
Как сделать вибростол своими руками с горизонтальной вибрацией
Размеры вибростола для плитки
размеры столешницы целесообразно сделать 600х600 или
удлинить одну или обе стороны. Делать их уже – нецелесообразно, т.к. при
вибрировании формы имеют свойство перемещаться и их нужно постоянно «ловить»
или же устанавливать меньше и располагать строго по центру. Слишком узкий стол
снижает производительность вибростола и является довольно неустойчивой
конструкцией.
Примечание. На размеры вибростола влияет и запланированный
объем производства, чем он больше, тем больше должны быть размеры столешницы. В
свою очередь, увеличение габаритов столешницы выдвигает повышенные требования к
материалу ее изготовления, к устойчивости станины и мощности двигателя.
высота вибростола. Рассчитывается исходя из физиологических
параметров человека, который будет работать за столом. При среднем росте
удобной высотой является 900-1000 мм.
Примечание. Определяясь с высотой стола, учтите способ его
установки. Если ноги стола будут укапываться и цементироваться их нужно сделать
длиннее. Если конструкция будет мобильной – такой высоты достаточно.
Инструмент:
- сварочный аппарат;
- дрель;
- болгарка.
Материалы для изготовления стола:
материал для столешницы. В качестве такового можно
использовать фанеру или металл. Фанерная столешница (14 мм) за счет малого веса
позволяет передать большую вибрацию от вибродвигателя, к тому же значительно
снижается уровень шума при работе. Но большинство пользователей отдает
предпочтение металлу, стальному листу толщиной в 5-10 мм, в виду большего
ресурса его использования.
Столешница для вибростола из ДСПСтолешница для вибростола из листовой стали
Примечание. Более тонкий лист следует усилить металлической
трубой или уголком, приварив их по периметру и по центру.
металлический уголок 50х50 мм (136 руб/м.п.). Для окантовки
столешницы. Такой бортик не позволит формовочным емкостям сместиться с
поверхности во время вибрации;
Бортик вибростола из уголкаОграничитель края вибростола из уголка
швеллер для крепления мотора (от 211 руб/м.п.).
Приваривается в центре под столешницей. В нем просверлены отверстия под болты
для крепления мотора;
Швеллер для крепления вибромотораКрепление для вибромотора
металлические трубы для ног опоры – 40х40 при толщине в 2 мм (107 руб/м.п.);
трубы для формирования верхних перекладин – 40х20 при
толщине в 2 мм. (84 руб/м.п.) и нижних перекладин – 20х20 при толщине в 2 мм.
(53 руб/м.п.). Если используется одинаковый размер заготовок, нужно брать более
массивные, т.к. они должны выдерживать вес столешницы и размещенных на ней
форм;
Конструкция рамы вибростола для плиткиРама с опорами для вибростола
металлические пластины для формирования подошвы ног опоры.
Подойдет лист металла толщиной в 2 мм с размерами не менее 50х50;
Устройство каркаса вибростола
пластина для установки электрооборудования;
пружины. Их назначение обеспечить вибрацию. Пружины можно
приобрести на авторазборке. По отзывам пользователей отлично подходят пружины с
мопедов. Устанавливаются пружины по углам стола. При значительной площади
рабочей поверхности устанавливается дополнительная пружина по центру. При этом
изменяется конфигурация опоры и место установки двигателя;
Пружины для вибростолаПружины для вибропресса
К сведению. Стоимость пружины диаметром 53 мм, высотой 113
мм. для скутера составляет 500 руб.
болты для установки на них пружин. Или заготовки трубы,
длиной 50-70 мм и диаметром, превышающим диаметр пружин на 5-10 мм, которые
будут выполнять функцию стакана для пружины;
Стаканы для пружин вибростолаМесто крепления стаканов для пружин вибростола
Примечание. При диаметре стакана существенно превышающем
диаметр пружины будет происходить неравномерная вибрация и износ пружин. А
столешница будет раскачиваться, а не вибрировать.
болты и шайбы (4 шт). Предназначены для крепления двигателя;
электрический кабель достаточного сечения, розетка,
выключатель, автоматический выключатель;
электромотор (вибратор или вибродвигатель для вибростола).
Крепление электромотора для вибростолаЭлектрический двигатель для вибростола
Что собой представляет устройство, требования к его работе
Процесс застывания бетона, сопровождаемый мелкими частыми колебаниями, протекает с выделением пузырьков воздуха, уплотнением структуры бетона и повышением плотности и прочности материала. Для обеспечения такого режима применяют вибростол. Он представляет собой поверхность, которая совершает частые колебательные движения (порядка 3000/мин).
На эту поверхность устанавливаются формы, залитые бетоном и производится вибрационная обработка. Режим значительно уплотняет структуру бетона, что существенно сказывается на качестве тротуарной плитки, условия эксплуатации которой требуют большой прочности.
Существуют разные виды приспособлений, от больших промышленных с гидравлическим источником колебаний для обработки больших бетонных блоков, до более мелких электрических, которые создают вибрацию при помощи эксцентрика, установленного на вал электродвигателя. Поскольку в домашних условиях доступен только второй вариант, рассматривать устройство гидравлического привода не будем.

