Стоимость станка

Средний ценовой коридор на протяжные станки составляет 2-3 млн руб. В этом сегменте можно найти и простые горизонтальные модели, и усложненные модификации вертикального типа. К слову, дороже обходится именно вертикальный станок протяжной. Цена модели 7А612 от упомянутого завода «Гигант», например, составляет порядка 2 млн. Но это низшая ценовая планка, поскольку основная масса оборудования все же реализуется за 2,5-3 млн. Это высокотехнологичное промышленное оснащение, которое отличается не просто высоким качеством обработки, но и эргономичными системами управления. Достаточно сказать, что последние модели от крупных изготовителей все чаще получают электронные пульты контроля.
Металлорежущие станки

Независимо от группы, типа и модели устройства, обработка заключается в том, что заготовка и режущий инструмент выполняют формообразующие движения. За счет этих движений задаются габариты и конфигурация объекта. Для ЧПУ-моделей заранее прописывают программу с учетом всех нюансов конкретного объекта и посредством программатора загружают ее в контроллер. Из контроллера команды направляются к рабочим компонентам агрегата. По завершении программы устройство выключается автоматически.

Устройства с числовым программным управлением обеспечивают значительно более высокую скорость и точность обработки по сравнению с традиционными аналогами. Их закупают для крупносерийного производства, так как такие модели успешно интегрируются в крупные автоматизированные линии.
Технология, предполагающая изъятие из тела объекта некой части материала с целью получения желаемой геометрии, известна как субтрактивная. Объектом, к которому применяется воздействие, может выступать как листовой, так и массивный металлопрокат. Из листового получаются плоские объекты разнообразной конфигурации, из массивного — объемные с любым желаемым количеством поверхностей.

С точки зрения физики, металл удастся разрезать, если нарушить его кристаллическую решетку. Когда режущий инструмент погружается в объект и продвигается по его поверхности, он своими твердыми острыми кромками разрывает атомные связи в структуре объекта. Во время плазменной или лазерной резки связь между атомами распадается из-за высоких температур. При гильотинной резке или штамповке кристаллическая решетка разрушается из-за деформации сдвига. Достоинство этого метода заключается в том, что после него не остаются отходы.
Опилки представляют собой серьезную проблему для процесса металлообработки. Попадая внутрь станка, металлическая стружка способна привести к поломкам. Поэтому оборудование приходится закрывать предохранительными кожухами, а стружку своевременно удалять. Операторы устаревших моделей станков собирают опилки вручную. На современных моделях размещают транспортерные ленты, которые отгружают стружку в утилизационную емкость. На агрегатах для шлифовки и заточки устанавливают пылеотсосы, которые выводят отходы из зоны обработки.
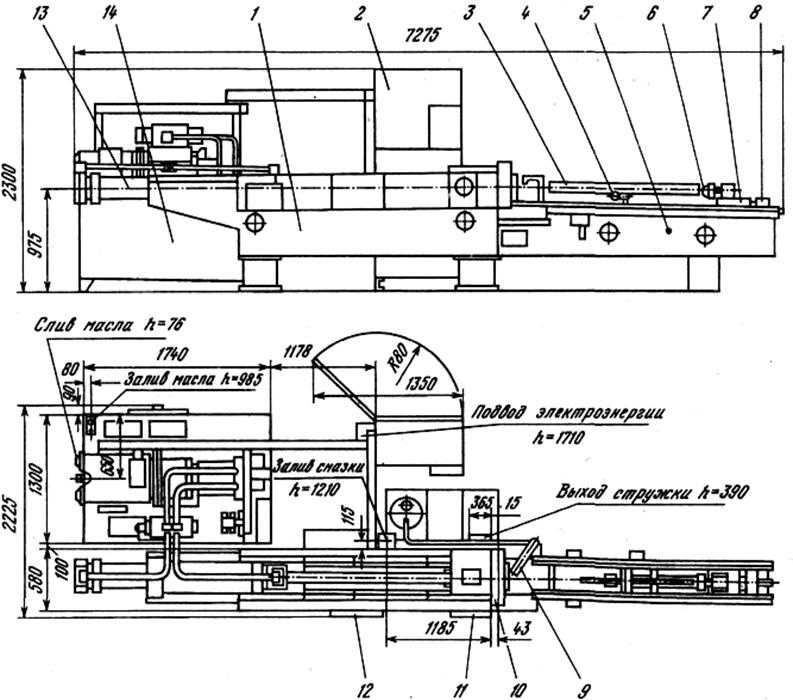
Паспорт на горизонтально-протяжной станок 7Б55
Печать документации: Минский станкостроительный завод имени С.М. Кирова Год печати документации: 1974 Количество папок: 4 Количество страниц, листов: 436
Узнать стоимость документации
Паспорт и документация к данной модели станка находится в нашем архиве, в электронном виде. В комплект документации входит, по разделам, согласно содержания:
2. Альбом чертежей — Станина. Сборочный чертёж 7Б55-18-001СБ — Станина приставная. Сборочный чертёж 7Б55-19-001СБ — Салазки рабочие. Сборочный чертёж 7Б56-27-001СБ — Салазки вспомогательные. Сборочный чертёж 7Б56-29-001СБ — Механизм регулировки хода станка. Сборочный чертёж 7Б56-35-001СБ — Механизм включения. Сборочный чертёж 7Б56-36-001СБ — Ролик поддерживающий. Сборочный чертёж 7Б56-37-001СБ — Ролик поддерживающий. Сборочный чертёж 7Б56-38-001СБ — Механизм фиксации и расфиксации. Сборочный чертёж 7Б56-39-001СБ — Патрон рабочий. Сборочный чертёж dУ2443-001СБ — Патрон рабочий. Сборочный чертёж dУ2442-001СБ — Патрон вспомогательный. Сборочный чертёж dУ2443-001СБ — Цилиндр рабочий. Сборочный чертёж У5113-001СБ — Гидроцилиндр. Сборочный чертёж У5172-001СБ — Установка насосная. Сборочный чертёж У5235-001СБ — Гидропульт. Сборочный чертёж У5618Б-001СБ — Планшайба 7Б55-18-101 Чертежи быстроизнашиваемых деталей
3. Сопроводительная документация
4. Акт приёмки
Схемы и чертежи станка: — Транспортировка станка в упаковке — План фундамента станка чертёж — Схема наладки — Схема расположения основных узлов станка — Салазки рабочие чертёж — Ролик поддерживающий в основной станине чертёж — Механизм регулировки хода станка чертёж — Патрон рабочий чертёж — Ролик поддерживающий в приставной станине чертёж — Патрон вспомогательный чертёж — Механизм фиксации и расфиксации чертёж — Размещение электрооборудования на станке — Схема электрическая принципиальная 7Б55-00-022 Э3 — Схемы электрических соединений станка 7Б55-00-022 Э4 — Схемы электрических соединений пульта управления 7Б55-00-022 Э4 — Схемы электрических соединений блока питания 7Б55-00-022 Э4 — Схемы электрических соединений силовой панели 7Б55-00-022 Э4 — Схемы электрических соединений релейной панели 7Б55-00-022 Э4 — Схемы электрических соединений электрошкафа 7Б55-00-022 Э4 — Гидросхема станка — Схема смазки станка
Краткое описание станка: Станок горизонтально-протяжной модели 7Б55 предназначен для обработки методом протягивания сквозных отверстий различной геометрической формы и размеров как предварительно обработанных, так и чёрных в пределах тягового усилия станка и длины хода рабочих салазок. Однако, при использовании специальных приспособлений, на них можно так же протягивать и наружные поверхности разнообразных профилей. Станок отличается большой производительностью, высокой точностью, обеспечивает хорошее качество обработанной поверхности и широко применяется в массовом и крупносерийном производстве. При обработке отверстий время на переналадку станка незначительно, что позволяет с успехом применять станок не только в условиях массового и крупносерийного производства, но также в условиях малосерийного и индивидуального производства. Оснастив станок автоматической загрузкой и выгрузкой деталей, его можно встраивать в автоматические линии.
Потребитель получает станок, упакованный в один ящик, в котором насосная установка отсоединена от рабочего гидроцилиндра, а приставная станина от основной. Транспортировку станка в упакованной и распакованном виде следует производить согласно схемам, приведенным на листах. При погрузке и выгрузке не допускать наклона ящика в стороны, ударов станками или дном, сильных сотрясений при подъеме и опускании. Для предохранения выступакщих частей станка от повреждения под канаты необходимо устанавливать подкладки. Во избежание повреждения распаковку станка следует начинать со снятия верхнего щита, с удалением затем боковых и торцевых щитов. После вскрытия упаковки яеобходимо проверить наружное состояние узлов и деталей станка, наличие всех комплектов и других материалов согласно упаковочному листу. В случае передвижения упакованного в ящик станка, по наклонной плоскости на катках, угол наклона его не должен превышать 15 градусов. При этом не допускается: — Подкладывать под ящик катки диаметром более 50 — 70 мм; — Ставить ящик на ребро, кантовать и сильно наклонять;
Основные характеристики протяжных станков:
· Тяговая сила (максимальный показатель — 1 Мн);
· Скорость протягивания (от 1,5 до 15 м/мин., в зависимости от назначения станка);
· Длина хода каретки (максимальный показатель — 2 метра);
· Конструкция привода (гидравлическая или электромеханическая);
· Точность работы (от 1 до 10 класса).
Тяговая сила станка зависит от каретки. Для станков общего назначения характерна скорость протягивания от 15 до 20 м/мин. и привод, основанный на гидравлике, а для станков непрерывного действия скорость протягивания от 1,5 до 15 м/мин. и электромеханический привод. В массовом производстве используются станки 1-2 класса, не допускающие погрешностей. Их точность достаточно высока. Станок протяжной 3-10 класса может оставлять на отшлифованных поверхностях мелкие шероховатости или неровности.
