
Производственный план
 Данный бизнес требует приобретения соответствующего станка. Основным критерием его выбора является планируемый объем сбыта и размер стартового капитала.
Данный бизнес требует приобретения соответствующего станка. Основным критерием его выбора является планируемый объем сбыта и размер стартового капитала.
На рынке можно найти станки, изготовленные как отечественными, так и зарубежными производителями. Вторые, конечно, стоят дороже, но начинающий предприниматель, стесненный в средствах, вряд ли должен гнаться за высокотехнологичным оборудованием.
В состав стандартной автоматизированной линии входят следующие машины и аппараты:
- бетономешалка;
- щепорубильная машина;
- пресс-формы;
- вибропресс;
- сушильная камера;
- поддоны.
 На стоимость оборудования сильно влияют степень автоматизации и комплектация линии. Цена высокопроизводительного станка, мощность которого достигает 1000 м3/мес., равняется примерно 1,5 млн. руб. А вот приобретение ручного станка без сушильной камеры нанесет гораздо меньший удар бюджету – около 300 тыс. руб.
На стоимость оборудования сильно влияют степень автоматизации и комплектация линии. Цена высокопроизводительного станка, мощность которого достигает 1000 м3/мес., равняется примерно 1,5 млн. руб. А вот приобретение ручного станка без сушильной камеры нанесет гораздо меньший удар бюджету – около 300 тыс. руб.
При этом нужно оценить все положительные и отрицательные стороны, так как наличие сушки способно значительно ускорить технологический процесс, что позволит быстрее окупить вложенные средства. Средняя мощность ручного станка варьируется от 300 до 400 м3/мес.
Приобретение щепореза, при помощи которого можно подготовить сырье, является целесообразным в следующих случаях:
- стоимость древесного сырья на территории конкретного региона слишком высока;
- материал очень сложно найти.
О поставке готовых опилок можно договориться с близлежащей лесопилкой, где данное сырье является отходом производства.
Располагать будущий цех желательно на территории небольшого районного центра, так как здесь можно найти дешевую рабочую силу. Хороший вариант – неподалеку от боровой террасы (это обеспечит производство обычным бесплатным песком) или песчаного карьера и работающей лесопилки. Нельзя оставлять без внимания наличие удобной транспортной развязки, так как это позволяет легко увозить готовые блоки и подвозить цемент и известь.
Если рядом начали возводить микрорайон или строить частные дома, то в успешности выбранного вида деятельности можно не сомневаться.
Проект планируется на длительный период времени? Значит следует побеспокоиться о наличии производственного помещения. Автоматизированная линия, подвоз, складирование сырья и хранение готового продукта – все это влияет на идеологию построения бизнеса.
 Производственное помещение должно отвечать следующим основным требованиям: высота не менее 5-6 метров и размеры 25*10 метров. Для поддержания оптимальных температур в зимнее время (15-20 градусов), обеспечивающих равномерное высыхание блоков, может быть использована минеральная вата или пенопласт.
Производственное помещение должно отвечать следующим основным требованиям: высота не менее 5-6 метров и размеры 25*10 метров. Для поддержания оптимальных температур в зимнее время (15-20 градусов), обеспечивающих равномерное высыхание блоков, может быть использована минеральная вата или пенопласт.
Остекление помещения должно занимать не более 5-7% об общей площади стен. Обязательно нужно разместить две шлюзовые камеры (одна нужна для приема сырья, а другая для отгрузки готовой продукции) и один вход/выход для персонала. Производство можно расположить в легко монтируемом ангаре, старом кирпичном сарае или коровнике, главное – чтобы при этом соблюдались все вышеописанные требования.
В помещении обязательно должна быть защищенная (заземленная) линия электроснабжения 380 В, способная выдерживать трехфазные электромоторы, даже если они работают одновременно.
Повышенная пожароопасность (сушка, сухая щепа или опилки с соломой) требует того, чтобы помещение соответствовало категории пожарной безопасности типа А или Б. То есть должны быть размещены специальные датчики против возгорания и автоматическое пожаротушение.
Наглядно процесс изготовления можно посмотреть на следующем видео:
Технология изготовления арболитовых блоков + Видео как делают
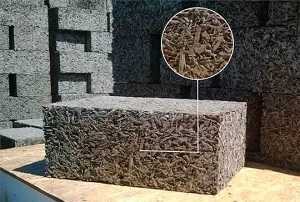
Наиболее востребованными изделиями из данного вида бетона, являются кладочные блоки большого формата. Производители наладили выпуск различных типоразмеров этого строительного материала, но самым ходовым считается формат 500х300х200 мм.
