
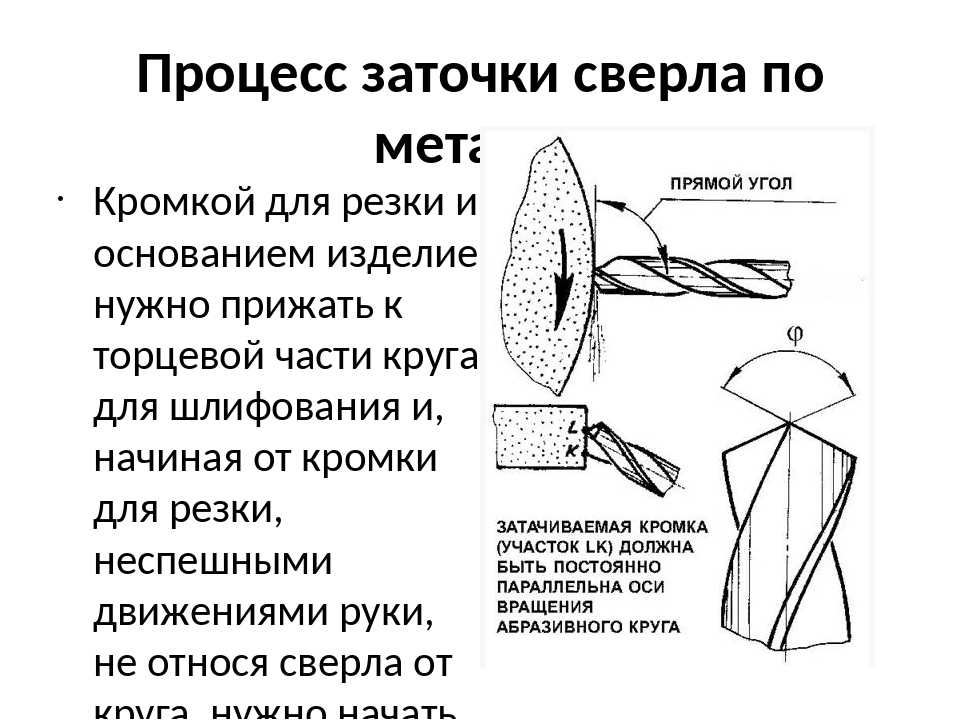
Как правильно выбрать угол заточки сверла для стали или другого металла

Основной критерий уклона – материал заготовки. Он оценивается по следующим характеристикам:
- твердость – чтобы не сломать кончик;
- хрупкость – нельзя допустить образования сколов или трещин;
- вязкость или плотность.
Второй критерий – из чего создан сам резец. Приведем пример. Инструмент из прочного сплава желательно затачивать под 120 градусов. И в зависимости от того, с чем предстоит работать, его можно варьировать. Например, для дерева, пластмасса, а также алюминия и других мягких пород необходимо брать максимально острый угол, в то время как прочные, а также очень пористые структуры требуют более тупого уклона.
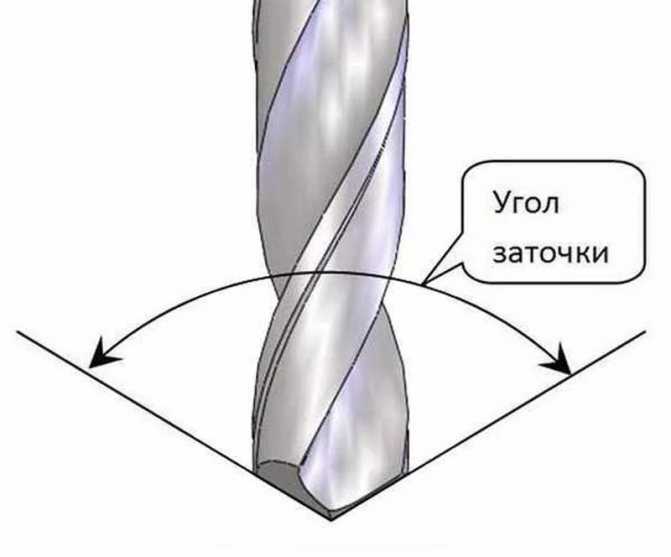
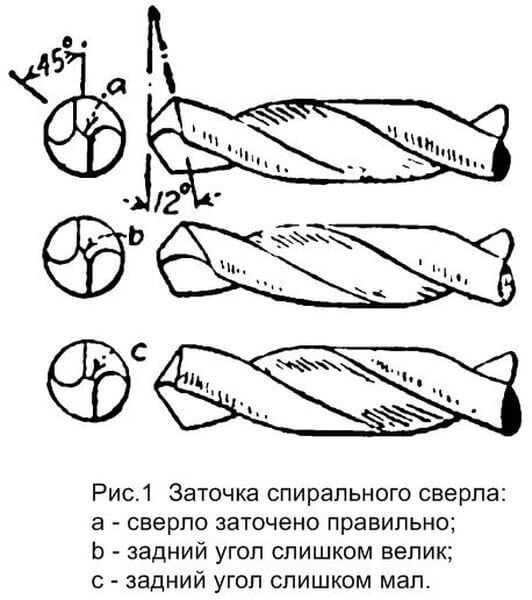
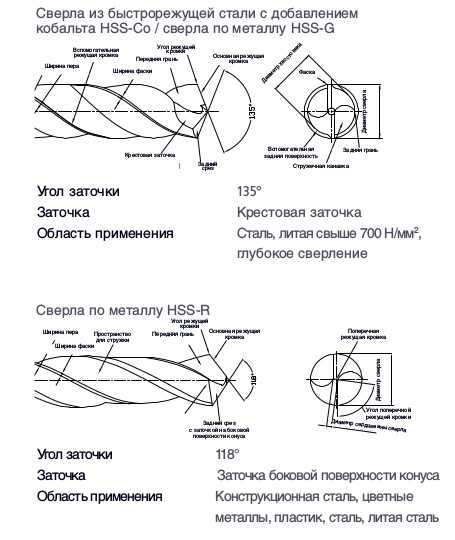
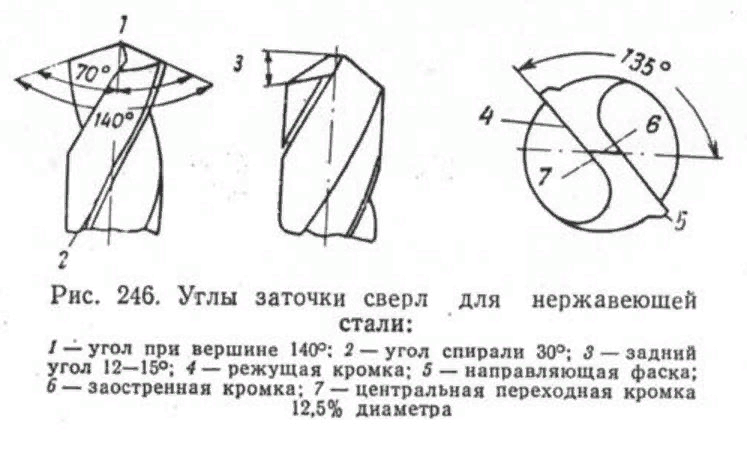
Если инструмент имеет особую конструкцию, например, спираль, то подход несколько отличается. У них есть широкие канавки, которые предназначены для отвода стружки. Углы заточки спиральных сверл – 45 градусов, но при вершине он должен быть не менее, чем 120-140.