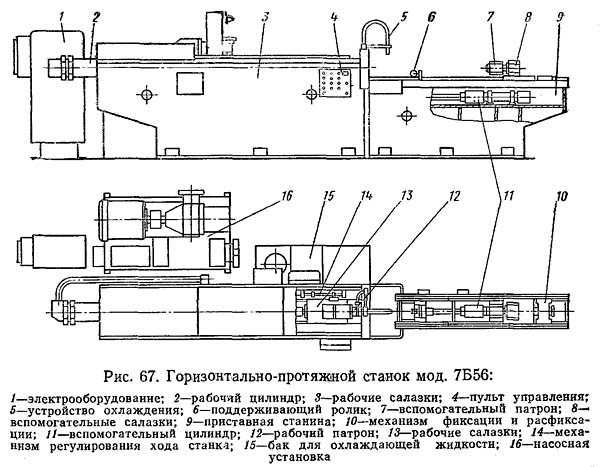
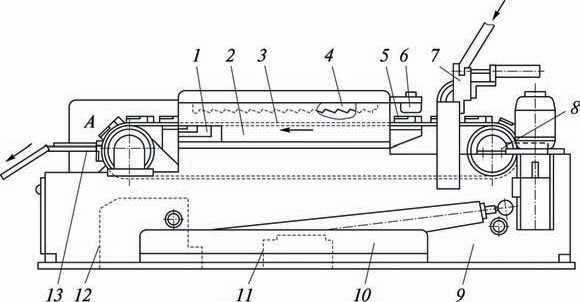
7Б56 Расположение составных частей протяжного станка
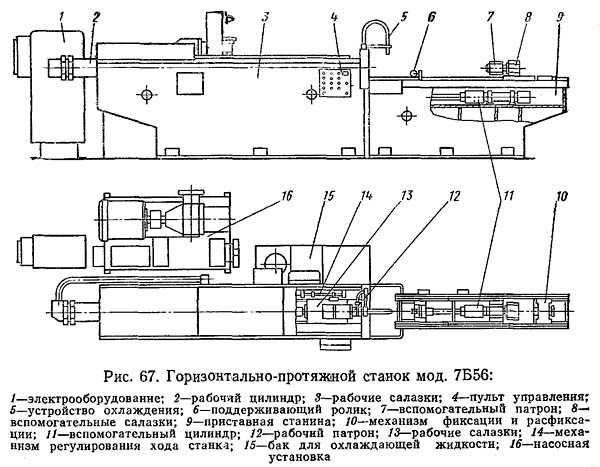
Фото горизонтального протяжного станка 7Б56
7Б56 основные узлы протяжного станка
- электрооборудование
- рабочий цилиндр
- рабочие салазки
- пульт управления
- устройство охлаждения
- поддерживающий ролик
- вспомогательный патрон
- вспомогательные салазки
- приставная станина
- механизм фиксации и расфиксации
- вспомогательный цилиндр
- рабочий патрон
- рабочие салазки
- механизм регулирования хода станка
- бак для охлаждающей жидкости
- насосная установка
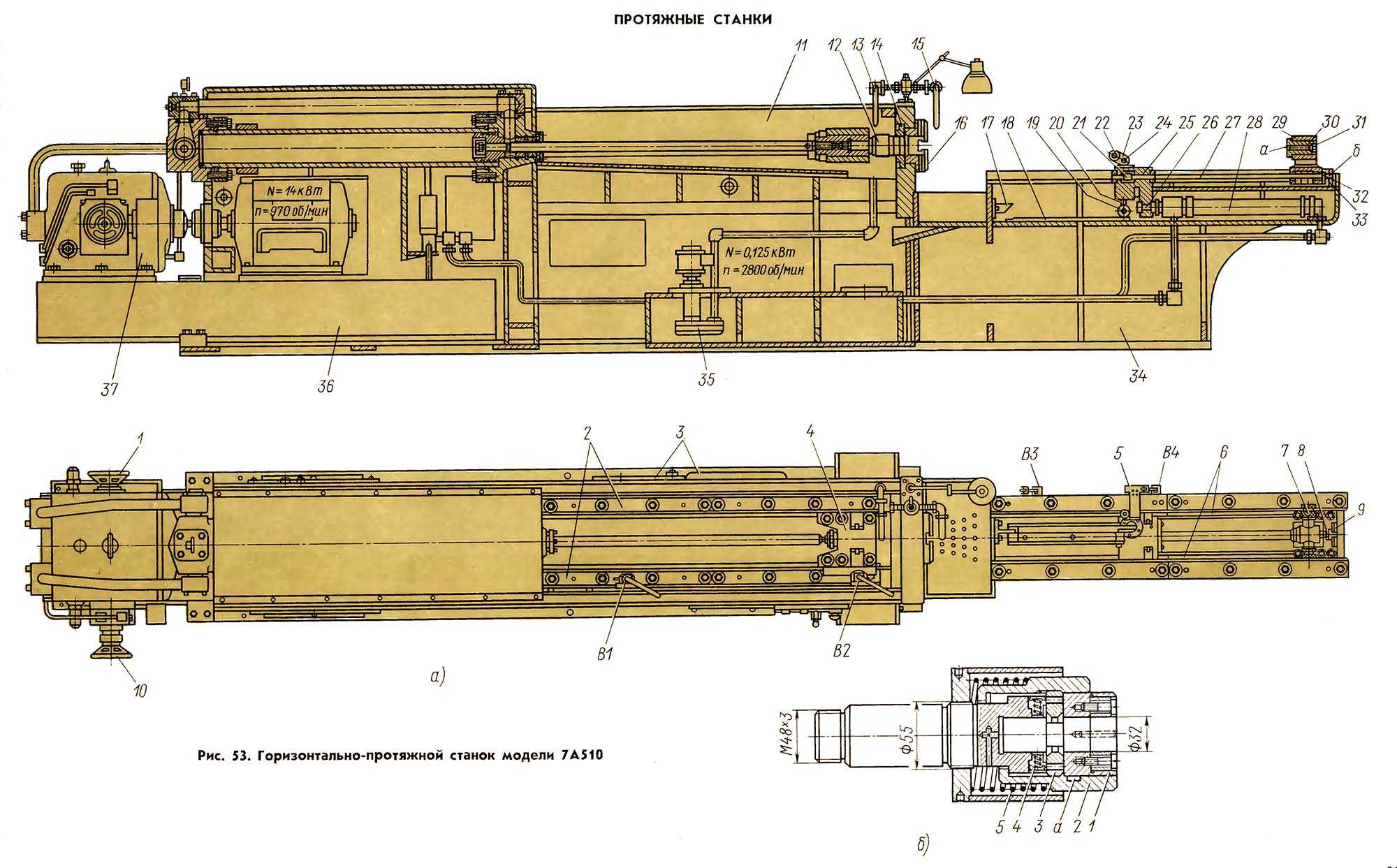
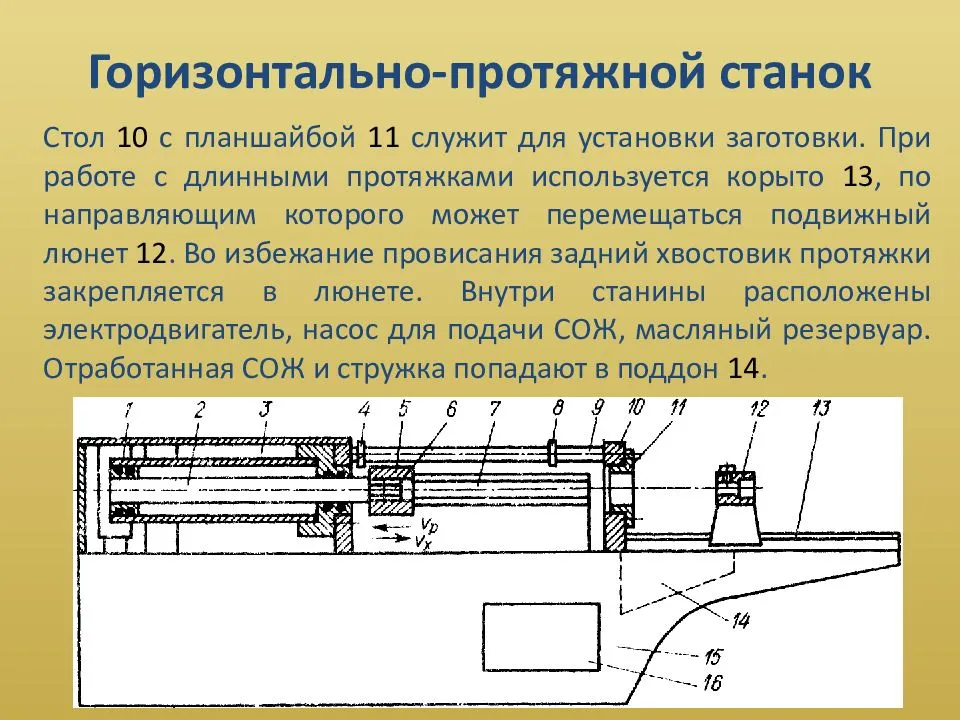
Основная станина служит для размещения главных частей станка: рабочего цилиндра и рабочих салазок, соосность которых обеспечивается постельными планками, приваренными внутри станины на всей ее длине. В передней части станину замыкает массивная опорная плита, в которой выполнено точное отверстие, строго соосное с рабочим цилиндром станка. Это отверстие используется для установки опорной планшайбы станка. Около опорной плиты предусмотрен склиз, по которому стружка с охлаждающей жидкостью попадает в приемный ящик, расположенный рядом с баком для охлаждающей жидкости. В передней части основной станины, внизу имеется механизм поддерживающего ролика. Его назначение — поддерживать протяжку, когда ее задний хвостовик выходит из вспомогательного патрона. Поддержка осуществляется вплоть до конца обратного хода рабочих салазок, когда задний хвостовик протяжки снова входит во вспомогательный патрон. В механизме предусмотрено регулирование с помощью пружинного устройства для работы с протяжками разного диаметра.


Рабочие салазки связывают шток рабочего цилиндра с рабочим патроном. Для установки рабочего патрона в них предусмотрена переходная втулка с конусным посадочным отверстием. Конструкция рабочих салазок позволяет передавать нагрузку непосредственно со штока гидроцилиндра на рабочий патрон с помощью специальной муфты и стяжки (рис. 68). Рабочие салазки, выпускаемых, горизонтально-протяжных станков перемещаются по одной плоской и по одной V-образной направляющим станины, что повышает геометрическую точность станка. В салазках предусмотрены привернутые направляющие планки, позволяющие производить компенсацию износа в направляющих. В нижней части салазок имеется копир для опускания поддерживающего ролика в основной станине, когда рабочие салазки подходят к опорной плите.
Механизм регулирования хода станка смонтирован в верхней части основной станины. Он выполнен в виде двух валиков, угловой поворот которых включает и выключает конечные выключатели, управляющие работой гидросистемы станка. Эти выключатели находятся снаружи основной станины в специальном корпусе. Настройкой положения закрепляемых на валиках кулачков обеспечиваются требуемые величины рабочего и замедленного ходов, а также величину замедленного хода и крайнее положение рабочих салазок в конце обратного хода. Поворот кулачков происходит под воздействием копира, укрепленного на рабочих салазках.
