
Препараты для гальванизации
При гальванизации в медицине и косметологи, пользуются растворами эластина и коллагена в ампулах. Все препараты назначаются косметологом индивидуально. Демонстрируют хорошее воздействие травяные сборы.
Применяются биогенные стимуляторы, приготовленные из:
- Тканей животных организмов;
- Экстрактов растений;
- Лиманных грязей.
Используются кислоты:
- Аскорбиновая. Принимает живое участие в создании проколлагена, коллагена, налаживает проницаемость в капиллярах;
- Салициловая. Действует как отвлекающее, раздражающее и антисептическое вещество;
- Никотиновая. Проявляет сосудорасширяющее и возбуждающее действие;
- Кофеин. Расщепляет жиры на жирные кислоты под воздействием фермента липазы.
Применяют разные буферные растворы специального назначения, лекарства и сыворотки. Результат от таких процедур гораздо эффективнее, чем от регулярного нанесения на кожный покров косметических веществ.
Гальваническое покрытие металла по ГОСТу
Все металлы, которые обрабатывают при помощи гальванического метода, должны соответствовать требованиям ГОСТа 9.301–78, шероховатости их поверхности не должны выходить за пределы следующих значений:
- Rz = 40 мкм для защитных покрытий;
- Ra = 2,5 мкм для защитно-декоративных;
- Rz ≤ 40 мкм для специальных покрытий в соответствии с функциональным назначением;
- Ra = 1,25 мкм для твердых и электроизоляционных анодно-окисных покрытий.
Исключения допускаются для нерабочих труднодоступных для механической обработки и нерабочих внутренних поверхностей деталей, резьбовых поверхностей, поверхностей среза штампованных деталей, толщина которых не превышает 4 мм, а также для деталей, требования к шероховатости металлической поверхности которых прописаны в стандартах.
![]()
В технической документации должна содержаться информация о том, требуется или нет изменение шероховатости, а также о необходимости (либо ее отсутствии) дополнительной защиты изделия после покрытия слоем металла.
Для обрабатываемых деталей важно отсутствие таких дефектов, как неоднородность проката, закатанная окалина, заусенцы, расслоения и трещины от травления, полирования и шлифования, поры и раковины

Подготовительный этап при гальваническом покрытии деталей, выполненных из горячекатаного металла, заключается в их очистке от травильного шлама, продуктов коррозии основного металла и прочих загрязнений.
На поверхности литых и кованых изделий должны отсутствовать такие дефекты, как поры, газовые и усадочные раковины, шлаковые включения, спаи, недоливы, трещины. Если предварительно изделия и конструкции подвергались таким видам обработки, как галтовка, гидро- и металлопескоструйная отделка, их необходимо очистить от шлама, шлаков, продуктов коррозии и заусенцев. На поверхности допускаемой к шлифовке детали должны отсутствовать разного рода недостатки, включая забоины, вмятины, прижоги, риски, заусенцы и дефекты от рихтовочного инструмента.
Гальваническое покрытие осуществляется в отношении изделий, не имеющих острых углов, которые должны быть скруглены и доведены до радиуса 0,3 и более миллиметров; наличие фасок допустимо.
При использовании метода гальванической обработки в отношении изделий, имеющих швы, необходимо удостовериться в их непрерывности, защищенности, поскольку попадание электролита в зазоры недопустимо. Если швы, особенно, прерывистые, вызывают сомнения в своей надежности, их следует загерметизировать. Гальваническое покрытие металлов выполняется в соответствии с требованиями ГОСТа 9.301–78.
Помимо четких требований, предъявляемых к внешнему виду, гальванические покрытия должны обладать специальными свойствами, необходимыми заказчику. Также существует ряд условий, относящихся к толщине, пористости и прочности сцепления. При использовании таких защитных слоев для сплавов, требования распространяются на химический состав; если для неметаллических неорганических поверхностей – на защитные свойства.

Что касается дополнительных свойств гальванических покрытий металлов, для них важно соответствие требованиям конструкторской документации. Такие параметры, как толщина, химический состав, защитные свойства и пористость, должны соответствовать ГОСТу 9.301–78
Такие параметры, как толщина, химический состав, защитные свойства и пористость, должны соответствовать ГОСТу 9.301–78.