Делаем вывод: ориентироваться необходимо на конструктивные особенности изначального резца, что к ним относится:
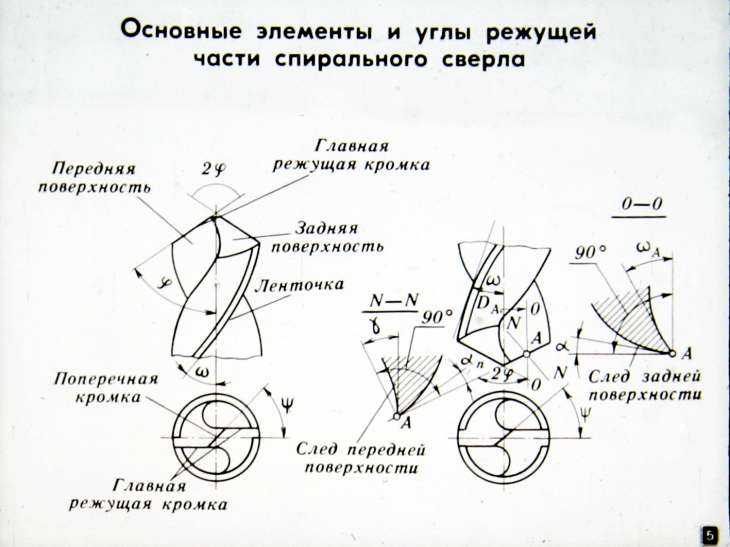
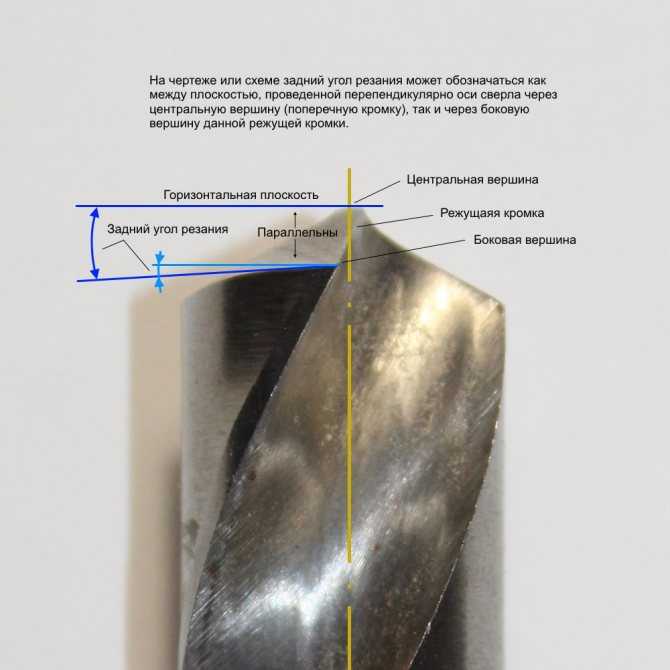
- Величина переднего наклона. Измеряется между касательной линией к наружной поверхности режущей кромки.
- Аналогичный параметр для задней плоскости.
- Ширина ленточки. Расстояние между двумя заточенными краями.
Если вы правильно выберете эти три параметра, то гарантируете:
- простоту работы – минимум усилий и времени;
- повышенную точность и чистоту – отсутствие сколов, заусенцев;
- длительный период износа.

Таблица углов заточки сверла для разных материалов: работаем по меди, алюминию, пластмассе
Общие рекомендации:
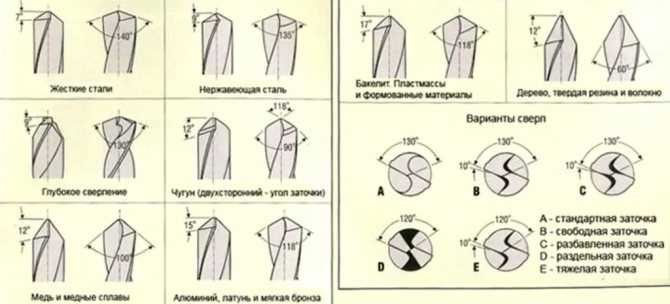
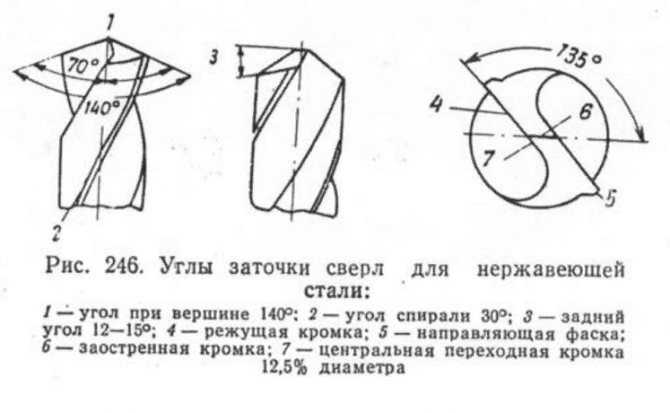
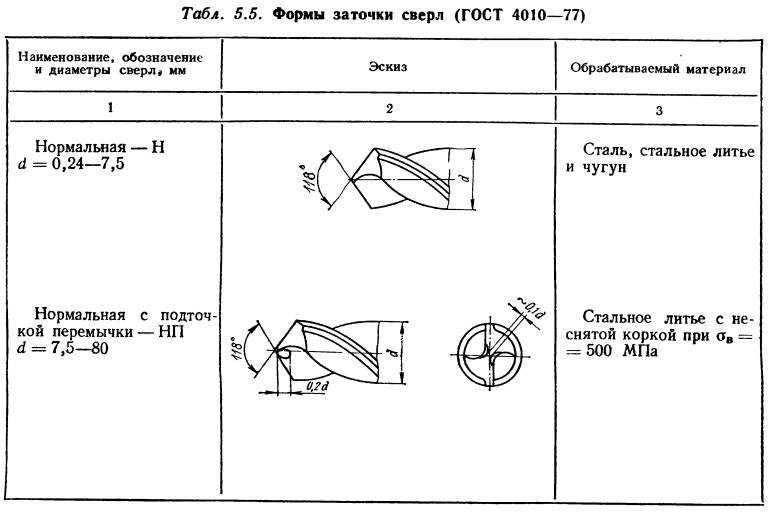
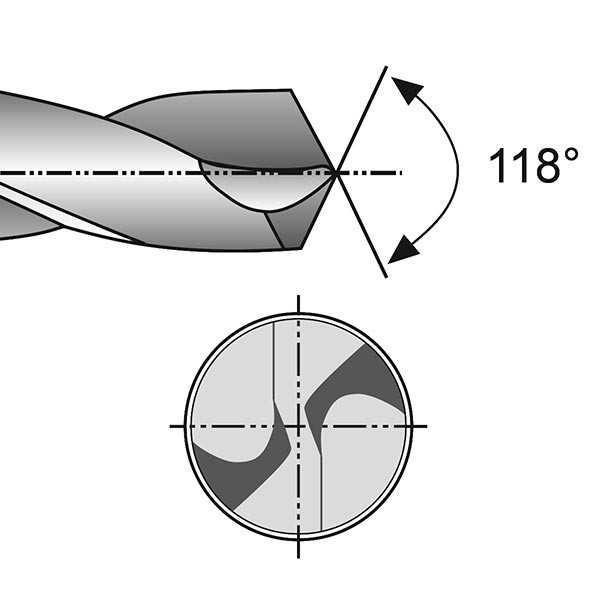
- Если вы имеете дело со сталью, необходимо смотреть на ее состав. Обычные и низколегированные сплавы требуют диапазон от 116 до 118 градусов. Таким же образом стоит затачивать оснастку для чугуна. Если это более прочные стальные заготовки, то они требуют 130-140°.
- Титан можно резать в большом спектре – от 90° до 120°, это зависит уже от конкретной марки, величины присадок.
- Алюминиевые, латунные сплавы и другие мягкие металлы стоит обрабатывать в диапазоне углов 120-130°. Допустимо отклонение на 2 единицы в одну или другую стороны.
- Дерево или некоторые тонкие листы пластмассы не любят таких больших значений, 90-100° им вполне хватит, а то и меньше.
- И всего от 50 до 70 градусов нужно для оргстекла или эбонита.