Частота и амплитуда вибраций — характеристики, определяющие фактуру обрабатываемого материала. Они настраиваются опытным путем, просчитать заранее все нюансы слишком сложно, поскольку в процессе задействовано слишком много переменных.
Поэтому конструкция стола должна предусматривать возможность некоторой регулировки амплитуды колебаний.
Узнайте на нашем сайте, как укладывать дорожки на даче из тротуарной плитки. Расскажем о последовательных этапах производимых работ.
О том, какая плитка лучше — вибролитая или вибропрессованная, и как определиться с выбором, читайте в нашем специальном обзоре.
А в этой статье вы найдете много полезной информации о подготовке площадки для укладки тротуарной плитки.
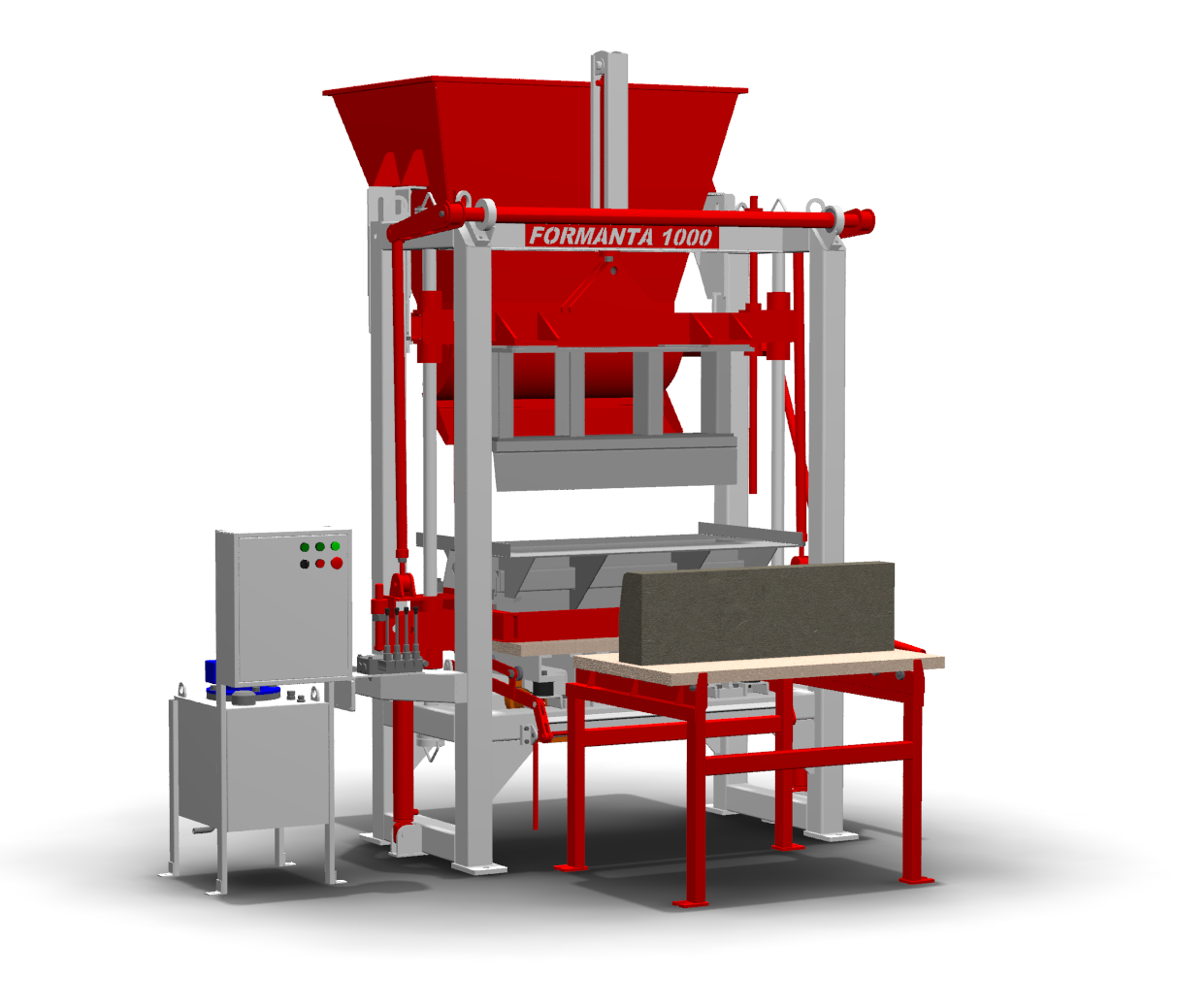
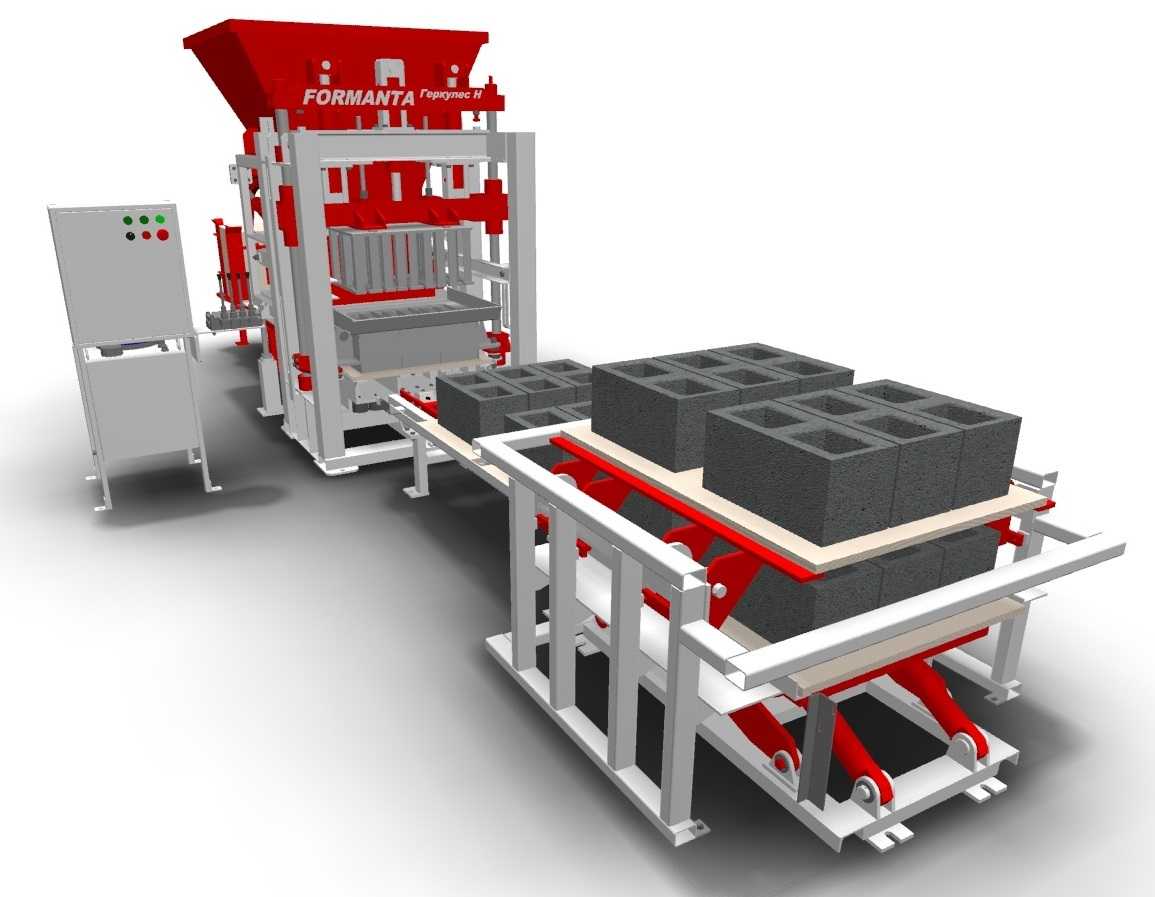
Модели станков для производства плитки
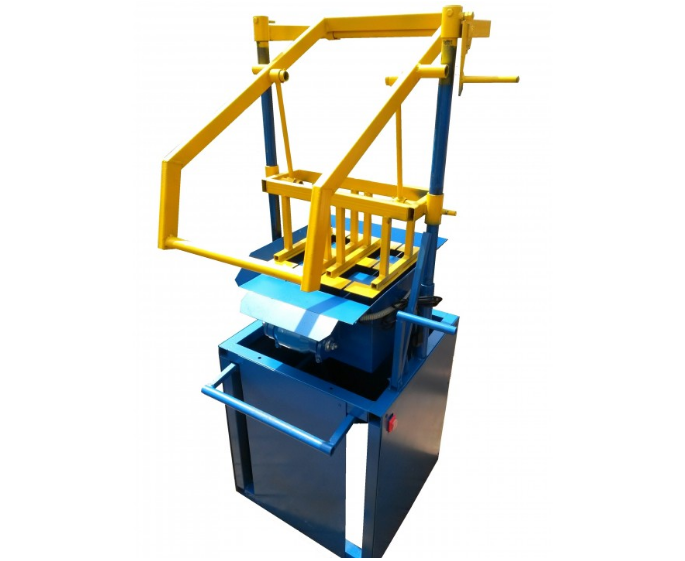
Оборудование может использоваться не только на крупных заводах, специализирующихся на изготовлении именно этого материала, но также и в небольших мастерских, в большей степени направленных на работу с индивидуальными небольшими заказами. В этом случае фаворитом является мини-пресс.
 Отечественные станки для производства плитки хорошо зарекомендовали себя на рынке в странах СНГ
Отечественные станки для производства плитки хорошо зарекомендовали себя на рынке в странах СНГ
Существует немало моделей мини-станков для производства плитки, рассмотрим наиболее популярные:
- Тандем 2 – установка для прессования, разработанная компанией MSD. В стандартную комплектацию данной модели входит 2 полноценных вида сменной матрицы. Как утверждают специалисты, заменить одну матрицу на другую не составляет особого труда, и доступна даже начинающим мастерам. При пожелании покупателя, компания-производитель станков может дополнить комплектацию эксклюзивными матрицами.
- Плиток 3 – простая модель для производства плитки.
- РПБ 1500 – станок, проверенный временем и многими поколениями мастеров. Специалисты отмечают, что данное оборудование является довольно простым в использовании, а также не требует сложных операций по обслуживанию и замене матриц, что является плюсом для только развивающегося бизнеса.
Подобные станки за среднестатистическую работу в течении 8 часов способны изготовить от 1000 до 1600 плиточных блоков.
Зачем нужен вибростол при производстве плитки
Применяя вибростол, вы сможете решить массу проблем с производством плитки. Во-первых, вы сделаете ее прочной, во-вторых, она станет лучше сопротивляться воздействию влаги. В-третьих, вы лишите себя необходимости создавать вибрацию вручную.
Технически, заливая бетон в форму, даже если он сверхпрочный и в его состав добавлен пластификатор, остаются микротрещины, содержащие воздух. Эти места станут уязвимыми уже в первую зиму, особенно под нагрузкой, что приведет к тому, что изделие треснет.
Плитку может поломать весеннее пучение грунта, зимняя оттепель с последующим похолоданием, а также другие проблемы. Она начнет откалываться по краям, может деформироваться и разрушаться под действием солнца.

