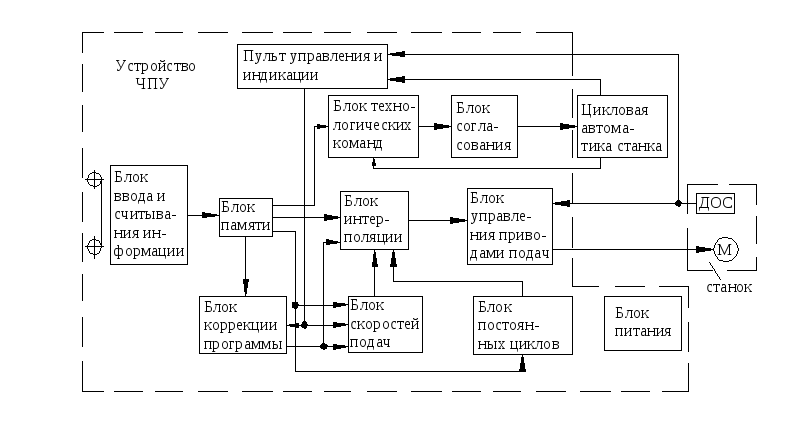
Конструкции основных узлов станков с ЧПУ
В приводах главного движения токарных станков передняя бабка обычно является шпиндельной. Большие мощности и частоты вращения, большая нагруженность шпиндельных подшипников привели к необходимости интенсивного охлаждения, которое обеспечивается в основном путем оребрения бабки или пропусканием охлаждающей жидкости (рис. 5).
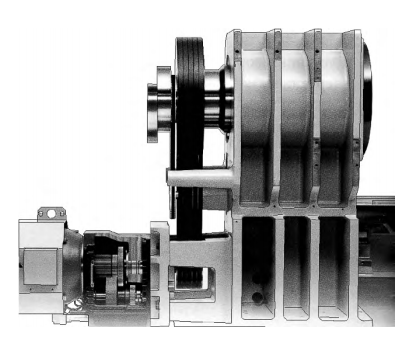
Рис. 5. Система оребрения шпиндельных узлов станков фирмы HAAS (США)
В качестве приводных двигателей в станках с ЧПУ обычно применяются регулируемые двигатели постоянного и переменного тока. Последние проще по конструкции и обладают большей надежностью благодаря отсутствию щеточных узлов (особенно в области высоких частот вращения, которые требуются для главного движения). Диапазон регулирования двигателя с постоянной мощностью (Rд)р ограничен значением 3. . . 5 (в последних моделях двигателей 6. . . 8), что требует, как правило, применения в приводе главного движения механических устройств (коробок скоростей) с числом ступеней скорости от двух до четырех.
Предпочтение отдается варианту мотор — шпиндель, обеспечивающему большую мощность, но еще повсеместно движение от электродвигателя на шпиндель передается с помощью поликлино- вого или зубчатого ремня. Сам шпиндельный узел стал сменным. Частота вращения шпинделя за счет появления лучших инструментальных материалов для станков с патроном диаметром 250 мм сейчас составляет свыше 10 000 мин-1 при мощности, доходящей до 43 кВт.
В токарных станках вместо зубчатых кинематических цепей применены беззазорные шариковые винтовые передачи с высоко- моментными регулируемыми электродвигателями, что обеспечивает точное перемещение суппортов. При этом не только значительно уменьшаются силы трения (коэффициент трения покоя для направляющих качения в 20 раз меньше, чем для направляющих скольжения) и исключается прерывистость движения, вызванная при скольжении эффектом прилипания, но и уменьшается износ сопряжения.
Существенную долю выпускаемых станков (около трети) составляют токарные станки с ЧПУ с вертикальным расположением шпинделя или двух шпинделей. Общей практикой стало то, что заднюю бабку заменяют контршпинделем с характеристиками, равными или близкими характеристикам основного шпинделя Время для передачи заготовки из одного шпинделя в другой составляет около 10 с и достигается или за счет «наезда» контршпинделя, или с помощью манипулятора (станок INTEGREX 200-IIIST фирмы MAZAK (Япония)).
У токарных станков инструмент устанавливается в револьверной головке на 12, реже на 10 (8) позиций. Возможен вариант исполнения револьверной головки на 24 инструмента (рис. 6) .