Посмотрим сводную таблицу, но заранее отметим, что более точный параметр выбирается в зависимости от конкретной марки:
| Материал | Рекомендуемый угол, ° |
| Чугун и стальные заготовки с низким легированием | 116 – 118 |
| Поковки и закаленная сталь | 125 |
| Латунь, мягкая бронза | 130 – 140 |
| Медь | 125 |
| Алюминий, баббит | 130 – 140 |
| Силумин | 90 – 100 |
| Сплавы с ведущим компонентом магний | 110 – 120 |
| Эбонит, целлулоид | 80 – 90 |
| Мрамор и другие породы повышенной хрупкости | 90 – 100 |
| Органическое стекло | 70 |
| Пластмассы | 50 – 70 |
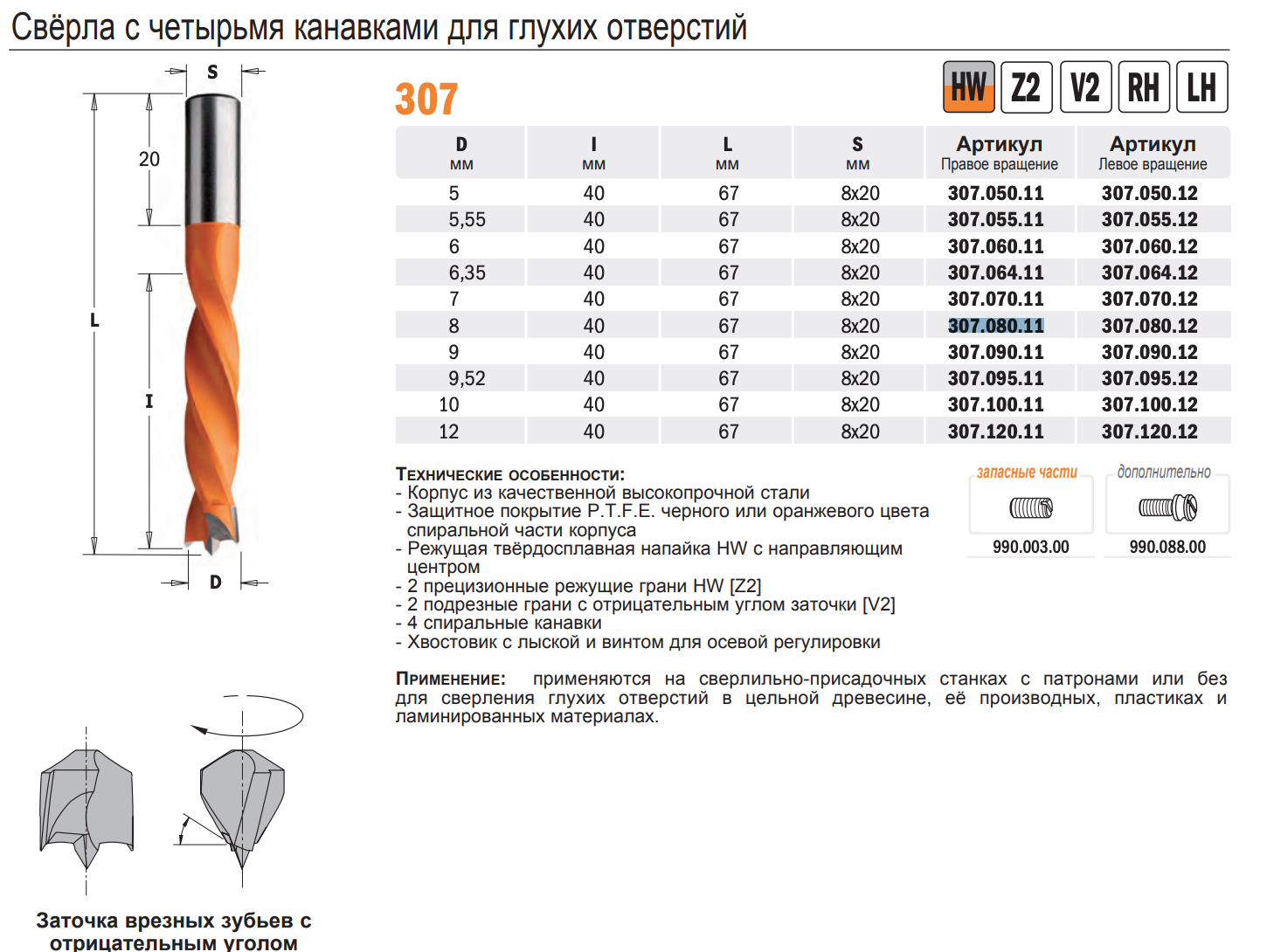
| Бетон | 118 – 130 |
Приспособление, чтобы заточить сверло по бетону в домашних условиях
В отличие от сверла по дереву, где для заточки режущей кромки обрабатывается только задняя поверхность и ей предается криволинейная форма, для заточки рабочих кромок бура формируются плоские грани и обрабатываются как задние грани, так и передние. Заточка бура менее точная, чем у сверла, потому что абразивная среда, в которой он работает, приводит рабочие кромки в состоянии симметрии уже через несколько бурений. Поэтому при установке бура для разных углов его заточки полагаются в основном на руки и глазомер.
Еще для заточки используется приспособление, сделанное из уголка с полкой 63мм. Главная функция этого приспособления – задать нужную позицию тела сверла при заточке. Она позволяет получать нужный наклон на точилах с разной длиной подручника. У него есть высокая вертикальная полка и низкая вертикальная полка. Используя болгарку его нетрудно сделать по приведенному ниже эскизу.
На внутренней стороне горизонтальной полки приспособления делают разметку: проводят посередине полки осевой луч, отмеряют от него по краю полки по 30 мм в каждую сторону. После этого соединяют точки у края полки линиями с началом осевого луча, параллельна этим наклонным линиям проводят несколько линий с разных сторон. Посередине горизонтальной полки делают треугольный вырез, используемый для крепления струбцины на подручниках с малым вылетом.
Как провести заточку?
Сильный скрип и выделение тепла говорит о том, что режущий инструмент износился. Стоит отметить, что повышение температуры приводит к ускорению процесса износа. При рассмотрении победитовых сверл по металлу, что режущая кромка представлена твердым сплавом, своими руками заточить ее можно только при использовании специального оборудования.
Для проведения заточки победитовых сверл своими руками понадобится нижеприведенное:
- Точильный станок. Без подобного оборудования провести точение не получиться.
- При поиске точильного станка стоит учитывать, что он должен иметь охлаждающую ванну для используемого камня. Можно создать ее своими руками. Процесс обработки твердого сплава предусматривает сильное повышение температуры.
- Алмазный камень.
Советуем изучить — Монолитный поликарбонат — технические характеристики, свойства и применение материала
Отличительной особенностью заточки своими руками твердосплавного материала можно назвать необходимость использования именно алмазного камня, так как обычный не подойдет.
Перед выполнением заточки следует проверить возможность ее проведения. Если напайки менее 10 миллиметров, то заточка своими руками в принципе невозможна. Также большие дефекты не позволяют выполнить заточку.
Геометрия заточки сверла для различных материалов
После проверки состояния инструмента и при наличии необходимого оборудования можно выполнить заострение своими руками. К ее особенностям проведения отнесем следующее:
- Чем выше показатель твердости обрабатываемого материала, тем меньше должна быть скорость вращения камня. Это связано с тем, что повышение скорости вращения камня приведет к быстрому нагреву его поверхности.
- Проводить работу нужно малыми касаниями. Стоит помнить о том, что снятие слоя сплава напаек при использовании алмазного камня проходит довольно быстро. Поэтому внимательно контролировать процесс должен мастер для того чтобы не снять лишний слой рабочей поверхности. Работа проводится навису, без упора.
- Выполняя работу своими руками, без использования шаблона, рекомендуется затачивать поверхность аналогично в случае малых сверл по металлу, когда проводится изменение задней плоскости.
- Также рекомендуется провести подточку и передней поверхности. Эту работу рекомендуется выполнять, если напайка полностью изношена. Выполнить подобное изменение следует так, чтобы толщина центральной части напайки была значительно меньше.
Задняя и передняя поверхность образуют кромку, которая выполняет снятие металла на момент образование отверстия.
При выполнении работы своими руками нужно быть внимательным, так как все режущие стороны должны быть одинакового размера. Достигнуть этого достаточно сложно, но все же возможно. Если нарушить данное правило образованное отверстие станет большого размера и неправильной формы. В независимости от вида используемого оборудования следует также контролировать соотношение переднего и заднего угла реза по направлению вращения инструмента.
Довольно важным правилом, которое применимо ко всем инструментам, можно назвать высказывание: чем больше показатель твердости поверхности, тем больше угол заточки. В рассматриваемом случае он должен составлять 170 градусов.
Особое внимание уделяют перегреву. Твердосплавные напайки на момент обработки сильно нагреваются. Перегрев любого материала приводит к изменению его структуры
Поэтому режущий инструмент может деформировать, есть вероятность появления трещин. Ванночка для камня позволит исключить вероятность возникновения подобной ситуации
Перегрев любого материала приводит к изменению его структуры. Поэтому режущий инструмент может деформировать, есть вероятность появления трещин. Ванночка для камня позволит исключить вероятность возникновения подобной ситуации.
В заключение отметим, что рассматриваемую работу можно провести самостоятельно. Для этого необходимо знать геометрию инструмента, принцип его работы другие нюансы. Также следует обладать определенными навыками эксплуатации используемого оборудования. Однако без специального оборудования соблюсти угол заточки практически невозможно.
Как заточить диск на циркулярной пиле с победитовыми напайками
Часто мастера покупают круги, которые обладают повышенной устойчивостью к износу за счет наличия специальных напаек из победита. Эти напайки продлевают срок службы расходного материала, однако не делает его вечным. Победитовый слой наносится на звенья при помощи специальной напайки. За счет напайки усложняется геометрическая форма зуба, поэтому и процесс затачивания также утяжеляется. Восстановление остроты зубьев необходимо выполнять с учетом точной выдержки.