Формы на вибростоле перед закладкой раствора цементного
Используя стол, его вибрация будет действовать на каждую форму в отдельности, что позволит содержимому лучше перемешиваться. Тем более, в современной плитке присутствует щебень мелкой фракции. Из-за вибрации повысится слипаемость раствора со щебнем, что повысит прочность. При этом специалисты рекомендуют использовать пластификаторы и затвердители. Первое сделает раствор эластичным, второе повысит свойства эксплуатации, позволит быстрее застыть.
Существующие технологии изготовления
Плитка и брусчатка, которую вы могли видеть у соседей, изготовляется всего по трём технологиям: заливка в опалубку, вибролитьё и вибропрессование.

Подъездная дорожка с имитацией тротуарной плитки методом штампования
Существует и техника имитации тротуарной плитки, когда фактура создаётся штампами на влажной бетонной поверхности. На первый взгляд дорожка может быть похожей на мощёную, но на самом деле это монолитная бетонная плита со всеми своими недостатками. Присмотревшись к швам легко заметить, что они неотделимы от плит и не способны обеспечить отвод воды в грунт. Поэтому если вам понравился увиденный на фото вариант с имитацией, рекомендуем воспроизводить его в классической технологии, из отдельных плит. В таком случае ваша копия прослужит в 3–4 раза дольше, чем оригинал.






Заливка в съёмную опалубку

Изготовление тротуарной плитки методом заливки в опалубку
Технология заливки в форму-опалубку — самый простой и наименее трудоёмкий способ изготовления тротуарной плитки. Изделия отливаются прямо на месте использования поверх утрамбованного грунта, поэтому никаких усилий на сушку и перемещение плит тратить не приходится. Поскольку форма снимается пока бетон застыл не полностью, можно пользоваться только одной формой и готовить небольшие порции раствора в ведре строительным миксером (без бетономешалки). Форму также можно заливать не полностью, формируя аккуратные изгибы садовой дорожки.
Но есть и недостатки:
- фактура лицевой поверхности плит всегда одинакова, так как форма открытая и задаёт только кромку по периметру каждого фрагмента;
- бетонную смесь невозможно уплотнить вибрацией, поэтому для обеспечения прочности следует добавлять больше пластификатора;
- несмотря на добавление вяжущих, срок службы такой плитки в несколько раз меньше, чем у вибролитой.
Отличить дорожку из такой плитки достаточно просто. Как правило, она имитирует раскладку дикого камня с фрагментами неправильной формы, но повторение рисунка легко заметить. В швах такой плитки нередко прорастает трава, поскольку она монтируется прямо на землю без песчано-гравийной подушки и часто без засыпки швов.
Вибролитьё

Вибролитая тротуарная плитка — самый распространённый вариант
Вибролитые плиты — самый распространённый вариант для мощения частных территорий. Отличить продукт данной технологии проще всего по дизайну. Ни заливка, ни вибропрессование не создают сложную форму плитки и мелкий фактурный узор на её поверхности. Лицевая сторона вибролитой плитки обычно более глянцевая, а цвет — более яркий, чем у вибропрессованной.
Среди других достоинств этого отделочного материала:
- срок службы плитки в несколько раз длиннее, поскольку вибрация при литье изгоняет пузырьки воздуха и усиливает водо- и морозостойкость изделия;
- меньший расход пластификатора (по сравнению с заливкой в опалубку);
- возможность изготовления долговечной качественной плитки на дому с минимальной оснасткой;
- большое разнообразие готовых форм из разных ценовых категорий.
Из недостатков можно выделить только небольшую толщину плиты, которая не позволяет отделке выдерживать высокие механические нагрузки. На гладкой плитке также возрастает риск поскользнуться, поэтому для изготовления рекомендуем вам подбирать фактурные формы.
Вибропрессование

Брусчатка в зоне парковки — это вибропрессованная тротуарная плитка
Вибропрессование — сложный технологический процесс. Основное его отличие от вибролитья в том, что раствор в форме подвергается мощным ударам специального пресса. В результате плотность бетонно-цементной смеси возрастает на порядок, по своим свойствам материал является аналогом искусственного камня. Поэтому именно его используют для мощения городских тротуаров, дорожек в скверах и парковочных зон на частных территориях. Благодаря высокой плотности плитка очень морозоустойчива, она способна выдержать до 300 циклов замерзания/оттаивания.
Метод чаще всего используется для производства тротуарной брусчатки, а не плитки. Её несложно отличить по увеличенной толщине при небольших размерах (на вид это скорее кирпичик чем плитка). Кроме того, такой материал обычно более шершавый, а цвет у него бледнее. Поскольку узор на отдельном фрагменте сделать невозможно, для усиления декоративного эффекта брусчатку укладывают в красивые орнаменты (дома можно воспользоваться схемой для вышивки крестиком).
Среди недостатков вибропрессованной плитки можно выделить только высокую цену и немалый вес, который усложняет транспортировку и монтаж.
Правила эксплуатации
Ни одно устройство не рекомендуется использовать без инструкции. Вибропресс эксплуатируется следующим образом:
- Станок проверяется на готовность к работе:
- Включается в сеть мощностью 220 В;
- Работоспособность проверяется в течение 2 минут. Производитель крайне не рекомендует превышать этот лимит, поскольку устройство перегревается и выходит из строя.
- Берегите станок от влаги и не допускайте ее нахождения недалеко от рабочего аппарата.
- Следите за чистотой и регулярно убирайте с него остатки используемого материала.
Практика показала, что при правильном подходе к эксплуатации вибропресс не требует ремонтных работ минимум 5-7 лет. Если же поломка случается не по вине владельца станка, то фирма-производитель берет на себя обязанность починить его в ближайшее время. Гарантийный срок вибростанка для формирования тротуарной плитки составляет 10 лет.