Размер сечения резца, установленного в револьверной головке, колеблется от 20 до 32 мм, а диаметр осевого инструмента — от 32 до 50 мм. Приводными являются, как правило, все позиции револьверной головки (12, 24) или большая часть. Время смены соседних инструментов от 0,15 до 1 с, хотя еще не редкость смена инструмента за 4 с. Больше четверти всех станков с ЧПУ имеют две, три и даже четыре револьверные головки, которые могут работать одновременно (рис. 7) .
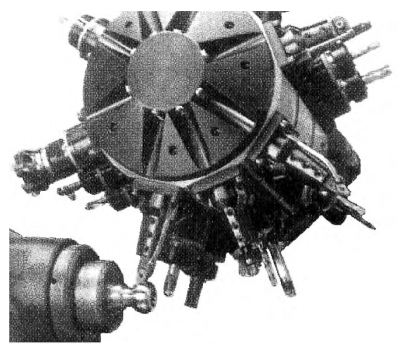
Рис. 6. Револьверная головка на 24 инструмента, из которых 18 приводные со скоростью 9000 мин-1 и мощностью 6 кВт
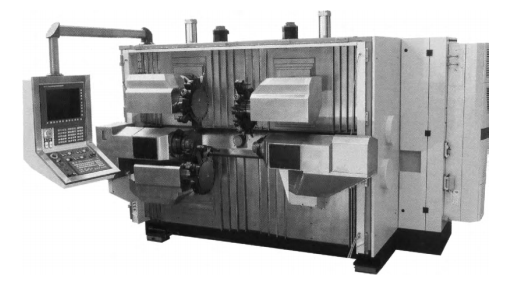
Рис. 7. Токарный обрабатывающий центр серии TD42-Triplex (без защитного ограждения) с двумя шпинделями и тремя револьверными головками
Как правило, станки оборудуются системами измерения как заготовки и детали, так и инструмента, что освобождает от необходимости точных измерений до начала обработки.
Положение направляющих станины в пространстве уже традиционно наклонное. Большинство современных станков средних размеров с ЧПУ имеет оригинальную компоновку, позволяющую повысить их жесткость, улучшить защиту направляющих и винтовых передач, обеспечить свободный отвод стружки и удаление ее из рабочей зоны, применять загрузочные устройства любых типов, обеспечить свободный доступ к инструменту и приспособлениям, повысить безопасность работы
Очистите стол станка и другие поверхности
Результат: чистая машина от стружки и другого мусора, который может помешать ее работе и точности.
Подготовка станков с ЧПУ к работе начинается с очистки всего и вся. Запомните, что качество ваших деталей всегда будет завесить от того насколько тщательно вы избавились грязи. Очистите стол станка и приспособления от охлаждающей жидкости, стружки или другого мусора. Вы можете использовать сжатый воздух, щетку или СОЖ . Просто убедитесь, что вы не направляете стружку и мусор в чувствительные участки машины. Воздух под высоким давлением может протолкнуть стружку в труднодоступные места и причинить вред.
Что такое станок ЧПУ?
Станок с числовым программным управлением (ЧПУ). Сама-по себе система ЧПУ была разработана для наведения торпед в подводных лодках. Ввел координаты, нажал на пуск — торпеда пошла. Потом начали думать как использовать данный принцип программирования в мирных целях. И придумали такие станки. Принцип прост: есть деталь (например что-то зажатое в патрон токарного станка с ЧПУ), есть инструмент которым деталь обрабатывается (например какой-либо резец). Инструмент может двигаться по соотношению к детали либо в 2-х координатах, либо во всех 3-х (в токарных станках с ЧПУ, в 2-х). Инструмент сам приближается к заготовке, деталь обрабатывается, инструмент отходит назад, Вы вынимаете деталь, и вставляете следующую заготовку.
Понятное дело, что такие станки нужны только для массового производства одной детали, с одинаковых заготовок. Ведь если надо сделать 10 разных деталей за день, то на одном станке с ЧПУ только написание 10 программ может занять 3 дня… А еще проверка, подбор и установка и привязка инструмента… Только для массового производства одной детали с одинаковых заготовок.
Если деталь обрабатывается достаточно долго, то один оператор может одновременно работать и на 2-х и на 3-х станках. Зажал заготовку, нажал на кнопку, и пошел к следующему станку.
