT-2 – для проката холоднокатаной проволоки.
Существуют и другие многочисленные марки, причем многие из них способны взаимозаменять друг друга. Например, сталь марки 68 может применяться вместо 65ГА, а сталь марки 70(Г) отлично заменяет 60Г. В ГОСТ можно обнаружить таблицы, в которых приведены все существующие марки с их режимами обработки и свойствами.
Состав и производство
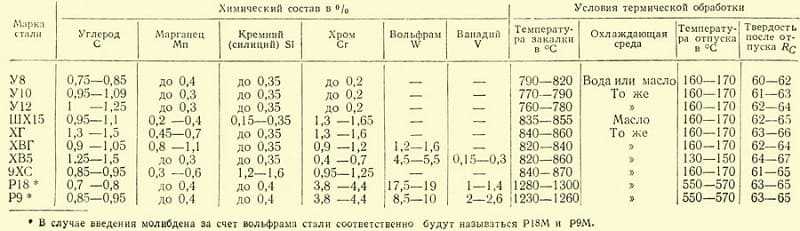
Для сборки пружин и механизмов на их основе используется сталь, в состав которой входит от 0,5% до 0,75% углерода. В случае если содержание этого элемента превышает отметку 0,7%, материал называется инструментальной сталью. Это твердый и высокопрочный материал для изготовления разных инструментов. А также он применяется с целью создания пружин, максимально устойчивых к механическим воздействиям.
Углерод – не единственный элемент, оказывающий влияние на важные характеристики стали для пружин. При производстве металла в его состав намеренно вводятся легирующие компоненты в следующих концентрациях:
Углерод
никель – до 1,7%;
вольфрам – до 1,2%;
хром – до 1,2%;
ванадий – до 0,25%;
марганец – до 1,25%;
кремний – до 2,8%.
Важнейшим этапом производственного процесса является измельчение зерна. В результате сопротивляемость готового металла мелким пластическим деформациям значительно увеличивается. Это положительным образом сказывается на релаксационной стойкости пружин, которые изготавливаются из высоколегированных сталей.
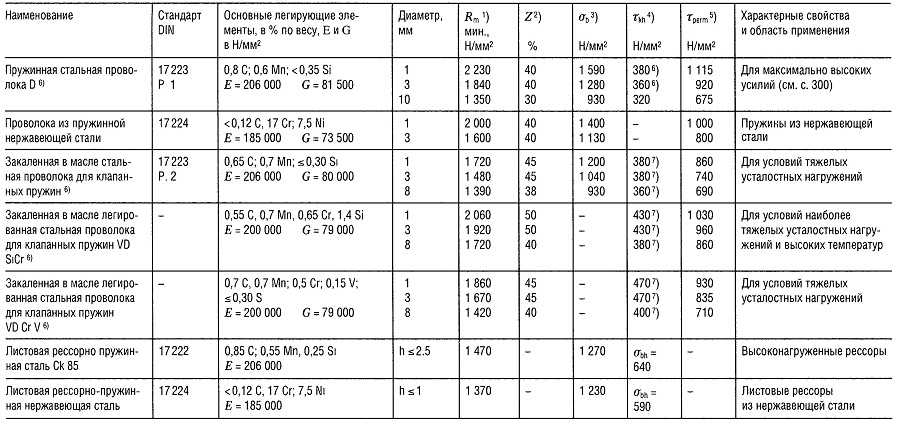
Современные методы изготовления сплавов для создания пружин позволяют производить материалы с любым исполнением, любой поверхностью и диаметром, если речь идет о пружинной проволоке. Строго соблюдаются как отечественные, так и международные стандарты, определяющие эксплуатационные характеристики стали. Кроме того, осуществляется тщательный контроль качества за каждым этапом создания пружинных сплавов.
Марки стали по ГОСТу 14959–79
Это стали с высоким содержанием углерода, но с малым легированием. Госстандарт 14959 обозначает – легированный сплав следующих марок:
- 3К-7 – применяется в выработке проволоки холоднотянутым способом, из которой изготавливают пружины, незакаливаемые;
- 50ХГ – производят рессоры для автомашин и пружины для жд. составов;
- 50ХГА – назначение в производстве как у предыдущей марки рессорно пружинной стали;
- 50ХГФА – выпускают особенные пружины и рессорные детали для машин;
- 50ХСА – пружины специального назначения и небольшие детали для механизмов часов;
- 50ХФА – изготавливают детали с повышенной нагрузкой, с требованиями высочайшей устойчивости и прочности, которые действуют при больших температурах – до 300 градусов.