Для работы с вибропрессом достаточного одного человека
За это время производитель гарантирует качественное обслуживание техники в сервисных центрах, замену всех деталей и сгоревших микросхем. Стоит отметить, что гарантийный срок продлевается только на новые детали, установленные в процессе обслуживания.
Изготовление вибропресса для тротуарной плитки своими руками – чертежи
Вибропресс для производства тротуарной плитки – основное оборудование, использующееся в процессе создания качественного и прочного покрытия.
Современные производители выпускают станки разной мощности, для определенных масштабов производства, с теми или иными функциями, но все они стоят немало.
Если есть необходимость в самостоятельном создании тротуарной плитки, можно попробовать сделать вибропресс своими руками.
Вибропресс для тротуарной плитки позволяет делать элементы из двух слоев: базового и фактурного (лицевого). Базовый слой создается из песка, цемента и щебня, получается прочным и качественным. Второй слой готовят с добавлением специального пигмента, который позволяет получать любые оттенки и цвета плитки.
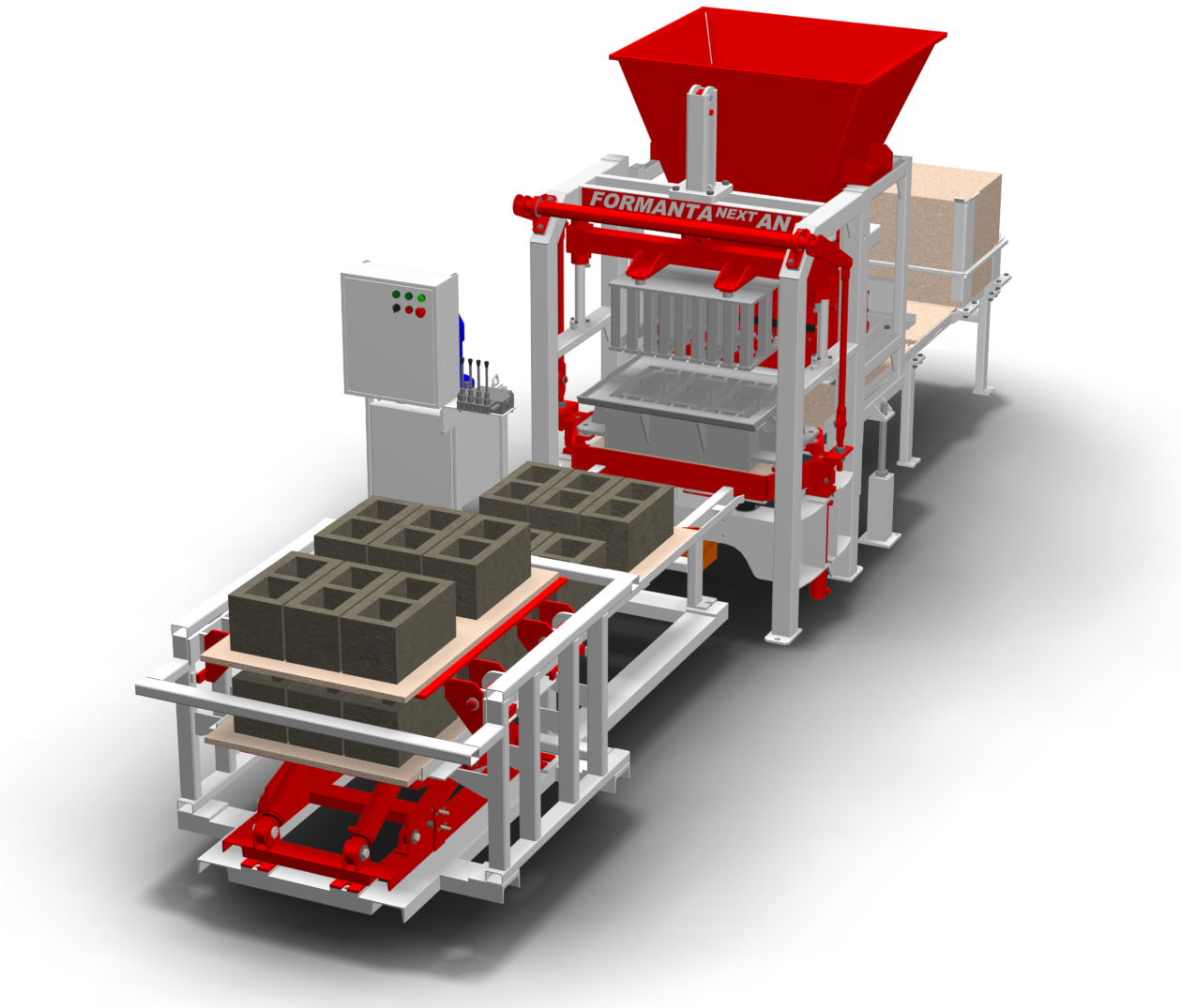
Производство тротуарной плитки с помощью вибропресса:
- Загрузка смеси в один или два бункера (большая емкость предназначена для основной смеси, малая – для бетона с пигментом для формирования лицевого слоя).
- Поступление смеси из первого бункера в пресс-форму, которая находится на вибростоле. Включение вибратора на 1-2 секунды для распределения смеси в матрице равномерным слоем.
- Загрузка цветного бетона в пуансон, включение режима вибропрессования на 35-40 секунд для уплотнения.
- Снятие матрицы и пуансона, перемещение готовых изделий в место, где они будут набирать прочность. Если используется технология ускоренного набора прочности, может выполняться термовлажностная обработка.
- Отправка готовых плиток на склад, потом в транспортировочные поддоны, доставка к потребителю.
Особенности вибропрессования
Метод вибропрессования достаточно прост – бетонная смесь, из которой изготавливается плитка, заливается в жесткую матрицу, установленную на постоянно вибрирующей станине.
Сверху на смесь давит также непрерывно вибрирующий пуансон (деталь, которая является обратной для матрицы и точно входит в нее по аналогии с поршнем и цилиндром) до полного уплотнения смеси.
Потом пуансон и матрица поднимаются, а с поддона забирают уже готовые изделия.
Составные части вибропресса
Оборудование для создания плитки предполагает определенную конструкцию и составные элементы. Вибропрессовальный мини-станок вполне можно сделать своими руками, главное – все тщательно изучить, просмотреть и сделать чертежи, продумать и следовать инструкции.
Конструкционные элементы вибропресса:
- Стол
- Столешница
- Специальное устройство для прессования
- Механизм для вибрирования
Каждая часть делится еще на несколько узлов и предполагает определенное крепление с другими элементами.
До того, как начать делать вибропресс для тротуарной плитки своими руками, чертежи нужно подготовить обязательно.
Их можно скачать в сети или нарисовать самостоятельно, со своими доработками и конструкционными решениями. Так или иначе, но за основу лучше брать уже готовую схему, созданную профессионалами.
Изготовление стола вибропресса
Стол для вибропресса состоит из таких конструкционных элементов: ножки, рама размером 70х100 или 50х70 сантиметров (приваренная к ножкам).
Величина стола напрямую зависит от размера столешницы, который определяют, исходя из планируемых объемов производства: чем больше форм будет использоваться в процессе прессования одновременно, тем большей должна быть столешница.
Длину ножек (и высоту стола, соответственно) подбирают, исходя из комфорта для работника (обычно в диапазоне 80-110 сантиметров).
Ножки вибростанка
Если планируется устанавливать вибропресс стационарно, в процессе проектирования можно добавить по 25 сантиметров к длине ножек, чтобы их можно было забетонировать в основание.
Есть и другое решение – приварить стойки к закладным деталям, которые уже были забетонированы.
Для переносного станка на нижние торцы стоек приваривают опорные пластины прямоугольной формы из 3-4-миллиметровой стали, чтобы вес оборудования распределялся равномерно.
Рама вибропресса
Верхнюю рамную часть стола делают из швеллера №10-12, уголковой стали 10х10 сантиметров либо двутавра №10-12.
Заготовки режут по размерам в чертеже, выкладывают горизонтально на ровной поверхности, соединяют методом электросварки.
Потом сварочные швы нужно очистить от шлака, аккуратно зашлифовать болгаркой и покрыть антикоррозийной краской. После того, как рама сварена, нужно проверить конструкцию на предмет плоскостных отклонений.