Приставная станина предназначена для монтажа механизмов, обеспечивающих подвод и отвод протяжки. Движения подвода и отвода сообщаются одновременно поддерживающему ролику 6 (см. рис. 67) и вспомогательным салазкам 8 от вспомогательного цилиндра 11. В конце подвода протяжки, когда поддерживающий ролик опускается в проем приставной станины, механизм 10 фиксации и расфиксации обеспечивает расцепление вспомогательных салазок от механизма подвода и отвода. Это позволяет вспомогательным салазкам сопровождать протяжку до конца резания, что становится возможным благодаря тому, что поддерживающий ролик 6 утоплен. В конце обратного хода вспомогательные салазки с помощью механизма фиксации и расфиксации вновь жестко соединяются с механизмом подвода и отвода. После этого начинается отвод протяжки, в начале которого поддерживающий ролик поднимается и становится опорой протяжки. Ее задний хвостовик закреплен во вспомогательном патроне.
При протягивании с сопровождением протяжки станок мод. 7Б56 работает в режиме полного полуцикла. Взаимодействие рассмотренных механизмов станка при этом отражено в табл. 21. При работе в режиме простого полуцикла исключаются из работы механизмы, расположенные в приставной станине. Последовательность действий при этом сохраняется полностью. Режим простого полуцикла применяется обычно при работе мелкими протяжками, например, шпоночными.
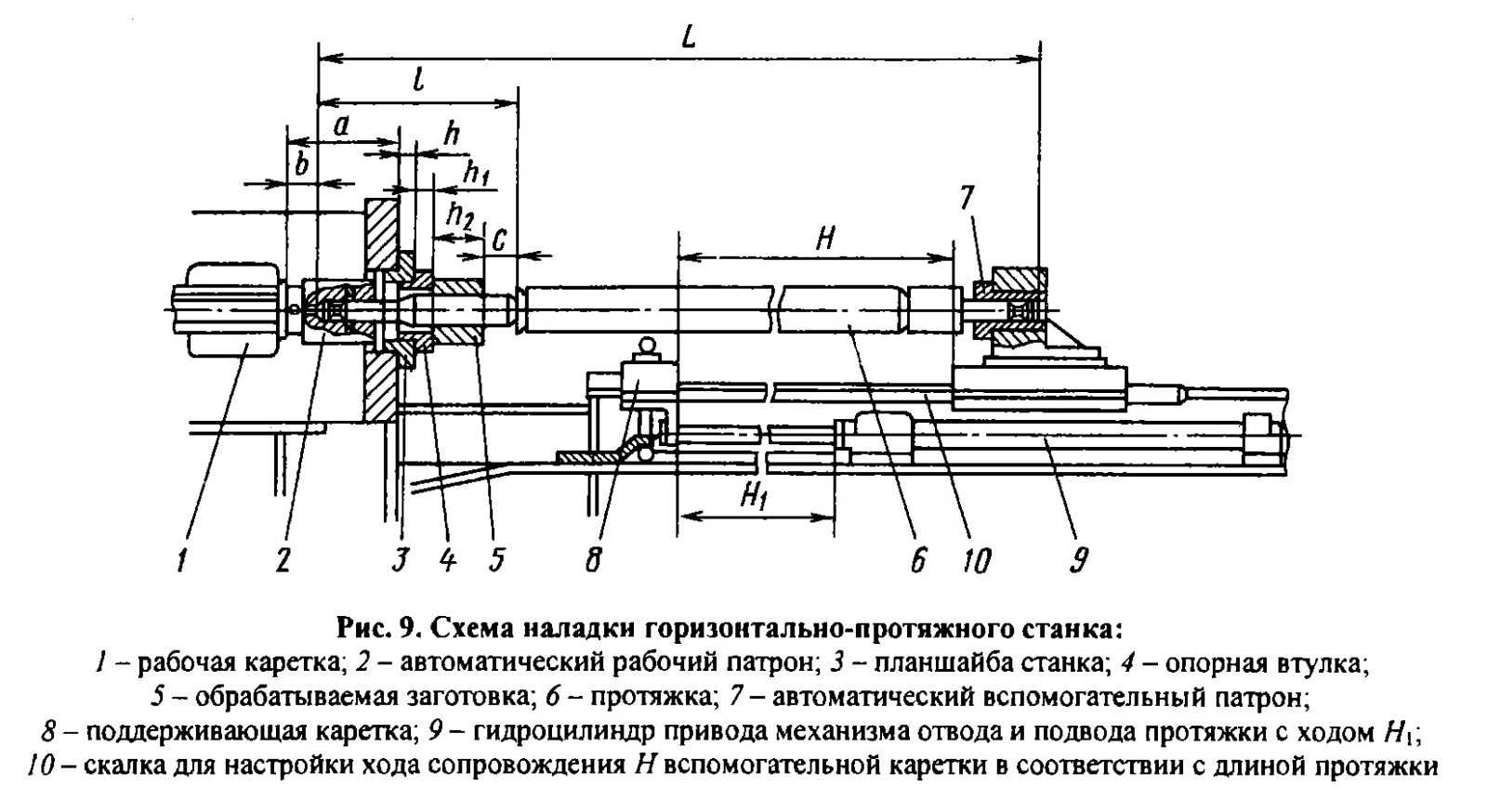
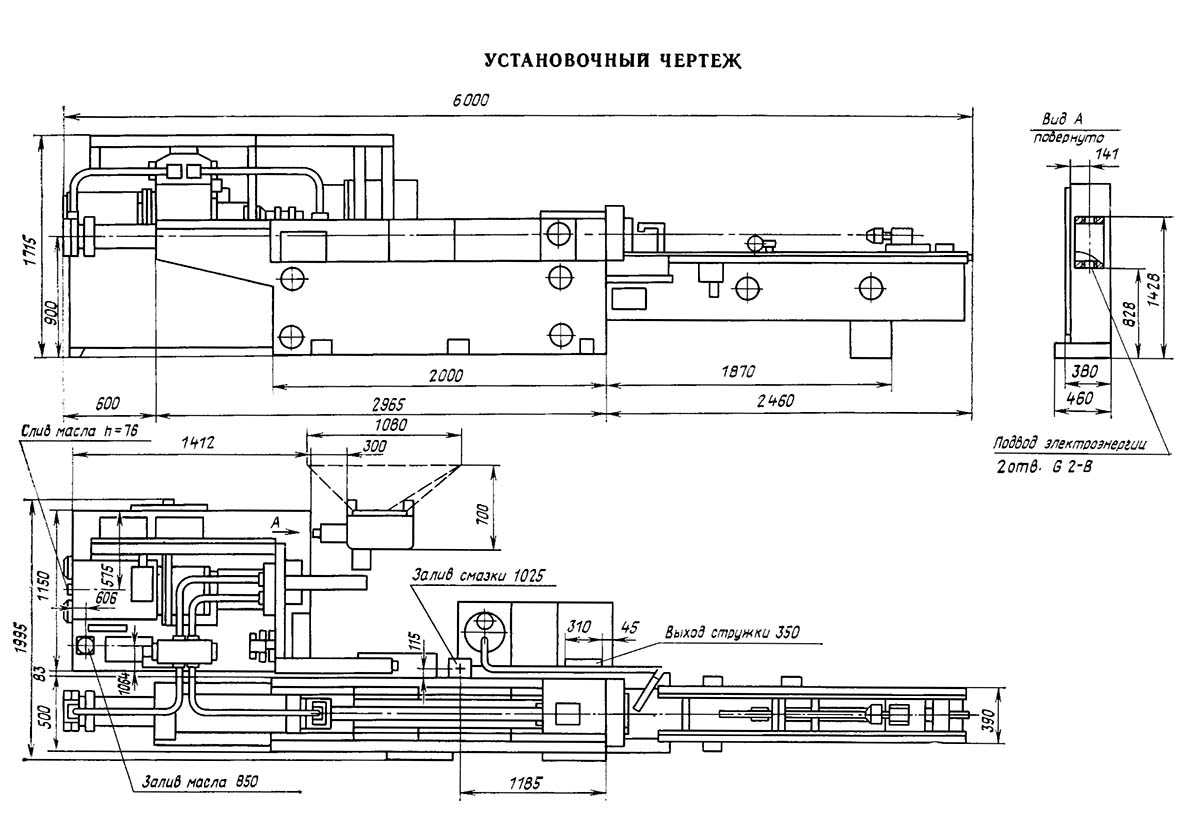
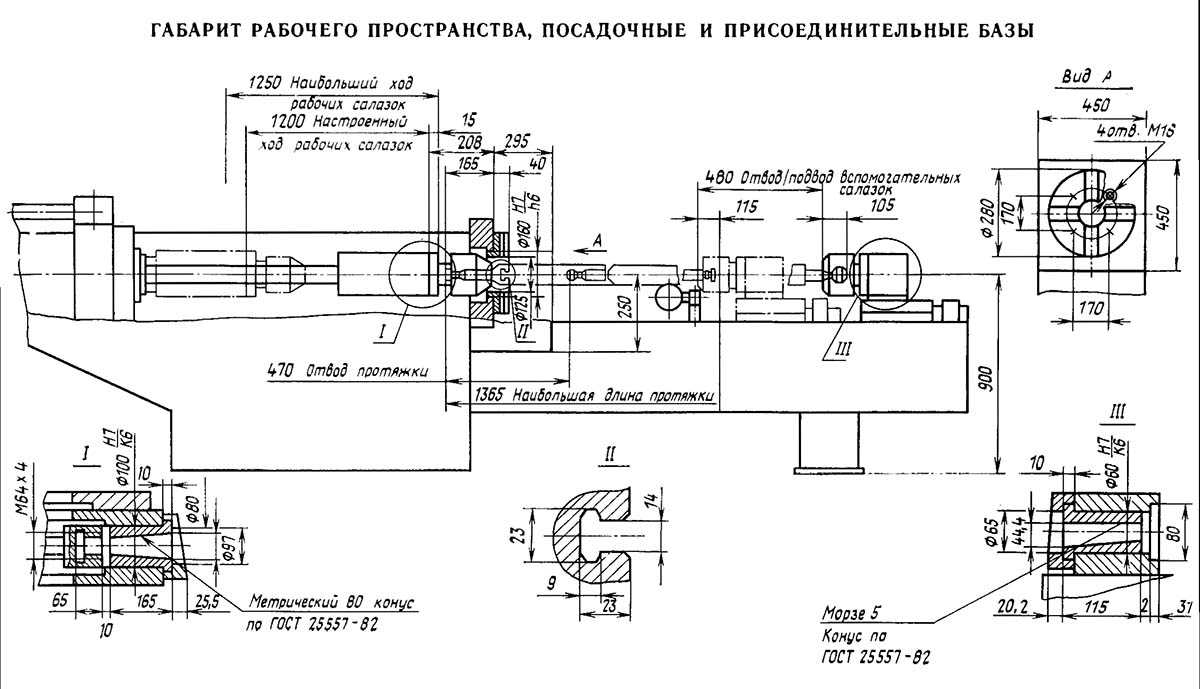
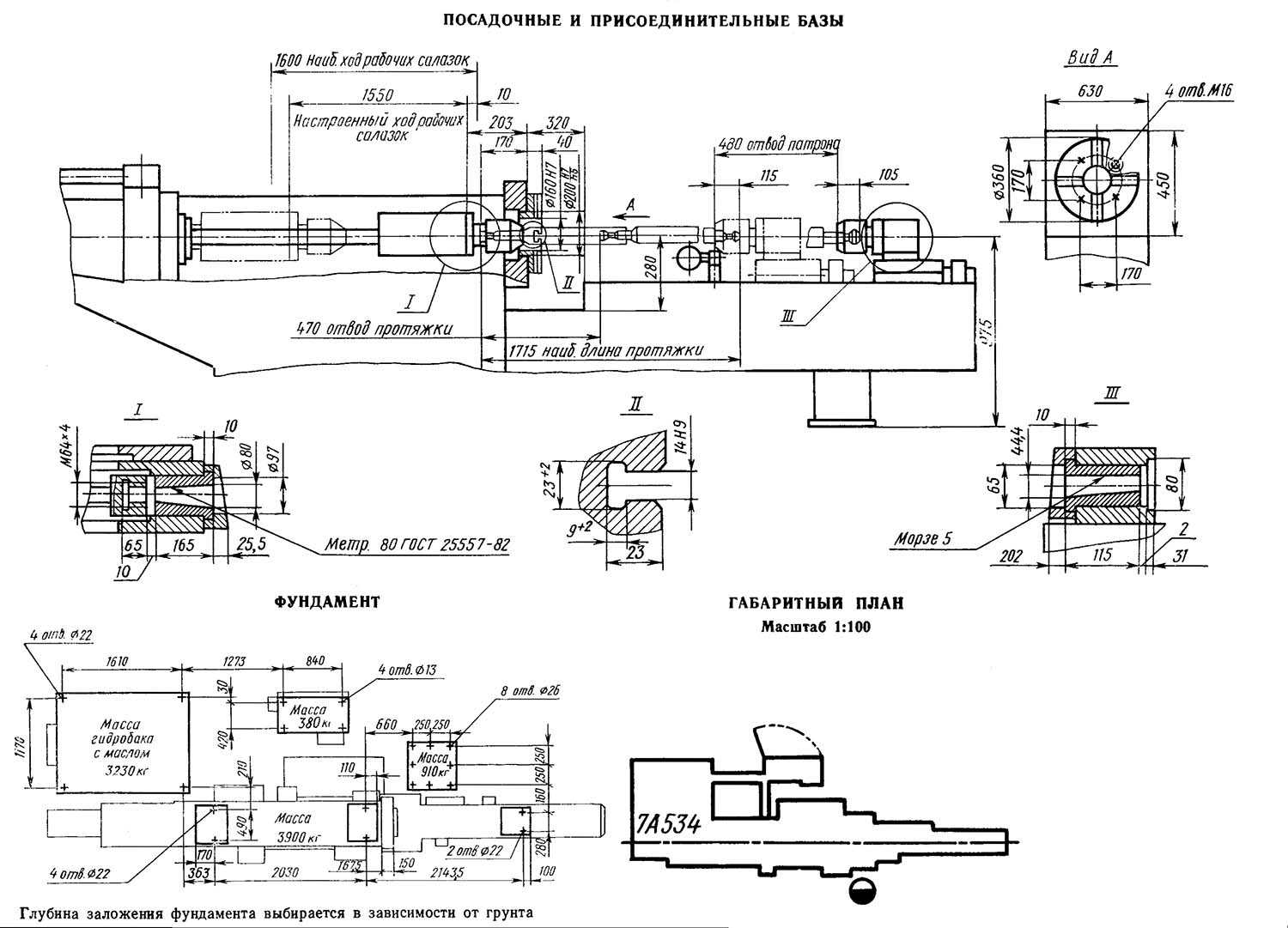
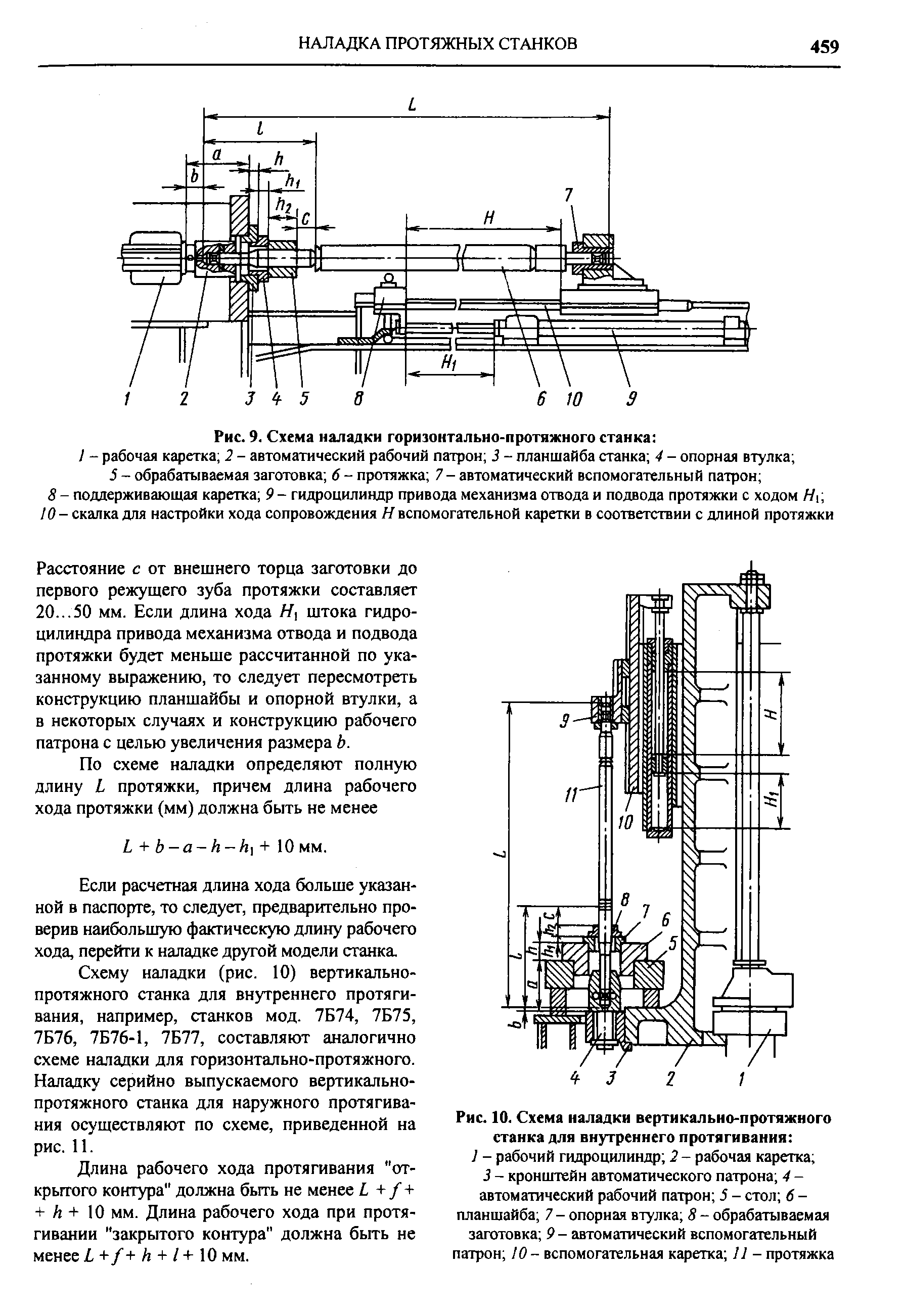
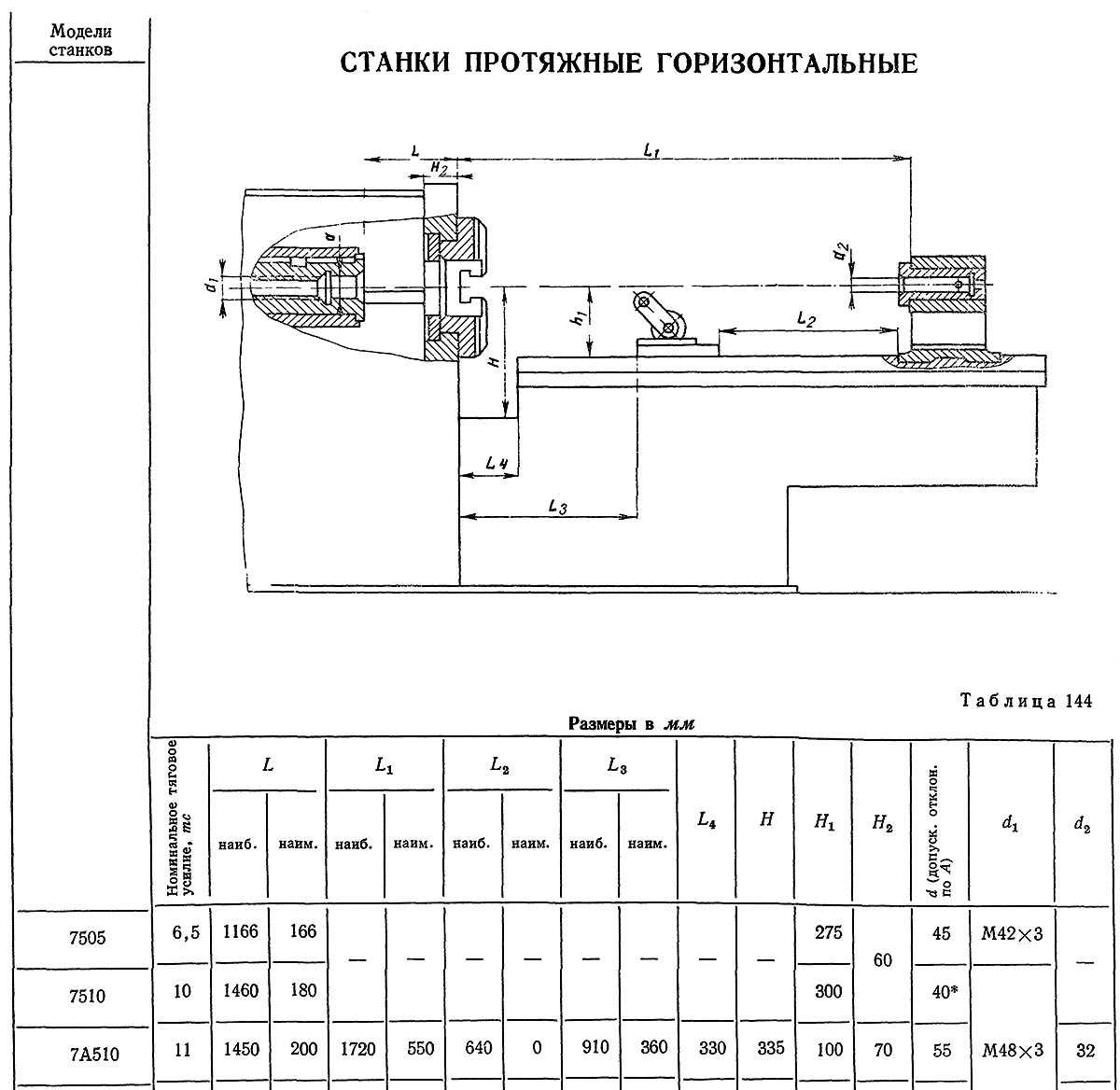
Наладочные размеры, определяющие возможности станка с точки зрения длины протяжки и длины, на которой обеспечивается сопровождение инструмента приведены на рис. 68.