Они (станки с ЧПУ) есть разные. И для деревообработки, но все чаще они встречаются в металлообработке. Они есть и токарные, и фрезеровочные, и черт еще знает для чего. Лично я имел опыт обслуживания, ремонта, и написания программ на токарных станках с ЧПУ 1В340Ф30.
1В340Ф30 в принципе полноценный токарный станок с ЧПУ. На нем может быть установлено сразу 5 инструментов, которые сами меняются (программно). Например зажал в патрон заготовку, и смотришь: один резец сделал продольную проточку (снял внешний слой металла), потом суппорт отъехал, произошла смена инструмента, уже второй резец нарезал резьбу, потом суппорт снова отъехал, произошла смена инструмента, уже сверло просверлило заготовку насквозь, суппорт снова отъехал, произошла смена инструмента, и тоненький резец вошел внутрь заготовки (через отверстие которое просверлило сверло) и сняло внутреннюю фаску, сделало точную внутреннюю проточку, и сняло внутренюю фаску с другой стороны. Интересное это дело — наблюдать за процессом обработки детали на токарном станке с ЧПУ, скажу я Вам.
10 вещей, которые пригодятся новичкам в работе с ЧПУ
Новичкам пригодятся следующие советы:
- Приобретите качественные фрезы от надежных производителей. В идеале пусть это будет твердосплав. Но при ограниченном бюджете можно сначала обойтись быстрорежущей сталью. Для новичков оптимальные размеры фрез таковы: 4 мм, 6 мм, 13 мм. Для стали подойдут 4-заходные фрезы, для алюминия — 3- или 2-заходные. Обязательно защищайте глаза во время работы очками. Пока вы будете набираться опыта, фрезы у вас будут часто выходить из строя, но это нормально. Также приобретите набор спиральных сверл.
- Купите комплект параллелек, набор прихватов и тиски. Тиски рассчитаны на эксплуатацию в течение долгих лет. Если вы ради экономии купите дешевые китайские тиски или не будете закреплять заготовку должным образом, вся работа пойдет насмарку. Официальное название «параллелек» — параллельные подкладки.
- Пользуйтесь туманом или СОЖем. Если СОЖ или генератор тумана не предусмотрены в конструкции станка, докупите их отдельно. Скорее всего, сначала придется потратить много времени на настройку СОЖ. Но если полениться это сделать, перенарезка стружки может привести к поломке фрезы.
- Научитесь обращаться с ЧПУ-контроллером. Сначала нужно тренироваться на осях X и Y, не затрагивая Z. При этом нельзя применять G00, иначе агрегат будет двигаться на максимальной скорости и пределе своих возможностей. Оптимально выставить G01 F20, при этом показатель «20» будет соответствовать той величине, которую вы сами выставите (например, дюймам или сантиметрам).
- Возьмите за правило пользоваться измерительным прибором для длины фрезы. Чтобы базировать шпиндель относительно заготовки, задействуйте кромкоискатель. Если агрегат не будет понимать, где находится кончик фрезы, создастся риск поломки оборудования. Как только заготовка будет установлена в тиски, а фреза в шпиндель, надо выставить нули.
- Регулируйте станок и тиски, пользуясь часовым индикатором. Проверяйте положение тисков каждый раз перед началом работы.
- Если вы новичок, не пытайтесь обработать сразу нержавеющую сталь. Сначала потренируйтесь на мягкой стали, латуни или алюминии. Если вы сразу приступите к обработке сложных материалов, фрезы будут изнашиваться и ломаться слишком часто.
- Обзаведитесь несколькими наборами ступенчатых губок из алюминия. Нарежьте пилой куски материала так, чтобы их габариты были немного больше, чем щеки тисков. Потом выполняйте проходы концевой фрезой до тех пор, пока не получится прямоугольный параллелепипед. Потом подгоните эту фигуру под нужные вам размеры, просверлите и прозенкуйте в ней монтажные отверстия.
- Освойте CAD и CAM-программы, в которых будете писать g-коды. У многих программ есть вполне доходчивые русифицированные мануалы, а также активные сообщества пользователей в интернете, всегда готовые помочь новичкам.
- Заранее научитесь выполнять аварийную остановку станка и его перезапуск после незапланированного завершения работы.