- 51ХФА – для пружинной проволоки;
- 55С2 — для производства пружинных механизмов и рессор, используемых в тракторостроении, машиностроении, для подвижных составов на ж/д;
- 55С2А – производят авторессоры, пружины для поездов;
- 55С2ГФ – для выработки очень прочных пружин специального направления, авторессор;

- 55ХГР – производят полосовую сталь пружинную, толщина которой варьируется от 3 до 24 мм;
- 60Г – для выработки круглых и гладких пружин, колечки и прочие выработки пружинного типа, обладающих высокой стойкостью к изнашиванию и упругостью, например, скобы, втулки, тамбурины для тормозящих систем, применяемые в тяжелом машиностроении;
Читать также: Наружное освещение территории жилого дома
Интересно: торсионная сталь, марки 60С2 – пружины высокой нагрузки, фрикционные диски, пружинные шайбочки;
- 60С2А – производят те же изделия, что из стали предыдущего типа;
- 60С2Г – тип рессорной стали, из которой производят тракторные и авторессоры;
- 60С2Н2А – производят ответственные рессоры с высокой нагрузкой на сплав;
- 60С2ХА – для выработки высоконагруженных пружинных продуктов, на которые производится постоянная нагрузка;
- 60С2ХФА – это круглая сталь с элементами калибровки, из которой производят пружины и пластины рессор с высокой ответственностью;
- 65 – изготавливают детали с повышенной прочностью и упругостью, которые эксплуатируются при большом давлении при высоких статистических нагрузках и сильной вибрации;
- 65Г – изготавливают детали, которые будут работать без ударных нагрузок;
- 65ГА – проволока для пружин, прошедшая закалку;
- рессорная сталь марки — 65С2ВА, высоконагруженные рессорные пласты и пружины;
- 68А – закаленная проволока для производства пружинных приспособлений калибром 1.2-5,5 мм;
- 70 – детали для машиностроения, от которых необходима повышенная износоустойчивость;
- 70Г – для пружинных элементов;
- 70Г2 — производят землеройные ножи и пружины для разных отраслей промышленной индустрии;
- 70С2ХА – пружинные элементы для часовых устройств и большие пружины специального назначения;
- 70С3А – пружины с большой нагрузкой;
- марка рессорно пружинной стали 70ХГФА – проволока для выработки пружинных элементов с термообработкой;
- 75 – любые пружинные и другие детали, используемые в машиностроении, на которые оказывается большая нагрузка вибрациями;
- 80 – для выработки плоских деталей;
- 85 – износостойкие детали;
- SH, SL, SM, ДН, ДМ – машинные пружины, работающие при статистических нагрузках;
- КТ-2 – для выработки холоднотянутой проволоки, которая навивается без термической обработки.
Первыми цифрами обозначается среднее содержание углерода в конкретной стали и обозначается она в процентном эквиваленте. После цифр идет литера, обозначающая конкретные легирующие присадки добавлены в сплав, а последнее число – это содержание добавок. Стоит отметить, что если легирующего связующего меньше 1,5%, то число не пишется, содержание больше чем 2,5% обозначается тройкой, промежуточное значение между двумя первыми значениями – прописывается цифрой 2.
Пружинный прокат будь то некорродирующая полоса, листы, шестигранники или квадраты, подразделяются на группы с некоторыми характеристиками:
- химический состав – первоклассная нержавеющая листовая спецсталь, которая нормируется по значениям от 1 до 4Б;
- способ обработки – горячекатаная полоса, поверхность которой обтачивается или шлифуется, калиброванный прокат, кованный, специально отделанный прокат.
Сварка рессорной стали
Вас интересует сварка пружинной и рессорной стали? Поставщик Evek GmbH предлагает купить пружинную и рессорную сталь в любом количестве по доступной цене в широком ассортименте. Обеспечим доставку продукции в любую точку континента. Цена оптимальная.
Особенности сварки рессорно-пружинных сталей
Рассматриваемые стали содержат не менее 0,5…0,75% углерода, и часто легируются и другими элементами — хромом, ванадием, кремнием.
Наиболее часто применяемый режим термической обработки таких сталей (закалка с 850…880о С в масло и последующий отпуск при 400…640о С) придаёт сталям необходимые показатели прочности и пластичности, но затрудняет сварку.
Поэтому сварка рессорно-пружинных сталей может быть успешной только при условии предварительного подогрева (отжига) свариваемых деталей. После сварки необходимо выполнять заключительную термообработку соединения. Но рекомендуется, по возможности, избегать сварных швов в конструкциях из рессорной стали.
50ХГА
Исключением является рессорно-пружинная сталь марки 50ХГА, которая сваривается без ограничений, при этом сварка производится без подогрева, и без последующей термической обработки.
Вместе с тем и в этом случае для получения долговечного соединения выполняют предварительный подогрев до 200…300°С, а затем производят отжиг. Evek GmbH предлагает купить пружинную и рессорную сталь по доступной цене в широком ассортименте.
Обеспечим доставку продукции в любую точку континента. Цена оптимальная.
Режимы сварки рессорно-пружинных сталей
При крайней необходимости используют электросварку на максимальном токе — не ниже 200 А, формируя катет шва максимально возможных размеров: этим обеспечивается удовлетворительный прогрев металла.
С целью увеличения КПД процесса сварки и снижения расхода сварочных электродов рекомендуется применять импульсно-дуговой микросварочный аппарат (например, типа Orion PA230).
Хорошие результаты даёт сварка с использованием электродов из аустенитной нержавеющей стали: в этом случае качество сварочного шва возрастает вследствие повышенной растворяемости водорода в расплаве и увеличивающейся из-за этого пластичности металла.
Купить. Поставщик, цена
Вас интересует сварка пружинной и рессорной стали? Поставщик Evek GmbH предлагает купить пружинную и рессорную сталь в любом количестве по цене производителя. Обеспечим доставку продукции в любую точку континента. Цена оптимальная. Приглашаем к партнёрскому сотрудничеству/
Электроды
Сварку ведут электродами диаметром не более 4-5 мм постоянным током обратной полярности, что обеспечивает меньшее расплавление кромок основного металла и, следовательно, меньшую его долю и меньшее содержание С в металле шва.
Применение рессорной стали
Из-за своей универсальности, обусловленной характеристиками стали, нож из рессоры изготавливается как в домашних условиях, так и серийно. Это могут быть кухонные ножи, которые прекрасно режут продукты и разделывают мясо, армейские, туристические и ножи для выживания, способные открыть жестяную банку консервов либо заточить кол.