Технология производства регламентируются следующими государственными документами:
- СН 549-84 «Инструкция по проектированию, изготовлению, применению конструкций и изделий из арболита»;
- ГОСТ 19222-84 «Арболит и изделия из него. Общие технические условия».
Согласно этим стандартам, в составе блоков должны присутствовать следующие компоненты:
- вода;
- цемент;
- щепа древесная;
- химические, в том числе регулирующие пористость, добавки.
Наполнитель
В качестве него обычно используют древесную щепу. ГОСТ 19222-84 также допускает для производства использование измельчённых стеблей риса, хлопка, костра льна или конопли.
Частицы древесины не должны быть больше следующих размеров: 40х10х5 мм. Массовая доля коры не должна превышать 10%, а хвои и листьев – 5% в смеси заполнителей.
Для остальных материалов/сырья регламентируются только длина частиц – не более 40 мм и содержание очёсов и пакли – до 5% от общей массы.
Химические добавки
Используются для улучшения свойств смеси и готового арболита. Их разделяют на несколько групп:
- регуляторы пористости смеси;
- ускорители отвердения;
- ингибиторы коррозии стали;
- добавки, придающие арболиту инсектицидные и бактерицидные свойства;
- компоненты, увеличивающие адгезию цементного теста с деревянной щепой;
- полифункциональные присадки.
Вода
На производстве для приготовления смеси используют воду, соответствующую ГОСТ 23732-79. Сначала приготавливают водный раствор минерализаторов для увеличения адгезии (хлорид кальция, известь, жидкое стекло и пр.) в специальном смесителе. После этого к раствору добавляется древесная щепа и перемешивается 20 секунд. Затем раствор заливается цементом с остальными добавками и перемешивается до однородной массы в течении 3 минут.
Цемент
Прочность изделий будет сильно зависеть от выбранной марки этого материала. Для производства теплоизоляционного арболита нужен портландцемент марки 300. А для конструкционного потребуется марка не ниже 400.
Процесс формирования
Закончить придание окончательной формы необходимо не позже 15 минут после приготовления смеси. Для этого используют методы ручного и механического формирования:
- ручное без вибрирования;
- ручное с вибрированием;
- с использованием вибростанка;
- на вибростанке с пригрузом.
Естественно, блоки, при производстве которых использовался метод ручного формирования, обладают более низкими показателями механических параметров, меньшей точностью геометрических размеров по сравнению с изделиями из арболита, производимыми на вибростанках. Сырые блоки подвергают вибрации не с целью повысить их плотность. Эта процедура необходима на производстве для равномерного распределения древесных частиц в цементном растворе и их произвольного переориентирования. Размеры блока при этом остаются неизменными. Прочностные характеристики изделий, прошедших процедуру уплотнения, будут отличаться из-за степени вибрации. Слишком интенсивное воздействие может привести к опусканию цементного теста. Поэтому здесь применяют умеренную вибрацию.
Видео как делают арболитовые блоки:
https://youtube.com/watch?v=xzBzw1wTZgw
Готовые изделия из арболита должны выдержать испытания, описанные в ГОСТ 19222-84. Ответственность за проведение испытаний и их результаты возлагаются на производителя арболитовых блоков.










Сколько можно заработать?
| Параметры | Значения |
| Выпуск арболита | 400 м3/мес. |
| Загрузка производства, % | 50 |
| Годовой объем | 2400 м3 |
| Оптовая цена 1 блока (0,036 м3), руб. | 150 |
| Цена 1 м3, руб. | 4,16 тыс. |
| Прибыль годовая, руб | 10 млн. |
| Окупаемость затрат, мес. | 4-5 |
В том случае, если планируется долговременный бизнес, а не временный, то и помещение должно быть соответствующим. Исходя из того, как оно в дальнейшем будет обустраиваться, то необходимо своевременно подумать и о том, где будет размещена производственная линия и к ней подвоз сырья, а также складирование и хранение готовой продукции.
Рабочий цех и его оснащение
- В первую очередь помещение должно быть обязательно нежилым и иметь следующие размеры: 6 м (высота) и 10 м (ширина).