Виды металлообрабатывающего оборудования
Металлообрабатывающее оборудование классифицируют в соответствии с видом операций, которые оно выполняет с металлическими заготовками. Различают следующие типы оборудования:
- фрезерное;
- токарное;
- сверлильное;
- устройства для нарезания резьбы;
- гильотинное;
- шлифовальное;
- листогибочное.
Наиболее распространенным видом современного металлообрабатывающего оборудования являются токарные станки. Эти устройства вращают металлическую заготовку вокруг шпинделя. По мере вращения инструменты и режущие кромки формируют или режут металл, придавая ему нужную форму. Токарные станки выпускаются в различных вариантах, от небольших настольных устройств, до больших стационарных моделей. Некоторые из них могут управляться вручную, некоторые – работать под управлением ЧПУ. Токарные станки выполняют большое количество операций, таких, как: расточка и обточка цилиндрических и фасонных поверхностей, нарезка резьбы, обработка торцов, сверление отверстий и так далее. Токарные станки можно назвать универсальными, что и объясняет их востребованность.
Фрезерные станки – устройства, обрабатывающее поверхность материала при помощи фрезы, вращающейся вокруг оси шпинделя (как сверло) и рабочего стола, который может перемещаться в нескольких направлениях. По способу управления различают ручные станки и машины под управлением ЧПУ. Последние могут выполнять огромное количество сложных операций, таких как прорезание пазов, строгание, сверление, нарезание резьбы, фрезеровка и так далее.
Металлорежущие станки используются для резки мягких и твердых металлов в одном линейном направлении. По способу управления данное оборудование разделяется на автоматическое, ручное и полуавтоматическое.
Станки для гибки и формовки – оборудование, позволяющее изгибать металлы для придания им нужной формы.
Металлообрабатывающее оборудование для сверления, растачивания, зенкерования и рассверливания металлических деталей. К такому оборудованию относят многошпиндельные или центровальные станки.
Шлифовальные установки – устройства, предназначенные для придания поверхностям металлических изделий гладкости и блеска. Могут шлифовать детали как снаружи, так и внутри.
Общая классификация
Классификация металлорежущих станков осуществляется по разным факторам. Это разделения по весу, габаритам, типу, классу точности, степени автоматизации, универсальности. О каждой их групп нужно поговорить более подробно.
Классификация по типам
По типу оборудования выделяется 9 видов установок:
- Токарные станки. Занимают примерно 30% от общей массы металлорежущих устройств. Заготовка зажимается в специальном зажиме. Процесс разрезания начинается после установки резцов, которые снимают слой металла под воздействием вращения.
- Расточный, сверлильные агрегаты. Занимают 20% от общей массы станков. Детали закрепляются на рабочем столе. Резание происходит за счет вращения шпинделя с со сверлом, зажатым в патроне.
- Заточные, шлифовальные, полировальные машины. Занимают 20% от общей массы установок по резанию металлов. Резание металла происходит за счет вращения абразивного материала, которые соприкасается с рабочей поверхностью. От величины абразива зависит скорость обработки.
- Устройства для физико-химического резания заготовок. Наименее распространенное оборудование.
- Аппараты для обработки резьбы, зубцов. Занимают 6% от массы. Используются для нарезания резьбы, изготовления, заточки шестерней.
- Долбежные, протяжные, строгальные машины. Занимают 4% от массы металлорежущего оборудования.
- Фрезерные станки. Занимают 15 % от общей массы. Обработка металлических заготовок происходит благодаря вращению фрез разной формы.
- Разрезные установки. Используются для разделения арматуры, профилей, уголков.
- Машины для выполнения различных операций, связанных с резанием.
Классификация по универсальности
Отдельное разделение металлорежущих станков — по их универсальности. Выделяется две группы:
- Установки узконаправленного профиля. Используются для выполнения одной определенной технологической операции.
- Универсальные агрегаты. Представляют собой крупногабаритные конструкции, которые предназначены для выполнения различных технологических операций.
Классификация по степени точности
По точности металлорежущие машины бывают нескольких видов, каждый из которых имеет свою маркировку:
- Повышенная — обозначается буквой П.
- Нормальное — обозначение Н.
- Высокая — обозначается буквой В.
- Особо высокая — обозначение А.
- Наиболее высокая точность — обозначается буквой С.
Чтобы использовать агрегаты с маркировкой В, А, С, требуется заранее подготовить помещение. В нем должен поддерживаться постоянный температурный режим, уровень влажности.
Классификация по степени автоматизации
По степени автоматизации выделяют такие типы металлорежущих станков:
- Модели с ручным управлением. Рабочему нужно убирать, подготавливать заготовки, настраивать все подвижные элементы самостоятельно, координировать рабочий процесс.
- Полуавтоматические машины. Рабочему требуется менять детали самостоятельно, включать, выключать подвижные механизмы.
- Автоматы — агрегаты, которые выполняют обработку заготовок самостоятельно. Используются при серийном производстве.
- Оборудование с ЧПУ. Оператор задает требуемый алгоритм через программу. Подвижные механизмы работают самостоятельно, подбирают оптимальные режимы, загружают, выгружают детали.
Станки с ЧПУ постепенно вытесняют другие установки, благодаря высокой точности обработки, повышенной производительности.
Металлорежущий автоматический станок
Классификация по массе
Промышленные металлорежущие машины разделяются по массе. Выделяют:
- Легкие — конструкции весят до 1000 кг.
- Средние — масса начинается от 1 тонны, заканчивается 10 тоннами.
- Крупные — масса от 16 до 30 тонн.
- Тяжелые — масса от 30 до 100 тонн.
- Сверхтяжелые — конструкции весят более 100 тонн.
Обозначения указываются в техническом паспорте.