Вид и толщина покрытий, которые наносятся на детали (в соответствии с требованиями ГОСТа 9.301–78, ГОСТа 9.073–77, ГОСТ 21 484–76) должны находиться в пределах значений, прописанных в нормативно-технической документации. Исключения касаются только деталей, изготовленных по 7, 8 и 9-му квалитетам или имеющих посадки с натягом; резьбовых деталей; пружин.
В приведенной ниже таблице можно ознакомиться со способами обозначений покрытий, определенных в соответствии с ГОСТом 9.306-85
| Вид покрытия | Обозначение покрытия | |
| По ГОСТу 9.306-85 | Цифровое | |
| Цинковое, хроматированное | Ц.хр | 01 |
| Кадмиевое, хроматированное | Кд.хр. | 02 |
| Многослойное: медь-никель | М-Н | 03 |
| Многослойное: медь-никель-хром | М-Н-Х | 04 |
| Окисное, пропитанное маслом | Окс. прм. | 05 |
| Фосфатное, пропитанное маслом | Фос. прм | 06 |
| Оловянное | О | 07 |
| Медное | М | 08 |
| Цинковое | Ц | 09 |
| Серебряное | Ср | 12 |
| Никелевое | Н | 13 |
Для придания покрытию более высокого качества поверхность изделия или конструкции предварительно протравливается и обезжиривается, таким образом с нее удаляются окисловые и жировые загрязнения.
Для различных видов покрытий характерны особые эксплуатационные свойства, механические параметры, каждый из них предназначен для выполнения разных функций.
Можно ли совмещать гальванику с другими процедурами?
Совместное воздействие процедур усиливает восстановительный эффект в организме. Положительное воздействие физиотерапевтических сеансов в сумме дают восстановление, потерянного во время болезни, равновесия. Либо влияние одной процедуры, полностью или частично, нейтрализует действие другой.
После гальванизации в этот же день не желательно делать:
- Грязевые аппликации;
- Радоновые, сульфидные и углекислые ванны;
- Нежелательна дарсонвализация;
- Применять душ высокого давления.
Гальванизацию можно смело сочетать с другими процедурами:
- Магнитотерапия;
- УВЧ и СВЧ – терапия;
- Минеральные, газовые, лечебные и ароматические ванны;
- Теплолечение;
- Общая франклинизация;
- Ультразвуковая терапия.
Гальваническое покрытие: назначение, виды, нанесение

- Что такое гальванизация?
- Совместимость материалов
- Область применения гальванических покрытий
- Виды гальванических покрытий
- Получение гальванического покрытия в домашних условиях
Что такое гальванизация?
Гальванизация – это электрохимический процесс, где участвует электролит, электрический ток, два электрода и обрабатываемая деталь. При этом металлический слой не просто наносится на поверхность, а проникает на молекулярном уровне в основание детали.










Для гальванизации необходимо, чтобы обрабатываемое изделие было идеально чистым. Для очистки и обезжиривания поверхностей можно использовать специальные органические растворители, которые не приведут к образованию коррозии.

Например, для этих целей подойдет очиститель металла MODENGY. Он хорошо удаляет разнородные загрязнения, такие как нефтепродукты, силиконовые, минеральные, синтетические масла, консервационные составы, адсорбированные пленки газов, влагу и т.д. Средство быстро испаряется и не оставляет следов.
В большинстве случаев для подготовки поверхности к гальванизации достаточно очистить и обезжирить поверхности. Можно также выполнить пескоструйную обработку и последующую шлифовку с применением специальных паст и наждачной бумаги.
Рассмотрим сам процесс гальванизации. Подготовленное изделие погружается в раствор электролита и на него подается отрицательный заряд, который превращает деталь в катод. В электролите также находится специальная пластина из металла, который в дальнейшем и станет покрытием. Она является анодом. При подаче электричества металл с анода растворяется в растворе и переносится на отрицательно заряженный катод, в роли которого выступает обрабатываемая деталь. Таким образом на поверхностях образуется равномерный тонкий слой гальванического покрытия.