- В зимний период должна поддерживаться температура не ниже 15-20̊ С, так как это нужно для того, чтобы строительные блоки своими руками сделанные, просыхали равномерно.
- В цехе должны быть установлены 2 шлюзовые камеры: одна для приема сырья, а вторая для отгрузки готовой продукции.
- Должна быть заземленная сеть на 380 Вт, которая должна выдержать одновременно несколько 3-фазных электромоторов.
Помимо этого в помещение должны быть датчики пожарной безопасности — это можно сказать самое главное требование при обустройстве помещения. А в особо опасных местах, необходимо установить огнетушители. Что касается служебного помещения, то там должен быть спец. шлюз, который позволит своевременно покинуть очаг возгорания.
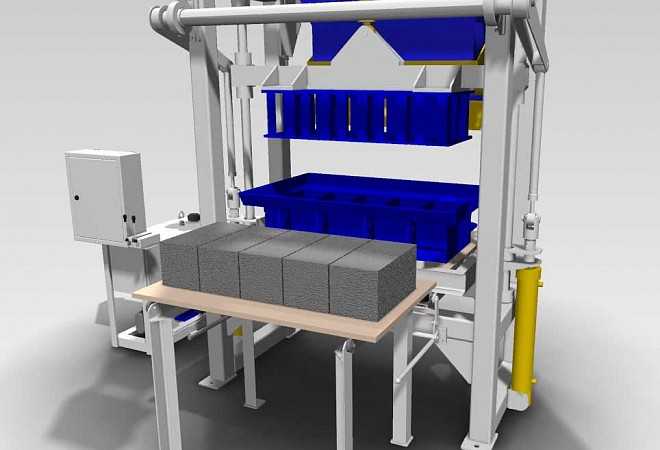
Схема для мини производства арболитовых блоков.
Таким образом, необходимо лишь иметь капитал для начального инвестирования, чтобы организовать свое мини производство арболитовых блоков. Стоит оценить тот факт, что данный вид бизнеса имеет быструю окупаемость, а также достаточно привлекательный доход. Поэтому о риске здесь не может быть и речи, поскольку свои вложенные средства вы вернете уже через 4 месяца, а в дальнейшем будете получать чистую прибыль и стабильный ежемесячный доход.
https://youtube.com/watch?v=d6bS5dt4xlw
Пошаговый план открытия бизнеса
Анализ рынка и составление бизнес-плана – основные два шага, которые необходимо сделать перед открытием своего производства арболита. После этого подаются документы на государственную регистрацию и далее: • аренда производственных мощностей и наем работников; • закупка оборудования и сырья для производства изделий; • поиск рынков сбыта готового товара.
Какой ОКВЭД необходимо указать для производства арболита
В необходимых документах, в частности подаваемых на регистрацию указываем несколько кодов, согласно ОКВЭД: • изготовление бетонных изделий, применяемых в строительстве – 23.61; • изготовление иных бетонных, гипсовых, цементных изделий – 23.69;
Какие документы нужны для открытия
В большинстве случаев при регистрации в качестве субъекта предпринимательской деятельности свой выбор бизнесмены останавливают на ИП. Такой подход вызван сбором минимального пакета документов, а также сроками, которые не превышают 5 дней. Здесь потребуется стандартный набор документов. В случаи открытия проихводства внушительных объемов, выбор необходимо остановить на обществе с ограниченной ответственностью. Это позволит выбрать лучшую систему налогообложения.
Какую систему налогообложения выбрать
Для вышеназванного бизнеса целесообразнее остановить выбор на упрощенке. Данная система налогообложения позволит платить сумму в размере 15% от чистой прибыли, но при предоставлении документов, подтверждающих расходы на производственную деятельности. Если таковых документов не имеется, то потребуется уплатить 6% налог от общей прибыли. Использовать данную систему могут и ООО.
Нужно ли разрешение для открытия
Чтобы легализовать производство арболитовых блоков необходимо получить разрешение в Роспотребнадзоре. Для этого в их адрес необходимо будет предоставить определенный перечень документов.
Производство арболитовых блоков включает в себя: 1. В смесительную станцию загружается щепа и добавляется сернокислый алюминий. В качестве его замены можно использовать хлористый кальций. 2. Добавление, после расщепления цементы и воды и перемешивания до однородной смести. 3. Доставка готовой смеси к месту уплотнения, где она загружается в заранее приготовленные формы. Для уплотнения могут использоваться метод вибрирования с пригрузом или при помощи ручных трамбовок. 4. Извлечение готовой продукции из формы. Однако, перед тем, как их можно будет складывать один на другой, перемещать и транспортировать, нужно дать как минимум 2-4 дня.