Сборка стола
На данном этапе изготовления вибропресса для производства тротуарной плитки необходимо собрать стол в единую конструкцию. Раму кладут на горизонтальную поверхность вверх нижней частью, к углам приваривают ножки.
Преимущества плиточного покрытия
- простое и несложное производство дорожного покрытия;
- недорогие компоненты для изготовления плитки;
- удобный мало затратный монтаж;
- широкий рабочий температурный диапазон применения;
- не подвержено бактериологическому разрушению от гнили, плесени и грибка;
- устойчиво к солнечной радиации;
- имеет отличную устойчивость от воздействия атмосферных осадков;
- отвечает экологическим нормам, — не испаряется, не выделяет вредных веществ, легко утилизируется;
- не препятствует газо- и влагообмену между грунтом и атмосферой;
- обладает высокими эстетическими свойствами, — за счёт разнообразных форм и широкой цветовой палитры изделий.
Внешний блок регулировки скорости
Так как лезвие электро-ножовки движется слишком быстро, устанавливаем отдельный блок регулировки скорости (со встроенным выключателем и автоматическим предохранителем), который поможет выбрать оптимальный режим поступательного движения вибросита и адаптировать его работу для разных сыпучих материалов. В этом случае выключатель электропилы блокируется в положении «вкл». От отдельного блока регулировки можно отказаться в том случае, если вы применяете в качестве электродвигателя достаточно «тихоходную» электропилу.
Саму электропилу лучше закрыть защитным кожухом для предотвращения попадания цементной, песчаной или другой пыли (легко изготовить из пластиковой бутыли подходящего размера). При достаточно несложных изменениях в конструкции рамы в качестве основного двигателя можно применить электродрель (желательно со встроенным регулятором вращения), установив вместо сверла шпильку с закрепленным на ней возвратно-поступательным эксцентриком.

На видео представлена еще одна несложная конструкция вибросита, использующая в качестве двигателя электрический лобзик:
https://youtube.com/watch?v=H6WFjMmdu5I
Процесс производства блоков
Состав бетонного раствора для таких блоков (в частях):
- шлак (лучше доменный, без золы и угля) – 14 частей;
- песок крупный (керамзитовый) – 4 части;
- гравий с размером гранул 5-15 мм – 4 части;
- цемент (М400-М500) – 3 части;
- вода – 3-6 частей.
В качестве наполнителя могут быть использованы шлак, отходы горения угля, отходы кирпича, керамзит, перлит, щебень, опилки и т.д
Важно следить за содержанием воды в смеси. Раствор при падении на землю должен рассыпаться, но при сжатии в кулаке вновь соединяться
Сначала перемешиваются сухие компоненты, а лишь потом к ним добавляется вода.
Последовательность операций при изготовлении блоков на вибростанке:
- в форму закладывается раствор с горкой;
- включается вибратор на 3-5 секунд, раствор осаживается;
- если раствора мало – добавить, вставить пуансон (прижим) и снова включить вибратор;
- формовка завершена, когда прижим сядет на ограничители;
- включить вибратор еще на 5-10 секунд и снять форму при еще работающем вибраторе.
Сохнуть блоки должны в течение 5-7 дней, но на полное затвердевание нужно около месяца.
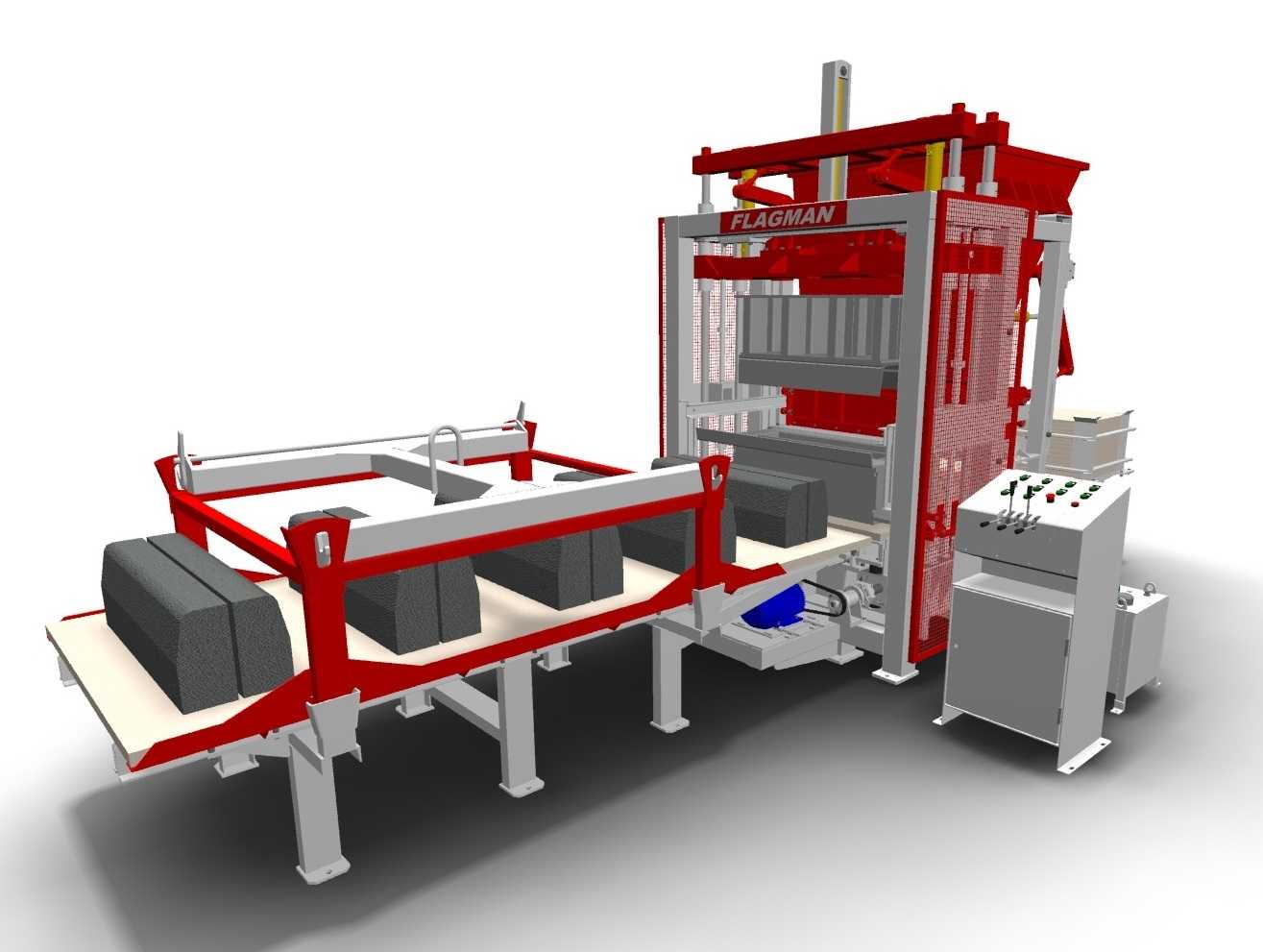
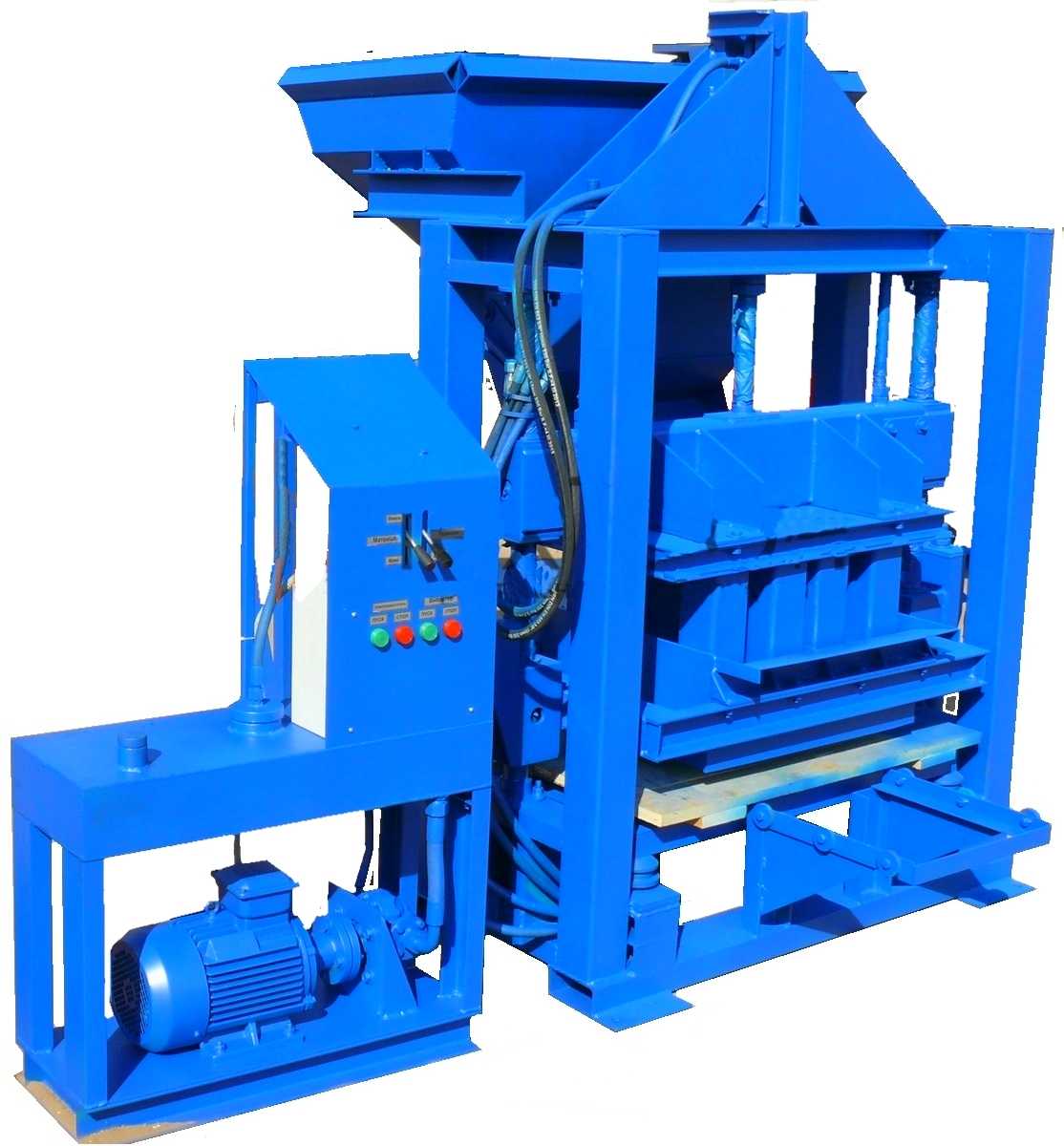
Что собой представляет профессиональный станок
Стандартное устройство имеет вид комплексной установки. Несмотря на скромные габариты, с его помощью организуют не только производство уличной плитки, но и налаживают массовый выпуск, то есть открывают свой бизнес. Во втором случае целесообразнее купить уже готовое устройство. Такой станок имеет пять основных частей:
- матрица;
- платформа;
- емкость под раствор;
- виброустановка;
- пресс.
Принцип работы организован следующим образом:
- В резервуар закладывается смесь. Она перемещается к формам и через дно бетон подается в матрицы.
- После этого сверху накладываются пластины и прижимают массу к платформе.
- С целью лучшей утрамбовки и удаления пустот подается вибрация. Колебания в сочетании с большим давлением мгновенно уплотняют раствор.
- После формы приподнимаются, а на платформе остаются готовые элементы.
- Далее их забирают вместе с подставкой и сушат.