Чтобы проверить, насколько вы готовы к работе, попробуйте выполнить на станке куб Тернера (он также известен как мета-куб). Эта фигура состоит из нескольких вложенных друг в друга кубов с отверстиями, при этом все внутренние кубы касаются внешнего только своими вершинами. До оснащения производств ЧПУ-станками именно такую фигуру предлагали выполнить токарям и фрезеровщикам в процессе приема на работу, чтобы оценить уровень их мастерства.
Итак, теперь у вас есть общее представление о том, как функционируют ЧПУ-станки. В интернете можно найти много обучающих видео, посвященных разным стадиям настройки агрегата и обработки заготовок. Если у вас пока мало опыта, начинайте с обработки дерева — это проще, чем создание металлических изделий, и сам материал стоит дешевле.



- 03 октября 2020
- 1936
Основные узлы и компоненты
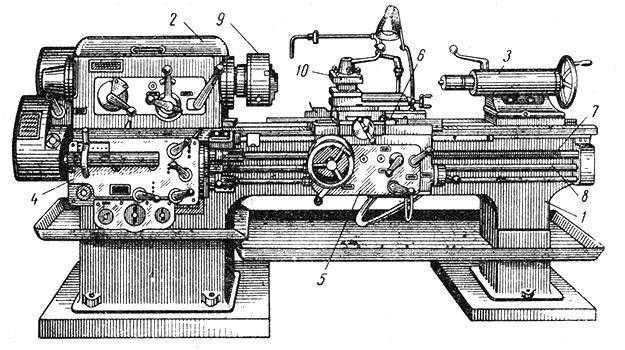
токарно-винторезный станок: 1 — станина; 2 — передняя бабка с шпинделем; 3 — задняя бабка; 4 — коробка подач; 5 — фартук; 6 — суппорт; 7 — ходовой винт; 8 — ходовой вал; 9 — патрон; 10 — резцедержатель
Главный привод — подает болванке или резцу движение соответствующих параметров для выполнения резания. Как правило, движение вращения поступает через главный привод на шпиндель, где зафиксирована болванка или резец. Чтобы контролировать скорость движения главного привода используют:
- коробки передач;
- коробки скоростей;
- вариаторы;
- бесступенчатые системы регулировки.
Привод подачи — он используется для передвижения резца вдоль или вокруг болванки, придавая ей необходимую форму.
Привод позиционирования — его задача передвижение механизма из одной точки в другую. Он задействуется, например, при выработке ряда параллельных выемок, отверстий или поверхностей, находящихся на одной детали. В токарных и фрезерных станках с ЧПУ главный привод сочетает в себе эту функцию.
Несущая система — это набор определенных, скрепленных между собой деталей. Стыки между ними могут быть фиксированными и подвижными. Этот узел отвечает за взаиморасположение обрабатываемой детали и инструмента во время работы.
Манипуляторы — автоматизируют вспомогательные процессы: зажим, подачу, поворот болванки, замену резца, отведение пыли. Современные станки с программным управлением оснащаются несколькими манипуляторами или одним универсальным, который управляется ЧПУ.
Узел измерительных и контрольных приспособлений — создан для контроля над выполнением основных задач. Эти устройства следят за состоянием основных механизмов, размерами болванки и готовой детали. В наиболее автоматизированных станках данные контроля передаются в узел управления, который подает сигналы для корректировки.
Эксплуатационные характеристики
Разнообразие моделей различных производителей открывает широкие возможности выбора конкретного изделия для решения четко поставленных целей. Специфика предприятия обуславливает характеристики устанавливаемого поворотного стола. Для эксклюзивной высокоточной работы выбирают модели проверенных компаний наивысшего класса точности. Допуски у такого оборудования минимальны и составляют:
- Угол поворота — 1 сек;
- Прямолинейность рабочей поверхности — 3,0 мкм;
- Торцевое биение планшайбы — 1,5 мкм;
Однако такие поворотные столы не дешевы и на практике нет необходимости использовать их в обычном производстве. Большинство устройств этой категории предлагаются по более доступным ценам, но вполне приемлемыми характеристиками:
- Угол поворота — 1 мин;
- Прямолинейность рабочей поверхности — 10-20 мкм;
- Торцевое биение планшайбы — 12-20 мкм;
Центральное отверстие, как правило, выполнено в виде конуса Морзе №3 либо №4. Универсальный способ эффективно центровать заготовку. Подобным образом используются конуса Морзе практически во всех металлообрабатывающих станках.