Общие положения
Опилкобетон был изобретён ещё в шестидесятых годах прошлого столетия в Советском Союзе, как новый тип лёгкого низкоплотного бетона. Прошёл все необходимые испытания и был стандартизирован. А уже в девяностых годах в связи с острой необходимостью населения в экономии получил широкую популярность.
Достоинства
- Экологичность. При изготовлении используются только природные ингредиенты, перечень которых мы далее рассмотрим более подробно.
- Огнестойкость. Пожарная безопасность в некоторых случаях может сыграть самую важную роль.
- Отсутствие гидрофобности. Нет склонности к процессам распространения гниения или коррозии.
- Высокая прочность бетонных изделий. Вы можете быть вполне уверенны в достаточной надёжности будущей постройки. Также как резка железобетона алмазными кругами, обработка опилкобетона нуждается в использовании алмазных насадок.

Алмазное бурение отверстий в бетоне, созданном на основе опилок
- Паропроницаемость. Способствует созданию идеального микроклимата в помещении.
- Низкая теплопроводность. Достигается как раз благодаря наличию в структуре древесных опилок.
- Морозостойкость. Переносит низкие температуры наших суровых зим без пагубных последствий.

Фото двухэтажного дома из опилкобетона в зимний период
- Относительно малый вес. Например, здание площадью 250 квадратных метров будет весить всего лишь 50 тонн, что позволит значительно сэкономить на закладке лёгкого фундамента.
- Отличная шумоизоляция. Защита от внешних посторонних звуков всегда благоприятно отражается на последующем комфорте.
- Простая инструкция эксплуатации.

Монтаж блоков из опилкобетона
Доступная цена. Ключевой фактор, подстегнувший популяризацию данного вида строительного материала.
Области применения
Опилкобетон может заменить любой строительный материал практически в любом проекте, но давайте немного систематизируем его использование:
Загородные дома, коттеджи, хозяйственные постройки, бани.

Двухэтажная жилая постройка из опилкобетонных блоков
Утепление подвалов, зданий общественного и производственного назначения.

Увеличение теплоизоляции стен
Реконструкция старых сооружений. В данном случае особенно привлекательным является то, что не требуется усиления фундамента.
https://youtube.com/watch?v=iadDDadtc1k
https://youtube.com/watch?v=QCUeN8Olkw8
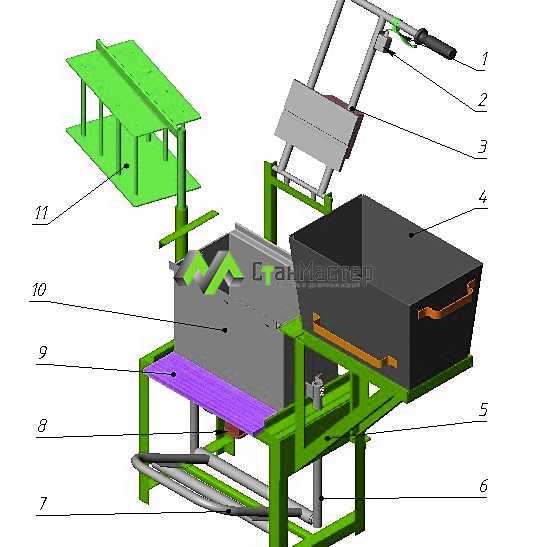
Установка для производства измельчения органического наполнителя (щепорез)
Для того, чтобы блок из арболита имел соответствующие прочностные характеристики, органический наполнитель должен иметь определенные свойства.
Именно для этого используется устройство по измельчению первичного сырья, такого как различные доски, не промышленные части древесины (ветки, сучки и так далее), а так же отходы и остатки из различной древесины.
Конструктивно , установка по измельчению первичного материала наполнителя исполнена в виде барабана, в котором на оси предусмотрены несколько ножей изготовленных из закаленной инструментальной стали.

В барабане находятся специальные приспособления – молотки, которые осуществляют подачу сырья. Барабан с инструментом, находиться внутри внутреннего барабана установки, имеющего отверстия определенного размера. Эти отверстия служат для высыпания сырья, которое достигло установленных размеров после измельчения.









Видео: щепорез для изготовления арболита — устройства.