Профессиональный станок предназначен для изготовления прочной уличной плитки в больших объемах
Подобную конструкцию делают и своими руками, однако, её мощность будет значительно меньше по сравнению с профессиональным оборудованием.
Технология изготовления вибролитьём
Для производства готового изделия требуется подготовить все инструменты и смеси. Перед заливкой бетона в формы их смазывают раствором для улучшения распалубки (извлечение плитки из формы). Используются готовые составы или аналог из 50 грамм машинного масла и 1500 грамм воды.
Заменитель нужно долго и тщательно вымешать, так как обе жидкости имеют разную плотность. Если раствор будет слишком жирным, то в плитке появятся большие поры, которые похожи на ракушник. Состав с малым количеством масла не даст нормально произвести распалубку. Сами формы используются нескольких видов:
Пластиковая. Контейнер любой формы, который можно приобрести в магазине или заменить любой аналогичной ёмкостью.

Пластиковая формаИсточник img.globalrustrade.com
Силиконовая (резиновая). Пластичный и гибкий аналог формы для создания плитки. С их помощью можно копировать рисунок готового покрытия. Для этого предоставлен выбор готовых силиконовых смесей.
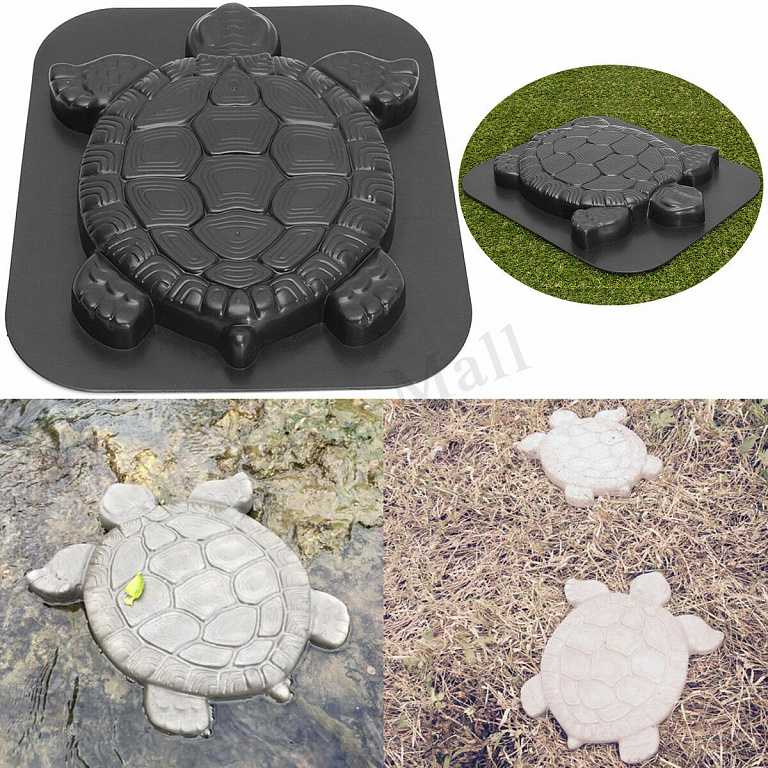
Силиконовая формаИсточник i.ebayimg.com
Деревянные. Их изготавливают из устойчивой к влаге фанеры. Её кладут на дно и делают опалубку из брусков, которые соединяют саморезами или металлическими уголками с шурупами. Предназначены такие формы только для простых фигур.
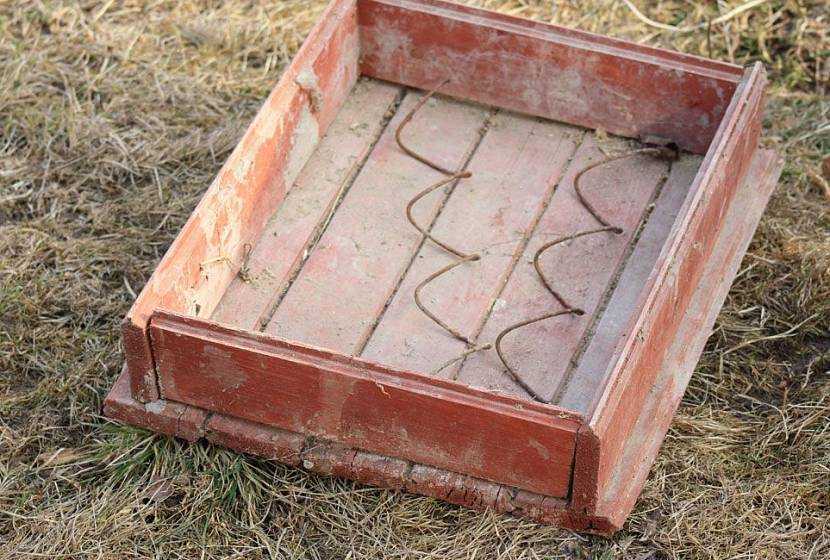
Деревянная формаИсточник beton-house.com
Металлические. Для их создания требуется сварочный аппарат. Такие формы самые крепкие и долговечные, но имеют большой вес, а также требуют много времени и ресурсов на сборку.