Сверлильные станки с ЧПУ
На сверлильных станках с ЧПУ (рис. 5) производятся следующие операции:
- сверление;
- растачивание;
- зенкерование;
- нарезка резьбы;
- развертывание;
- вертикальное фрезерование.

Рисунок 5. Сверлильный станок с ЧПУ.
Рисунок 5. Сверлильный станок с ЧПУ.
Классифицируются сверлильные станки с ЧПУ по следующим признакам.
1. По направлению подачи:
• вертикально-сверлильные;
• горизонтально-сверлильные;
• радиально-сверлильные.
Вертикально-сверлильные станки с ЧПУ — самый распространенный тип. Могут иметь дополнительно приводной стол, на котором закрепляется деталь, или приводную сверлильную головку. Режущий инструмент расположен вертикально.
В горизонтально-сверлильных станках с ЧПУ рабочий инструмент закрепляется горизонтально, и подача осуществляется в горизонтальной плоскости. Такие станки часто используются в качестве расточных, если требуется выполнить осевую расточку без создания фасонной поверхности.
Радиально-сверлильные станки с ЧПУ способны изменять положение сверлильной головки и направление подачи. Это значительно расширяет возможности такого станка.
2. По наличию шпинделей:
- одношпиндельные;
- многошпиндельные.
Многошпиндельные станки часто используются в электротехнической промышленности для изготовления печатных плат. Также несколькими шпинделями оснащаются вертикально-сверлильные станки последних поколений. Это делается для увеличения производительности.
Преимущества и недостатки
Неудовлетворительная работа оснастки может быть обусловлена неправильным выбором модели, либо недостаточной квалификацией работника. Характеристики четко прописаны в сопроводительных документах и, как правило, гарантированны производителем. Отдельные случаи производственного брака решаются в индивидуальном порядке.





Достоинств же у поворотного стола предостаточно. Имея в арсенале такую оснастку можно освоить дополнительные виды работ или наладить выпуск новых изделий. Некоторые операции можно оптимизировать. Одним из вариантов применения поворотного стола является обработка сложных сварных конструкций. Часто обрабатываются они вручную. Времени уходит много, и качество оставляет желать лучшего. Настроив фрезерный станок с поворотным столом для подобной операции, геометрические размеры деталей становится на порядок точнее, а время на обработку сокращается многократно.
Окупаемость оснастки зависит от объемов производства и может варьировать в значительных пределах, но то, что предприятие выиграет в качестве выпускаемых изделий, сомнению не подлежит.
Назначение
Его применяют при изготовлении изделий с цилиндрическими, сферическими и коническими поверхностями, используя при этом обработку точением, а также операции с применением сверл, метчиков, зенкеров и разверток.
Точение является основным видом токарных работ и имеет следующие разновидности:
- наружное обтачивание;
- внутренняя расточка;
- подрезка торцов;
- прорезка канавок;
- отрезка.
Многофункциональные токарные центры имеют дополнительный фрезерный шпиндель, который позволяет выполнять все виды фрезерных работ. Основные группы изделий, изготавливаемые токаркой — это валы, втулки, плоские тела вращения, части корпусов, фланцы редукторов и эксцентрики.
Для крупносерийного изготовления простых деталей применяют прутковые автоматы или специализированные установки. А основное назначение токарных станков с программным управлением — единичное и мелкосерийное производства изделий повышенной сложности.
Обязанности наладчика и оператора
Как уже было сказано ранее, наладчик выполняет большее количество функций. В его прямые обязанности входит:
- подбор инструмента и его проверка;
- подбор наладки;
- установка инструмента и патрона;
- переключение переключателя в режим «От станка»;
- проверка системы (сначала на холостом ходу);
- введение программоносителя;
- проверка данных на нем;
- крепление заготовки, перевод станка в состояние «По программе»;
- обработка заготовки (только первой);
- сравнение полученного результата с конечной целью, при необходимости – внесение корректировок;
- повторная обработка детали в том же режиме.

Если при повторной обработке нарушений не обнаружено, наладчик переводит станок в режим «Автомат». Это все обязанности наладчика. Далее со станком взаимодействует оператор. В его непосредственные обязанности входит:
- замена масел;
- чистка рабочей зоны;
- смазывание патронов;
- проверка станка;
- проверка точности параметров оборудования.