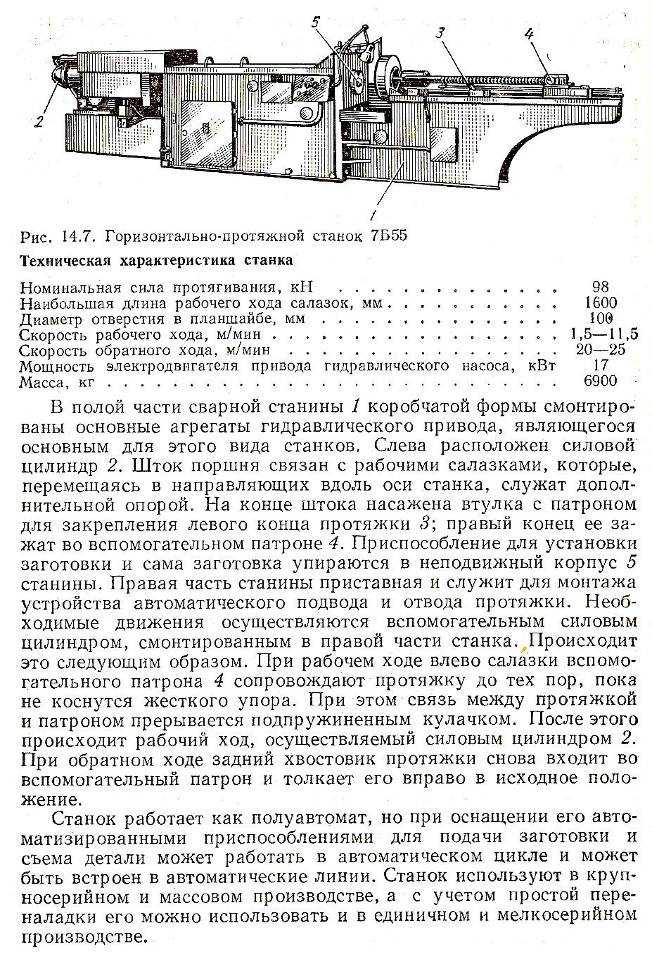
Обзор станка модели 7Б55
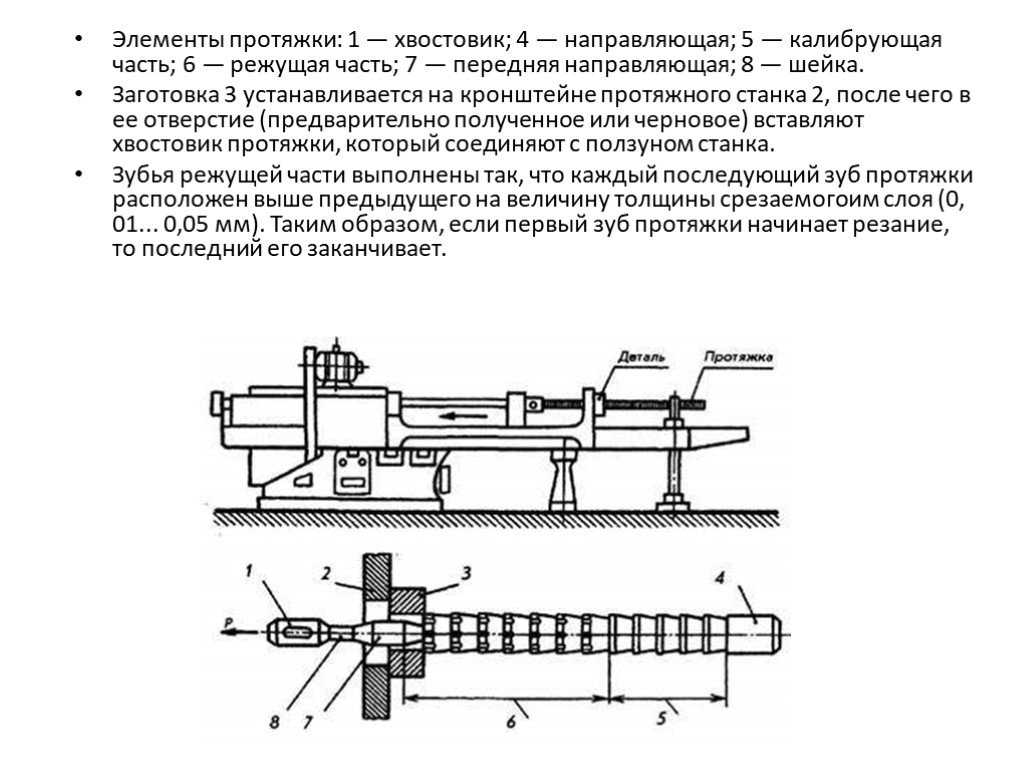
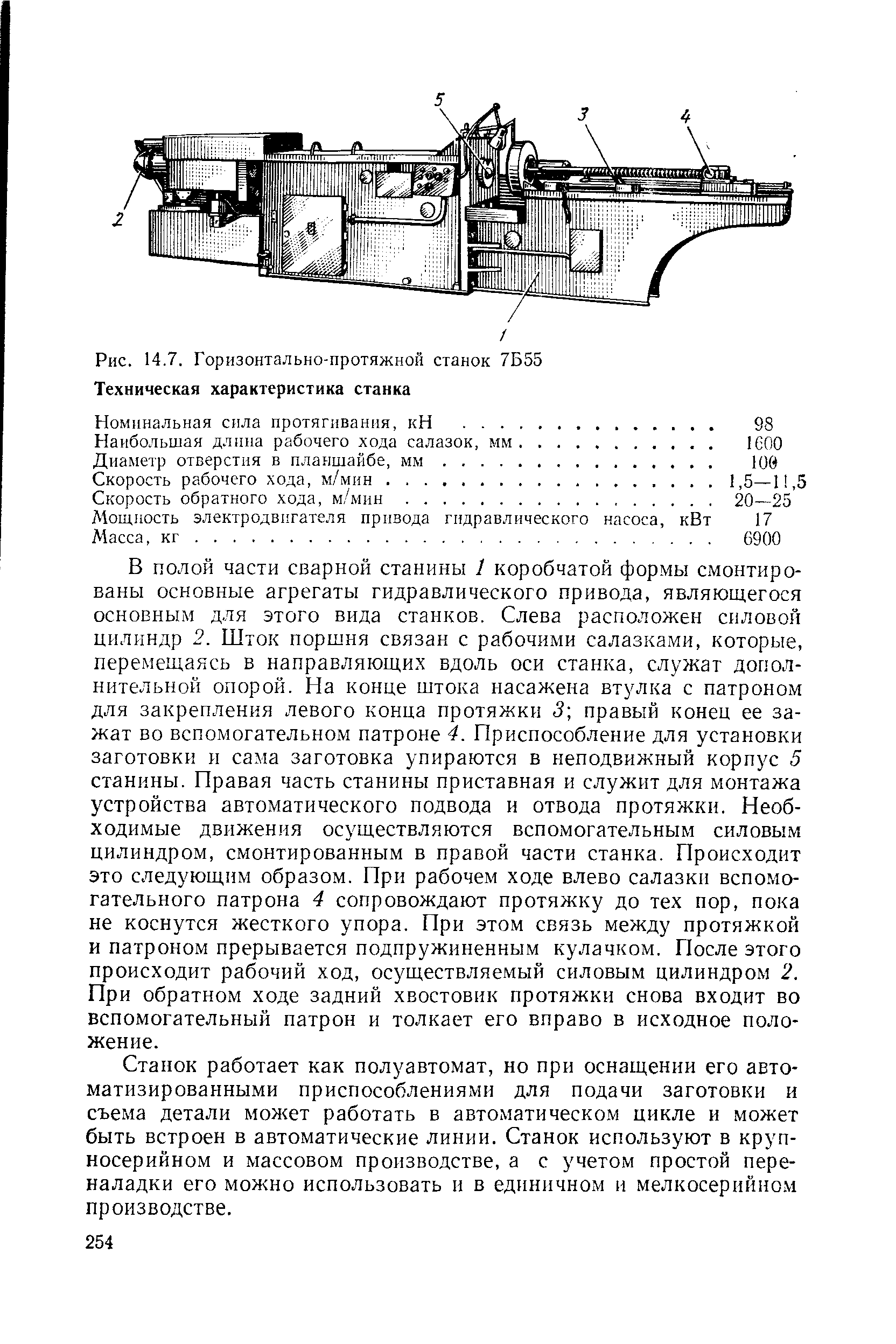
Технические характеристики протяжных станков для работы по металлу включают в себя следующие важные показатели — силу рабочей тяги и максимальную величину движения протяжки. Отечественными производителями выпускаются различные модели протяжных станков для металлообработки, способных удовлетворить все необходимые потребности заказчика. К одному из таких станков относится модель 7Б55.

Внешний вид протяжного станка 7Б55
Техническое устройство данного станка имеет следующее описание:
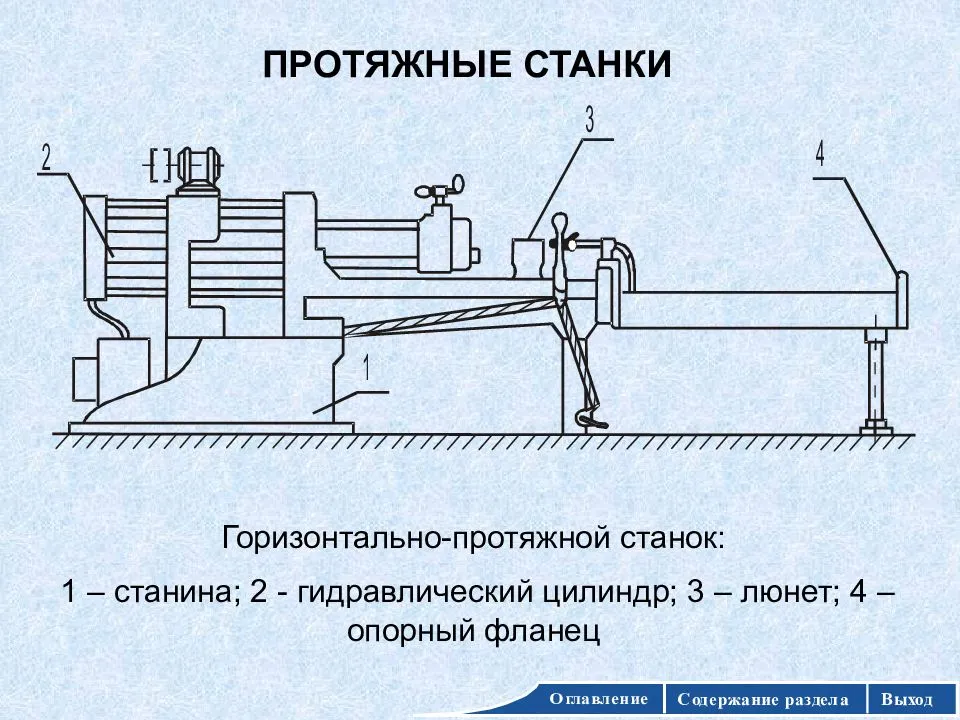
- основной частью технологической оснастки является сварная, полая внутри станина, в середине которой располагается мощный гидравлический привод;
- сам привод состоит из силового цилиндра и штока, горизонтально перемещающегося по специальным направляющим салазкам;
- на штоке установлен патрон, в котором происходит фиксация протяжки;
- схема станка имеет и специальный вспомогательный патрон, предназначенный для крепления конца режущего инструмента.
Во время рабочего процесса происходит перемещение вспомогательного патрона по горизонтально расположенным салазкам совместно с протяжкой до самого упора. В конечной точке движения происходит разрыв их связи при помощи специального пружинного кулачка. После выполнения отрезным станком всей операции резки протяжка возвращается в свое первоначальное положение и вновь присоединяется к вспомогательному патрону. Как и большинство станков такого класса, 7Б55 поддерживает лишь полуавтоматический режим обработки деталей. Однако, технические характеристики протяжных станков позволяют осуществлять усовершенствование путем установки ЧПУ, которое доводит весь рабочий процесс до полного автоматизма.