Из стали 65Г производят также цельнометаллические мачете и топоры, поскольку их клинки отлично подходят для рубки. Из рессорного листа недорого и быстро можно выковать меч, и многие реконструкторы используют эту сталь в своем хобби. К сожалению, рессорная сталь является ржавеющей, поэтому она не подходит для подводного плавания.
Кухонный нож
Широкое использование нож из рессоры получил на кухне. Тогда многие имели доступ к этому материалу и пытались использовать его как можно максимально. Хорошие ножи серийного производства иногда были не по карману обычной семье, но для резки продуктов дорогие приборы и не требовались. Поэтому, из рессор мастерили универсальные ножи и с разнообразными самодельными рукоятями из эпоксидной смолы, дерева или обычной изоленты. Такие ножи не славятся выдающимися характеристиками, но со своей задачей справляются отлично.
Туристический нож
Нож из рессоры прекрасно подойдет для применения в диких условиях. Обычно нагрузка на него невелика. Но, стоит учитывать, что если сталь была недостаточно закалена, клинок затупится на первой же консервной банке. Заточить кол не представляет проблемы для такого ножа, однако следует остерегаться влаги – рессорная сталь подвержена коррозии.
Армейский нож
Прекрасные свойства рессорной стали позволяют создать хорошие тактические ножи. Благодаря прочности этого металла, они без проблем разрезают веревки, ткань, их можно использовать для бытовых целей, а также при спасательных работах. Но все же, в военных условиях предпочтение отдается ножам из нержавеющей стали.
Топор, мачете, меч
Что касается орудий посолидней, то для их изготовления необходима как листовая сталь, так и специально приобретенная на производстве. Сталь 65Г обладает такой прочностью, что используется в ковшах бульдозера, скрепераи другой техники. Понятно, что на прочность материала влияет и толщина, поэтому для изготовления более крупных орудий потребуется рессора от грузовика или специально заказанная на заводе.
При правильной обработке и надлежащем уходе из рессорной стали выходят отличные топоры, которые пригодятся в хозяйстве для рубки небольших предметов. Из длинного листа получится и такое экзотическое орудие как мачете, которое с легкостью справится с ветками или кустарниками. Благодаря хорошей ударной вязкости стали 65Г, в домашних условиях можно изготовить даже самый передовой мачете, прямой, изогнутый или с зазубринами. Таким же образом происходит и изготовление меча.
Изготовление ножа из рессоры дома
Как уже отмечалось, благодаря доступности и простоте обработки, ножи из рессорной стали можно изготавливать в домашних условиях. На первый взгляд, в этом нет ничего сложного, но все же нужно знать некоторые особенности, влияющие на качество выходного продукта. В Интернете можно найти множество видео с описанием процесса ковки, закаливания клинка и изготовления рукояти.
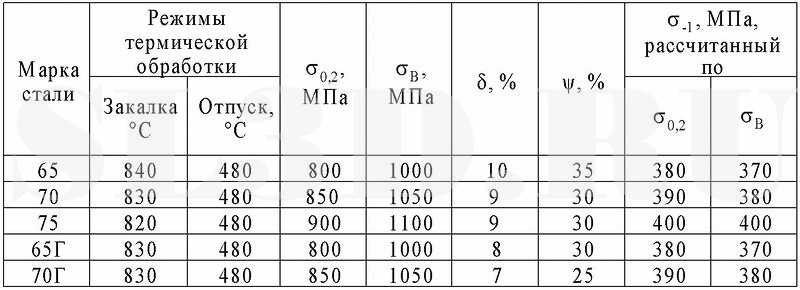
Технология закалки, отпуска пружинной стали
Чтобы получить металл с нужными физическими свойствами, применяется отпуск и закалка пружинной стали. Каждый из этапов имеет свои технологические особенности:
- Сперва выполняется закалка пружинной стали при высоких температурах. Благодаря закалке заметно повышается предел текучести материала, что делает сталь упругой, ковкой, устойчивой.
- Однако во время высокотемпературной закалки внутри сплава образуются мартенситные соединения, которые резко ухудшают упругость материала, делают его необычайно ломким и твердым.
- Чтобы избавиться от мартенситных соединений следует применять отпуск пружинной стали при невысоких температурах. Во время такой обработки мартенситы разрушаются, что позволяет получить материал с нужными свойствами.