Включать станок можно только после полной проверки всех его систем
Особое внимание необходимо уделять надежности крепления приборов/инструмента
Важно также определить, подходит ли заготовка техпроцессу агрегата
Станки токарные с ЧПУ
На токарном станке обработка производится резцом со сменными пластинами. Он закрепляется в резцедержателе, который вместе с салазками и поворотной плитой входит в узел суппорта. Токарный станок с ЧПУ может быть оборудован кассетным резцедержателем (вмещает до 12 инструментов). Заготовка зажимается в токарном патроне, закрепленном на вращающемся шпинделе. Рабочие органы токарного станка приводятся в движение приводными механизмами, причем скорость вспомогательного хода практически всегда делается выше скорости рабочего.

Классификация токарных станков с ЧПУ по виду выполняемых работ
На сегодняшний день широко используется несколько типов этого оборудования:
- Центровые. Обработка заготовки производится по контуру деталей цилиндрической и конической формы, фасонных поверхностей. Основной способ обработки — точение.
- Патронные. Нарезают резьбу, зенкеруют, сверлят, обтачивают заготовки под фланцы, шестерни, диски, втулки. Токарные станки этого вида могут применяться для обработки как внутренней, так и внешней поверхности деталей.
- Патронно-центровые. Универсальные токарные станки, успешно совмещают технологические возможности по обработке патронных и центровых механизмов.
- Карусельные. Используются для металлообработки крупногабаритных заготовок, деталей неправильной формы. Одностоечные карусельные ЧПУ станки применяют, если диаметр заготовки не превышает 2 м. Для заготовок с диаметром до 12…15 метров потребуются двухстоечные токарные станки ЧПУ.
https://youtube.com/watch?v=50nL1UgB3xg
Конструктивные характеристики
- Для токарных станков с ЧПУ характерна вертикальная или круто наклоненная компоновка. При такой конструкции стружка легче удаляется из рабочей зоны, оборудование с ЧПУ занимает меньшую площадь, можно подключить к станку автоматическое загрузочное устройство любого типа.
- Все несущие конструкции станка выполняются более жесткими, за счет увеличения толщины металла и дополнительных ребер жесткости.
- Токарные станки с ЧПУ оборудуются инструментальными сменными магазинами или автоматическими револьверными головками, которые ставятся на место резцедержателя.

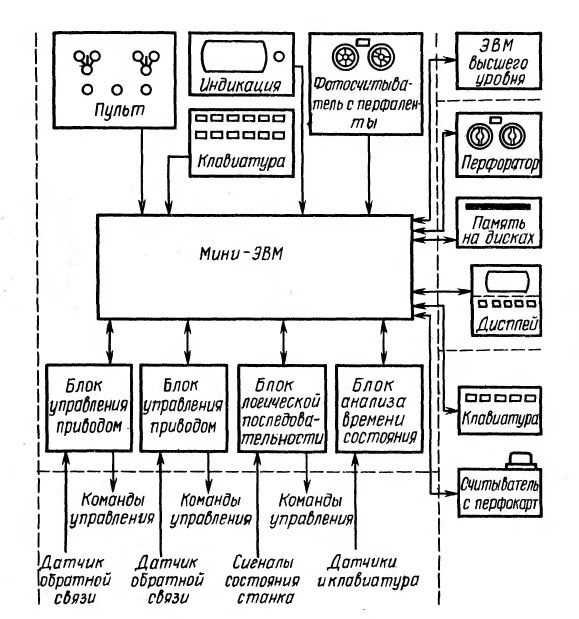
Системы ЧПУ третьего поколения
Системы ЧПУ третьего поколения создавались на базе микроЭВМ («Электроника-60», «Электроника НЦ-03» и др.), БИС (серия 589 и др.). Эти системы ЧПУ имели расширенные технологические возможности, осуществлялась программная реализация алгоритмов управления. К моделям устройств ЧПУ третьего поколения можно отнести 15МП, «Размер 4М», 2С42, 2С85, 2У32, 2МЧЗ, «Электронику НЦ-31». В устройствах ЧПУ третьего поколения ввод программы осуществлялся как на перфоленте, так и с помощью клавиатуры. Системы ЧПУ начинают оснащаться дисплейно-диалоговыми системами задания УП с графическим отображением детали на экране. Появляются оперативные системы ЧПУ, на которых программирование простых деталей может осуществляться непосредственно на станке с использованием типовых циклов.