Данный метод гальванизации называется анодным. Благодаря ему при образовании коррозии в первую очередь разрушается само покрытие, а металл под ним в течение длительно времени сохраняет целостность.
Существует и другой способ – катодное напыление. Он используется гораздо реже, так как при нарушении защитного слоя разрушение металла под ним происходит более интенсивно, что обусловлено самой технологией нанесения.

Средой для перемещения металла с анода на катод выступает электролит. Он находится в специальных емкостях, объем которых зависит от производственных задач.
Крупногабаритные изделия подвешиваются в объемных ваннах. Небольшие детали покрываются в барабанных емкостях, где отрицательный заряд имеет сам барабан, который вращается в электролите. Для покрытия очень мелких изделий используются наливные ванны колокольного типа, которые при работе медленно вращаются, благодаря чему детали равномерно покрываются защитным слоем.
Большое значение играет плотность тока, проходящего через электролит. Она влияет на структуру формируемого слоя. Данная величина измеряется как отношение силы тока к единице поверхности обрабатываемой детали.
Если плотность тока слишком низкая, осадок вообще не образуется, а при слишком большой количество отложений превысит допустимую норму, что отрицательно скажется на качестве покрытия. Именно поэтому при осуществлении гальванизации следует постоянно контролировать данную величину.
Толщина готового гальванического покрытия может варьироваться от 6 до 20 микрон. Она зависит от особенностей материалов, которые участвуют в процессе нанесения. Адгезия металлического покрытия с основанием детали определяется при помощи специальных тестов.
Для проведения гальванизации очень важно помнить о совместимости материалов. Все металлы в соединениях корродируют
В некоторых случаях этот процесс протекает с низкой скоростью. Но существуют материалы, которые нельзя соединять вместе.
Например, при работе с алюминием и его сплавами достаточно сложно работать, так как их поверхность покрыта окисной пленкой, затрудняющей нанесение гальванического покрытия.
Для гальванизации алюминия можно использовать следующие сочетания материалов:
Стадии процесса гальваники
- химическая гальваническая очисткаХимическая очистка проводится для удаления остатков полировальных паст, масел, жира с пальцев рук и т.д. Операция очистки проводится химическим, либо электрохимическим способом. Выбор способа очистки зависит в основном от формы детали. Простые формы обрабатывают под током, сложные формы с большими внутренними полостями, отверстиями и вогнутыми поверхностями обрабатываются химически.Главный показатель правильно проведенной очистки – полная смачиваемость поверхности. Плохая очистка поверхности самая значимая ошибка гальванических процессов.
- травлениеПроцедура травления проводится для улучшения адгезии к поверхности металла. Травление также проводится как химическим, так и электрохимическим способом.Процедуру травления не применяют для зеркальных поверхностей, так как по классу поверхности деталь после травления будет хуже, чем была изначально. Гальваника в некоторых случаях компенсирует травление, но это скорее исключение, чем правило.
- нанесение подслойной гальваники
Гальваника работает по строгим законам и требует соблюдать очередь нанесения. Так, например, медь и золото необходимо разделять слоем никеля во избежание диффузионных процессов золота в медь. Кроме того, данные подслойки требуются для повышения блеска самой поверхности, повышения адгезии и наращивания габаритных размеров детали.
Линейка различных подслоев часто представляет из себя так называемый классический гальванический пирог, состоящий, например, из таких прослоек как никель-медь-никель.
Во многих случаях эта универсальная схема требует корректировки и доработки.
На производствах технологические карты расписываются для каждого процесса индивидуально, с указанием рабочих режимов, временем выдержки и последовательностью операций.
Получение новых изделий требует разработки индивидуальной технологической карты. В этом заключается основная сложность небольшого гальванического производства – разноплановые изделия требуют ежедневной работы по настройке процесса.
Исправление ошибок в 90 процентах случаев подразумевает полную очистку от некачественно нанесенных элементов. Причем чаще всего это приходится делать механически, химический способ снятия имеет в гальванике ограниченное применение.