Металлическая формаИсточник moidachi.ru
В подготовленные формы заливается раствор для тротуарной плитки, который нужно разгладить с помощью шпателя или мастерка. Далее ёмкости помещаются на вибростол
Важно не перегружать агрегат, так как тогда он не даст вибрацию нужной частоты.
После включения двигателя влага начинает выходить наверх, а сама смесь для тротуарной плитки начнёт уплотняться. Из-за этого в формах её количество визуально уменьшится и образуется дополнительное пространство, которое требуется заполнить раствором.
Требуется удерживать ёмкости на столе в течение 4-5 минут до появления белёсой пенки. Это означает что весь воздух из смеси вышел. После этого её нужно переместить в сухое место, в которое не попадает солнечный свет. За счёт пластификатора и низкого содержания воды плитка высыхает в течение 24 часов.
Высохший продукт нужно вытащить из форм и оставить на 4-5 дней для увеличения прочности. Формы после распалубки следует вымыть солёным раствором для удаления оставшейся смеси. Это позволяет продлить срок жизни ёмкостей для дальнейшего использования.

Распалубка плиткиИсточник www.meleon.ru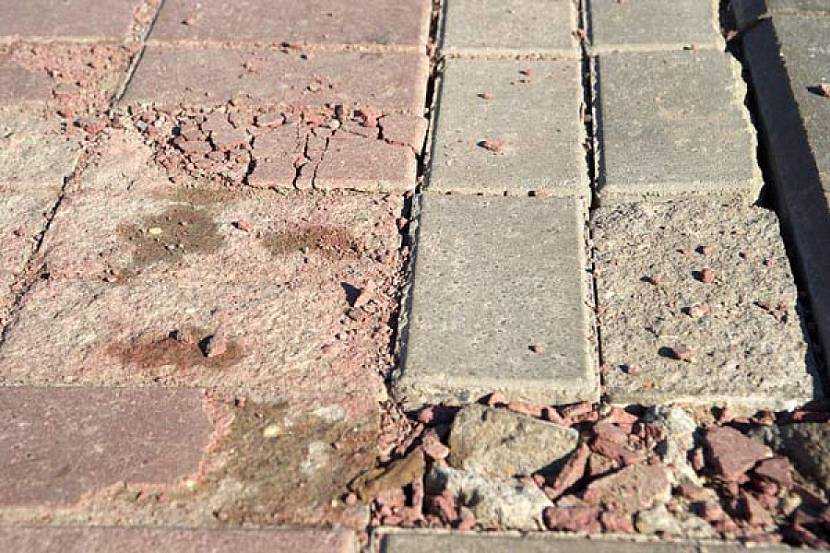
Если не выдержать технологию, то плитка скоро рассохнетсяИсточник www.niasam.ru
Изготовление элементов конструкции
Основой вибростола, которая несет весовую нагрузку от всех остальных элементов и изготавливаемой плитки является стальная опорная рама. Четыре ножки для нее можно изготовить из профильных или круглых труб, соединяя их между собой металлическими перемычками при помощи сварки. Рекомендуемый диаметр ножек: 45-57 мм или профильное сечение 45х45 мм.
Высота рамы должна быть в пределах 700-800 мм, тогда рабочая высота вибрационного стола для тротуарной плитки окажется на уровне примерно 950 мм, что позволит быстро и удобно размещать формы, а потом их снимать. Под опорные ножки необходимо приварить металлические пластины для лучшей устойчивости конструкции. Если станок будет установлен стационарно, с бетонированием опор, то подпятники в этом случае не обязательны.

Пружины и пазы для них.
В верхней части рамы вибростола нужно приварить металлические стаканы для размещения в них компенсационных пружин. Диаметр стаканов определяется в зависимости от диаметра устанавливаемых пружин. Они должны свободно входить вовнутрь, но и не болтаться при наличии слишком свободных зазоров. После изготовления раму рекомендуется очистить от сварочной окалины, ржавчины, грязи, а затем загрунтовать и покрасить.