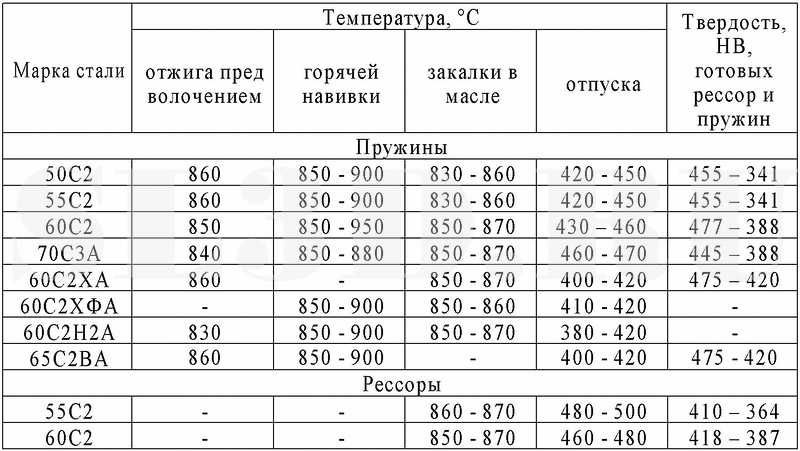
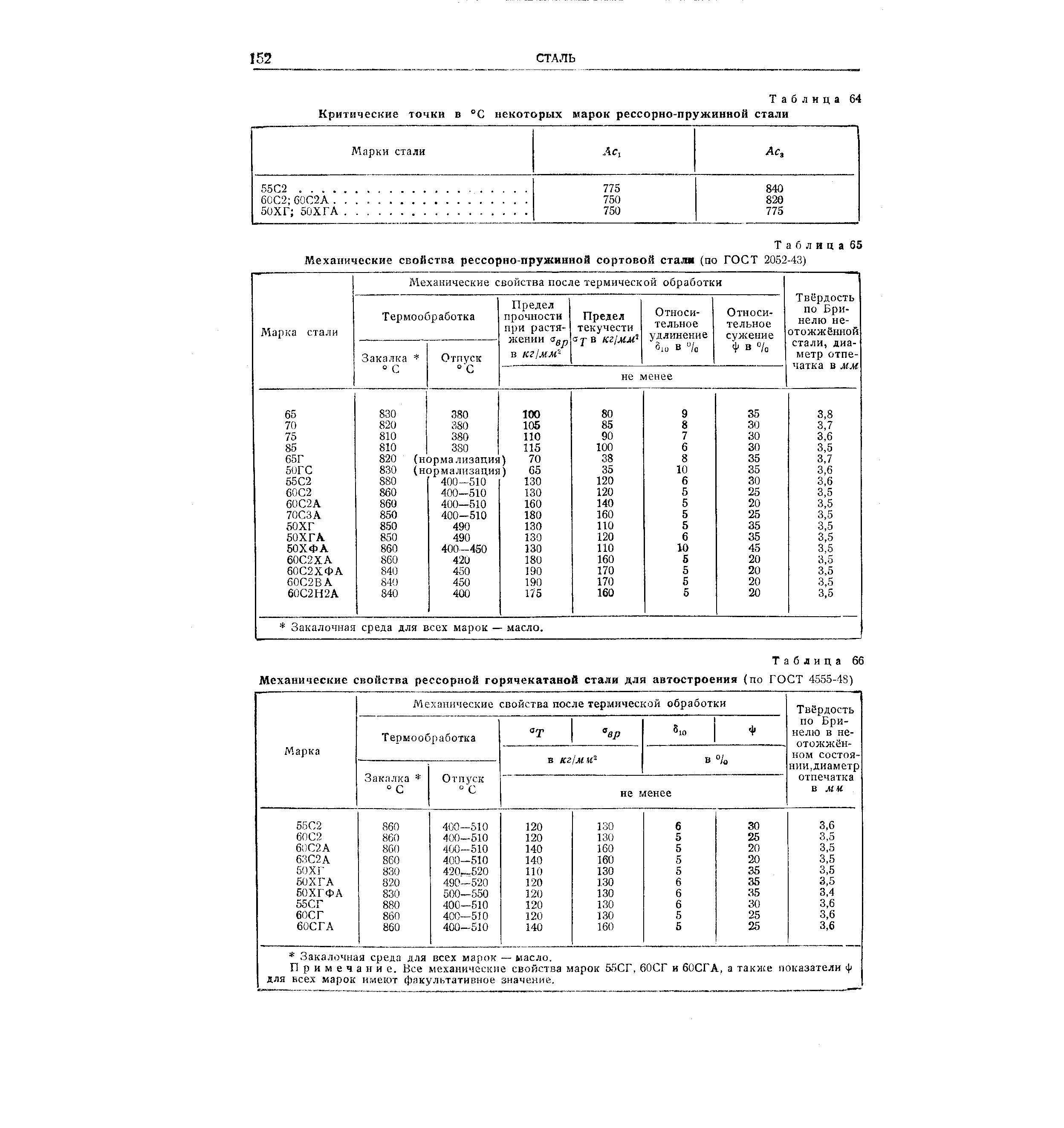
Обратите внимание, что температура и время обработки на каждом из этапов зависят от того, какие применяются марки пружинной стали. Для примера: марка рессорно пружинной стали 65Г должна проходить закалку при температуре +800-850 градусов, отпуск — при +400-500 градусах
В ряде случаев закалка, отпуск комбинируются с процедурой нормализации металла. Эта процедура позволяет избавиться от лишних напряжений внутри металла, однако в большинстве случаев нормализация происходит сама собой во время остывания материала. Поэтому дополнительная обработка методом нормализации обычно не требуется.
Термическая закалка
Закалка пружинной стали проводится с учетом следующих параметров:
- Методика нагрева металла, характер остывания материала, температура окружающей среды.
- Состав металла, наличие и тип легирующих добавок, общая концентрация углерода.
- Способ сохранения нужного температурного диапазона для проведения закалки.
- Методика охлаждения материала после проведения закалки, способ хранения материала.
Малолегированные стали рекомендуется нагревать быстро. Ведь при медленном нагреве происходит постепенное испарение углерода, что критично для малолегированных материалов. Однако со скоростью нагрева не нужно перестараться. Если нагрев будет идти очень быстро, то в таком случае может произойти неравномерный разогрев материала. Из-за этого возрастает риск образования различных металлических дефектов (трещины, кромки, разрушение углов).
Оптимальным способом нагрева будет применения двух печей. В первой печи материал постепенно нагревается до 500-700 градусов, а потом он поступает во вторую печь, где происходит финальная закалка.
Для нагрева рекомендуется применять газовые печи. Однако во время нагрева следует следить за распределением тепла, чтобы избежать появления «термических островков» на металле. Электрические печи нагреваются достаточно медленно, поэтому их применение в данном случае проблематично с практической точки зрения. Единственное исключение из этого правила — закалка тонких металлов, которые не нуждаются в дополнительном равномерном прогреве по понятным причинам.