Чтобы заточить зубья на диске с твердосплавными напайками, понадобится произвести сглаживание режущей кромки до величины 0,3 мм. Чтобы выполнить качественную заточку зубьев с твердосплавными напайками, специалисты рекомендуют использовать для этого специальное оборудование, а также заточные круги с алмазным напылением. Если использовать абразивный круг, то он быстро сотрется, прежде чем диск с напайкой получится заточить.
При восстановлении остроты звеньев учитываются следующие факторы:
- Заточку пильных дисков надо выполнять не только передней, но и задней плоскости. Начинать необходимо непосредственно с передней части
- Победитовая напайка при наточке должна плотно соприкасаться с заточным алмазным кругом
- Время соприкосновения должно быть не более 5 секунд. Учитывать время необходимо для того, чтобы избежать перегревания металла. Если металл будет перегреваться, то произойдет его закаливание, а также снижение твердости
При затачивании нужно также учитывать, что толщина стачиваемого материала не должна быть более 0,15 мм. Если правильно выполнять процедуру, то до полного износа диска с победитовыми напайками проводится не менее 30 заточек.


Пора точить?..
Неопытному мастеру сложно отличить хорошо заточенный инструмент от того, который уже затупился. Основные признаки того, что пора браться за заточку, следующие:
- металл сильно греется. За счет того, что режущая кромка сработана, трение при сверлении усиливается. Соответственно, происходит нагрев рабочей части и далее хвостовика, патрона дрели (перфоратора). При сильном нагреве металл сверла теряет свои свойства, «отпускается» и перестает держать заточку вообще;
- звук при сверлении усиливается, возникает скрип и визг;
- стружка выходит либо только с одной стороны (неравномерность заточки), либо с обоих, но в виде крошки, а не аккуратной спирали.
По отдельности эти признаки можно счесть результатом работы со слишком твердым и хрупким материалом, неподходящим типом сверла в целом. Все вместе однозначно сообщает – пора затачивать кромки!
https://youtube.com/watch?v=XIe9tbTngCI
https://youtube.com/watch?v=srJlA8zWrV4
Тонкости затачивания сверла
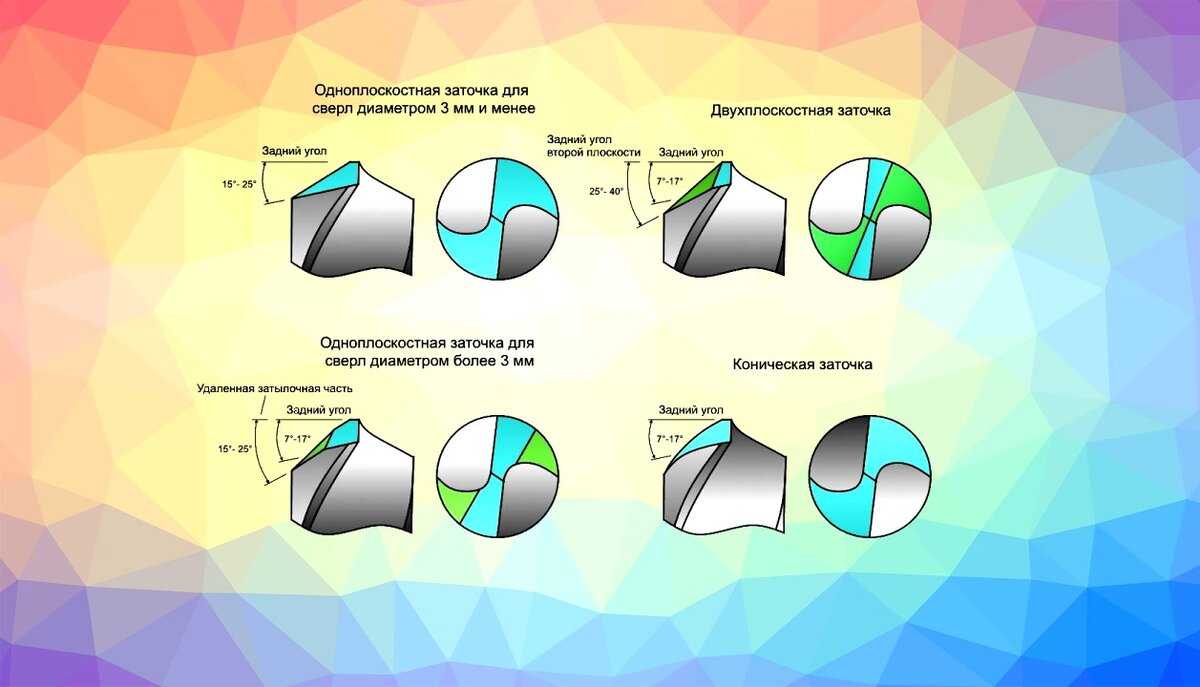
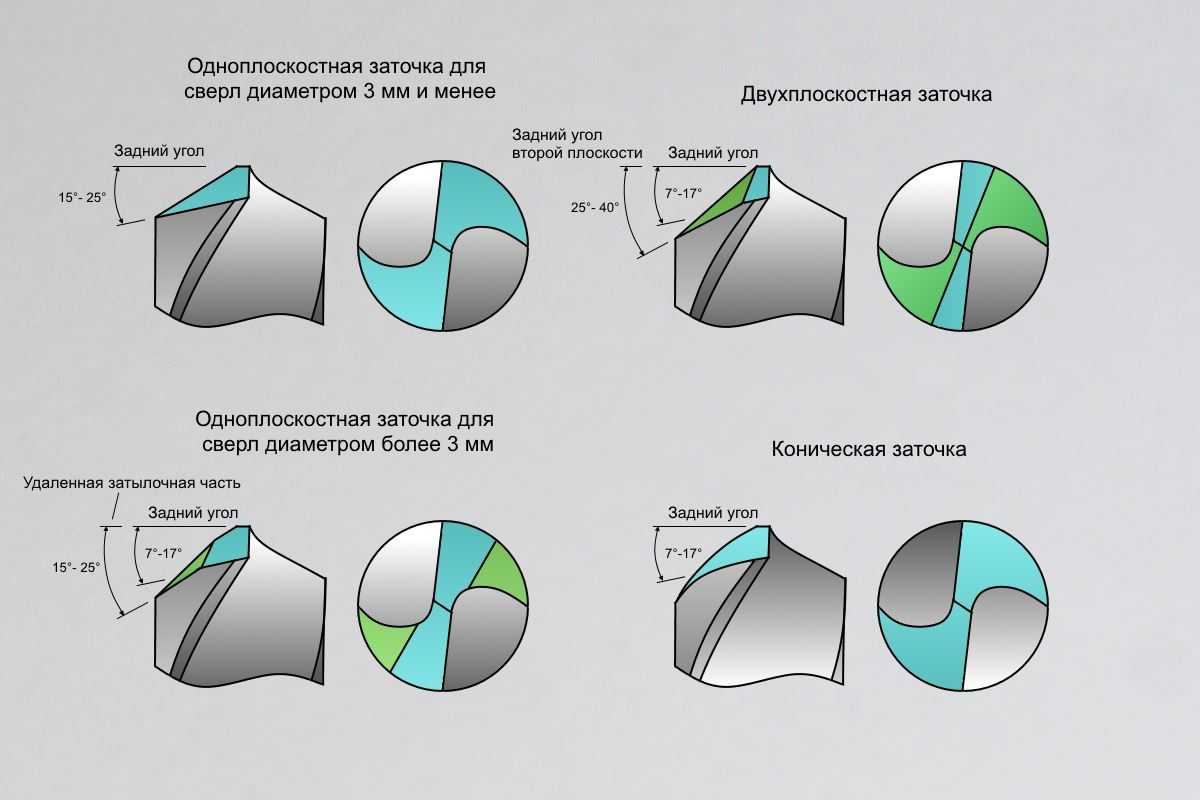
В зависимости от заявленного назначения сверла по металлу могут иметь отдельный вид заточки. Этот параметр также меняется в зависимости от толщины. Одноплоскостной вид заточки применим только для диаметров до 3 мм. Такие свёрла используют для мелких работ, чаще в радиоэлектронике и моделировании. Двухплоскостные сверла применимы в большинстве бытовых задач, в зависимости от диаметра. Конический тип заточки относят к узконаправленному инструменту – сверло универсального диаметра применяют для подготовки отверстий в алюминиевых листах. При затачивании наконечников используют такие методики:
- Ручная заточка – можно осуществить при помощи бруска или напильника. Недостаток – сложность выдерживания угла, что приводит к несоответствию симметрии режущей кромки.