нанесение финишного гальванического покрытияЗаключительное нанесение металла осуществляется только на полностью подготовленную, чистую, не окисленную наружность изделия.Гальваника в целом и финишное покрытие в частности, не улучшает класс механической обработки. Если после нанесения всех подготовительных покрытий деталь не выглядит качественной (не блестящая, имеются дефекты покрытия или исходной поверхности), то нет смысла наносить финишное покрытие
Не принятие во внимание данного факта одна из самых частых ошибок начинающего мастера гальваника.Заданная в техническом задании толщина нанесения металла на поверхность (3 мкм, 6 мкм, 20 мкм) относится как раз к финишному покрытию. Именно она обеспечивает его износостойкость
Подслойки же могут быть любой толщины, если нет строгих требований к ним. Перед нанесением финишной гальваники требуется тщательная промывка изделия от остатков подслойных элементов (электролитов). Промывку осуществляют проточной горячей, а затем холодной водой, а после дополнительно промывают в дистиллированной воде. Последняя нужна чтобы не позволить проточной воде попасть в электролиты драгоценных металлов, ведь хлориды, соли тяжелых металлов, сульфаты – губительны для серебряного и золотого электролита.Накопление примесей в драгоценных металлах нельзя допускать. Испорченные же электролиты подлежат длительной проработке, либо утилизации.
На этом этапе гальваника окончена, но часто требуется провести и дополнительную доработку.
сопутствующие операции.Иногда финишное покрытие – это последняя стадия гальванического процесса, но часто это не так.Пример: после нанесения финишного гальванического серебрения требуется обязательное крацевание поверхности. Это делают вручную, любо используются «галтовочные барабаны». Если предусмотрена такая постобработка, серебро (или другой металл) наносят на 2-5 мкм больше, чем требуется изначально, и учитывают возможные потери.Постобработка полировкой применяется редко, так как при этом удаляется значительный слой нанесенного металла. Именно поэтому для получения гладкой поверхности требуется предварительная полировка и подготовка, до всех гальванических операций.
Подготовка деталей к нанесению гальванических покрытий
Прочность сцепления гальванических покрытий зависит в основном от качества подготовки поверхности перед покрытием. Покрываемым поверхностям придают необходимую шероховатость, с них удаляют различные загрязнения, жировые и оксидные пленки. Если металл осаждается на активном чистом катоде, возникает межмолекулярное взаимодействие с основным металлом и покрытие не отслаивается от детали даже при ее разрушении. Нарушение технологии подготовки значительно снижает сцепляемость покрытия и приводит к его отслаиванию от детали.
Подготовка деталей к нанесению гальванических покрытий включает следующие операции:
- Очистка деталей от загрязнений на разборочно-моечном участке.
- Предварительная механическая обработка деталей для удаления следов износа, придания покрываемой поверхности правильной геометрической формы и шероховатости Ra 1,25…1 мкм.
- Промывка деталей синтетическим моющим средством (например 10 %-ный раствор МС-37 при температуре 70 °С) для удаления загрязнений.
- Изоляция поверхностей не подлежащих покрытию с помощью постоянных изоляторов (коробки, трубки, шайбы и т.д.) или различными изоляционными материалами: тонкой резиной, листовым целлулоидом, изоляционной лентой, пленочными полимерными материалами, церезином, пластизолем и др.
- Завешивание деталей на подвеску. Конструкция подвески должна создавать надежный электрический контакт с покрываемыми изделиями и штангой ванны.
- Обезжиривание химическим и электрохимическим методами.
К первому методу относится обезжиривание венской известью, представляющей собой смесь оксидов кальция и магния в соотношении 1 : 1. Ее разводят водой до кашицеобразного состояния, наносят на поверхность и протирают деталь волосяной щеткой. Это достаточно трудоемкая операция, однако обеспечивает высокое качество обезжиривания и оправдана при небольшой программе восстановления.