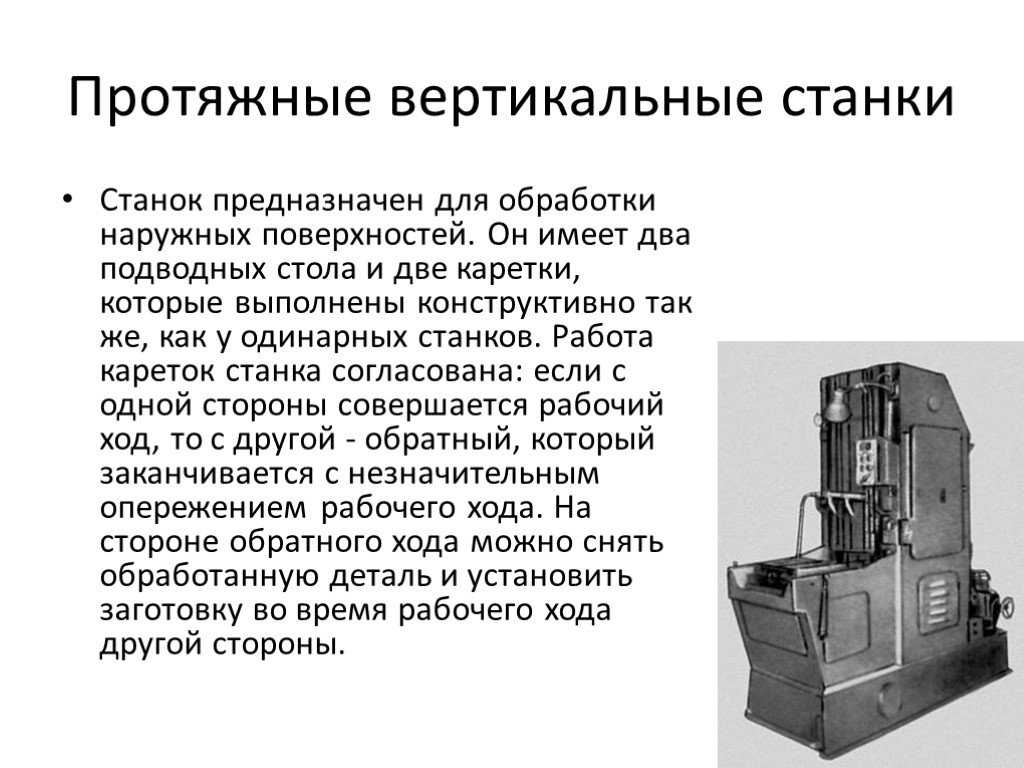
Вертикальная протяжка
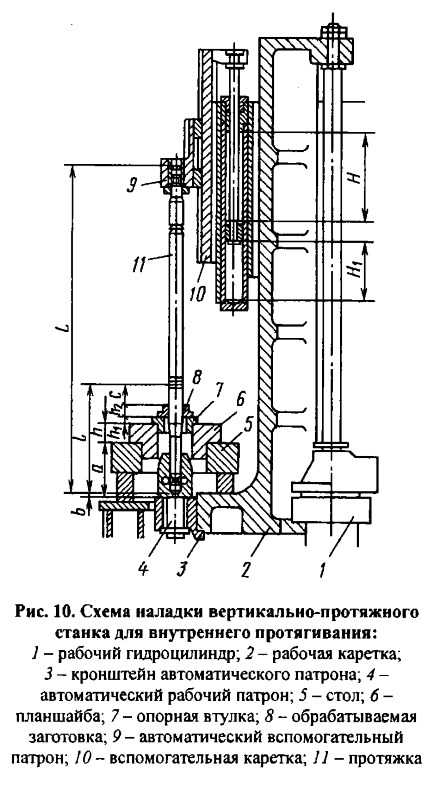
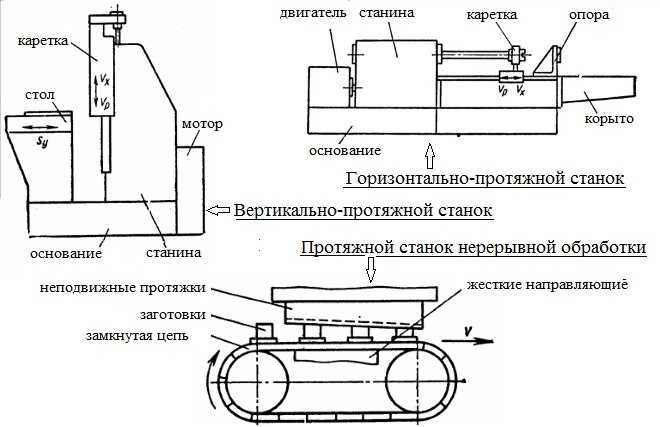
Принцип действия вертикально протяжного станка для внутреннего протягивания основан на том, что главное движение осуществляется прямолинейно в вертикальном направлении режущим элементом станка в то время, как заготовка будущей детали остается неподвижной. Кроме того, при использовании на таких аппаратах метода винтового протягивания, являющегося одним из видов внутренней протяжки, как самой заготовке, так и элементу, производящему резку, придается еще и дополнительное вращение.

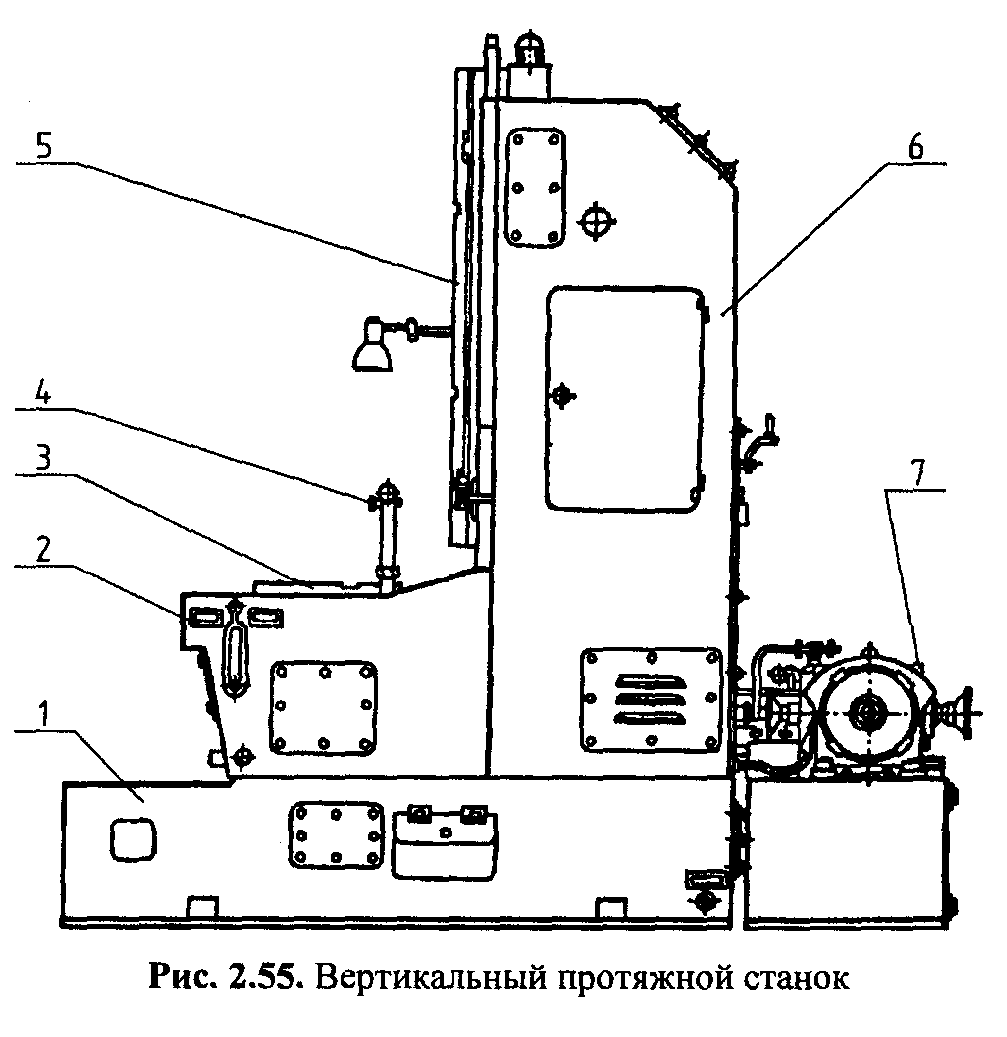
Вертикальный протяжной станок
Вертикальный протяжной станок внутреннего протягивания обладает практически тем же принципом работы, как и горизонтальный, но с некоторыми преимуществами, к которым можно отнести следующее:
- в ходе эксплуатации у станков подобного класса полностью отсутствует вероятность провисания и искривления оси протяжного элемента;
- на станок подобного класса не составляет никакого труда установить дополнительные протяжки в случае проведения модернизации;
- протяжной станок вертикальный занимает относительно небольшую рабочую площадь. Связано это с тем, что весь его рабочий цикл происходит строго в вертикальном направлении.
- Станки с вертикальной протяжкой не только занимают меньше полезной площади в процессе эксплуатации, но и более удобные, нежели их горизонтальные «собратья». Эти станки довольно часто эксплуатируются на производстве, где осуществляется массовая обработка деталей легкой и средней тяжести.
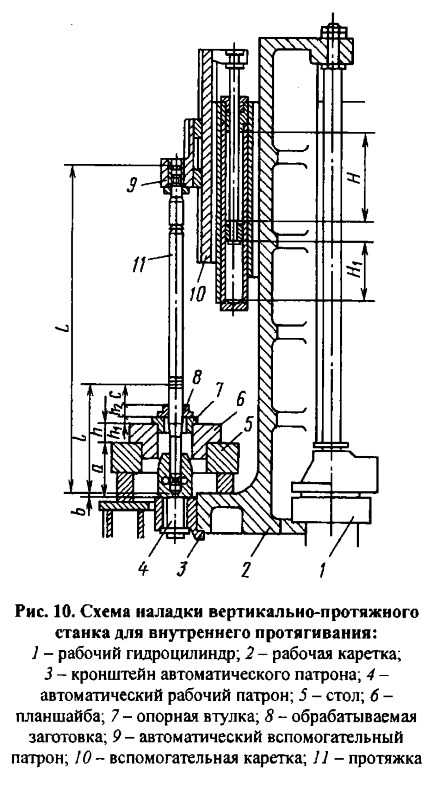
Схема наладки вертикально-протяжного станка
Вертикально-протяжные станки также бывают как наружного, так и внутреннего типа протягивания. Все эти виды следующими характеристиками:
- тяговая сила, в зависимости от модели станка, может составлять от 50 до 200 кН;
- предельно максимальная величина, на которую двигается рабочая каретка, находится в границах от 60 до 160 сантиметров;
- скорость движения протяжки во время рабочего цикла может варьировать в пределах от 0,5 до 14 метров в минуту.
Стоит заметить, что и горизонтальные и вертикальные протяжные станки используют в своем процессе полуавтоматический принцип работы. Исключение составляют лишь протяжные станки с ЧПУ, весь процесс производства которых максимально упрощен и имеет наиболее высокую скорость.
Читать также: Аппарат для пескоструйной обработки металла
Еще одним признаком, отличающим друг от друга металлообрабатывающие станки, является количество имеющихся рабочих кареток, так как существуют станки не только с одной, но и с несколькими. К следующему отличительному признаку относится позиция. Наиболее простой является одно позиционная конструкция, однако наиболее эффективными считаются станки с имеющимся многопозиционным принципом работы, так как они содержат в своей технологической оснастке заводские устройства столов с поворотной системой.
Выбор оборудования
Выбирая металлообрабатывающее оборудование следует обратить внимание на несколько основных характеристик:
Функционал – на современном рынке представлены станки, выполняющие определенные работы, а также целые системы, которые объединяют в себе несколько типов металлообрабатывающего оборудования.