Внутренний барабан в свою очередь размещен в середине защищающего от высыпания кожуха, который предохраняет работников от разлетающихся щепок. Все устройство размещено на металлической раме.
Какой ассортимент предлагать потребителям?
Чтобы каждый потребитель удовлетворил свои потребности, нужно выпускать все возможные виды изделий. Вариантов здесь не так много.
Блоки из опилок и цемента могут быть:
- Большими. Марки: Д500 и Д600. Размеры: 200*300*600 мм. Применяются для кладки несущих стен зданий.
- Малыми. Марки: Д500 и Д600. Размеры: 390*190*190 мм. Применяются для кладки внутренних перегородок здания и изоляционных слоев.
И каждый вид изделий отличается не только размерами и техническими характеристиками, но и ценой. Но какие бы блоки не выпускались, основную ставку нужно делать на качество продукции. Только в этом случае можно ждать наплыва клиентов – как оптовых, так и розничных.
Как сделать щепорез своими руками: чертежи, устройство конструкции
На завершающем этапе щепа с помощью лопастей попадает на сито и вылетает из щепореза через отверстие для выгрузки. На входе приемный бункер выполнен в виде воронки для того, чтобы упростить подачу сырья для переработки и сделать этот процесс безопасным для рук.
При увеличении частоты вращения вала с диском какое-то количество древесного сырья может перемолоться в труху естественно, это плохо , хотя производительность щепореза при этом возрастает.
Необходимые чертежи, по которым для производства арболита может быть изготовлена самодельная роторно-молотковая дробилка, представлены ниже. Так как оборудование самодельное, то и размеры деталей придется подбирать, исходя из собственного материала. Рабочие чертежи разных щепорезов могут отличаться размерами и наличием тех или иных узлов, но принцип работы остается одинаковым. После подачи на оборудование напряжения В электродвигатель предает свое вращение при помощи клиноременной передачи на барабан с лезвиями 4 через шкив 14 и вал.
Нужно только закладывать в подающий бункер древесные отходы, которые сразу перерабатываются в щепу оптимальной длины до 25 мм. Собрав щепорез для арболита своими руками и выдержав расстояние между молотками в дробилке арболита можно производить щепу длиной до 25 миллиметров и шириной около 5 миллиметров. Такая щепа идеально подходит для изготовления арболитовых блоков или приготовления монолитного арболита. Оно выполняется под определенным углом, за счет чего ветки не выбрасываются назад.
Если вы планируете заниматься строительством дома из самостоятельно изготовленных арболитовых блоков или монолитного арболита, то вам понадобиться щепа. Используя его, вы значительно улучшите качество блоков, да и впоследствии, после завершения всех строительных работ, он вам пригодится в качестве садового измельчителя для переработки отходов, оставшихся после осенней уборки огорода, а также обрезки кустарников и деревьев. Изготовить щепорез для арболита можно, используя определенный набор инструментов и подручных материалов. Основными узлами станка являются рубильный диск с ножами и ротор с молотками и лопастями.
Прежде чем конструировать щепорез своими руками, необходимо подготовить все детали. Для изготовления диска понадобится металлический лист толщиной мм.
Из чего состоит щепорез
Диаметр готового изделия должен быть примерно мм. В центре делается отверстие, куда помещается шпонка, а по внешнему периметру — симметричные прорези. Через них будет отводиться стружка.
Для крепежа ножей подготавливаются отверстия. Щепорез своими руками можно собрать с применением готового диска. В любом случае диск одновременно будет являться маховиком.
Для подготовки ножей, каждый из которых должен иметь два отверстия, чаще всего рекомендуют брать рессоры от легкового автомобиля. Ножи для щепореза закрепляются с помощью болтов, которые откручиваются закручиваются шестигранным ключом. Этот факт объясняется тем, что болты под отвертку закручиваются не так плотно. Под молотками понимают плоские пластины металла, толщина которых составляет порядка 5 мм.
Располагаются они на роторе. Это те детали, которые лучше купить уже готовые. Необходимо подготовить сито. При установке ножей в рубительную машину необходимо обеспечить требуемую выставку ножей за плоскость диска.
Разница в выставке ножей не должна превышать 0,2 мм.
Режим шлифования
Режущие кромки ножей должны лежать в одной плоскости, зазор между режущими ножами и контрножами должен быть равномерным 0, С целью повышения стойкости режущей кромки ножей к выкрашиванию сколы в процессе эксплуатации рекомендуется:.