При электрохимическом обезжиривании детали, погруженные в щелочной раствор, включают в цепь электрического тока в качестве катода или анода. На поверхности электродов бурно выделяются пузырьки газа (водород на катоде, кислород на аноде), которые способствуют эмульгированию жиров и масел, механически разрывая и удаляя их пленки. Процесс обезжиривания ускоряется многократно. Скорость электрообезжиривания в основном зависит от плотности тока и незначительно от концентрации и температуры раствора. Плотность тока составляет 3…10 А/дм2, а температура раствора – 60…80 °С. Для обезжиривания черных металлов рекомендуется раствор, содержащий 30 г/л едкого натра, 30 г/л тринатрийфосфата и 40 г/л кальцинированной соды. В растворы можно вводить 3…5 г/л жидкого стекла или метасиликата натрия.
Обезжиривание ведут как на катоде, так и на аноде. Катодное обезжиривание более производительно, но приводит к наводороживанию деталей, что увеличивает их хрупкость и снижает усталостную прочность. Кроме того, ухудшается сцепляемость покрытия с поверхностью детали. Поэтому предпочтительна комбинированная обработка – обезжиривание на катоде в течение 4…5 мин, а затем переключают детали на анод и обезжиривают 1…2 мин.










- Промывка деталей горячей водой (70…80 °С).
- Промывка холодной водой.
- Анодное травление деталей. Операцию выполняют для удаления с поверхностей оксидных пленок и выявления кристаллической структуры металла. Состав электролита и режим обработки зависят от вида покрытия.
При железнении анодное травление проводят в 30-процентном растворе серной кислоты (365 г/л) и 10…20 г/л сернокислого железа (FeSO4 7Н2О) при температуре 18…25 °С. Детали завешивают на анодную штангу. Катодами служат свинцовые пластины, площадь которых в 4…5 раз превышает площадь покрываемых деталей. Стальные детали обрабатывают при плотности тока 30…50 А/дм2 в течение 2…3 мин, а чугунные – при 18…20 А/дм2 в течение 1,5…2 мин.
При хромировании анодное травление проводят в электролите, содержащем 100…150 г/л хромового ангидрида (CrO3) и 2…3 г/л серной кислоты (H2SO4), при анодной плотности тока Да = 25…40 А/дм2 в течение 30…90 с – для стальных деталей и при Да = 20…25 А/дм2 в течение 25…30 с – для чугунных деталей. Температура электролита 55…60 °С.
- Промывка холодной водой.
- Промывка горячей водой (60…70 °С).
Общие сведения
Гальваника (гальванизация) — физико-химическая технология, с помощью которой можно создать на поверхности металла дополнительный слой из другого металла. Толщина дополнительного слоя является небольшой. Обычно она составляет от 0,1 до 2-3 миллиметров. Гальванизация используется для многих целей — повышение прочности, создание антикоррозийного слоя и другие. Покрыть гальваническим слоем можно только металлическую поверхность. Это может быть посуда, детали для автомобиля, инженерные инструменты, декоративные изделия. В качестве гальванизирующего слоя выступают металлы — хром, никель, медь, серебро, цинк + сплавы на их основе.
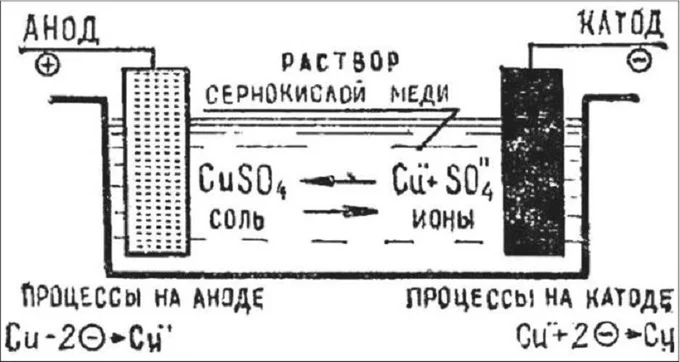
Схема электролиза
С точки зрения химии и физики гальванизация осуществляется за счет специального процесса под названием электролиз. В упрощенном виде электролиз металлических изделий выглядит так:
- Поверхность запчасти очищается от различных загрязнений (органика, пыль, грязь, легкая коррозия). Очистку рекомендуется дополнять обезжириванием, поскольку эта процедура позволяет получить чистую поверхность, на которую будет наноситься тонкий гальванический слой веществ, полученных из электролита.