Время выдержки зависит от многих параметров, однако в среднем общее время закалки составляет 80 минут для пламенных печей и 20 минут для электрических установок. Определенное значение также имеет форма изделия. При работе с плоским листами закалка может проводиться быстро. Тогда как в случае материала, обладающего сложной формой, рекомендуется выполнить дополнительный прогрев. Оптимальный способ охлаждения материала — на открытом воздухе.
Финальный термический отпуск
Чтобы избежать появления твердых мартенситных фракций, нужно выполнить термической отпуск непосредственно сразу же после закалки. Температурный режим также зависит от того, какая марка рессорно пружинной стали подвергалась закалке. Для отпуска можно применять как пламенные, так и электрические печи. Тип печи будет также влиять на длительность отпуска.
Пример: сталь 65Г рекомендуется подвергать высокому отпуску при температуре +400-500 градусов. Способ охлаждения — воздушный. Время выдержки — 30-150 минут в зависимости от типа печи. После проведения закалки рекомендуется выполнить контрольные мероприятия. Однако делать это нужно только после полного остывания материала, чтобы не повредить сплав.
Конструкционная сталь характеристики, свойства
Цена
Марка 65Г – назначение
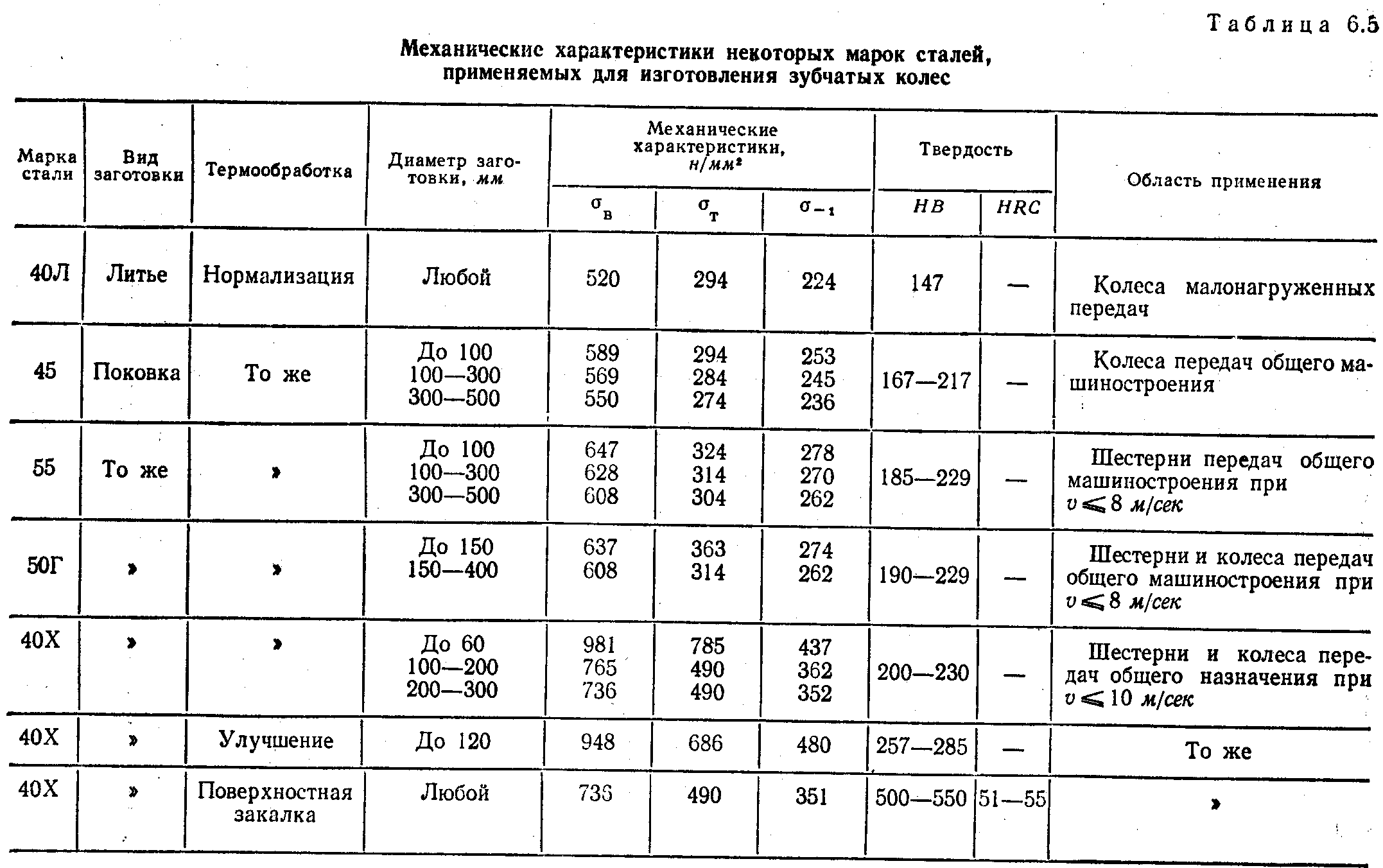
Конструкционная рессорно-пружинная сталь 65Г используется для изготовления деталей с повышенной износостойкостью, работающих без ударных нагрузок – рессоры, пружины, подающие/ зажимные цанги, корпусы подшипников, фланцы, шестерни, фрикционные диски, тормозные ленты, упорные шайбы, другие изделия.