Устройства Н22-1М, Н33-1М, Н33-2М, Н55-1, Н55-2 являются первыми устройствами контурного и комбинированного управления третьего поколения, они были предназначены для токарных и фрезерных станков с автоматической сменой инструментов.
Конструкторско – технологические особенности станков с ЧПУ
Применение высокомоментных двигателей постоянного тока в приводах станков, имеет следующие преимущества:
1.Сокращает или устраняет механические передачи в цепях исполнительмеханизмов.
Токарные станки с ЧПУ не имеют ходового винта. При многопроходном нарезании резьбы, попадение резца в виток резьбы обеспечивает датчик резьбонарезания DP, который дает сигнал разрешающий движение резания только при определенном угловом положении шпинделя. Этот датчик действует и при выполнении команды “ориентированный останов шпинделя” М19. В сравнении с не программным оборудованием, видно упрощение конструкции шпиндельного узла станка, а следовательно снижение его стоимости и ремонтной сложности.
Конструкция и устройство станка ЧПУ
Классические элементы агрегата (они могут незначительно изменяться в зависимости от специфики производственного процесса):
- станина, то есть крепкое основание в виде стола или вертикальной установки для распиловки;
- коробка подач – она отвечает за все вращения, прямолинейное движение и изгибы, сколько возможностей есть у всего аппарата, генерирует скорость и направление;
- передняя и задняя бабки, одна из которых управляется шпинделем, то есть, меняет свое расположение (может устанавливаться как механически, так и машинизированно);
- суппорты – отвечают за крепление и смену инструментов, они принимают команды передвижения от коробки подач, отвечают за прочность обрабатываемого элемента;
- стержневые механизмы – инструменты, выполняющие сами действия, то есть различные сверла, ножи, развертки.
В одной из бабок находится система с переключением скоростей, это позволит вращать заготовку с нужным ускорением. Вторая необходима только для прочной фиксации и связана с инструментарием.



Принцип работы станков с ЧПУ – автоматизированное управление всей этой конструкцией. Команды подаются прямо на коробку подач, откуда уже происходят механические силы, оказывающие воздействие на все остальные детали.
https://youtube.com/watch?v=RcU2fXurfpM
Мебельное производство
Где идет речь о производстве деревянных изделий из плит МДФ, подойдет станок с ЧПУ фрезерный
Для потребителя стало важно качество изделия, что можно достичь только при помощи машинной обработки при высоком количестве выпускаемой продукции. Плавность и точность получаемых рисунков поражают, а машинная обработка в то же время делает мебель доступнее
Простейшие операции ранее создавались посредством релейной логики. Но объемные изображения доступны только владельцам ЧПУ-систем. Скорость обработки может быть выше вдвое благодаря использованию двустороннего точения, когда одновременно выполняется несколько технологических операций. Лидерами в производстве контроллеров, способных справиться с такими задачами, являются производители электроники:
- «Фанук»;
- «Сименс»;
- «Хайнденхайн»:
- «Овен».
Реализовать простейший станок получается на базе обычного настольного компьютера. Но для движения осей все же потребуется управляющая плата. Стоимость таких решений невысока в сравнении с прибылью, приносимой за счет автоматизации производства.
Загрузить инструменты
Результат: устройство смены инструмента на станке имеет все инструменты, необходимые программе gcode для детали.
Тележка для роликового инструмента
Примечание. Если на вашем станке с ЧПУ нет устройства смены инструмента, все равно необходимо, чтобы все инструменты были наготове, чтобы их можно было быстро вставить в шпиндель по мере необходимости.
Наша цель здесь — поместить инструменты в державки (или просто доступные, если шпиндель вашего станка не использует сменные державки) и загрузить эти державки в устройство смены инструмента станка или удобно разложить рядом со станком для выполнения работы.
Если у вас есть таблица настроек ЧПУ для работы, в ней будут перечислены необходимые инструменты, а также их номера инструментов в программе g-кода.
Как правило, мы размещаем инструменты для конкретной работы на тележке для инструментов или лотке для инструментов. Вы загружаете нужные инструменты в тележку, перекатываете ее к станку и загружаете соответствующие инструменты в устройство смены инструмента.
У каждого типа державки будут свои требования для обеспечения максимальной производительности. Патроны ER Collect имеют требования к крутящему моменту, которые следует соблюдать, например, при затяжке гаек.