- Бытовые станки – устройства для выдерживания строгого угла заточки. Если механизм заводского производства, то его можно настроить на точный угол и выставить только крайнюю часть.
- Промышленное оборудование для затачивания буров отличают по высокой мощности. Процедура проходит в полуавтоматическом режиме – достаточно вставить сверло в паз нужного диаметра и задать угол.
Внимание!
У промышленных устройств в бытовом варианте есть упрощенные аналоги с креплением на электродрель. При широком выборе диаметров можно заточить все сверла, для домашнего хозяйства.
Как отдельную разновидность прибора для затачивания инструмента выделяют электроточило. Этот аппарат относят к универсальной технике, так как на нем можно выполнить большее количество манипуляций. При затачивании сверла на электроточиле нужно крепко удерживать инструмент, так как вращение наждачного круга вырывает его из рук и сбивает угол.
Как заточить сверло по металлу и бетону своими руками
О заточке сверла по дереву можно не беспокоиться, таким сверлом можно работать многие месяцы и даже годы без всякой заточки. К сожалению, такого нельзя сказать о сверле по металлу, которое должно быть обязательно острым. То есть, сверлить металл можно исключительно острым, хорошо заточенным сверлом.
Для потери остроты сверла характерен резкий скрип в начале сверления. Не заточенное вовремя сверло сильнее выделяет тепло и таким образом, изнашивается еще быстрее, чем острое.
Заточить сверло можно на специальных станках или с помощью приспособлений. Естественно, при наличии возможности, предпочтительнее сделать это на специальном оборудовании. Но в домашней мастерской таких станков, как правило, нет, поэтому приходится использовать обычный электрический точильный станок с камнем.
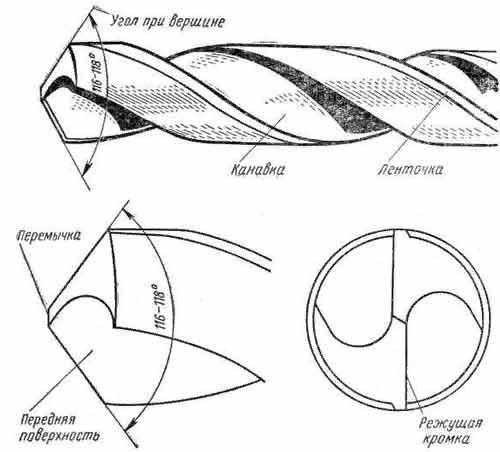
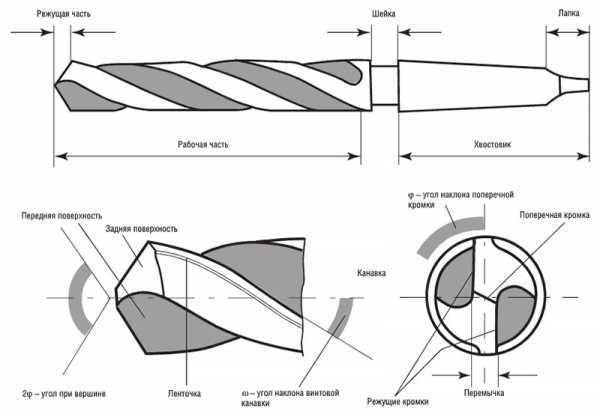 Основные составные части спирального сверла.
Основные составные части спирального сверла.
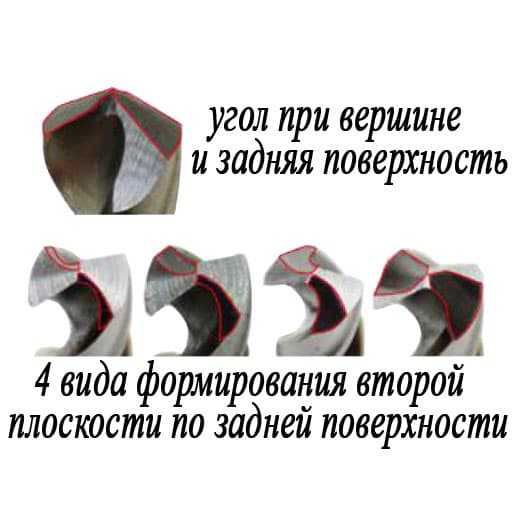
Итак, рассмотрим как заточить сверло по металлу? Вид заточки зависит от формы, которую следует придать задней поверхности сверла и может быть одноплоскостным, двухплоскостным, коническим, цилиндрическим и винтовым.
Заточка сверла проводится по задним граням. Оба зуба (пера) сверла следует заточить абсолютно одинаково. Вручную сделать это нелегко. Также непросто вручную выдержать нужную форму задней грани и нужный задний угол.
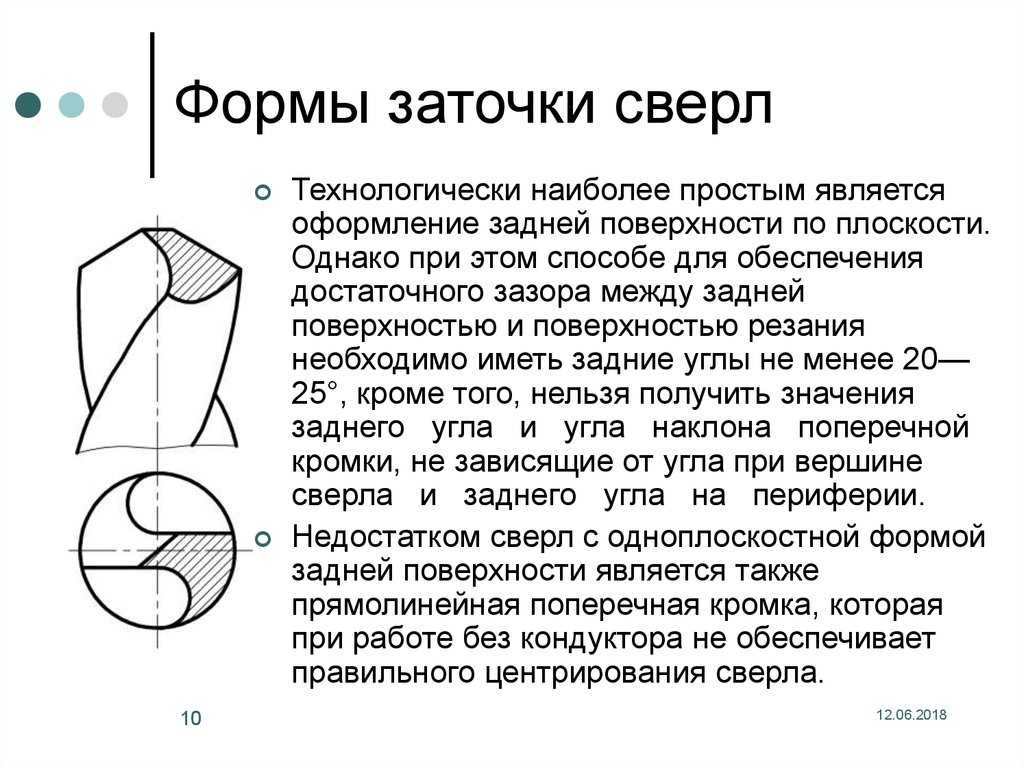
1. Одноплоскостная заточка сверла характерна тем, что задняя поверхность пера выполнена в виде одной плоскости. Задний угол при этом колеблется в пределах 28-30°. Сверло просто приставляется к кругу, таким образом, чтобы режущая часть шла параллельно кругу и не вращая, не перемещая сверла производится заточка. При такой заточке во время сверления могут выкрашиваться режущие кромки сверла, что является недостатком данного способа заточки. Это самый простой способ ручной заточки, который можно применять для тонкого сверла диаметром до 3 мм.
2. Сверла диаметром более 3 мм предпочтительно затачивать конически. Вручную без навыков такую заточку выполнить сложно, но возможно. Сверло берется левой рукой за рабочую часть как можно ближе к заборному конусу, а правой рукой за хвостик. Сверло прижимается к торцу шлифовального камня режущей кромкой и поверхностью задней части, и слегка покачивается правой рукой, создавая при этом на задней перьевой грани конусную поверхность. Сверло в ходе заточки не отрывается от камня, движения руки медленные и плавные. Для второго пера все повторяется аналогично.
 Подводи сверло режущей кромкой к шлифовальному кругу.
Подводи сверло режущей кромкой к шлифовальному кругу.