Сталь 65Г – отечественные аналоги
|
Марка металлопроката |
Заменитель |
|
65Г |
50ХФА |
|
55С2 |
|
|
60С2 |
|
|
60С2А |
|
|
70 |
|
|
70Г |
|
|
9ХС |
|
|
У8А |
Материал 65Г – характеристики
|
Марка |
Классификация |
Вид поставки |
ГОСТ |
Зарубежные аналоги |
|
65Г |
Сталь конструкционная рессорно-пружинная |
Сортовой прокат |
14959–79 |
есть |
|
Лента |
2283–79 |
|||
|
2284–79 |
||||
|
Проволока |
9389–75 |
|||
|
Лист |
1577–93 |
Марка 65Г – технологические особенности
Термообработка
|
Режим |
|
состояние поставки |
Ковка
|
Вид полуфабриката |
t, 0С |
Охлаждение |
|
|
Размер сечения |
Условия |
||
|
мм |
|||
|
Слиток |
1200–800 |
до 300 |
В печи |
|
Заготовка |
1250–780 |
до 100 |
На воздухе |
|
101–300 |
В мульде |
Сварка
|
Свариваемость |
|
для сварных конструкций не применяется |
Флокеночувствительность
Мало чувствительна.
Резка
|
Исходные данные |
Обрабатываемость резанием Κυ |
|||
|
Состояние |
HB, МПа |
σΒ, МПа |
твердый сплав |
быстрорежущая сталь |
|
закаленное отпущенное |
240 |
840 |
0,85 |
0,8 |
Склонность к отпускной хрупкости
При содержании Mn ≥1% склонна.
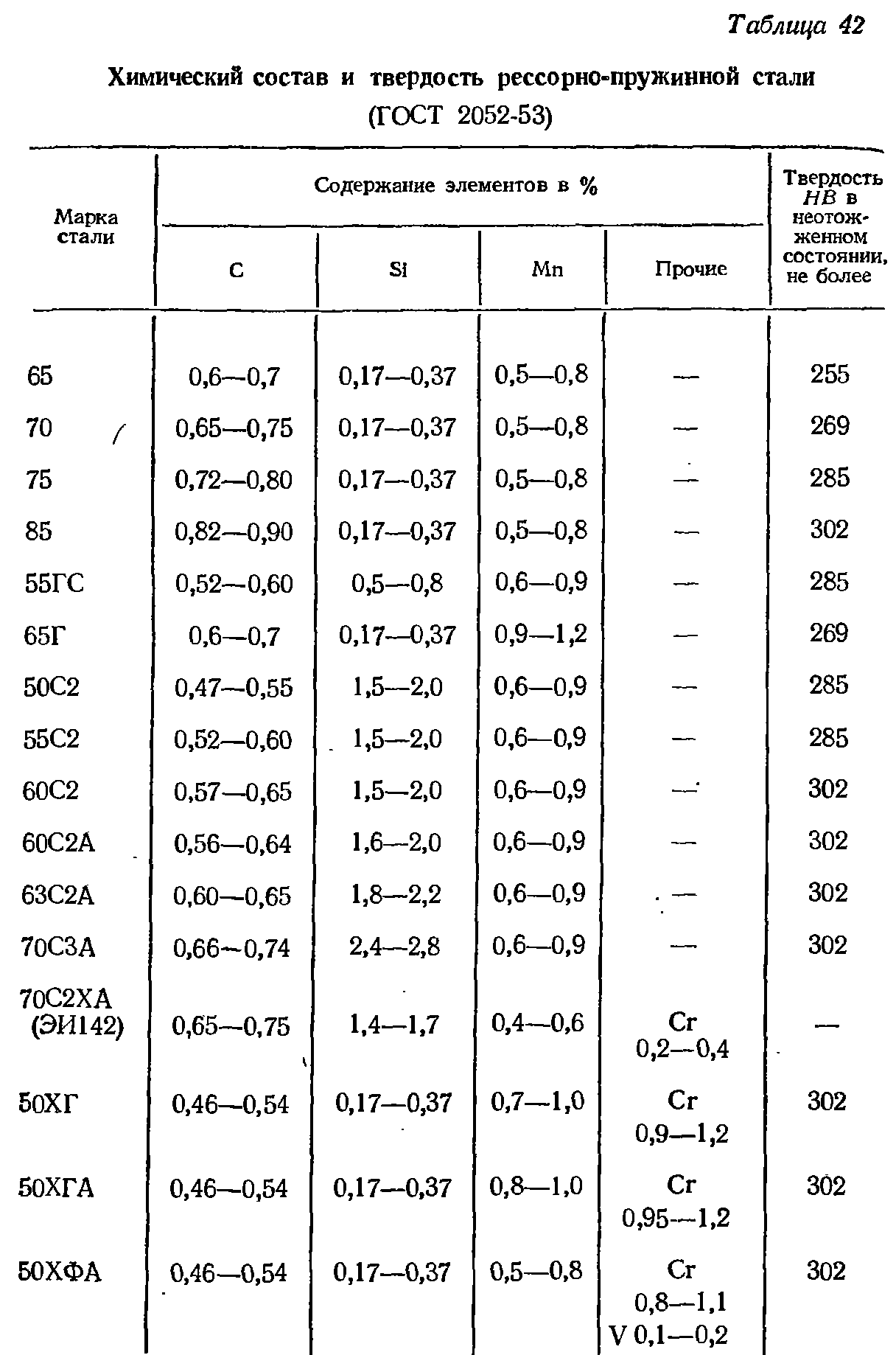
Сталь 65Г – химический состав
Массовая доля элементов не более, %:
|
Кремний |
Марганец |
Медь |
Никель |
Сера |
Углерод |
Фосфор |
Хром |
|
0,17–0,37 |
0,9–1,2 |
0,2 |
0,25 |
0,035 |
0,62–0,7 |
0,035 |
0,25 |
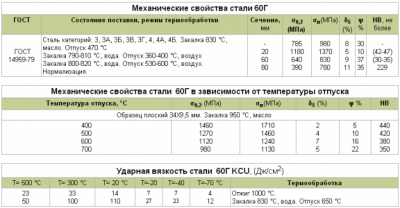
Материал 65Г – механические свойства
|
Сортамент |
ГОСТ |
Размеры – толщина, диаметр |
Режим термообработки |
t |
KCU |
ψ |
δ5 |
σT |
σв |
|
мм |
0С |
кДж/м2 |
% |
% |
МПа |
МПа |
|||
|
Прокат |
14959–79 |
Закалка |
30 |
8 |
785 |
980 |
|||
|
Отпуск |
|||||||||
|
Лист толстый |
1577–93 |
12 |
740 |
||||||
|
Лента нагартован |
2283–79 |
740–1180 |
|||||||
|
отожжен. |
10–15 |
640–740 |
Твердость, Мпа
|
Сортамент |
ГОСТ |
HB 10-1 |
|
Прокат без термообработки |
14959–79 |