Степень автоматизации – для небольших предприятий можно выбирать оборудование с ручным или полуавтоматическим управлением. Для производственных предприятий целесообразнее приобретать высокоэффективное автоматическое оборудование, требующие минимального вмешательства оператора.
Производитель – стремясь сэкономить, и приобретая самое дешевое металлообрабатывающее оборудование, в основном китайского производства, многие сталкиваются с проблемой частого ремонта и сложного обслуживания устройств. В результате, сэкономив средства на покупке, тратят их на восстановление работоспособности машин, а также теряют доход во время простоя. Чтобы металлообрабатывающие устройства действительно приносили доход, и не выходили из строя в течение длительного срока эксплуатации, их необходимо приобретать у надежного производителя, изделия которого проверены временем и имеют положительные отзывы от клиентов
Поставщик оборудования должен быть официальным представителем того или иного производителя, в противном случае, вы не можете быть уверенны, что получите качественное и долговечное оборудование.
Гарантийные обязательства – выбирая машины для работы с металлами, обращайте внимание на то, какие условия обслуживания по гарантии (и после ее истечения) обещает производитель, а также на возможность модернизации оборудования при необходимости.
Конструкция металлорежущих станков, оснащенных ЧПУ
В любой модели станка присутствуют ключевые элементы, отвечающие за его функционирование. Они обеспечивают движение, благодаря которому происходит резка, и движение подачи, совершаемое заготовкой либо режущим инструментом. Ради осуществления обеих функций в агрегате обязательно присутствуют следующие три компонента:
- Система контроля. Она запускает и останавливает устройство, контролирует все этапы его функционирования.
- Привод — гидравлический, пневматический, механический либо электрический.
- Узел, трансформирующий движение от электродвигателя и передающий его на исполнительный механизм.
Отдельно стоит упомянуть об узлах металлорежущей аппаратуры, на которых размещают инструменты для резки. Они присутствуют на всех станках, так как без них агрегаты не справлялись бы со своей функцией.
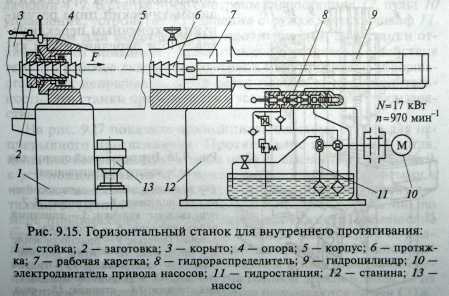
7Б55 Станок протяжной горизонтальный для внутреннего протягивания. Назначение и область применения
Станок протяжной горизонтальный 7Б55 производился начиная с 1981 года. Станок снят с производства и был заменен на более совершенную модель 7523
. В настоящее время заводом выпускаются более совершенные горизонтальные протяжные автоматы и полуавтоматы: 7А523, 7А534, 7А545, 7555.
Горизонтально-протяжной станок 7Б55 предназначен для обработки методом протягивания предварительно обработанных или черновых сквозных отверстий различной геометрической формы и размеров деталей из черных и цветных металлов и сплавов. При помощи специальных приспособлений можно обрабатывать наружные поверхности.
Протяжной станок 7Б55 отличается большой производительностью, высокой точностью обработки.
Наиболее эффективно использование станка 7Б55 — в массовом и крупносерийном производстве. Простота переналадки станка позволяет применять его в мелкосерийном и единичном производстве.
Конструктивные особенности протяжного горизонтального станка 7Б55:
По согласованию с заказчиком станок 7Б55 поставляется как в универсальном исполнении, так и со специальными приспособлениями и инструментом для обработки одной или нескольких определенных деталей.
При оснащении автоматизированными приспособлениями для подачи и съема обрабатываемых деталей станок 7Б55 может работать в автоматическом цикле, а также встраиваться в автоматические линии.
Привод станка 7Б55 гидравлический, регулирование скорости рабочего и обратного ходов бесступенчатое.
Отвод и подвод протяжки к рабочему патрону, а также процесс резания механизированы.
Для удобства обслуживания в станке предусмотрены механизм регулировки длины хода рабочих салазок, централизованная принудительная смазка направляющих, сигнализация о затуплении протяжки при помощи электроконтактного манометра, фильтрация масла в гидросистеме.
Пусковая и предохранительная электроаппаратура размещена в отдельном электрошкафу, что облегчает ее обслуживание и увеличивает срок службы.
Применение бесконтактных путевых переключателей, слаботочной электроаппаратуры управления и электроаппаратуры управления и электромагнитов постоянного тока обеспечивает высокую надежность работы электрооборудования.
Повышенная жесткость и виброустойчивость конструкции станка позволяет работать во всем диапазоне рабочих скоростей и тяговых усилий, сохраняя при этом высокий класс чистоты обработанной поверхности и стойкость протяжки.
- Гидравлический привод
- Бесступенчатое регулирование скорости рабочего и обратного ходов
- Механизированный подвод и отвод протяжки на всей длине резания
- Централизованная принудительная смазка трущихся поверхностей
- Фильтрация масла в гидросистеме
- Сигнализация с помощью электроконтактного манометра о затуплении режущего инструмента
- Высокая надежность работы электрооборудования благодаря применению бесконтактных путевых переключателей, слаботочной электроаппаратуры управления и электромагнитов постоянного тока
- Возможность встраивания станка в автоматическую линию
По особому заказу за отдельную плату станок комплектуется поддерживающей призмой, позволяющей компенсировать массу обрабатываемой детали и упростить процесс ее установки относительно оси протягивания и грузоподъемником для установки и снятия тяжелых обрабатываемых деталей и протяжек.
По желанию заказчика станок может быть изготовлен в одном из двух исполнений: с приставной станиной или без нее (модель 7Б55У), а также поставляться как в универсальном исполнении, так и со специальным приспособлением и инструментом для обработки одной или нескольких определенных деталей.
Станок аттестован по первой категории качества.
Шероховатость обработанных поверхностей Rz20—Ra 0,63 мкм (V5 — V8).
Класс точности станка Н по ГОСТ 8—77.
Корректированный уровень звуковой мощности LpA не превышает 108 дБА.
Проектная организация — Минское специальное конструктМоскваое бюро протяжных станков.
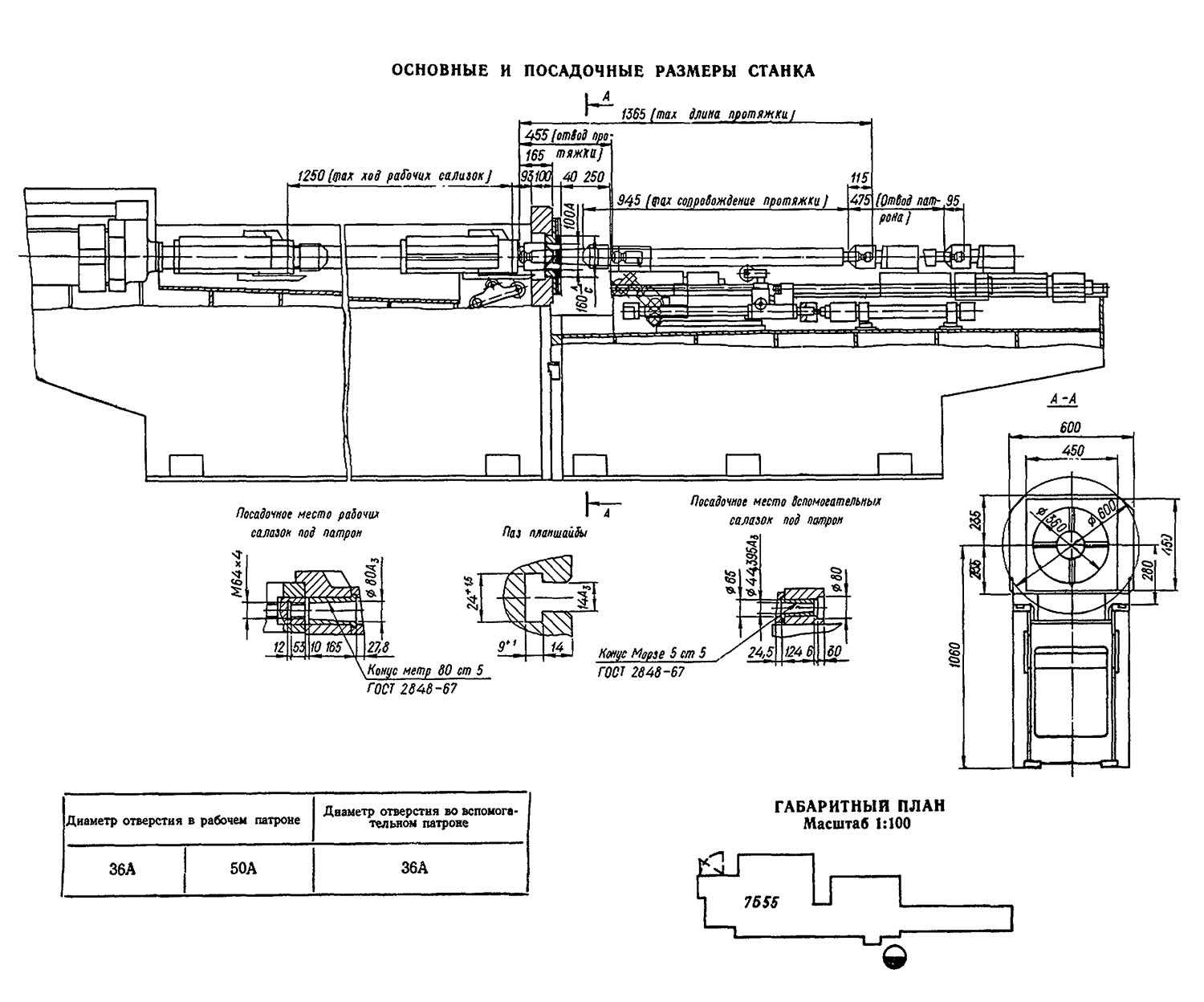
Основные технические характеристики горизонтального протяжного станка 7Б55
Проектная организация — Минское специальное конструктМоскваое бюро протяжных станков. Минский станкостроительный завод имени С.М.Кирова. Начало серийного производства 1973 год.



- Номинальное тяговое усилие — 98 кН (10 000 кгс)
- Наибольшая длина рабочего хода салазок — 1600 мм
- Диаметр отверстия в планшайбе — 100 мм
- Скорость рабочего хода — 1,5÷11,5 м/мин
- Мощность электродвигателя привода главного движения — 17 кВт
- Масса станка — 6,9 т