 Покачиваем сверло в низ, а потом опять вверх.
Покачиваем сверло в низ, а потом опять вверх.
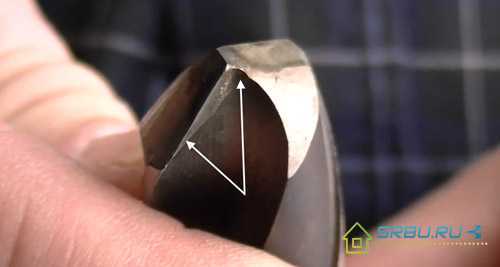
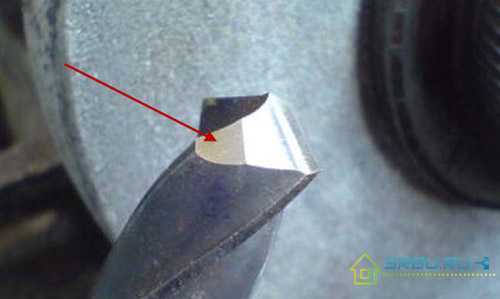
При заточке нужно постараться максимально выдержать первоначальную форму заводской поверхности задней части, чтобы сохранить нужные задние углы. Если заточка сделана правильно, то на сверлах диаметром до 10 мм она вполне достаточна. При диаметрах выше 10 мм данную заточку можно улучшить, подточив переднюю поверхность, как показано на фото:
 Подточка передней поверхности.
Подточка передней поверхности.
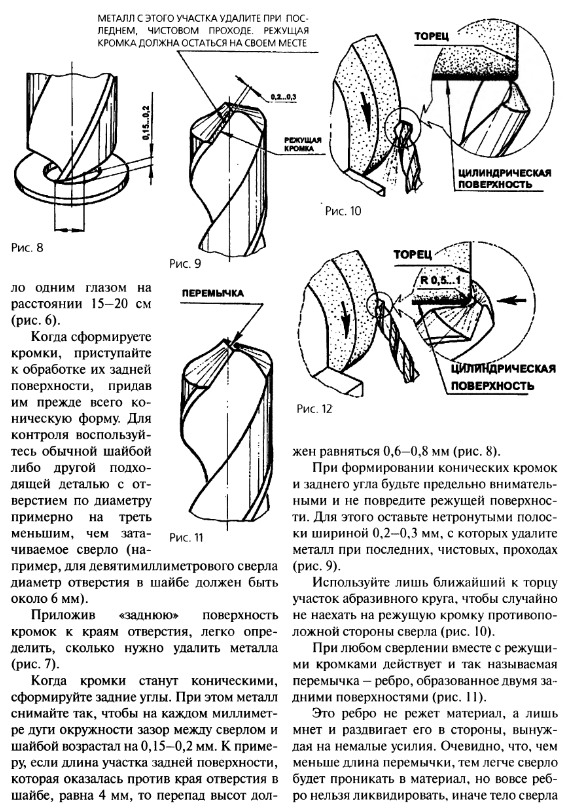
В чем смысл подточки? За счет уменьшения переднего угла и увеличения угла режущей кромки возрастает стойкость к выкрашиванию, что увеличивает ресурс сверла. Кроме того, ширина поперечной кромки становится меньше. Поперечная кромка не сверлит, а скоблит металл в центральной части отверстия. На втором рисунке хорошо видно, что здесь она укорочена, что облегчает сверление.
Для сверл с выбранным маленьким задним углом можно дополнительно подточить заднюю поверхность. Сверло при этом меньше трет в отверстии сверления задней поверхностью. См. фото:
 Подточка задней поверхности.
Подточка задней поверхности.
В производственных условиях после заточки, как правило, делается доводка, которая сглаживает поверхность, убирая мелкие зазубрины. Сверло, на котором сделана доводка, меньше изнашивается, чем просто заточенное сверло. Если есть возможность, делать доводку следует обязательно.
Для доводки нужно использовать шлифовальные круглые камни из карбида кремния зеленого (марка 63С, зернистость 5-6, твердость М3-СМ1) на бакелитовой связке, а также круги из эльбора ЛО (зернистость 6-8) на бакелитовой связке.
Ниже представляем вашему вниманию отличную подборку обучающих видеороликов посмотрев которые вы точно сможете заточить свои сверла.
Видео: Заточка спиральных сверл. Часть — 2.
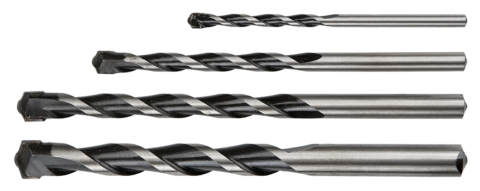
Бетон — это наиболее универсальный материал, используемый при строительстве дома. Поэтому часто бывают случаи, когда требуется при прокладке кабеля или проводов, монтаже техники и мебели, делать в бетонной поверхности отверстия.
Обычным сверлом это сделать не получится, из-за высокой прочности материала. Только специальные сверла по бетону или буры могут обеспечить требуемый результат. Виды инструментов, их особенности и способы использования подскажет статья.
Как заточить сверло по металлу и бетону своими руками
О заточке сверла по дереву можно не беспокоиться, таким сверлом можно работать многие месяцы и даже годы без всякой заточки. К сожалению, такого нельзя сказать о сверле по металлу, которое должно быть обязательно острым. То есть, сверлить металл можно исключительно острым, хорошо заточенным сверлом.
Для потери остроты сверла характерен резкий скрип в начале сверления. Не заточенное вовремя сверло сильнее выделяет тепло и таким образом, изнашивается еще быстрее, чем острое.


Заточить сверло можно на специальных станках или с помощью приспособлений. Естественно, при наличии возможности, предпочтительнее сделать это на специальном оборудовании. Но в домашней мастерской таких станков, как правило, нет, поэтому приходится использовать обычный электрический точильный станок с камнем.
Основные составные части спирального сверла.
Итак, рассмотрим как заточить сверло по металлу? Вид заточки зависит от формы, которую следует придать задней поверхности сверла и может быть одноплоскостным, двухплоскостным, коническим, цилиндрическим и винтовым.
Заточка сверла проводится по задним граням. Оба зуба (пера) сверла следует заточить абсолютно одинаково. Вручную сделать это нелегко. Также непросто вручную выдержать нужную форму задней грани и нужный задний угол.
1. Одноплоскостная заточка сверла характерна тем, что задняя поверхность пера выполнена в виде одной плоскости. Задний угол при этом колеблется в пределах 28-30°. Сверло просто приставляется к кругу, таким образом, чтобы режущая часть шла параллельно кругу и не вращая, не перемещая сверла производится заточка. При такой заточке во время сверления могут выкрашиваться режущие кромки сверла, что является недостатком данного способа заточки. Это самый простой способ ручной заточки, который можно применять для тонкого сверла диаметром до 3 мм.
2. Сверла диаметром более 3 мм предпочтительно затачивать конически. Вручную без навыков такую заточку выполнить сложно, но возможно. Сверло берется левой рукой за рабочую часть как можно ближе к заборному конусу, а правой рукой за хвостик. Сверло прижимается к торцу шлифовального камня режущей кромкой и поверхностью задней части, и слегка покачивается правой рукой, создавая при этом на задней перьевой грани конусную поверхность. Сверло в ходе заточки не отрывается от камня, движения руки медленные и плавные. Для второго пера все повторяется аналогично.
Подводи сверло режущей кромкой к шлифовальному кругу.
Покачиваем сверло в низ, а потом опять вверх.
При заточке нужно постараться максимально выдержать первоначальную форму заводской поверхности задней части, чтобы сохранить нужные задние углы. Если заточка сделана правильно, то на сверлах диаметром до 10 мм она вполне достаточна. При диаметрах выше 10 мм данную заточку можно улучшить, подточив переднюю поверхность, как показано на фото:
Подточка передней поверхности.
В чем смысл подточки? За счет уменьшения переднего угла и увеличения угла режущей кромки возрастает стойкость к выкрашиванию, что увеличивает ресурс сверла. Кроме того, ширина поперечной кромки становится меньше. Поперечная кромка не сверлит, а скоблит металл в центральной части отверстия. На втором рисунке хорошо видно, что здесь она укорочена, что облегчает сверление.
Для сверл с выбранным маленьким задним углом можно дополнительно подточить заднюю поверхность. Сверло при этом меньше трет в отверстии сверления задней поверхностью. См. фото:
Подточка задней поверхности.
В производственных условиях после заточки, как правило, делается доводка, которая сглаживает поверхность, убирая мелкие зазубрины. Сверло, на котором сделана доводка, меньше изнашивается, чем просто заточенное сверло. Если есть возможность, делать доводку следует обязательно.