285 |
|
термообработанный |
241 |
|
|
Лист толстый после отжига |
1577–93 |
229 |
Температура критических точек, 0С
|
Критические точки |
Ac1 |
Ac3 |
Ar1 |
Ar3 |
Mn |
|
Температура |
721 |
745 |
670 |
720 |
270 |
Ударная вязкость, Дж/см2
|
Режимы термообработки |
t |
KCU при температурах |
||||||
|
0С |
-800С |
-700С |
-400С |
-300С |
-200С |
00С |
+200С |
|
|
Закалка |
830 |
12 |
24 |
27 |
69 |
110 |
||
|
Отпуск |
480 |
Предел выносливости, МПа
|
Термообработка |
τ−1 |
σ−1 |
|
|
Режим |
t, 0С |
||
|
Закалка (масло) |
810 |
431 |
725 |
|
Отпуск |
400 |
||
|
Закалка (масло) |
810 |
284 |
480 |
|
Отпуск |
500 |
Марка 65Г – физические свойства
|
t |
ρ |
R 109 |
E 10-5 |
λ |
α 106 |
C |
|
0С |
кг/м3 |
Ом·м |
МПа |
Вт/(м·град) |
1/Град |
Дж/ (кг·град) |
|
20 |
7850 |
2.15 |
37 |
|||
|
100 |
7830 |
2.13 |
36 |
11.8 |
490 |
|
|
200 |
7800 |
2.07 |
35 |
12.6 |
510 |
|
|
300 |
2 |
34 |
13.2 |
525 |
||
|
400 |
7730 |
1.8 |
32 |
13.6 |
560 |
|
|
500 |
1.7 |
31 |
14.1 |
575 |
||
|
600 |
1.54 |
30 |
14.6 |
590 |
||
|
700 |
1.36 |
29 |
14.5 |
625 |
||
|
800 |
1.28 |
28 |
11.8 |
705 |
Сталь 65Г – точные и ближайшие зарубежные аналоги
|
Англия |
Болгария |
Германия |
Китай |
Польша |
США |
|
BS |
BDS |
DIN, WNr |
GB |
PN |
— |
|
080A67 |
65G |
66Mn4 Ck67 |
65Mn |
65G |
1066 1566 G15660 |
Материал 65Г – область применения
Сталь марки 65Г используют в машиностроении для изготовления деталей пружинного типа, других изделий с повышенной износостойкостью, работающих без воздействия ударных нагрузок.
Условные обозначения
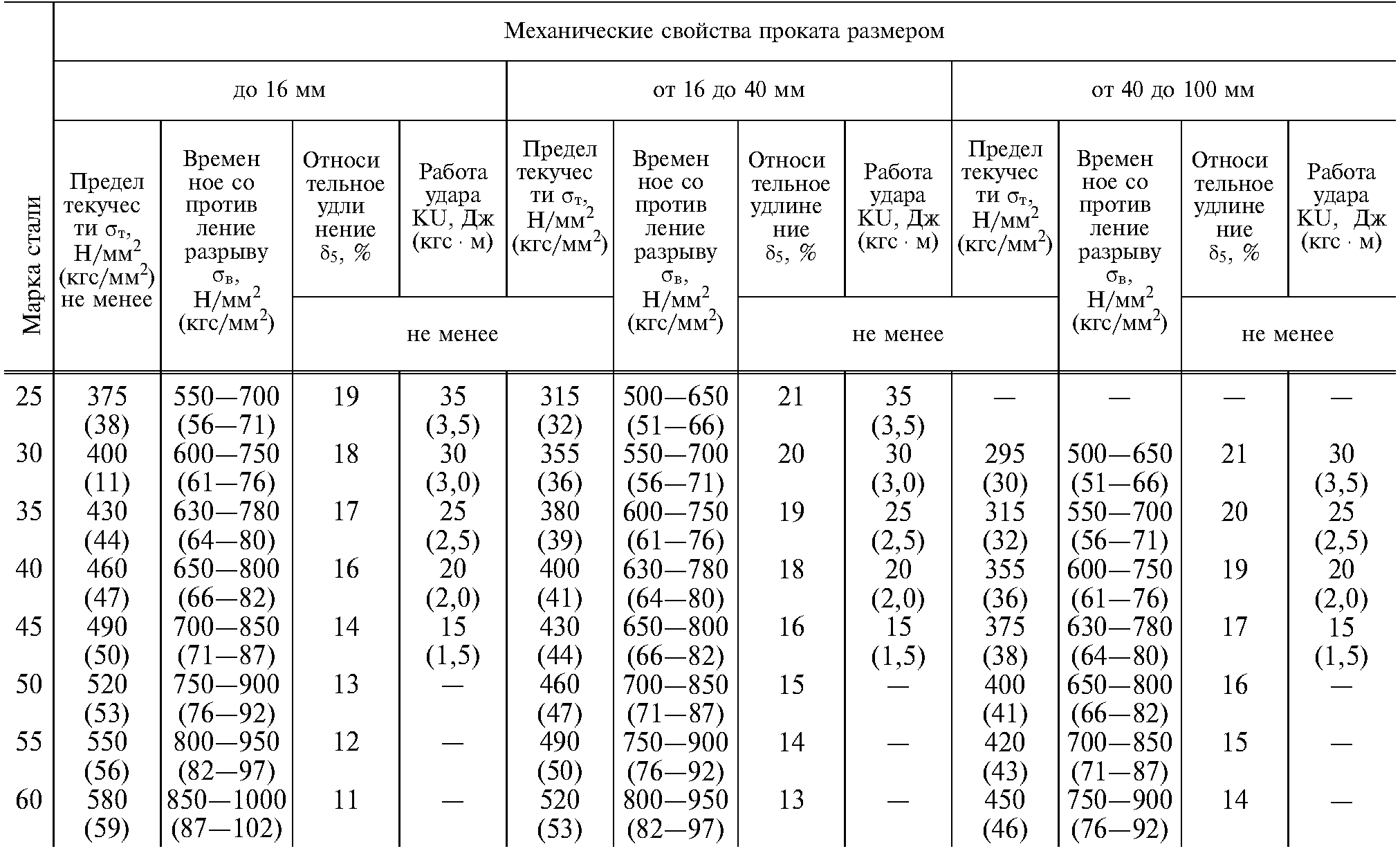
Механические свойства
|
HRCэ |
HB |
KCU |
ψ |
δ5 |
σT |
σв |
|
МПа |
кДж / м2 |
% |
% |
МПа |
МПа |
|
|
Твердость по Роквеллу |
Твердость по Бринеллю |
Ударная вязкость |
Относительное сужение |
Относительное удлинение при разрыве |
Предел текучести |
Предел кратковременной прочности |