Изготовление прессовочного узла
После того, как раствор заливается в формы и включается вибропресс, тротуарная плитка уплотняется и приобретает нужные характеристики. Именно от момента вибрирования и прессования зависит то, насколько качественным и прочным будет материал, поэтому в процессе создания вибропресса нужно позаботиться и о механизме прессования.
Создать вибропресс с гидравлической системой своими руками трудно, намного проще сделать механический пуансон, который в действие приводится физической силой работника.
К короткой стороне рамы, сбоку к средине, приваривают специальный кронштейн с горизонтальной осью. На ось монтируют рычаг, сделанный из стального прямоугольного профиля диаметром 3х5 сантиметров, к концу его приваривают втулку с отверстием для оси. К другому концу рычага монтируют сваркой поперечную рукоятку длиной до 25 сантиметров из аналогичного профиля.
Желательно, чтобы длина рычага не превышала длину стола больше, чем на 15 сантиметров (оптимально 10-12). К средине рычага кронштейном с осью монтируют стальной стержень, который направлен в сторону столешницы и оборудован на конце пуансоном (стальной пластиной, которая точно повторяет в плане конфигурацию матрицы). Кнопка включения/выключения самого вибродвигателя находится на поперечной рукоятке рычага.
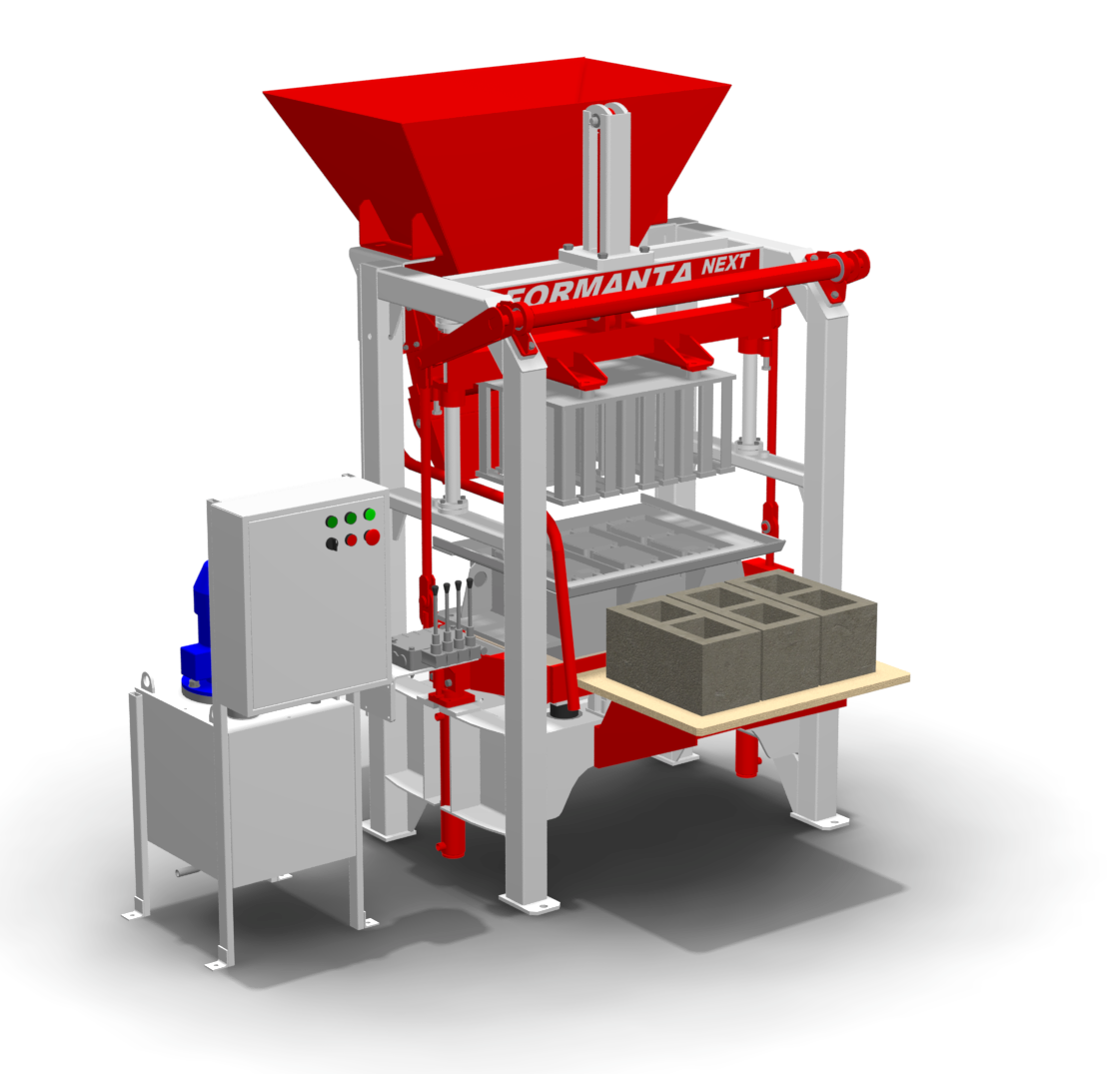
1 Устройство профессионального станка для производства плитки
То, как устроен стационарный агрегат для изготовления тротуарного покрытия, можно рассмотреть на примере станка «Тандем». Он представляет собой модернизированную модель, известную как РПБ 1500. Устройство «Тандем» ( РПБ 1500) помогает, несмотря на свои небольшие габариты организовать массовый выпуск продукции. Мини-станок РПБ 1500 «Тандем» для производства плитки состоит из:
- матрицы;
- платформы;
- емкости для раствора;
- виброустановки;
- пресса.
Принцип работы станка «Тандем» не отличается от особенностей работы агрегата, изготовленного своими руками. Для начала производства продукции, в специальную емкость засыпается подготовленный раствор.
Емкость станка «Тандем» передвигается к формам и через их дно обеспечивает подачу бетона к матрице. Далее поверх массы укладываются пластины, которые и прижимают ее к поверхности платформы. Для качественной утрамбовки полученного сырья и избавления от воздушных пустот используется метод вибропрессования.
В результате колебаний, раствор под давлением практически мгновенно подвергается уплотнению. Далее формы своими руками поднимаются, а на платформе агрегата «Тандем» размещается уже готовая тротуарная плитка. Подставку, с размещенной продукцией вынимают и оставляют высыхать.
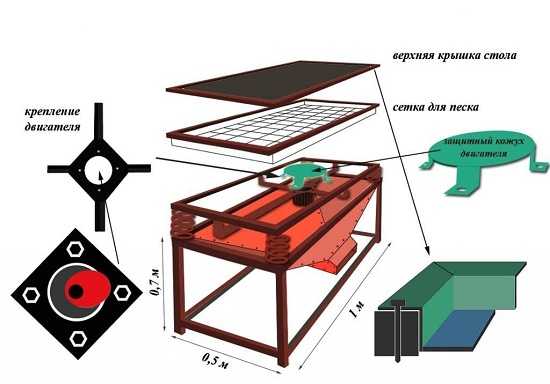
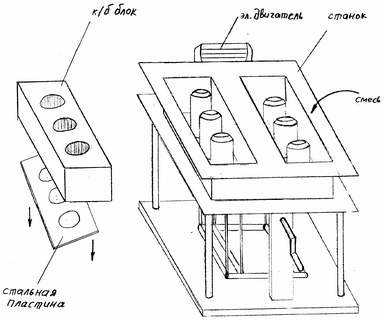
Схема устройства вибростола для производства плитки
Станок, по аналогу агрегата «Тандем» можно изготовить своими руками, но показатели его мощности будут в разы ниже профессионального оборудования.
1.1 Самодельное оборудование для домашней эксплуатации
Для производства бетонных изделий своими руками в домашних условиях необходимо наличие:
- вибростола;
- прессовального станка;
- полиуретановых форм для заливки раствора.
В процессе сборки вибрационного стола своими руками его можно усовершенствовать и дополнительно укомплектовать пластиной для пресса. Для работы будет нужен:
- сварочный аппарат;
- болгарка;
- дрель;
- болты для крепежа.
Для изготовления вибростола необходимо сооружение металлического каркаса. Перед началом конструирования рекомендуется разработать чертеж, на основании которого двигатель будет в нужном положении располагаться под столешницей.

Вибростол сделанный своими руками
Каркас сваривается из уголков с размерами 50×50 мм и крепится стойках с пластинами. Они располагаются в нижнем торце детали и помогают надежно фиксировать агрегат для производства плитки на месте. На углах и посередине каркаса крепятся металлические пружины. К пружинам крепится столешница, оснащенная бортами.
Снизу прикручивается двигатель, его можно изъять их старой стиральной машины. Панель для производства изделий своими руками должна представлять собой плоскую крышку, на которую будет оказываться сильное давление.
Каркас сваривается из листового металла и профилей, а емкость для раствора нужно подобрать в форме трапеции, которая сужается к низу. Дно должно быть откидным, оно будет обеспечивать подачу смеси в матрицу.
Матрица выполняется в форме опалубки. Ее можно сконструировать из металла или деревянных реек. Сверху матрицы размещается передвижной пресс, состоящий из пластин, осуществляющих нажим на формы.
Как правильно собрать вибростол
- Перед сборкой металлические части желательно обработать
антикоррозионным раствором, упреждающим появление ржавчины. Например,
грунтовкой ГФ-021 ЛАКРА (125 руб/кг) или эмаль-краской «Спецназ грунт-эмаль по
ржавчине» (383 руб/0,8 кг). Для металла, который уже тронут коррозией, нужно
использовать специальные грунтовки, такие как грунтовка ЭП-0180 (188 руб/кг). - Составляющие части вибростола соединяются сварным швом.
Выбор жесткого крепления обусловлен тем, что болты при вибрации могут
расшататься и снизить жесткость опоры. Если нужно сделать разборную конструкцию
применяются болты, которые нужно периодически подтягивать. - Мотор, приводящий в движение вибростол, не должен касаться
земли. После его установки, целесообразно произвести пробный запуск
оборудования для того, чтобы проверить амплитуду колебания, устойчивость
конструкции и жесткость пружин. - Длина ножек опоры должна быть одинаковой. Кроме того, место
установки стола должно быть ровным, чтобы не создавать перекоса при установке
вибростола. Стол разумно закрепить неподвижно на основании. Или с помощью
бетонного раствора или с помощью анкеров.
Заключение
Устройство вибростола сравнительно сложная задача, тем не
менее, его можно сделать своими руками, практически из подручных средств или с
минимальными затратами (если не учитывать приобретение электромотора, хотя,
тоже можно купить б/у). Такой подход целесообразен в условиях большого фронта
работы или при желании организовать небольшой бизнес по производству тротуарной
плитки или брусчатки.