Для доводки нужно использовать шлифовальные круглые камни из карбида кремния зеленого (марка 63С, зернистость 5-6, твердость М3-СМ1) на бакелитовой связке, а также круги из эльбора ЛО (зернистость 6-8) на бакелитовой связке.
Ниже представляем вашему вниманию отличную подборку обучающих видеороликов посмотрев которые вы точно сможете заточить свои сверла.
Видео: Заточка спиральных сверл. Часть — 2.
https://youtube.com/watch?v=urjaIYaEGQM
Бетон — это наиболее универсальный материал, используемый при строительстве дома. Поэтому часто бывают случаи, когда требуется при прокладке кабеля или проводов, монтаже техники и мебели, делать в бетонной поверхности отверстия.
Обычным сверлом это сделать не получится, из-за высокой прочности материала. Только специальные сверла по бетону или буры могут обеспечить требуемый результат. Виды инструментов, их особенности и способы использования подскажет статья.
Особенности использования
Затачиваем режущую кромку
Выполняя данный вид работ, нужно обязательно помнить: мало выбрать, каким сверлом сверлить бетонную стену, инструмент нужно еще и правильно использовать. И на первом месте будет эффективная подготовка бура, заключающаяся в его заточке.

Увеличенное изображение конической режущей кромки
При необходимости сверло с твердосплавным наконечником можно заточить на корундовом точильном камне.
Технология работы в этом случае практически такая же, как и при восстановлении режущей кромки других инструментов, но есть и нюансы:
- Во-первых, выполняя заточку своими руками, стараемся не допускать перегрева наплавки. Связано это с тем, что при воздействии высоких температур адгезия победита к стальной основе снижается, и прочность соединения падает.
- Во-вторых, если мы все-таки пропустили момент, и бур раскалился, остывать он должен медленно. Опускать сверло в воду запрещается: неминуемо появятся трещины от перепада температур.
- Заточка сверла по бетону может быть как конической, так и винтовой. Первая методика является наиболее распространенной, поскольку ее можно реализовать без дополнительных приспособлений.
- При конической форме режущей части нужно стараться, чтобы кромки сходились точно в центре бура. Если место пересечения кромок сместится, то, во-первых, при работе инструмент будет уводить в сторону, а во-вторых, одна из кромок будет тупиться гораздо быстрее.

Процесс заточки
Винтовая заточка чаще всего применяется в том случае, если инструмент будет работать по относительно рыхлому материалу – пено- или газобетону. Для ее реализации лучше всего использовать специальный заточной станок.
Советы по бурению
Инструкция по работе с описанным выше инструментом довольно проста.
Для достижения результата достаточно выполнять некоторые рекомендации:
- Перед началом работы тщательно подбираем бур или коронку. Как правило, перфоратор за счет поперечного биения несколько расширяет отверстие, потому инструмент можно взять меньшего диаметра. А вот алмазная коронка прорезает бетон с минимальными допусками.
- Выбрав инструмент, переходим к объекту. На поверхность наносим четко видимые пометки, которые будут служить нам ориентирами при бурении.
- Чтобы четко позиционировать инструмент в центре будущего отверстия, можно наметить стартовую точку несколькими ударами заостренного металлического стержня (пробойника по бетону) или шлямбура.
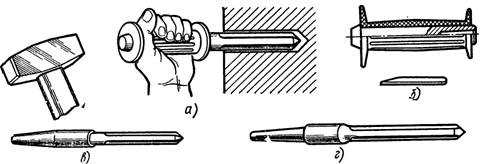
Намечаем отверстие пробойником
Затем приступаем к самому процессу сверления. Установив бур в намеченное углубление и крепко взяв перфоратор за рукоятки, начинаем бурить бетон.
- В большинстве случаев для формирования отверстия нужно прилагать достаточно серьезные усилия. Нажимая на рукояти перфоратора, постепенно продвигаемся вглубь.
- Если нам необходимо проделать достаточно глубокое гнездо с помощью маломощной ударной дрели, то делать это лучше в несколько приемов, периодически охлаждая сверло (не в воде, а на воздухе, как было отмечено ранее) и выдувая бетонную крошку из отверстия.

Процесс сверления
Для проделывания больших гнезд можно применить и такую хитрость: вначале проходим по центру будущего отверстия буром меньшего диаметра, а затем расширяем полость более толстым сверлом.
После завершения обработки стоит осмотреть режущие кромки инструмента, и при необходимости выполнить их заточку. Лучше это сделать сразу же, иначе вы рискуете в следующий раз выполнять срочную работу тупым инструментом.
Заточка спиральных сверл
Затачивание сверла производят по задним граням инструмента
Предельно важно соблюдать требования одинаковой заточки обеих зубьев (перьев) сверла. Достигнуть этого, выполняя заострение сверла вручную, достаточно сложно и требует сноровки
Не менее трудноосуществимо создать вручную нужную форму для задней грани, a также заданный задний угол.
На предприятиях применяется специальное оборудование, предназначенное для правильного затачивания сверл. B условиях домашней мастерской заточку вынуждены выполнять на обыкновенном точиле.
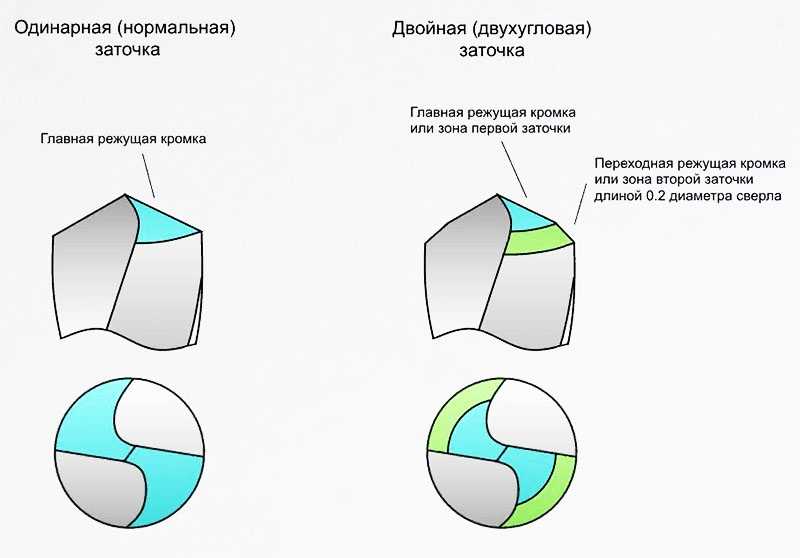
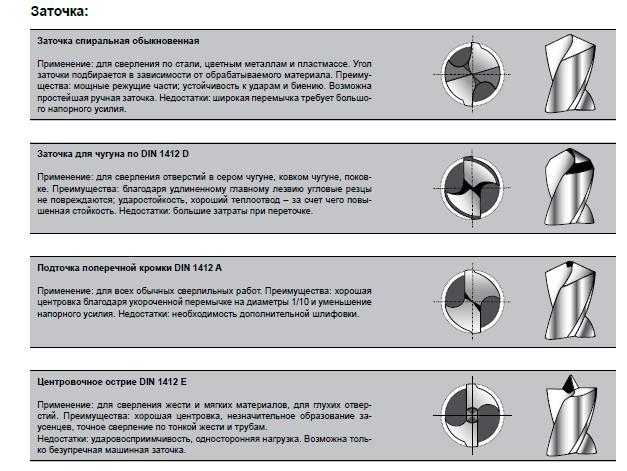
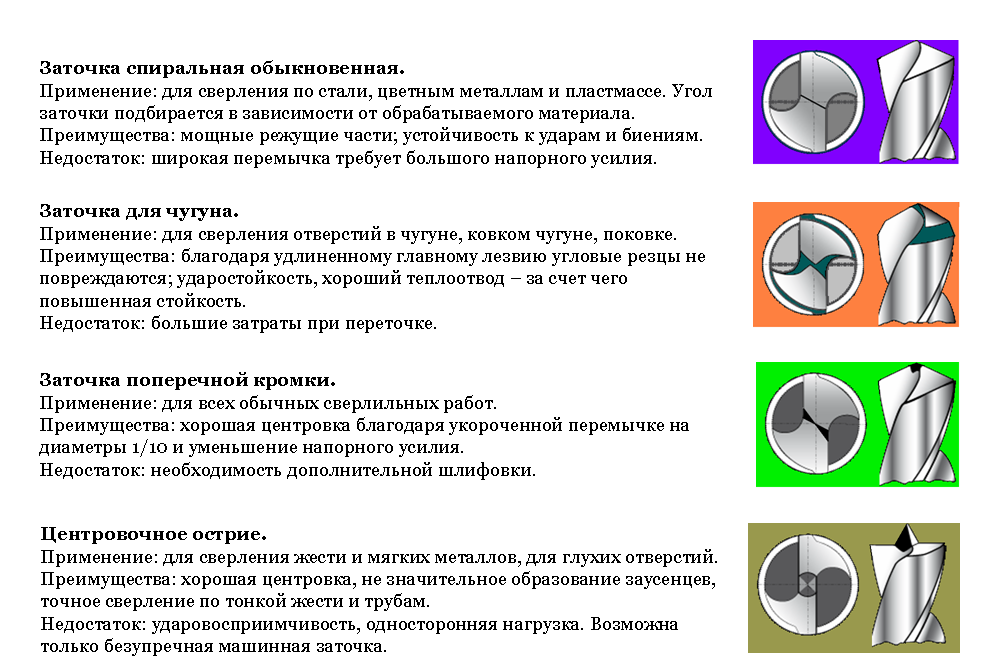
Виды заточки зависят от формы, которую придают задней поверхности. Различают следующие виды затачивания сверл по металлу:
- коническая;
- однополосная;
- двухполосная;
- винтовая;
- цилиндрическая.