После заточки ножей под требуемый угол, произвести дополнительную заточку с обратной стороны фаски на ширине 0, После каждой переточки ножи должны находится в покое вылеживании не менее х часов для снятия усталостных напряжений. Примечание: Ножи рубильные изготовленные из других марок сталей сопровождаются дополнительной информацией к инструкции.
О компании. Фотогалерея Видеогалерея. В наличии на складе : 26 ед. Отгрузка рубилки Junkkari hjg в г. Дровокол гидравлический станок для колки дров Japa Финляндия Количество : 1 шт. Упаковщик для дров Palax Motti Количество : 4 шт.
Упаковщик для дров Palax Packer Количество : 2 шт. HJ — Измельчитель древесины от трактора с гидравлической подачей Количество : 3 шт. Заточной станок — IRM Количество : 1 шт. Ленточная пилорама ZL- 60V Количество : 1 шт. W-Forrest — роторный мульчер диаметр до мм. Количество : 1 шт. Заказ запасных частей. Рубительные машины Измельчители древесины. Дровокольное оборудование Дровоколы и колуны.
Этапы самостоятельного производства
Чтобы изготовить качественные опилкоблоки своими руками, нужно придерживаться нескольких рекомендаций, которые были разработаны опытными специалистами. Это связано с тем, что только точное выполнение всех норм позволит получить качественное изделие, которое будет обладать необходимыми прочностными и эксплуатационными характеристиками. Основной алгоритм производства выглядит следующим образом:
- На первом этапе осуществляется подготовка всех необходимых материалов. Стоит отметить, что нет необходимости приобретать основные составляющие компоненты заранее. Все это можно сделать непосредственно перед изготовлением блоков. В этом случае отлично подойдёт не только специализированный строительный магазин или склад, можно воспользоваться производственными отходами деревообрабатывающих предприятий.
- Все компоненты должны быть смешаны в одной ёмкости в соответствии с пропорцией. Для перемешивания может быть задействован механический способ с применением мощного бетоносмесителя либо ручным путём при помощи обычных лопат. Как показывает практика, автоматизация технологического процесса с помощью строительной бетономешалки позволяет существенно повысить итоговую производительность, а также улучшить качество продукции. В этом случае обеспечивается тщательно смешивание всех ингредиентов, которое помогает избежать последующего брака.
- На следующем этапе осуществляется формировка блоков. Огромным преимуществом обладает групповой процесс формировки. Эта технология подразумевает то, что тщательно перемешанный состав заливается сразу в несколько форм. В зависимости от масштабов стройки, специалисты могут использовать как единичные, так и групповые формы разборной конструкции. Они могут быть изготовлены из качественной древесины толщиной 2 см и обиты пластиком или же металлом. Использование обычной полиэтиленовой плёнки упрощает извлечение готовых блоков.
- На финальном этапе проводится сушка готового материала под открытым небом. Через 5 суток после заливки осуществляется снятие форм. В этом случае мастер должен ослабить затяжки барашковых гаек, извлечь резьбовые шпильки и поэтапно разобрать формировочный ящик. Длительность естественной сушки зависит исключительно от породы древесины (не более трёх месяцев). В течение этого промежутка времени существенно снижается количество влаги, и блоки приобретают необходимую эксплуатационную прочность.
Другое оборудование для формирования блоков
Нагретые и очищенные формы наполняются готовым раствором. Данный процесс осуществляется при помощи формовочных дозаторов шнекового типа. При небольших объемах производства распределения раствора по формам может осуществляться вручную.
Когда данный процесс закончен, приступают к трамбовке, которая позволяет уплотнить арболитовую смесь и удалить из нее пузырьки воздуха. В данном случае применение ручных инструментов нецелесообразно. Ручная трамбовка не обеспечивает достаточных показателей прочности готовых блоков.
Поэтому для уплотнения раствора чаще применяют статические или вибрационные станки.