- В пластиковую или стеклянную емкость помещается электролит — раствор щелочей, кислот и солей, содержащих нужный металл. Скажем, для электролитического хромирования используется хромовая кислота, которая при электролизе высвобождает хром, переходящий на деталь. Для улучшения гальваники электролит может нагреваться до небольших температур (обычно не более 60 градусов).
- К электролиту подключается источник постоянного тока (источники переменного тока не используются, поскольку операция не запустится). Для подключения используются два провода — катод и анод. Катод прикрепляется непосредственно к обрабатываемой детали, а анод помещается в раствор электролита. Анод обычно дополняется пластиной из соответствующего металла, что усиливает гальванизацию (скажем, для цинкования нужна цинковая пластина).
- Обрабатываемая деталь прикрепляется к катоду, а потом катод помещается в раствор электролита. Катод с запчастью не должен контактировать с анодом напрямую, поскольку в таком случае случится короткое замыкание либо гальваника не запустится/будет идти медленно. Обрабатываемая запчасть должна находится на хорошем расстоянии от анода с пластинами, чтобы операция прошла успешно.
- Теперь включается электрический ток, что приводит к замыканию цепи. Ток сперва попадает на анод, а потом поступает в электролитический раствор. Это запускает ряд химических реакций, в результате которых металлические ионы высвобождаются из вещества и начинаются двигаться вместе с электрическим током по направлению к катоду. При прохождении через катод эти ионы осаждаются на поверхности запчасти, что и приводит к образованию нужного покрытия. Для гальванической обработки одной детали требуется 20-40 минут в зависимости от размеров и формы детали.
Основные технологии
Основные технологии гальваники — это хромирование, серебрение, никелирование и цинкование, при которых деталь покрывается соответственно хромом, серебром, никелем и цинком. Помимо этого существуют и другие операции (скажем, меднение и латунирование). Однако для их осуществления необходимо использование цианистых солей, которые являются ядовитыми даже для человека в защитной одежде. Поэтому эти процедуры обычно выполняются в специальных цехах или мастерских.
Гальванопластика, гальваностегия, патинирование
Гальванопластикой называют технологию копирования. Суть процессов не отличается от приведенных выше описаний. Однако адгезия снижена, чтобы упростить отделение готового изделия от заготовки.
Гальваностегия – это улучшение механических параметров комбинированного слоя. Хром, например, предотвращает повреждение стальных изделий за счет высокой прочности.
Патинирование применяют для изменения декоративных свойств поверхности. В частности, создают искусственно состаренный внешний вид.
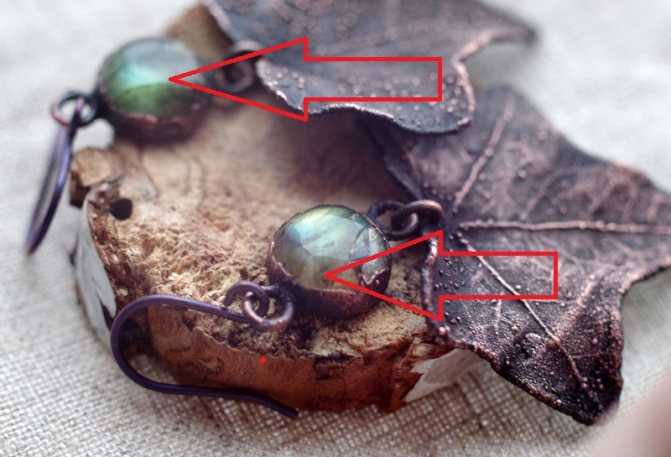
Стрелками отмечены участки, созданные по технологии «радужного» патинирования
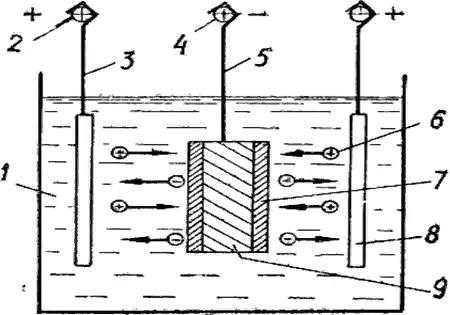
Процесс гальванического покрытия металла
Гальваническая обработка металла состоит из 3 этапов:
- Подготовка. Это наиболее трудоемкий процесс. В случае наличия на поверхности металла жира, заусенцев или пыли качество гальванизирования будет низким. Изделия должны быть обработаны вручную или на пескоструйной машине. При наличии остатков жира их следует обработать химическим раствором.