|
Κυ |
σ0,2 |
τ−1 |
σ−1 |
|
Коэффициент относительной обрабатываемости |
Условный предел текучести с 0,2% допуском при нагружении на значение пластической деформации |
Предел выносливости при кручении (симметричный цикл) |
Предел выносливости при сжатии-растяжении (симметричный цикл) |
|
N |
число циклов деформаций/ напряжений, выдержанных объектом под нагрузкой до появления усталостного разрушения/ трещины |
Свариваемость
|
Без ограничений |
Ограниченная |
Трудно свариваемая |
|
|
Подогрев |
нет |
до 100–1200С |
200–3000С |
|
Термообработка |
нет |
есть |
отжиг |
Физические свойства
|
R |
Ом·м |
Удельное сопротивление |
|
ρ |
кг/м3 |
Плотность |
|
C |
Дж/(кг·град) |
Удельная теплоемкость |
|
λ |
Вт/(м·град) |
Коэффициент теплопроводности |
|
α |
1/Град |
Коэффициент линейного расширения |
|
E |
МПа |
Модуль упругости |
|
t |
0С |
Температура |
Купить конструкционную рессорно-пружинную сталь 65Г в Санкт-Петербурге Вы можете по телефону + 7 (812) 703-43-43. Специалисты компании «ЛенСпецСталь» оформят заказ, сориентируют по сортаменту, ценам, условиям доставки.





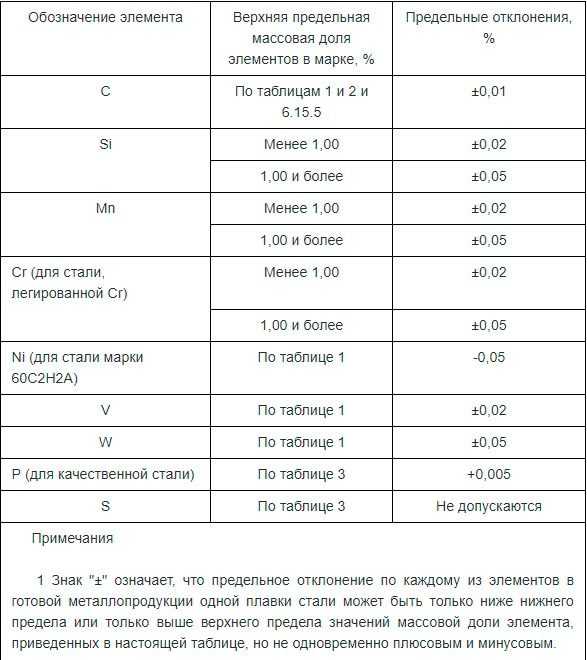
Основные требования
Перечень некоторых требований:
- максимальная массовая доля меди – 0,2%, остаточное содержание никеля – не более 0,25%;
- сталь марки 51ХФА может использоваться исключительно для изготовления упругой проволоки;
- максимальная массовая доля серы и фосфора в стали марки 60С2Г – не более 0,06%.
Некоторые требования к пружинной стали могут не соблюдаться. Например, вышеупомянутый ГОСТ допускает изменение концентрации марганца в составе сплава по желанию заказчика. Однако это действие допустимо только для тех пружинных сплавов, в составе которых нет таких легирующих элементов как никель и хром. А также не рекомендуется сильно отклоняться от таблиц, в которых указаны допустимые концентрации элементов.