В домашних мастерских наиболее часто применяют однополосную и коническую заточки.
Однополосная. Данный способ самый легкий, поэтому наиболее часто применяется при ручной заточке. Он рекомендован для сверл не очень большого диаметра (до 3 миллиметров). При таком затачивании задний угол делают в диапазоне 28˚-30˚. К недостаткам такой заточки можно отнести опасность выкрашивания задней кромки.
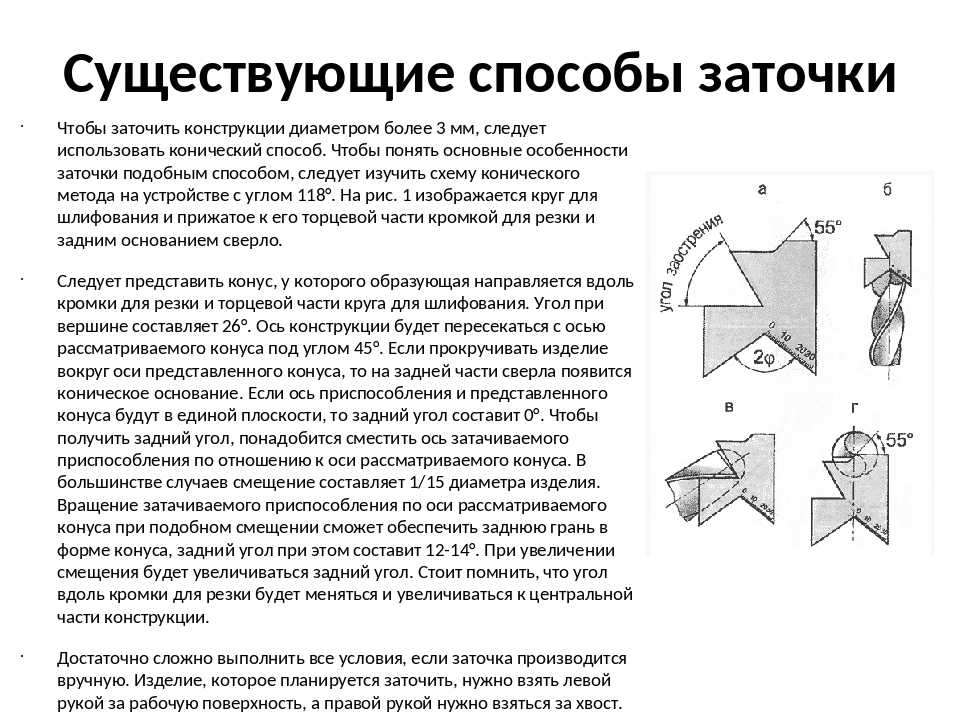
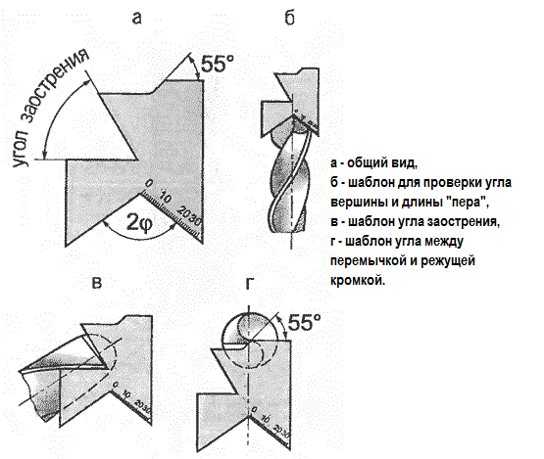
Заточка такого типа имеет довольно сложную геометрию. Её можно представить следующим образом. Для этого нужно вообразить себе конус c образующей, направленной вдоль плоскости точильного круга и режущей кромки, a вершина конуса располагается на отдалении от вершины сверла в 1,9 от размера его диаметра. В этом случае угол вершины будет равен 26˚. При этом угол пересечения оси самого сверла c на задней грани затачиваемого сверла будет образовываться коническая поверхность.
Если ось сверла, a также ось виртуального конуса будут располагаться в одной и той же плоскости, то в числовом выражении задний угол по значению будет совпадать с нулем. Для образования заднего угла требуется ось сверла сместить по отношению к главной оси виртуального конуса. Качая сверло по оси виртуального конуса с одновременным таким смещением обеспечивают получение конусной задней грани, a также заднего угла в 12˚-14˚. Увеличивая величину смещения, увеличивают задний угол.
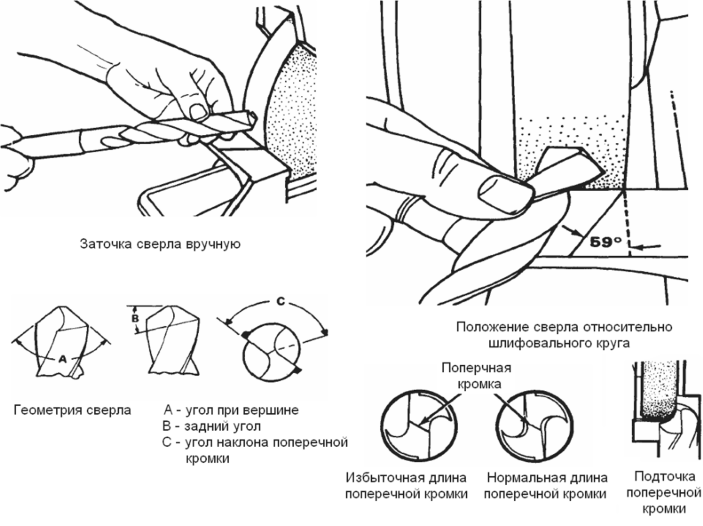
Естественно, что соблюсти все эти требования при ручной заточке достаточно сложно. На практике затачиваемое сверло одной рукой берут за хвостовик, a другой – за рабочую часть на минимальном расстоянии от заборного конуса.
Сверло прижимают к плоскости точильного инструмента задней поверхностью и режущей кромкой, затем плавными движениями, начиная c режущей кромки, медленно, не отрывая от круга точила, сверло покачивают, создавая конусную поверхность задней грани пера. Затем операцию повторяют для второго пера.
В домашних условиях мастера делают конусную заточку, используя простейшее приспособление, сделанное из специальной фиксированной под определённым углом к плоскости точильного элемента втулки c вставленным в неё сверлом. Вставленное во втулку сверло режущей кромкой приставляют к плоскости точила и не отрывая от неё затачиваемой части медленно и равномерно поворачивают сверло вокруг оси.
Чтобы сверло прослужило более длительное время, чтобы диаметры высверливаемых отверстий были как можно более точными – после заточки выполняют доводку. Этот процесс сглаживает поверхность. Исчезают мелкие зазубринки, которые оставляют частицы точильного камня. В результате доводки повышаются режущие свойства сверла, оно меньше нагревается и медленнее затупливается.
Для выполнения доводки рекомендуют шлифовальные круги, на которые нанесён слой зелёного карбида кремния или же круги из эльбора.
- при помощи специальных приспособлений;
- заточка вручную;
- заточка через втулку;
- подточка;
- получение несоответствующих диаметру сверла размеров отверстия при использовании неправильно заточенного сверла.