- Сам процесс гальванической обработки металла. Электролит заливается в ванну, в него помещаются 2 анода и покрываемая деталь. Проводится нагрев электролита с помощью специального устройства до температуры, указанной в технологии. Затем включается ток, который контролируется регулятором напряжения. Катодом является сама деталь. Положительно заряженные ионы движутся через электролит и оседают на отрицательно заряженном изделии, образуя поверхностный слой. Длительность второго этапа продолжается до тех пор, пока поверхностный слой металла не достигнет требуемой величины.
- После гальванической процедуры детали нуждаются в дополнительной обработке. Заключается она в осветлении, пассивировании или промасливании поверхности. Для этого изделия погружаются в специальный раствор с реактивами. В результате идет образование поверхностной пленки толщиной 1 мм.
О совместимости гальванических пар таблица дает наглядное представление.
| Металл | Алюминий | Бронза | Дюраль | Латунь | Медь | Никель | Олово | Сплав олово со свинцом | Углеродистая сталь и чугун | Хром | Цинк |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Алюминий | + | – | + | – | – | – | – | – | + | – | + |
| Бронза | – | + | – | + | + | + | Пайка | Пайка | – | + | – |
| Дюраль | + | – | + | – | – | – | – | – | + | – | + |
| Латунь | – | + | – | + | + | + | Пайка | Пайка | – | + | – |
| Медь | – | + | – | + | + | + | Пайка | Пайка | – | + | – |
| Никель | – | + | – | + | + | + | Пайка | Пайка | + | Отсутствуют данные | + |
| Олово | – | Пайка | – | Пайка | Пайка | Отсутствуют данные | + | + | + | Отсутствуют данные | + |
| Сплав свинца с оловом | – | Пайка | – | Пайка | Пайка | Пайка | + | + | + | Отсутствуют данные | + |
| Углеродистая сталь и чугун | + | – | + | – | – | + | + | + | + | + | + |
| Хром | – | + | – | + | + | Отсутствуют данные | Отсутствуют данные | Отсутствуют данные | + | + | + |
| Цинк | + | – | + | – | – | + | + | + | + | + | + |
Виды обработки деталей
Механическая обработка и достижение идеальной гладкости металлических деталей достигается в домашних условиях шлифованием поверхности наждачной бумагой и другими абразивами, в промышленных масштабах используются пескоструйные, химические, автоматизированные методы достижения результатов. На подготовительном этапе проводят изоляцию деталей или отдельных мест, не подлежащих гальванизации.
В зависимости от вида наносимого металла проводят различную подготовку. Перед цинкованием или кадмированием поверхность защищаемой детали обезжиривают и протравливают. Хромирование и никелирование предваряют механической шлифовкой, обезжириванием, удалением оксидной пленки. Обезжиривание проводится в два этапа – стартовые работы и полное обезжиривание.

Предварительно детали промывают растворителями – уайт-спиритом, бензином, специальными органическими смесями и т. д. Окончательную обработку реализуют при помощи щелочных растворов или электрохимическим методом. После чего детали промывают горячей водой, проводят активацию и легкое протравливание металла для удаления мельчайших пленок окислов, что улучшает адгезию поверхности детали с гальваническим покрытием металла.
Особенности гальванического серебрения и золочения
Ниже представлены технологии, которые отличаются сравнительно высокими затратами на расходные материалы. Для серебрения создают раствор на основе хорошо очищенной дистиллированной воды. Добавляют кальцинированную соду, калий железноцианистый и основной ингредиент – хлористое серебро.