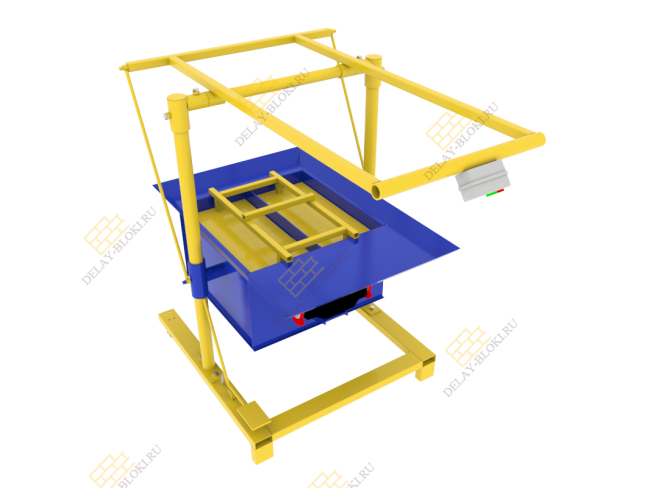
Вибрационные станки для арболита
Первый тип оборудования встречается на небольших производствах, а вторая разновидность является частью оснащения мощных конвейерных линий. Вибростолы, которые чаще всего можно встретить в цехах по выпуску арболита, отличается следующими характеристиками и конструкционными особенностями:
- представляет собой стальной стол;
- на станине, являющейся частью оборудования, находится трехфазовый двигатель мощностью 1,6 кВт или меньше;
- на ось мотора установлены эксцентрики или специальные грузы. Их центр тяжести смешен, что позволяет создать вибрацию.
Установка для высушивания наполнителя
Для обеспечения качества и придания высоких антикоррозийных свойств, готовые блоки должны быть избавлены от избыточной влаги. Эту операцию, выполняют с помощью установки для высушивания щепы.
Конструктивно такая установка выполнена в виде двух барабанов. Один из которых (внутренний), расположен в середине другого.
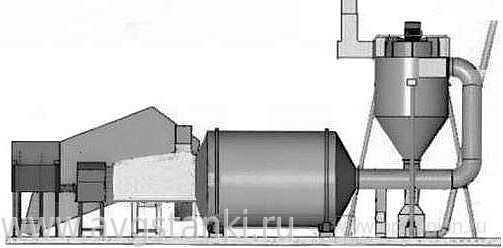
При этом, внутренний барабан содержит в себе наполнитель и обеспечивает его равномерное перемешивание при вращении. Внешний барабан, обеспечивает подачу горячего воздуха.








При этом, теплый воздух подается с помощью специальной тепловой пушки через несгораемый шланг.Вся конструкция расположена на металлическом основании, оснащенном двигателем.
Технология изготовления арболитовых блоков
Технологическая схема производства арболитовых блоков
Производство арболита в домашних условиях мало отличается от схемы его изготовления в условиях полноценного цеха – разница только в степени оснащенности предприятия. И если в случае с ручным трудом, на выходе получаются небольшие объемы производства, то автоматизированный процесс позволит получать гораздо больше продукции. Соответственно, и итоговая выручка от продаж изделий будет выше.
Перед тем как приступить к разработке рецептуры, следует ознакомиться с ГОСТом 19222-84 «Арболит и изделия из него». Здесь описаны все нормативы, которым должна соответствовать готовая продукция и то сырье, что поступает в цех на переработку.
Технология изготовления арболита может быть описана так:
- Расщепление древесного сырья в присутствии сернокислого алюминия в смесителе.
- Добавление к смеси остальных компонентов и перемешивание массы.
- Загрузка готовой массы в специальные пресс-формы и ее уплотнение.
- Извлечение готовых изделий из форм и их выдержка.
Арболит на производстве выдерживается не менее 2 дней. По истечению этого срока изделия можно переместить на склады или отправить покупателю. Но свою окончательную плотность блоки приобретут только спустя месяц. И только сейчас их можно применять в строительстве
Это важно помнить, поскольку «неготовый» материал может дать усадку, что негативно скажется на прочности всей конструкции
Что касается сырья, то точную рецептуру здесь обозначить довольно сложно, поскольку в каждом конкретном случае состав арболитовой смеси должен просчитываться опытным технологом. А если не прибегать к помощи специалиста, точную дозировку компонентов можно устанавливать только экспериментальным путем. Согласно ГОСТу 19222-84 основным сырьем для получения арболита являются:
- щепа,
- сульфат алюминия,
- цемент,
- вода.
Чтобы на выходе получать опилкобетонные блоки высокого качества, важно организовать на производстве жесткий входной контроль поступающих компонентов. И особые требования выдвигаются именно к древесному сырью
Здесь контролируется размер щепы, содержание в массе коры и посторонних примесей в виде хвои и листьев.