Поддерживают сравнительно небольшую (от +18°C до +22°C) температуру рабочей среды. Расчет по току выполняют с учетом плотности на единицу площади электрода. В данном случае хватит 0,1-0,12 А на дм кв. Подойдет анод, изготовленный из графита. Размер его должен быть больше обрабатываемого изделия.
Этот электролит создают из водного раствора золота, смешанного с кислотой. Рекомендуется тщательная подготовка заготовки. Для улучшения адгезии, кроме тщательной очистки (обезжиривания), применяют погружение в азотнокислую ртуть. Чтобы уменьшить расход ингредиентов и предотвратить брак, сначала применяют меднение.
Важно! Для безопасного использования агрессивных химических соединений необходимо интенсивное проветривание либо выполнение рабочих операций на открытом воздухе
Виды гальванических покрытий
В зависимости от назначения гальванические покрытия подразделяются на следующие виды:
-
Защитные: служат для изоляции металлических изделий от механических повреждений и воздействия агрессивных сред
-
Защитно-декоративные: предназначены для защиты деталей от агрессивных и разрушающих внешних факторов, а также для придания им эстетичного внешнего вида
-
Специальные: служат для улучшения определенных характеристик поверхностей, например, повышения износостойкости и твердости, электроизоляционных, магнитных свойств
В некоторых случаях гальванизация применяется для восстановлении изначального вида изделий после их длительной эксплуатации.
Гальваническое покрытие позволяет создавать точные копии деталей, которые обладают даже очень высокой сложностью рельефа. Данный процесс называется гальванопластикой.
Меднение
В качестве покрытия используется медный купорос. Такая обработка способствует повышению прочности металлических изделий и повышению их токопроводящих свойств. Металлы с медным покрытием используются для производства электропроводников.










Хромирование
Данная процедура повышает прочностные характеристики металлов, а также их сопротивляемость различным агрессивным воздействиям. Помимо этого, она улучшает внешней вид деталей и восстанавливает поврежденные элементы.

В зависимости от технологии выполнения хромированное покрытие может обладать различными свойствами и параметрами. Например, серое матовое увеличивает твердость металла, блестящее повышает его износостойкость, молочное пластичное придает эстетичный внешний вид и усиливает стойкость к коррозии.
Цинкование
Самая популярная операция гальванизации. Тонкий слой цинка придает металлам блеск и предотвращает образование коррозии. Цинкование особенно популярно в строительной и автомобильной индустрии. Цинк используется для обработки трубопрокатных изделий, емкостей, опорных и кровельных конструкций, кузовных деталей автомобилей.

Железнение
Используется для усиления прочностных характеристик легкоизнашиваемых деталей, например, из меди. Такое покрытие практически не подвержено воздействию коррозии.
Никелирование
Данный метод обработки является оптимальным для придания металлам устойчивости к воздействиям окружающей среды. Слой никеля надежно защищает изделия от коррозии, возникающей вследствие загрязнения щелочами, кислотами, солями. Никелированные детали отличаются очень высокой стойкостью к истиранию и механическим повреждениям.

Латунирование
Используется для защиты металлов от воздействия коррозии. Кроме того, слой латуни обеспечивает лучшую адгезию металлических деталей с резиной.

Серебрение и золочение
Эти операции применяются в ювелирном деле, радиоэлектронной и электротехнической отраслях. Серебро и золото придают поверхностям презентабельный внешний вид, высокие отражающие свойства, предотвращают коррозию, улучшают токопроводящие свойства, повышают твердость и защищают от агрессивных внешних факторов.

Родирование
Слой родия увеличивает сопротивляемость деталей воздействию химически агрессивных сред, а также придает им дополнительную механическую стойкость. Родирование предотвращает окисление, потускнение изделий из серебра.
Покрытие оловом
Олово увеличивает прочность и твердость металлических деталей. Гальванизация этим материалом применяется для алюминия, цинка, стали и меди.




